

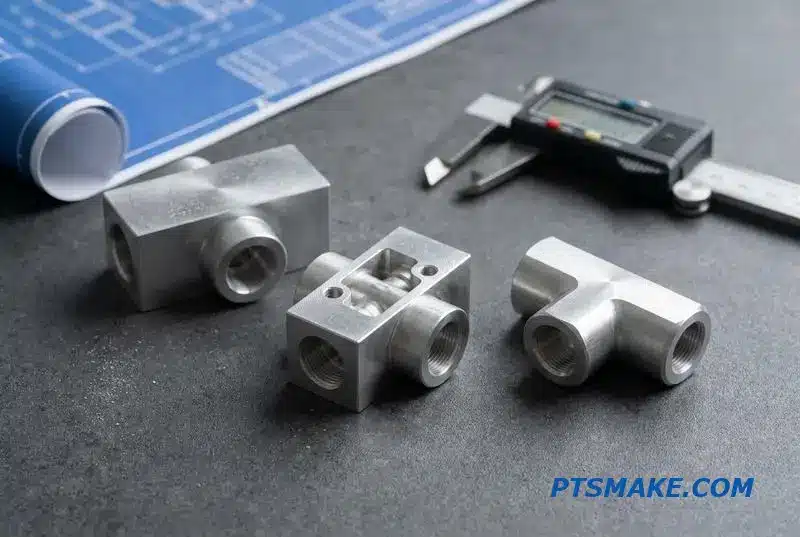
Die Beschaffung von CNC-gefrästen Ventilgehäusen für die Flüssigkeitskühlung, die Lecktests beim ersten Versuch bestehen, ist schwieriger, als es aussieht. Ein Ovalitätsproblem an einer Kugelbohrung, ein Grat in einem quergebohrten Anschluss, und Ihr gesamter CDU-Aufbau verzögert sich.
Ventilgehäuse für die Flüssigkeitskühlung erfordern CNC-Bearbeitung mit Bohrungstoleranzen von ±0,05 mm, Sitzoberflächen bis Ra 0,2 µm und vollständige Lecktests bei 1,5-fachem Nenndruck. Die Materialwahl (316L, Messing, 6061-T6) hängt von der Kühlmittelchemie und der galvanischen Paarung ab.

In diesem Leitfaden führe ich Sie durch die Materialien, Toleranzen, Oberflächengüten und Prüfmethoden, die ich bei PTSMAKE verwende, wenn ich Ventilgehäuse für Kühlkreisläufe von Rechenzentren bearbeite. Jeder Abschnitt liefert Ihnen die Spezifikationen und Entscheidungen, die die Zuverlässigkeit der Teile bestimmen.
Warum Flüssigkeitskühlungsventile auf Präzisions-CNC-Bearbeitung angewiesen sind
Der Markt für Flüssigkeitskühlventile in Rechenzentren wächst rasant und wird voraussichtlich bis 2032 erheblich expandieren. Dieses Wachstum unterstreicht eine entscheidende Tatsache: Jedes Ventil in diesen Systemen basiert auf einer präzise gefertigten Grundlage. Das Ventilgehäuse ist diese Grundlage, die fast ausschließlich durch CNC-Bearbeitung hergestellt wird.
Der unsichtbare Kern der Zuverlässigkeit
Jedes Kugel-, Rückschlag- oder Überdruckventil enthält ein Gehäuse mit komplexen internen Kanälen und Dichtflächen. Diese Merkmale müssen mit unglaublich engen Toleranzen bearbeitet werden. Jede Abweichung kann zu Lecks führen, die in einer Rechenzentrumsumgebung katastrophal sind. Ein zuverlässiger, langfristiger Betrieb ist ohne diese Präzision unmöglich.
Wichtige Bearbeitungsanforderungen
Verschiedene Ventile erfordern spezifische Bearbeitungsschwerpunkte, um korrekt zu funktionieren. Ein kleiner Fehler in der Fertigung führt direkt zu einem Systemausfall.
| Ventiltyp | Primärer Bearbeitungsschwerpunkt | Konsequenz des Scheiterns |
|---|---|---|
| Kugelventil | Sphärische Dichtflächen | Katastrophales Leck |
| Rückschlagventil | Interne Sitzgeometrie | Rückfluss, Systemschaden |
| Überdruckventil | Federsitz & Blende | Überdruck |
Deshalb sind CNC-gefertigte Armaturen und Ventile für die Flüssigkeitskühlung der Industriestandard; kein anderes Verfahren bietet dieses Maß an Kontrolle.

Der Erfolg eines CNC-gefertigten Ventilgehäuses geht über die Einhaltung enger Toleranzen hinaus. Der gesamte Fertigungsansatz, von der Materialauswahl bis zur abschließenden Oberflächenbehandlung, spielt eine entscheidende Rolle für die Leistung und Lebensdauer des Ventils. Es ist ein Prozess, bei dem mehrere technische Anforderungen in Einklang gebracht werden müssen.
Kritische Fertigungsüberlegungen
Die Wahl des richtigen Materials ist die erste wichtige Entscheidung. Messing bietet eine hervorragende Bearbeitbarkeit und Kosteneffizienz für allgemeine Anwendungen. Für Systeme mit aggressiven Kühlmitteln bietet Edelstahl eine überragende Korrosionsbeständigkeit. Aluminium wird oft wegen seines geringen Gewichts und seiner ausgezeichneten Wärmeleitfähigkeit gewählt.
| Material | Hauptvorteil | Gemeinsame Bewerbung |
|---|---|---|
| Messing (C360) | Kostengünstig, gute Bearbeitbarkeit | Allgemeine Kühlung |
| Rostfreier Stahl (316) | Hervorragende Korrosionsbeständigkeit | Hochreine/aggressive Flüssigkeiten |
| Aluminium (6061) | Leichtes Gewicht, hohe Wärmeleitfähigkeit | Leistungskritische Systeme |
Oberflächengüte: Mehr als Ästhetik
Die Oberflächengüte im Inneren des Ventilgehäuses beeinflusst direkt die Fluiddynamik. Eine glattere Oberfläche reduziert Turbulenzen und Druckabfall und verbessert die Gesamteffizienz des Kühlkreislaufs. Das Erreichen einer nahezu-Isotrop1 Oberfläche innerhalb komplexer interner Geometrien ist eine Herausforderung, die die Herstellung von Flüssigkeitskühlventilen durch Experten auszeichnet.
Das Wachstum der Flüssigkeitskühlung übt immensen Druck auf die Komponentenqualität aus. Präzisions-CNC-Bearbeitung ist die grundlegende Technologie, die sicherstellt, dass Ventilgehäuse zuverlässig und leckagefrei sind. Die Beherrschung von Materialauswahl, engen Toleranzen und fortschrittlichen Oberflächengüten ist unerlässlich, um den Anforderungen moderner Hochleistungssysteme gerecht zu werden.
Das Ventilgehäuse in einem Flüssigkeitskühlsystem: Wo es passt und was es tut
Das Ventilgehäuse ist der unbesungene Held in jedem Flüssigkeitskühlsystem. Es fungiert als Verkehrsregler für das Kühlmittel und stellt sicher, dass es genau dorthin fließt, wo es benötigt wird. Ohne ein ordnungsgemäß konstruiertes und bearbeitetes Ventilgehäuse würden die Effizienz und Zuverlässigkeit des gesamten Systems zusammenbrechen.
Kritische Rollen eines Ventilgehäuses
Verschiedene Ventile erfüllen unterschiedliche Aufgaben, von der einfachen Ein/Aus-Steuerung bis zur komplexen Durchflussmodulation. Das Gehäuse beherbergt diese Mechanismen und muss konstanten Druck- und Temperaturschwankungen standhalten. Dies macht eine hochwertige Fertigung für die Leistung unerlässlich.
Überblick über Kernfunktionen
| Ventiltyp | Primäre Funktion | Typischer Standort |
|---|---|---|
| Kugelventil | Ein/Aus-Isolation | CDU-Einlass, Rack-Verteiler |
| Proportionalventil | Durchflussmodulation | Zu Kühlplatten |
| Rückschlagventil | Rückfluss verhindern | Parallele Kühlmittelleitungen |
| Überdruckventil | Überdrucksicherheit | System-Hochpunkt |
Das Verständnis dieser Rollen ist der erste Schritt, um die komplexe Technik hinter diesen kritischen Komponenten zu würdigen. Der Herstellungsprozess muss fehlerfrei sein.
Ventile in einem Kühlkreislauf abbilden
In einem Flüssigkeitskühlkreislauf eines Rechenzentrums werden spezifische Ventile strategisch platziert. Kugelhähne werden beispielsweise an den Einlässen der Kühlmittelverteilungseinheit (CDU) und an den Rack-Anschlüssen verwendet. Ihre Aufgabe ist einfach: Sie bieten eine zuverlässige Möglichkeit, Abschnitte für Wartungsarbeiten zu isolieren, ohne das gesamte System entleeren zu müssen.
Präzises Durchflussmanagement
Proportionalregelventile sind anspruchsvoller. Sie sitzen direkt vor den einzelnen Kühlplatten und modulieren den Kühlmittelfluss basierend auf der Echtzeit-Wärmelast der Prozessoren. Dies stellt sicher, dass jede Komponente genau die Kühlung erhält, die sie benötigt, ohne Pumpenergie zu verschwenden. Rückschlagventile werden oft in parallelen Zweigen platziert, um Rückfluss zu verhindern.
Gemeinsame Bearbeitungsherausforderungen
Obwohl ihre Funktionen variieren, überschneiden sich die Fertigungsanforderungen für diese Ventilgehäuse erheblich. Die Integrität des gesamten Kühlsystems hängt von der Präzision dieser Teile ab. Probleme wie Kavitation2 können durch schlecht gestaltete interne Geometrien entstehen.
Von der Funktion zur Fertigung
Jedes Ventilgehäuse, unabhängig vom Typ, stellt ähnliche Herausforderungen dar, die eine fachmännische CNC-Bearbeitung erfordern. Diese Herausforderungen sind grundlegend für die Herstellung zuverlässiger CNC-gefertigter Armaturen und Ventile für die Flüssigkeitskühlung.
| Bearbeitungsverfahren | Kritische Anforderung | Auswirkungen auf die Leistung |
|---|---|---|
| Bohrung der internen Anschlüsse | Glatte, präzise Kanäle | Verhindert Druckabfälle und Turbulenzen |
| Oberflächenbearbeitung der Dichtflächen | Extrem geringe Oberflächenrauheit | Gewährleistet eine leckagefreie Abdichtung mit Dichtungen |
| Gewindeschneiden | Präzise Steigung und Tiefe | Garantiert sichere, leckagefreie Verbindungen |
| Druckprüfung | Überprüfung der Materialintegrität | Bestätigt, dass das Gehäuse dem Systemdruck standhält |
Bei PTSMAKE konzentrieren wir uns darauf, diese Prozesse zu beherrschen, um Komponenten zu liefern, die den höchsten Standards für Leistung und Zuverlässigkeit entsprechen.
Ventilgehäuse erfüllen vielfältige Aufgaben, von der einfachen Isolation bis zur präzisen Durchflussregelung. Sie alle teilen jedoch gemeinsame und anspruchsvolle Fertigungsanforderungen. Präzision bei der Bearbeitung von Anschlüssen, Dichtflächen und Gewindeschneiden ist absolut entscheidend für die Systemintegrität und die Vermeidung von Leckagen in jeder Hochleistungs-Kühlanwendung.
Materialauswahl für Flüssigkeitskühlungs-Ventilgehäuse
Die Wahl des richtigen Materials für Flüssigkeitskühlungs-Ventilgehäuse ist entscheidend. Diese Entscheidung wirkt sich direkt auf die Systemzuverlässigkeit, Langlebigkeit und die Gesamtkosten aus. Die falsche Wahl kann zu Leckagen, Korrosion und vorzeitigem Ausfall führen und den gesamten Kühlkreislauf beeinträchtigen. Wir müssen drei Schlüsselfaktoren sorgfältig abwägen.
Wichtige Entscheidungsfaktoren
Kühlmittelkompatibilität, Korrosionsbeständigkeit und Bearbeitbarkeit sind die Hauptüberlegungen. Jedes Material bietet eine einzigartige Kombination dieser Eigenschaften. Zum Beispiel könnte eine hochkorrosionsbeständige Legierung schwierig zu bearbeiten sein, was die Kosten Ihrer CNC-gefrästen Fittings und Ventile für die Flüssigkeitskühlung erhöht.
Material-Kompromisse auf einen Blick
Das Verständnis der grundlegenden Kompromisse ist ein guter Ausgangspunkt. Mein Team bei PTSMAKE verwendet oft einen einfachen Vergleich, um Kunden zu helfen, zu visualisieren, wie diese Faktoren interagieren.
| Material | Korrosionsbeständigkeit | Bearbeitbarkeit | Relative Kosten |
|---|---|---|---|
| 316L-Edelstahl | Ausgezeichnet | Messe | Hoch |
| 303 Edelstahl | Gut | Gut | Mittel |
| Messing C36000 | Messe | Ausgezeichnet | Niedrig |
| Aluminium 6061-T6 | Schlecht (muss beschichtet werden) | Gut | Niedrig |

