

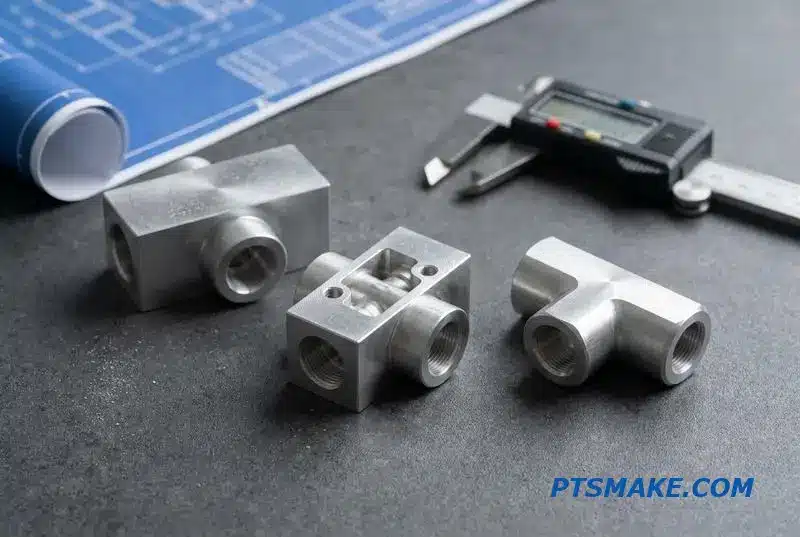
Conseguir cuerpos de válvula mecanizados por CNC para refrigeración líquida que pasen las pruebas de fugas al primer intento es más difícil de lo que parece. Un problema de ovalidad en un orificio de bola, una rebaba en un puerto perforado transversalmente, y todo el montaje de su CDU se retrasa.
Los cuerpos de válvula para refrigeración líquida requieren mecanizado CNC con tolerancias de orificio de ±0.05mm, acabados de asiento de hasta Ra 0.2µm, y pruebas completas de fugas a 1.5× la presión nominal. La elección del material (316L, latón, 6061-T6) depende de la química del refrigerante y del par galvánico.

En esta guía, le guiaré a través de los materiales, tolerancias, acabados superficiales y métodos de prueba que utilizo en PTSMAKE al mecanizar cuerpos de válvula para circuitos de refrigeración de centros de datos. Cada sección le proporciona las especificaciones y decisiones que impulsan la fiabilidad de la pieza.
¿Por qué las Válvulas de Refrigeración Líquida Dependen del Mecanizado CNC de Precisión?
El mercado de válvulas de refrigeración líquida para centros de datos está creciendo rápidamente, proyectándose una expansión significativa para 2032. Este crecimiento destaca un hecho crítico: cada válvula en estos sistemas se basa en una base fabricada con precisión. El cuerpo de la válvula es esa base, elaborada casi exclusivamente mediante mecanizado CNC.
El núcleo invisible de la fiabilidad
Cada válvula de bola, retención o alivio de presión contiene un cuerpo con complejos pasajes internos y superficies de sellado. Estas características deben mecanizarse con tolerancias increíblemente ajustadas. Cualquier desviación puede provocar fugas, que son catastróficas en un entorno de centro de datos. Un funcionamiento fiable y a largo plazo es imposible sin esta precisión.
Demandas clave de mecanizado
Diferentes válvulas requieren enfoques de mecanizado específicos para funcionar correctamente. Un ligero error en la fabricación se traduce directamente en un fallo del sistema.
| Tipo de válvula | Enfoque principal de mecanizado | Consecuencias del fracaso |
|---|---|---|
| Válvula de bola | Superficies de sellado esféricas | Fuga catastrófica |
| Válvula de Retención | Geometría Interna del Asiento | Contracorriente, Daño al Sistema |
| Válvula de Alivio | Asiento de Resorte y Orificio | Sobrepresurización |
Esta es la razón por la que los accesorios y válvulas mecanizados por CNC para refrigeración líquida son el estándar de la industria; ningún otro proceso ofrece este nivel de control.

El éxito de un cuerpo de válvula mecanizado por CNC va más allá de mantener tolerancias estrictas. Todo el enfoque de fabricación, desde la selección del material hasta el tratamiento superficial final, juega un papel crucial en el rendimiento y la vida útil de la válvula. Es un proceso de equilibrio de múltiples requisitos de ingeniería.
Consideraciones Críticas de Fabricación
Elegir el material adecuado es la primera decisión importante. El latón ofrece una excelente maquinabilidad y rentabilidad para aplicaciones generales. Para sistemas con refrigerantes agresivos, el acero inoxidable proporciona una resistencia superior a la corrosión. El aluminio se selecciona a menudo por su ligereza y excelente conductividad térmica.
| Material | Ventajas clave | Aplicación común |
|---|---|---|
| Latón (C360) | Rentable, Buena Maquinabilidad | Refrigeración de Propósito General |
| Acero inoxidable (316) | Resistencia superior a la corrosión | Fluidos de Alta Pureza/Agresivos |
| Aluminio (6061) | Ligero, alta conductividad térmica | Sistemas Críticos para el Rendimiento |
Acabado Superficial: Más Que Estética
El acabado superficial dentro del cuerpo de la válvula afecta directamente la dinámica de fluidos. Una superficie más lisa reduce la turbulencia y la caída de presión, mejorando la eficiencia general del circuito de enfriamiento. Lograr un acabado casi-Isótropo1 perfecto dentro de geometrías internas complejas es un desafío que distingue la fabricación experta de válvulas de enfriamiento líquido.
El crecimiento en la refrigeración líquida ejerce una presión inmensa sobre la calidad de los componentes. El mecanizado CNC de precisión es la tecnología fundamental que garantiza que los cuerpos de las válvulas sean fiables y sin fugas. Dominar la selección de materiales, las tolerancias estrictas y los acabados superficiales avanzados es esencial para satisfacer las demandas de los sistemas modernos de alto rendimiento.
El Cuerpo de Válvula en un Sistema de Refrigeración Líquida: Dónde Encaja y Qué Hace
El cuerpo de la válvula es el héroe anónimo en cualquier sistema de refrigeración líquida. Actúa como el controlador de tráfico para el refrigerante, asegurando que fluya precisamente donde se necesita. Sin un cuerpo de válvula diseñado y mecanizado correctamente, la eficiencia y fiabilidad de todo el sistema colapsarían.
Funciones Críticas de un Cuerpo de Válvula
Diferentes válvulas realizan tareas distintas, desde un simple control de encendido/apagado hasta una intrincada modulación de flujo. El cuerpo alberga estos mecanismos y debe soportar fluctuaciones constantes de presión y temperatura. Esto hace que la fabricación de alta calidad sea esencial para el rendimiento.
Resumen de Funciones Principales
| Tipo de válvula | Función principal | Ubicación Típica |
|---|---|---|
| Válvula de bola | Aislamiento On/Off | Entrada de CDU, Colector de Rack |
| Válvula Proporcional | Modulación de Flujo | A Placas Frías |
| Válvula de Retención | Prevenir el Retorno | Líneas de Refrigerante Paralelas |
| Válvula de Alivio | Seguridad contra Sobrepresión | Punto culminante del sistema |
Comprender estas funciones es el primer paso para apreciar la compleja ingeniería detrás de estos componentes críticos. El proceso de fabricación debe ser impecable.
Mapeo de válvulas en un circuito de refrigeración
En un circuito de refrigeración líquida de un centro de datos, se colocan válvulas específicas estratégicamente. Las válvulas de bola, por ejemplo, se utilizan en las entradas de la Unidad de Distribución de Refrigerante (CDU) y en las conexiones de los racks. Su función es sencilla: proporcionar una forma fiable de aislar secciones para el mantenimiento sin drenar todo el sistema.
Gestión de flujo de precisión
Las válvulas de control proporcional son más sofisticadas. Se sitúan justo antes de las placas frías individuales, modulando el flujo de refrigerante en función de la carga térmica en tiempo real de los procesadores. Esto asegura que cada componente reciba la refrigeración exacta que necesita sin desperdiciar energía de bombeo. Las válvulas de retención se colocan a menudo en ramales paralelos para evitar el flujo inverso.
Desafíos de mecanizado compartidos
Aunque sus funciones varían, las exigencias de fabricación de estos cuerpos de válvula se superponen significativamente. La integridad de todo el sistema de refrigeración depende de la precisión de estas piezas. Problemas como Cavitación2 pueden surgir de geometrías internas mal diseñadas.
De la función a la fabricación
Cada cuerpo de válvula, independientemente de su tipo, presenta desafíos similares que requieren un mecanizado CNC experto. Estos desafíos son fundamentales para crear accesorios y válvulas mecanizados por CNC fiables para la refrigeración líquida.
| Proceso de mecanizado | Requisito crítico | Impacto en el rendimiento |
|---|---|---|
| Perforación de puertos internos | Pasajes suaves y precisos | Evita caídas de presión y turbulencias |
| Acabado de superficies de sellado | Rugosidad superficial extremadamente baja | Garantiza un sellado hermético con juntas |
| Corte de roscas | Paso y profundidad precisos | Garantiza conexiones seguras y sin fugas |
| Pruebas de presión | Verificación de la integridad de los materiales | Confirma que el cuerpo puede soportar la presión del sistema |
En PTSMAKE, nos enfocamos en dominar estos procesos para entregar componentes que cumplen con los más altos estándares de rendimiento y fiabilidad.
Los cuerpos de válvula desempeñan diversas funciones, desde el simple aislamiento hasta el control preciso del flujo. Sin embargo, todos comparten requisitos de fabricación comunes y exigentes. La precisión en los puertos, las superficies de sellado y el corte de roscas es absolutamente crítica para la integridad del sistema y para prevenir fugas en cualquier aplicación de enfriamiento de alto rendimiento.
Selección de Materiales para Cuerpos de Válvula de Refrigeración Líquida
Elegir el material adecuado para los cuerpos de válvula de enfriamiento líquido es fundamental. Esta decisión impacta directamente la fiabilidad del sistema, la longevidad y el costo total. Una elección incorrecta puede provocar fugas, corrosión y fallas prematuras, comprometiendo todo el circuito de enfriamiento. Necesitamos equilibrar cuidadosamente tres factores clave.
Factores decisivos
La compatibilidad con el refrigerante, la resistencia a la corrosión y la maquinabilidad son las consideraciones principales. Cada material ofrece una combinación única de estas propiedades. Por ejemplo, una aleación altamente resistente a la corrosión podría ser difícil de mecanizar, aumentando el costo de sus accesorios y válvulas mecanizados por CNC para enfriamiento líquido.
Compromisos de Materiales de un Vistazo
Comprender los compromisos básicos es un buen punto de partida. Mi equipo en PTSMAKE a menudo utiliza una comparación simple para ayudar a los clientes a visualizar cómo interactúan estos factores.
| Material | Resistencia a la corrosión | Maquinabilidad | Coste relativo |
|---|---|---|---|
| Acero inoxidable 316L | Excelente | Feria | Alta |
| Acero inoxidable 303 | Bien | Bien | Medio |
| Latón C36000 | Feria | Excelente | Bajo |
| Aluminio 6061-T6 | Pobre (necesita revestimiento) | Bien | Bajo |

