

قضى فريق الهندسة الخاص بك شهورًا في تحسين تصميم ما، فقط لتلقي نماذج أولية مصنعة بالتحكم الرقمي بالحاسوب لا تتناسب مع بعضها البعض بشكل صحيح. التفاوتات خاطئة، والتشطيب السطحي يبدو خشنًا، وتم تأجيل الجدول الزمني لمشروعك أسبوعين آخرين.
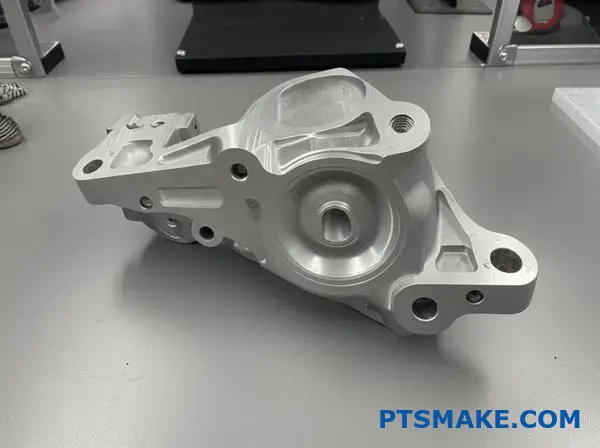
نموذج أولي مصنع بالتحكم الرقمي بالحاسوب هو عملية تصنيع دقيقة تنشئ نماذج أولية وظيفية عن طريق إزالة المواد من كتل صلبة باستخدام أدوات قطع يتم التحكم فيها بواسطة الكمبيوتر، مما يوفر تفاوتات دقيقة وتشطيبات سطحية بجودة الإنتاج للاختبار والتحقق.

لقد عملت مع فرق اعتقدت أن جميع خدمات النماذج الأولية بالتحكم الرقمي بالحاسوب متشابهة. لقد تعلموا بالطريقة الصعبة أن اختيار المواد، وقدرات التفاوت، وخبرة المورد تحدث فرقًا بين النماذج الأولية التي تتحقق من صحة تصميمك وتلك التي تهدر ميزانيتك.
لماذا يعتبر التصنيع بالتحكم الرقمي بالحاسوب المعيار الذهبي للنماذج الأولية
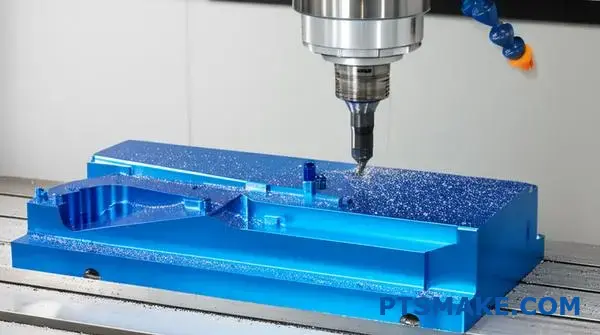
عندما تحتاج إلى نموذج أولي يؤدي وظيفته حقًا، فإن التصنيع بالتحكم الرقمي بالحاسوب هو الخيار الأفضل. إنه يوفر دقة لا مثيل لها للاختبار الوظيفي.
تضمن هذه العملية التحقق من شكل وتناسب ووظيفة تصميمك باستخدام مواد واقعية. أ نموذج أولي مصنع بالتحكم الرقمي بالحاسوب ليس مجرد نموذج؛ إنه جزء قابل للاختبار.
مقارنة طرق النمذجة الأولية الرئيسية
النقاش حول التصنيع باستخدام الحاسب الآلي مقابل الطباعة ثلاثية الأبعاد شائع. ومع ذلك، بالنسبة النماذج الأولية الدقيقة, ، يصبح الاختيار واضحًا. يوفر التصنيع باستخدام الحاسب الآلي أجزاءً تعكس عن كثب جودة الإنتاج النهائية.
| الميزة | التصنيع الآلي باستخدام الحاسب الآلي | الطباعة ثلاثية الأبعاد |
|---|---|---|
| الدقة | مرتفع للغاية | يختلف حسب التقنية |
| تعدد استخدامات المواد | معادن وبلاستيك بدرجة إنتاجية | بوليمرات في الغالب |
| قوة الجزء | ممتاز، مادة صلبة | أضعف بسبب الطبقات |
من بين طرق النمذجة الأولية السريعة, ، يوفر التصنيع باستخدام الحاسب الآلي أفضل فائدة من حيث التكلفة مقابل الجودة للتحقق الوظيفي.