Wenn man tiefer in die Materialauswahl für Ventilgehäuse eintaucht, wird die spezifische Metallgüte entscheidend. Jede Legierung hat unterschiedliche Eigenschaften, die sie für bestimmte Anwendungen geeignet machen. Es geht nicht nur darum, Edelstahl zu wählen; es geht darum, den richtigen Edelstahl zu wählen.
Optionen aus rostfreiem Stahl
316L-Edelstahl
Für Wasser-Glykol-Kreisläufe empfehle ich oft Edelstahl 316L. Seine Korrosionsbeständigkeit ist ausgezeichnet, was für die Systemintegrität entscheidend ist. Es verfestigt sich jedoch während der Bearbeitung, daher müssen wir scharfe Werkzeuge und kontrollierte Vorschubgeschwindigkeiten verwenden, um die erforderliche Präzision zu erreichen, ohne die Kosten in die Höhe zu treiben.
303 Edelstahl
Wenn die Anwendung weniger kritisch ist, bietet Edelstahl 303 eine gute Balance. Es ist viel einfacher zu bearbeiten als 316L, was die Teilekosten senken kann. Seine Korrosionsbeständigkeit ist jedoch geringer, was es weniger ideal für aggressive Kühlmittel oder anspruchsvolle Umgebungen macht.
Überlegungen zu Messing und Aluminium
Messing C36000 lässt sich hervorragend bearbeiten und ist kostengünstig für Systeme mit niedrigerem Druck. Der Hauptnachteil ist das Risiko von galvanische Korrosion3 wenn es mit Aluminiumkomponenten wie Kühlplatten in Kontakt kommt. Dies ist ein häufiger Fehlerpunkt, den ich bei schlecht konzipierten Mischmetallkreisläufen gesehen habe.
Aluminium 6061-T6 ist leicht und erschwinglich, was es zu einer großartigen Option für Komponenten auf der CDU-Seite macht. Es erfordert eine Schutzschicht, wie z.B. Harteloxierung, um Korrosion zu verhindern. Für Mischmetallkreisläufe bietet die chemische Vernickelung einen hervorragenden Schutz für Edelstahl- oder Kupferteile.
Die Wahl des richtigen Materials ist ein Kompromiss aus Leistung, Bearbeitbarkeit und Kosten. Edelstahl bietet eine überragende Korrosionsbeständigkeit, während Messing eine ausgezeichnete Bearbeitbarkeit aufweist. Jede Wahl hat direkte Auswirkungen auf die Zuverlässigkeit und das Budget des Endprodukts, was dies zu einer kritischen Entscheidung bei jedem Flüssigkeitskühlungsdesign macht.
Bearbeitung von Kugelventilgehäusen: Das häufigste Kühlventil
Präzision bei der CNC-Bearbeitung von Kugelhahngehäusen ist nicht verhandelbar. Der Prozess konzentriert sich auf die Schaffung eines perfekten Gehäuses für Kugel und Sitze. Jede Abweichung kann das gesamte Flüssigkeitskühlsystem beeinträchtigen. Schlüsselmerkmale erfordern unterschiedliche Bearbeitungsvorgänge, jeder mit seinen eigenen kritischen Toleranzen.
Wesentliche bearbeitete Merkmale
Die Hauptbohrung, die die Kugel aufnimmt, ist das kritischste Element. Wir bearbeiten auch präzise Endanschlüsse, wie NPT- oder BSPP-Gewinde, für die Systemintegration. Zusätzlich müssen die Spindelbohrung und alle Flanschflächen perfekt ausgerichtet sein.
Typische Toleranzen
Basierend auf unseren Tests ist die Einhaltung strenger Toleranzen für die Leistung unerlässlich. Hier sind einige gängige Spezifikationen, mit denen wir bei PTSMAKE für CNC-bearbeitete Armaturen und Ventile für die Flüssigkeitskühlung arbeiten.
| Merkmal | Typische Toleranz | Kritische Funktion |
|---|---|---|
| Durchmesser der Hauptbohrung | ±0,05 mm | Abdichtung & Kugelrotation |
| Gewinde der Endanschlüsse | Klasse 2A/2B | Leckfreie Verbindung |
| Position der Spindelbohrung | ±0,1 mm | Ausrichtung des Aktuators |
| Ebenheit der Dichtfläche | 0.02 mm | Dichtungsabdichtung |

Die größte Herausforderung bei der Herstellung von Edelstahl-Kugelhähnen ist die Aufrechterhaltung der sphärischen Geometrie der Hauptbohrung. Jede Ovalität, selbst mikroskopisch kleine, schafft einen Leckagepfad. Aus diesem Grund hängt der Kugel-Sitz-Dichtmechanismus vollständig von der geometrischen Integrität der Bohrung ab.
Bearbeitungsstrategien
Es gibt zwei primäre Strategien: einen Ansatz mit zwei Aufspannungen oder einen Prozess mit einer einzigen Aufspannung. Die Zwei-Aufspannungs-Methode beinhaltet die Bearbeitung der Bohrung und eines Endes, gefolgen von einem erneuten Spannen, um das gegenüberliegende Ende zu bearbeiten. Obwohl üblich, birgt sie das Risiko, Ausrichtungsfehler zwischen den Aufspannungen einzuführen.
Bei PTSMAKE bevorzugen wir oft eine einzige Aufspannung auf einer Mehrachsen-Drehmaschine mit angetriebenen Werkzeugen. Diese Methode bearbeitet alle Merkmale in einer einzigen Aufspannung und gewährleistet so eine überlegene Konzentrationsfähigkeit4 zwischen allen Merkmalen. Dies ist entscheidend für Hochleistungsanwendungen.
Material- und Oberflächenbetrachtungen
Die Materialwahl hängt von der Anwendung ab. Wir verwenden typischerweise Edelstahl 316L für kühlmittelberührende Komponenten aufgrund seiner Korrosionsbeständigkeit. Für anlagenseitige Teile ist Messing eine kostengünstige Alternative. Eine Oberflächengüte von Ra 0,8 µm ist Standard auf Dichtflächen, um eine zuverlässige Abdichtung zu gewährleisten.
| Aspekt | Spezifikation | Begründung |
|---|---|---|
| Material (Kühlmittelseite) | 316L-Edelstahl | Korrosionsbeständigkeit |
| Material (Anlagenseite) | Messing (z.B. C360) | Kosten-Wirksamkeit |
| Oberflächengüte der Dichtung | Ra 0,8 µm | Verhindert Mikroleckagen |
Die erfolgreiche CNC-Bearbeitung von Kugelhahngehäusen basiert auf präziser Bohrungsgeometrie, strategischer Werkstückspannung und der richtigen Materialauswahl. Das Erreichen enger Toleranzen, insbesondere der Konzentrizität, ist entscheidend, um Leckagen zu verhindern und eine zuverlässige Leistung in anspruchsvollen Flüssigkeitskühlungsanwendungen zu gewährleisten.
Proportionalregelventilgehäuse: Interne Kanäle und Anschlüsse
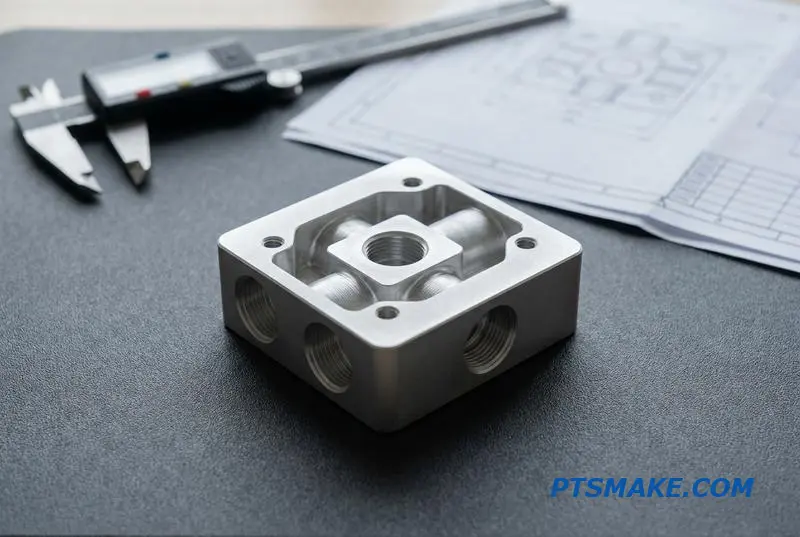
Proportionalregelventile gehören zu den komplexesten Komponenten in Flüssigkeitskühlsystemen. Ihr Zweck ist die dynamische Durchflussmodulation, die unglaublich komplizierte interne Kanalisierungen erfordert. Es geht nicht nur darum, Löcher zu bohren; es geht darum, präzise Wege für das Fluid zu schaffen.
Wichtige interne Merkmale
Die Ein- und Auslassöffnungen müssen in bestimmten Winkeln bearbeitet werden. Im Inneren werden die Messkanten sorgfältig geformt, um Durchflussraten mit hoher Genauigkeit zu steuern. Das gesamte Design ist auf präzise Leistung und langfristige Zuverlässigkeit in anspruchsvollen Anwendungen ausgelegt.
Die Spulenbohrung
Der Spalt zwischen der Spule und ihrer Bohrung ist entscheidend für die Funktion. Wir bearbeiten diese Merkmale auf eine enge H6/g6-Passung, um eine reibungslose, reaktionsschnelle Bewegung ohne Leckage zu gewährleisten.
| Merkmal | Standard-Toleranz | Bearbeitung Auswirkungen |
|---|---|---|
| Spulenbohrungsdurchmesser | ±0,01 mm | Erfordert Präzisionsbohren/-honen |
| Anschlusswinkel | ±0,5 Grad | Benötigt Mehrachsen-CNC-Fähigkeit |
| Messkante | Scharf, gratfrei | Erfordert spezielle Entgratwerkzeuge |