Al profundizar en la selección del material del cuerpo de la válvula, el grado específico del metal se vuelve esencial. Cada aleación tiene características distintas que la hacen adecuada para ciertas aplicaciones. No se trata solo de elegir acero inoxidable; se trata de elegir el acero inoxidable correcto.
Opciones de acero inoxidable
Acero inoxidable 316L
Para circuitos de agua-glicol, a menudo recomiendo acero inoxidable 316L. Su resistencia a la corrosión es excelente, lo cual es vital para la integridad del sistema. Sin embargo, se endurece por trabajo durante el mecanizado, por lo que debemos usar herramientas afiladas y velocidades de avance controladas para lograr la precisión requerida sin aumentar los costos.
Acero inoxidable 303
Si la aplicación es menos crítica, el acero inoxidable 303 ofrece un buen equilibrio. Es mucho más fácil de mecanizar que el 316L, lo que puede reducir el costo de la pieza. Sin embargo, su resistencia a la corrosión es menor, lo que lo hace menos ideal para refrigerantes agresivos o entornos exigentes.
Consideraciones sobre el latón y el aluminio
El latón C36000 se mecaniza muy bien y es rentable para sistemas de baja presión. El principal inconveniente es el riesgo de corrosión galvánica3 cuando está en contacto con componentes de aluminio como placas frías. Este es un punto de falla común que he visto en bucles de metales mixtos mal diseñados.
El aluminio 6061-T6 es ligero y asequible, lo que lo convierte en una excelente opción para componentes en el lado de la CDU. Requiere un recubrimiento protector, como el anodizado duro, para prevenir la corrosión. Para bucles de metales mixtos, el niquelado químico proporciona una excelente protección para piezas de acero inoxidable o cobre.
Elegir el material adecuado es un equilibrio entre rendimiento, maquinabilidad y costo. El acero inoxidable ofrece una resistencia superior a la corrosión, mientras que el latón proporciona una excelente maquinabilidad. Cada elección tiene consecuencias directas para la fiabilidad y el presupuesto del producto final, lo que la convierte en una decisión crítica en cualquier diseño de refrigeración líquida.
Mecanizado de Cuerpos de Válvula de Bola: La Válvula de Refrigeración Más Común
La precisión en el mecanizado CNC del cuerpo de la válvula de bola es innegociable. El proceso se centra en crear una carcasa perfecta para la bola y los asientos. Cualquier desviación puede comprometer todo el sistema de refrigeración líquida. Las características clave requieren operaciones de mecanizado distintas, cada una con sus propias tolerancias críticas.
Características mecanizadas principales
El orificio principal, que aloja la bola, es el elemento más crítico. También mecanizamos conexiones finales precisas, como roscas NPT o BSPP, para la integración del sistema. Además, el orificio del vástago y cualquier cara de brida deben estar perfectamente alineados.
Tolerancias típicas
Según nuestras pruebas, mantener tolerancias estrictas es esencial para el rendimiento. Aquí hay algunas especificaciones comunes con las que trabajamos en PTSMAKE para accesorios y válvulas mecanizados por CNC para refrigeración líquida.
| Característica | Tolerancia típica | Función crítica |
|---|---|---|
| Diámetro del orificio principal | ±0,05 mm | Sellado y rotación de la bola |
| Roscas de conexión final | Clase 2A/2B | Conexión a prueba de fugas |
| Posición del orificio del vástago | ±0,1 mm | Alineación del Actuador |
| Planitud de la Cara de Sellado | 0.02 mm | Sellado de la Junta |

El desafío más significativo en la fabricación de válvulas de bola de acero inoxidable es mantener la geometría esférica del orificio principal. Cualquier ovalidad, incluso microscópica, crea una vía para la fuga. Por eso, el mecanismo de sellado de bola y asiento depende completamente de la integridad geométrica del orificio.
Estrategias de Mecanizado
Existen dos estrategias principales: un enfoque de dos configuraciones o un proceso de una sola configuración. El método de dos configuraciones implica mecanizar el orificio y un extremo, luego volver a fijar para completar el extremo opuesto. Aunque es común, corre el riesgo de introducir errores de alineación entre las configuraciones.
En PTSMAKE, a menudo preferimos una única configuración en un torno multieje con herramientas motorizadas. Este método mecaniza todas las características en una sola sujeción, asegurando una superior Concentricidad4 entre todas las características. Esto es crucial para aplicaciones de alto rendimiento.
Consideraciones de Material y Acabado
La elección del material depende de la aplicación. Normalmente utilizamos acero inoxidable 316L para componentes que están en contacto con el refrigerante debido a su resistencia a la corrosión. Para las piezas del lado de la instalación, el latón es una alternativa rentable. Un acabado superficial de Ra 0.8µm es estándar en las caras de sellado para asegurar un sellado fiable.
| Aspecto | Especificación | Justificación |
|---|---|---|
| Material (Lado del Refrigerante) | Acero inoxidable 316L | Resistencia a la corrosión |
| Material (Lado de la Instalación) | Latón (ej., C360) | Relación coste-eficacia |
| Acabado de la Superficie de Sellado | Ra 0.8 µm | Previene microfugas |
El mecanizado CNC exitoso del cuerpo de una válvula de bola se basa en una geometría de orificio precisa, una fijación estratégica y una selección adecuada del material. Lograr tolerancias ajustadas, especialmente la concentricidad, es esencial para prevenir fugas y garantizar un rendimiento fiable en aplicaciones exigentes de refrigeración líquida.
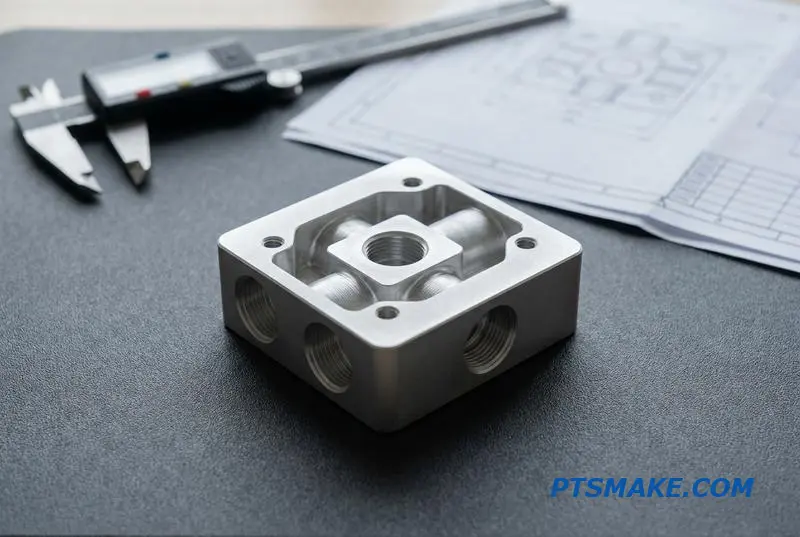
Cuerpos de Válvula de Control Proporcional: Pasajes Internos y Conexiones
Las válvulas de control proporcional se encuentran entre los componentes más complejos de los sistemas de refrigeración líquida. Su propósito es la modulación dinámica del flujo, lo que requiere un puerto interno increíblemente intrincado. No se trata solo de perforar agujeros; se trata de crear vías precisas para el fluido.
Características internas clave
Los puertos de entrada y salida deben mecanizarse en ángulos específicos. En el interior, los bordes de medición se moldean cuidadosamente para controlar los caudales con alta precisión. Todo el diseño está diseñado para un rendimiento preciso y una fiabilidad a largo plazo en aplicaciones exigentes.
El orificio del carrete
La holgura entre el carrete y su orificio es crítica para el funcionamiento. Mecanizamos estas características con un ajuste H6/g6 ajustado, asegurando una acción suave y sensible sin fugas.
| Característica | Tolerancia estándar | Impacto del mecanizado |
|---|---|---|
| Diámetro del orificio del carrete | ±0,01 mm | Requiere mandrinado/bruñido de precisión |
| Ángulo del puerto | ±0,5 grados | Necesita capacidad CNC multieje |
| Borde de medición | Afilado, sin rebabas | Exige herramientas de desbarbado especializadas |