الدور الحاسم للمادة في النمذجة الأولية
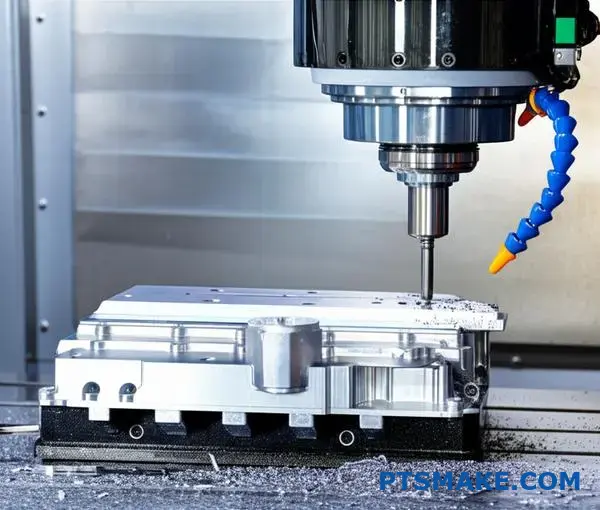
تتمثل المهمة الأساسية للنموذج الأولي في التحقق من صحة التصميم. يعد استخدام مادة الإنتاج النهائية أمرًا ضروريًا للاختبار الدقيق. هذا هو المكان الذي تتفوق فيه آلات CNC حقًا.
في PTSMAKE، نقوم بتصنيع نماذج أولية من نفس كتلة المادة المخصصة للإنتاج. يمكن أن يكون هذا أي شيء من الألومنيوم بدرجة الطيران إلى PEEK بدرجة طبية. يوفر هذا النهج بيانات يمكنك الوثوق بها.
قد يبدو الجزء المطبوع ثلاثي الأبعاد متشابهًا، لكنه لن يتصرف بنفس الطريقة تحت الضغط أو الحرارة. تحتفظ الأجزاء المصنعة باستخدام آلات CNC بالمادة الأصلية الخواص المتساوية الخواص1. هذا يعني أن القوة موحدة في جميع الاتجاهات، على عكس الهيكل الطبقي للطباعة ثلاثية الأبعاد.
التكلفة الحقيقية مقابل السعر الأولي
التفكير فقط في السعر الأولي هو خطأ شائع. يكلف اختبار وظيفي فاشل بسبب نموذج أولي ضعيف أكثر بكثير من التأخير وإعادة التصميم مقارنة بالوفورات الأولية. الاستثمار في جودة نموذج أولي مصنع بالتحكم الرقمي بالحاسوب يخفف من هذا الخطر.
| مقياس التقييم | نموذج أولي مصنع بآلات CNC | نموذج أولي مطبوع ثلاثي الأبعاد |
|---|---|---|
| الموثوقية الوظيفية | عالية | منخفضة إلى متوسطة |
| أصالة المادة | 100% | منخفض (تقريبي) |
| خطر إعادة التصميم | التقليل إلى الحد الأدنى | عالية |
| التكلفة الإجمالية للمشروع | أكثر قابلية للتنبؤ | يمكن أن يتصاعد |
يضمن هذا النهج القائم على البيانات انتقالاً سلساً من النموذج الأولي إلى الإنتاج.
يوفر التصنيع باستخدام الحاسب الآلي دقة لا مثيل لها ووفاءً للمواد للنماذج الأولية الوظيفية. هذا يجعله الخيار الأكثر موثوقية للتحقق من صحة التصاميم قبل الالتزام بالإنتاج الضخم، مما يضمن عائدًا أعلى على الاستثمار على الرغم من التكلفة الأولية التي قد تكون أعلى.
جوهر الدقة: التفاوتات والتشطيبات السطحية
يبدأ تحقيق الاتساق في نموذج أولي للتصنيع باستخدام الحاسب الآلي بفهم قدرات الجهاز. الأمر لا يتعلق فقط بالوصول إلى رقم. يتعلق الأمر بالتحكم في كل التفاصيل.
يحدد هذا التحكم كيفية ملاءمة أجزائك وعملها.
