

Uw engineeringsteam heeft maanden besteed aan het perfectioneren van een ontwerp, om vervolgens CNC-prototypes te ontvangen die niet goed in elkaar passen. De toleranties kloppen niet, de oppervlakteafwerking ziet er ruw uit en uw projectplanning is weer met twee weken uitgesteld.
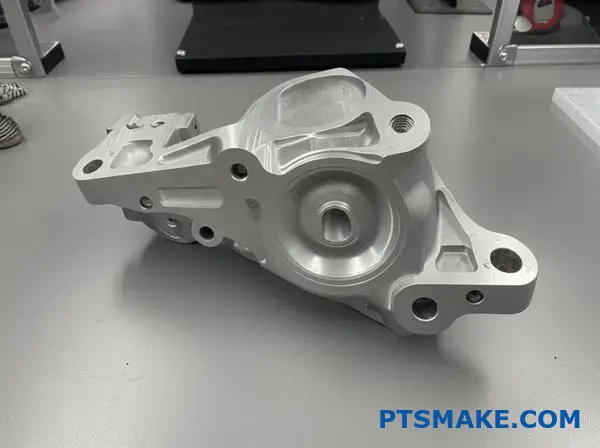
CNC-machining prototyping is een precisieproductieproces dat functionele prototypes creëert door materiaal te verwijderen uit massieve blokken met behulp van computergestuurde snijgereedschappen, wat resulteert in nauwe toleranties en oppervlakteafwerkingen van productkwaliteit voor testen en validatie.

Ik heb samengewerkt met teams die dachten dat alle CNC-prototypingservices hetzelfde waren. Ze hebben op de harde manier geleerd dat materiaalkeuze, tolerantiemogelijkheden en expertise van de leverancier het verschil maken tussen prototypes die uw ontwerp valideren en prototypes die uw budget verspillen.
Waarom CNC-machining de gouden standaard is voor prototyping
Wanneer u een prototype nodig heeft dat echt presteert, is CNC-machining de superieure keuze. Het biedt ongeëvenaarde nauwkeurigheid voor functionele tests.
Dit proces zorgt ervoor dat de vorm, pasvorm en functie van uw ontwerp worden gevalideerd met materialen uit de echte wereld. A CNC-machining prototype is niet zomaar een model; het is een testbaar onderdeel.
Vergelijking van belangrijke prototypingmethoden
Het debat van CNC vs 3D-printen is gebruikelijk. Echter, voor precisie prototypes, wordt de keuze duidelijk. CNC levert onderdelen die de uiteindelijke productiekwaliteit nauwkeurig weerspiegelen.
| Functie | CNC-bewerking | 3D afdrukken |
|---|---|---|
| Nauwkeurigheid | Extreem hoog | Varieert per technologie |
| Veelzijdigheid materiaal | Productiekwaliteit metalen & kunststoffen | Meestal polymeren |
| Deel Sterkte | Uitstekend, massief materiaal | Zwakker door lagen |
Onder snelle prototypingmethoden, biedt CNC het beste kosten-kwaliteit voordeel voor functionele validatie.
De cruciale rol van materiaal bij prototyping
Een prototype heeft als primaire taak het valideren van een ontwerp. Het gebruik van het uiteindelijke productiemateriaal is essentieel voor nauwkeurige tests. Hier blinkt CNC-bewerking echt in uit.
Bij PTSMAKE bewerken we prototypes uit hetzelfde materiaalblok dat bedoeld is voor productie. Dit kan variëren van aluminium van luchtvaartkwaliteit tot PEEK van medische kwaliteit. Deze aanpak levert gegevens op die u kunt vertrouwen.
Een 3D-geprint onderdeel kan er hetzelfde uitzien, maar zal zich onder spanning of hitte niet hetzelfde gedragen. CNC-bewerkte onderdelen behouden het oorspronkelijke materiaal isotrope eigenschappen1. Dit betekent dat de sterkte in alle richtingen uniform is, in tegenstelling tot de gelaagde structuur van 3D-prints.
