

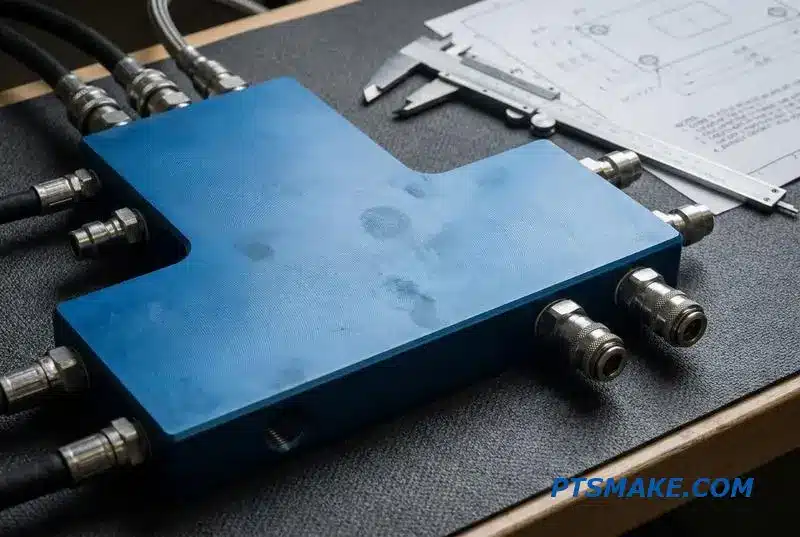
I tuoi rack AI stanno ancora incontrando colli di bottiglia termici anche dopo l'aggiornamento al raffreddamento a liquido? Il problema potrebbe non essere nelle tue piastre fredde o nella CDU. Potrebbe essere il collettore che crea silenziosamente punti caldi, squilibrio di pressione e sforzo della pompa in tutta la tua implementazione.
I collettori lavorati a CNC su misura offrono ai sistemi di raffreddamento a liquido dei data center un flusso bilanciato, interfacce delle porte senza perdite e dimensioni precise che i componenti standard non possono garantire. Sono l'hub di distribuzione che decide se ogni server in un rack ad alta densità riceve il refrigerante di cui ha bisogno.

Ho passato anni ad aiutare i team di ingegneri a passare dai collettori generici alle soluzioni CNC personalizzate, e il divario di prestazioni è reale. In questa guida, ti illustrerò i dettagli di progettazione, materiale e lavorazione che distinguono un collettore affidabile da uno che crea problemi in futuro.
Il Tuo Sistema di Raffreddamento a Liquido È Forte Solo Quanto la Sua Distribuzione del Fluido
Nel raffreddamento dei data center, le piastre fredde e le Unità di Distribuzione del Refrigerante (CDU) spesso rubano la scena. Tuttavia, le vere prestazioni del sistema dipendono da un componente meno celebrato: il collettore di raffreddamento a liquido. Questo è l'hub centrale che garantisce un flusso di refrigerante bilanciato a ogni server.
L'Hub di Distribuzione Critico
Pensa al collettore come al cuore della rete fluida del tuo rack. Uno progettato male crea un flusso irregolare, portando a punti caldi, squilibri di pressione e ridotta efficienza della pompa. L'intera strategia di raffreddamento può avere successo o fallire in base alla capacità di questa singola parte di distribuire il fluido in modo uniforme.
Conseguenze di una Progettazione Scadente del Collettore
Anche la CDU più potente è inutile se il refrigerante non raggiunge la sua destinazione in modo efficace. La tabella seguente evidenzia i rischi associati a una distribuzione del flusso del collettore per rack scadente.
| Problema | Impatto sul sistema |
|---|---|
| Squilibrio del Flusso | Punti caldi e throttling del server |
| Elevata Caduta di Pressione | Aumento del consumo energetico della pompa |
| Perdite | Guasto catastrofico delle apparecchiature |

La progettazione efficace dei collettori va oltre la semplice idraulica. Richiede una profonda comprensione di come la geometria interna influenzi le prestazioni a livello di sistema. In PTSMAKE, ci concentriamo sulla lavorazione di precisione per creare percorsi di flusso ottimizzati che minimizzino la caduta di pressione e garantiscano una distribuzione uniforme.
Selezione del materiale e prestazioni
La scelta del materiale per i collettori di raffreddamento a liquido è fondamentale. Influisce non solo sulla conduttività termica e sulla durabilità, ma anche sulla complessità e sul costo di produzione. L'alluminio è comune per il suo equilibrio, ma il rame o anche polimeri specializzati potrebbero essere migliori per applicazioni specifiche.
| Materiale | Vantaggio chiave | Applicazione comune |
|---|---|---|
| Alluminio (6061) | Conveniente, buone proprietà termiche | Data center generici |
| Rame | Conducibilità termica superiore | Calcolo ad alta densità |
| PPS/PEEK | Resistenza alla corrosione, leggero | Ambienti difficili |
Il Ruolo della Precisione nella Dinamica del Flusso
I canali interni di un collettore devono essere perfetti. Eventuali bave o imperfezioni superficiali dovute alla lavorazione possono interrompere il flusso. È qui che i principi di Dinamica dei fluidi1 diventano cruciali. Ottenere un flusso laminare ed evitare la turbolenza richiede tolleranze estremamente strette, che è un obiettivo centrale del nostro processo di produzione.
Un collettore di raffreddamento a liquido ben progettato è la spina dorsale di un sistema DLC affidabile. Il suo design, il materiale e la precisione di fabbricazione non sono dettagli minori; sono fondamentali per ottenere un flusso equilibrato, prevenire i punti caldi e garantire l'efficienza operativa complessiva per l'intero rack.
Collettori In-Rack vs. Basati su Fila — Quale Architettura Si Adatta alla Tua Implementazione
Scegliere la giusta architettura del collettore di raffreddamento a liquido è una decisione critica. Le due configurazioni principali, in-rack e basate su fila, soddisfano esigenze distinte. La vostra scelta influisce sull'efficienza, la scalabilità e la manutenzione per l'intero ciclo di vita del sistema. Analizziamo i fondamenti di ciascun approccio.
Sistemi di Collettori In-Rack
I collettori in-rack sono montati direttamente all'interno o su un rack server, sia verticalmente che orizzontalmente. Questo design fornisce un raffreddamento a liquido mirato per componenti ad alta densità all'interno di un singolo contenitore. È una soluzione ideale per implementazioni in cui rack specifici hanno carichi di calore estremi.
Sistemi di Collettori Basati su Fila
I sistemi basati su fila servono più rack da un punto di distribuzione centralizzato. Questi assemblaggi corrono sopra o sotto il pavimento, creando un'infrastruttura più organizzata per i data center su larga scala. Questa architettura è costruita per l'uniformità e la scalabilità attraverso intere file.
| Tipo di Collettore | Il miglior caso d'uso |
|---|---|
| In-Rack | Rack individuali ad alta densità |
| Basato su Fila | Implementazioni su larga scala e uniformi |