مقارنة بين دقة التفريز والخرط باستخدام الحاسب الآلي
يوفر التفريز والخرط باستخدام الحاسب الآلي مستويات دقة متميزة. التفريز متعدد الاستخدامات للأشكال المعقدة. يتفوق الخرط في الأجزاء الأسطوانية بدقة عالية. كلاهما مفتاح للتصنيع ذي التفاوتات الضيقة.
| العملية | التسامح القياسي | التسامح الضيق |
|---|---|---|
| التفريز باستخدام الحاسب الآلي الرقمي | ± 0.1 مم (± 0.004 بوصة) | وصولاً إلى ±0.01 مم (±0.0004 بوصة) |
| الخراطة باستخدام الحاسب الآلي الرقمي | ± 0.05 مم (± 0.002 بوصة) | وصولاً إلى ±0.005 مم (±0.0002 بوصة) |
تعتمد هذه القيم بشكل كبير على المادة والهندسة.

الدقة الحقيقية تتجاوز الدقة البعدية. إنها تنطوي على التحكم في نسيج السطح المصقول. هذا هو المكان الذي تنجح فيه النماذج الأولية عالية الدقة أو تفشل أثناء التجميع.
يمكن أن يكون الجزء مثاليًا من الناحية البعدية. ولكن إذا كان سطحه خشنًا جدًا أو ناعمًا جدًا لتطبيقه، فلن يعمل بشكل صحيح.
الدور الحاسم للتشطيب السطحي (Ra)
يحدد التشطيب السطحي، المقاس بـ Ra (متوسط الخشونة)، كيفية تفاعل المكون مع المكونات الأخرى. يؤثر على الاحتكاك والتآكل والختم وحتى المظهر. يضمن التحكم السليم التجميع والأداء الموثوقين.
Our work with clients has shown that overlooking finish callouts is a common source of prototype failure.
This is why a complete technical drawing, using a system like قياس الأبعاد الهندسية والتسامح (GD&T)2, is essential. It provides a universal language for defining not just size, but also form, orientation, and location of features, ensuring a high degree of CNC machining accuracy.
| قيمة Ra (ميكرومتر) | عملية التصنيع | تطبيق مشترك |
|---|---|---|
| 3.2 - 6.3 | Standard Milling/Turning | General-purpose parts, non-critical surfaces |
| 1.6 - 3.2 | Fine Machining | Mating surfaces, tight fit components |
| 0.8 - 1.6 | Grinding/Lapping | Bearing surfaces, high-wear components |
| < 0.8 | Polishing/Honing | Sealing surfaces, optical components |
Understanding the relationship between tolerance, surface finish, and assembly is fundamental. It transforms a simple CNC machining prototype from a concept into a functional, reliable part that meets all engineering requirements and avoids costly revisions down the line.
المقارنة النهائية: النماذج الأولية بالتحكم الرقمي بالحاسوب مقابل القولبة بالحقن للمباني في المراحل المبكرة
When making low-volume prototyping decisions, early-stage hardware teams face a critical choice. Do you opt for CNC machining or injection molding? Each has distinct advantages.
Your decision impacts speed, cost, and the quality of testing feedback you receive. Making the right call is essential for staying on schedule and within budget.
فيما يلي تفصيل سريع.
| الميزة | نموذج أولي مصنع بآلات CNC | Injection Molding Prototype |
|---|---|---|
| السرعة | سريع (من ساعات إلى أيام) | Slower (Weeks) |
| التكلفة المقدمة | منخفض (بدون أدوات) | عالية (تكلفة العفن) |
| التكلفة لكل وحدة | عالية | منخفض (عند مستوى الصوت) |
| اختيار المواد | Wide, production-grade | Very wide, production-grade |
| تغييرات التصميم | Easy & cheap | Difficult & costly |
This comparison helps frame the core trade-offs you’ll need to consider.
Deciding between a CNC prototype vs injection molding depends entirely on your project’s immediate goals.
A CNC machining prototype is unmatched for speed. We can turn a CAD file into a physical part within days at PTSMAKE. This allows for rapid design iteration. You can test a concept, find a flaw, and have a revised part quickly. The material is carved from a solid block, offering excellent strength for functional testing.
Injection molding operates on a different timeline and cost structure. The main hurdle is the upfront cost and time to create the steel mold. This process can take several weeks.
However, once the mold is ready, producing parts is fast and incredibly cost-effective per unit. This is where Tooling amortization3 becomes a key financial factor. The high initial investment is spread across hundreds or thousands of parts.