Werkelijke kosten versus initiële prijs
Alleen nadenken over de initiële prijs is een veelvoorkomende fout. Een mislukte functionele test als gevolg van een zwak prototype kost veel meer aan vertragingen en herontwerpen dan de initiële besparing. Investeren in een kwaliteits CNC-machining prototype beperkt dit risico.
| Evaluatiemeting | CNC-bewerkingsprototype | 3D-geprint prototype |
|---|---|---|
| Functionele betrouwbaarheid | Hoog | Laag tot gemiddeld |
| Materiaalauthenticiteit | 100% | Laag (benadering) |
| Risico op herontwerp | Geminimaliseerd | Hoog |
| Totale projectkosten | More Predictable | Can Escalate |
This data-driven approach ensures a smoother transition from prototype to production.
CNC machining delivers unmatched accuracy and material fidelity for functional prototypes. This makes it the most reliable choice for validating designs before committing to mass production, ensuring a higher return on investment despite a potentially higher initial cost.
De kern van precisie: toleranties en oppervlakteafwerkingen
Achieving consistency in a CNC machining prototype starts with understanding the machine’s capabilities. It’s not just about hitting a number. It’s about controlling every detail.
This control determines how your parts fit and function.
CNC Milling vs. Turning Tolerances
CNC milling and turning offer distinct precision levels. Milling is versatile for complex shapes. Turning excels at cylindrical parts with high accuracy. Both are key for tight tolerance machining.
| Proces | Standaard tolerantie | Strenge tolerantie |
|---|---|---|
| CNC Frezen | ±0,1 mm (±0,004") | Down to ±0.01 mm (±0.0004") |
| CNC Draaien | ±0.05 mm (±0.002") | Down to ±0.005 mm (±0.0002") |
These values depend heavily on material and geometry.

True precision goes beyond dimensional accuracy. It involves controlling the texture of the machined surface. This is where high-precision prototypes either succeed or fail during assembly.
A part can be dimensionally perfect. But if its surface is too rough or too smooth for its application, it won’t work correctly.
The Critical Role of Surface Finish (Ra)
Oppervlakteafwerking, gemeten in Ra (Roughness Average), bepaalt hoe een component met andere interageert. Het beïnvloedt wrijving, slijtage, afdichting en zelfs uiterlijk. Adequate controle zorgt voor betrouwbare montage en prestaties.
Ons werk met klanten heeft aangetoond dat het negeren van afwerkingsspecificaties een veelvoorkomende oorzaak is van prototypefouten.
Daarom is een complete technische tekening, met behulp van een systeem zoals Geometrische dimensionering en toleranties (GD&T)2, essentieel. Het biedt een universele taal voor het definiëren van niet alleen de grootte, maar ook de vorm, oriëntatie en locatie van kenmerken, wat zorgt voor een hoge mate van CNC-bewerkingsnauwkeurigheid.
| Ra-waarde (μm) | Bewerkingsproces | Gemeenschappelijke toepassing |
|---|---|---|
| 3.2 - 6.3 | Standaard frezen/draaien | Algemene onderdelen, niet-kritische oppervlakken |
| 1.6 - 3.2 | Fijne bewerking | Passende oppervlakken, componenten met nauwe passing |
| 0.8 - 1.6 | Slijpen/polijsten | Lageroppervlakken, componenten met hoge slijtage |
| < 0.8 | Polijsten/honen | Afdichtingsoppervlakken, optische componenten |
Het begrijpen van de relatie tussen tolerantie, oppervlakteafwerking en montage is fundamenteel. Het transformeert een eenvoudig CNC-bewerkingsprototype van een concept naar een functioneel, betrouwbaar onderdeel dat voldoet aan alle technische vereisten en kostbare herzieningen in de toekomst voorkomt.
De ultieme vergelijking: CNC-prototyping versus spuitgieten voor vroege ontwikkelingsfasen
Bij het nemen van beslissingen voor prototyping met kleine volumes staan hardwareteams in de beginfase voor een cruciale keuze. Kiest u voor CNC-bewerking of spuitgieten? Elk heeft duidelijke voordelen.
Uw beslissing heeft invloed op de snelheid, kosten en de kwaliteit van de feedback die u ontvangt voor testen. De juiste keuze maken is essentieel om op schema en binnen budget te blijven.