Quando andiamo oltre le definizioni di base, i compromessi pratici diventano chiari. La decisione tra un collettore in-rack o basato su fila per il tuo data center implica il bilanciamento di accessibilità, spazio e crescita futura.
Manutenzione e Accessibilità
Il raffreddamento a liquido con collettore in-rack è semplice da manutenere su base per-rack. I tecnici possono isolare un singolo rack senza interrompere gli altri. Tuttavia, in una grande implementazione, la gestione di centinaia di collettori individuali può diventare complessa e dispendiosa in termini di tempo.
I sistemi basati su fila centralizzano le connessioni principali, il che può semplificare la manutenzione e il monitoraggio su larga scala. La sfida qui è che qualsiasi lavoro sul collettore principale potrebbe influenzare un'intera fila di rack, richiedendo tempi di inattività più coordinati.
Scalabilità e Utilizzo dello Spazio
Un dibattito DLC tra collettore verticale e collettore orizzontale spesso si concentra sullo spazio all'interno del rack. Entrambe le configurazioni consumano prezioso spazio U del rack. Sebbene efficaci, questo può essere una limitazione. I sistemi basati su fila, al contrario, preservano questo spazio utilizzando percorsi sopraelevati o sotto il pavimento.
Per questo motivo, l'architettura basata su fila è intrinsecamente più scalabile per le implementazioni hyperscale. Consente un'espansione prevedibile e modulare. Presso PTSMAKE, scopriamo che la maggior parte dei collettori di raffreddamento a liquido sono configurati su ordinazione, poiché le soluzioni standard raramente si adattano perfettamente. La lavorazione CNC di precisione ci consente di creare collettori che soddisfano requisiti esatti di flusso, pressione e porte, evitando problemi come Cavitazione2.
| Caratteristica | Collettore In-Rack | Collettore Basato su Fila |
|---|---|---|
| Utilizzo dello spazio | Consuma prezioso spazio U del rack | Utilizza lo spazio sopraelevato o sotto il pavimento |
| Scalabilità | Espansione granulare, per rack | Elevata, per intere file o pod |
| Manutenzione | Isolato, più semplice per un singolo rack | Centralizzato, può influenzare l'intera fila |
In definitiva, la scelta dipende dalla scala e dalla densità della tua implementazione. I collettori in-rack offrono un raffreddamento preciso e localizzato per i rack ad alte prestazioni, mentre i sistemi basati su fila forniscono un framework scalabile e organizzato per i grandi data center. Entrambi richiedono un'attenta pianificazione per garantire prestazioni ottimali.
Perché i Collettori Standard Non Sono All'Altezza per i Rack AI ad Alta Densità
I collettori di raffreddamento a liquido standard semplicemente non sono costruiti per le esigenze delle moderne infrastrutture AI. Sistemi come l'NVIDIA NVL72 generano un calore immenso, richiedendo soluzioni di raffreddamento tutt'altro che standard. I componenti standard creano colli di bottiglia nelle prestazioni e rischi di affidabilità.
Il divario di personalizzazione
I componenti standard seguono un approccio "taglia unica". Tuttavia, i rack AI ad alta densità richiedono specifiche precise per prestazioni ottimali. Qualsiasi deviazione può compromettere l'intero circuito di raffreddamento.
Collettori standard vs. personalizzati
| Caratteristica | Collettore standard | Collettore CNC personalizzato |
|---|---|---|
| Spaziatura delle porte | Layout fisso e generico | Abbinato a specifiche lame server |
| Portata | Standard, spesso insufficiente | Ottimizzato per GPU ad alta potenza |
| Materiale | Alluminio/plastica per uso generale | Selezionato per la compatibilità con il refrigerante |
| Fattore di forma | Adatto a profondità rack standard | Progettato per qualsiasi dimensione di rack personalizzata |
Questo divario evidenzia perché un approccio personalizzato è essenziale per l'hardware AI mission-critical.

I limiti dei collettori standard diventano chiari durante l'integrazione. Ho visto progetti ritardati perché un componente standard aveva il tipo di filettatura della porta sbagliato, creando perdite sotto pressione. Altri sono falliti perché il numero di porte era insufficiente per il numero di GPU in un singolo chassis.
Affrontare i requisiti dei rack ad alta densità
I data center AI spesso utilizzano profondità di rack non standard per ospitare cablaggi e hardware complessi. Un collettore standard con il fattore di forma errato può ostruire il flusso d'aria o impedire la chiusura della porta del rack. Questo è un problema comune ma facilmente evitabile con un design personalizzato.
Disallineamenti Critici e Soluzioni
Le unità di distribuzione del refrigerante ad alto flusso (CDU) operano a pressioni che i collettori standard non possono gestire. Questo disallineamento porta a guasti catastrofici. La richiesta Portata Volumetrica3 per un cluster da 140kW+ è qualcosa per cui i componenti standard non sono testati. La lavorazione CNC risolve questi problemi consentendo un controllo completo del design.
| Problema di Disallineamento | Conseguenza | Soluzione di lavorazione CNC |
|---|---|---|
| Filettature delle Porte Errate | Perdite, tempi di inattività del sistema | Fresatura precisa delle filettature (NPT, BSPP, ecc.) |
| Bassa pressione nominale | Guasto del collettore, fuoriuscite di refrigerante | Pareti più spesse, rinforzo del materiale |
| Fattore di forma errato | Installazione impossibile | Dimensioni personalizzate per adattarsi a qualsiasi spazio |
In PTSMAKE, lavoriamo i collettori di raffreddamento a liquido secondo specifiche esatte, assicurando che ogni parametro soddisfi le esigenze dell'applicazione.
I collettori standard sono un rischio nei sistemi AI ad alta densità. Il loro design generico non soddisfa i requisiti specifici di flusso, pressione e dimensioni. I collettori di raffreddamento a liquido lavorati a CNC su misura forniscono l'unica soluzione affidabile, garantendo prestazioni e prevenendo guasti costosi.
Acciaio Inossidabile, Alluminio o Rame — Selezione del Materiale del Collettore Basata su Refrigerante e Ambiente
La scelta del materiale giusto per i collettori di raffreddamento a liquido è una decisione critica che influisce direttamente sull'affidabilità del sistema. La selezione va oltre le prestazioni termiche, estendendosi alla compatibilità chimica con i refrigeranti e all'ambiente operativo. Ogni materiale presenta un equilibrio unico di costo, peso e durata.
Opzioni per il materiale primario
Acciaio inossidabile, alluminio e rame sono le scelte più comuni. Sebbene il rame offra una conduttività termica superiore, questa caratteristica spesso non è il requisito primario per un collettore, che serve principalmente come hub di distribuzione per il refrigerante.
Confronto di alto livello
La scelta migliore dipende dai requisiti specifici del sistema, incluso il tipo di refrigerante utilizzato e altri metalli presenti nel circuito di raffreddamento.
| Materiale | Vantaggio chiave | Considerazione principale |
|---|---|---|
| Acciaio inox | Resistenza alla corrosione | Costo/Peso più elevato |
| Alluminio | Leggero e più economico | Suscettibilità alla corrosione |
| Rame | Conduttività termica | Costo e peso elevati |