Mecanizado de geometrías intrincadas
El proceso de fabricación CNC del cuerpo de una válvula de control a partir de un bloque sólido es un desafío significativo. Implica mucho más que el fresado básico. La perforación de orificios transversales para las intersecciones de puertos debe estar perfectamente alineada para evitar interrupciones del flujo y caídas de presión.
Desbarbado y Acabado Superficial
Cualquier rebaba que quede en los bordes internos después de la perforación puede crear turbulencias y afectar el flujo. Utilizamos un desbarbado avanzado para garantizar una dinámica de fluidos suave. El orificio del carrete requiere un acabado superficial fino, típicamente Ra 0.4µm, para prevenir adherencia5 y desgaste prematuro, asegurando que la válvula responda instantáneamente.
Enfoques de Fabricación
El mecanizado del cuerpo de la válvula proporcional ofrece dos caminos principales. El mecanizado a partir de un tocho sólido proporciona una integridad y resistencia superiores del material. En contraste, la fundición a la cera perdida seguida de un mecanizado de acabado puede reducir los costos iniciales, pero puede conllevar el riesgo de defectos del material como la porosidad.
| Método | Ventajas | Desventajas |
|---|---|---|
| Mecanizado a partir de Sólido | Alta resistencia, sin porosidad | Mayor desperdicio de material, mayor tiempo de ciclo |
| Fundición a la cera perdida | Menos desperdicio de material, forma casi final | Porosidad potencial, requiere mecanizado secundario |
En PTSMAKE, nuestros centros de fresado de 4 y 5 ejes son ideales para crear estos complejos cuerpos multipuerto directamente a partir de materiales sólidos.
La fabricación de cuerpos de válvulas de control proporcionales exige capacidades CNC avanzadas. La precisión es vital para el puerto interno, las tolerancias ajustadas y los acabados superficiales superiores. El enfoque correcto, ya sea mecanizado a partir de sólido o fundido, impacta directamente el rendimiento y la fiabilidad de la válvula en sistemas críticos de refrigeración líquida.
Cuerpos de Válvula de Retención: Retención de Resorte y Geometría del Asiento
En la refrigeración líquida, las válvulas de retención son esenciales para prevenir el reflujo cuando una bomba se apaga. El cuerpo es la base. Su mecanizado exige alta precisión para características como el orificio interno, que guía el obturador, y el asiento de la válvula.
Características Clave del Mecanizado
El asiento de la válvula es el elemento más crítico. A menudo es un bisel de 45 grados mecanizado directamente en el cuerpo o un alojamiento diseñado para un inserto de asiento blando. También se mecanizan características precisas de retención del resorte para controlar de forma fiable la presión de apertura de la válvula.
Comparación de la Geometría del Asiento
Esta tabla describe los tipos de asiento comunes que mecanizamos para accesorios y válvulas mecanizados por CNC para refrigeración líquida.
| Tipo de Asiento | Material | Ventajas clave | Aplicación común |
|---|---|---|---|
| Asiento Biselado | Igual que el cuerpo (p. ej., 316L) | Durabilidad | Sistemas de alta presión |
| Inserto de Asiento Blando | PEEK / PTFE | Sellado superior | Sello crítico de baja presión |
El principal desafío en el mecanizado CNC del cuerpo de las válvulas de retención es la concentricidad entre el asiento de la válvula y el orificio interno. Si estas dos características no están perfectamente alineadas, el obturador o disco no sellará correctamente, lo que provocará fugas y fallos en el sistema.
Lograr la Integridad del Sellado
Mantenemos consistentemente una tolerancia de ±0.05mm Excentricidad Total Indicada6 (TIR) entre el asiento y el orificio. Esto no es solo un número; es un requisito para un rendimiento fiable. Cualquier desviación más allá de esto puede causar un desgaste desigual y comprometer el sello, un fallo crítico en la refrigeración líquida para componentes electrónicos sensibles.
Sinergia de Material y Mecanizado
Para el cuerpo, el acero inoxidable 316L es una opción común debido a su resistencia a la corrosión. Cuando un diseño requiere un asiento blando, mecanizamos un alojamiento preciso para un inserto de PEEK o PTFE. Controlar la profundidad del alojamiento del resorte es igualmente importante, ya que influye directamente en la fuerza necesaria para abrir la válvula.
| Parámetro | Especificación | Método de verificación |
|---|---|---|
| Concentricidad Asiento-Orificio | ±0.05mm TIR | Escaneo con sonda CMM |
| Profundidad del alojamiento del resorte | ±0,1 mm | Calibrador de profundidad digital |
| Acabado de la Superficie de Sellado | Ra 0.8 µm o mejor | Perfilómetro de superficie |
En PTSMAKE, utilizamos la verificación CMM en cada lote para asegurar que se cumpla esta concentricidad. Este compromiso con la precisión del mecanizado de válvulas unidireccionales previene costosas fallas en campo para nuestros clientes.
En última instancia, el funcionamiento exitoso de una válvula de retención depende del mecanizado preciso del cuerpo. La concentricidad entre el asiento y el orificio, junto con la selección y verificación adecuadas del material, asegura una prevención confiable del reflujo en aplicaciones exigentes de enfriamiento líquido.
Cuerpos de Válvula de Alivio de Presión: Roscado, Ángulo del Asiento y Precisión de la Presión de Ajuste
El rendimiento de una válvula de alivio de presión (PRV) se define por la precisión de mecanizado de su cuerpo. La geometría interna, especialmente el asiento de la válvula, controla directamente la precisión de la presión de ajuste. Incluso desviaciones menores pueden provocar fallas catastróficas o fugas persistentes y costosas en un sistema.
Geometrías Mecanizadas Clave
El cuerpo de la válvula contiene varias características críticas. Estas incluyen la boquilla o asiento, la cámara del resorte, las roscas del tornillo de ajuste y el puerto de salida. Cada elemento debe ser mecanizado con especificaciones estrictas para funcionar en conjunto, asegurando una operación de válvula confiable y repetible bajo presión.
Del Plano al Rendimiento
La relación entre el plano y el rendimiento del producto final es directa. Por ejemplo, el ángulo y el acabado superficial del asiento determinan la eficacia con la que la válvula sella y abre a la presión de ajuste precisa. Es un juego de micras.
| Característica | Enfoque en el mecanizado |
|---|---|
| Asiento de Válvula | Ángulo, ancho y acabado superficial |
| Cámara del Resorte | Diámetro interno y profundidad |
| Roscas de ajuste | Diámetro de paso y clase de rosca |
| Puerto de salida | Concentricidad y diámetro del orificio |