Hier is een snelle uitsplitsing.
| Functie | CNC-bewerkingsprototype | Spuitgieten Prototype |
|---|---|---|
| Snelheid | Snel (uren tot dagen) | Langzamer (Weken) |
| Voorafgaande kosten | Laag (geen gereedschap) | Hoog (Vormkosten) |
| Kosten per eenheid | Hoog | Laag (bij volume) |
| Materiaalkeuze | Breed, productiegereed | Zeer breed, productiegereed |
| Ontwerpwijzigingen | Eenvoudig & goedkoop | Moeilijk & kostbaar |
Deze vergelijking helpt de kernafwegingen die u moet overwegen te kaderen.
De keuze tussen een CNC-prototype en spuitgieten hangt volledig af van de directe doelen van uw project.
Een CNC-bewerkingsprototype is ongeëvenaard qua snelheid. We kunnen een CAD-bestand binnen enkele dagen omzetten in een fysiek onderdeel bij PTSMAKE. Dit maakt snelle ontwerpiteratie mogelijk. U kunt een concept testen, een fout vinden en snel een herzien onderdeel hebben. Het materiaal wordt uit een massieve blok gesneden, wat uitstekende sterkte biedt voor functionele tests.
Spuitgieten werkt met een andere tijdlijn en kostenstructuur. De belangrijkste hindernis is de initiële kosten en tijd om de stalen mal te maken. Dit proces kan enkele weken duren.
Zodra de mal echter klaar is, is het produceren van onderdelen snel en ongelooflijk kosteneffectief per eenheid. Dit is waar Afschrijving van gereedschap3 een belangrijke financiële factor wordt. De hoge initiële investering wordt verspreid over honderden of duizenden onderdelen.
Dit maakt spuitgieten ideaal voor prototypes in latere stadia wanneer het ontwerp stabiel is. Het is ook perfect voor pilotruns waarbij u onderdelen nodig heeft die identiek zijn aan de uiteindelijke productieversie. Deze onderdelen zijn van onschatbare waarde voor definitieve validatie en markttesten.
Uw keuze komt neer op een eenvoudige afweging. CNC-bewerking biedt snelheid en flexibiliteit voor validatie in een vroeg stadium. Spuitgieten levert kosteneffectieve, productie-intentie onderdelen zodra uw ontwerp meer volwassen is, maar vereist een aanzienlijke initiële investering in gereedschap.
Hoe u het juiste materiaal selecteert voor CNC-bewerkte prototypes
Het kiezen van het juiste materiaal is een cruciale eerste stap. Uw keuze beïnvloedt prestaties, kosten en productietijd. Het is een belangrijk onderdeel van elk CNC-bewerkingsprototypeproject.
Laten we de meest voorkomende materialen bekijken waarmee ik werk. Elk heeft unieke eigenschappen waardoor het geschikt is voor specifieke industrieën. De juiste materiaalkeuze voorkomt kostbare herontwerpen later.
Metalen: Sterkte en Duurzaamheid
Aluminium en roestvrij staal zijn topkeuzes voor robuuste prototypes. Ze bieden uitstekende mechanische eigenschappen. Hun kosten en toepassingen verschillen echter aanzienlijk.
Hier is een snelle vergelijking op basis van onze interne tests:
| Functie | Aluminium (bijv. 6061) | Roestvrij staal (bijv. 304) |
|---|---|---|
| Sterkte | Goed | Uitstekend |
| Kosten | Onder | Hoger |
| Gewicht | Lichtgewicht | Zwaar |
| Bewerkbaarheid | Uitstekend | Eerlijk |
| Corrosiebestendigheid | Goed | Uitstekend |
Aluminium prototyping is populair vanwege de balans van eigenschappen. Het is perfect voor auto- en vliegtuigonderdelen waar gewicht een factor is.

Kunststoffen: Veelzijdigheid en Kosteneffectiviteit
Voor veel toepassingen bieden kunststoffen een ideale oplossing. Ze zijn lichtgewicht, vaak goedkoper en kunnen gespecialiseerde eigenschappen hebben. ABS en POM zijn twee van de meest veelzijdige opties die we bij PTSMAKE bewerken.
ABS is een uitstekende keuze voor behuizingen en consumentenproducten. Het biedt goede slagvastheid en is gemakkelijk af te werken. Het is een uitstekende keuze voor vorm- en pasvormtesten.
POM (ook bekend als Delrin) is anders. Het wordt gewaardeerd om zijn lage wrijving en hoge stijfheid. Dit maakt het perfect voor bewegende delen zoals tandwielen en lagers. De natuurlijke smering vermindert slijtage in mechanische assemblages. Het begrijpen van het materiaal treksterkte4 is cruciaal bij het ontwerpen van dergelijke componenten.