Analisi approfondita dei materiali
In PTSMAKE, guidiamo frequentemente i clienti attraverso questa decisione per applicazioni che vanno dai data center ai macchinari industriali. La scelta ottimale si basa raramente su una singola proprietà, ma su una visione olistica del design del sistema e degli obiettivi a lungo termine.
Acciaio inox (304/316)
Per la maggior parte dei sistemi ad alta affidabilità, l'acciaio inossidabile 304 o 316 è lo standard industriale. È altamente resistente alla corrosione e compatibile con quasi tutti i refrigeranti comuni, inclusa l'acqua deionizzata e le miscele di glicole. Questo rende un collettore di raffreddamento a liquido in acciaio inossidabile una scelta sicura e duratura per applicazioni critiche.
Alluminio
L'alluminio è un'ottima opzione quando peso e costo sono i fattori trainanti principali. Tuttavia, il suo utilizzo richiede un'attenta progettazione del sistema a causa della sua suscettibilità a corrosione galvanica4, specialmente se abbinato a componenti in rame come le piastre fredde. Per una corretta compatibilità del refrigerante con il collettore in alluminio, le miscele di glicole-acqua devono contenere specifici inibitori di corrosione.
Rame
Sebbene il rame sia il miglior conduttore di calore, è raramente la scelta migliore per un collettore. La sua funzione principale è la distribuzione del fluido, non la dissipazione del calore. L'alto costo e il peso del rame lo rendono spesso una spesa inutile per questo componente del circuito di raffreddamento.
Interazioni tra refrigerante e guarnizione
La scelta del refrigerante determina il materiale della guarnizione. I refrigeranti standard funzionano bene con un collettore con guarnizione in EPDM, ma i fluidi dielettrici aggressivi richiedono un materiale più robusto come FKM (Viton) per prevenire perdite e degrado nel tempo.
| Tipo di refrigerante | Guarnizione consigliata | Considerazioni chiave |
|---|---|---|
| Acqua/Glicole | EPDM | Assicurarsi che vengano utilizzati inibitori con l'alluminio. |
| Fluido dielettrico | FKM (Viton) | Verificare la compatibilità del fluido con il grado specifico di FKM. |
La scelta del materiale per i collettori di raffreddamento a liquido deve bilanciare costo, prestazioni e compatibilità chimica. L'acciaio inossidabile offre la massima affidabilità, mentre l'alluminio è un'opzione più leggera ed economica che richiede un'attenta gestione del refrigerante per prevenire la corrosione e garantire la longevità del sistema.
Come la Lavorazione CNC Permette Design di Collettori Che le Assemblaggi Saldati Non Possono Eguagliare
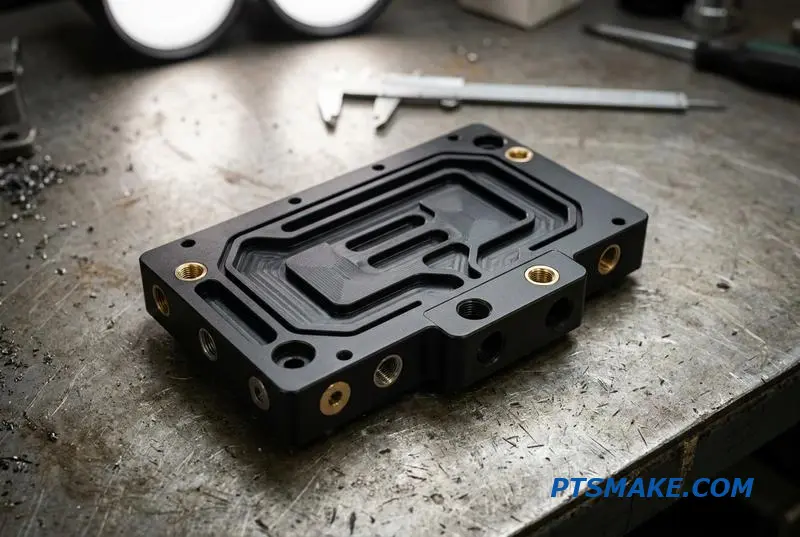
Nella progettazione di sistemi fluidici, specialmente per applicazioni come i collettori di raffreddamento a liquido, la scelta tra un assemblaggio saldato e un blocco lavorato a CNC è critica. I collettori saldati potrebbero sembrare semplici, ma introducono significativi rischi per le prestazioni. Il cordone di saldatura interno interrompe il flusso e crea aree in cui i contaminanti possono accumularsi.
I difetti nascosti dei collettori saldati
I collettori a tubi saldati presentano svantaggi intrinseci che possono compromettere l'integrità del sistema. Il cordone di saldatura interno è un problema importante, creando turbolenza e potenziali cadute di pressione. Questa irregolarità rende anche difficile il lavaggio completo del sistema, intrappolando particelle che possono danneggiare i componenti sensibili a valle nel tempo.
Perché la lavorazione CNC eccelle
Al contrario, i collettori a blocco lavorati a CNC offrono un'alternativa superiore. Scolpendo i canali del fluido da un blocco solido di materiale, otteniamo fori interni perfettamente lisci. Ciò elimina le discontinuità di flusso e i rischi di contaminazione, garantendo prestazioni ottimali e pulizia del sistema fin dall'inizio.
Confronto delle caratteristiche: CNC vs. Saldato
| Caratteristica | Collettore lavorato a CNC | Collettore a tubi saldati |
|---|---|---|
| Finitura interna | Foro liscio e continuo | Cordone di saldatura interno ruvido |
| Percorso del flusso | Flusso ottimizzato, laminare | Flusso turbolento, interrotto |
| Rischio di contaminazione | Minimo | Elevato (trappole per particelle) |
| Punti di perdita | Minimizzati (blocco singolo) | Multipli (ad ogni saldatura) |
Un collettore CNC monoblocco offre una libertà di progettazione ineguagliabile. Possiamo integrare canali complessi e multidirezionali e numerose porte in un unico blocco compatto. Questo approccio riduce drasticamente il numero di potenziali punti di perdita rispetto a un assemblaggio con più giunti saldati, migliorando l'affidabilità complessiva del sistema.
Raggiungere una Precisione Ineguagliabile
La precisione della lavorazione CNC è un vantaggio fondamentale. Presso PTSMAKE, manteniamo costantemente la spaziatura porta-porta entro ±0,05 mm. Questo livello di accuratezza è quasi impossibile da raggiungere con la saldatura e il montaggio manuale, garantendo un allineamento perfetto e prestazioni costanti su tutte le connessioni del sistema.
L'Impatto sulla Fluidodinamica
Canali lisci e lavorati con precisione promuovono un comportamento prevedibile del fluido. Comprendere il principio di Bernoulli5 aiuta a illustrare come le incongruenze della saldatura possano causare variazioni indesiderate di pressione e velocità. Un collettore lavorato a CNC garantisce un flusso stabile, fondamentale per un'efficiente distribuzione del fluido nei data center e altre applicazioni sensibili.
Una Soluzione Ibrida
Per alcuni progetti, un approccio ibrido offre un compromesso pratico. Possiamo lavorare a CNC un blocco porta centrale che ospita le connessioni più critiche e poi saldarvi estensioni di tubi. Questo combina la precisione di un blocco lavorato con la flessibilità della tubazione saldata per sezioni più semplici.
La lavorazione CNC offre design di collettori superiori creando percorsi interni lisci, consentendo geometrie complesse in un unico blocco e garantendo alta precisione. Questo metodo supera le interruzioni di flusso, i rischi di contaminazione e le incongruenze inerenti agli assemblaggi saldati, migliorando le prestazioni e l'affidabilità del sistema.
Porte Forate Trasversalmente e Percorsi di Flusso Interni — La Sfida di Lavorazione Nascosta All'Interno di Ogni Collettore
Le prestazioni dei collettori di raffreddamento a liquido dipendono dalla loro geometria interna. Le porte forate trasversalmente e i percorsi di flusso complessi sono essenziali, ma introducono significative sfide di lavorazione. Queste caratteristiche sono spesso nascoste alla vista ma sono critiche per l'affidabilità e l'efficienza del sistema.
Il Problema dei Fori Profondi
La foratura di un foro profondo non è semplice. Quando il rapporto lunghezza-diametro (L/D) supera 20:1, le punte standard faticano. L'evacuazione dei trucioli diventa un problema importante, portando alla rottura dell'utensile e a una scarsa finitura superficiale all'interno del collettore.
Fori Intersecanti e Bave
Ogni intersezione tra un foro principale e una porta forata trasversalmente crea una bava. Se non rimosse, questi minuscoli frammenti di metallo possono staccarsi. Contaminano quindi il circuito del refrigerante, rischiando di danneggiare i componenti sensibili a valle.