Cuando abordamos el mecanizado CNC del cuerpo de una válvula de alivio de presión, tratamos las tolerancias como reglas absolutas, no como pautas. La conexión entre la precisión del mecanizado y la repetibilidad de la presión de ajuste es inquebrantable. Una geometría o acabado superficial deficiente es la causa principal de una descarga prematura o una fuga lenta del asiento.
Tolerancias y acabados críticos
Para asientos metal-metal que requieren un cierre hermético sin burbujas, a menudo es necesario un acabado superficial de Ra 0.2µm. Según nuestras pruebas, cualquier rugosidad mayor introduce una vía de fuga. La tolerancia del ancho del asiento se mantiene típicamente en ±0.025mm para asegurar que la fuerza del resorte se aplique de manera consistente.
El papel de las roscas y la concentricidad
Las roscas del tornillo de ajuste, generalmente con un ajuste Clase 2A/2B, permiten un ajuste fino de la presión de ajuste. Una geometría de rosca deficiente puede introducir fricción o juego, haciendo imposible un ajuste preciso. Igualmente importante es la concentricidad entre el asiento y el orificio guía, lo que evita una carga desigual y un desgaste prematuro. Un control deficiente aquí puede aumentar el rendimiento Histéresis7.
Estos principios son especialmente críticos en sistemas como Accesorios y válvulas mecanizados por CNC para refrigeración líquida, donde la fiabilidad es primordial.
Lograr una presión de ajuste precisa y un sello hermético sin burbujas en una válvula de alivio de presión (PRV) depende completamente del mecanizado CNC del cuerpo de la válvula. Los factores clave incluyen la geometría del asiento, el acabado superficial (Ra 0.2µm) y tolerancias estrictas en características como las roscas y la concentricidad del orificio.
Mecanizado CNC Multieje para Geometrías Complejas de Cuerpos de Válvula
Decidir entre el mecanizado de 3 ejes y el de 5 ejes es un paso crítico. Para cuerpos de válvulas complejos, especialmente aquellos en sistemas de refrigeración líquida, el mecanizado multieje a menudo se convierte en una necesidad, no en un lujo. Permite crear características intrincadas en una sola configuración.
¿Cuándo es esencial el mecanizado de 5 ejes?
Para componentes con puertos en múltiples caras no ortogonales, el mecanizado de 5 ejes es el claro ganador. Este enfoque, que usamos frecuentemente en PTSMAKE, simplifica el proceso para piezas que requieren socavados u operaciones de mecanizado posterior que son imposibles de alcanzar con una máquina de 3 ejes en una sola sujeción.
Factores decisivos
| Complejidad de las características | Enfoque de 3 ejes | Solución de 5 Ejes |
|---|---|---|
| Puertos de Ángulo Compuesto | Múltiples fijaciones complejas | Una sola configuración, mayor precisión |
| Socavados/Mecanizado posterior | Herramientas especiales, múltiples configuraciones | Acceso directo al mecanizado |
| Alta Concentricidad | Riesgo de acumulación de tolerancias | Mantenido en una sola operación |
La Estrategia de Mecanizado "One-Hit"
La principal ventaja del CNC de 5 ejes para cuerpos de válvulas es la estrategia "one-hit". Completar una pieza en una sola configuración reduce drásticamente el riesgo de errores introducidos por el reajuste. Esto es vital para mantener tolerancias estrictas entre las características en diferentes caras de la pieza.
Hemos comprobado que para accesorios y válvulas mecanizados por CNC para refrigeración líquida con cuatro o más puertos angulados, este enfoque es más rentable. La tarifa horaria más alta de la máquina se compensa al eliminar la necesidad de múltiples fijaciones personalizadas y los costos de mano de obra asociados para las configuraciones.
Comparando Enfoques de Fabricación
Elegir el proceso correcto impacta directamente el costo final y la calidad. Es una compensación entre el tiempo de máquina, la mano de obra y la inversión en herramientas.
Desglose de Costos y Tiempo
La fabricación de válvulas mediante mecanizado multieje requiere un análisis más profundo que solo comparar las tarifas por hora de la máquina. Después de revisar varios proyectos, nuestros datos muestran un patrón claro.
| Métrica | 3 Ejes + Múltiples Configuraciones | Configuración Única de 5 Ejes |
|---|---|---|
| Duración del ciclo | Mayor (incluye tiempo de configuración) | Menor (mecanizado continuo) |
| Precisión | Menor (acumulación de tolerancia) | Mayor (marco de referencia único) |
| Coste de fijación | Alto (múltiples plantillas personalizadas) | Mínimo (prensa/mandril estándar) |
| Coste laboral | Alto (múltiples configuraciones) | Menor (menos intervención del operador) |
El uso de funciones avanzadas como Control del Punto Central de la Herramienta (TCPC)8 en nuestras máquinas de 5 ejes permite que la punta de la herramienta siga una trayectoria programada independientemente de la longitud de la herramienta o de los movimientos del eje rotatorio de la máquina. Esto garantiza una precisión superior en superficies curvas complejas y orificios angulados.
El mecanizado multieje es esencial para cuerpos de válvulas complejos, mejorando la precisión y reduciendo los costos totales del proyecto. Al minimizar las configuraciones mediante una estrategia de "un solo golpe", supera la tarifa horaria más alta, entregando una pieza superior y más económica al final.
Torneado Tipo Suizo para Componentes de Válvula Pequeños: Núcleos e Insertos de Válvula
¿Por qué el torneado suizo para piezas de válvulas intrincadas?
Para componentes de válvulas pequeños y complejos, los tornos convencionales a menudo se quedan cortos. Piezas como vástagos de válvula y obturadores exigen un nivel de precisión difícil de lograr cuando la deflexión de la pieza de trabajo se convierte en un problema. Aquí es donde el torneado tipo suizo nos proporciona una clara ventaja en PTSMAKE.
El torneado CNC suizo de piezas de válvulas es ideal para componentes con diámetros de 3 mm a 20 mm y longitudes de hasta 200 mm. Al soportar el material justo en la herramienta de corte, la máquina minimiza la vibración y la deflexión, asegurando una rectitud y concentricidad excepcionales en piezas largas y delgadas.
Componentes Clave que Mecanizamos
El mecanizado de insertos de válvula de precisión es una parte fundamental de nuestro trabajo. Manejamos varios componentes secundarios, cada uno con sus propios desafíos únicos. El torneado suizo nos permite satisfacer consistentemente estas demandas para aplicaciones como accesorios y válvulas mecanizados por CNC para refrigeración líquida.
| Componente | Desafío Común de Mecanizado |
|---|---|
| Vástagos de Válvula | Mantener la rectitud en longitudes largas |
| Obturadores | Lograr acabados críticos en superficies de sellado |
| Pasadores Dosificadores | Precisión de conicidad y geometría de punta fina |
| Insertos de Asiento | Concentricidad entre el orificio y el asiento |