Bearbeitung komplexer Geometrien
Der Prozess der CNC-Fertigung von Regelventilgehäusen aus einem massiven Block ist eine große Herausforderung. Er umfasst viel mehr als nur einfaches Fräsen. Querbohrungen für Anschlusskreuzungen müssen perfekt ausgerichtet sein, um Strömungsstörungen und Druckabfälle zu vermeiden.
Entgraten und Oberflächengüte
Jegliche Grate, die nach dem Bohren an Innenkanten verbleiben, können Turbulenzen erzeugen und den Durchfluss beeinträchtigen. Wir verwenden fortschrittliches Entgraten, um eine reibungslose Fluiddynamik zu gewährleisten. Die Spulenbohrung erfordert eine feine Oberflächengüte, typischerweise Ra 0,4 µm, um Haftreibung5 und vorzeitigem Verschleiß, wodurch das Ventil sofort reagiert.
Fertigungsansätze
Die Bearbeitung von Proportionalventilgehäusen bietet zwei primäre Wege. Die Bearbeitung aus einem massiven Rohling bietet überlegene Materialintegrität und Festigkeit. Im Gegensatz dazu kann der Feinguss, gefolgt von einer Endbearbeitung, die Anfangskosten senken, birgt jedoch das Risiko von Materialfehlern wie Porosität.
| Methode | Vorteile | Benachteiligungen |
|---|---|---|
| Aus dem Vollen gefräst | Hohe Festigkeit, keine Porosität | Höherer Materialausschuss, längere Zykluszeit |
| Feinguss | Weniger Materialausschuss, endkonturnahe Form | Potenzielle Porosität, erfordert Nachbearbeitung |
Bei PTSMAKE sind unsere 4-Achs- und 5-Achs-Fräszentren ideal, um diese komplexen Mehrkanalgehäuse direkt aus Vollmaterialien herzustellen.
Die Herstellung von Proportionalregelventilgehäusen erfordert fortschrittliche CNC-Fähigkeiten. Präzision ist entscheidend für die interne Kanalisierung, enge Toleranzen und überlegene Oberflächengüten. Der richtige Ansatz – ob aus dem Vollen gefräst oder gegossen – beeinflusst direkt die Leistung und Zuverlässigkeit des Ventils in kritischen Flüssigkeitskühlsystemen.
Rückschlagventilgehäuse: Federhaltung und Sitzgeometrie
In der Flüssigkeitskühlung sind Rückschlagventile unerlässlich, um Rückfluss zu verhindern, wenn eine Pumpe abschaltet. Das Gehäuse ist die Grundlage. Seine Bearbeitung erfordert hohe Präzision für Merkmale wie die Innenbohrung, die den Ventilkegel führt, und den Ventilsitz.
Wichtige Bearbeitungsmerkmale
Der Ventilsitz ist das kritischste Element. Er ist oft eine 45-Grad-Fase, die direkt in das Gehäuse gefräst wird, oder eine Tasche, die für einen Weichsitz-Einsatz konzipiert ist. Präzise Federhaltevorrichtungen werden ebenfalls bearbeitet, um den Öffnungsdruck des Ventils zuverlässig zu steuern.
Vergleich der Sitzgeometrie
Diese Tabelle zeigt die gängigen Sitztypen, die wir für CNC-gefertigte Armaturen und Ventile für die Flüssigkeitskühlung bearbeiten.
| Sitztyp | Material | Hauptvorteil | Gemeinsame Bewerbung |
|---|---|---|---|
| Kegelsitz | Gleich wie Gehäuse (z.B. 316L) | Dauerhaftigkeit | Hochdrucksysteme |
| Weichsitz-Einsatz | PEEK / PTFE | Hervorragende Abdichtung | Niederdruck, kritische Dichtung |
Die größte Herausforderung bei der CNC-Bearbeitung von Rückschlagventilgehäusen ist die Konzentrizität zwischen Ventilsitz und Innenbohrung. Wenn diese beiden Merkmale nicht perfekt ausgerichtet sind, dichtet der Ventilkegel oder die Scheibe nicht korrekt ab, was zu Leckagen und Systemausfällen führt.
Gewährleistung der Dichtheit
Wir halten konsequent eine Toleranz von ±0.05mm Gesamtanzeigender Rundlauf6 (TIR) zwischen Sitz und Bohrung. Dies ist nicht nur eine Zahl; es ist eine Anforderung für zuverlässige Leistung. Jede Abweichung darüber hinaus kann zu ungleichmäßigem Verschleiß führen und die Dichtung beeinträchtigen, ein kritischer Fehler bei der Flüssigkeitskühlung für empfindliche Elektronik.
Material- und Bearbeitungssynergie
Für das Gehäuse ist Edelstahl 316L eine gängige Wahl aufgrund seiner Korrosionsbeständigkeit. Wenn ein Design einen Weichsitz erfordert, bearbeiten wir eine präzise Tasche für einen PEEK- oder PTFE-Einsatz. Die Kontrolle der Tiefe der Federaufnahme ist ebenso wichtig, da sie direkt die zum Öffnen des Ventils erforderliche Kraft beeinflusst.
| Parameter | Spezifikation | Überprüfungsmethode |
|---|---|---|
| Sitz-zu-Bohrung Konzentrizität | ±0.05mm TIR | KMG-Tastkopfabtastung |
| Tiefe der Federaufnahme | ±0,1mm | Digitales Tiefenmessgerät |
| Oberflächengüte der Dichtung | Ra 0.8 µm oder besser | Oberflächenprofilometer |
Bei PTSMAKE verwenden wir bei jeder Charge eine KMG-Verifizierung, um sicherzustellen, dass diese Konzentrizität eingehalten wird. Dieses Engagement für die Bearbeitungspräzision von Rückschlagventilen verhindert kostspielige Feldausfälle für unsere Kunden.
Letztendlich hängt die erfolgreiche Funktion eines Rückschlagventils von der präzisen Bearbeitung des Gehäuses ab. Die Konzentrizität zwischen Sitz und Bohrung, gepaart mit der richtigen Materialauswahl und -prüfung, gewährleistet eine zuverlässige Rückflussverhinderung in anspruchsvollen Flüssigkeitskühlanwendungen.
Druckbegrenzungsventilgehäuse: Gewinde, Sitzwinkel und Einstellgenauigkeit des Drucks
Die Leistung eines Druckbegrenzungsventils (DBV) wird durch die Bearbeitungspräzision seines Gehäuses bestimmt. Die interne Geometrie, insbesondere der Ventilsitz, steuert direkt die Genauigkeit des Einstelldrucks. Selbst geringfügige Abweichungen können zu katastrophalen Ausfällen oder anhaltenden, kostspieligen Leckagen in einem System führen.
Wichtige bearbeitete Geometrien
Das Ventilgehäuse enthält mehrere kritische Merkmale. Dazu gehören die Düse oder der Sitz, die Federkammer, die Gewinde der Einstellschraube und der Auslassanschluss. Jedes Element muss nach engen Spezifikationen bearbeitet werden, um im Zusammenspiel eine zuverlässige und wiederholbare Ventilfunktion unter Druck zu gewährleisten.
Vom Entwurf zur Leistung
Die Beziehung zwischen dem Entwurf und der Leistung des Endprodukts ist direkt. Zum Beispiel bestimmen der Winkel und die Oberflächengüte des Sitzes, wie effektiv das Ventil bei dem präzisen Einstelldruck abdichtet und öffnet. Es ist ein Spiel der Mikrometer.
| Merkmal | Fokus Bearbeitung |
|---|---|
| Ventilsitz | Winkel, Breite und Oberflächengüte |
| Federkammer | Innendurchmesser und Tiefe |
| Einstellgewinde | Flankendurchmesser und Gewindeklasse |
| Auslassanschluss | Bohrungskonzentrizität und Durchmesser |