Ottenere un percorso interno impeccabile in un collettore richiede tecniche specializzate. Le punte elicoidali standard sono spesso inadeguate per i fori profondi. Dobbiamo scegliere gli strumenti e i processi giusti per garantire precisione e pulizia all'interno di ogni porta del collettore forata trasversalmente.
Foratura a cannone vs. Foratura elicoidale
La foratura a cannone è un metodo preferito per creare fori profondi e diritti. A differenza delle punte standard, utilizza un refrigerante ad alta pressione, attraverso il mandrino, per espellere continuamente i trucioli. Ciò previene l'impaccamento dei trucioli e si traduce in una finitura interna del foro superiore. Questa finitura è cruciale, poiché una superficie ruvida aumenta la caduta di pressione.
| Caratteristica | Perforazione con pistola | Foratura elicoidale standard |
|---|---|---|
| Rapporto L/D | Supera 300:1 | Tipicamente < 10:1 |
| Erogazione del refrigerante | Attraverso l'utensile | Inondazione esterna |
| Evacuazione dei chip | Eccellente (espulso) | Scadente (richiede la foratura a beccheggio) |
| Rettilineità del foro | Alto | Moderato |
| Finitura superficiale | Superiore | Standard |
La fase critica di sbavatura
Dopo la foratura, la sbavatura interna è irrinunciabile. È un processo meticoloso per creare un percorso del refrigerante privo di trucioli. Spesso utilizziamo metodi termici o elettrochimici per intersezioni inaccessibili. Per qualsiasi foratura a beccheggio6 operazione, la gestione dei trucioli è la chiave per prevenire difetti interni che potrebbero compromettere l'intero sistema di raffreddamento. I moderni centri di lavoro CNC con refrigerante attraverso il mandrino sono ideali per questi compiti.
La qualità interna di un collettore è altrettanto importante quanto il suo aspetto esterno. La gestione della foratura profonda, l'evacuazione dei trucioli e la rimozione delle bave è essenziale per creare collettori di raffreddamento a liquido affidabili e ad alte prestazioni che soddisfino rigorosi requisiti operativi.
Spaziatura delle Porte, Tipo di Filettatura e Orientamento — Ottenere l'Interfaccia Corretta per Ogni Slot Server
Ottenere l'interfaccia giusta non è negoziabile. Il successo di un collettore di raffreddamento a liquido dipende interamente da quanto bene le sue porte si allineano con gli slot del server. Un disallineamento significa guasto della connessione, perdite e tempi di inattività costosi. Ogni dettaglio conta per una vestibilità perfetta.
Corrispondenza della spaziatura delle unità rack
Il primo passo è abbinare la spaziatura delle porte del collettore all'altezza U del rack. Che si tratti di 1U, 2U o 4U, le posizioni delle porte devono essere esatte. Ciò richiede una produzione di precisione per garantire che ogni punto di connessione si allinei perfettamente con l'input e l'output del server.
| Unità Rack | Altezza Standard | Configurazione Tipica delle Porte |
|---|---|---|
| 1U | 1,75 pollici | Fila singola, spaziatura compatta |
| 2U | 3,5 pollici | Fila singola o doppia |
| 4U | 7,0 pollici | Più file, alta densità |
Connessione e Orientamento
Infine, considera l'orientamento delle porte del collettore. Le connessioni anteriori o posteriori dettano l'intero layout. Per i sistemi a innesto cieco, gli orientamenti destri o sinistri sono critici affinché i connettori rapidi (QD) si innestino senza conferma visiva. Le connessioni manuali consentono maggiore flessibilità ma richiedono comunque un posizionamento attento.

Il tipo di filettatura è un'altra decisione critica, spesso dettata da standard regionali o specifiche esigenze applicative. Scegliere quella sbagliata garantisce perdite. È un punto di fallimento comune che riscontro quando i progetti non vengono attentamente esaminati prima dell'inizio della produzione.
Tipi di Filettatura Comuni
NPT è comune negli Stati Uniti, utilizzando un design conico per creare una tenuta. BSPP (o filettatura G) è standard in Europa, richiedendo una guarnizione per la tenuta. Le filettature con sede per O-ring SAE sono eccellenti per ambienti ad alta vibrazione poiché l'O-ring fornisce una tenuta superiore.
| Tipo di filo | Metodo di sigillatura | Regione comune | Vantaggio chiave |
|---|---|---|---|
| NPT | Conicità della Filettatura | Nord America | Ampiamente disponibile |
| BSPP (G) | Guarnizione/Rondella | Europa/Asia | Riutilizzabile, nessun sigillante necessario |
| SAE ORB | O-Ring | Globale | Eccellente resistenza alle vibrazioni |
Il vantaggio della lavorazione CNC
È qui che la lavorazione CNC di precisione diventa essenziale per i collettori di raffreddamento a liquido. Possiamo posizionare con precisione le porte per adattarsi a qualsiasi configurazione di rack con spaziatura delle porte del collettore. Le nostre macchine possono tagliare più tipi di filettatura, come NPT e BSPP, sullo stesso collettore per interfacciarsi con hardware diverso.
Inoltre, il CNC consente un orientamento personalizzato delle porte del collettore. Possiamo lavorare le uscite a 45 o 90 gradi per navigare in spazi ristretti. Questa flessibilità è impossibile con componenti standard. L'affidabilità di un collettore con porte filettate in un data center si basa su questa precisione, specialmente per filettature coniche7, che richiedono una geometria esatta.
L'integrazione perfetta dei collettori di raffreddamento a liquido richiede un controllo preciso sulla spaziatura delle porte, sul tipo di filettatura e sull'orientamento. La lavorazione CNC fornisce l'accuratezza e la flessibilità necessarie per soddisfare qualsiasi specifica di rack per server, garantendo una connessione affidabile e senza perdite per ogni singolo slot del server.
Design della Scanalatura per O-Ring per Connessioni Collettore-QD — Perché la Retrofit delle Perdite Inizia Qui
La connessione tra un collettore e un raccordo a sgancio rapido (QD) è una frequente fonte di perdite nei sistemi fluidici. Il problema quasi sempre risale al design della scanalatura dell'O-ring. Una corretta sigillatura è una questione di precisione, non solo di selezione del materiale.
Elementi chiave del design
Una tenuta efficace dipende da tre fattori fondamentali: la forma della scanalatura, la compressione dell'O-ring e la finitura superficiale. Sbagliare uno qualsiasi di questi introduce un potenziale punto di guasto, specialmente nei collettori di raffreddamento a liquido dove i cambiamenti di temperatura causano l'espansione e la contrazione dei materiali.
Selezione del Tipo di Scanalatura
La scelta tra una scanalatura rettangolare standard e una scanalatura a coda di rondine influisce sulla ritenzione dell'O-ring durante l'assemblaggio e la manutenzione. Mentre le scanalature a coda di rondine tengono l'O-ring in posizione, sono più complesse da lavorare.
| Tipo di Scanalatura | Caso d'uso primario | Vantaggio chiave |
|---|---|---|
| Rettangolare | Guarnizioni statiche standard per facce | Semplice da lavorare |
| A coda di rondine | Applicazioni con O-ring prigioniero | Previene la caduta dell'O-ring |

