

¿Sus racks de IA siguen sufriendo cuellos de botella térmicos incluso después de actualizar a refrigeración líquida? El problema podría no ser sus placas frías o CDU. Podría ser el colector creando silenciosamente puntos calientes, desequilibrio de presión y tensión en la bomba en toda su implementación.
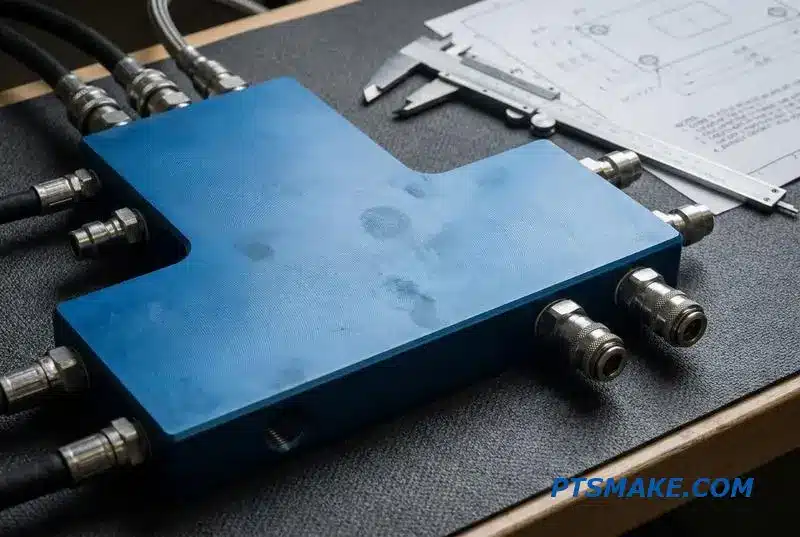
Los colectores mecanizados CNC a medida proporcionan a los sistemas de refrigeración líquida de centros de datos un flujo equilibrado, interfaces de puerto sin fugas y dimensiones precisas que las piezas estándar no pueden ofrecer. Son el centro de distribución que decide si cada servidor en un rack de alta densidad recibe el refrigerante que necesita.

He pasado años ayudando a equipos de ingeniería a pasar de colectores genéricos a soluciones CNC personalizadas, y la brecha de rendimiento es real. En esta guía, le guiaré a través de los detalles de diseño, material y mecanizado que separan un colector fiable de uno que crea problemas a largo plazo.
Su Sistema de Refrigeración Líquida Es Tan Fuerte Como Su Distribución de Fluidos
En la refrigeración de centros de datos, las placas frías y las Unidades de Distribución de Refrigerante (CDU) a menudo acaparan la atención. Sin embargo, el verdadero rendimiento del sistema depende de un componente menos celebrado: el colector de refrigeración líquida. Este es el centro neurálgico que asegura un flujo equilibrado de refrigerante a cada servidor.
El Centro de Distribución Crítico
Piense en el colector como el corazón de la red de fluidos de su rack. Uno mal diseñado crea un flujo desigual, lo que lleva a puntos calientes, desequilibrios de presión y una eficiencia reducida de la bomba. Toda la estrategia de refrigeración puede tener éxito o fracasar basándose en la capacidad de esta única pieza para distribuir el fluido de manera uniforme.
Consecuencias de un Mal Diseño de Colector
Incluso la CDU más potente es inútil si el refrigerante no llega a su destino de manera efectiva. La siguiente tabla destaca los riesgos asociados con una distribución de flujo deficiente en los colectores de rack.
| Edición | Impacto en el sistema |
|---|---|
| Desequilibrio de Flujo | Puntos calientes y estrangulamiento del servidor |
| Caída de Alta Presión | Mayor consumo de energía de la bomba |
| Fugas | Fallo catastrófico del equipo |

El diseño eficaz de colectores va más allá de la simple fontanería. Requiere una profunda comprensión de cómo la geometría interna impacta el rendimiento de todo el sistema. En PTSMAKE, nos centramos en el mecanizado de precisión para crear rutas de flujo optimizadas que minimicen la caída de presión y aseguren una distribución uniforme.
Selección de materiales y rendimiento
La elección del material para los colectores de refrigeración líquida es crítica. Afecta no solo la conductividad térmica y la durabilidad, sino también la complejidad de fabricación y el costo. El aluminio es común por su equilibrio, pero el cobre o incluso polímeros especializados podrían ser mejores para aplicaciones específicas.
| Material | Ventajas clave | Aplicación común |
|---|---|---|
| Aluminio (6061) | Rentable, buenas propiedades térmicas | Centros de datos generales |
| Cobre | Conductividad térmica superior | Computación de alta densidad |
| PPS/PEEK | Resistencia a la corrosión, ligero | Entornos hostiles |
El Papel de la Precisión en la Dinámica del Flujo
Los canales internos de un colector deben ser perfectos. Cualquier rebaba o imperfección superficial del mecanizado puede interrumpir el flujo. Aquí es donde los principios de Dinámica de fluidos1 se vuelven cruciales. Lograr un flujo laminar y evitar la turbulencia requiere tolerancias extremadamente ajustadas, lo cual es un enfoque central de nuestro proceso de fabricación.
Un colector de refrigeración líquida bien diseñado es la columna vertebral de un sistema DLC fiable. Su diseño, material y precisión de fabricación no son detalles menores; son fundamentales para lograr un flujo equilibrado, prevenir puntos calientes y asegurar la eficiencia operativa general de todo el rack.
Colectores en Rack vs. Basados en Filas — Qué Arquitectura Se Adapta a Su Implementación
Elegir la arquitectura correcta del colector de refrigeración líquida es una decisión crítica. Las dos configuraciones principales, en rack y basadas en fila, satisfacen necesidades distintas. Su elección impacta la eficiencia, la escalabilidad y el mantenimiento durante todo el ciclo de vida del sistema. Desglosemos los fundamentos de cada enfoque.
Sistemas de Colectores en Rack
Los colectores en rack se montan directamente dentro o sobre un rack de servidor, ya sea vertical u horizontalmente. Este diseño proporciona refrigeración líquida dirigida para componentes de alta densidad dentro de un único gabinete. Es una solución ideal para implementaciones donde racks específicos tienen cargas de calor extremas.
Sistemas de Colectores Basados en Fila
Los sistemas basados en filas sirven a múltiples racks desde un punto de distribución centralizado. Estos conjuntos se ejecutan por encima o por debajo del suelo, creando una infraestructura más organizada para centros de datos a gran escala. Esta arquitectura está diseñada para la uniformidad y la escalabilidad en filas enteras.
| Tipo de Colector | El mejor caso de uso |
|---|---|
| En Rack | Racks individuales de alta densidad |
| Basado en Filas | Implementaciones uniformes a gran escala |

