

Stoßen Ihre KI-Racks auch nach dem Upgrade auf Flüssigkeitskühlung immer noch auf thermische Engpässe? Das Problem liegt möglicherweise nicht an Ihren Kühlplatten oder Ihrer CDU. Es könnte der Verteiler sein, der unbemerkt Hotspots, Druckungleichgewichte und Pumpenbelastung in Ihrer gesamten Bereitstellung verursacht.
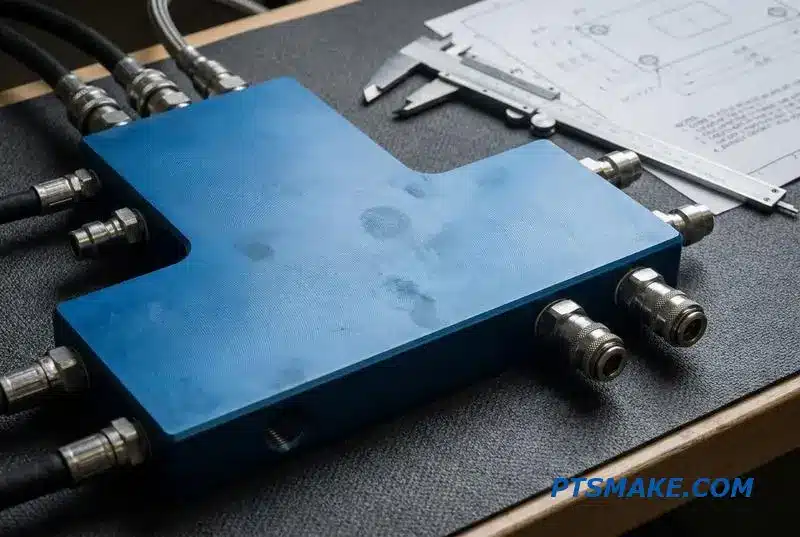
Kundenspezifische CNC-gefräste Verteiler bieten Flüssigkeitskühlsystemen in Rechenzentren einen ausgewogenen Durchfluss, leckagefreie Anschlussflächen und präzise Abmessungen, die Standardteile nicht liefern können. Sie sind der Verteilungsknotenpunkt, der entscheidet, ob jeder Server in einem Rack mit hoher Dichte das benötigte Kühlmittel erhält.

Ich habe Jahre damit verbracht, Ingenieurteams dabei zu helfen, von generischen Verteilern zu kundenspezifischen CNC-Lösungen zu wechseln, und der Leistungsunterschied ist real. In diesem Leitfaden führe ich Sie durch die Konstruktions-, Material- und Bearbeitungsdetails, die einen zuverlässigen Verteiler von einem unterscheiden, der später Probleme verursacht.
Ihr Flüssigkeitskühlsystem ist nur so stark wie seine Flüssigkeitsverteilung
Bei der Kühlung von Rechenzentren stehen oft Kaltplatten und Kühlmittelverteilungseinheiten (CDUs) im Mittelpunkt. Die wahre Leistung des Systems hängt jedoch von einer weniger beachteten Komponente ab: dem Flüssigkeitskühlverteiler. Dies ist die zentrale Schnittstelle, die einen ausgewogenen Kühlmittelfluss zu jedem Server gewährleistet.
Die kritische Verteilungszentrale
Stellen Sie sich den Verteiler als das Herzstück des Flüssigkeitsnetzwerks Ihres Racks vor. Ein schlecht konstruierter Verteiler führt zu ungleichmäßigem Fluss, was zu Hotspots, Druckungleichgewichten und einer reduzierten Pumpeneffizienz führt. Die gesamte Kühlstrategie kann von der Fähigkeit dieses einzelnen Teils, die Flüssigkeit gleichmäßig zu verteilen, abhängen.
Folgen eines schlechten Verteilerdesigns
Selbst die leistungsstärkste CDU ist nutzlos, wenn das Kühlmittel sein Ziel nicht effektiv erreicht. Die folgende Tabelle hebt die Risiken hervor, die mit einer unzureichenden Durchflussverteilung des Rack-Verteilers verbunden sind.
| Ausgabe | Auswirkungen auf das System |
|---|---|
| Durchflussungleichgewicht | Hotspots und Server-Drosselung |
| Hoher Druckabfall | Erhöhter Pumpenstromverbrauch |
| Lecks | Katastrophaler Geräteausfall |

Effektives Verteilerdesign geht über einfache Verrohrung hinaus. Es erfordert ein tiefes Verständnis dafür, wie die interne Geometrie die systemweite Leistung beeinflusst. Bei PTSMAKE konzentrieren wir uns auf Präzisionsbearbeitung, um optimierte Strömungswege zu schaffen, die den Druckabfall minimieren und eine gleichmäßige Verteilung gewährleisten.
Materialauswahl und Leistung
Die Materialwahl für Flüssigkeitskühlungsverteiler ist entscheidend. Sie beeinflusst nicht nur die Wärmeleitfähigkeit und Haltbarkeit, sondern auch die Fertigungskomplexität und die Kosten. Aluminium ist wegen seiner Ausgewogenheit üblich, aber Kupfer oder sogar spezielle Polymere könnten für bestimmte Anwendungen besser geeignet sein.
| Material | Hauptvorteil | Gemeinsame Bewerbung |
|---|---|---|
| Aluminium (6061) | Kostengünstig, gute thermische Eigenschaften | Allgemeine Rechenzentren |
| Kupfer | Hervorragende Wärmeleitfähigkeit | Hochleistungsrechnen |
| PPS/PEEK | Korrosionsbeständigkeit, leicht | Raue Umgebungen |
Die Rolle der Präzision in der Strömungsdynamik
Die internen Kanäle eines Verteilers müssen perfekt sein. Jegliche Grate oder Oberflächenfehler durch die Bearbeitung können den Fluss stören. Hier kommen die Prinzipien der Fluiddynamik1 entscheidend zum Tragen. Das Erreichen eines laminaren Flusses und die Vermeidung von Turbulenzen erfordern extrem enge Toleranzen, was ein Kernpunkt unseres Fertigungsprozesses ist.
Ein gut konstruierter Flüssigkeitskühlungsverteiler ist das Rückgrat eines zuverlässigen DLC-Systems. Sein Design, Material und seine Fertigungspräzision sind keine Nebensächlichkeiten; sie sind grundlegend, um einen ausgewogenen Fluss zu erreichen, Hotspots zu verhindern und die gesamte Betriebseffizienz für das gesamte Rack zu gewährleisten.
In-Rack- vs. Reihenbasierte Verteiler — Welche Architektur passt zu Ihrer Bereitstellung
Die Wahl der richtigen Architektur für Flüssigkeitskühlungsverteiler ist eine entscheidende Entscheidung. Die beiden primären Konfigurationen, In-Rack und reihenbasiert, dienen unterschiedlichen Anforderungen. Ihre Wahl beeinflusst Effizienz, Skalierbarkeit und Wartung über den gesamten Lebenszyklus des Systems. Lassen Sie uns die Grundlagen jedes Ansatzes aufschlüsseln.
In-Rack-Verteilersysteme
In-Rack-Verteiler werden direkt innerhalb oder auf einem Server-Rack montiert, entweder vertikal oder horizontal. Dieses Design bietet eine gezielte Flüssigkeitskühlung für hochdichte Komponenten innerhalb eines einzelnen Gehäuses. Es ist eine ideale Lösung für Implementierungen, bei denen bestimmte Racks extreme Wärmelasten aufweisen.
Reihenbasierte Verteilersysteme
Reihenbasierte Systeme versorgen mehrere Racks von einem zentralen Verteilungspunkt aus. Diese Baugruppen verlaufen entweder oberhalb oder unterhalb des Bodens und schaffen so eine besser organisierte Infrastruktur für große Rechenzentren. Diese Architektur ist auf Einheitlichkeit und Skalierbarkeit über ganze Reihen hinweg ausgelegt.
| Verteilerart | Bester Anwendungsfall |
|---|---|
| Im Rack | Hochdichte Einzelracks |
| Reihenbasiert | Große, einheitliche Bereitstellungen |