Wenn wir uns der CNC-Bearbeitung von Druckbegrenzungsventilgehäusen nähern, behandeln wir Toleranzen als absolute Regeln, nicht als Richtlinien. Die Verbindung zwischen Bearbeitungspräzision und Wiederholbarkeit des Einstelldrucks ist unzertrennlich. Schlechte Geometrie oder Oberflächengüte ist die Hauptursache für vorzeitiges Abblasen oder langsames Sitzleckage.
Kritische Toleranzen und Oberflächengüten
Für Metall-auf-Metall-Sitze, die einen blasenfreien Abschluss erfordern, ist oft eine Oberflächengüte von Ra 0,2 µm notwendig. Basierend auf unseren Tests führt alles Rauere zu einem Leckpfad. Die Sitzbreitentoleranz wird typischerweise auf ±0,025 mm gehalten, um sicherzustellen, dass die Kraft der Feder konsistent angewendet wird.
Die Rolle von Gewinden und Konzentrizität
Die Gewinde der Einstellschraube, üblicherweise eine Passung der Klasse 2A/2B, ermöglichen eine Feinabstimmung des Einstelldrucks. Eine schlechte Gewindegeometrie kann Reibung oder Spiel verursachen, was eine genaue Einstellung unmöglich macht. Ebenso wichtig ist die Konzentrizität zwischen dem Sitz und der Führungsbohrung, die eine ungleichmäßige Belastung und vorzeitigen Verschleiß verhindert. Eine schlechte Kontrolle hier kann die Leistung erhöhen Hysterese7.
Diese Prinzipien sind besonders kritisch in Systemen wie CNC-bearbeitete Armaturen und Ventile für Flüssigkeitskühlung, wo Zuverlässigkeit von größter Bedeutung ist.
Das Erreichen eines genauen Einstelldrucks und einer blasenfreien Abdichtung in einem Überdruckventil hängt vollständig von der CNC-Bearbeitung des Ventilgehäuses ab. Zu den Schlüsselfaktoren gehören die Sitzgeometrie, die Oberflächengüte (Ra 0,2 µm) und enge Toleranzen bei Merkmalen wie Gewinden und Bohrungskonzentrizität.
Mehrachsige CNC-Bearbeitung für komplexe Ventilgehäusegeometrien
Die Entscheidung zwischen 3-Achsen- und 5-Achsen-Bearbeitung ist ein entscheidender Schritt. Für komplexe Ventilgehäuse, insbesondere solche in Flüssigkeitskühlsystemen, wird die Mehrachsenbearbeitung oft zur Notwendigkeit, nicht zum Luxus. Sie ermöglicht die Erstellung komplexer Merkmale in einer einzigen Aufspannung.
Wann ist 5-Achsen-Bearbeitung unerlässlich?
Für Komponenten mit Anschlüssen an mehreren, nicht-orthogonalen Flächen ist die 5-Achsen-Bearbeitung der klare Gewinner. Dieser Ansatz, den wir häufig bei PTSMAKE anwenden, vereinfacht den Prozess für Teile, die Hinterschneidungen oder Rückseitenbearbeitungen erfordern, die mit einer 3-Achsen-Maschine in einer einzigen Aufspannung unmöglich zu erreichen sind.
Wichtige Entscheidungsfaktoren
| Komplexität der Merkmale | 3-Achsen-Ansatz | 5-Achsen-Lösung |
|---|---|---|
| Anschlüsse mit Verbundwinkel | Mehrere komplexe Vorrichtungen | Eine einzige Aufspannung, höhere Genauigkeit |
| Hinterschnitte/Rückseitenbearbeitung | Spezialwerkzeuge, mehrere Aufspannungen | Direkter Bearbeitungszugang |
| Hohe Rundlaufgenauigkeit | Risiko der Toleranzakkumulation | In einem Arbeitsgang beibehalten |
Die "One-Hit"-Bearbeitungsstrategie
Der Hauptvorteil der 5-Achsen-CNC-Bearbeitung von Ventilgehäusen ist die "One-Hit"-Strategie. Die Fertigstellung eines Teils in einer einzigen Aufspannung reduziert das Risiko von Fehlern, die durch erneutes Spannen entstehen, drastisch. Dies ist entscheidend für die Einhaltung enger Toleranzen zwischen Merkmalen auf verschiedenen Seiten des Teils.
Wir haben festgestellt, dass dieser Ansatz für CNC-gefertigte Armaturen und Ventile für die Flüssigkeitskühlung mit vier oder mehr abgewinkelten Anschlüssen kostengünstiger ist. Der höhere Stundensatz der Maschine wird durch den Wegfall mehrerer kundenspezifischer Vorrichtungen und der damit verbundenen Arbeitskosten für die Einrichtung ausgeglichen.
Vergleich von Fertigungsansätzen
Die Wahl des richtigen Prozesses wirkt sich direkt auf die Endkosten und die Qualität aus. Es ist ein Kompromiss zwischen Maschinenzeit, Arbeitsaufwand und Werkzeuginvestitionen.
Kosten- und Zeitaufschlüsselung
Die Fertigung von Ventilen durch Mehrachsenbearbeitung erfordert eine tiefere Analyse als nur der Vergleich von Maschinenstundensätzen. Nach der Überprüfung mehrerer Projekte zeigen unsere Daten ein klares Muster.
| Metrisch | 3-Achsen + Mehrere Einspannungen | 5-Achsen-Einzelaufspannung |
|---|---|---|
| Zykluszeit | Höher (inklusive Rüstzeit) | Niedriger (kontinuierliche Bearbeitung) |
| Genauigkeit | Niedriger (Toleranzakkumulation) | Höher (einzelnes Referenzsystem) |
| Vorrichtungskosten | Hoch (mehrere kundenspezifische Vorrichtungen) | Minimal (Standard-Schraubstock/Spannfutter) |
| Arbeitskosten | Hoch (mehrere Aufspannungen) | Niedriger (weniger Bedienereingriffe) |
Die Verwendung von erweiterten Funktionen wie Werkzeugmittelpunktsteuerung (TCPC)8 an unseren 5-Achs-Maschinen ermöglicht es der Werkzeugspitze, einem programmierten Pfad zu folgen, unabhängig von der Werkzeuglänge oder den Drehachsenbewegungen der Maschine. Dies gewährleistet eine überragende Genauigkeit bei komplexen gekrümmten Oberflächen und abgewinkelten Bohrungen.
Mehrachsige Bearbeitung ist unerlässlich für komplexe Ventilgehäuse, da sie die Genauigkeit verbessert und die gesamten Projektkosten senkt. Durch die Minimierung der Aufspannungen mittels einer "One-Hit"-Strategie überwindet sie den höheren Stundensatz und liefert letztendlich ein überlegenes und wirtschaftlicheres Teil.
Langdrehen für kleine Ventilkomponenten: Ventilkerne und Einsätze
Warum Schweizer Drehen für komplizierte Ventilteile?
Für kleine, komplexe Ventilkomponenten reichen konventionelle Drehmaschinen oft nicht aus. Teile wie Ventilschäfte und Ventilteller erfordern ein Präzisionsniveau, das schwer zu erreichen ist, wenn die Werkstückdurchbiegung zu einem Problem wird. Hier bietet das Langdrehen (Swiss-Type Turning) uns bei PTSMAKE einen deutlichen Vorteil.
Das Schweizer CNC-Drehen von Ventilteilen ist ideal für Komponenten mit Durchmessern von 3 mm bis 20 mm und Längen bis zu 200 mm. Durch die Unterstützung des Rohmaterials direkt am Schneidwerkzeug minimiert die Maschine Vibrationen und Durchbiegungen und gewährleistet so eine außergewöhnliche Geradheit und Rundlaufgenauigkeit bei langen, schlanken Teilen.
Wichtige Komponenten, die wir bearbeiten
Die Präzisionsbearbeitung von Ventileinsätzen ist ein Kernbestandteil unserer Arbeit. Wir bearbeiten verschiedene Sekundärkomponenten, jede mit ihren eigenen einzigartigen Herausforderungen. Das Langdrehen ermöglicht es uns, diese Anforderungen für Anwendungen wie CNC-gefertigte Armaturen und Ventile für die Flüssigkeitskühlung stets zu erfüllen.
| Komponente | Häufige Bearbeitungsherausforderung |
|---|---|
| Ventilschäfte | Geradheit über lange Längen beibehalten |
| Ventilkegel | Erreichen kritischer Dichtflächengüten |
| Dosiernadeln | Konusgenauigkeit und Feinpunktgeometrie |
| Ventilsitzeinsätze | Konzentrizität zwischen Bohrung und Sitz |