La Ventaja Técnica del Mecanizado Suizo
La superioridad de las máquinas tipo suizo para estas piezas se reduce a tres características clave. Estas tecnologías nos permiten mecanizar un componente completamente en una sola configuración, lo cual es crucial tanto para la precisión como para la eficiencia en la producción de piezas para sistemas de refrigeración líquida.
Casquillo guía para estabilidad
El casquillo guía es la piedra angular del torneado suizo. Proporciona un soporte rígido a la pieza de trabajo justo al lado de las herramientas de corte. Esta configuración elimina virtualmente la deflexión en piezas largas y delgadas, asegurando diámetros uniformes y acabados superficiales superiores de principio a fin.
Subhusillo para mecanizado completo
Después de que el husillo principal completa sus operaciones, el subhusillo recoge la pieza. Esto nos permite mecanizar el extremo posterior sin intervención manual. Este proceso garantiza una excelente concentricidad entre las características en los extremos opuestos del componente, un factor crítico para el rendimiento de la válvula.
Herramientas motorizadas para características complejas
Nuestras máquinas suizas están equipadas con herramientas motorizadas. Esto nos permite realizar operaciones secundarias como taladrado transversal, ranurado y fresado de planos en el mismo ciclo. Este enfoque integrado reduce los plazos de entrega y mejora la precisión de las características en relación con los diámetros torneados.
Estándares de material y precisión
Trabajamos con una gama de materiales seleccionados por su rendimiento en aplicaciones de válvulas exigentes. El tratamiento térmico de 17-4PH, conocido como Endurecimiento por precipitación9, es fundamental para lograr una alta resistencia al desgaste. Según nuestras pruebas, mantenemos consistentemente tolerancias estrictas.
| Material | Aplicación principal |
|---|---|
| Acero inoxidable 303/316L | Resistencia a la corrosión y uso general |
| 17-4PH H900 | Componentes de alta presión y alto desgaste |
| PEEK | Aislamiento eléctrico y resistencia química |
Logramos tolerancias de ±0.01mm en diámetros y acabados superficiales tan finos como Ra 0.4µm en superficies de sellado críticas.
El torneado tipo suizo es indispensable para producir componentes de válvula pequeños y complejos con alta precisión. Su capacidad para manejar piezas largas y delgadas y completar características en una sola configuración lo hace ideal para núcleos de válvula, insertos y otras piezas intrincadas que requieren tolerancias estrictas.
Roscado y Conexiones Finales en el Mecanizado de Cuerpos de Válvula
El roscado adecuado es esencial para crear conexiones fiables y estancas a la presión en los cuerpos de las válvulas. No se trata solo de cortar ranuras; se trata de seleccionar el estándar correcto y ejecutarlo con precisión. Cada tipo de rosca tiene un propósito específico, desde perfiles cónicos hasta rectos.
Estándares clave de rosca
Diferentes aplicaciones exigen diferentes estándares de rosca. Para los accesorios y válvulas mecanizados por CNC para refrigeración líquida, comprenderlos es fundamental. En nuestro trabajo en PTSMAKE, mecanizamos comúnmente estos tipos primarios, cada uno con requisitos geométricos únicos para el sellado y el acoplamiento mecánico.
| Tipo de hilo | Método de sellado | Aplicación común |
|---|---|---|
| NPT/BSPT | Interferencia de rosca (cónica) | Propósito general, líneas de presión |
| UN/UNF/BSPP | Junta o junta tórica | Accesorios, conexiones hidráulicas |
| SAE ORB | Junta tórica en una ranura | Sistemas hidráulicos de alta presión |
Importancia de la precisión
Lograr un sellado perfecto comienza con un mecanizado preciso. En el mecanizado de roscas del cuerpo de la válvula, incluso las desviaciones menores en el paso, el ángulo o la profundidad pueden provocar fugas o fallas en la conexión bajo presión. Esta precisión es lo que separa un componente fiable de una responsabilidad.

Calibración y Control de Calidad
Verificar la geometría de la rosca es tan crítico como cortarla. Utilizamos calibres específicos para cada tipo de rosca. Por ejemplo, las roscas NPT requieren calibres de tapón L1 y L2 para verificar la profundidad de la conicidad, asegurando un acoplamiento adecuado de la rosca sin tocar fondo ni interferencias.
| Tipo de Calibre | Utilizado Para | Propósito |
|---|---|---|
| Calibre de Anillo | Roscas exteriores | Verificación Pasa/No Pasa para el diámetro de paso |
| Calibre de Tapón | Roscas Internas | Verificación Pasa/No Pasa para el diámetro de paso |
| Calibre NPT L1/L2 | Roscas Cónicas | Verifica la profundidad de acoplamiento adecuada |
Fresado de roscas vs. Roscado
Para roscas de mayor diámetro, a menudo recomiendo el fresado de roscas en lugar del roscado con macho. El roscado con macho a veces puede ejercer un alto par, lo que arriesga la rotura de la herramienta o la distorsión de la pieza. El fresado de roscas, que utiliza Interpolación Helicoidal10, ofrece un proceso más controlado.
Este método a menudo produce una calidad de rosca y un acabado superficial superiores. Un beneficio adicional es que una sola herramienta puede mecanizar varios tamaños de rosca con el mismo paso, ofreciendo flexibilidad en la producción, especialmente durante las operaciones de torneado CNC de roscas NPT.
Errores Comunes de Mecanizado
El exceso de conicidad en las roscas NPT es un problema frecuente que causa interferencia en el ensamblaje. Otro problema son los inicios de rosca dañados por una entrada incorrecta de la herramienta, lo que puede arruinar el sello. Finalmente, las rebabas que quedan en las crestas de las roscas impiden un asiento adecuado y deben eliminarse con cuidado.
Seleccionar el tipo de rosca correcto, ejecutarlo con precisión y verificarlo con los calibres adecuados son aspectos innegociables para los cuerpos de válvulas de alto rendimiento. Comprender los errores comunes y elegir el método de mecanizado óptimo, como el fresado de roscas para diámetros mayores, garantiza una conexión estanca y fiable.
Mecanizado de Superficies de Sellado: Ranuras para Juntas Tóricas, Caras de Brida y Asientos Metálicos
En la refrigeración líquida, la superficie de sellado lo es todo. Una sola imperfección microscópica puede provocar una falla catastrófica. El mecanizado de estas superficies en accesorios y válvulas CNC es una tarea donde la precisión no es solo un objetivo; es el único resultado aceptable. No hay margen de error.
Métodos clave de sellado
Principalmente encontramos tres tipos de sellos. Cada uno tiene requisitos de mecanizado únicos que impactan directamente en su rendimiento. Comprender estas distinciones es crucial para producir componentes fiables para sistemas de refrigeración líquida.
| Tipo de junta | Enfoque principal de mecanizado | Aplicación común |
|---|---|---|
| Ranura para junta tórica | Profundidad de la ranura y acabado superficial | Sellos estáticos entre mitades del cuerpo |
| Sello de compresión | Planitud y acabado superficial | Conexiones de junta o férula |
| Asiento metal-metal | Concentricidad y acabado superficial | Válvulas de bola de alta presión |
Tolerancias de ranura para junta tórica
Para las ranuras de junta tórica estándar AS568, controlar la profundidad de la ranura es fundamental. Mantenemos una tolerancia de ±0.05mm. El acabado de la superficie inferior debe ser Ra 1.6µm o mejor, sin marcas de herramienta que corran paralelas a la posible trayectoria de fuga.