Wenn wir über die grundlegenden Definitionen hinausgehen, werden die praktischen Kompromisse deutlich. Die Entscheidung zwischen einem In-Rack- oder reihenbasierten Verteiler für Ihr Rechenzentrum erfordert ein Abwägen von Zugänglichkeit, Platz und zukünftigem Wachstum.
Wartung und Zugänglichkeit
Die Flüssigkeitskühlung mit In-Rack-Verteiler ist pro Rack einfach zu warten. Techniker können ein einzelnes Rack isolieren, ohne andere zu stören. Bei einer großen Bereitstellung kann die Verwaltung Hunderter einzelner Verteiler jedoch komplex und zeitaufwändig werden.
Reihenbasierte Systeme zentralisieren die Hauptanschlüsse, was die Wartung und Überwachung im großen Maßstab vereinfachen kann. Die Herausforderung hierbei ist, dass jede Arbeit am Hauptverteiler eine ganze Reihe von Racks beeinträchtigen könnte, was eine besser koordinierte Ausfallzeit erfordert.
Skalierbarkeit und Platznutzung
Eine Debatte über vertikale vs. horizontale Verteiler-DLC konzentriert sich oft auf den Platz innerhalb des Racks. Beide Konfigurationen verbrauchen wertvollen Rack-U-Platz. Obwohl effektiv, kann dies eine Einschränkung sein. Reihenbasierte Systeme hingegen bewahren diesen Platz, indem sie Überkopf- oder Unterflurkanäle nutzen.
Aus diesem Grund ist die reihenbasierte Architektur für Hyperscale-Bereitstellungen von Natur aus skalierbarer. Sie ermöglicht eine vorhersehbare, modulare Erweiterung. Bei PTSMAKE stellen wir fest, dass die meisten Flüssigkeitskühlungsverteiler kundenspezifisch konfiguriert werden, da Standardlösungen selten perfekt passen. Präzisions-CNC-Bearbeitung ermöglicht es uns, Verteiler zu erstellen, die exakte Anforderungen an Durchfluss, Druck und Anschlüsse erfüllen und Probleme wie Kavitation2.
| Merkmal | In-Rack-Verteiler | Reihenbasierter Verteiler |
|---|---|---|
| Raumnutzung | Verbraucht wertvollen Rack-U-Platz | Nutzt den Raum über Kopf oder unter dem Boden |
| Skalierbarkeit | Pro Rack, granulare Erweiterung | Hoch, für ganze Reihen oder Pods |
| Wartung | Isoliert, einfacher für ein einzelnes Rack | Zentralisiert, kann die gesamte Reihe beeinflussen |
Letztendlich hängt die Wahl vom Umfang und der Dichte Ihrer Bereitstellung ab. In-Rack-Verteiler bieten eine präzise, lokalisierte Kühlung für Hochleistungs-Racks, während reihenbasierte Systeme einen skalierbaren, organisierten Rahmen für große Rechenzentren bieten. Beide erfordern eine sorgfältige Planung, um eine optimale Leistung zu gewährleisten.
Warum Standardverteiler für KI-Racks mit hoher Dichte unzureichend sind
Standard-Flüssigkeitskühlungsverteiler sind einfach nicht für die Anforderungen moderner KI-Infrastrukturen ausgelegt. Systeme wie der NVIDIA NVL72 erzeugen immense Wärme und erfordern Kühllösungen, die alles andere als Standard sind. Komponenten von der Stange erzeugen Leistungsengpässe und Zuverlässigkeitsrisiken.
Die Anpassungslücke
Komponenten von der Stange folgen einem Einheitsansatz. Hochdichte KI-Racks erfordern jedoch präzise Spezifikationen für eine optimale Leistung. Jede Abweichung kann den gesamten Kühlkreislauf beeinträchtigen.
Standard- vs. kundenspezifische Verteiler
| Merkmal | Verteiler von der Stange | Kundenspezifischer CNC-Verteiler |
|---|---|---|
| Portabstand | Festes, generisches Layout | Abgestimmt auf spezifische Server-Blades |
| Durchflussmenge | Standard, oft unzureichend | Optimiert für Hochleistungs-GPUs |
| Material | Allzweck-Aluminium/Kunststoff | Ausgewählt für Kühlmittelkompatibilität |
| Formfaktor | Passt zu Standard-Racktiefen | Entwickelt für jede kundenspezifische Rackgröße |
Diese Lücke verdeutlicht, warum ein kundenspezifischer Ansatz für unternehmenskritische KI-Hardware unerlässlich ist.

Die Grenzen von Standardverteilern werden bei der Integration deutlich. Ich habe Projekte gesehen, die sich verzögerten, weil ein Standardteil den falschen Anschlussgewindetyp hatte, was zu Lecks unter Druck führte. Andere scheiterten, weil die Anzahl der Anschlüsse für die Anzahl der GPUs in einem einzigen Gehäuse unzureichend war.
Anforderungen an Racks mit hoher Dichte erfüllen
KI-Rechenzentren verwenden oft nicht-standardisierte Racktiefen, um komplexe Verkabelungen und Hardware unterzubringen. Ein Standardverteiler mit dem falschen Formfaktor kann den Luftstrom behindern oder verhindern, dass die Racktür schließt. Dies ist ein häufiges, aber mit einem kundenspezifischen Design leicht vermeidbares Problem.
Kritische Diskrepanzen und Lösungen
Hochleistungs-Kühlmittelverteileinheiten (CDUs) arbeiten mit Drücken, die Standardverteiler nicht bewältigen können. Diese Diskrepanz führt zu katastrophalen Ausfällen. Der erforderliche Volumenstrom3 für einen 140kW+-Cluster ist etwas, wofür Standardteile nicht getestet sind. Die CNC-Bearbeitung löst diese Probleme, indem sie eine vollständige Designkontrolle ermöglicht.
| Problem der Nichtübereinstimmung | Konsequenz | CNC-Bearbeitungslösung |
|---|---|---|
| Falsche Anschlussgewinde | Lecks, Systemausfallzeiten | Präzises Gewindefräsen (NPT, BSPP, etc.) |
| Geringe Druckfestigkeit | Verteilerversagen, Kühlmittelaustritt | Dickere Wände, Materialverstärkung |
| Falscher Formfaktor | Installation unmöglich | Kundenspezifische Abmessungen für jeden Raum |
Bei PTSMAKE bearbeiten wir Flüssigkeitskühlungsverteiler nach exakten Spezifikationen und stellen sicher, dass jeder Parameter den Anforderungen der Anwendung entspricht.
Standardverteiler sind in hochdichten KI-Systemen ein Risiko. Ihr generisches Design erfüllt nicht die spezifischen Anforderungen an Durchfluss, Druck und Abmessungen. Kundenspezifische CNC-gefräste Flüssigkeitskühlungsverteiler bieten die einzige zuverlässige Lösung, die Leistung gewährleistet und kostspielige Ausfälle verhindert.
Edelstahl, Aluminium oder Kupfer — Materialauswahl des Verteilers basierend auf Kühlmittel und Umgebung
Die Wahl des richtigen Materials für Flüssigkeitskühlungsverteiler ist eine kritische Entscheidung, die sich direkt auf die Systemzuverlässigkeit auswirkt. Die Auswahl geht über die thermische Leistung hinaus und erstreckt sich auf die chemische Verträglichkeit mit Kühlmitteln und die Betriebsumgebung. Jedes Material bietet ein einzigartiges Gleichgewicht aus Kosten, Gewicht und Haltbarkeit.
Optionen für Primärmaterial
Edelstahl, Aluminium und Kupfer sind die gängigsten Optionen. Obwohl Kupfer eine überlegene Wärmeleitfähigkeit bietet, ist diese Eigenschaft oft nicht die primäre Anforderung an einen Verteiler, der hauptsächlich als Verteilungszentrum für das Kühlmittel dient.
Überblickender Vergleich
Die beste Wahl hängt von Ihren spezifischen Systemanforderungen ab, einschließlich der Art des verwendeten Kühlmittels und anderer Metalle, die im Kühlkreislauf vorhanden sind.
| Material | Hauptvorteil | Hauptüberlegung |
|---|---|---|
| Rostfreier Stahl | Korrosionsbeständigkeit | Höhere Kosten/Gewicht |
| Aluminium | Leicht und kostengünstig | Korrosionsanfälligkeit |
| Kupfer | Wärmeleitfähigkeit | Hohe Kosten & Gewicht |