Raggiungere il Rapporto di Compressione Ideale
Per la maggior parte degli O-ring standard in applicazioni statiche, un rapporto di compressione del 15-25% è ideale. Troppa poca compressione, e la guarnizione non si impegnerà correttamente sotto bassa pressione. Troppa, e si rischia di danneggiare l'O-ring o di creare una forza di assemblaggio eccessiva, portando a un guasto prematuro.
Il Ruolo Critico della Finitura Superficiale
Una superficie liscia è essenziale per una tenuta affidabile. Specifichiamo una finitura superficiale di Ra 0,8μm o migliore sia sul fondo della scanalatura che sulle pareti laterali. Una superficie più ruvida può creare percorsi di perdita microscopici attraverso la faccia di tenuta. La scienza della misurazione della texture superficiale, nota come Metrologia delle superfici8, è fondamentale per diagnosticare e prevenire questi guasti.
Perché la lavorazione CNC è la soluzione
È qui che i metodi di produzione fanno una differenza significativa. Le parti stampate spesso presentano incongruenze dovute al ritiro e agli angoli di sformo, rendendo difficile mantenere tolleranze strette. Questo spiega perché un collettore può sigillare perfettamente mentre un altro identico perde. La lavorazione CNC produce dimensioni delle scanalature perfettamente coerenti ogni volta.
| Caratteristica | Lavorazione CNC | Stampaggio a iniezione |
|---|---|---|
| Tolleranza della scanalatura | Elevata (es. ±0,05mm) | Inferiore (es. ±0,15mm+) |
| Finitura superficiale | Eccellente (Ra < 0,8μm) | Variabile, spesso richiede post-elaborazione |
| Coerenza delle parti | Praticamente identico | Soggetto a variazioni di processo |
In PTSMAKE, lavoriamo queste caratteristiche secondo specifiche precise, garantendo che ogni interfaccia di tenuta a sgancio rapido funzioni in modo affidabile. Ciò elimina le congetture e previene perdite costose nei collettori di raffreddamento a liquido e in altri sistemi critici.
Una corretta progettazione della scanalatura dell'O-ring, che tenga conto del tipo, della compressione e della finitura superficiale, è essenziale per connessioni affidabili. La lavorazione CNC di precisione fornisce la coerenza che le parti stampate non possono offrire, prevenendo direttamente le perdite all'interfaccia di tenuta a sgancio rapido e garantendo l'integrità del sistema a lungo termine e prevenendo problemi di prevenzione delle perdite del collettore.
Caduta di Pressione Attraverso il Collettore — Come il Design della Porta e il Diametro Interno del Foro Influenzano l'Efficienza del Sistema
Comprendere le prestazioni idrauliche è fondamentale per l'efficienza del sistema. Il diametro interno del foro del collettore e le dimensioni delle porte non sono solo dettagli di progettazione; essi influiscono direttamente sulla caduta di pressione (ΔP). Un design restrittivo costringe la pompa dell'unità di distribuzione del refrigerante (CDU) a lavorare di più, il che aumenta le spese operative nel tempo.
Diametro del foro e caduta di pressione
Un foro interno più grande generalmente si traduce in una minore velocità del fluido e, di conseguenza, in una minore caduta di pressione. Tuttavia, un foro sovradimensionato può aumentare il costo del materiale e le dimensioni del collettore. Trovare il giusto equilibrio è fondamentale per prestazioni ottimali.
La dimensione delle porte è importante
La dimensione delle porte dovrebbe essere allineata con i raccordi a sgancio rapido (QD) per prevenire restrizioni inutili. Porte multiple parallele sono una strategia efficace per ridurre la caduta di pressione complessiva del sistema.
| Diametro del foro (mm) | Portata tipica (L/min) | Caduta di pressione stimata (kPa/m) |
|---|---|---|
| 12.7 (1/2") | 10 – 20 | 15 – 50 |
| 19.0 (3/4") | 20 – 40 | 5 - 20 |
| 25.4 (1") | 40 – 80 | 2 – 8 |
Un collettore di raffreddamento a liquido ben progettato mantiene una velocità di flusso ottimale, tipicamente tra 2-4 m/s. Superare questo intervallo aumenta significativamente la caduta di pressione e i requisiti di potenza di pompaggio. Ciò influenza direttamente il dimensionamento della pompa CDU e la resistenza complessiva del collettore, rendendo essenziale un calcolo accurato della caduta di pressione del collettore.
Flusso parallelo e le sue sfide
L'utilizzo di percorsi di flusso paralleli multipli è un metodo comune per aumentare l'efficienza del collettore a flusso parallelo. Riduce efficacemente la resistenza complessiva. Tuttavia, questo design non è privo di rischi. Su collettori più lunghi, garantire un flusso bilanciato attraverso tutte le porte può essere difficile.
Il rischio di squilibrio del flusso
Lo squilibrio del flusso può portare alcuni componenti a ricevere un raffreddamento inadeguato. Ciò è spesso causato dall' effetto Venturi9 dove il fluido accelera attraverso aree ristrette, causando cadute di pressione localizzate. Una corretta geometria interna e il posizionamento delle porte, su cui ci concentriamo a PTSMAKE, sono fondamentali per mitigare questo rischio.
Una corretta progettazione del collettore, incentrata sul diametro del foro e sulla dimensione delle porte, è cruciale per gestire la caduta di pressione. Questa ottimizzazione riduce direttamente lo sforzo della pompa CDU e i costi operativi a lungo termine, garantendo prestazioni del sistema efficienti e affidabili.
Capacità Hot-Swap — Come gli Accoppiamenti QD Integrati nel Collettore Consentono la Manutenzione del Server in Funzione
Nei data center, i tempi di inattività non sono un'opzione. Gli operatori devono sostituire o riparare i server senza spegnere l'intero sistema. È qui che un collettore hot swap per un data center diventa essenziale. Consente la manutenzione a caldo, una caratteristica fondamentale per le infrastrutture moderne.
Il fattore abilitante chiave: accoppiamenti integrati
I collettori con accoppiamenti a sgancio rapido (QD) integrati sono la soluzione. Consentono ai tecnici di scollegare e ricollegare istantaneamente i server dal circuito di raffreddamento a liquido. Questo design è fondamentale per mantenere il funzionamento continuo e massimizzare i tempi di attività, che è l'obiettivo primario per qualsiasi gestore di data center.
| Caratteristica | Impatto sulla manutenzione |
|---|---|
| QD integrati | Consente scambi istantanei e a caldo dei server |
| Valvole a secco | Previene fuoriuscite di refrigerante e ingresso di aria |
| Design senza attrezzi | Accelera il processo di manutenzione |
Eliminazione degli errori di connessione
Inoltre, questi sistemi prevengono errori di connessione. Il disallineamento delle linee di alimentazione e ritorno può avere conseguenze catastrofiche. La codifica a colori e l'incastro fisico sulle porte del collettore rendono tali errori praticamente impossibili. Semplifica un compito complesso sotto pressione.

In PTSMAKE, ci concentriamo sui dettagli pratici che rendono questi sistemi affidabili. Una caratteristica chiave dei nostri collettori di raffreddamento a liquido è il design del collettore a disconnessione rapida senza attrezzi. I tecnici possono effettuare connessioni con una semplice spinta, ricevendo un feedback tattile che conferma un blocco sicuro. Questo elimina le congetture.
L'importanza delle connessioni a prova di fuoriuscita
Le valvole dry-break integrate sono fondamentali per una connessione del collettore senza fuoriuscite. Quando disconnesse, sia il lato server che il lato collettore si sigillano istantaneamente. Ciò impedisce la fuoriuscita di refrigerante su componenti elettronici sensibili e impedisce all'aria di entrare nel circuito di raffreddamento, il che potrebbe degradare le prestazioni.
Personalizzazione per la prevenzione degli errori
Per garantire connessioni a prova di errore, implementiamo diverse funzionalità. Le porte del collettore codificate a colori per i data center sono una semplice guida visiva. Ancora più importante, utilizziamo la lavorazione CNC per creare caratteristiche di incastro meccanico personalizzate. Questa è un'applicazione reale di Poka-yoke10 principi, rendendo fisicamente impossibile collegare un tubo alla porta sbagliata.
Possiamo anche lavorare staffe di montaggio personalizzate e incidere etichette direttamente sul corpo del collettore. Questo livello di integrazione, raggiunto attraverso la produzione di precisione, semplifica l'installazione e la manutenzione, riducendo significativamente il rischio di errore umano durante situazioni ad alta pressione.
Gli accoppiamenti QD integrati nel collettore sono cruciali per l'uptime dei data center. Consentono scambi di server sicuri e a caldo tramite connessioni senza attrezzi e a prova di fuoriuscita. Funzionalità personalizzate come la codifica a colori e l'incastro meccanico, rese possibili dalla lavorazione CNC, prevengono costosi errori di connessione e migliorano l'affidabilità del sistema.
Valvole di Scarico Pressione e Sfiato Aria — Caratteristiche di Sicurezza Integrate Che il Tuo Collettore Dovrebbe Avere
Nella progettazione dei collettori di raffreddamento a liquido, le caratteristiche di sicurezza come le valvole di sfogo della pressione e di spurgo dell'aria sono spesso trattate come ripensamenti. Tuttavia, integrarli direttamente nel design del collettore è cruciale per la longevità e le prestazioni del sistema. Questi componenti non sono aggiunte opzionali; sono fondamentali per un sistema affidabile.
Il ruolo delle valvole di sfogo della pressione (PRV)
Una valvola di sfogo della pressione del collettore agisce come una salvaguardia critica. Protegge l'intero circuito del refrigerante da eventi di sovrapressione, che possono essere causati dall'espansione termica del fluido o da improvvisi picchi della pompa. Senza di essa, si rischia il guasto catastrofico di tubi, raccordi o dei componenti raffreddati.
Perché le valvole di spurgo dell'aria sono essenziali
Le valvole di spurgo dell'aria servono a uno scopo diverso ma altrettanto importante. Permettono di espellere l'aria intrappolata dal sistema, specialmente durante il riempimento iniziale. La rimozione delle sacche d'aria è essenziale per prevenire problemi di flusso e proteggere la pompa da danni. Questo è un requisito comune per sistemi come un collettore di spurgo dell'aria in un data center.
| Tipo di valvola | Funzione primaria | Protegge da |
|---|---|---|
| Valvola di Scarico Pressione (PRV) | Scarica la pressione in eccesso | Sovrapressurizzazione, danni ai componenti |
| Valvola di Sfiato Aria | Rimuove l'aria intrappolata | Cavitazione della pompa, mancanza di flusso |