Der technische Vorsprung der Schweizer Zerspanung
Die Überlegenheit von Maschinen des Schweizer Typs für diese Teile beruht auf drei Hauptmerkmalen. Diese Technologien ermöglichen es uns, ein Bauteil vollständig in einer einzigen Aufspannung zu bearbeiten, was sowohl für die Präzision als auch für die Effizienz bei der Herstellung von Teilen für Flüssigkeitskühlsysteme entscheidend ist.
Führungsbuchse für Stabilität
Die Führungsbuchse ist der Eckpfeiler des Schweizer Drehens. Sie bietet dem Werkstück direkt neben den Schneidwerkzeugen eine starre Unterstützung. Diese Anordnung eliminiert praktisch die Durchbiegung bei langen, schlanken Teilen und gewährleistet gleichmäßige Durchmesser und überlegene Oberflächengüten von Ende zu Ende.
Gegenspindel für vollständige Bearbeitung
Nachdem die Hauptspindel ihre Operationen abgeschlossen hat, übernimmt die Gegenspindel das Teil. Dies ermöglicht es uns, das hintere Ende ohne manuelles Eingreifen zu bearbeiten. Dieser Prozess garantiert eine hervorragende Konzentrizität zwischen Merkmalen an gegenüberliegenden Enden des Bauteils, ein kritischer Faktor für die Ventilperformance.
Angetriebene Werkzeuge für komplexe Merkmale
Unsere Schweizer Maschinen sind mit angetriebenen Werkzeugen ausgestattet. Dies ermöglicht uns, sekundäre Bearbeitungen wie Querbohren, Nutenfräsen und Planfräsen im selben Zyklus durchzuführen. Dieser integrierte Ansatz reduziert die Durchlaufzeiten und verbessert die Genauigkeit der Merkmale relativ zu den gedrehten Durchmessern.
Material- und Präzisionsstandards
Wir arbeiten mit einer Reihe von Materialien, die aufgrund ihrer Leistung in anspruchsvollen Ventilapplikationen ausgewählt wurden. Die Wärmebehandlung von 17-4PH, bekannt als Ausscheidungshärtung9, ist entscheidend für die Erzielung einer hohen Verschleißfestigkeit. Basierend auf unseren Tests halten wir stets enge Toleranzen ein.
| Material | Primäre Anwendung |
|---|---|
| 303/316L SS | Korrosionsbeständigkeit und allgemeine Verwendung |
| 17-4PH H900 | Hochdruck-, hochverschleißfeste Komponenten |
| PEEK | Elektrische Isolierung und chemische Beständigkeit |
Wir erreichen Toleranzen von ±0,01 mm bei Durchmessern und Oberflächengüten von bis zu Ra 0,4 µm auf kritischen Dichtflächen.
Schweizer Drehmaschinen sind unerlässlich für die Herstellung kleiner, komplexer Ventilkomponenten mit hoher Präzision. Ihre Fähigkeit, lange, schlanke Teile zu bearbeiten und Merkmale in einer einzigen Aufspannung zu vervollständigen, macht sie ideal für Ventilkerne, Einsätze und andere komplizierte Teile, die enge Toleranzen erfordern.
Gewinde und Endanschlüsse bei der Ventilgehäusebearbeitung
Eine korrekte Gewindeherstellung ist unerlässlich für die Schaffung druckdichter, zuverlässiger Verbindungen in Ventilgehäusen. Es geht nicht nur darum, Rillen zu schneiden; es geht darum, den richtigen Standard auszuwählen und ihn präzise auszuführen. Jeder Gewindetyp dient einem bestimmten Zweck, von konischen bis zu geraden Profilen.
Wichtige Gewindestandards
Verschiedene Anwendungen erfordern unterschiedliche Gewindestandards. Für CNC-bearbeitete Fittings und Ventile für die Flüssigkeitskühlung ist deren Verständnis grundlegend. In unserer Arbeit bei PTSMAKE bearbeiten wir üblicherweise diese primären Typen, jeder mit einzigartigen geometrischen Anforderungen für Dichtung und mechanischen Eingriff.
| Gewindetyp | Versiegelungsmethode | Gemeinsame Bewerbung |
|---|---|---|
| NPT/BSPT | Gewindeeingriff (Konisch) | Allgemeiner Zweck, Druckleitungen |
| UN/UNF/BSPP | Dichtung oder O-Ring | Fittings, Hydraulikanschlüsse |
| SAE ORB | O-Ring in einer Nut | Hochdruck-Hydrauliksysteme |
Bedeutung der Präzision
Das Erreichen einer perfekten Abdichtung beginnt mit präziser Bearbeitung. Bei der Gewindebearbeitung von Ventilgehäusen können selbst geringfügige Abweichungen in Steigung, Winkel oder Tiefe zu Leckagen oder Verbindungsversagen unter Druck führen. Diese Präzision ist es, die eine zuverlässige Komponente von einer Verbindlichkeit unterscheidet.

Messen und Qualitätskontrolle
Die Überprüfung der Gewindegeometrie ist ebenso entscheidend wie das Schneiden selbst. Wir verwenden spezifische Lehren für jeden Gewindetyp. Zum Beispiel erfordern NPT-Gewinde L1- und L2-Gewindelehren, um die Konustiefe zu überprüfen und einen korrekten Gewindeeingriff ohne Aufsetzen oder Interferenzen zu gewährleisten.
| Lehrentyp | Verwendet für | Zweck |
|---|---|---|
| Ringgewindelehre | Außengewinde | Gut-/Ausschussprüfung für den Flankendurchmesser |
| Gewindelehrdorn | Innengewinde | Gut-/Ausschussprüfung für den Flankendurchmesser |
| NPT L1/L2 Lehre | Konische Gewinde | Überprüft die korrekte Eingriffstiefe |
Gewindefräsen vs. Gewindeschneiden
Bei Gewinden mit größerem Durchmesser empfehle ich oft das Gewindefräsen anstelle des Gewindeschneidens. Das Gewindeschneiden kann manchmal ein hohes Drehmoment erzeugen, was das Risiko eines Werkzeugbruchs oder einer Verformung des Teils birgt. Das Gewindefräsen, das Helixinterpolation10, bietet einen kontrollierteren Prozess.
Diese Methode erzeugt oft eine überlegene Gewindequalität und Oberflächengüte. Ein zusätzlicher Vorteil ist, dass ein einziges Werkzeug verschiedene Gewindegrößen mit der gleichen Steigung bearbeiten kann, was Flexibilität in der Produktion bietet, insbesondere bei NPT-Gewinde-CNC-Drehoperationen.
Häufige Bearbeitungsfehler
Eine übermäßige Konizität von NPT-Gewinden ist ein häufiges Problem, das zu Montageproblemen führt. Ein weiteres Problem sind beschädigte Gewindeanfänge durch unsachgemäßen Werkzeugeintritt, was die Dichtung ruinieren kann. Schließlich verhindern Grate auf den Gewindespitzen einen korrekten Sitz und müssen sorgfältig entfernt werden.
Die Auswahl des richtigen Gewindetyps, dessen präzise Ausführung und die Überprüfung mit den richtigen Lehren sind für Hochleistungs-Ventilkörper unerlässlich. Das Verständnis häufiger Fallstricke und die Wahl der optimalen Bearbeitungsmethode, wie z.B. das Gewindefräsen für größere Durchmesser, gewährleistet eine leckagefreie und zuverlässige Verbindung.
Bearbeitung von Dichtflächen: O-Ring-Nuten, Flanschflächen und Metallsitze
Bei der Flüssigkeitskühlung ist die Dichtfläche alles. Ein einziger mikroskopischer Fehler kann zu einem katastrophalen Ausfall führen. Die Bearbeitung dieser Oberflächen an CNC-Fittings und Ventilen ist eine Aufgabe, bei der Präzision nicht nur ein Ziel ist; sie ist das einzig akzeptable Ergebnis. Es gibt keinen Raum für Fehler.
Wichtige Dichtmethoden
Wir begegnen hauptsächlich drei Arten von Dichtungen. Jede hat einzigartige Bearbeitungsanforderungen, die ihre Leistung direkt beeinflussen. Das Verständnis dieser Unterschiede ist entscheidend für die Herstellung zuverlässiger Komponenten für Flüssigkeitskühlsysteme.
| Siegel Typ | Primärer Bearbeitungsschwerpunkt | Gemeinsame Bewerbung |
|---|---|---|
| O-Ring-Nut | Nutentiefe & Oberflächengüte | Statische Dichtungen zwischen Gehäusehälften |
| Kompressionsdichtung | Oberflächenebenheit & Finish | Dichtungs- oder Klemmringverbindungen |
| Metall-auf-Metall-Sitz | Rundlauf & Oberflächengüte | Hochdruck-Kugelhähne |
O-Ring-Nut-Toleranzen
Bei Standard-AS568-O-Ring-Nuten ist die Kontrolle der Nuttiefe entscheidend. Wir halten eine Toleranz von ±0,05 mm ein. Die Oberflächengüte des Bodens muss Ra 1,6 µm oder besser sein, ohne Werkzeugspuren, die parallel zum potenziellen Leckweg verlaufen.