This makes molding ideal for later-stage prototypes when the design is stable. It is also perfect for pilot runs where you need parts that are identical to the final production version. These parts are invaluable for final validation and market testing.
Your choice boils down to a simple trade-off. CNC machining offers speed and flexibility for early-stage validation. Injection molding provides cost-effective, production-intent parts once your design is more mature, but it requires a significant initial investment in tooling.
كيفية اختيار المادة المناسبة للنماذج الأولية المصنعة بالتحكم الرقمي بالحاسوب
Selecting the right material is a critical first step. Your choice impacts performance, cost, and manufacturing time. It’s a key part of any CNC machining prototype project.
Let’s look at the most common materials I work with. Each has unique properties making it suitable for specific industries. Proper material selection prevents costly redesigns later.
المعادن: القوة والمتانة
الألمنيوم والفولاذ المقاوم للصدأ هما الخياران الأفضل للنماذج الأولية القوية. يوفران خصائص ميكانيكية ممتازة. ومع ذلك، تختلف تكاليفهما وتطبيقاتهما بشكل كبير.
إليك مقارنة سريعة بناءً على اختباراتنا الداخلية:
| الميزة | الألومنيوم (على سبيل المثال، 6061) | الفولاذ المقاوم للصدأ (مثل 304) |
|---|---|---|
| القوة | جيد | ممتاز |
| التكلفة | أقل | أعلى |
| الوزن | خفيف الوزن | ثقيل |
| قابلية التصنيع | ممتاز | عادل |
| مقاومة التآكل | جيد | ممتاز |
يعتبر تصنيع النماذج الأولية من الألمنيوم شائعًا لتوازنه بين الخصائص. إنه مثالي لقطع غيار السيارات والطائرات حيث يكون الوزن عاملاً مهمًا.

البلاستيك: تعدد الاستخدامات وفعالية التكلفة
بالنسبة للعديد من التطبيقات، يوفر البلاستيك حلاً مثاليًا. إنه خفيف الوزن، وغالبًا ما يكون أرخص، ويمكن أن يتمتع بخصائص متخصصة. ABS و POM هما من أكثر الخيارات تنوعًا التي نقوم بتصنيعها في PTSMAKE.
يعتبر ABS خيارًا مفضلاً للأغلفة والمنتجات الاستهلاكية. يوفر مقاومة جيدة للصدمات ويسهل تشطيبه. إنه خيار ممتاز لاختبار الشكل والملاءمة.
POM (المعروف أيضًا باسم Delrin) مختلف. إنه ثمين بسبب احتكاكه المنخفض وصلابته العالية. هذا يجعله مثاليًا للأجزاء المتحركة مثل التروس والمحامل. تقلل قابليته الطبيعية للتزييت من التآكل في التجميعات الميكانيكية. فهم المادة قوة الشد4 أمر بالغ الأهمية عند تصميم مثل هذه المكونات.
يعتمد الاختيار بينهما كليًا على وظيفة النموذج الأولي.
| الميزة | ABS | بوم (ديلرين) |
|---|---|---|
| الاستخدام الأساسي | الأغلفة، النماذج العامة | التروس، والمحامل، والبطانات |
| الممتلكات الرئيسية | مقاومة عالية للصدمات | احتكاك منخفض، صلابة عالية |
| التكلفة | أقل | معتدل |
| قابلية التصنيع | جيد | ممتاز |
في النهاية، تعتمد أفضل المواد للنماذج الأولية المصنعة على احتياجاتك الخاصة. نحن دائمًا نوجه عملائنا لتحقيق التوازن بين متطلبات الأداء وميزانيتهم.
يحدد اختيارك للمواد نجاح نموذجك الأولي. توفر المعادن مثل الألمنيوم والفولاذ القوة، بينما يوفر البلاستيك مثل ABS و POM تعدد الاستخدامات وتوفير التكاليف. هذا التوازن هو مفتاح الاختيار الفعال لمواد النماذج الأولية CNC.
نظرة داخل تفصيل تكلفة النماذج الأولية المصنعة بالتحكم الرقمي بالحاسوب
فهم تكلفة نموذجك الأولي CNC أمر بالغ الأهمية. إنها أكثر من مجرد رقم في عرض أسعار. إنها تمثل مزيجًا من عوامل محددة وقابلة للقياس الكمي.