Detaillierte Materialanalyse
Bei PTSMAKE beraten wir Kunden häufig bei dieser Entscheidung für Anwendungen, die von Rechenzentren bis hin zu Industriemaschinen reichen. Die optimale Wahl basiert selten auf einer einzelnen Eigenschaft, sondern auf einer ganzheitlichen Betrachtung des Systemdesigns und der langfristigen Ziele.
Rostfreier Stahl (304/316)
Für die meisten hochzuverlässigen Systeme ist Edelstahl 304 oder 316 der Industriestandard. Er ist hochgradig korrosionsbeständig und mit nahezu allen gängigen Kühlmitteln kompatibel, einschließlich deionisiertem Wasser und Glykolgemischen. Dies macht einen Flüssigkeitskühlverteiler aus Edelstahl zu einer sicheren, langlebigen Wahl für kritische Anwendungen.
Aluminium
Aluminium ist eine ausgezeichnete Option, wenn Gewicht und Kosten die Hauptfaktoren sind. Seine Verwendung erfordert jedoch ein sorgfältiges Systemdesign aufgrund seiner Anfälligkeit für galvanische Korrosion4, insbesondere in Verbindung mit Kupferkomponenten wie Kühlplatten. Für eine ordnungsgemäße Kühlmittelkompatibilität von Aluminiumverteilern müssen Glykol-Wasser-Gemische spezifische Korrosionsinhibitoren enthalten.
Kupfer
Obwohl Kupfer der beste Wärmeleiter ist, ist es selten die beste Wahl für einen Verteiler. Seine Hauptfunktion ist die Flüssigkeitsverteilung, nicht die Wärmeableitung. Die hohen Kosten und das Gewicht von Kupfer machen es oft zu einer unnötigen Ausgabe für diese Komponente des Kühlkreislaufs.
Wechselwirkungen zwischen Kühlmittel und Dichtung
Ihre Kühlmittelwahl bestimmt das Dichtungsmaterial. Standardkühlmittel funktionieren gut mit einem EPDM-Dichtungsverteiler, aber aggressive dielektrische Flüssigkeiten erfordern ein robusteres Material wie FKM (Viton), um Lecks und Degradation im Laufe der Zeit zu verhindern.
| Kühlmittel Typ | Empfohlene Dichtung | Wichtigste Überlegung |
|---|---|---|
| Wasser/Glykol | EPDM | Stellen Sie sicher, dass Inhibitoren mit Aluminium verwendet werden. |
| Dielektrische Flüssigkeit | FKM (Viton) | Überprüfen Sie die Flüssigkeitskompatibilität mit der spezifischen FKM-Qualität. |
Ihre Materialwahl für Flüssigkeitskühlverteiler muss Kosten, Leistung und chemische Kompatibilität ausbalancieren. Edelstahl bietet die höchste Zuverlässigkeit, während Aluminium eine leichtere, kostengünstige Option ist, die ein sorgfältiges Kühlmittelmanagement erfordert, um Korrosion zu verhindern und die Systemlebensdauer zu gewährleisten.
Wie die CNC-Bearbeitung Verteilerdesigns ermöglicht, die geschweißte Baugruppen nicht erreichen können
Beim Entwurf von Fluidsystemen, insbesondere für Anwendungen wie Flüssigkeitskühlverteiler, ist die Wahl zwischen einer geschweißten Baugruppe und einem CNC-gefrästen Block entscheidend. Geschweißte Verteiler mögen einfach erscheinen, bergen aber erhebliche Leistungsrisiken. Die interne Schweißnaht stört den Fluss und schafft Bereiche, in denen sich Verunreinigungen ansammeln können.
Die verborgenen Mängel geschweißter Verteiler
Geschweißte Rohrverteiler leiden unter inhärenten Nachteilen, die die Systemintegrität beeinträchtigen können. Die innere Schweißnaht ist ein großes Problem, da sie Turbulenzen und potenzielle Druckabfälle erzeugt. Diese Unregelmäßigkeit erschwert auch die vollständige Spülung des Systems, wodurch Partikel eingeschlossen werden, die empfindliche nachgeschaltete Komponenten im Laufe der Zeit beschädigen können.
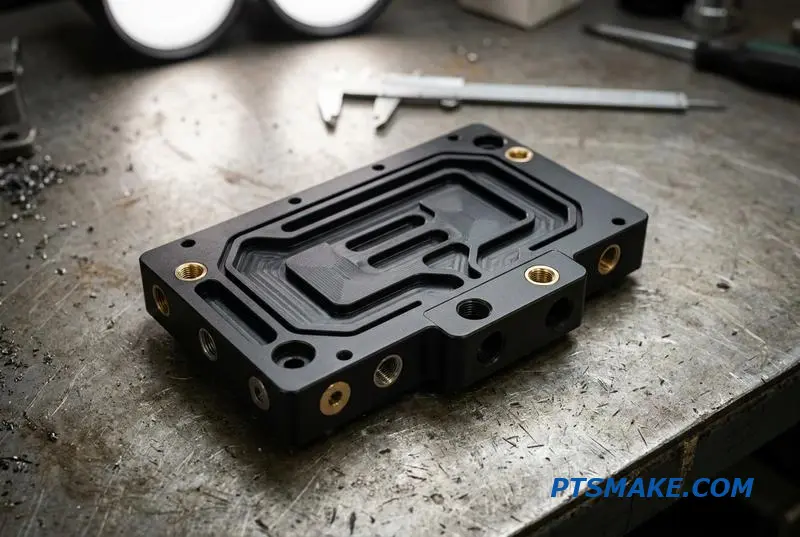
Warum CNC-Bearbeitung überlegen ist
Im Gegensatz dazu bieten CNC-gefräste Blockverteiler eine überlegene Alternative. Durch das Fräsen von Fluidkanälen aus einem massiven Materialblock erzielen wir perfekt glatte Innenbohrungen. Dies eliminiert Strömungsdiskontinuitäten und Kontaminationsrisiken und gewährleistet von Anfang an optimale Leistung und Systemsauberkeit.
Merkmalsvergleich: CNC vs. Geschweißt
| Merkmal | CNC-gefräster Verteiler | Geschweißter Rohrverteiler |
|---|---|---|
| Innenoberfläche | Glatte, durchgehende Bohrung | Raue innere Schweißnaht |
| Fließweg | Optimierter, laminarer Fluss | Turbulenter, gestörter Fluss |
| Kontaminationsrisiko | Minimal | Hoch (Partikelfallen) |
| Leckstellen | Minimiert (einzelner Block) | Mehrere (an jeder Schweißnaht) |
Ein einteiliger CNC-Verteiler bietet unübertroffene Designfreiheit. Wir können komplexe, multidirektionale Kanäle und zahlreiche Anschlüsse in einen einzigen, kompakten Block integrieren. Dieser Ansatz reduziert die Anzahl potenzieller Leckstellen im Vergleich zu einer Baugruppe mit mehreren Schweißverbindungen drastisch, was die allgemeine Systemzuverlässigkeit erhöht.
Erzielung unübertroffener Präzision
Die Präzision der CNC-Bearbeitung ist ein entscheidender Vorteil. Bei PTSMAKE halten wir den Anschlussabstand konstant innerhalb von ±0,05 mm. Dieses Maß an Genauigkeit ist mit manuellem Schweißen und Anpassen nahezu unmöglich zu erreichen, was eine perfekte Ausrichtung und konsistente Leistung über alle Verbindungen im System hinweg gewährleistet.
Der Einfluss auf die Fluiddynamik
Glatte, präzise bearbeitete Kanäle fördern ein vorhersagbares Fluidverhalten. Das Verständnis das Bernoulli-Prinzip5 veranschaulicht, wie Inkonsistenzen beim Schweißen unerwünschte Druck- und Geschwindigkeitsvariationen verursachen können. Ein CNC-bearbeiteter Verteiler gewährleistet einen stabilen Fluss, was für eine effiziente Flüssigkeitsverteilung in Rechenzentren und andere sensible Anwendungen entscheidend ist.
Eine Hybridlösung
Für bestimmte Designs bietet ein Hybridansatz einen praktischen Kompromiss. Wir können einen zentralen Anschlussblock, der die kritischsten Verbindungen beherbergt, CNC-bearbeiten und anschließend Rohrerweiterungen daran schweißen. Dies kombiniert die Präzision eines bearbeiteten Blocks mit der Flexibilität von geschweißten Rohren für einfachere Abschnitte.
Die CNC-Bearbeitung liefert überlegene Verteilerdesigns, indem sie glatte interne Wege schafft, komplexe Geometrien in einem einzigen Block ermöglicht und hohe Präzision gewährleistet. Diese Methode überwindet die Flussstörungen, Kontaminationsrisiken und Inkonsistenzen, die bei geschweißten Baugruppen auftreten, und steigert die Systemleistung und -zuverlässigkeit.
Kreuzgebohrte Anschlüsse und interne Strömungswege — Die Bearbeitungsherausforderung, die in jedem Verteiler verborgen ist
Die Leistung von Flüssigkeitskühlverteilern hängt von ihrer internen Geometrie ab. Quergebohrte Anschlüsse und komplexe Strömungswege sind unerlässlich, stellen jedoch erhebliche Bearbeitungsherausforderungen dar. Diese Merkmale sind oft nicht sichtbar, aber entscheidend für die Systemzuverlässigkeit und -effizienz.
Das Problem tiefer Löcher
Das Bohren eines tiefen Lochs ist nicht einfach. Wenn das Länge-zu-Durchmesser-Verhältnis (L/D) 20:1 überschreitet, stoßen Standardbohrer an ihre Grenzen. Die Spanabfuhr wird zu einem großen Problem, was zu Werkzeugbruch und einer schlechten Oberflächengüte im Inneren des Verteilers führt.
Sich kreuzende Bohrungen und Grate
Jede Kreuzung zwischen einer Hauptbohrung und einem quergebohrten Anschluss erzeugt einen Grat. Werden diese nicht entfernt, können sich diese winzigen Metallfragmente lösen. Sie kontaminieren dann den Kühlmittelkreislauf und riskieren Schäden an empfindlichen Komponenten stromabwärts.