Il metodo tradizionale per aggiungere queste valvole prevede raccordi a T e tubazioni aggiuntive. Questo approccio introduce molteplici potenziali punti di guasto. Ogni connessione aggiuntiva è una nuova opportunità per lo sviluppo di una perdita nel tempo a causa di vibrazioni, cicli termici o installazione impropria. Ciò complica il processo di assemblaggio e manutenzione.
La Superiorità del Design Integrato
La moderna lavorazione CNC ci consente di integrare le porte per queste valvole direttamente nel blocco del collettore. Ciò elimina la necessità di raccordi esterni, creando un sistema più compatto, robusto e resistente alle perdite. Presso PTSMAKE, lavoriamo queste caratteristiche con alta precisione, garantendo una tenuta perfetta e prestazioni ottimali per qualsiasi valvola di sicurezza del circuito di raffreddamento.
Come l'Integrazione Migliora l'Affidabilità
Un design integrato segue il principio di Legge di Pascal11, dove la pressione esercitata su un fluido viene trasmessa in modo uniforme. Una singola PRV ben posizionata può proteggere l'intero sistema. Questo approccio semplificato non solo migliora la sicurezza, ma semplifica anche l'architettura complessiva dei vostri collettori di raffreddamento a liquido, riducendo sia il tempo di assemblaggio che il rischio a lungo termine.
| Caratteristica | Assemblea tradizionale | Collettore integrato |
|---|---|---|
| Punti di perdita | Multiplo | Minimo |
| Tempo di montaggio | Alto | Basso |
| Dimensioni del Sistema | Ingombro Maggiore | Compatto |
| Affidabilità | Più basso | Più alto |
Le valvole integrate di scarico pressione e sfiato aria sono caratteristiche di sicurezza essenziali integrate nel collettore. La lavorazione CNC di precisione rende questa integrazione perfetta, migliorando l'affidabilità del sistema, riducendo i potenziali punti di perdita e semplificando il design complessivo dei collettori di raffreddamento a liquido per prestazioni e sicurezza superiori.
Montaggio e Allineamento — Perché un Collettore Che Non Si Adatta Correttamente Crea un Effetto Domino
Un collettore di raffreddamento a liquido disallineato è più di un inconveniente; è l'inizio di un effetto domino. Anche un millimetro di deviazione può causare gravi problemi a livello di sistema in futuro. Questo errore iniziale porta a connessioni sotto stress e usura prematura dei componenti critici.
Gli effetti a catena del disallineamento
Un allineamento scadente del collettore del rack introduce uno stress meccanico immediato. I raccordi a sgancio rapido (QD) si innestano ad angolo, portando a una degradazione accelerata della guarnizione e a potenziali perdite. Il percorso dei tubi flessibili viene compromesso, creando strozzature che limitano il flusso e sollecitano i raccordi, creando un altro punto di guasto.
Problemi di assemblaggio e manutenzione
L'impatto più immediato è sull'assemblaggio e sulla manutenzione. I tecnici faticano a far scorrere i server nei rack, aumentando il tempo di installazione e il rischio di danneggiare l'hardware sensibile. Quello che dovrebbe essere un compito semplice diventa un collo di bottiglia frustrante.
| Causa del disallineamento | Conseguenza diretta | Impatto a lungo termine |
|---|---|---|
| Fori di montaggio imprecisi | Innesto QD storto | Usura accelerata della guarnizione, perdite |
| Scarse tolleranze delle staffe | Percorsi dei tubi flessibili piegati | Flusso ridotto, sollecitazione dei raccordi |
| Disallineamento nell'integrazione del rack | Difficile installazione del server | Costi di manodopera aumentati, Rischio di danni |

Esplorando soluzioni di montaggio
Tradizionalmente, i collettori sono fissati utilizzando staffe o binari separati. Una soluzione montata su staffa è comune ma aggiunge problemi di accumulo di tolleranza. Un design montato su binario offre maggiore supporto ma può essere complesso da integrare in un ambiente affollato di rack di data center.
Integrazione avanzata con docking a innesto cieco
Un approccio più avanzato è il sistema di docking del collettore a innesto cieco. Questo permette ai server di connettersi automaticamente al circuito di raffreddamento mentre vengono fatti scorrere nel rack. Tuttavia, ciò richiede estrema precisione, poiché anche il minimo disallineamento impedirà una connessione riuscita.
Il vantaggio della lavorazione CNC
È qui che la lavorazione di precisione diventa essenziale. In PTSMAKE, eliminiamo le staffe separate integrando le caratteristiche di montaggio direttamente nel corpo del collettore. Lavoriamo fori filettati e forati con precisione, perni di allineamento e scanalature per chiavette direttamente nel pezzo. Questo design monopezzo semplifica l'assemblaggio e migliora l'affidabilità.
Questo livello di integrazione è possibile solo con uno stretto controllo su Dimensionamento e tolleranza geometrica (GD&T)12. L'integrazione CAD di successo del collettore con il design del rack è fondamentale. Riteniamo che una collaborazione precoce tra il progettista del collettore e l'integratore del rack sia il modo migliore per prevenire problemi.
| Metodo di montaggio | Vantaggio chiave | Sfida primaria |
|---|---|---|
| Montato su staffa | Design semplice | Accumulo di tolleranza |
| Montato su binario | Elevata Stabilità | Spazio e complessità |
| Integrato (CNC) | Massima precisione | Richiede coordinamento CAD |
Il corretto montaggio e allineamento del collettore sono fondamentali per l'affidabilità dell'intero sistema di raffreddamento a liquido. L'integrazione delle caratteristiche di montaggio tramite lavorazione CNC elimina le variabili, riduce i tempi di assemblaggio e previene i guasti a cascata che derivano da un adattamento iniziale scadente.
Progettazione di collettori personalizzati dal concetto al primo articolo — La tempistica della prototipazione CNC
Quando si pianifica un progetto di collettore personalizzato, specialmente per applicazioni critiche come i sistemi di raffreddamento a liquido, comprendere la tempistica è essenziale. Stabilire aspettative realistiche fin dall'inizio previene i ritardi. Un processo di prototipazione CNC ben definito garantisce una transizione fluida dal concetto a un primo articolo funzionale.
Fasi Chiave di Prototipazione
Il percorso dalla progettazione a una parte fisica comporta diversi passaggi distinti. Ogni fase ha la sua tempistica, che può variare in base alla complessità. Una comunicazione chiara con il vostro partner di produzione durante queste fasi è fondamentale per rimanere nei tempi previsti e raggiungere il risultato desiderato per le vostre parti.
Ripartizione tipica della tempistica
Ecco una tempistica generale per un prototipo di collettore CNC personalizzato. Questo presuppone l'uso di barre standard in alluminio o acciaio inossidabile.
| Palcoscenico | Tempo stimato | Note |
|---|---|---|
| Revisione del design | 1–2 Giorni | Feedback DFM e regolazioni finali |
| Programmazione CAM | 2–3 Giorni | Le parti complesse a 5 assi richiedono più tempo |
| Lavorazione meccanica | 3–7 Giorni | Varia con la geometria e le caratteristiche |
| Post-elaborazione | 2–4 Giorni | Finitura, assemblaggio e collaudo |
Questo processo garantisce che il vostro collettore personalizzato sia pronto per il collaudo in un lasso di tempo prevedibile.