El éxito de los accesorios y válvulas mecanizados por CNC para la refrigeración líquida depende de lograr superficies de sellado perfectas. Cada diseño exige un enfoque específico, desde las dimensiones precisas de una ranura para junta tórica hasta el acabado impecable de un asiento metal-metal. El compromiso no es una opción.
Mecanizado para alojamientos de juntas tóricas
Para las ranuras de las juntas tóricas, el objetivo es una compresión controlada. Una ranura demasiado profunda no comprime la junta tórica lo suficiente, creando una vía de fuga. Si es demasiado poco profunda, la junta tórica se aplasta, lo que lleva a una falla prematura. Por eso, la tolerancia de profundidad de ±0.05mm no es negociable.
Requisitos de asientos metal-metal
Los asientos metal-metal son los más exigentes. En una válvula de bola de asiento duro, el asiento debe tener una concentricidad con el orificio dentro de ±0.025mm. El acabado superficial debe ser excepcionalmente liso, típicamente entre Ra 0.2µm y 0.4µm. Aquí es donde los principios de Tribología11 se vuelven críticos.
Controles Geométricos Críticos
Lograr estas especificaciones requiere un control preciso de la trayectoria de la herramienta y estabilidad de la máquina. La geometría, ya sea un ángulo de 45 grados o un borde afilado, debe ser perfecta para crear una línea de contacto que soporte alta presión sin fugas.
| Característica | Control GD&T | Especificación típica |
|---|---|---|
| Fondo de la ranura de la junta tórica | Perfil de superficie | 0.05mm |
| Cara de la brida | Planitud | 0,02 mm |
| Ángulo del asiento metálico | Angularidad | ±0.1° |
| Asiento metálico al orificio | Concentricidad | 0.025mm |
El mecanizado de superficies de sellado es un proceso meticuloso. El éxito depende de alcanzar tolerancias estrictas para la profundidad de la ranura, el acabado superficial y los controles geométricos como la concentricidad. Estos detalles determinan la fiabilidad de los accesorios y válvulas mecanizados por CNC en cualquier aplicación de refrigeración líquida.
Pruebas de Fugas en Cuerpos de Válvula Mecanizados: Estándares y Métodos
Asegurar que el cuerpo de una válvula sea a prueba de fugas es innegociable, especialmente para accesorios y válvulas mecanizados por CNC para refrigeración líquida. Un defecto menor puede provocar una falla catastrófica del sistema. En PTSMAKE, confiamos en un enfoque estructurado para validar la integridad de cada componente que producimos.
Protocolos clave de prueba de fugas
Diferentes pruebas se dirigen a diferentes puntos de falla potenciales. Las pruebas hidrostáticas verifican la resistencia estructural del cuerpo, mientras que las pruebas neumáticas se centran en la eficacia del sello. Para las aplicaciones más críticas, se requieren métodos avanzados.
Parámetros de prueba comunes
Aquí hay una descripción general rápida de las pruebas estándar que empleamos para una prueba de presión típica de válvula de refrigeración líquida.
| Método de ensayo | Objetivo principal | Presión/Sensibilidad Típica |
|---|---|---|
| Presión Hidrostática | Integridad y Resistencia del Cuerpo | 1.5× Presión Nominal (10-15 bar) |
| Fuga Neumática del Asiento | Eficacia del Sello | Baja Presión (0.5-1 bar) |
| Espectrometría de Masas de Helio | Sellado Hermético | <1×10⁻⁶ mbar·L/s |
Aplicando el Método de Prueba Correcto
Elegir la prueba correcta es crucial para una detección eficaz de fugas en el cuerpo de la válvula. Cada método proporciona información diferente sobre el rendimiento de la pieza y es adecuado para etapas específicas de validación.
Prueba de Presión Hidrostática
Realizamos esta prueba para confirmar la integridad fundamental del cuerpo de la válvula. Al someter la pieza a 1.5 veces su presión nominal, típicamente 10-15 bar, y mantenerla durante 2-5 minutos, verificamos que no haya debilidades estructurales, porosidad o grietas del proceso de mecanizado.
Prueba Neumática de Fugas en el Asiento
Esta prueba se centra en la capacidad de sellado del asiento de la válvula. Utilizando aire a baja presión de 0.5-1 bar, verificamos fugas mediante una prueba de burbujas o midiendo la caída de presión diferencial. Siempre recomiendo usar nitrógeno seco para prevenir la contaminación por humedad dentro del componente.
Espectrometría de Masas de Helio12 para la Máxima Garantía
Para ensamblajes herméticamente sellados o aplicaciones de misión crítica, este es el estándar de oro. Detecta fugas miles de veces más pequeñas de lo que otros métodos pueden encontrar. Nos adherimos a un estricto criterio de aceptación de menos de 1×10⁻⁶ mbar·L/s, asegurando una contención total.
Una estrategia de prueba robusta combina estos métodos para garantizar el rendimiento. La prueba hidrostática valida el cuerpo, la prueba neumática confirma el sello y la espectrometría de helio asegura la integridad absoluta para las aplicaciones más exigentes, como las que se encuentran en sistemas de refrigeración líquida de alto rendimiento.
Desbarbado y limpieza de cuerpos de válvula: por qué es importante para la fiabilidad de la refrigeración
Mecanizar un cuerpo de válvula es solo la mitad de la batalla. La verdadera prueba de fiabilidad para los sistemas de refrigeración líquida proviene de los procesos posteriores al mecanizado. Las rebabas internas, especialmente en las intersecciones de orificios cruzados, son pequeños fragmentos de metal que pueden causar fallas catastróficas en el futuro.
El Problema con las Rebabas Internas
Estos fragmentos pueden desprenderse, bloqueando los canales de refrigerante o atascando los asientos de las válvulas. Si llegan a la bomba, pueden dañar los impulsores, lo que lleva a un apagado completo del sistema. Por eso, el enfoque en el desbarbado y la limpieza no es solo un control de calidad; es una parte fundamental de la fabricación de accesorios y válvulas mecanizados por CNC fiables para la refrigeración líquida.
Los Pasos Iniciales No Son Suficientes
El volteo o lavado estándar no eliminará estas rebabas internas. Se requiere un proceso dedicado de varios pasos para asegurar que cada pasaje interno esté perfectamente limpio y liso antes de que el cuerpo de la válvula sea ensamblado.
| Factor de riesgo | Consecuencia de un Mal Desbarbado |
|---|---|
| Obstrucción del flujo | Sobrecalentamiento y fallo del sistema |
| Atasco de la válvula | Incapacidad para controlar el flujo de refrigerante |
| Daño de la bomba | Reparaciones costosas y tiempo de inactividad del sistema |
| Contaminación | Vida útil reducida del refrigerante y los componentes |
Métodos avanzados de desbarbado y limpieza
La limpieza y el desbarbado efectivos del cuerpo de la válvula exigen técnicas especializadas. Para geometrías simples, el desbarbado manual con herramientas personalizadas puede alcanzar los pasajes internos. Sin embargo, para canales internos complejos, confiamos en métodos más avanzados para asegurar la eliminación completa de todas las rebabas.
Elección de la técnica adecuada
El desbarbado térmico (TEM) es excelente para geometrías internas intrincadas, ya que vaporiza las rebabas sin afectar las dimensiones de la pieza. Para piezas de alta precisión con tolerancias ajustadas, el desbarbado electroquímico (ECM) ofrece una solución sin contacto y altamente controlada que elimina el material ion por ion.
| Método de desbarbado | Lo mejor para | Nivel de precisión |
|---|---|---|
| Térmico (TEM) | Geometrías internas complejas | Alta |
| Electroquímico (ECM) | Tolerancias ajustadas, materiales sensibles | Muy alta |
| Chorro de agua a alta presión | Enjuague y limpieza de pasajes | Medio |
Verificación y Limpieza Final
Después del desbarbado, la limpieza es primordial. Nos adherimos a estándares como ISO 16232 para medir la contaminación por partículas. La limpieza ultrasónica en solventes especializados elimina cualquier micropartícula restante. La inspección final utilizando un Boroscopio13 nos permite verificar visualmente que cada pasaje interno está impecable, garantizando la limpieza de la pieza mecanizada por CNC requerida para sistemas de alta fiabilidad.
El desbarbado y la limpieza no son pasos opcionales; son esenciales para el rendimiento y la longevidad de cualquier sistema de refrigeración líquida. Una ejecución adecuada previene bloqueos, protege los componentes y asegura que todo el sistema funcione según lo diseñado, reflejando un compromiso con la verdadera calidad de fabricación.
Tratamiento superficial y recubrimiento para la compatibilidad con el refrigerante
Después del mecanizado, el acabado superficial es solo el principio. El tratamiento superficial adecuado del cuerpo de la válvula garantiza la fiabilidad a largo plazo en los sistemas de refrigeración líquida. Es un paso crítico que previene la corrosión, reduce la fricción y prolonga la vida útil de los accesorios y válvulas mecanizados por CNC para refrigeración líquida.
Tratamientos Superficiales Clave
La elección del tratamiento correcto depende completamente del material, el refrigerante y el entorno operativo. Cada opción ofrece beneficios específicos adaptados a diferentes demandas de aplicación, desde resistencia a la corrosión hasta protección contra el desgaste.
Procesos Protectores Comunes
A menudo aplicamos tratamientos como la pasivación para acero inoxidable o el anodizado duro para aluminio. Estos procesos son fundamentales para asegurar que las piezas funcionen como se espera durante toda su vida útil.
| Tratamiento | Material primario | Objetivo principal |
|---|---|---|
| Pasivación | Acero inoxidable | Elimina el hierro libre, mejora la resistencia a la corrosión |
| Anodizado (Tipo III) | Aluminio | Aumenta la dureza superficial y la resistencia al desgaste |
| Níquel químico | Copper, Brass | Crea una barrera protectora uniforme |
| Teflón/Xylan | Vástagos de Válvula | Reduce la fricción y previene el agarrotamiento |