Die Erzielung eines makellosen internen Strömungswegs in einem Verteiler erfordert spezielle Techniken. Standard-Spiralbohrer sind für tiefe Löcher oft unzureichend. Wir müssen die richtigen Werkzeuge und Prozesse wählen, um Präzision und Sauberkeit in jedem quergebohrten Verteileranschluss zu gewährleisten.
Tieflochbohren vs. Spiralbohren
Tieflochbohren ist eine bevorzugte Methode zur Herstellung tiefer, gerader Bohrungen. Im Gegensatz zu Standardbohrern verwendet es Hochdruck-Kühlmittel durch die Spindel, um Späne kontinuierlich auszuspülen. Dies verhindert Spänestau und führt zu einer überlegenen inneren Bohrungsqualität. Diese Qualität ist entscheidend, da eine raue Oberfläche den Druckabfall erhöht.
| Merkmal | Kanonenbohren | Standard-Spiralbohren |
|---|---|---|
| L/D-Verhältnis | Übersteigt 300:1 | Typischerweise < 10:1 |
| Kühlmittelzufuhr | Durch das Werkzeug | Externe Flutung |
| Chip-Evakuierung | Ausgezeichnet (ausgespült) | Schlecht (erfordert Rückzug) |
| Bohrungsgeradheit | Hoch | Mäßig |
| Oberflächenbehandlung | Überlegene | Standard |
Der kritische Entgratungsschritt
Nach dem Bohren ist die interne Entgratung unerlässlich. Es ist ein akribischer Prozess, um einen spanfreien Kühlmittelweg zu schaffen. Wir verwenden oft thermische oder elektrochemische Methoden für unzugängliche Schnittpunkte. Für jede Schrittweises Bohren6 Operation ist das Spänemanagement der Schlüssel zur Vermeidung interner Mängel, die das gesamte Kühlsystem beeinträchtigen könnten. Moderne CNC-Bearbeitungszentren mit Kühlmittelzufuhr durch die Spindel sind ideal für diese Aufgaben.
Die interne Qualität eines Verteilers ist genauso wichtig wie sein äußeres Erscheinungsbild. Die Bewältigung von Tieflochbohrungen, Spanabfuhr und Entgratung ist entscheidend für die Herstellung zuverlässiger, hochleistungsfähiger Flüssigkeitskühlungsverteiler, die strenge betriebliche Anforderungen erfüllen.
Anschlussabstand, Gewindetyp und Ausrichtung — Die richtige Schnittstelle für jeden Server-Steckplatz finden
Die richtige Schnittstelle ist nicht verhandelbar. Der Erfolg eines Flüssigkeitskühlungsverteilers hängt vollständig davon ab, wie gut seine Anschlüsse mit den Serversteckplätzen übereinstimmen. Eine Fehlausrichtung bedeutet Verbindungsfehler, Lecks und kostspielige Ausfallzeiten. Jedes Detail zählt für eine perfekte Passform.
Anpassung des Rack-Einheitenabstands
Der erste Schritt ist die Anpassung des Anschlussabstands des Verteilers an die U-Höhe des Racks. Ob 1U, 2U oder 4U, die Anschlusspositionen müssen exakt sein. Dies erfordert Präzisionsfertigung, um sicherzustellen, dass jeder Verbindungspunkt perfekt mit dem Ein- und Ausgang des Servers übereinstimmt.
| Rack-Einheit | Standardhöhe | Typische Anschlusskonfiguration |
|---|---|---|
| 1U | 1,75 Zoll | Einreihig, kompakter Abstand |
| 2U | 3,5 Zoll | Ein- oder zweireihig |
| 4U | 7,0 Zoll | Mehrere Reihen, hohe Dichte |
Verbindung und Ausrichtung
Berücksichtigen Sie schließlich die Ausrichtung der Verteileranschlüsse. Front- oder Heckanschlüsse bestimmen das gesamte Layout. Bei Blindstecksystemen sind Links- oder Rechtshandausrichtungen entscheidend, damit Schnellkupplungen (QDs) ohne visuelle Bestätigung einrasten. Handgesteckte Verbindungen ermöglichen mehr Flexibilität, erfordern aber dennoch eine sorgfältige Platzierung.

Der Gewindetyp ist eine weitere kritische Entscheidung, die oft durch regionale Standards oder spezifische Anwendungsanforderungen bestimmt wird. Die Wahl des falschen Typs garantiert Lecks. Dies ist ein häufiger Fehler, den ich sehe, wenn Designs vor Beginn der Fertigung nicht sorgfältig überprüft werden.
Gängige Gewindetypen
NPT ist in den USA verbreitet und verwendet ein konisches Design zur Abdichtung. BSPP (oder G-Gewinde) ist in Europa Standard und erfordert eine Dichtung zur Abdichtung. SAE O-Ring-Boss-Gewinde eignen sich hervorragend für Umgebungen mit starken Vibrationen, da der O-Ring eine überlegene Abdichtung bietet.
| Gewindetyp | Versiegelungsmethode | Gemeinsame Region | Hauptvorteil |
|---|---|---|---|
| NPT | Gewindekonus | Nord-Amerika | Weithin verfügbar |
| BSPP (G) | Dichtung/Unterlegscheibe | Europa/Asien | Wiederverwendbar, kein Dichtmittel erforderlich |
| SAE ORB | O-Ring | Global | Ausgezeichnete Vibrationsfestigkeit |
Der Vorteil der CNC-Bearbeitung
Hier wird die Präzisions-CNC-Bearbeitung für Flüssigkeitskühlungsverteiler unerlässlich. Wir können Anschlüsse präzise platzieren, um jede Verteileranschlussabstands-Rackkonfiguration anzupassen. Unsere Maschinen können mehrere Gewindetypen, wie NPT und BSPP, am selben Verteiler schneiden, um mit unterschiedlicher Hardware zu verbinden.
Darüber hinaus ermöglicht CNC eine kundenspezifische Ausrichtung der Verteileranschlüsse. Wir können Auslässe in einem Winkel von 45 oder 90 Grad bearbeiten, um enge Räume zu bewältigen. Diese Flexibilität ist mit Standardkomponenten unmöglich. Die Zuverlässigkeit eines Verteilers mit Gewindeanschlüssen in einem Rechenzentrum hängt von dieser Präzision ab, insbesondere bei konischen Gewinden7, die eine exakte Geometrie erfordern.
Die perfekte Integration von Flüssigkeitskühlungsverteilern erfordert eine präzise Kontrolle über Anschlussabstand, Gewindetyp und Ausrichtung. Die CNC-Bearbeitung bietet die notwendige Genauigkeit und Flexibilität, um jede Server-Rack-Spezifikation zu erfüllen und eine zuverlässige, leckagefreie Verbindung für jeden einzelnen Server-Steckplatz zu gewährleisten.
O-Ring-Nut-Design für Verteiler-zu-QD-Verbindungen — Warum die Nachrüstung von Lecks hier beginnt
Die Verbindung zwischen einem Verteiler und einem Schnellverschluss (QD) ist eine häufige Ursache für Leckagen in Fluidsystemen. Das Problem lässt sich fast immer auf das Design der O-Ring-Nut zurückführen. Eine ordnungsgemäße Abdichtung ist ein Spiel der Präzision, nicht nur der Materialauswahl.
Wichtige Gestaltungselemente
Eine effektive Abdichtung hängt von drei Kernfaktoren ab: der Form der Nut, der Kompression des O-Rings und der Oberflächengüte. Wenn einer dieser Faktoren falsch ist, entsteht eine potenzielle Fehlerquelle, insbesondere bei Flüssigkeitskühlungsverteilern, wo Temperaturänderungen dazu führen, dass sich Materialien ausdehnen und zusammenziehen.
Auswahl des Nuttyps
Die Wahl zwischen einer standardmäßigen rechteckigen Nut und einer Schwalbenschwanznut beeinflusst die O-Ring-Haltung während der Montage und Wartung. Während Schwalbenschwanznuten den O-Ring festhalten, sind sie komplexer zu bearbeiten.
| Nuttyp | Primärer Anwendungsfall | Hauptvorteil |
|---|---|---|
| Rechteckig | Standardmäßige statische Stirndichtungen | Einfach zu bearbeiten |
| Schwalbenschwanz | Anwendungen mit gefangenem O-Ring | Verhindert das Herausfallen des O-Rings |