Cuando vamos más allá de las definiciones básicas, las compensaciones prácticas se vuelven claras. La decisión entre un colector en rack o basado en filas para su centro de datos implica equilibrar la accesibilidad, el espacio y el crecimiento futuro.
Mantenimiento y Accesibilidad
La refrigeración líquida con colector en rack es sencilla de mantener por rack. Los técnicos pueden aislar un solo rack sin interrumpir a otros. Sin embargo, en una implementación grande, gestionar cientos de colectores individuales puede volverse complejo y consumir mucho tiempo.
Los sistemas basados en filas centralizan las conexiones principales, lo que puede simplificar el mantenimiento y la monitorización a gran escala. El desafío aquí es que cualquier trabajo en el colector principal podría afectar a una fila entera de racks, requiriendo un tiempo de inactividad más coordinado.
Escalabilidad y Uso del Espacio
El debate sobre colector vertical vs colector horizontal DLC a menudo se centra en el espacio dentro del rack. Ambas configuraciones consumen valioso espacio U del rack. Aunque efectivas, esto puede ser una limitación. Los sistemas basados en filas, en contraste, preservan este espacio utilizando vías aéreas o bajo el suelo.
Por esta razón, la arquitectura basada en filas es inherentemente más escalable para implementaciones a hiperescala. Permite una expansión predecible y modular. En PTSMAKE, encontramos que la mayoría de los colectores de refrigeración líquida se configuran a medida, ya que las soluciones estándar rara vez encajan perfectamente. El mecanizado CNC de precisión nos permite crear colectores que cumplen con los requisitos exactos de flujo, presión y puertos, evitando problemas como Cavitación2.
| Característica | Colector en Rack | Colector Basado en Filas |
|---|---|---|
| Uso del espacio | Consume valioso espacio U del rack | Utiliza espacio superior o bajo el suelo |
| Escalabilidad | Expansión granular, por rack | Alta, para filas o pods enteros |
| Mantenimiento | Aislada, más sencilla para un solo rack | Centralizada, puede afectar a toda la fila |
En última instancia, la elección depende de la escala y densidad de su implementación. Los colectores en rack ofrecen una refrigeración precisa y localizada para racks de alto rendimiento, mientras que los sistemas basados en filas proporcionan un marco escalable y organizado para grandes centros de datos. Ambos requieren una planificación cuidadosa para garantizar un rendimiento óptimo.
Por Qué los Colectores Estándar No Son Suficientes para Racks de IA de Alta Densidad
Los colectores de refrigeración líquida estándar simplemente no están diseñados para las demandas de la infraestructura de IA moderna. Sistemas como el NVIDIA NVL72 generan un calor inmenso, lo que requiere soluciones de refrigeración que están lejos de ser estándar. Las piezas listas para usar crean cuellos de botella en el rendimiento y riesgos de fiabilidad.
La Brecha de Personalización
Los componentes listos para usar siguen un enfoque de talla única. Sin embargo, los racks de IA de alta densidad exigen especificaciones precisas para un rendimiento óptimo. Cualquier desviación puede comprometer todo el circuito de refrigeración.
Colectores Estándar vs. Personalizados
| Característica | Colector Listo para Usar | Colector CNC Personalizado |
|---|---|---|
| Espaciado de Puertos | Diseño fijo y genérico | Adaptado a blades de servidor específicos |
| Caudal | Estándar, a menudo insuficiente | Optimizado para GPUs de alta potencia |
| Material | Aluminio/plástico de uso general | Seleccionado por compatibilidad con refrigerante |
| Factor de forma | Se adapta a profundidades de rack estándar | Diseñado para cualquier tamaño de rack personalizado |
Esta brecha resalta por qué un enfoque personalizado es esencial para el hardware de IA de misión crítica.

Las limitaciones de los colectores estándar se hacen evidentes durante la integración. He visto proyectos retrasados porque una pieza estándar tenía el tipo de rosca de puerto incorrecto, creando fugas bajo presión. Otros fallaron porque el número de puertos era insuficiente para la cantidad de GPUs en un solo chasis.
Abordando los Requisitos de Racks de Alta Densidad
Los centros de datos de IA a menudo utilizan profundidades de rack no estándar para acomodar cableado y hardware complejos. Un colector estándar con el factor de forma incorrecto puede obstruir el flujo de aire o impedir que la puerta del rack se cierre. Este es un problema común pero fácilmente evitable con un diseño personalizado.
Desajustes Críticos y Soluciones
Las Unidades de Distribución de Refrigerante (CDU) de alto flujo operan a presiones que los colectores estándar no pueden manejar. Este desajuste conduce a fallas catastróficas. El Caudal Volumétrico requerido3 para un clúster de más de 140kW es algo para lo que las piezas estándar no están probadas. El mecanizado CNC resuelve estos problemas al permitir un control total del diseño.
| Problema de Desajuste | Consecuencia | Solución de mecanizado CNC |
|---|---|---|
| Roscas de Puerto Incorrectas | Fugas, tiempo de inactividad del sistema | Fresado de roscas de precisión (NPT, BSPP, etc.) |
| Baja clasificación de presión | Fallo del colector, derrames de refrigerante | Paredes más gruesas, refuerzo de material |
| Factor de forma incorrecto | Instalación imposible | Dimensiones personalizadas para adaptarse a cualquier espacio |
En PTSMAKE, mecanizamos colectores de refrigeración líquida según especificaciones exactas, asegurando que cada parámetro cumpla con las demandas de la aplicación.
Los colectores estándar son un riesgo en sistemas de IA de alta densidad. Su diseño genérico no cumple con los requisitos específicos de flujo, presión y dimensiones. Los colectores de refrigeración líquida mecanizados por CNC a medida proporcionan la única solución fiable, asegurando el rendimiento y previniendo fallos costosos.
Acero Inoxidable, Aluminio o Cobre — Selección del Material del Colector Basada en el Refrigerante y el Entorno
Elegir el material adecuado para los colectores de refrigeración líquida es una decisión crítica que impacta directamente la fiabilidad del sistema. La selección va más allá del rendimiento térmico, extendiéndose a la compatibilidad química con los refrigerantes y el entorno operativo. Cada material presenta un equilibrio único de costo, peso y durabilidad.
Opciones de materiales primarios
El acero inoxidable, el aluminio y el cobre son las opciones más comunes. Si bien el cobre ofrece una conductividad térmica superior, esta característica a menudo no es el requisito principal para un colector, que sirve principalmente como un centro de distribución para el refrigerante.
Comparación de alto nivel
La mejor opción depende de los requisitos específicos de su sistema, incluido el tipo de refrigerante utilizado y otros metales presentes en el circuito de refrigeración.
| Material | Ventajas clave | Consideración principal |
|---|---|---|
| Acero inoxidable | Resistencia a la corrosión | Mayor costo/peso |
| Aluminio | Ligero y de menor coste | Susceptibilidad a la corrosión |
| Cobre | Conductividad térmica | Alto Costo y Peso |