Der Erfolg von CNC-gefertigten Armaturen und Ventilen für die Flüssigkeitskühlung hängt von der Erzielung perfekter Dichtflächen ab. Jedes Design erfordert einen spezifischen Ansatz, von den präzisen Abmessungen einer O-Ring-Nut bis zur makellosen Oberfläche eines Metall-auf-Metall-Sitzes. Kompromisse sind keine Option.
Bearbeitung für O-Ring-Nuten
Bei O-Ring-Nuten ist das Ziel eine kontrollierte Kompression. Eine zu tiefe Nut komprimiert den O-Ring nicht ausreichend, wodurch ein Leckweg entsteht. Ist sie zu flach, wird der O-Ring zerdrückt, was zu vorzeitigem Versagen führt. Deshalb ist die Tiefentoleranz von ±0,05 mm nicht verhandelbar.
Anforderungen an Metall-auf-Metall-Sitze
Metall-auf-Metall-Sitze sind am anspruchsvollsten. Bei einem Kugelhahn mit Hartdichtung muss der Sitz eine Rundlaufgenauigkeit zur Bohrung von ±0,025 mm aufweisen. Die Oberflächengüte muss außergewöhnlich glatt sein, typischerweise zwischen Ra 0,2 µm und 0,4 µm. Hier kommen die Prinzipien von Tribologie11 entscheidend zum Tragen.
Kritische Geometriekontrollen
Die Einhaltung dieser Spezifikationen erfordert eine präzise Werkzeugwegkontrolle und Maschinenstabilität. Die Geometrie, sei es ein 45-Grad-Winkel oder eine scharfe Kante, muss perfekt sein, um eine Kontaktlinie zu erzeugen, die hohem Druck standhält, ohne zu lecken.
| Merkmal | GD&T-Kontrolle | Typische Spezifikation |
|---|---|---|
| O-Ring-Nutboden | Oberflächenprofil | 0,05 mm |
| Flanschfläche | Ebenheit | 0,02 mm |
| Metallsitzwinkel | Winkligkeit | ±0,1° |
| Metallsitz zur Bohrung | Konzentrationsfähigkeit | 0,025 mm |
Die Bearbeitung von Dichtflächen ist ein akribischer Prozess. Der Erfolg hängt von der Einhaltung enger Toleranzen für Nuttiefe, Oberflächengüte und geometrische Kontrollen wie Rundlauf ab. Diese Details bestimmen die Zuverlässigkeit von CNC-gefertigten Armaturen und Ventilen in jeder Flüssigkeitskühlungsanwendung.
Leckprüfung von bearbeiteten Ventilgehäusen: Standards und Methoden
Die Dichtheit eines Ventilgehäuses ist nicht verhandelbar, insbesondere bei CNC-gefertigten Armaturen und Ventilen für die Flüssigkeitskühlung. Ein kleiner Fehler kann zu einem katastrophalen Systemausfall führen. Bei PTSMAKE verlassen wir uns auf einen strukturierten Ansatz, um die Integrität jeder von uns produzierten Komponente zu validieren.
Wichtige Dichtheitsprüfprotokolle
Verschiedene Tests zielen auf unterschiedliche potenzielle Fehlerquellen ab. Hydrostatische Tests prüfen die strukturelle Festigkeit des Gehäuses, während pneumatische Tests die Wirksamkeit der Dichtung in den Fokus nehmen. Für die kritischsten Anwendungen sind fortschrittliche Methoden erforderlich.
Gängige Testparameter
Hier ist ein kurzer Überblick über die Standardtests, die wir für eine typische Druckprüfung von Flüssigkeitskühlventilen einsetzen.
| Prüfverfahren | Primärer Zweck | Typischer Druck/Empfindlichkeit |
|---|---|---|
| Hydrostatischer Druck | Gehäuseintegrität & Festigkeit | 1,5× Nenndruck (10-15 bar) |
| Pneumatische Sitzleckage | Dichtwirkung | Niederdruck (0,5-1 bar) |
| Helium-Massenspektrometrie | Hermetische Abdichtung | <1×10⁻⁶ mbar·L/s |
Die richtige Prüfmethode anwenden
Die Wahl des richtigen Tests ist entscheidend für eine effektive Dichtheitsprüfung des Ventilgehäuses. Jede Methode liefert unterschiedliche Informationen über die Leistung des Teils und ist für bestimmte Validierungsphasen geeignet.
Hydrostatische Druckprüfung
Wir führen diesen Test durch, um die grundlegende Integrität des Ventilgehäuses zu bestätigen. Indem wir das Teil dem 1,5-fachen seines Nenndrucks, typischerweise 10-15 bar, aussetzen und diesen 2-5 Minuten lang halten, überprüfen wir, dass keine strukturellen Schwachstellen, Porosität oder Risse aus dem Bearbeitungsprozess vorhanden sind.
Pneumatische Sitzleckageprüfung
Dieser Test konzentriert sich auf die Dichtfähigkeit des Ventilsitzes. Mit Niederdruckluft von 0,5-1 bar prüfen wir auf Leckagen mittels Blasentest oder durch Messung des Differenzdruckabfalls. Ich empfehle immer, trockenen Stickstoff zu verwenden, um Feuchtigkeitskontaminationen innerhalb der Komponente zu vermeiden.
Helium-Massenspektrometrie12 für höchste Sicherheit
Für hermetisch dichte Baugruppen oder missionskritische Anwendungen ist dies der Goldstandard. Es erkennt Lecks, die tausendmal kleiner sind, als andere Methoden finden können. Wir halten uns an ein strenges Akzeptanzkriterium von weniger als 1×10⁻⁶ mbar·L/s, um eine vollständige Dichtheit zu gewährleisten.
Eine robuste Teststrategie kombiniert diese Methoden, um die Leistung zu garantieren. Die hydrostatische Prüfung validiert das Gehäuse, die pneumatische Prüfung bestätigt die Dichtung, und die Helium-Spektrometrie gewährleistet absolute Integrität für die anspruchsvollsten Anwendungen, wie sie in Hochleistungs-Flüssigkeitskühlsystemen zu finden sind.
Entgraten und Reinigen von Ventilgehäusen: Warum es für die Kühlzuverlässigkeit wichtig ist
Die Bearbeitung eines Ventilgehäuses ist nur die halbe Miete. Der wahre Test der Zuverlässigkeit für Flüssigkeitskühlsysteme kommt von den Nachbearbeitungsprozessen. Interne Grate, insbesondere an Kreuzlochverbindungen, sind winzige Metallfragmente, die später katastrophale Ausfälle verursachen können.
Das Problem mit internen Graten
Diese Fragmente können sich lösen und Kühlmittelkanäle blockieren oder Ventilsitze verklemmen. Wenn sie die Pumpe erreichen, können sie Laufräder beschädigen, was zu einem vollständigen Systemausfall führt. Deshalb ist die Konzentration auf Entgraten und Reinigen nicht nur eine Qualitätskontrolle; es ist ein Kernbestandteil der Herstellung zuverlässiger CNC-gefertigter Armaturen und Ventile für die Flüssigkeitskühlung.
Erste Schritte sind nicht genug
Standardmäßiges Trommeln oder Waschen entfernt diese internen Grate nicht. Es erfordert einen speziellen, mehrstufigen Prozess, um sicherzustellen, dass jeder interne Durchgang perfekt sauber und glatt ist, bevor das Ventilgehäuse überhaupt montiert wird.
| Risikofaktor | Folgen schlechten Entgratens |
|---|---|
| Flussblockade | Überhitzung und Systemausfall |
| Ventilverklemmung | Unfähigkeit, den Kühlmittelfluss zu steuern |
| Pumpenschaden | Kostspielige Reparaturen und Systemausfallzeiten |
| Verunreinigung | Reduzierte Lebensdauer von Kühlmittel und Komponenten |
Fortschrittliche Entgratungs- und Reinigungsmethoden
Eine effektive Entgratung und Reinigung von Ventilgehäusen erfordert spezialisierte Techniken. Bei einfachen Geometrien kann manuelles Entgraten mit kundenspezifischen Werkzeugen interne Durchgänge erreichen. Bei komplexen internen Kanälen verlassen wir uns jedoch auf fortschrittlichere Methoden, um die vollständige Entfernung aller Grate zu gewährleisten.
Die Wahl der richtigen Technik
Das thermische Entgraten (TEM) eignet sich hervorragend für komplexe interne Geometrien, da es Grate verdampft, ohne die Abmessungen des Teils zu beeinflussen. Für hochpräzise Teile mit engen Toleranzen bietet das elektrochemische Entgraten (ECM) eine berührungslose, hochkontrollierte Lösung, die Material Ion für Ion entfernt.
| Entgratverfahren | Am besten für | Präzisionsnivellier |
|---|---|---|
| Thermisch (TEM) | Komplexe interne Geometrien | Hoch |
| Elektrochemisch (ECM) | Enge Toleranzen, empfindliche Materialien | Sehr hoch |
| Hochdruck-Wasserstrahl | Spülen und Reinigen von Kanälen | Mittel |
Verifizierung und Endreinheit
Nach dem Entgraten ist Sauberkeit von größter Bedeutung. Wir halten uns an Standards wie ISO 16232, um Partikelverunreinigungen zu messen. Die Ultraschallreinigung in speziellen Lösungsmitteln entfernt alle verbleibenden Mikropartikel. Die Endkontrolle mittels eines Endoskops13 ermöglicht es uns, visuell zu überprüfen, dass jeder interne Kanal makellos ist, und garantiert die für hochzuverlässige Systeme erforderliche Sauberkeit des CNC-bearbeiteten Teils.
Entgraten und Reinigen sind keine optionalen Schritte; sie sind wesentlich für die Leistung und Langlebigkeit jedes Flüssigkeitskühlsystems. Eine ordnungsgemäße Ausführung verhindert Verstopfungen, schützt Komponenten und stellt sicher, dass das gesamte System wie vorgesehen funktioniert, was ein Bekenntnis zu echter Fertigungsqualität widerspiegelt.
Oberflächenbehandlung und Beschichtung für Kühlmittelkompatibilität
Nach der Bearbeitung ist die Oberflächengüte nur der Anfang. Die richtige Oberflächenbehandlung des Ventilgehäuses gewährleistet eine langfristige Zuverlässigkeit in Flüssigkeitskühlsystemen. Es ist ein entscheidender Schritt, der Korrosion verhindert, Reibung reduziert und die Lebensdauer von CNC-gefertigten Armaturen und Ventilen für die Flüssigkeitskühlung verlängert.
Wichtige Oberflächenbehandlungen
Die Wahl der richtigen Behandlung hängt vollständig vom Material, dem Kühlmittel und der Betriebsumgebung ab. Jede Option bietet spezifische Vorteile, die auf unterschiedliche Anwendungsanforderungen zugeschnitten sind, von Korrosionsbeständigkeit bis hin zu Verschleißschutz.
Gängige Schutzverfahren
Wir wenden oft Behandlungen wie Passivierung für Edelstahl oder Harteloxierung für Aluminium an. Diese Prozesse sind grundlegend, um sicherzustellen, dass Teile über ihre gesamte Lebensdauer wie erwartet funktionieren.
| Behandlung | Primäres Material | Hauptzweck |
|---|---|---|
| Passivierung | Rostfreier Stahl | Entfernt freies Eisen, verbessert die Korrosionsbeständigkeit |
| Eloxieren (Typ III) | Aluminium | Erhöht die Oberflächenhärte und Verschleißfestigkeit |
| Chemisch Nickel | Kupfer, Messing | Erzeugt eine gleichmäßige Schutzbarriere |
| Teflon/Xylan | Ventilschäfte | Reduziert Reibung und verhindert Haftreibung |