De keuze tussen beide hangt volledig af van de functie van het prototype.
| Functie | ABS | POM (Delrin) |
|---|---|---|
| Primair gebruik | Behuizingen, algemene modellen | Tandwielen, lagers, bussen |
| Belangrijkste eigenschap | Hoge schokbestendigheid | Lage wrijving, hoge stijfheid |
| Kosten | Onder | Matig |
| Bewerkbaarheid | Goed | Uitstekend |
Uiteindelijk zijn de beste materialen voor bewerkte prototypes afhankelijk van uw specifieke behoeften. We begeleiden onze klanten altijd om hun prestatievereisten in evenwicht te brengen met hun budget.
Uw materiaalkeuze bepaalt het succes van uw prototype. Metalen zoals aluminium en staal bieden sterkte, terwijl kunststoffen zoals ABS en POM veelzijdigheid en kostenbesparingen bieden. Deze balans is de sleutel tot effectieve materiaalkeuze voor CNC-prototypes.
Een kijkje in de kostenopbouw van CNC-bewerkte prototypes
Het begrijpen van de kosten van uw CNC-prototype is cruciaal. Het is meer dan alleen een getal op een offerte. Het vertegenwoordigt een combinatie van specifieke, kwantificeerbare factoren.
Voor inkoop vereist het rechtvaardigen van deze uitgave transparantie. Deze uitsplitsing biedt die duidelijkheid. Het stelt u in staat om met vertrouwen over prijzen te praten.
De Kernpijlers van Prijsstelling
De uiteindelijke prijs van een CNC-gefreesd prototype is niet willekeurig. Het is opgebouwd uit vier belangrijke pijlers. Dit zijn machinetijd, opstartkosten, materiaal en ontwerpcomplexiteit.
Laten we kijken hoe elke pijler bijdraagt.
| Kostendrijver | Beschrijving | Typische Impact |
|---|---|---|
| Machinetijd | De uren dat de machine actief het onderdeel bewerkt. | Hoog |
| Opstartarbeid | Het voorbereiden van de machine, gereedschappen en werkstuk. | Medium |
| Materiële kosten | De prijs van het gebruikte ruwe materiaal. | Variabele |
| Complexiteit | Ingewikkelde geometrieën en nauwe toleranties. | Hoog |
Elke factor beïnvloedt de uiteindelijke CNC-prijsopbouw.

Laten we dieper ingaan op de CNC-prijsopbouw. Een duidelijke offerte helpt iedereen. Het bouwt vertrouwen op en zorgt voor geen verrassingen. Hoeveel kost CNC-prototyping? Het hangt af van deze details.
De Primaire Kosten Ontleden
Machinetijd is vaak de grootste variabele kostenpost. Een onderdeel met veel kenmerken of diepe holtes kost simpelweg langer om te bewerken. Dit vertaalt zich direct naar hogere operationele kosten voor ons.
Opstartkosten daarentegen zijn vaste kosten per opdracht. Het omvat programmering, het vastzetten van het materiaal en het kalibreren van gereedschappen. Voor een enkel prototype kunnen deze kosten hoog lijken. Maar ze worden verdeeld over meer eenheden bij een grotere oplage.
Materiaal en Complexiteit Beïnvloeden
Materiaalkeuze is een directe kostenfactor. Standaard aluminium 6061 is kosteneffectief. Maar overschakelen op een polymeer voor hoge temperaturen of titanium zal de basisprijs van uw CNC-machinaal bewerkte prototype aanzienlijk verhogen.
Ontwerpincomplexiteit is de laatste belangrijke factor. Kenmerken zoals dunne wanden, diepe zakken en krappe toleranties vereisen langzamere snijsnelheden, gespecialiseerde gereedschappen en zorgvuldigere programmering. Efficiënt gereedschapspadoptimalisatie5 is essentieel om dit te beheren zonder in te leveren op kwaliteit.