Análisis Profundo de Materiales
En PTSMAKE, frecuentemente guiamos a los clientes a través de esta decisión para aplicaciones que van desde centros de datos hasta maquinaria industrial. La elección óptima rara vez se basa en una sola propiedad, sino en una visión holística del diseño del sistema y los objetivos a largo plazo.
Acero inoxidable (304/316)
Para la mayoría de los sistemas de alta fiabilidad, el acero inoxidable 304 o 316 es el estándar de la industria. Es altamente resistente a la corrosión y compatible con casi todos los refrigerantes comunes, incluyendo agua desionizada y mezclas de glicol. Esto convierte a un colector de enfriamiento líquido de acero inoxidable en una opción segura y duradera para aplicaciones críticas.
Aluminio
El aluminio es una excelente opción cuando el peso y el costo son los principales impulsores. Sin embargo, su uso requiere un diseño cuidadoso del sistema debido a su susceptibilidad a corrosión galvánica4, especialmente cuando se combina con componentes de cobre como placas frías. Para una compatibilidad adecuada del refrigerante del colector de aluminio, las mezclas de glicol-agua deben contener inhibidores de corrosión específicos.
Cobre
Si bien el cobre es el mejor conductor de calor, rara vez es la mejor opción para un colector. Su función principal es la distribución de fluidos, no la disipación de calor. El alto costo y peso del cobre a menudo lo convierten en un gasto innecesario para este componente del circuito de enfriamiento.
Interacciones entre Refrigerante y Sellos
Su elección de refrigerante dicta el material del sello. Los refrigerantes estándar funcionan bien con un colector de sello de EPDM, pero los fluidos dieléctricos agresivos exigen un material más robusto como FKM (Viton) para evitar fugas y degradación con el tiempo.
| Tipo de refrigerante | Sello Recomendado | Consideraciones clave |
|---|---|---|
| Agua/Glicol | EPDM | Asegúrese de que se utilicen inhibidores con aluminio. |
| Fluido dieléctrico | FKM (Viton) | Verifique la compatibilidad del fluido con el grado específico de FKM. |
Su elección de material para colectores de enfriamiento líquido debe equilibrar costo, rendimiento y compatibilidad química. El acero inoxidable ofrece la mayor fiabilidad, mientras que el aluminio es una opción más ligera y rentable que exige una gestión cuidadosa del refrigerante para prevenir la corrosión y asegurar la longevidad del sistema.
Cómo el Mecanizado CNC Permite Diseños de Colectores Que los Conjuntos Soldados No Pueden Igualar
Al diseñar sistemas de fluidos, especialmente para aplicaciones como colectores de enfriamiento líquido, la elección entre un conjunto soldado y un bloque mecanizado por CNC es crítica. Los colectores soldados pueden parecer sencillos, pero introducen riesgos significativos de rendimiento. El cordón de soldadura interno interrumpe el flujo y crea áreas donde pueden acumularse contaminantes.
Los defectos ocultos de los colectores soldados
Los colectores de tuberías soldadas sufren de inconvenientes inherentes que pueden comprometer la integridad del sistema. El cordón de soldadura interior es un problema importante, creando turbulencias y posibles caídas de presión. Esta irregularidad también dificulta el lavado completo del sistema, atrapando partículas que pueden dañar componentes sensibles aguas abajo con el tiempo.
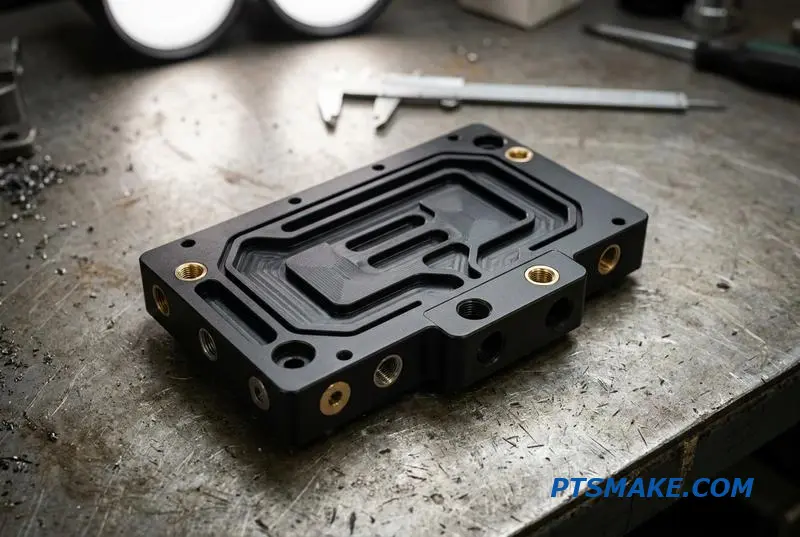
Por qué el mecanizado CNC sobresale
En contraste, los colectores de bloque mecanizados por CNC ofrecen una alternativa superior. Al tallar canales de fluido de un bloque sólido de material, logramos orificios internos perfectamente lisos. Esto elimina las discontinuidades de flujo y los riesgos de contaminación, asegurando un rendimiento óptimo y la limpieza del sistema desde el principio.
Comparación de características: CNC vs. Soldado
| Característica | Colector mecanizado por CNC | Colector de tubería soldada |
|---|---|---|
| Acabado interno | Orificio liso y continuo | Cordón de soldadura interno rugoso |
| Flujo | Flujo optimizado y laminar | Flujo turbulento y alterado |
| Riesgo de contaminación | Mínimo | Alto (trampas de partículas) |
| Puntos de fuga | Minimizados (bloque único) | Múltiples (en cada soldadura) |
Un colector CNC de una sola pieza ofrece una libertad de diseño inigualable. Podemos integrar canales complejos y multidireccionales, así como numerosos puertos, en un único bloque compacto. Este enfoque reduce drásticamente el número de posibles puntos de fuga en comparación con un conjunto con múltiples uniones soldadas, mejorando la fiabilidad general del sistema.
Logrando una Precisión Inigualable
La precisión del mecanizado CNC es una ventaja clave. En PTSMAKE, mantenemos consistentemente el espaciado entre puertos dentro de ±0.05mm. Este nivel de precisión es casi imposible de lograr con soldadura y ajuste manuales, asegurando una alineación perfecta y un rendimiento consistente en todas las conexiones del sistema.
El Impacto en la Dinámica de Fluidos
Los canales lisos y mecanizados con precisión promueven un comportamiento predecible del fluido. Comprender el principio de Bernoulli5 ayuda a ilustrar cómo las inconsistencias de la soldadura pueden causar variaciones no deseadas de presión y velocidad. Un colector mecanizado por CNC asegura un flujo estable, lo cual es crítico para una distribución eficiente de fluidos en centros de datos y otras aplicaciones sensibles.
Una Solución Híbrida
Para ciertos diseños, un enfoque híbrido ofrece un compromiso práctico. Podemos mecanizar por CNC un bloque de puertos central que aloje las conexiones más críticas y luego soldar extensiones de tubo a este. Esto combina la precisión de un bloque mecanizado con la flexibilidad de la tubería soldada para secciones más simples.
El mecanizado CNC ofrece diseños de colectores superiores al crear trayectorias internas lisas, permitir geometrías complejas en un solo bloque y asegurar una alta precisión. Este método supera la interrupción del flujo, los riesgos de contaminación y las inconsistencias inherentes a los conjuntos soldados, mejorando el rendimiento y la fiabilidad del sistema.
Puertos Perforados Transversalmente y Rutas de Flujo Internas — El Desafío de Mecanizado Oculto Dentro de Cada Colector
El rendimiento de los colectores de refrigeración líquida depende de su geometría interna. Los puertos perforados transversalmente y las trayectorias de flujo complejas son esenciales, pero introducen desafíos de mecanizado significativos. Estas características a menudo están ocultas a la vista, pero son críticas para la fiabilidad y eficiencia del sistema.
El Problema de los Agujeros Profundos
Perforar un agujero profundo no es sencillo. Cuando la relación longitud-diámetro (L/D) supera 20:1, las brocas estándar tienen dificultades. La evacuación de virutas se convierte en un problema importante, lo que lleva a la rotura de la herramienta y a un acabado superficial deficiente dentro del colector.
Perforaciones Intersecantes y Rebabas
Cada intersección entre una perforación principal y un puerto perforado transversalmente crea una rebaba. Si no se eliminan, estos pequeños fragmentos de metal pueden desprenderse. Luego contaminan el circuito de refrigerante, lo que arriesga dañar componentes sensibles aguas abajo.