La elección de un tratamiento de superficie para el cuerpo de una válvula nunca es arbitraria; es una decisión estratégica basada en la química y la mecánica del sistema. Por ejemplo, en un circuito de metales mixtos que contiene cobre y aluminio, un recubrimiento proactivo es esencial para prevenir problemas.
Seleccionar el tratamiento adecuado
El propio refrigerante es el factor más importante. Una mezcla de agua y glicol es conductiva y requiere protección contra la corrosión. En contraste, los fluidos dieléctricos no son conductivos, por lo que el aislamiento eléctrico del anodizado se vuelve más importante para prevenir el arqueo.
Adaptación del tratamiento a la aplicación
En nuestro trabajo en PTSMAKE, hemos descubierto que la pasivación de acero inoxidable 316L según ASTM A967 es estándar para la mayoría de los refrigerantes a base de agua. Elimina los contaminantes superficiales del mecanizado, que es una fuente común de óxido prematuro. Para cuerpos de aleación de cobre, Niquelado químico14 es mi recomendación principal para la refrigeración líquida. Crea una barrera completamente uniforme, a diferencia del electrochapado, que puede acumularse de manera desigual en formas complejas.
Esta uniformidad es crítica dentro de los intrincados pasajes de los Accesorios y Válvulas Mecanizados por CNC para Refrigeración Líquida. Para necesidades de baja fricción, como en los vástagos de las válvulas, una impregnación de teflón o un recubrimiento de Xylan reduce la fuerza de accionamiento y previene el agarrotamiento, especialmente después de largos períodos de inactividad.
| Tipo de refrigerante | Material común | Tratamiento recomendado | Beneficio clave |
|---|---|---|---|
| Agua-Glicol | Inoxidable 316L | Pasivación | Resistencia a la corrosión |
| Agua-Glicol | Aluminio | Anodizado Duro (Tipo III) | Dureza, Escudo contra la Corrosión |
| Agua-Glicol | Cobre/latón | Níquel químico | Capa de Barrera Uniforme |
| Fluido dieléctrico | Aluminio | Anodizado Duro (Tipo III) | Aislamiento eléctrico |
Elegir el tratamiento de superficie adecuado es crucial para prevenir fallos del sistema. La pasivación, el anodizado y los recubrimientos especializados mejoran directamente la durabilidad y fiabilidad de los componentes de refrigeración líquida, asegurando que cumplan con las expectativas de rendimiento durante toda su vida útil.
Diseño para la fabricabilidad: planos de cuerpos de válvula que encantan a los maquinistas
Un dibujo de cuerpo de válvula bien diseñado es más que un conjunto de instrucciones; es una herramienta de comunicación clara. Cuando los ingenieros aplican los principios de Diseño para la Fabricación (DFM), cierran la brecha entre la intención del diseño y la realidad de la producción, ahorrando tiempo y reduciendo costos. Este enfoque previene revisiones innecesarias y agiliza el proceso de mecanizado.
¿Por qué el DFM es importante para los cuerpos de válvula?
Un DFM eficaz anticipa los desafíos de fabricación. Para componentes complejos como los Accesorios y Válvulas Mecanizados por CNC para Refrigeración Líquida, pequeños ajustes de diseño pueden tener un impacto significativo. Pueden eliminar la necesidad de herramientas especializadas u operaciones secundarias, mejorando directamente la eficiencia y la calidad del componente.
Del Dibujo a la Pieza Terminada
Estos son los problemas comunes que vemos y sus soluciones DFM:
| Característica Problemática | Indicación DFM Optimizada |
|---|---|
| Esquinas internas afiladas | Radios de esquina generosos |
| Perforaciones profundas y estrechas (L/D > 4:1) | Relación longitud-diámetro reducida |
| Roscas no estándar | Roscas estándar específicas de la región (NPT/BSP) |
| Referencias ambiguas | Marco GD&T claro |

En PTSMAKE, frecuentemente asesoramos a los clientes sobre el diseño para la fabricación de válvulas mecanizadas. Cambios sencillos producen grandes beneficios. Por ejemplo, evitar perforaciones profundas con una relación longitud-diámetro superior a 4:1 elimina la necesidad de un costoso taladrado profundo. Las perforaciones más profundas a menudo conducen a un aumento de Desviación de la herramienta15, lo que puede comprometer la rectitud del orificio y la precisión general.
Áreas Clave de Optimización
Geometrías Internas
Especificar radios de esquina generosos en los bolsillos internos es crucial. Las esquinas afiladas no se pueden fresar y requieren mecanizado por descarga eléctrica (EDM), un proceso mucho más lento y costoso. Diseñar los puertos para que sean accesibles desde orientaciones de herramientas estándar también simplifica las configuraciones y reduce significativamente el tiempo de mecanizado.
Roscas y Tolerancias
El uso de roscas no estándar para una región específica, como BSP en un proyecto con sede en EE. UU., puede causar retrasos en el suministro. Igualmente importantes son las definiciones claras de los datos de referencia para el Dimensionamiento y Tolerancia Geométrica (GD&T), que eliminan la ambigüedad y aseguran que las piezas cumplan consistentemente los requisitos funcionales.
| Elección del diseño | Implicación del mecanizado |
|---|---|
| Esquina interior afilada | Requiere un proceso de EDM lento y costoso |
| Relación L/D > 4:1 | Necesita herramientas especializadas para taladrado de agujeros profundos |
| GD&T ambiguo | Riesgo de mala interpretación y piezas de desecho |
| Acceso a puerto estándar | Permite configuraciones más rápidas y rígidas |
Al centrarse en principios de DFM como la optimización de las profundidades de los orificios, el uso de roscas estándar y la provisión de un GD&T claro, se pueden crear planos de cuerpos de válvula que sean eficientes de producir. Estos pequeños ajustes conducen a menores costos, plazos de entrega más rápidos y piezas de mayor calidad.
Defectos comunes de mecanizado en cuerpos de válvula y cómo evitarlos
Los cuerpos de válvula utilizados en sistemas de refrigeración líquida deben ser impecables. Incluso pequeños errores en estos accesorios y válvulas mecanizados por CNC pueden causar fugas o fallas en el sistema. A menudo vemos problemas específicos que comprometen el rendimiento, pero con el enfoque correcto, son completamente prevenibles.
Orificios fuera de redondez
Una preocupación principal son los orificios que no son perfectamente circulares. Esto a menudo resulta de una estrategia de sujeción inadecuada, donde la presión del accesorio deforma ligeramente la pieza durante el mecanizado. Al soltarla, la pieza recupera su forma, dejando un orificio fuera de redondez que compromete el sellado.
Imperfecciones del acabado superficial
Otro problema común son las marcas de vibración (chatter marks) en las caras de sellado críticas. Estas pequeñas vibraciones, a menudo causadas por cortes interrumpidos o inestabilidad de la herramienta, crean una superficie rugosa. Esto impide un sellado perfecto, lo que provoca fugas con el tiempo y crea importantes problemas de calidad en las válvulas CNC.

Abordar los defectos de mecanizado del cuerpo de válvula requiere un proceso sistemático. No se trata solo de solucionar un problema; se trata de construir un proceso que los anticipe y prevenga. Nos centramos en identificar la causa raíz, implementar una detección precisa y refinar la estrategia de mecanizado para una fiabilidad a largo plazo.
Defectos comunes y soluciones
Comprender el origen de un defecto es el primer paso. Por ejemplo, las fallas de rosca a menudo se remontan a un simple desgaste de la herramienta que no fue monitoreado. Del mismo modo, la porosidad en una pieza fundida solo se convierte en un problema después de que comenzamos a mecanizarla, revelando vacíos ocultos. Cada defecto tiene una causa y una solución específicas.
| Defecto | Causa raíz | Método de Detección | Medidas correctoras |
|---|---|---|---|
| Orificios fuera de redondez | Sujeción insuficiente | CMM, Calibrado neumático | Rediseñar la fijación, usar llaves dinamométricas |
| Marcas de charla | Vibración de la herramienta, cortes interrumpidos | Perfilómetro de superficie | Ajustar velocidades/avances, usar herramientas rígidas |
| Fallas de rosca | Desgaste de la herramienta | Calibre Pasa/No Pasa | Implantar la gestión de la vida útil de las herramientas |
| Rebabas internas | Operaciones de taladrado transversal | Inspección con boroscopio | Añadir ciclo de desbarbado, usar herramientas especiales |
| Porosidad | Mala calidad de fundición | Prueba visual, de presión | Mejorar el proceso de fundición, cribar las piezas en bruto |
| Deriva dimensional | Expansión térmica, desgaste de la herramienta | Sondeo en curso | Implementar compensación de herramienta, gestionar refrigerante |
También prestamos mucha atención a la deriva dimensional durante las tiradas de producción largas. Los cambios en la temperatura de la máquina y el desgaste gradual de la herramienta pueden hacer que las dimensiones de las piezas se salgan lentamente de las especificaciones. Esto requiere un control de proceso robusto y experiencia en Metrología Dimensional16 para mantener la consistencia desde la primera pieza hasta la última.
Prevenir defectos en el cuerpo de la válvula requiere una comprensión profunda de las causas raíz, desde las fuerzas de sujeción hasta la deriva térmica. El uso de métodos de detección precisos y un control de proceso proactivo es esencial para garantizar la fiabilidad de los accesorios y válvulas mecanizados por CNC para sistemas de refrigeración líquida.
Del prototipado a la producción: escalando la fabricación de cuerpos de válvula
Escalar un nuevo diseño de cuerpo de válvula desde un único prototipo hasta la producción completa requiere un enfoque por fases. Cada etapa aborda diferentes objetivos, desde la validación del diseño hasta la optimización de costos y la repetibilidad en grandes volúmenes. Este camino es crucial para el éxito del proyecto.
La Fase de Prototipado (1-10 Piezas)
La etapa inicial se centra en la velocidad y la validación del diseño. Normalmente utilizamos centros de 5 ejes o de fresado-torneado para mecanizar piezas a partir de barras macizas. Esto permite una iteración rápida, con plazos de entrega de 2 a 3 semanas, lo que posibilita ajustes rápidos basados en los comentarios de las pruebas.
De Piloto a Producción (10-10,000+ Piezas)
A medida que aumenta el volumen, la estrategia cambia. La tirada piloto introduce utillajes de grado de producción y trayectorias de herramienta optimizadas. La producción completa exige sujeciones de trabajo dedicadas, tiempos de ciclo minimizados y sistemas de control de calidad robustos para garantizar la consistencia en miles de piezas.