Actiegerichte tips om kosten te beheersen
Kleine wijzigingen in uw ontwerp kunnen leiden tot grote besparingen. Hier zijn een paar dingen om te overwegen.
| Kostenbesparende tactiek | Potentieel effect | Eenvoudig voorbeeld |
|---|---|---|
| Maak niet-kritische toleranties losser | Hoog | Gebruik ±0,125 mm in plaats van ±0,025 mm waar dit de functie niet beïnvloedt. |
| Geometrie vereenvoudigen | Hoog | Vervang scherpe interne hoeken door een radius. |
| Kies standaardmaterialen | Medium | Kies een veelvoorkomende kwaliteit aluminium of staal. |
Bij PTSMAKE begeleiden we onze partners door deze keuzes. Het zorgt ervoor dat u een functioneel prototype krijgt dat binnen uw budget past.
Samenvattend is de kosten van een CNC-prototype een direct gevolg van machinetijd, insteltijd, materiaalkeuze en ontwerpincomplexiteit. Door deze factoren te begrijpen, kunt u weloverwogen beslissingen nemen en uw budget vanaf het allereerste begin van een project effectief beheren.
Snelheid of precisie? Hoe u beide kunt balanceren in CNC-prototyping
Elk CNC-machinaal bewerkt prototyp project staat voor een belangrijke vraag. Heeft u het snel nodig, of heeft u het perfect nodig? Er is geen eenduidig juist antwoord.
Definieer het doel van uw prototype
The choice depends on your current development stage. Are you testing a basic concept? Or are you validating a final design for manufacturing? Your goal dictates the priority.
The Speed vs. Precision Trade-Off
Fast CNC services are great for early-stage validation. Precision becomes critical for later-stage, functional prototypes.
| Prototype-fase | Primair doel | Prioriteit |
|---|---|---|
| Rough / Concept | Validatie van vorm en pasvorm | Snelheid |
| Production-Realistic | Functioneel testen | Precisie |
This balance directly impacts your CNC prototype lead times.

Making the right trade-off is a strategic decision. It saves time and resources. Rushing a high-precision part when you only need a form check is wasteful. Similarly, a low-precision part can’t validate a critical mechanism.
Prioritizing for Early-Stage Prototypes
For early concepts, speed is king. The goal is to get a physical part in hand quickly. Use standard materials and relaxed tolerances. This approach dramatically shortens CNC prototype lead times. It allows for rapid iteration and feedback.
When Precision is Non-Negotiable
As you near production, the focus must shift. A production-realistic cnc machining prototype requires tight tolerances. It needs specific materials and surface finishes. This is where detailed drawings with proper Geometrische dimensionering en toleranties6 are essential. At PTSMAKE, we guide our clients through this shift to ensure the final prototype truly represents the production part.
Here’s a simple guide for engineers:
| Factor | Rough Prototype | Production-Realistic Prototype |
|---|---|---|
| Materiaal | Standaard, goedkoop (bijv. ABS) | Eindproductiemateriaal |
| Tolerantie | Los (+/- 0,1 mm of meer) | Strak (volgens eindspecificaties) |
| Afwerking oppervlak | Zoals bewerkt | Gespecificeerd (bijv. gepolijst, geanodiseerd) |
| Kosten | Onder | Hoger |
Deze gestructureerde aanpak voorkomt kostbare fouten in een later stadium. Het zorgt ervoor dat uw middelen verstandig worden besteed in elke ontwikkelingsfase.
De keuze tussen snelheid en precisie hangt af van het stadium van uw project. Geef prioriteit aan snelheid voor vroege conceptvalidatie om de doorlooptijden te verkorten. Voor productie-realistische modellen is precisie niet onderhandelbaar om nauwkeurige functionele tests te garanderen en kostbare herontwerpen later te voorkomen.
Vermijd leveranciersroulette: hoe u CNC-prototypepartners selecteert die bij u blijven
Het vinden van een CNC-prototypepartner is eenvoudig. Er een vinden die bij u blijft, is iets anders. Vanuit inkoopoogpunt is de laagste offerte niet de beste deal.
Ware waarde ligt in een langdurige samenwerking. Een betrouwbare CNC-prototypeleverancier richt zich op meer dan alleen de huidige opdracht. Ze investeren in uw succes.
Dit betekent kwaliteitscommunicatie en technische ondersteuning. Het gaat erom een partner te vinden, niet zomaar een leverancier.
Voorbij het prijskaartje: de ware waarde van een partner evalueren
Prijs is slechts één datapunt. Bij het beoordelen van leveranciers voor CNC-werk kijk ik naar het grotere geheel. Een goedkoop prototype is nutteloos als het later tot productievertragingen leidt.