Lograr una trayectoria interna impecable en un colector requiere técnicas especializadas. Las brocas helicoidales estándar suelen ser inadecuadas para agujeros profundos. Debemos elegir las herramientas y procesos correctos para asegurar la precisión y limpieza dentro de cada puerto de colector perforado transversalmente.
Perforación con broca cañón vs. Perforación con broca helicoidal
La perforación con broca cañón es un método preferido para crear orificios profundos y rectos. A diferencia de las brocas estándar, utiliza refrigerante de alta presión a través del husillo para expulsar las virutas continuamente. Esto evita el empaquetamiento de virutas y da como resultado un acabado de orificio interno superior. Este acabado es crucial, ya que una superficie rugosa aumenta la caída de presión.
| Característica | Perforación de cañones | Perforación con broca helicoidal estándar |
|---|---|---|
| Relación L/D | Supera 300:1 | Típicamente < 10:1 |
| Suministro de refrigerante | A través de la herramienta | Inundación externa |
| Evacuación de chips | Excelente (expulsado) | Deficiente (requiere picoteo) |
| Rectitud del orificio | Alta | Moderado |
| Acabado superficial | Superior | Estándar |
El paso crítico de desbarbado
Después de la perforación, el desbarbado interno es innegociable. Es un proceso meticuloso para crear una trayectoria de refrigerante libre de virutas. A menudo utilizamos métodos térmicos o electroquímicos para intersecciones inaccesibles. Para cualquier perforación con picoteo6 operación, la gestión de virutas es clave para prevenir defectos internos que podrían comprometer todo el sistema de refrigeración. Los centros de mecanizado CNC modernos con refrigerante a través del husillo son ideales para estas tareas.
La calidad interna de un colector es tan importante como su apariencia externa. Gestionar la perforación de orificios profundos, la evacuación de virutas y la eliminación de rebabas es esencial para crear colectores de refrigeración líquida fiables y de alto rendimiento que cumplan con estrictos requisitos operativos.
Espaciado de Puertos, Tipo de Rosca y Orientación — Acertar con la Interfaz para Cada Ranura de Servidor
Lograr la interfaz correcta es innegociable. El éxito de un colector de refrigeración líquida depende completamente de qué tan bien se alineen sus puertos con las ranuras del servidor. La desalineación significa fallas de conexión, fugas y costosos tiempos de inactividad. Cada detalle importa para un ajuste perfecto.
Coincidencia del Espaciado de Unidades de Rack
El primer paso es hacer coincidir el espaciado de los puertos del colector con la altura U del rack. Ya sea 1U, 2U o 4U, las ubicaciones de los puertos deben ser exactas. Esto requiere una fabricación de precisión para asegurar que cada punto de conexión se alinee perfectamente con la entrada y salida del servidor.
| Unidad de Rack | Altura Estándar | Configuración Típica de Puertos |
|---|---|---|
| 1U | 1.75 pulgadas | Fila única, espaciado compacto |
| 2U | 3.5 pulgadas | Fila única o doble |
| 4U | 7.0 pulgadas | Múltiples filas, alta densidad |
Conexión y Orientación
Finalmente, considere la orientación del puerto del colector. Las conexiones delanteras o traseras dictan todo el diseño. Para sistemas de acoplamiento ciego, las orientaciones para diestros o zurdos son críticas para que los conectores rápidos (QDs) se acoplen sin confirmación visual. Las conexiones acopladas a mano permiten más flexibilidad, pero aún requieren una colocación cuidadosa.

El tipo de rosca es otra decisión crítica, a menudo dictada por estándares regionales o necesidades específicas de la aplicación. Elegir el incorrecto garantiza fugas. Es un punto de falla común que veo cuando los diseños no se revisan cuidadosamente antes de que comience la fabricación.
Tipos de Rosca Comunes
NPT es común en EE. UU., utilizando un diseño cónico para crear un sello. BSPP (o rosca G) es estándar en Europa, requiriendo una junta para un sello. Las roscas de jefe de junta tórica SAE son excelentes para entornos de alta vibración, ya que la junta tórica proporciona un sello superior.
| Tipo de hilo | Método de sellado | Región común | Ventajas clave |
|---|---|---|---|
| NPT | Conicidad de la Rosca | Norteamérica | Ampliamente disponible |
| BSPP (G) | Junta/Arandela | Europa/Asia | Reutilizable, no se necesita sellador |
| SAE ORB | Junta Tórica | Global | Excelente resistencia a la vibración |
The CNC Machining Advantage
Aquí es donde el mecanizado CNC de precisión se vuelve esencial para los colectores de refrigeración líquida. Podemos colocar puertos con precisión para que coincidan con cualquier configuración de rack de espaciado de puertos del colector. Nuestras máquinas pueden cortar múltiples tipos de rosca, como NPT y BSPP, en el mismo colector para interactuar con hardware diverso.
Además, el CNC permite una orientación personalizada de los puertos del colector. Podemos mecanizar salidas a 45 o 90 grados para navegar por espacios reducidos. Esta flexibilidad es imposible con componentes estándar. La fiabilidad de un colector de puertos roscados en un centro de datos depende de esta precisión, especialmente para roscas cónicas7, que requieren una geometría exacta.
La integración perfecta de los colectores de refrigeración líquida requiere un control preciso sobre el espaciado de los puertos, el tipo de rosca y la orientación. El mecanizado CNC proporciona la precisión y flexibilidad necesarias para cumplir con cualquier especificación de rack de servidores, asegurando una conexión fiable y sin fugas para cada ranura de servidor.
Diseño de Ranura para Junta Tórica para Conexiones de Colector a QD — Por Qué la Reparación de Fugas Comienza Aquí
La conexión entre un colector y un acoplamiento de desconexión rápida (QD) es una fuente frecuente de fugas en los sistemas de fluidos. El problema casi siempre se remonta al diseño de la ranura de la junta tórica. Un sellado adecuado es un juego de precisión, no solo de selección de materiales.
Elementos clave del diseño
Un sello eficaz depende de tres factores fundamentales: la forma de la ranura, la compresión de la junta tórica y el acabado de la superficie. Si alguno de estos falla, se introduce un posible punto de fallo, especialmente en los colectores de refrigeración líquida donde los cambios de temperatura hacen que los materiales se expandan y contraigan.
Selección del Tipo de Ranura
La elección entre una ranura rectangular estándar y una ranura de cola de milano afecta la retención de la junta tórica durante el montaje y el mantenimiento. Si bien las ranuras de cola de milano mantienen la junta tórica cautiva, son más complejas de mecanizar.
| Tipo de Ranura | Caso de uso principal | Ventajas clave |
|---|---|---|
| Rectangular | Sellos frontales estáticos estándar | Fácil de mecanizar |
| Cola de milano | Aplicaciones de junta tórica cautiva | Evita la caída de la junta tórica |