Das ideale Kompressionsverhältnis erreichen
Für die meisten Standard-O-Ringe in statischen Anwendungen ist ein Kompressionsverhältnis von 15-25 % ideal. Bei zu geringer Kompression dichtet die Dichtung bei niedrigem Druck nicht richtig ab. Bei zu viel Kompression riskieren Sie eine Beschädigung des O-Rings oder eine übermäßige Montagekraft, was zu einem vorzeitigen Ausfall führt.
Die entscheidende Rolle der Oberflächengüte
Eine glatte Oberfläche ist entscheidend für eine zuverlässige Abdichtung. Wir spezifizieren eine Oberflächengüte von Ra 0,8 μm oder besser sowohl am Nutgrund als auch an den Seitenwänden. Eine rauere Oberfläche kann mikroskopische Leckpfade über die Dichtfläche erzeugen. Die Wissenschaft der Messung der Oberflächentextur, bekannt als Oberflächenmetrologie8, ist grundlegend für die Diagnose und Verhinderung dieser Ausfälle.
Warum CNC-Bearbeitung die Lösung ist
Hier machen Fertigungsmethoden einen erheblichen Unterschied. Geformte Teile weisen oft Inkonsistenzen durch Schrumpfung und Entformungsschrägen auf, was es schwierig macht, enge Toleranzen einzuhalten. Dies erklärt, warum ein Verteiler perfekt abdichten kann, während ein anderer identischer undicht ist. Die CNC-Bearbeitung erzeugt jedes Mal perfekt konsistente Nutabmessungen.
| Merkmal | CNC-Bearbeitung | Spritzgießen |
|---|---|---|
| Nutentoleranz | Hoch (z. B. ±0,05 mm) | Niedriger (z. B. ±0,15 mm+) |
| Oberflächenbehandlung | Exzellent (Ra < 0,8 μm) | Variabel, erfordert oft Nachbearbeitung |
| Teil Konsistenz | Praktisch identisch | Unterliegt Prozessschwankungen |
Bei PTSMAKE bearbeiten wir diese Merkmale nach präzisen Spezifikationen und stellen sicher, dass jede Schnellverschluss-Dichtungsschnittstelle zuverlässig funktioniert. Dies eliminiert das Rätselraten und verhindert kostspielige Lecks in Flüssigkeitskühlverteilern und anderen kritischen Systemen.
Ein korrektes O-Ring-Nutendesign – unter Berücksichtigung von Typ, Kompression und Oberflächengüte – ist entscheidend für zuverlässige Verbindungen. Präzisions-CNC-Bearbeitung bietet die Konsistenz, die geformte Teile nicht bieten können, verhindert direkt Lecks an der Schnellverschluss-Dichtungsschnittstelle und gewährleistet langfristige Systemintegrität sowie die Vermeidung von Problemen bei der Leckageprävention von Verteilern.
Druckabfall über den Verteiler — Wie Anschlussdesign und Innendurchmesser die Systemeffizienz beeinflussen
Das Verständnis der hydraulischen Leistung ist entscheidend für die Systemeffizienz. Der Innendurchmesser des Verteilers und die Portgröße sind nicht nur Designdetails; sie wirken sich direkt auf den Druckabfall (ΔP) aus. Ein restriktives Design zwingt die Pumpe der Kühlmittelverteilungseinheit (CDU) zu härterer Arbeit, was die Betriebskosten im Laufe der Zeit in die Höhe treibt.
Bohrungsdurchmesser und Druckabfall
Ein größerer Innendurchmesser führt im Allgemeinen zu einer geringeren Fluidgeschwindigkeit und folglich zu einem kleineren Druckabfall. Ein überdimensionierter Durchmesser kann jedoch die Materialkosten und die Verteilergröße erhöhen. Das Finden des richtigen Gleichgewichts ist entscheidend für eine optimale Leistung.
Anschlussdimensionierung ist wichtig
Die Anschlussdimensionierung sollte mit den Schnellkupplungen (QD) übereinstimmen, um unnötige Einschränkungen zu vermeiden. Mehrere parallele Anschlüsse sind eine effektive Strategie zur Reduzierung des gesamten Systemdruckabfalls.
| Bohrungsdurchmesser (mm) | Typische Durchflussrate (L/min) | Geschätzter Druckabfall (kPa/m) |
|---|---|---|
| 12.7 (1/2") | 10 – 20 | 15 – 50 |
| 19.0 (3/4") | 20 – 40 | 5 - 20 |
| 25.4 (1") | 40 – 80 | 2 – 8 |
Ein gut konzipierter Flüssigkeitskühlverteiler hält eine optimale Strömungsgeschwindigkeit aufrecht, typischerweise zwischen 2-4 m/s. Eine Überschreitung dieses Bereichs erhöht den Druckabfall und den Pumpenleistungsbedarf erheblich. Dies beeinflusst direkt die Dimensionierung der CDU-Pumpe und den gesamten Verteilerwiderstand, wodurch eine genaue Berechnung des Verteilerdruckabfalls unerlässlich ist.
Parallele Strömung und ihre Herausforderungen
Die Verwendung mehrerer paralleler Strömungswege ist eine gängige Methode zur Steigerung der Effizienz von Parallelströmungsverteilern. Sie senkt effektiv den Gesamtwiderstand. Dieses Design ist jedoch nicht ohne Risiken. Bei längeren Verteilern kann es schwierig sein, einen ausgeglichenen Durchfluss über alle Anschlüsse hinweg zu gewährleisten.
Das Risiko eines Strömungsungleichgewichts
Ein Strömungsungleichgewicht kann dazu führen, dass einige Komponenten unzureichend gekühlt werden. Dies wird oft durch den Venturi-Effekt9 verursacht, bei dem sich Flüssigkeit durch verengte Bereiche beschleunigt, was zu lokalen Druckabfällen führt. Eine korrekte interne Geometrie und Portplatzierung, worauf wir bei PTSMAKE den Fokus legen, sind entscheidend, um dieses Risiko zu mindern.
Ein korrektes Verteilerdesign, das sich auf Bohrungsdurchmesser und Portdimensionierung konzentriert, ist entscheidend für die Bewältigung des Druckabfalls. Diese Optimierung reduziert direkt die Belastung der CDU-Pumpe und die langfristigen Betriebskosten, wodurch eine effiziente und zuverlässige Systemleistung gewährleistet wird.
Hot-Swap-Fähigkeit — Wie in den Verteiler integrierte QD-Kupplungen die Wartung von Live-Servern ermöglichen
In Rechenzentren ist Ausfallzeit keine Option. Betreiber müssen Server austauschen oder warten, ohne das gesamte System herunterzufahren. Hier wird ein Hot-Swap-Verteiler für ein Rechenzentrum unerlässlich. Er ermöglicht Live-Wartung, eine entscheidende Funktion für moderne Infrastrukturen.
Der entscheidende Faktor: Integrierte Kupplungen
Verteiler mit integrierten Schnellkupplungen (QD) sind die Lösung. Sie ermöglichen es Technikern, Server sofort von der Flüssigkeitskühlung zu trennen und wieder anzuschließen. Dieses Design ist grundlegend für die Aufrechterhaltung des Dauerbetriebs und die Maximierung der Betriebszeit, was das Hauptziel jedes Rechenzentrumsmanagers ist.
| Merkmal | Auswirkungen auf die Wartung |
|---|---|
| Integrierte QDs | Ermöglicht sofortigen, Live-Server-Austausch |
| Dry-Break-Ventile | Verhindert Kühlmittelaustritt und Lufteintritt |
| Werkzeugloses Design | Beschleunigt den Wartungsprozess |
Fehler bei der Verbindung eliminieren
Darüber hinaus verhindern diese Systeme Verbindungsfehler. Falsch zugeordnete Vor- und Rücklaufleitungen können katastrophale Folgen haben. Farbcodierung und physische Kodierung an den Verteileranschlüssen machen solche Fehler praktisch unmöglich. Es vereinfacht eine komplexe Aufgabe unter Druck.

Bei PTSMAKE konzentrieren wir uns auf die praktischen Details, die diese Systeme zuverlässig machen. Ein Hauptmerkmal unserer Flüssigkeitskühlungsverteiler ist das werkzeuglose Schnellverschluss-Verteilerdesign. Techniker können Verbindungen mit einem einfachen Druck herstellen und erhalten taktiles Feedback, das eine sichere Verriegelung bestätigt. Dies eliminiert Rätselraten.
Die Bedeutung von auslaufsicheren Verbindungen
Die integrierten Trockenkupplungsventile sind entscheidend für eine leckagefreie Verteilerverbindung. Beim Trennen dichten sowohl die Serverseite als auch die Verteilerseite sofort ab. Dies verhindert das Austreten von Kühlmittel auf empfindliche Elektronik und stoppt das Eindringen von Luft in den Kühlkreislauf, was die Leistung beeinträchtigen könnte.
Anpassung zur Fehlervermeidung
Um narrensichere Verbindungen zu gewährleisten, implementieren wir mehrere Funktionen. Farbcodierte Verteileranschlüsse für Rechenzentren sind eine einfache visuelle Anleitung. Noch wichtiger ist, dass wir CNC-Bearbeitung verwenden, um kundenspezifische mechanische Kodierungsmerkmale zu erstellen. Dies ist eine reale Anwendung von Poka-Yoke10 Prinzipien, die es physisch unmöglich machen, einen Schlauch an den falschen Anschluss anzuschließen.
Wir können auch kundenspezifische Montagehalterungen bearbeiten und Beschriftungen direkt auf den Verteilerkörper gravieren. Dieses Maß an Integration, erreicht durch Präzisionsfertigung, optimiert Installation und Wartung und reduziert das Risiko menschlicher Fehler in Hochdrucksituationen erheblich.
Verteilerintegrierte Schnellkupplungen sind entscheidend für die Betriebszeit von Rechenzentren. Sie ermöglichen sichere, Live-Server-Swaps durch werkzeuglose, auslaufsichere Verbindungen. Kundenspezifische Funktionen wie Farbcodierung und mechanische Kodierung, ermöglicht durch CNC-Bearbeitung, verhindern kostspielige Verbindungsfehler und erhöhen die Systemzuverlässigkeit.
Druckentlastungs- und Entlüftungsventile — Integrierte Sicherheitsfunktionen, die Ihr Verteiler haben sollte
Bei der Entwicklung von Flüssigkeitskühlungsverteilern werden Sicherheitsmerkmale wie Druckentlastungs- und Entlüftungsventile oft als nachträgliche Überlegungen behandelt. Ihre direkte Integration in das Verteilerdesign ist jedoch entscheidend für die Langlebigkeit und Leistung des Systems. Diese Komponenten sind keine optionalen Zusatzteile; sie sind grundlegend für ein zuverlässiges System.
Die Rolle von Druckentlastungsventilen (PRV)
Ein Verteiler-Druckentlastungsventil dient als kritische Schutzvorrichtung. Es schützt den gesamten Kühlmittelkreislauf vor Überdruckereignissen, die durch thermische Ausdehnung der Flüssigkeit oder plötzliche Pumpenstöße verursacht werden können. Ohne ein solches Ventil riskieren Sie einen katastrophalen Ausfall von Rohren, Armaturen oder den gekühlten Komponenten.
Warum Entlüftungsventile unerlässlich sind
Entlüftungsventile dienen einem anderen, aber ebenso wichtigen Zweck. Sie ermöglichen das Ablassen eingeschlossener Luft aus dem System, insbesondere während der Erstbefüllung. Das Entfernen von Lufteinschlüssen ist unerlässlich, um Strömungsprobleme zu vermeiden und die Pumpe vor Beschädigungen zu schützen. Dies ist eine häufige Anforderung für Systeme wie einen Entlüftungsverteiler in einem Rechenzentrum.
| Ventiltyp | Primäre Funktion | Schützt vor |
|---|---|---|
| Druckbegrenzungsventil (DBV) | Leitet Überdruck ab | Überdruck, Komponentenschäden |
| Entlüftungsventil | Entfernt eingeschlossene Luft | Pumpenkavitation, Durchflussmangel |