Il Vantaggio della Prototipazione CNC
Il vantaggio principale della lavorazione CNC per i prototipi è la velocità. A differenza della fusione, che richiede un investimento significativo in attrezzature e tempo, la lavorazione CNC lavora direttamente da un file CAD. Ciò elimina i lunghi tempi di consegna associati alla realizzazione di stampi, offrendo un percorso molto più rapido verso un pezzo fisico.
Confronto della Tempistica: CNC vs. Fusione
La differenza nei tempi di consegna è significativa. Per un progetto di collettore di raffreddamento a liquido personalizzato, un prototipo fuso può richiedere mesi, principalmente a causa della creazione dello stampo. Un prototipo CNC, tuttavia, può essere prodotto in poche settimane, consentendo un'iterazione e un test rapidi.
| Metodo | Tempo di consegna degli utensili | Tempo di Consegna del Pezzo | Tempo Totale Stimato |
|---|---|---|---|
| Lavorazione CNC | Nessuno | 7–21 Giorni | 1–3 Settimane |
| Colata | 8–12 Settimane | 2–3 Settimane | 10–15 Settimane |
Fattori che Influenzano la Tempistica
Diversi fattori influenzano la tempistica complessiva del prototipo. La complessità geometrica, la disponibilità del materiale e i trattamenti superficiali richiesti giocano tutti un ruolo. Durante l'assemblaggio, rigorosi test di tenuta utilizzando metodi come Rilevamento di Fughe di Elio13 è fondamentale per convalidare le prestazioni, aggiungendo uno o due giorni al processo ma garantendo l'affidabilità. Presso PTSMAKE, gestiamo queste variabili per ottimizzare il ciclo di progettazione e produzione del collettore.
Un prototipo di collettore CNC personalizzato richiede in genere 7-21 giorni, a seconda della complessità. Questo processo agile evita i tempi di consegna di 8-12 settimane per gli utensili richiesti per la fusione, consentendo una convalida del design più rapida e portando il prodotto sul mercato prima.
Test di tenuta dei collettori per rack — Perché ogni porta deve essere verificata individualmente
Un collettore di raffreddamento a liquido ha più porte, e trattarle come un'unica unità durante i test è una svista critica. Una perdita in una sola porta compromette l'integrità dell'intero sistema. Una convalida completa richiede che ogni potenziale percorso di perdita sia verificato individualmente.
Il problema del test in batch
Testare un collettore nel suo complesso può mascherare perdite sottili e individuali delle porte. Una piccola perdita in una porta potrebbe essere mediata sull'intero volume, scendendo al di sotto della soglia di rilevamento del test. Ciò crea un falso senso di sicurezza per un componente destinato a un ambiente critico.
Un mandato porta per porta
Una robusta procedura di test di tenuta del collettore isola ogni punto di connessione. Ciò garantisce che ogni guarnizione, filettatura e saldatura soddisfi le specifiche richieste in modo indipendente. Questo approccio metodico è l'unico modo per garantire l'affidabilità dell'intero assemblaggio.
| Approccio al test | Isolamento delle perdite | Precisione | Affidabilità |
|---|---|---|---|
| Test in batch | Povero | Basso | Discutibile |
| Test individuale delle porte | Eccellente | Alto | Garantito |
Una corretta procedura di test di tenuta del collettore prevede diversi metodi distinti, ciascuno con uno scopo specifico. Ignorarne uno può lasciare una vulnerabilità critica non scoperta. Dobbiamo andare oltre i semplici controlli di pressione per garantire l'affidabilità totale del sistema, specialmente per applicazioni ad alto rischio.
Protocolli di test completi
Integrità strutturale e delle guarnizioni
Iniziamo con un test di decadimento della pressione della singola porta, dove tutte le altre porte sono saldamente tappate. Eseguiamo anche un test idrostatico, portando spesso il collettore a 1,5 volte la sua pressione massima nominale. Questo verifica l'integrità strutturale del collettore di raffreddamento per test idrostatici in condizioni estreme.
Rilevamento di micro-perdite
Per le applicazioni più esigenti, come un collettore di test dell'elio per un data center, utilizziamo l'elio spettrometria di massa14. Questo metodo può rilevare perdite minuscole fino a 10⁻⁶ mbar·L/s, completamente invisibili ai test di decadimento della pressione. È un passaggio essenziale per i componenti mission-critical.
| Metodo di prova | Scopo primario | Applicazione comune |
|---|---|---|
| Decadimento della Pressione | Rilevamento di perdite grossolane | Controllo qualità generale |
| Test idrostatico | Integrità strutturale | Sistemi ad alta pressione |
| Spettrometria di massa dell'elio | Rilevamento di micro-perdite | Data center, medico |
| Verifica del flusso | Convalida delle prestazioni | Tutti i sistemi di raffreddamento a liquido |
In PTSMAKE, riteniamo che la nostra lavorazione CNC di precisione sia fondamentale. Producendo geometrie delle porte e profili di filettatura estremamente coerenti, riduciamo significativamente il tasso di scarto iniziale durante questi rigorosi test. Una produzione coerente si traduce direttamente in prestazioni affidabili sul campo.
La verifica individuale di ogni porta è irrinunciabile per collettori di raffreddamento a liquido affidabili. Questo processo meticoloso, dai test idrostatici alla verifica del flusso, garantisce che il componente funzionerà in modo impeccabile sotto stress operativo, prevenendo costosi guasti al sistema e assicurando l'integrità a lungo termine.
Finitura superficiale per collettori — Passivazione, nichelatura chimica e quando l'anodizzazione è la scelta sbagliata
La scelta della giusta finitura superficiale per un collettore è una decisione critica che influisce sulle prestazioni e sulla longevità. Non si tratta solo di estetica. Il trattamento deve corrispondere al materiale e alla sua applicazione, specialmente per sistemi esigenti come i collettori di raffreddamento a liquido. Ogni materiale ha esigenze uniche.
Requisiti per l'acciaio inossidabile
Per l'acciaio inossidabile, l'obiettivo è la massima resistenza alla corrosione. La lavorazione può lasciare ferro libero sulla superficie, compromettendo lo strato protettivo naturale dell'acciaio. È qui che la passivazione diventa essenziale per i componenti utilizzati con i refrigeranti.
Considerazioni su alluminio e rame
L'alluminio presenta sfide diverse. Sebbene l'anodizzazione sia comune, potrebbe non essere adatta a tutte le applicazioni dei collettori. Il rame, sebbene meno comune, richiede anche trattamenti specifici per prevenire l'ossidazione e mantenere l'integrità del sistema.
| Materiale del Collettore | Finitura Primaria | Vantaggi principali |
|---|---|---|
| Acciaio inox (304/316) | Passivazione | Rimuove il ferro libero, ripristina la resistenza alla corrosione |
| Alluminio (6061) | Nichel elettrolitico | Fornisce conduttività e protezione dalla corrosione |
| Rame | Nichelatura | Previene la formazione di ossido |