Lograr la Relación de Compresión Ideal
Para la mayoría de las juntas tóricas estándar en aplicaciones estáticas, una relación de compresión del 15-25% es ideal. Demasiada poca compresión, y el sello no se acoplará correctamente bajo baja presión. Demasiada, y se corre el riesgo de dañar la junta tórica o crear una fuerza de montaje excesiva, lo que lleva a una falla prematura.
El Papel Crítico del Acabado Superficial
Una superficie lisa es esencial para un sellado fiable. Especificamos un acabado superficial de Ra 0.8μm o mejor tanto en el fondo de la ranura como en las paredes laterales. Una superficie más rugosa puede crear rutas de fuga microscópicas a través de la cara de sellado. La ciencia de medir la textura de la superficie, conocida como Metrología de superficies8, es fundamental para diagnosticar y prevenir estas fallas.
¿Por qué el mecanizado CNC es la solución?
Aquí es donde los métodos de fabricación marcan una diferencia significativa. Las piezas moldeadas a menudo presentan inconsistencias debido a la contracción y los ángulos de desmoldeo, lo que dificulta el mantenimiento de tolerancias estrictas. Esto explica por qué un colector puede sellar perfectamente mientras que otro idéntico gotea. El mecanizado CNC produce dimensiones de ranura perfectamente consistentes en todo momento.
| Característica | Mecanizado CNC | Moldeo por inyección |
|---|---|---|
| Tolerancia de Ranura | Alta (p. ej., ±0.05mm) | Inferior (p. ej., ±0.15mm+) |
| Acabado superficial | Excelente (Ra < 0.8μm) | Variable, a menudo requiere post-procesamiento |
| Consistencia de las piezas | Prácticamente idéntico | Sujeto a variaciones del proceso |
En PTSMAKE, mecanizamos estas características según especificaciones precisas, asegurando que cada interfaz de sellado de desconexión rápida funcione de manera fiable. Esto elimina las conjeturas y previene fugas costosas en colectores de refrigeración líquida y otros sistemas críticos.
Un diseño adecuado de la ranura de la junta tórica —abordando el tipo, la compresión y el acabado superficial— es esencial para conexiones fiables. El mecanizado CNC de precisión proporciona la consistencia que las piezas moldeadas no pueden, previniendo directamente las fugas en la interfaz de sellado de desconexión rápida y asegurando la integridad del sistema a largo plazo y previniendo problemas de fugas en el colector.
Caída de Presión a Través del Colector — Cómo el Diseño del Puerto y el Diámetro Interno Afectan la Eficiencia del Sistema
Comprender el rendimiento hidráulico es clave para la eficiencia del sistema. El diámetro interior del colector y el tamaño de los puertos no son solo detalles de diseño; impactan directamente en la caída de presión (ΔP). Un diseño restrictivo obliga a la bomba de la Unidad de Distribución de Refrigerante (CDU) a trabajar más, lo que aumenta los gastos operativos con el tiempo.
Diámetro Interior y Caída de Presión
Un diámetro interior más grande generalmente resulta en una menor velocidad del fluido y, en consecuencia, una menor caída de presión. Sin embargo, un diámetro interior sobredimensionado puede aumentar el costo del material y el tamaño del colector. Encontrar el equilibrio adecuado es crucial para un rendimiento óptimo.
El tamaño del puerto importa
El tamaño del puerto debe alinearse con los acoplamientos de desconexión rápida (QD) para evitar restricciones innecesarias. Múltiples puertos paralelos son una estrategia eficaz para reducir la caída de presión general del sistema.
| Diámetro interior (mm) | Caudal típico (L/min) | Caída de presión estimada (kPa/m) |
|---|---|---|
| 12.7 (1/2") | 10 – 20 | 15 – 50 |
| 19.0 (3/4") | 20 – 40 | 5 - 20 |
| 25.4 (1") | 40 – 80 | 2 – 8 |
Un colector de refrigeración líquida bien diseñado mantiene una velocidad de flujo óptima, típicamente entre 2 y 4 m/s. Exceder este rango aumenta significativamente la caída de presión y los requisitos de potencia de bombeo. Esto influye directamente en el dimensionamiento de la bomba de la CDU y en la resistencia general del colector, lo que hace que el cálculo preciso de la caída de presión del colector sea esencial.
Flujo paralelo y sus desafíos
El uso de múltiples rutas de flujo paralelas es un método común para aumentar la eficiencia del colector de flujo paralelo. Reduce eficazmente la resistencia general. Sin embargo, este diseño no está exento de riesgos. En colectores más largos, asegurar un flujo equilibrado en todos los puertos puede ser difícil.
El riesgo de desequilibrio de flujo
El desequilibrio de flujo puede provocar que algunos componentes reciban una refrigeración inadecuada. Esto a menudo es causado por el efecto Venturi9 donde el fluido se acelera a través de áreas constreñidas, causando caídas de presión localizadas. La geometría interna adecuada y la ubicación de los puertos, en lo que nos centramos en PTSMAKE, son fundamentales para mitigar este riesgo.
Un diseño adecuado del colector, centrado en el diámetro del orificio y el tamaño de los puertos, es crucial para gestionar la caída de presión. Esta optimización reduce directamente la tensión de la bomba de la CDU y los costos operativos a largo plazo, asegurando un rendimiento eficiente y fiable del sistema.
Capacidad de Intercambio en Caliente — Cómo los Acoplamientos QD Integrados en el Colector Permiten el Mantenimiento de Servidores en Vivo
En los centros de datos, el tiempo de inactividad no es una opción. Los operadores necesitan reemplazar o dar servicio a los servidores sin apagar todo el sistema. Aquí es donde un colector de intercambio en caliente para un centro de datos se vuelve esencial. Permite el mantenimiento en vivo, una característica crítica para la infraestructura moderna.
El facilitador clave: acoplamientos integrados
Los colectores con acoplamientos de desconexión rápida (QD) integrados son la solución. Permiten a los técnicos desconectar y volver a conectar los servidores del circuito de refrigeración líquida al instante. Este diseño es fundamental para mantener el funcionamiento continuo y maximizar el tiempo de actividad, que es el objetivo principal de cualquier gerente de centro de datos.
| Característica | Impacto en el mantenimiento |
|---|---|
| QDs integrados | Permite intercambios de servidores instantáneos y en vivo |
| Válvulas de ruptura en seco | Previene derrames de refrigerante e ingreso de aire |
| Diseño sin herramientas | Acelera el proceso de mantenimiento |
Eliminación de errores de conexión
Además, estos sistemas evitan errores de conexión. La desalineación de las líneas de suministro y retorno puede tener consecuencias catastróficas. La codificación por colores y el enclavamiento físico en los puertos del colector hacen que tales errores sean prácticamente imposibles. Simplifica una tarea compleja bajo presión.

En PTSMAKE, nos centramos en los detalles prácticos que hacen que estos sistemas sean fiables. Una característica clave de nuestros colectores de refrigeración líquida es el diseño de colector de desconexión rápida sin herramientas. Los técnicos pueden realizar conexiones con un simple empuje, recibiendo una retroalimentación táctil que confirma un bloqueo seguro. Esto elimina las conjeturas.
La importancia de las conexiones a prueba de derrames
Las válvulas de desconexión en seco integradas son fundamentales para una conexión de colector sin derrames. Cuando se desconectan, tanto el lado del servidor como el lado del colector se sellan instantáneamente. Esto evita la fuga de refrigerante sobre componentes electrónicos sensibles y evita que el aire entre en el circuito de refrigeración, lo que podría degradar el rendimiento.
Personalización para la prevención de errores
Para garantizar conexiones a prueba de fallos, implementamos varias características. Los puertos del colector codificados por colores para centros de datos son una guía visual sencilla. Más importante aún, utilizamos el mecanizado CNC para crear características de enclavamiento mecánico personalizadas. Esta es una aplicación real de los Poka-yoke10 principios, haciendo que sea físicamente imposible conectar una manguera al puerto equivocado.
También podemos mecanizar soportes de montaje personalizados y grabar etiquetas directamente en el cuerpo del colector. Este nivel de integración, logrado a través de la fabricación de precisión, agiliza la instalación y el mantenimiento, reduciendo significativamente el riesgo de error humano durante situaciones de alta presión.
Los acoplamientos QD integrados en el colector son cruciales para el tiempo de actividad del centro de datos. Permiten intercambios seguros de servidores en vivo a través de conexiones sin herramientas y a prueba de derrames. Las características personalizadas como la codificación por colores y el enclavamiento mecánico, posibles gracias al mecanizado CNC, previenen costosos errores de conexión y mejoran la fiabilidad del sistema.
Válvulas de Alivio de Presión y Purga de Aire — Características de Seguridad Integradas Que Su Colector Debería Tener
Al diseñar colectores de refrigeración líquida, las características de seguridad como las válvulas de alivio de presión y de purga de aire a menudo se tratan como algo secundario. Sin embargo, integrarlas directamente en el diseño del colector es crucial para la longevidad y el rendimiento del sistema. Estos componentes no son complementos opcionales; son fundamentales para un sistema fiable.
El papel de las válvulas de alivio de presión (PRV)
Una válvula de alivio de presión del colector actúa como una salvaguarda crítica. Protege todo el circuito de refrigerante de eventos de sobrepresión, que pueden ser causados por la expansión térmica del fluido o por aumentos repentinos de la bomba. Sin una, se corre el riesgo de una falla catastrófica de los tubos, accesorios o los componentes que se están enfriando.
Por qué las válvulas de purga de aire son esenciales
Las válvulas de purga de aire cumplen un propósito diferente pero igualmente importante. Permiten purgar el aire atrapado del sistema, especialmente durante el llenado inicial. Eliminar las bolsas de aire es esencial para prevenir problemas de flujo y proteger la bomba de daños. Este es un requisito común para sistemas como un colector de purga de aire en un centro de datos.
| Tipo de válvula | Función principal | Protege contra |
|---|---|---|
| Válvula de Alivio de Presión (PRV) | Libera el exceso de presión | Sobrepresurización, daño a los componentes |
| Válvula de Purga de Aire | Elimina el aire atrapado | Cavitación de la bomba, falta de flujo |