Die traditionelle Methode, diese Ventile hinzuzufügen, beinhaltet zusätzliche T-Stücke und Verrohrungen. Dieser Ansatz führt zu mehreren potenziellen Fehlerquellen. Jede zusätzliche Verbindung ist eine neue Möglichkeit für die Entwicklung eines Lecks im Laufe der Zeit aufgrund von Vibrationen, thermischer Belastung oder unsachgemäßer Installation. Dies erschwert den Montage- und Wartungsprozess.
Die Überlegenheit des integrierten Designs
Moderne CNC-Bearbeitung ermöglicht es uns, Anschlüsse für diese Ventile direkt in den Verteilerblock zu integrieren. Dies eliminiert die Notwendigkeit externer Armaturen und schafft ein kompakteres, robusteres und leckagebeständigeres System. Bei PTSMAKE bearbeiten wir diese Merkmale mit hoher Präzision, um eine perfekte Abdichtung und optimale Leistung für jedes Sicherheitsventil im Kühlkreislauf zu gewährleisten.
Wie Integration die Zuverlässigkeit erhöht
Ein integriertes Design folgt dem Prinzip von Pascalsches Gesetz11, bei dem der auf eine Flüssigkeit ausgeübte Druck gleichmäßig übertragen wird. Ein einzelnes, gut platziertes DBV kann das gesamte System schützen. Dieser optimierte Ansatz erhöht nicht nur die Sicherheit, sondern vereinfacht auch die Gesamtarchitektur Ihrer Flüssigkeitskühlverteiler, wodurch sowohl die Montagezeit als auch das langfristige Risiko reduziert werden.
| Merkmal | Traditionelle Versammlung | Integrierter Verteiler |
|---|---|---|
| Leckstellen | Mehrere | Minimal |
| Montagezeit | Hoch | Niedrig |
| Systemgröße | Größerer Platzbedarf | Kompakt |
| Verlässlichkeit | Unter | Höher |
Integrierte Druckbegrenzungs- und Entlüftungsventile sind wesentliche in den Verteiler integrierte Sicherheitsmerkmale. Präzise CNC-Bearbeitung macht diese Integration nahtlos, verbessert die Systemzuverlässigkeit, reduziert potenzielle Leckstellen und vereinfacht das Gesamtdesign von Flüssigkeitskühlverteilern für überragende Leistung und Sicherheit.
Montage und Ausrichtung — Warum ein Verteiler, der nicht richtig passt, einen Dominoeffekt erzeugt
Ein falsch ausgerichteter Flüssigkeitskühlverteiler ist mehr als eine Unannehmlichkeit; er ist der Beginn eines Dominoeffekts. Schon ein Millimeter Abweichung kann später zu großen Problemen auf Systemebene führen. Dieser anfängliche Fehler führt zu beanspruchten Verbindungen und vorzeitigem Verschleiß kritischer Komponenten.
Die Welleneffekte der Fehlausrichtung
Eine schlechte Ausrichtung des Rack-Verteilers führt zu sofortiger mechanischer Belastung. Schnellkupplungen (QD) rasten schräg ein, was zu beschleunigtem Dichtungsverschleiß und potenziellen Lecks führt. Die Schlauchführung wird beeinträchtigt, wodurch Knicke entstehen, die den Durchfluss behindern und Armaturen belasten, was einen weiteren Fehlerpunkt darstellt.
Montage- und Wartungsprobleme
Die unmittelbarsten Auswirkungen zeigen sich bei Montage und Service. Techniker haben Schwierigkeiten, Server in Racks zu schieben, was die Installationszeit verlängert und das Risiko einer Beschädigung empfindlicher Hardware erhöht. Was eine einfache Aufgabe sein sollte, wird zu einem frustrierenden Engpass.
| Ursache der Fehlausrichtung | Direkte Konsequenz | Langfristige Auswirkung |
|---|---|---|
| Ungenaue Befestigungslöcher | Schräges Einrasten der QD-Kupplung | Beschleunigter Dichtungsverschleiß, Lecks |
| Schlechte Halterungstoleranzen | Geknickte Schlauchführungen | Reduzierter Durchfluss, Belastung der Armaturen |
| Fehlanpassung der Rack-Integration | Schwierige Serverinstallation | Erhöhte Arbeitskosten, Beschädigungsrisiko |

Montagelösungen erkunden
Traditionell werden Verteiler mit separaten Halterungen oder Schienen befestigt. Eine halterungsmontierte Lösung ist üblich, führt aber zu Problemen mit der Toleranzakkumulation. Ein schienenmontiertes Design bietet mehr Unterstützung, kann aber komplex sein, um es in eine überfüllte Rechenzentrums-Rack-Umgebung zu integrieren.
Fortschrittliche Integration mit Blindstecksystem
Ein fortschrittlicherer Ansatz ist das Blindsteck-Verteiler-Dockingsystem. Dies ermöglicht es Servern, sich automatisch mit dem Kühlkreislauf zu verbinden, wenn sie in das Rack geschoben werden. Dies erfordert jedoch extreme Präzision, da selbst die geringste Fehlausrichtung eine erfolgreiche Verbindung verhindert.
Der Vorteil der CNC-Bearbeitung
Hier wird Präzisionsbearbeitung unerlässlich. Bei PTSMAKE eliminieren wir separate Halterungen, indem wir Befestigungsmerkmale direkt in den Verteilerkörper integrieren. Wir bearbeiten präzisionsgebohrte und -geschnittene Löcher, Ausrichtungsstifte und Passfedernuten direkt in das Teil. Dieses einteilige Design vereinfacht die Montage und verbessert die Zuverlässigkeit.
Dieses Maß an Integration ist nur mit strenger Kontrolle über Geometrische Dimensionierung und Tolerierung (GD&T)12. Eine erfolgreiche CAD-Integration des Verteilers in das Rack-Design ist entscheidend. Wir stellen fest, dass eine frühe Zusammenarbeit zwischen dem Verteilerdesigner und dem Rack-Integrator der beste Weg ist, Probleme zu vermeiden.
| Montagemethode | Hauptvorteil | Primäre Herausforderung |
|---|---|---|
| Halterungsmontiert | Einfaches Design | Toleranzakkumulation |
| Schienenmontiert | Hohe Stabilität | Platz und Komplexität |
| Integriert (CNC) | Höchste Präzision | Erfordert CAD-Koordination |
Die korrekte Montage und Ausrichtung des Verteilers sind grundlegend für die Zuverlässigkeit des gesamten Flüssigkeitskühlsystems. Die Integration von Montagefunktionen durch CNC-Bearbeitung eliminiert Variablen, reduziert die Montagezeit und verhindert Kaskadenfehler, die aus einer schlechten anfänglichen Passung resultieren.
Kundenspezifisches Verteilerdesign vom Konzept bis zum ersten Artikel — Die CNC-Prototyping-Zeitleiste
Bei der Planung eines kundenspezifischen Verteilerprojekts, insbesondere für kritische Anwendungen wie Flüssigkeitskühlsysteme, ist das Verständnis des Zeitplans unerlässlich. Realistische Erwartungen von Anfang an verhindern Verzögerungen. Ein gut definierter CNC-Prototyping-Prozess gewährleistet einen reibungslosen Übergang vom Konzept zu einem funktionsfähigen Erstmuster.
Wichtige Prototyping-Phasen
Der Weg vom Design zum physischen Teil umfasst mehrere unterschiedliche Schritte. Jede Phase hat ihren eigenen Zeitplan, der je nach Komplexität variieren kann. Eine klare Kommunikation mit Ihrem Fertigungspartner während dieser Phasen ist entscheidend, um im Zeitplan zu bleiben und das gewünschte Ergebnis für Ihre Teile zu erzielen.
Typische Zeitplanaufschlüsselung
Hier ist ein allgemeiner Zeitplan für einen kundenspezifischen CNC-Verteilerprototyp. Dies setzt voraus, dass Standard-Aluminium- oder Edelstahlstangenmaterial verwendet wird.
| Bühne | Geschätzte Zeit | Anmerkungen |
|---|---|---|
| Überprüfung des Designs | 1–2 Tage | DFM-Feedback und finale Anpassungen |
| CAM-Programmierung | 2–3 Tage | Komplexe 5-Achsen-Teile dauern länger |
| Bearbeitung | 3–7 Tage | Variiert je nach Geometrie und Merkmalen |
| Nachbearbeitung | 2–4 Tage | Endbearbeitung, Montage und Prüfung |
Dieser Prozess stellt sicher, dass Ihr kundenspezifischer Verteiler innerhalb eines vorhersehbaren Zeitrahmens für Tests bereit ist.