لأغراض الشراء، يتطلب تبرير هذه النفقات الشفافية. يقدم هذا التفصيل هذا الوضوح. إنه يمكّنك من مناقشة التسعير بثقة.
ركائز التسعير الأساسية
السعر النهائي لنموذج أولي للتشغيل الآلي باستخدام الحاسب الآلي ليس عشوائيًا. إنه مبني على أربع ركائز أساسية. هذه هي وقت الماكينة، وتكاليف الإعداد، والمواد، وتعقيد التصميم.
دعنا نرى كيف تساهم كل ركيزة.
| سائق التكلفة | الوصف | التأثير النموذجي |
|---|---|---|
| وقت الآلة | الساعات التي تقوم فيها الماكينة بقطع الجزء بنشاط. | عالية |
| عمالة الإعداد | تجهيز الماكينة والأدوات وقطعة العمل. | متوسط |
| التكلفة المادية | سعر مادة المخزون الخام المستخدمة. | متغير |
| التعقيد | الأشكال الهندسية المعقدة والتفاوتات الضيقة. | عالية |
يؤثر كل عامل على تفاصيل تسعير التشغيل الآلي باستخدام الحاسب الآلي النهائية.

دعنا نتعمق أكثر في تفاصيل تسعير التشغيل الآلي باستخدام الحاسب الآلي. الاقتباس الواضح يساعد الجميع. إنه يبني الثقة ويضمن عدم وجود مفاجآت. كم تكلفة النماذج الأولية للتشغيل الآلي باستخدام الحاسب الآلي؟ يعتمد ذلك على هذه التفاصيل.
تفكيك التكاليف الأساسية
وقت الماكينة هو غالبًا أكبر تكلفة متغيرة. يستغرق قطع جزء به العديد من الميزات أو الجيوب العميقة وقتًا أطول ببساطة. وهذا يترجم مباشرة إلى تكاليف تشغيل أعلى بالنسبة لنا.
من ناحية أخرى، يعد الإعداد تكلفة ثابتة لكل وظيفة. يتضمن البرمجة وتثبيت المواد ومعايرة الأدوات. بالنسبة لنموذج أولي واحد، قد تبدو هذه التكلفة مرتفعة. لكنها تتوزع على وحدات أكثر في دفعة أكبر.
تأثير المواد والتعقيد
يعد اختيار المواد محركًا مباشرًا للتكلفة. الألمنيوم القياسي 6061 فعال من حيث التكلفة. ولكن التحول إلى بوليمر عالي الحرارة أو التيتانيوم سيرفع بشكل كبير السعر الأساسي لنموذجك الأولي للتشغيل الآلي باستخدام الحاسب الآلي.
التعقيد التصميمي هو العامل الرئيسي الأخير. تتطلب ميزات مثل الجدران الرقيقة، والتجاويف العميقة، والتفاوتات الضيقة سرعات قطع أبطأ، وأدوات متخصصة، وبرمجة أكثر دقة. الكفاءة تحسين مسار الأدوات5 ضرورية لإدارة هذا دون التضحية بالجودة.
نصائح قابلة للتنفيذ للتحكم في التكاليف
يمكن أن تؤدي التغييرات الصغيرة في تصميمك إلى وفورات كبيرة. إليك بعض الأشياء التي يجب مراعاتها.
| تكتيك توفير التكاليف | التأثير المحتمل | مثال بسيط |
|---|---|---|
| تخفيف التفاوتات غير الحرجة | عالية | استخدم ±0.125 مم بدلاً من ±0.025 مم حيث لا يؤثر ذلك على الوظيفة. |
| تبسيط الهندسة | عالية | استبدل الزوايا الداخلية الحادة بنصف قطر. |
| اختر المواد القياسية | متوسط | اختر درجة شائعة من الألومنيوم أو الفولاذ. |
في PTSMAKE، نوجه شركاءنا خلال هذه الخيارات. يضمن ذلك حصولك على نموذج أولي وظيفي يلبي ميزانيتك.
باختصار، تكلفة النموذج الأولي لـ CNC هي نتيجة مباشرة لوقت الماكينة، والإعداد، واختيار المواد، والتعقيد التصميمي. يتيح لك فهم هذه العوامل اتخاذ قرارات مستنيرة وإدارة ميزانيتك بفعالية منذ بداية المشروع.