El método tradicional de añadir estas válvulas implica el uso de accesorios en T y tuberías adicionales. Este enfoque introduce múltiples puntos potenciales de fallo. Cada conexión adicional es una nueva oportunidad para que se desarrolle una fuga con el tiempo debido a la vibración, los ciclos térmicos o una instalación incorrecta. Esto complica el proceso de montaje y mantenimiento.
La Superioridad del Diseño Integrado
El mecanizado CNC moderno nos permite integrar puertos para estas válvulas directamente en el bloque del colector. Esto elimina la necesidad de accesorios externos, creando un sistema más compacto, robusto y resistente a las fugas. En PTSMAKE, mecanizamos estas características con alta precisión, asegurando un sellado perfecto y un rendimiento óptimo para cualquier válvula de seguridad del circuito de refrigeración.
Cómo la Integración Mejora la Fiabilidad
Un diseño integrado sigue el principio de Ley de Pascal11, donde la presión ejercida sobre un fluido se transmite por igual en todo el sistema. Una única PRV bien ubicada puede proteger todo el sistema. Este enfoque optimizado no solo mejora la seguridad, sino que también simplifica la arquitectura general de sus colectores de refrigeración líquida, reduciendo tanto el tiempo de montaje como el riesgo a largo plazo.
| Característica | Asamblea tradicional | Colector Integrado |
|---|---|---|
| Puntos de fuga | Múltiples | Mínimo |
| Tiempo de montaje | Alta | Bajo |
| Tamaño del Sistema | Mayor Huella | Compacto |
| Fiabilidad | Baja | Más alto |
Las válvulas integradas de alivio de presión y purga de aire son características de seguridad esenciales integradas en el colector. El mecanizado CNC de precisión hace que esta integración sea perfecta, mejorando la fiabilidad del sistema, reduciendo los posibles puntos de fuga y simplificando el diseño general de los colectores de refrigeración líquida para un rendimiento y seguridad superiores.
Montaje y Alineación — Por Qué un Colector Que No Encaja Bien Crea un Efecto Dominó
Un colector de refrigeración líquida desalineado es más que un inconveniente; es el comienzo de un efecto dominó. Incluso un milímetro de desviación puede causar problemas importantes a nivel del sistema en el futuro. Este error inicial provoca conexiones tensas y un desgaste prematuro de los componentes críticos.
Los efectos dominó de la desalineación
Una mala alineación del colector del rack introduce un estrés mecánico inmediato. Los acoplamientos de desconexión rápida (QD) se conectan en ángulo, lo que provoca una degradación acelerada del sello y posibles fugas. El enrutamiento de las mangueras se ve comprometido, creando dobleces que restringen el flujo y fuerzan los accesorios, creando otro punto de falla.
Problemas de montaje y mantenimiento
El impacto más inmediato es en el montaje y el servicio. Los técnicos tienen dificultades para deslizar los servidores en los racks, lo que aumenta el tiempo de instalación y el riesgo de dañar hardware sensible. Lo que debería ser una tarea sencilla se convierte en un cuello de botella frustrante.
| Causa de la desalineación | Consecuencia directa | Impacto a largo plazo |
|---|---|---|
| Orificios de montaje imprecisos | Acoplamiento QD torcido | Desgaste acelerado del sello, fugas |
| Tolerancias de soporte deficientes | Rutas de manguera dobladas | Flujo reducido, tensión en los accesorios |
| Desajuste en la integración del rack | Instalación difícil del servidor | Mayores costos de mano de obra, riesgo de daños |

Explorando soluciones de montaje
Tradicionalmente, los colectores se fijan utilizando soportes o rieles separados. Una solución montada con soporte es común, pero añade problemas de acumulación de tolerancias. Un diseño montado en riel ofrece más soporte, pero puede ser complejo de integrar en un entorno de rack de centro de datos abarrotado.
Integración avanzada con acoplamiento ciego
Un enfoque más avanzado es el sistema de acoplamiento ciego de colectores. Esto permite que los servidores se conecten al circuito de refrigeración automáticamente a medida que se deslizan en el rack. Sin embargo, esto exige una precisión extrema, ya que incluso la más mínima desalineación impedirá una conexión exitosa.
The CNC Machining Advantage
Aquí es donde el mecanizado de precisión se vuelve esencial. En PTSMAKE, eliminamos los soportes separados integrando las características de montaje directamente en el cuerpo del colector. Mecanizamos orificios perforados y roscados con precisión, pasadores de alineación y ranuras para chavetas directamente en la pieza. Este diseño de una sola pieza simplifica el montaje y mejora la fiabilidad.
Este nivel de integración solo es posible con un control estricto sobre Dimensionado geométrico y tolerancias (GD&T)12. La integración exitosa del CAD del colector con el diseño del rack es fundamental. Descubrimos que la colaboración temprana entre el diseñador del colector y el integrador del rack es la mejor manera de prevenir problemas.
| Método de montaje | Ventajas clave | Desafío principal |
|---|---|---|
| Montado con soporte | Diseño simple | Acumulación de tolerancias |
| Montado en riel | High Stability | Espacio y complejidad |
| Integrado (CNC) | Máxima precisión | Requiere coordinación CAD |
El montaje y la alineación correctos del colector son fundamentales para la fiabilidad de todo el sistema de refrigeración líquida. La integración de características de montaje mediante mecanizado CNC elimina variables, reduce el tiempo de montaje y previene las fallas en cascada que se derivan de un ajuste inicial deficiente.
Diseño de Colector Personalizado desde el Concepto hasta el Primer Artículo — La Cronología del Prototipado CNC
Al planificar un proyecto de colector personalizado, especialmente para aplicaciones críticas como los sistemas de refrigeración líquida, comprender el cronograma es esencial. Establecer expectativas realistas desde el principio previene retrasos. Un proceso de prototipado CNC bien definido asegura una transición fluida del concepto a un primer artículo funcional.
Etapas Clave de Prototipado
El camino desde el diseño hasta una pieza física implica varios pasos distintos. Cada etapa tiene su propio cronograma, que puede variar según la complejidad. La comunicación clara con su socio de fabricación durante estas fases es clave para mantenerse dentro del cronograma y lograr el resultado deseado para sus piezas.
Desglose del cronograma típico
Aquí hay un cronograma general para un prototipo de colector CNC personalizado. Esto asume que se utiliza material de barra estándar de aluminio o acero inoxidable.
| Escenario | Tiempo estimado | Notas |
|---|---|---|
| Revisión del diseño | 1–2 Días | Retroalimentación DFM y ajustes finales |
| Programación CAM | 2–3 Días | Las piezas complejas de 5 ejes tardan más |
| Mecanizado | 3–7 Días | Varía con la geometría y las características |
| Tratamiento posterior | 2–4 Días | Acabado, montaje y pruebas |
Este proceso asegura que su colector personalizado esté listo para las pruebas en un plazo predecible.