Der Vorteil des CNC-Prototypings
Der Hauptvorteil der CNC-Bearbeitung für Prototypen ist die Geschwindigkeit. Im Gegensatz zum Gießen, das erhebliche Werkzeuginvestitionen und Zeit erfordert, arbeitet die CNC-Bearbeitung direkt von einer CAD-Datei. Dies eliminiert die langen Vorlaufzeiten, die mit dem Formenbau verbunden sind, und bietet einen viel schnelleren Weg zu einem physischen Teil.
Zeitplanvergleich: CNC vs. Gießen
Der Unterschied in der Vorlaufzeit ist erheblich. Für ein kundenspezifisches Flüssigkeitskühlverteiler-Projekt kann ein gegossener Prototyp Monate dauern, hauptsächlich aufgrund der Formenherstellung. Ein CNC-Prototyp kann jedoch innerhalb weniger Wochen hergestellt werden, was eine schnelle Iteration und Prüfung ermöglicht.
| Methode | Vorlaufzeit für Werkzeuge | Vorlaufzeit des Teils | Geschätzte Gesamtzeit |
|---|---|---|---|
| CNC-Bearbeitung | Keine | 7–21 Tage | 1–3 Wochen |
| Gießen | 8–12 Wochen | 2–3 Wochen | 10–15 Wochen |
Faktoren, die den Zeitplan beeinflussen
Mehrere Faktoren beeinflussen den gesamten Prototypen-Zeitplan. Die geometrische Komplexität, die Materialverfügbarkeit und die erforderlichen Oberflächenbehandlungen spielen alle eine Rolle. Während der Montage ist eine strenge Dichtheitsprüfung mit Methoden wie Helium-Lecksuche13 entscheidend für die Leistungsvalidierung, was den Prozess um ein oder zwei Tage verlängert, aber die Zuverlässigkeit gewährleistet. Bei PTSMAKE verwalten wir diese Variablen, um den Zyklus vom Verteilerdesign bis zur Produktion zu optimieren.
Ein kundenspezifischer CNC-Verteilerprototyp dauert typischerweise 7-21 Tage, abhängig von der Komplexität. Dieser agile Prozess vermeidet die 8-12 Wochen Werkzeugvorlaufzeit, die für das Gießen erforderlich ist, was eine schnellere Designvalidierung und eine frühere Markteinführung Ihres Produkts ermöglicht.
Leckprüfung von Rack-Verteilern — Warum jeder Anschluss einzeln überprüft werden muss
Ein Flüssigkeitskühlverteiler hat mehrere Anschlüsse, und diese während der Prüfung als eine einzige Einheit zu behandeln, ist ein kritisches Versäumnis. Ein Leck in nur einem Anschluss beeinträchtigt die Integrität des gesamten Systems. Eine umfassende Validierung erfordert, dass jeder potenzielle Leckpfad einzeln überprüft wird.
Das Problem mit der Stapelprüfung
Das Testen eines Verteilers als Ganzes kann subtile, individuelle Portlecks maskieren. Ein kleines Leck an einem Port könnte über das gesamte Volumen gemittelt werden und unter die Nachweisschwelle des Tests fallen. Dies erzeugt ein falsches Gefühl der Sicherheit für eine Komponente, die für eine kritische Umgebung bestimmt ist.
Eine Port-für-Port-Vorgabe
Ein robustes Lecktestverfahren für Verteiler isoliert jeden Verbindungspunkt. Dies stellt sicher, dass jede Dichtung, jedes Gewinde und jede Schweißnaht die erforderlichen Spezifikationen unabhängig voneinander erfüllt. Dieser methodische Ansatz ist der einzige Weg, die Zuverlässigkeit der gesamten Baugruppe zu gewährleisten.
| Prüfansatz | Leckisolierung | Genauigkeit | Verlässlichkeit |
|---|---|---|---|
| Stapelprüfung | Schlecht | Niedrig | Fragwürdig |
| Individuelle Portprüfung | Ausgezeichnet | Hoch | Garantiert |
Ein ordnungsgemäßes Lecktestverfahren für Verteiler umfasst mehrere unterschiedliche Methoden, von denen jede einem bestimmten Zweck dient. Das Ignorieren einer Methode kann eine kritische Schwachstelle unentdeckt lassen. Wir müssen über einfache Druckprüfungen hinausgehen, um die totale Systemzuverlässigkeit zu gewährleisten, insbesondere bei Anwendungen mit hohem Risiko.
Umfassende Prüfprotokolle
Struktur- und Dichtungsintegrität
Wir beginnen mit einem individuellen Port-Druckabfalltest, bei dem alle anderen Ports sicher verschlossen sind. Wir führen auch einen hydrostatischen Test durch, bei dem der Verteiler oft auf das 1,5-fache seines maximalen Nenndrucks gebracht wird. Dies überprüft die strukturelle Integrität des hydrostatischen Testkühlverteilers unter extremen Bedingungen.
Erkennung von Mikrolecks
Für die anspruchsvollsten Anwendungen, wie einen Helium-Testverteiler für ein Rechenzentrum, verwenden wir Helium Massenspektrometrie14. Diese Methode kann winzige Lecks bis zu 10⁻⁶ mbar·L/s erkennen, die bei Druckabfalltests völlig unsichtbar sind. Sie ist ein wesentlicher Schritt für missionskritische Komponenten.
| Prüfverfahren | Primärer Zweck | Gemeinsame Bewerbung |
|---|---|---|
| Druckabfall | Groblecksuche | Allgemeine Qualitätskontrolle |
| Hydrostatischer Test | Strukturelle Integrität | Hochdrucksysteme |
| Helium-Massenspektrometrie | Mikrolecksuche | Rechenzentren, Medizin |
| Durchflussprüfung | Validierung der Leistung | Alle Flüssigkeitskühlsysteme |
Bei PTSMAKE stellen wir fest, dass unsere Präzisions-CNC-Bearbeitung entscheidend ist. Durch die Herstellung extrem konsistenter Anschlussgeometrien und Gewindeprofile reduzieren wir die anfängliche Ausschussrate bei diesen strengen Tests erheblich. Eine konsistente Fertigung führt direkt zu einer zuverlässigen Leistung im Feld.
Die individuelle Überprüfung jedes Anschlusses ist für zuverlässige Flüssigkeitskühlverteiler unerlässlich. Dieser sorgfältige Prozess, von hydrostatischen Tests bis zur Durchflussprüfung, stellt sicher, dass die Komponente unter Betriebsbelastung einwandfrei funktioniert, kostspielige Systemausfälle verhindert und die langfristige Integrität gewährleistet.
Oberflächenveredelung für Verteiler — Passivierung, stromloses Nickel und wann Eloxieren die falsche Wahl ist
Die Wahl der richtigen Oberflächengüte für einen Verteiler ist eine entscheidende Entscheidung, die Leistung und Langlebigkeit beeinflusst. Es geht nicht nur um das Aussehen. Die Behandlung muss zum Material und seiner Anwendung passen, insbesondere bei anspruchsvollen Systemen wie Flüssigkeitskühlverteilern. Jedes Material hat einzigartige Anforderungen.
Anforderungen an Edelstahl
Bei Edelstahl ist das Ziel maximale Korrosionsbeständigkeit. Die Bearbeitung kann freies Eisen auf der Oberfläche hinterlassen, was die natürliche Schutzschicht des Stahls beeinträchtigt. Hier wird die Passivierung für Komponenten, die mit Kühlmitteln verwendet werden, unerlässlich.
Überlegungen zu Aluminium und Kupfer
Aluminium bietet andere Herausforderungen. Während die Eloxierung üblich ist, ist sie möglicherweise nicht für alle Verteileranwendungen geeignet. Kupfer, obwohl seltener, erfordert ebenfalls spezifische Behandlungen, um Oxidation zu verhindern und die Systemintegrität zu erhalten.
| Verteiler Material | Primäre Oberfläche | Hauptvorteil |
|---|---|---|
| Rostfreier Stahl (304/316) | Passivierung | Entfernt freies Eisen, stellt Korrosionsbeständigkeit wieder her |
| Aluminium (6061) | Chemisch Nickel | Bietet Leitfähigkeit und Korrosionsschutz |
| Kupfer | Vernickeln | Verhindert Oxidbildung |