La finitura sbagliata può portare al guasto del sistema. Ho visto collettori di raffreddamento a liquido in alluminio guastarsi perché il progettista aveva specificato l'anodizzazione dura senza considerarne le implicazioni. L'anodizzazione crea una superficie dura e resistente all'usura, ma è anche elettricamente non conduttiva. Ciò può interferire con i requisiti di messa a terra in sistemi elettronici complessi.
Una Scelta Migliore per l'Alluminio
Un'opzione migliore per i collettori in alluminio è spesso la nichelatura chimica. Questa finitura offre un'eccellente protezione dalla corrosione pur mantenendo la conduttività elettrica. Assicura che l'intero sistema rimanga correttamente messo a terra, un dettaglio che non può essere trascurato.
Compatibilità Materiale e Refrigerante
L'interazione tra il materiale del collettore e il refrigerante è anch'essa cruciale. Per un collettore in acciaio inossidabile passivato, in particolare 316L, una miscela glicole-acqua funziona eccezionalmente bene. Tuttavia, combinare acqua deionizzata pura con rame non trattato può causare una rapida corrosione. Questo perché gli ioni aggressivi nell'acqua attaccano il metallo. L'acciaio inossidabile trattato in modo improprio può anche soffrire di problemi come corrosione intergranulare15 se esposto a determinati ambienti.
| Processo di finitura | Pro | Con | Il migliore per |
|---|---|---|---|
| Passivazione | Ripristina la resistenza alla corrosione | Non offre resistenza all'usura | Collettori di raffreddamento in acciaio inossidabile |
| Nichel elettrolitico | Conduttivo, resistente alla corrosione | Costo più elevato rispetto all'anodizzazione | Collettori in alluminio che necessitano di messa a terra |
| Anodizzazione dura | Elevata resistenza all'usura | Elettricamente non conduttivo | Componenti dove l'isolamento è un vantaggio |
La scelta della finitura giusta è vitale per l'affidabilità del collettore. La passivazione è standard per l'acciaio inossidabile, mentre il nichel chimico spesso supera l'anodizzazione per l'alluminio nei sistemi di raffreddamento a liquido a causa delle esigenze di conduttività. Considerare sempre la compatibilità del refrigerante per prevenire guasti prematuri.
Scalare dal prototipo alla farm di rack — Come la lavorazione CNC mantiene la coerenza dei collettori su larga scala
Scalare un design validato da pochi prototipi a centinaia di unità è un passo critico. La lavorazione CNC fornisce le basi per questa crescita, garantendo che il 500° collettore di raffreddamento a liquido sia identico al primo. Questa coerenza si basa su un flusso di lavoro digitale ripetibile.
Il Potere della Ripetizione
Una volta finalizzato un programma CAM, diventa la ricetta principale. Ogni parte successiva viene lavorata utilizzando esattamente gli stessi percorsi utensile, attrezzature e controlli di qualità. Questo processo elimina la variabilità comune nei metodi manuali o meno precisi, garantendo una vera produzione in scala di collettori.
Fattori Chiave nella Scalabilità
| Fattore | Prototipo (1-10 unità) | Produzione (500+ unità) |
|---|---|---|
| Programma | Iterativo, spesso regolato | Bloccato e validato |
| Utensili | Standard, per uso generale | Ottimizzato, spesso dedicato |
| Fissaggio | Semplice, adattabile | Personalizzato, ad alta produttività |
| Ispezione | Controllo manuale 100% | Primo articolo + campionamento |
La scalabilità richiede più che eseguire lo stesso programma ripetutamente. Richiede una pianificazione strategica per la produzione di collettori ad alto volume. Presso PTSMAKE, spesso dedichiamo macchine specifiche a 5 assi a un progetto di collettori a lungo termine. Ciò riduce al minimo i cambi di configurazione e mantiene un ambiente di produzione coerente per risultati ottimali.
Pianificazione Strategica per la Produzione
Approvvigionamento di materiali
Anche i costi dei materiali possono essere ottimizzati. Ordinare barre di alluminio o rame in grandi quantità per oltre 500 unità può generare risparmi significativi, spesso nell'ordine del 10-20%, rispetto all'acquisto di materiale per piccoli lotti. Ciò influisce direttamente sul costo finale per pezzo.
Protocolli di controllo qualità
Anche i metodi di garanzia della qualità devono evolvere. Mentre ogni prototipo riceve un'ispezione completa, ciò non è pratico per grandi volumi. Implementiamo un'ispezione del primo articolo (FAI) per approvare la configurazione, seguita da Controllo statistico dei processi16 per monitorare la coerenza del lotto. Questo approccio basato sui dati garantisce la qualità senza sacrificare la velocità.
| Metodo di produzione | Coerenza sul Volume | Impatto dell'Usura degli Utensili |
|---|---|---|
| Lavorazione CNC | Estremamente alto | Usura minima e prevedibile della fresa |
| Colata | Diminuisce nel tempo | Il degrado dello stampo altera la geometria |
Ciò contrasta nettamente con metodi come la fusione, dove l'usura dello stampo può alterare sottilmente le dimensioni del pezzo nel corso di migliaia di cicli. Con la lavorazione CNC, la precisione digitale rimane assoluta, garantendo la ripetibilità dei collettori CNC.
La lavorazione CNC garantisce che la scalabilità dal prototipo alla produzione completa mantenga una perfetta coerenza. La pianificazione strategica per la capacità delle macchine, l'approvvigionamento dei materiali e i protocolli di controllo qualità rende il processo affidabile ed economico per i collettori di raffreddamento a liquido in volume.

Comprendere questo principio aiuta a ottimizzare i percorsi di flusso per migliori prestazioni di raffreddamento ed efficienza del sistema. ↩
Comprendere questo fenomeno aiuta a prevenire danni alla pompa e garantisce l'affidabilità a lungo termine del sistema. ↩
Esplora come questa metrica influenzi direttamente la gestione termica e prevenga il throttling della GPU negli ambienti di calcolo ad alte prestazioni. ↩
Comprendere questo processo elettrochimico è fondamentale per prevenire guasti prematuri del sistema nei circuiti di raffreddamento a metalli misti. ↩
Scopri come questo principio spiega la relazione tra velocità del fluido e pressione nella progettazione dei collettori. ↩
Scopri come questa tecnica di perforazione previene la rottura dell'utensile e assicura canali puliti nelle operazioni di foratura profonda. ↩
Scopri come la geometria delle filettature coniche crea una tenuta metallo su metallo e le sue implicazioni per i sistemi ad alta pressione. ↩
Comprendere questo campo aiuta a diagnosticare i guasti di tenuta oltre al solo materiale o alla compressione dell'O-ring. ↩
Questo principio aiuta a prevedere i cambiamenti di pressione, il che è essenziale per la progettazione di collettori di raffreddamento a liquido efficienti. ↩
Scopri come questo principio giapponese di prevenzione degli errori della produzione viene applicato per migliorare la sicurezza e l'affidabilità dei sistemi dei data center. ↩
Esplora questo principio per comprendere la distribuzione della pressione del fluido nei sistemi chiusi. ↩
Comprendere questo sistema è fondamentale per comunicare l'intento di progettazione preciso per la produzione e garantire la compatibilità dei pezzi. ↩
Scopri come questo metodo avanzato garantisce il massimo livello di integrità della tenuta nei sistemi critici a fluido e a vuoto. ↩
Comprendi come questo metodo rileva elementi specifici, cruciale per trovare microperdite nella produzione e nella ricerca scientifica. ↩
Scopri come questo tipo di corrosione può causare guasti materiali non visibili e perché è fondamentale prevenirla. ↩
Vedi come questa metodologia garantisce che ogni parte soddisfi le specifiche nella produzione su larga scala. ↩