السرعة أم الدقة؟ كيفية الموازنة بين كليهما في النماذج الأولية بالتحكم الرقمي بالحاسوب
يواجه كل مشروع نموذج أولي لـ CNC سؤالاً رئيسياً. هل تحتاجه بسرعة، أم تحتاجه بشكل مثالي؟ لا يوجد إجابة صحيحة واحدة.
تحديد هدف النموذج الأولي الخاص بك
يعتمد الاختيار على مرحلة التطوير الحالية لديك. هل تختبر مفهومًا أساسيًا؟ أم تتحقق من صحة تصميم نهائي للتصنيع؟ هدفك يحدد الأولوية.
The Speed vs. Precision Trade-Off
Fast CNC services are great for early-stage validation. Precision becomes critical for later-stage, functional prototypes.
| مرحلة النموذج الأولي | الهدف الأساسي | الأولوية |
|---|---|---|
| Rough / Concept | التحقق من صحة الشكل والملاءمة | السرعة |
| Production-Realistic | الاختبار الوظيفي | الدقة |
This balance directly impacts your CNC prototype lead times.

Making the right trade-off is a strategic decision. It saves time and resources. Rushing a high-precision part when you only need a form check is wasteful. Similarly, a low-precision part can’t validate a critical mechanism.
Prioritizing for Early-Stage Prototypes
For early concepts, speed is king. The goal is to get a physical part in hand quickly. Use standard materials and relaxed tolerances. This approach dramatically shortens CNC prototype lead times. It allows for rapid iteration and feedback.
When Precision is Non-Negotiable
As you near production, the focus must shift. A production-realistic cnc machining prototype requires tight tolerances. It needs specific materials and surface finishes. This is where detailed drawings with proper تحديد الأبعاد الهندسية والمقايسة الهندسية6 are essential. At PTSMAKE, we guide our clients through this shift to ensure the final prototype truly represents the production part.
Here’s a simple guide for engineers:
| العامل | Rough Prototype | Production-Realistic Prototype |
|---|---|---|
| المواد | Standard, low-cost (e.g., ABS) | مواد الإنتاج النهائية |
| التسامح | فضفاض (+/- 0.1 مم أو أكثر) | ضيق (وفقًا للمواصفات النهائية) |
| تشطيب السطح | كما تم تشكيله | محدد (مثل مصقول، مؤكسد) |
| التكلفة | أقل | أعلى |
هذا النهج المنظم يمنع الأخطاء المكلفة لاحقًا. يضمن إنفاق مواردك بحكمة في كل مرحلة من مراحل التطوير.
يعتمد الاختيار بين السرعة والدقة على مرحلة مشروعك. أعط الأولوية للسرعة للتحقق من صحة المفاهيم المبكرة لتقصير أوقات التسليم. بالنسبة للنماذج الواقعية للإنتاج، فإن الدقة غير قابلة للتفاوض لضمان اختبار وظيفي دقيق وتجنب إعادة التصميم المكلفة لاحقًا.
تجنب احتمالات الموردين: كيفية فحص شركاء النماذج الأولية بالتحكم الرقمي بالحاسوب الذين يبقون معك
العثور على شريك نماذج CNC أمر سهل. العثور على واحد يبقى معك أمر مختلف. من وجهة نظر المشتريات، فإن أقل عرض سعر ليس أفضل صفقة.
تكمن القيمة الحقيقية في شراكة طويلة الأجل. يركز مورد نماذج CNC الموثوق به على أكثر من مجرد المهمة الحالية. إنهم يستثمرون في نجاحك.
هذا يعني التواصل عالي الجودة والدعم الفني. يتعلق الأمر بإيجاد شريك، وليس مجرد بائع.
ما وراء السعر: تقييم القيمة الحقيقية للشريك
السعر هو مجرد نقطة بيانات واحدة. عند فحص البائعين لأعمال CNC، أنظر إلى الصورة الأكبر. النموذج الأولي الرخيص عديم الفائدة إذا تسبب في تأخيرات في الإنتاج لاحقًا.
ابحث عن شريك يتواصل بوضوح. الاستجابات السريعة والمفصلة علامة رائعة. إنها تظهر أنهم منظمون ويقدرون عملك. الاستجابة البطيئة الآن تعني صداعًا أكبر لاحقًا.