La ventaja del prototipado CNC
El principal beneficio del mecanizado CNC para prototipos es la velocidad. A diferencia de la fundición, que requiere una inversión y tiempo significativos en herramientas, el mecanizado CNC trabaja directamente desde un archivo CAD. Esto elimina los largos plazos de entrega asociados con la fabricación de moldes, ofreciendo un camino mucho más rápido hacia una pieza física.
Comparación de plazos: CNC vs. Fundición
La diferencia en el plazo de entrega es significativa. Para un proyecto de colector de refrigeración líquida personalizado, un prototipo fundido puede tardar meses, principalmente debido a la creación del molde. Un prototipo CNC, sin embargo, puede producirse en cuestión de semanas, lo que permite una rápida iteración y prueba.
| Método | Tiempo de entrega de herramientas | Plazo de entrega de la pieza | Tiempo total estimado |
|---|---|---|---|
| Mecanizado CNC | Ninguno | 7–21 Días | 1–3 Semanas |
| Casting | 8–12 Semanas | 2–3 Semanas | 10–15 Semanas |
Factores que afectan el plazo
Varios factores influyen en el plazo general del prototipo. La complejidad geométrica, la disponibilidad del material y los tratamientos superficiales requeridos juegan un papel. Durante el ensamblaje, las pruebas rigurosas de fugas utilizando métodos como Detección de fugas de helio13 son críticas para validar el rendimiento, añadiendo uno o dos días al proceso pero asegurando la fiabilidad. En PTSMAKE, gestionamos estas variables para optimizar el ciclo de diseño a producción del colector.
Un prototipo de colector CNC personalizado suele tardar entre 7 y 21 días, dependiendo de la complejidad. Este proceso ágil evita el plazo de entrega de herramientas de 8 a 12 semanas requerido para la fundición, lo que permite una validación de diseño más rápida y que su producto llegue al mercado antes.
Pruebas de Fugas en Colectores de Rack — Por Qué Cada Puerto Debe Ser Verificado Individualmente
Un colector de refrigeración líquida tiene múltiples puertos, y tratarlos como una sola unidad durante las pruebas es un descuido crítico. Una fuga en un solo puerto compromete la integridad de todo el sistema. La validación exhaustiva requiere que cada posible vía de fuga sea verificada individualmente.
El problema con las pruebas por lotes
Probar un colector en su conjunto puede enmascarar fugas sutiles en puertos individuales. Una pequeña fuga en un puerto podría promediarse en todo el volumen, cayendo por debajo del umbral de detección de la prueba. Esto crea una falsa sensación de seguridad para un componente destinado a un entorno crítico.
Un mandato puerto por puerto
Un procedimiento robusto de prueba de fugas del colector aísla cada punto de conexión. Esto asegura que cada sello, rosca y soldadura cumpla con las especificaciones requeridas de forma independiente. Este enfoque metódico es la única forma de garantizar la fiabilidad de todo el conjunto.
| Enfoque de prueba | Aislamiento de fugas | Precisión | Fiabilidad |
|---|---|---|---|
| Pruebas por lotes | Pobre | Bajo | Cuestionable |
| Pruebas de puertos individuales | Excelente | Alta | Garantizado |
Un procedimiento adecuado de prueba de fugas del colector implica varios métodos distintos, cada uno con un propósito específico. Ignorar uno puede dejar una vulnerabilidad crítica sin descubrir. Debemos ir más allá de las simples comprobaciones de presión para garantizar la fiabilidad total del sistema, especialmente para aplicaciones de alto riesgo.
Protocolos de prueba exhaustivos
Integridad estructural y del sello
Comenzamos con una prueba de caída de presión de puerto individual, donde todos los demás puertos están firmemente tapados. También realizamos una prueba hidrostática, a menudo llevando el colector a 1.5 veces su presión nominal máxima. Esto verifica la integridad estructural del colector de refrigeración de prueba hidrostática bajo condiciones extremas.
Detección de microfugas
Para las aplicaciones más exigentes, como un colector de prueba de helio para un centro de datos, utilizamos helio espectrometría de masas14. Este método puede detectar fugas minúsculas de hasta 10⁻⁶ mbar·L/s, que son completamente invisibles para las pruebas de caída de presión. Es un paso esencial para componentes de misión crítica.
| Método de ensayo | Objetivo principal | Aplicación común |
|---|---|---|
| Decaimiento de Presión | Detección de fugas grandes | Control general de calidad |
| Prueba hidrostática | Integridad estructural | Sistemas de alta presión |
| Espectrometría de masas de helio | Detección de microfugas | Centros de datos, medicina |
| Verificación de flujo | Validación del rendimiento | Todos los sistemas de refrigeración líquida |
En PTSMAKE, encontramos que nuestro mecanizado CNC de precisión es clave. Al producir geometrías de puertos y perfiles de rosca extremadamente consistentes, reducimos significativamente la tasa de rechazo inicial durante estas rigurosas pruebas. La fabricación consistente se traduce directamente en un rendimiento fiable en el campo.
Verificar cada puerto individualmente es innegociable para colectores de refrigeración líquida fiables. Este proceso meticuloso, desde las pruebas hidrostáticas hasta la verificación del flujo, asegura que el componente funcionará sin fallos bajo estrés operativo, previniendo costosas fallas del sistema y garantizando la integridad a largo plazo.
Acabado Superficial para Colectores — Pasivación, Níquel Químico y Cuándo el Anodizado Es la Elección Incorrecta
Elegir el acabado superficial adecuado para un colector es una decisión crítica que afecta el rendimiento y la longevidad. No se trata solo de la apariencia. El tratamiento debe coincidir con el material y su aplicación, especialmente para sistemas exigentes como los colectores de refrigeración líquida. Cada material tiene necesidades únicas.
Requisitos del acero inoxidable
Para el acero inoxidable, el objetivo es la máxima resistencia a la corrosión. El mecanizado puede dejar hierro libre en la superficie, lo que compromete la capa protectora natural del acero. Aquí es donde la pasivación se vuelve esencial para los componentes utilizados con refrigerantes.
Consideraciones sobre el aluminio y el cobre
El aluminio presenta diferentes desafíos. Si bien el anodizado es común, puede no ser adecuado para todas las aplicaciones de colectores. El cobre, aunque menos común, también requiere tratamientos específicos para prevenir la oxidación y mantener la integridad del sistema.
| Material del Colector | Acabado Principal | Beneficio clave |
|---|---|---|
| Acero inoxidable (304/316) | Pasivación | Elimina el hierro libre, restaura la resistencia a la corrosión |
| Aluminio (6061) | Níquel químico | Proporciona conductividad y protección contra la corrosión |
| Cobre | Niquelado | Previene la formación de óxido |