Die Wahl einer Oberflächenbehandlung für einen Ventilkörper ist niemals willkürlich; es ist eine strategische Entscheidung, die auf der Systemchemie und -mechanik basiert. Zum Beispiel ist in einem Mischmetallkreislauf, der Kupfer und Aluminium enthält, eine proaktive Beschichtung unerlässlich, um Probleme zu vermeiden.
Auswahl der richtigen Behandlung
Das Kühlmittel selbst ist der größte Faktor. Eine Wasser-Glykol-Mischung ist leitfähig und erfordert Korrosionsschutz. Im Gegensatz dazu sind dielektrische Flüssigkeiten nicht leitfähig, daher wird die elektrische Isolierung durch Eloxieren wichtiger, um Lichtbogenbildung zu verhindern.
Behandlung an die Anwendung anpassen
Bei unserer Arbeit bei PTSMAKE haben wir festgestellt, dass die Passivierung von 316L-Edelstahl gemäß ASTM A967 Standard für die meisten wasserbasierten Kühlmittel ist. Sie entfernt Oberflächenverunreinigungen aus der Bearbeitung, die eine häufige Ursache für vorzeitigen Rost sind. Für Körper aus Kupferlegierungen, Chemische Vernickelung14 ist meine bevorzugte Empfehlung für die Flüssigkeitskühlung. Es erzeugt eine vollständig gleichmäßige Barriere, im Gegensatz zur Galvanisierung, die sich bei komplexen Formen ungleichmäßig aufbauen kann.
Diese Gleichmäßigkeit ist entscheidend in den komplexen Kanälen von CNC-gefertigten Armaturen und Ventilen für die Flüssigkeitskühlung. Für Anwendungen mit geringer Reibung, wie an Ventilstangen, reduziert eine Teflon-Imprägnierung oder eine Xylan-Beschichtung die Betätigungskraft und verhindert ein Festkleben, insbesondere nach langen Stillstandszeiten.
| Kühlmittel Typ | Allgemeines Material | Empfohlene Behandlung | Hauptvorteil |
|---|---|---|---|
| Wasser-Glykol | 316L Edelstahl | Passivierung | Korrosionsbeständigkeit |
| Wasser-Glykol | Aluminium | Harteloxierung (Typ III) | Härte, Korrosionsschutz |
| Wasser-Glykol | Kupfer/Messing | Chemisch Nickel | Gleichmäßige Barriereschicht |
| Dielektrische Flüssigkeit | Aluminium | Harteloxierung (Typ III) | Elektrische Isolierung |
Die Wahl der richtigen Oberflächenbehandlung ist entscheidend, um Systemausfälle zu verhindern. Passivierung, Eloxierung und spezielle Beschichtungen verbessern direkt die Haltbarkeit und Zuverlässigkeit von Flüssigkeitskühlungskomponenten und stellen sicher, dass sie über ihre gesamte Lebensdauer die Leistungserwartungen erfüllen.
Design für Fertigbarkeit: Ventilgehäusezeichnungen, die Maschinenbediener lieben
Eine gut gestaltete Ventilgehäusezeichnung ist mehr als eine Reihe von Anweisungen; sie ist ein klares Kommunikationsmittel. Wenn Ingenieure die Prinzipien des Design for Manufacturability (DFM) anwenden, überbrücken sie die Lücke zwischen Designabsicht und Produktionsrealität, sparen Zeit und senken Kosten. Dieser Ansatz verhindert unnötige Überarbeitungen und optimiert den Bearbeitungsprozess.
Warum DFM für Ventilgehäuse wichtig ist
Effektives DFM antizipiert Fertigungsherausforderungen. Bei komplexen Komponenten wie CNC-gefrästen Fittings und Ventilen für die Flüssigkeitskühlung können kleine Designanpassungen erhebliche Auswirkungen haben. Sie können die Notwendigkeit spezieller Werkzeuge oder sekundärer Operationen eliminieren und so die Effizienz und Komponentenqualität direkt verbessern.
Von der Zeichnung zum fertigen Teil
Hier sind häufige Probleme, die wir sehen, und ihre DFM-Lösungen:
| Problematisches Merkmal | Optimierte DFM-Spezifikation |
|---|---|
| Scharfe Innenecken | Großzügige Eckradien |
| Tiefe, enge Bohrungen (L/D > 4:1) | Reduziertes Länge-zu-Durchmesser-Verhältnis |
| Nicht-Standardgewinde | Regionalspezifische Standardgewinde (NPT/BSP) |
| Mehrdeutige Bezugspunkte | Klarer GD&T-Rahmen |

Bei PTSMAKE beraten wir Kunden häufig zum Design für die Herstellbarkeit bei der Ventilbearbeitung. Einfache Änderungen bringen große Vorteile. Zum Beispiel vermeidet das Vermeiden von tiefen Bohrungen mit einem Länge-zu-Durchmesser-Verhältnis von über 4:1 die Notwendigkeit teuren Tieflochbohrens. Tiefere Bohrungen führen oft zu erhöhter Werkzeugauslenkung15, was die Geradheit der Bohrung und die Gesamtgenauigkeit beeinträchtigen kann.
Wichtige Optimierungsbereiche
Interne Geometrien
Die Angabe großzügiger Eckradien in internen Taschen ist entscheidend. Scharfe Ecken können nicht gefräst werden und erfordern Funkenerosion (EDM), ein wesentlich langsameres und kostspieligeres Verfahren. Das Design von Anschlüssen, die von Standard-Werkzeugausrichtungen aus zugänglich sind, vereinfacht zudem die Einrichtung und reduziert die Bearbeitungszeit erheblich.
Gewinde und Toleranzen
Die Verwendung von nicht-Standardgewinden für eine bestimmte Region, wie BSP in einem US-basierten Projekt, kann zu Beschaffungsverzögerungen führen. Ebenso wichtig sind klare Bezugsdefinitionen für die Geometrische Bemaßung und Tolerierung (GD&T), die Mehrdeutigkeiten beseitigen und sicherstellen, dass Teile die funktionalen Anforderungen konsistent erfüllen.
| Wahl des Designs | Auswirkungen auf die Bearbeitung |
|---|---|
| Scharfe Innenecke | Erfordert langsames, kostspieliges EDM-Verfahren |
| L/D-Verhältnis > 4:1 | Benötigt spezielle Tieflochbohrwerkzeuge |
| Mehrdeutige GD&T | Risiko von Fehlinterpretationen und Ausschussteilen |
| Standard-Anschlusszugang | Ermöglicht schnellere, steifere Einspannungen |
Durch die Konzentration auf DFM-Prinzipien wie die Optimierung von Bohrtiefen, die Verwendung von Standardgewinden und die Bereitstellung klarer GD&T können Sie Ventilgehäusezeichnungen erstellen, die effizient zu fertigen sind. Diese kleinen Anpassungen führen zu geringeren Kosten, kürzeren Lieferzeiten und qualitativ hochwertigeren Teilen.
Häufige Bearbeitungsfehler in Ventilgehäusen und wie man sie vermeidet
Ventilkörper, die in Flüssigkeitskühlsystemen verwendet werden, müssen fehlerfrei sein. Selbst kleine Fehler in diesen CNC-gefertigten Armaturen und Ventilen können zu Lecks oder Systemausfällen führen. Wir sehen oft spezifische Probleme, die die Leistung beeinträchtigen, aber mit dem richtigen Ansatz sind sie vollständig vermeidbar.
Unrunde Bohrungen
Ein Hauptanliegen sind Bohrungen, die nicht perfekt kreisförmig sind. Dies resultiert oft aus einer unsachgemäßen Spannstrategie, bei der der Spanndruck das Teil während der Bearbeitung leicht verformt. Beim Lösen federt das Teil zurück und hinterlässt eine unrunde Bohrung, die die Dichtheit beeinträchtigt.
Oberflächengütefehler
Ein weiteres häufiges Problem sind Rattermarken auf kritischen Dichtflächen. Diese kleinen Vibrationen, oft verursacht durch unterbrochene Schnitte oder Werkzeuginstabilität, erzeugen eine raue Oberfläche. Dies verhindert eine perfekte Abdichtung, führt im Laufe der Zeit zu Lecks und verursacht große Qualitätsprobleme bei CNC-Ventilen.

Die Behebung von Bearbeitungsfehlern an Ventilkörpern erfordert einen systematischen Prozess. Es geht nicht nur darum, ein Problem zu beheben; es geht darum, einen Prozess aufzubauen, der sie antizipiert und verhindert. Wir konzentrieren uns auf die Identifizierung der Grundursache, die Implementierung präziser Erkennung und die Verfeinerung der Bearbeitungsstrategie für langfristige Zuverlässigkeit.
Häufige Defekte und Lösungen
Das Verständnis der Ursache eines Defekts ist der erste Schritt. Gewindefehler beispielsweise lassen sich oft auf einfachen, nicht überwachten Werkzeugverschleiß zurückführen. Ebenso wird Porosität in einem Gussteil erst dann zu einem Problem, wenn wir es bearbeiten und dabei verborgene Hohlräume aufdecken. Jeder Defekt hat eine spezifische Ursache und Lösung.
| Defekt | Grundlegende Ursache | Erkennungsmethode | Abhilfemaßnahmen |
|---|---|---|---|
| Unrunde Bohrungen | Unzureichende Spannung | KMG, Luftmessung | Spannvorrichtung neu gestalten, Drehmomentschlüssel verwenden |
| Schnattermarken | Werkzeugvibration, unterbrochene Schnitte | Oberflächenprofilometer | Drehzahlen/Vorschübe anpassen, starre Werkzeuge verwenden |
| Gewindefehler | Werkzeugverschleiß | Grenzlehre | Implementierung der Verwaltung der Werkzeugstandzeiten |
| Innenliegende Grate | Querbohrvorgänge | Endoskopische Inspektion | Entgratzyklus hinzufügen, Spezialwerkzeuge verwenden |
| Porosität | Schlechte Gussqualität | Sichtprüfung, Druckprüfung | Gussprozess verbessern, Rohteile prüfen |
| Maßdrift | Thermische Ausdehnung, Werkzeugverschleiß | In-Prozess-Sondierung | Werkzeugkompensation implementieren, Kühlmittelmanagement |
Wir achten auch genau auf Maßabweichungen bei langen Produktionsläufen. Änderungen der Maschinentemperatur und allmählicher Werkzeugverschleiß können dazu führen, dass die Teileabmessungen langsam außerhalb der Spezifikation geraten. Dies erfordert eine robuste Prozesskontrolle und Fachwissen in der Dimensionale Messtechnik16 um die Konsistenz vom ersten bis zum letzten Teil zu gewährleisten.
Die Vermeidung von Ventilgehäusedefekten erfordert ein tiefes Verständnis der Ursachen, von Spannkräften bis hin zur thermischen Drift. Der Einsatz präziser Detektionsmethoden und einer proaktiven Prozesskontrolle ist unerlässlich, um die Zuverlässigkeit von CNC-bearbeiteten Armaturen und Ventilen für Flüssigkeitskühlsysteme zu gewährleisten.
Vom Prototyp zur Produktion: Skalierung der Ventilgehäusefertigung
Die Skalierung eines neuen Ventilgehäusedesigns von einem einzelnen Prototyp bis zur vollständigen Produktion erfordert einen phasenweisen Ansatz. Jede Phase verfolgt unterschiedliche Ziele, von der Validierung des Designs bis zur Optimierung für Kosten und Wiederholbarkeit bei hohen Stückzahlen. Dieser Weg ist entscheidend für den Projekterfolg.
Die Prototypenphase (1-10 Stück)
Die Anfangsphase konzentriert sich auf Geschwindigkeit und Designvalidierung. Wir verwenden typischerweise 5-Achs- oder Fräs-Drehzentren, um Teile aus massivem Stangenmaterial zu bearbeiten. Dies ermöglicht schnelle Iterationen mit Bearbeitungszeiten von 2-3 Wochen, was schnelle Anpassungen basierend auf Testfeedback ermöglicht.
Pilot zu Produktion (10-10.000+ Stück)
Mit zunehmendem Volumen ändert sich die Strategie. Der Pilotlauf führt produktionsreife Spannvorrichtungen und optimierte Werkzeugwege ein. Die volle Produktion erfordert spezielle Werkstückspannung, minimierte Zykluszeiten und robuste Qualitätskontrollsysteme, um die Konsistenz über Tausende von Teilen hinweg zu gewährleisten.