Zoek een partner die duidelijk communiceert. Snelle, gedetailleerde reacties zijn een goed teken. Het laat zien dat ze georganiseerd zijn en uw bedrijf waarderen. Een trage reactie nu betekent later een grotere hoofdpijn.
Een belangrijke factor is ondersteuning voor Design for Manufacturability (DFM). Een goede leverancier analyseert uw ontwerp. Ze zullen verbeteringen voorstellen om kosten te besparen en de kwaliteit te verhogen. Deze proactieve hulp is van onschatbare waarde.
| Functie | Transactionele leverancier | Strategische partner |
|---|---|---|
| Focus | Laagste prijs per onderdeel | Lowest Total Cost |
| Communicatie | Reactive, Slow | Proactive, Responsive |
| DFM Support | None or Extra Cost | Standard, Collaborative |
| Problemen oplossen | Blames Design | Offers Solutions |
| Relatie | Short-Term Order | Long-Term Success |
This proactive approach is central to effective Supplier Relationship Management (SRM)7. It shifts the focus from simple transactions to a collaborative journey. Finding the best CNC prototyping partner means finding an extension of your own team. They should be invested in making your project a success from the start. At PTSMAKE, this is our core philosophy. We build trust through transparency and technical expertise.
The Unseen Costs of a Poor Partnership
Many procurement managers focus only on the initial quote. This is a common mistake. The real costs often appear after you’ve placed the order. These hidden costs can ruin your budget and timeline.
Delays are a major issue. A supplier who overpromises and underdelivers can halt your entire project. Rework is another expensive problem. Poor quality parts mean more time and money spent on fixes.
Denk na over communicatiefouten. Vage antwoorden of trage reacties verspillen de kostbare tijd van uw team. Elke e-mail waar u achteraan moet, is een verborgen kostenpost. Een partner die duidelijke, proactieve updates biedt, is meer waard dan een lage prijs.
Deze tabel belicht veelvoorkomende verborgen kosten:
| Verborgen kosten | Transactionele leverancier | Strategische partner |
|---|---|---|
| Projectvertragingen | Frequent, met slechte excuses | Zeldzaam, met proactieve oplossingen |
| Herbewerkingspercentage | Hoog, vereist uw supervisie | Laag, met interne kwaliteitscontrole |
| Communicatieoverhead | Hoog, vereist constante opvolging | Laag, biedt regelmatige updates |
| Technische problemen | Uw probleem om op te lossen | Collaboratieve probleemoplossing |
Een betrouwbare partner begrijpt deze risico's. Zij bouwen processen om ze te voorkomen. Ons team biedt bijvoorbeeld gedetailleerde DFM-rapporten voor elk CNC-bewerkingsprototype. Deze stap vangt potentiële problemen op voordat ze dure problemen worden. Het gaat erom de totale kosten te minimaliseren, niet alleen de initiële prijs.
Het kiezen van de juiste CNC-leverancier is een strategische beslissing die uw project beschermt tegen deze onzichtbare uitgaven. Het zorgt voor een soepeler traject van prototype naar productie.
Bij het beoordelen van een CNC-prototypingleverancier, kijk verder dan de offerte. Geef prioriteit aan duidelijke communicatie, waardevolle DFM-feedback en een toewijding aan een langdurige samenwerking. Deze factoren zijn de ware indicatoren van een partner die zal bijdragen aan het succes van uw project.
Wanneer u overstapt van CNC-bewerkte prototypes naar spuitgietmatrijzen
De overstap van een CNC-bewerkingsprototype naar spuitgieten is een cruciale stap. Deze beslissing signaleert een verschuiving van testen naar opschalen.
Het gaat niet alleen om het veranderen van productiemethoden. Het is een strategische zet die afhangt van belangrijke zakelijke factoren. Ik heb gezien dat deze beslissing het succes van een product bepaalt.
Belangrijkste beslissingscriteria
Productievolume
De belangrijkste factor is kwantiteit. CNC is ideaal voor kleine volumes. Spuitgieten wordt kosteneffectief naarmate uw aantallen oplopen tot in de duizenden.