El acabado incorrecto puede provocar fallos en el sistema. He visto fallar colectores de enfriamiento líquido de aluminio porque el diseñador especificó anodizado duro sin considerar sus implicaciones. El anodizado crea una superficie dura y resistente al desgaste, pero también es eléctricamente no conductora. Esto puede interferir con los requisitos de conexión a tierra en sistemas electrónicos complejos.
Una Mejor Opción para el Aluminio
Una mejor opción para los colectores de aluminio suele ser el niquelado químico. Este acabado proporciona una excelente protección contra la corrosión al tiempo que mantiene la conductividad eléctrica. Asegura que todo el sistema permanezca correctamente conectado a tierra, un detalle que no se puede pasar por alto.
Compatibilidad de Material y Refrigerante
La interacción entre el material del colector y el refrigerante también es crucial. Para un colector de acero inoxidable pasivado, particularmente 316L, una mezcla de glicol y agua funciona excepcionalmente bien. Sin embargo, combinar agua desionizada pura con cobre sin tratar puede causar una corrosión rápida. Esto se debe a que los iones agresivos en el agua atacan el metal. El acero inoxidable tratado incorrectamente también puede sufrir problemas como corrosión intergranular15 cuando se expone a ciertos entornos.
| Proceso de acabado | Pro | Con | Lo mejor para |
|---|---|---|---|
| Pasivación | Restaura la resistencia a la corrosión | No ofrece resistencia al desgaste | Colectores de refrigerante de acero inoxidable |
| Níquel químico | Conductor, resistente a la corrosión | Mayor costo que el anodizado | Colectores de aluminio que necesitan puesta a tierra |
| Anodizado duro | Gran resistencia al desgaste | Eléctricamente no conductivo | Componentes donde el aislamiento es un beneficio |
Seleccionar el acabado correcto es vital para la fiabilidad del colector. La pasivación es estándar para el acero inoxidable, mientras que el níquel químico a menudo supera al anodizado para el aluminio en sistemas de refrigeración líquida debido a las necesidades de conductividad. Siempre considere la compatibilidad del refrigerante para evitar fallos prematuros.
Escalado de Prototipo a Granja de Racks — Cómo el Mecanizado CNC Mantiene la Consistencia del Colector a Través del Volumen
Escalar un diseño validado de unos pocos prototipos a cientos de unidades es un paso crítico. El mecanizado CNC proporciona la base para este crecimiento, asegurando que el colector de refrigeración líquida número 500 sea idéntico al primero. Esta consistencia se basa en un flujo de trabajo digital repetible.
El poder de la repetición
Una vez que se finaliza un programa CAM, se convierte en la receta maestra. Cada pieza posterior se mecaniza utilizando las mismas trayectorias de herramienta, accesorios y controles de calidad. Este proceso elimina la variabilidad común en métodos manuales o menos precisos, asegurando una verdadera fabricación a escala de colectores.
Factores clave en la escalabilidad
| Factor | Prototipo (1-10 unidades) | Producción (más de 500 unidades) |
|---|---|---|
| Programa | Iterativo, a menudo ajustado | Bloqueado y validado |
| Herramientas | Estándar, de uso general | Optimizado, a menudo dedicado |
| Fijación | Simple, adaptable | Personalizado, de alto rendimiento |
| Inspección | 100% manual check | Primer artículo + muestreo |
La escalabilidad requiere más que simplemente ejecutar el mismo programa repetidamente. Exige una planificación estratégica para la producción de colectores de alto volumen. En PTSMAKE, a menudo dedicamos máquinas específicas de 5 ejes a un proyecto de colectores de larga duración. Esto minimiza los cambios de configuración y mantiene un entorno de producción consistente para obtener resultados óptimos.
Planificación Estratégica para la Producción
Obtención de materiales
Los costos de material también se pueden optimizar. Pedir barras de aluminio o cobre a granel para más de 500 unidades puede generar ahorros significativos, a menudo en el rango del 10-20%, en comparación con la compra de material para lotes pequeños. Esto impacta directamente el costo final por pieza.
Protocolos de control de calidad
Los métodos de garantía de calidad también deben evolucionar. Si bien cada prototipo recibe una inspección completa, esto no es práctico para grandes volúmenes. Implementamos una inspección del primer artículo (FAI) para aprobar la configuración, seguida de Control estadístico de procesos16 para monitorear la consistencia del lote. Este enfoque basado en datos garantiza la calidad sin sacrificar la velocidad.
| Método de fabricación | Consistencia sobre Volumen | Impacto del Desgaste de Herramientas |
|---|---|---|
| Mecanizado CNC | Extremadamente alto | Desgaste mínimo y predecible de la herramienta de corte |
| Casting | Disminuye con el tiempo | La degradación del molde cambia la geometría |
Esto contrasta fuertemente con métodos como la fundición, donde el desgaste del molde puede alterar sutilmente las dimensiones de la pieza a lo largo de miles de ciclos. Con el mecanizado CNC, la precisión digital permanece absoluta, garantizando la repetibilidad del colector CNC.
El mecanizado CNC asegura que la escalabilidad desde el prototipo hasta la producción a gran escala mantenga una consistencia perfecta. La planificación estratégica de la capacidad de la máquina, la adquisición de materiales y los protocolos de control de calidad hacen que el proceso sea fiable y rentable para los colectores de refrigeración líquida en volumen.

Comprender este principio ayuda a optimizar las trayectorias de flujo para un mejor rendimiento de enfriamiento y eficiencia del sistema. ↩
Comprender este fenómeno ayuda a prevenir daños en la bomba y asegura la fiabilidad del sistema a largo plazo. ↩
Explore cómo esta métrica influye directamente en la gestión térmica y previene la limitación de la GPU en entornos de computación de alto rendimiento. ↩
Comprender este proceso electroquímico es clave para prevenir fallos prematuros del sistema en bucles de enfriamiento de metales mixtos. ↩
Aprenda cómo este principio explica la relación entre la velocidad del fluido y la presión en el diseño de colectores. ↩
Aprenda cómo esta técnica de perforación previene la rotura de herramientas y asegura canales limpios en operaciones de agujeros profundos. ↩
Aprenda cómo la geometría de las roscas cónicas crea un sello metal-metal y sus implicaciones para sistemas de alta presión. ↩
Comprender este campo ayuda a diagnosticar fallos de sellado más allá del material o la compresión de la junta tórica. ↩
Este principio ayuda a predecir cambios de presión, lo cual es esencial para diseñar colectores de enfriamiento líquido eficientes. ↩
Descubra cómo este principio japonés de prevención de errores de fabricación se aplica para mejorar la seguridad y fiabilidad de los sistemas de centros de datos. ↩
Explore este principio para comprender la distribución de la presión del fluido en sistemas cerrados. ↩
Comprender este sistema es clave para comunicar la intención de diseño precisa para la fabricación y asegurar la compatibilidad de las piezas. ↩
Aprenda cómo este método avanzado asegura el más alto nivel de integridad del sello en sistemas críticos de fluidos y vacío. ↩
Comprenda cómo este método detecta elementos específicos, crucial para encontrar fugas traza en la fabricación y la investigación científica. ↩
Aprenda cómo este tipo de corrosión puede causar fallos de material no visibles y por qué es crítico prevenirla. ↩
Vea cómo esta metodología asegura que cada pieza cumpla con las especificaciones en la producción a gran escala. ↩