Die falsche Oberfläche kann zu Systemausfällen führen. Ich habe gesehen, wie Aluminium-Flüssigkeitskühlverteiler versagt haben, weil der Konstrukteur Harteloxierung spezifiziert hat, ohne deren Auswirkungen zu berücksichtigen. Eloxieren erzeugt eine harte, verschleißfeste Oberfläche, ist aber auch elektrisch nicht leitfähig. Dies kann die Erdungsanforderungen in komplexen elektronischen Systemen beeinträchtigen.
Eine bessere Wahl für Aluminium
Eine bessere Option für Aluminiumverteiler ist oft die chemische Vernickelung. Diese Oberfläche bietet hervorragenden Korrosionsschutz bei gleichzeitiger Aufrechterhaltung der elektrischen Leitfähigkeit. Sie stellt sicher, dass das gesamte System ordnungsgemäß geerdet bleibt, ein Detail, das nicht übersehen werden darf.
Material- und Kühlmittelkompatibilität
Die Wechselwirkung zwischen dem Verteiler Material und dem Kühlmittel ist ebenfalls entscheidend. Für einen passivierten Edelstahlverteiler, insbesondere 316L, funktioniert eine Glykol-Wasser-Mischung außergewöhnlich gut. Die Kombination von reinem deionisiertem Wasser mit unbehandeltem Kupfer kann jedoch zu schneller Korrosion führen. Dies liegt daran, dass aggressive Ionen im Wasser das Metall angreifen. Unsachgemäß behandelter Edelstahl kann auch unter Problemen leiden wie interkristalline Korrosion15 wenn bestimmten Umgebungen ausgesetzt.
| Veredelungsprozess | Pro | Betrug | Am besten für |
|---|---|---|---|
| Passivierung | Stellt Korrosionsbeständigkeit wieder her | Bietet keine Verschleißfestigkeit | Kühlmittelverteiler aus Edelstahl |
| Chemisch Nickel | Leitfähig, korrosionsbeständig | Höhere Kosten als Eloxieren | Aluminiumverteiler, die geerdet werden müssen |
| Harteloxieren | Hohe Verschleißfestigkeit | Elektrisch nicht leitend | Komponenten, bei denen Isolierung von Vorteil ist |
Die Wahl der richtigen Oberflächenbehandlung ist entscheidend für die Zuverlässigkeit des Verteilers. Passivierung ist Standard für Edelstahl, während chemisch Nickel für Aluminium in Flüssigkeitskühlsystemen aufgrund der Leitfähigkeitsanforderungen oft besser abschneidet als Eloxieren. Berücksichtigen Sie immer die Kühlmittelkompatibilität, um vorzeitiges Versagen zu verhindern.
Skalierung vom Prototyp zur Rack-Farm — Wie CNC-Bearbeitung die Konsistenz der Verteiler über das Volumen hinweg gewährleistet
Die Skalierung eines validierten Designs von wenigen Prototypen auf Hunderte von Einheiten ist ein entscheidender Schritt. Die CNC-Bearbeitung bildet die Grundlage für dieses Wachstum und stellt sicher, dass der 500. Flüssigkeitskühlverteiler mit dem ersten identisch ist. Diese Konsistenz basiert auf einem wiederholbaren digitalen Workflow.
Die Kraft der Wiederholung
Sobald ein CAM-Programm finalisiert ist, wird es zum Master-Rezept. Jedes nachfolgende Teil wird mit exakt denselben Werkzeugwegen, Vorrichtungen und Qualitätskontrollen bearbeitet. Dieser Prozess eliminiert die Variabilität, die bei manuellen oder weniger präzisen Methoden üblich ist, und gewährleistet eine echte Skalierung der Verteilerfertigung.
Schlüsselfaktoren bei der Skalierung
| Faktor | Prototyp (1-10 Einheiten) | Produktion (500+ Einheiten) |
|---|---|---|
| Programm | Iterativ, oft angepasst | Gesperrt und validiert |
| Werkzeugbau | Standard, universell einsetzbar | Optimiert, oft dediziert |
| Vorrichtungen | Einfach, anpassbar | Maßgeschneidert, hoher Durchsatz |
| Inspektion | 100% manuell prüfen | Erstmuster + Stichprobenprüfung |
Skalierung erfordert mehr als nur das wiederholte Ausführen desselben Programms. Sie verlangt strategische Planung für die Produktion von Verteilern in großen Mengen. Bei PTSMAKE widmen wir oft spezifische 5-Achs-Maschinen einem langfristigen Verteilerprojekt. Dies minimiert Einrichtungsänderungen und sorgt für eine konsistente Produktionsumgebung für optimale Ergebnisse.
Strategische Planung für die Produktion
Materialbeschaffung
Materialkosten können ebenfalls optimiert werden. Die Bestellung von Aluminium- oder Kupferstangenmaterial in großen Mengen für über 500 Einheiten kann erhebliche Einsparungen erzielen, oft im Bereich von 10-20%, im Vergleich zum Kauf von Material für kleine Chargen. Dies wirkt sich direkt auf die endgültigen Kosten pro Teil aus.
Protokolle zur Qualitätskontrolle
Qualitätssicherungsmethoden müssen sich ebenfalls weiterentwickeln. Während jeder Prototyp eine vollständige Inspektion erhält, ist dies bei großen Mengen nicht praktikabel. Wir implementieren eine Erstmusterprüfung (FAI), um die Einrichtung zu genehmigen, gefolgt von Statistische Prozesskontrolle16 zur Überwachung der Chargenkonsistenz. Dieser datengesteuerte Ansatz gewährleistet Qualität, ohne die Geschwindigkeit zu beeinträchtigen.
| Herstellungsverfahren | Konsistenz vor Volumen | Auswirkungen des Werkzeugverschleißes |
|---|---|---|
| CNC-Bearbeitung | Extrem hoch | Minimaler, vorhersehbarer Fräserverschleiß |
| Gießen | Nimmt mit der Zeit ab | Formdegradation verändert die Geometrie |
Dies steht in scharfem Kontrast zu Methoden wie dem Gießen, bei denen der Formverschleiß die Teiledimensionen über Tausende von Zyklen hinweg subtil verändern kann. Beim CNC-Fräsen bleibt die digitale Präzision absolut und garantiert die Wiederholgenauigkeit von CNC-Verteilern.
CNC-Bearbeitung stellt sicher, dass die Skalierung vom Prototyp zur vollständigen Produktion eine perfekte Konsistenz beibehält. Strategische Planung für Maschinenkapazität, Materialbeschaffung und Qualitätskontrollprotokolle macht den Prozess sowohl zuverlässig als auch kostengünstig für Flüssigkeitskühlungsverteiler in großen Mengen.

Das Verständnis dieses Prinzips hilft, Strömungswege für eine bessere Kühlleistung und Systemeffizienz zu optimieren. ↩
Das Verständnis dieses Phänomens hilft, Pumpenschäden zu vermeiden und die langfristige Systemzuverlässigkeit zu gewährleisten. ↩
Erfahren Sie, wie diese Metrik das Wärmemanagement direkt beeinflusst und GPU-Drosselung in Hochleistungs-Computing-Umgebungen verhindert. ↩
Das Verständnis dieses elektrochemischen Prozesses ist entscheidend, um vorzeitigen Systemausfall in Kühlkreisläufen mit gemischten Metallen zu verhindern. ↩
Erfahren Sie, wie dieses Prinzip die Beziehung zwischen Fluidgeschwindigkeit und Druck im Verteilerdesign erklärt. ↩
Erfahren Sie, wie diese Bohrtechnik Werkzeugbruch verhindert und saubere Kanäle bei Tieflochbohrungen gewährleistet. ↩
Erfahren Sie, wie die Geometrie von Kegelgewinden eine Metall-auf-Metall-Dichtung erzeugt und welche Auswirkungen dies auf Hochdrucksysteme hat. ↩
Das Verständnis dieses Bereichs hilft bei der Diagnose von Dichtungsversagen, das über das O-Ring-Material oder die Kompression hinausgeht. ↩
Dieses Prinzip hilft, Druckänderungen vorherzusagen, was für die Entwicklung effizienter Flüssigkeitskühlverteiler unerlässlich ist. ↩
Entdecken Sie, wie dieses japanische Prinzip zur Fehlervermeidung aus der Fertigung angewendet wird, um die Sicherheit und Zuverlässigkeit von Rechenzentrumssystemen zu verbessern. ↩
Erforschen Sie dieses Prinzip, um die Fluiddruckverteilung in geschlossenen Systemen zu verstehen. ↩
Das Verständnis dieses Systems ist entscheidend für die Kommunikation präziser Designabsichten für die Fertigung und die Sicherstellung der Teilekompatibilität. ↩
Erfahren Sie, wie diese fortschrittliche Methode das höchste Maß an Dichtungsintegrität in kritischen Fluid- und Vakuumsystemen gewährleistet. ↩
Verstehen Sie, wie diese Methode spezifische Elemente erkennt, was entscheidend für das Auffinden von Spurenlecks in der Fertigung und wissenschaftlichen Forschung ist. ↩
Erfahren Sie, wie diese Korrosionsart unsichtbares Materialversagen verursachen kann und warum es entscheidend ist, sie zu verhindern. ↩
Sehen Sie, wie diese Methodik sicherstellt, dass jedes Teil die Spezifikationen in der Großserienfertigung erfüllt. ↩