عامل رئيسي هو دعم التصميم للتصنيع (DFM). سيقوم المورد الجيد بتحليل تصميمك. سيقترحون تحسينات لتوفير التكاليف وزيادة الجودة. هذه المساعدة الاستباقية لا تقدر بثمن.
| الميزة | مورد المعاملات | شريك استراتيجي |
|---|---|---|
| التركيز | أقل سعر لكل قطعة | أقل تكلفة إجمالية |
| التواصل | تفاعلي، بطيء | استباقي، مستجيب |
| دعم تصميم للتصنيع | لا شيء أو تكلفة إضافية | قياسي، تعاوني |
| حل المشكلات | يلوم التصميم | يقدم حلولاً |
| العلاقة | طلب قصير الأجل | نجاح طويل الأجل |
هذا النهج الاستباقي هو جوهر الفعالية إدارة علاقات الموردين (SRM)7. إنه يحول التركيز من المعاملات البسيطة إلى رحلة تعاونية. العثور على أفضل شريك في النماذج الأولية باستخدام الحاسب الآلي يعني العثور على امتداد لفريقك الخاص. يجب أن يكونوا مستثمرين في إنجاح مشروعك منذ البداية. في PTSMAKE، هذه هي فلسفتنا الأساسية. نبني الثقة من خلال الشفافية والخبرة الفنية.
التكاليف غير المرئية للشراكة السيئة
يركز العديد من مديري المشتريات فقط على عرض الأسعار الأولي. هذا خطأ شائع. غالبًا ما تظهر التكاليف الحقيقية بعد تقديم الطلب. يمكن لهذه التكاليف المخفية أن تدمر ميزانيتك وجدولك الزمني.
التأخيرات مشكلة كبيرة. يمكن للمورد الذي يبالغ في الوعود ويقصر في التنفيذ أن يوقف مشروعك بالكامل. إعادة العمل مشكلة مكلفة أخرى. تعني الأجزاء ذات الجودة الرديئة قضاء المزيد من الوقت والمال في الإصلاحات.
فكر في فشل الاتصالات. الإجابات الغامضة أو الردود البطيئة تهدر وقت فريقك الثمين. كل بريد إلكتروني تضطر إلى متابعته هو تكلفة خفية. الشريك الذي يقدم تحديثات واضحة واستباقية يستحق أكثر من سعر منخفض.
يسلط هذا الجدول الضوء على التكاليف المخفية الشائعة:
| التكلفة الخفية | مورد المعاملات | شريك استراتيجي |
|---|---|---|
| تأخيرات المشروع | متكررة، مع أعذار واهية | نادرة، مع حلول استباقية |
| معدل إعادة العمل | مرتفعة، تتطلب إشرافك | منخفضة، مع رقابة جودة داخلية |
| تكاليف الاتصال الإضافية | مرتفعة، تتطلب متابعة مستمرة | منخفضة، توفر تحديثات منتظمة |
| المسائل الفنية | مشكلتك لحلها | حل المشكلات بشكل تعاوني |
الشريك الموثوق يفهم هذه المخاطر. يبني عمليات لمنعها. على سبيل المثال، يقدم فريقنا تقارير DFM مفصلة عن كل نموذج أولي للتشغيل الآلي باستخدام الحاسب الآلي. هذه الخطوة تلتقط المشكلات المحتملة قبل أن تصبح مشاكل مكلفة. يتعلق الأمر بتقليل التكلفة الإجمالية، وليس فقط السعر الأولي.
اختيار مورد CNC المناسب هو قرار استراتيجي يحمي مشروعك من هذه النفقات غير المرئية. يضمن مسارًا أكثر سلاسة من النموذج الأولي إلى الإنتاج.
عند فحص مورد نماذج CNC الأولية، انظر إلى ما هو أبعد من عرض الأسعار. أعط الأولوية للتواصل الواضح، وردود فعل DFM القيمة، والالتزام بشراكة طويلة الأجل. هذه العوامل هي المؤشرات الحقيقية للشريك الذي سيساهم في نجاح مشروعك.
متى تنتقل من النموذج الأولي المصنع بالتحكم الرقمي بالحاسوب إلى أدوات القولبة بالحقن
الانتقال من نموذج أولي للتشغيل الآلي باستخدام الحاسب الآلي إلى القولبة بالحقن هو خطوة حاسمة. يشير هذا القرار إلى تحول من الاختبار إلى التوسع.
الأمر لا يتعلق فقط بتغيير طرق التصنيع. إنها خطوة استراتيجية تعتمد على عوامل عمل رئيسية. لقد رأيت هذا القرار يحدد نجاح المنتج.