Über die ersten Prototypen hinausgehend, müssen kritische Entscheidungen über Fertigungsmethoden getroffen werden. Die richtige Wahl wirkt sich direkt auf die Stückkosten, die Lieferzeit und die Teilequalität aus. Das Verständnis dieser Kompromisse ist entscheidend für eine effektive Skalierung bei Produkten wie CNC-gefrästen Armaturen und Ventilen für die Flüssigkeitskühlung.
Den richtigen Weg wählen
Eine primäre Überlegung ist der Übergang von der Bearbeitung aus massivem Material zum Feinguss. Bei geringeren Stückzahlen ist die Bearbeitung aus Stangenmaterial schneller und vermeidet hohe Werkzeugkosten. Wenn die Mengen einige Tausend Einheiten überschreiten, werden die anfänglichen Kosten für Gusswerkzeuge durch geringeren Materialausschuss und reduzierte Bearbeitungszeit ausgeglichen.
| Volumen Bereich | Primäre Methode | Hauptvorteil |
|---|---|---|
| 1-100 Stück | Vollständig aus dem Vollen gefräst | Geschwindigkeit, keine Werkzeugkosten |
| 100-2.000 Stück | Optimierte Bearbeitung | Reduzierte Zykluszeit |
| 2.000-10.000+ Stück | Feinguss + Bearbeitung | Niedrigere Stückkosten |
Bei extrem hohen Stückzahlen evaluieren wir Mehrspindelautomation, um die Zykluszeiten weiter zu senken. Die Qualitätssicherung entwickelt sich auch von der Erstmusterprüfung in der Pilotphase zur Verwendung von Statistische Prozesskontrolle17 während der vollen Produktion, was uns hilft, den Herstellungsprozess in Echtzeit zu überwachen und zu steuern.
Die erfolgreiche Skalierung der Ventilgehäusefertigung hängt von einem strategischen Übergang vom flexiblen Prototyping zur optimierten Massenproduktion ab. Die Wahl der richtigen Prozesse, wie Gießen oder Automatisierung, und die Implementierung robuster Qualitätskontrollen sind entscheidend für die Erzielung von Kosteneffizienz und Konsistenz bei hohen Stückzahlen.
Regulierungs- und Industriestandards für Kühlventile in Rechenzentren
Bei der Flüssigkeitskühlung in Rechenzentren sind Standards nicht nur Empfehlungen; sie sind die Grundlage für Zuverlässigkeit und Interoperabilität. Die Einhaltung dieser Standards stellt sicher, dass jede Komponente, insbesondere CNC-gefertigte Armaturen und Ventile für die Flüssigkeitskühlung, unter anspruchsvollen Bedingungen wie erwartet funktioniert. Dieser Rahmen verhindert kostspielige Ausfälle und gewährleistet die Systemkompatibilität.
Wichtige Aufsichtsbehörden
Mehrere Organisationen veröffentlichen Standards, die für die Ventilherstellung entscheidend sind. Gruppen wie ASME, ANSI und das Open Compute Project (OCP) stellen die spezifischen Richtlinien bereit, denen wir folgen. Diese Regeln bestimmen alles von der Materialfestigkeit bis zu den präzisen Abmessungen eines Anschlusses und beeinflussen direkt den Bearbeitungsprozess.
Warum Standards wichtig sind
Die Einhaltung dieser Standards garantiert, dass ein Ventil dem Druck und der Temperatur des Systems standhält, nahtlos mit anderen Komponenten verbunden werden kann und sicher funktioniert. Für Hersteller wie uns bei PTSMAKE bedeutet dies, komplexe Spezifikationen in präzise physische Teile zu übersetzen, denen unsere Kunden voll und ganz vertrauen können.

Um die Landschaft der Ventilstandards für Rechenzentren zu verstehen, muss zwischen verbindlichen Vorschriften und Best Practices der Branche unterschieden werden. Diese Unterscheidung leitet unseren Fertigungsansatz und gewährleistet sowohl die Konformität als auch die Leistung für geschäftskritische Komponenten.
Obligatorische vs. empfohlene Standards
Sicherheitszertifizierungen wie UL 1995 sind oft obligatorisch für elektronische Geräte, einschließlich Kühlsysteme. Im Gegensatz dazu werden Standards von ASHRAE TC 9.9 oder OCP typischerweise als branchengetriebene Best Practices angesehen. Große Rechenzentrumsbetreiber fordern jedoch oft die OCP-Konformität für die Interoperabilität, was sie zu einer De-facto-Anforderung für Lieferanten macht.
Auswirkungen auf die Bearbeitungsanforderungen
Diese Standards haben einen direkten und erheblichen Einfluss auf die Fertigungsprozesse. Zum Beispiel definiert ANSI/FCI 70-2 die Leckageklassen von Ventilsitzen. Das Erreichen eines Absperrventils der Klasse VI erfordert extrem enge Toleranzen an bearbeiteten Oberflächen, worauf wir uns intensiv konzentrieren. OCP-Standards für Rack-Schnittstellen spezifizieren exakte Abmessungen für UQD/BMQC-Kupplungen. Jede Anschlussstelle, Gewindegröße und Oberfläche muss einem bestimmten Datum18 entsprechen, um eine perfekte Passform über die Geräte verschiedener Anbieter hinweg zu gewährleisten.
Die folgende Tabelle fasst die wichtigsten Standards zusammen:
| Standard | Schwerpunktbereich | Auswirkungen auf die Bearbeitung |
|---|---|---|
| ASME B16.34 | Druck-Temperatur-Bewertungen von Ventilen | Legt Anforderungen an Materialfestigkeit und Wanddicke fest. |
| ANSI/FCI 70-2 | Leckage des Regelventilsitzes | Schreibt Oberflächengüte und Toleranz für Dichtflächen vor. |
| OCP V3 UQS | Rack- & Verteiler-Schnittstellen | Definiert präzise Abmessungen, Anschlussorte und Gewindegrößen. |
| UL 1995 | Sicherheit von Kühlanlagen | Regelt Materialauswahl und elektrische Sicherheitsauslegung. |
Schließlich ist ein robustes Qualitätssystem wie ISO 9001 unerlässlich. Es bietet den Rahmen, um sicherzustellen, dass wir konsistent Teile produzieren können, die all diesen anspruchsvollen Spezifikationen entsprechen.
Die Einhaltung von Standards wie ASME, ANSI und OCP ist entscheidend für die Sicherheit und Zuverlässigkeit von Kühlungssystemen in Rechenzentren. Diese Vorschriften beeinflussen direkt die Anforderungen an die Präzisionsbearbeitung und stellen sicher, dass jedes Ventil und jede Armatur einwandfrei funktioniert und sich nahtlos in die Infrastruktur integriert.

Entdecken Sie, wie diese Oberflächenqualität den Flüssigkeitsfluss optimiert und die Effizienz von Hochleistungskühlsystemen verbessert. ↩
Das Verständnis dieses Phänomens hilft, Ventilschäden zu vermeiden und gewährleistet eine langfristige Systemstabilität in Anwendungen mit hohem Durchfluss. ↩
Verstehen Sie, wie dieser elektrochemische Prozess Komponenten degradiert, und lernen Sie effektive Präventionsstrategien für Mischmetallsysteme. ↩
Verstehen Sie, wie diese geometrische Toleranz entscheidend für die Hochdruckdichtleistung ist. ↩
Verstehen Sie, wie dieses Phänomen der statischen Reibung Präzisionsfluidregelsysteme und die Langlebigkeit von Komponenten beeinflusst. ↩
Erforschen Sie, wie diese geometrische Toleranz eine perfekte Ausrichtung gewährleistet und Lecks in Hochleistungsfluidsystemen verhindert. ↩
Das Verständnis der Hysterese hilft, die Wiederverschlussleistung von Ventilen und die Systemeffizienz zu optimieren. ↩
Erfahren Sie, wie diese Steuerungstechnologie eine ultrapräzise Werkzeugbewegung bei komplexer 5-Achsen-Bearbeitung ermöglicht. ↩
Erfahren Sie, wie dieser Prozess die Materialeigenschaften für Hochleistungsventilkomponenten verbessert. ↩
Das Verständnis dieser grundlegenden CNC-Bewegung hilft bei der Spezifikation fortschrittlicher Bearbeitungsvorgänge für eine überragende Gewindequalität. ↩
Erforschen Sie, wie die Tribologie durch das Management mikroskopischer Reibung und Verschleiß dazu beiträgt, langlebige, leckagefreie Metall-auf-Metall-Dichtungen zu schaffen. ↩
Verstehen Sie, wie diese Methode die höchste Empfindlichkeit zum Nachweis mikroskopischer Lecks in kritischen abgedichteten Systemen bietet. ↩
Erfahren Sie, wie dieses Werkzeug eine zerstörungsfreie visuelle Inspektion kritischer, schwer zugänglicher interner Merkmale ermöglicht. ↩
Verstehen Sie, wie dieser gleichmäßige Beschichtungsprozess komplexe interne Geometrien in Präzisionsfluidregelkomponenten schützt. ↩
Das Verständnis der Werkzeugdurchbiegung hilft, Maßungenauigkeiten vorherzusagen und zu verhindern, insbesondere bei tiefen oder dünnwandigen Merkmalen. ↩
Erforschen Sie, wie die Wissenschaft des Messens die Teilekonformität und Qualität in der Fertigung gewährleistet. ↩
Verstehen Sie, wie diese datengesteuerte Methode eine gleichbleibende Qualität in der Großserienfertigung gewährleistet. ↩
Das Verständnis der Rolle eines Bezugs ist entscheidend, um die präzisen geometrischen Toleranzen zu erreichen, die in Hochleistungskomponenten erforderlich sind. ↩