Ir más allá de los prototipos iniciales introduce decisiones críticas sobre los métodos de fabricación. La elección correcta impacta directamente en el costo unitario, el tiempo de entrega y la calidad de la pieza. Comprender estas compensaciones es clave para escalar eficazmente productos como los Accesorios y Válvulas Mecanizados por CNC para Refrigeración Líquida.
Elegir el Camino Correcto
Una consideración principal es la transición del mecanizado a partir de material sólido a la fundición a la cera perdida. Para volúmenes más bajos, el mecanizado a partir de barras es más rápido y evita altos costos de herramientas. A medida que las cantidades superan unos pocos miles de unidades, el costo inicial de las herramientas de fundición se compensa con un menor desperdicio de material y un tiempo de mecanizado reducido.
| Volumen | Método primario | Ventajas clave |
|---|---|---|
| 1-100 unidades | Totalmente mecanizado a partir de sólido | Velocidad, sin costo de herramientas |
| 100-2,000 unidades | Mecanizado optimizado | Tiempo de ciclo reducido |
| 2,000-10,000+ unidades | Fundición a la cera perdida + Mecanizado | Menor costo unitario |
Para volúmenes extremadamente altos, evaluamos la automatización multihusillo para reducir aún más los tiempos de ciclo. La garantía de calidad también madura desde la inspección del primer artículo en la fase piloto hasta el uso de Control estadístico de procesos17 durante la producción completa, lo que nos ayuda a monitorear y controlar el proceso de fabricación en tiempo real.
El escalado exitoso de la fabricación de cuerpos de válvulas depende de una transición estratégica desde el prototipado flexible hasta la producción en masa optimizada. Elegir los procesos correctos, como la fundición o la automatización, e implementar controles de calidad robustos son fundamentales para lograr la rentabilidad y la consistencia en grandes volúmenes.
Estándares regulatorios y de la industria para válvulas de refrigeración de centros de datos
En la refrigeración líquida de centros de datos, los estándares no son solo recomendaciones; son la base para la fiabilidad y la interoperabilidad. Adherirse a ellos garantiza que cada componente, especialmente los Accesorios y Válvulas Mecanizados por CNC para Refrigeración Líquida, funcione como se espera en condiciones exigentes. Este marco previene fallas costosas y asegura la compatibilidad del sistema.
Organismos Rectores Clave
Varias organizaciones publican estándares críticos para la fabricación de válvulas. Grupos como ASME, ANSI y Open Compute Project (OCP) proporcionan las directrices específicas que seguimos. Estas reglas dictan todo, desde la resistencia del material hasta las dimensiones precisas de un puerto de conexión, influyendo directamente en el proceso de mecanizado.
Por qué importan los estándares
Seguir estos estándares garantiza que una válvula pueda manejar la presión y la temperatura del sistema, se conecte sin problemas con otros componentes y funcione de manera segura. Para fabricantes como nosotros en PTSMAKE, esto significa traducir especificaciones complejas en piezas físicas precisas en las que nuestros clientes pueden confiar completamente.

Comprender el panorama de los estándares de válvulas para centros de datos requiere distinguir entre regulaciones obligatorias y mejores prácticas de la industria. Esta distinción guía nuestro enfoque de fabricación, asegurando tanto el cumplimiento como el rendimiento para componentes de misión crítica.
Estándares Obligatorios vs. Recomendados
Las certificaciones de seguridad como UL 1995 suelen ser obligatorias para equipos electrónicos, incluidos los sistemas de refrigeración. En contraste, los estándares de ASHRAE TC 9.9 u OCP se consideran típicamente mejores prácticas impulsadas por la industria. Sin embargo, los principales operadores de centros de datos a menudo exigen el cumplimiento de OCP para la interoperabilidad, convirtiéndolo en un requisito de facto para los proveedores.
Impacto en los Requisitos de Mecanizado
Estos estándares tienen un impacto directo y significativo en los procesos de fabricación. Por ejemplo, ANSI/FCI 70-2 define las clases de fuga del asiento de la válvula. Lograr un cierre de Clase VI requiere tolerancias extremadamente ajustadas en las superficies mecanizadas, algo en lo que nos enfocamos intensamente. Los estándares OCP para interfaces de rack especifican dimensiones exactas para acoplamientos UQD/BMQC. Cada ubicación de puerto, tamaño de rosca y superficie debe adherirse a un específico Dato18 para asegurar un ajuste perfecto entre equipos de diferentes proveedores.
La siguiente tabla resume los estándares clave:
| Estándar | Área de interés | Implicación del mecanizado |
|---|---|---|
| ASME B16.34 | Clasificaciones de Presión-Temperatura de Válvulas | Especifica los requisitos de resistencia del material y espesor de pared. |
| ANSI/FCI 70-2 | Fuga del Asiento de Válvula de Control | Dicta el acabado superficial y la tolerancia para las superficies de sellado. |
| OCP V3 UQS | Interfaces de Rack y Colector | Define dimensiones precisas, ubicaciones de puertos y tamaños de rosca. |
| UL 1995 | Seguridad de equipos de refrigeración | Rige la selección de materiales y el diseño de seguridad eléctrica. |
Finalmente, un sistema de calidad robusto como ISO 9001 es esencial. Proporciona el marco para asegurar que podemos producir consistentemente piezas que cumplan con todas estas exigentes especificaciones.
Adherirse a estándares como ASME, ANSI y OCP es crucial para la seguridad y fiabilidad de los sistemas de refrigeración de centros de datos. Estas regulaciones influyen directamente en los requisitos de mecanizado de precisión, asegurando que cada válvula y accesorio funcione sin fallos y se integre perfectamente dentro de la infraestructura.

Descubra cómo esta calidad superficial optimiza el flujo de fluidos y mejora la eficiencia de los sistemas de refrigeración de alto rendimiento. ↩
Comprender este fenómeno ayuda a prevenir daños en las válvulas y asegura la estabilidad del sistema a largo plazo en aplicaciones de alto flujo. ↩
Comprenda cómo este proceso electroquímico degrada los componentes y aprenda estrategias de prevención efectivas para sistemas de metales mixtos. ↩
Comprenda cómo esta tolerancia geométrica es crítica para el rendimiento de sellado a alta presión. ↩
Comprenda cómo este fenómeno de fricción estática impacta los sistemas de control de fluidos de precisión y la longevidad de los componentes. ↩
Explore cómo esta tolerancia geométrica asegura una alineación perfecta y previene fugas en sistemas de fluidos de alto rendimiento. ↩
Comprender la histéresis ayuda a optimizar el rendimiento de reasentamiento de la válvula y la eficiencia del sistema. ↩
Aprenda cómo esta tecnología de control permite un movimiento de herramienta ultrapreciso en el mecanizado complejo de 5 ejes. ↩
Aprenda cómo este proceso mejora las propiedades del material para componentes de válvulas de alto rendimiento. ↩
Comprender este movimiento central de CNC ayuda a especificar operaciones de mecanizado avanzadas para una calidad de rosca superior. ↩
Explore cómo la tribología ayuda a crear sellos metal-metal duraderos y sin fugas mediante la gestión de la fricción y el desgaste microscópicos. ↩
Comprenda cómo este método proporciona la mayor sensibilidad para detectar fugas microscópicas en sistemas sellados críticos. ↩
Aprenda cómo esta herramienta permite la inspección visual no destructiva de características internas críticas y de difícil acceso. ↩
Comprenda cómo este proceso de recubrimiento uniforme protege geometrías internas complejas en componentes de control de fluidos de precisión. ↩
Comprender la deflexión de la herramienta ayuda a predecir y prevenir imprecisiones dimensionales, especialmente para características profundas o de paredes delgadas. ↩
Explore cómo la ciencia de la medición garantiza la conformidad y la calidad de las piezas en la fabricación. ↩
Comprenda cómo este método basado en datos garantiza una calidad constante en la fabricación de alto volumen. ↩
Comprender el papel de un datum es clave para lograr las tolerancias geométricas precisas requeridas en componentes de alto rendimiento. ↩