معايير القرار الرئيسية
حجم الإنتاج
العامل الأكثر أهمية هو الكمية. CNC مثالي للكميات المنخفضة. يصبح القولبة بالحقن فعالة من حيث التكلفة مع نمو أعدادك إلى الآلاف.
ميزانية المشروع
تكاليف الأدوات الأولية للقولبة مرتفعة. ومع ذلك، تنخفض تكلفة الجزء الواحد بشكل كبير على نطاق واسع. لا توجد تكلفة أدوات لـ CNC ولكن سعر الجزء الواحد أعلى.
الجدول الزمني للسوق
يوفر CNC السرعة للنماذج الأولية والدفعات الصغيرة. القولبة بالحقن لها وقت تسليم أطول بسبب إنشاء الأدوات. لكنها تقدم كميات كبيرة بسرعة بمجرد أن يكون القالب جاهزًا.
| العامل | التصنيع الآلي باستخدام الحاسب الآلي | القولبة بالحقن |
|---|---|---|
| أفضل حجم | 1 – 1,000+ | 1,000 – 1,000,000+ |
| التكلفة المقدمة | منخفض (بدون أدوات) | عالية (أدوات) |
| التكلفة لكل جزء | عالية | منخفضة |
| المهلة الزمنية | سريع | أبطأ (الأدوات أولاً) |
الانتقال من نموذج أولي مصنّع بـ CNC إلى القولبة هو أكثر من مجرد تبديل تقني. يتضمن تخطيطًا ماليًا واستراتيجيًا دقيقًا. يجب أن يوازن قرارك بين الاستثمار الأولي وأهداف الإنتاج طويلة الأجل.
التوسع من النموذج الأولي إلى الإنتاج
التحدي الشائع هو الفجوة بين النماذج الأولية ذات الحجم المنخفض والإنتاج بكميات كبيرة. هذا هو المكان الذي يصبح فيه "قرار الأدوات الجسرية" مهمًا. غالبًا ما تُصنع الأدوات الجسرية من معادن أطر مثل الألومنيوم.
إنها توفر حلاً وسطًا. إنها تكلف أقل من قوالب الإنتاج الفولاذية ولها أوقات تسليم أقصر. هذا يسمح لك بإنتاج كميات متوسطة (على سبيل المثال، 500 إلى 10,000 جزء) بكفاءة. إنها خطوة مثالية لاختبار السوق قبل الالتزام بالأدوات الفولاذية باهظة الثمن. مفهوم التكلفة الإطفاء8 هو المفتاح هنا. يتم توزيع الاستثمار في الأدوات على كل جزء يتم إنتاجه.
ميزة الشريك الواحد
يمكن أن يكون التعامل مع هذا الانتقال معقدًا. لديك بيانات التصميم ومواصفات المواد ومعايير الجودة للحفاظ عليها.
This is where working with a partner like PTSMAKE is a major advantage. We manage both your CNC machining prototype and your injection mold tooling in-house. This ensures a seamless transfer of knowledge.
We use the data from the final prototype to inform the mold design. This minimizes errors and accelerates the process. Your transition from CNC to injection mold becomes a smooth, integrated step.
The decision to scale from CNC to injection molding rests on volume, budget, and timeline. Using bridge tooling can de-risk this transition, and a single-source partner like PTSMAKE streamlines the entire process from prototype to full production.
احصل على نماذج أولية دقيقة بالتحكم الرقمي بالحاسوب - شراكة مع PTSMAKE اليوم
Ready for flawless CNC machining prototypes with exceptional accuracy and reliability? Partner with PTSMAKE for fast, high-quality, and precision-driven solutions from prototype to production. Send your inquiry now to experience why top teams trust PTSMAKE for advanced manufacturing needs!

Understand how material properties impact your prototype’s performance and test reliability. ↩
Learn how this system provides a universal engineering language for defining and communicating tolerances. ↩
Understand how mold costs influence your per-part price and project break-even point. ↩
Understand how this key metric impacts your prototype’s real-world durability and performance. ↩
Learn how programming paths can reduce machine time and improve the surface finish of your cnc machining prototype. ↩
Understand this symbolic language to ensure your design intent is perfectly communicated for manufacturing. ↩
Learn how managing supplier relationships strategically can reduce risks and improve your bottom line. ↩
Understand how tooling costs affect your per-part price over the production run. ↩