Projectbegroting
De initiële gereedschapskosten voor spuitgieten zijn hoog. De kosten per onderdeel dalen echter drastisch bij schaalvergroting. CNC heeft geen gereedschapskosten, maar een hogere prijs per onderdeel.
Tijd tot marktintroductie
CNC biedt snelheid voor prototypes en kleine batches. Spuitgieten heeft een langere doorlooptijd vanwege de gereedschapsproductie. Maar het levert snel grote volumes zodra de mal klaar is.
| Factor | CNC-bewerking | Spuitgieten |
|---|---|---|
| Beste volume | 1 – 1.000+ | 1.000 – 1.000.000+ |
| Voorafgaande kosten | Laag (geen gereedschap) | Hoog (Gereedschappen) |
| Kosten per onderdeel | Hoog | Laag |
| Doorlooptijd | Snel | Langzamer (eerst gereedschap) |
De overgang van een CNC-bewerkingsprototype naar spuitgieten is meer dan een technische wissel. Het vereist zorgvuldige financiële en strategische planning. Uw beslissing moet de initiële investering afwegen tegen de langetermijndoelen voor productie.
Opschalen van prototype naar productie
Een veelvoorkomende uitdaging is de kloof tussen prototypes met een laag volume en productie met een hoog volume. Hier wordt een "brugvormbeslissing" belangrijk. Brugvormen worden vaak gemaakt van zachtere metalen zoals aluminium.
Ze bieden een middenweg. Ze kosten minder dan stalen productievormen en hebben kortere doorlooptijden. Hierdoor kunt u middelgrote aantallen (bijv. 500 tot 10.000 onderdelen) efficiënt produceren. Het is een perfecte stap om de markt te testen voordat u zich committeert aan dure stalen gereedschappen. Het concept van kosten afschrijving8 is hier cruciaal. De investering in gereedschappen wordt verspreid over elk geproduceerd onderdeel.
Het voordeel van één partner
Het omgaan met deze overgang kan complex zijn. U hebt ontwerpgegevens, materiaalspecificaties en kwaliteitsnormen om te handhaven.
Dit is waar samenwerken met een partner als PTSMAKE een groot voordeel is. Wij beheren zowel uw CNC-bewerkingsprototype als uw spuitgietmatrijzen intern. Dit zorgt voor een naadloze kennisoverdracht.
We gebruiken de gegevens van het definitieve prototype om het matrijsontwerp te informeren. Dit minimaliseert fouten en versnelt het proces. Uw overgang van CNC naar spuitgieten wordt een soepele, geïntegreerde stap.
De beslissing om op te schalen van CNC naar spuitgieten is afhankelijk van volume, budget en tijdlijn. Het gebruik van bridge tooling kan deze overgang de-risken, en een single-source partner zoals PTSMAKE stroomlijnt het hele proces van prototype tot volledige productie.
Verkrijg precieze CNC-prototypes - werk vandaag nog samen met PTSMAKE
Klaar voor feilloze CNC-bewerkingsprototypes met uitzonderlijke nauwkeurigheid en betrouwbaarheid? Werk samen met PTSMAKE voor snelle, hoogwaardige en precisie-gestuurde oplossingen van prototype tot productie. Stuur nu uw aanvraag om te ervaren waarom topteams PTSMAKE vertrouwen voor geavanceerde productiebehoeften!

Begrijp hoe materiaaleigenschappen de prestaties van uw prototype beïnvloeden en de betrouwbaarheid testen. ↩
Leer hoe dit systeem een universele technische taal biedt voor het definiëren en communiceren van toleranties. ↩
Begrijp hoe matrijskosten uw stukprijs en het break-even punt van uw project beïnvloeden. ↩
Begrijp hoe deze belangrijke metriek de duurzaamheid en prestaties van uw prototype in de praktijk beïnvloedt. ↩
Leer hoe programmeerpaden de machinetijd kunnen verkorten en de oppervlakteafwerking van uw CNC-bewerkingsprototype kunnen verbeteren. ↩
Begrijp deze symbolische taal om ervoor te zorgen dat uw ontwerpintentie perfect wordt gecommuniceerd voor productie. ↩
Leer hoe het strategisch beheren van leveranciersrelaties risico's kan verminderen en uw winst kan verbeteren. ↩
Begrijp hoe gereedschapskosten uw stukprijs gedurende de productieoplage beïnvloeden. ↩






