

Your engineering team just spent months perfecting a design, only to receive CNC prototypes that don’t fit together properly. The tolerances are off, the surface finish looks rough, and your project timeline just got pushed back another two weeks.
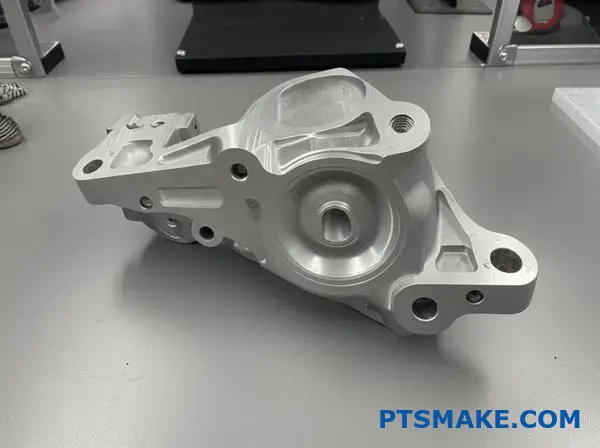
CNC machining prototype is a precision manufacturing process that creates functional prototypes by removing material from solid blocks using computer-controlled cutting tools, delivering tight tolerances and production-grade surface finishes for testing and validation.

I’ve worked with teams who thought all CNC prototyping services were the same. They learned the hard way that material selection, tolerancing capabilities, and supplier expertise make the difference between prototypes that validate your design and ones that waste your budget.
Why CNC Machining Is the Gold Standard for Prototyping
When you need a prototype that truly performs, CNC machining is the superior choice. It offers unmatched accuracy for functional testing.
This process ensures your design’s form, fit, and function are validated with real-world materials. A CNC machining prototype is not just a model; it’s a testable part.
Key Prototyping Method Comparison
The debate of CNC vs 3D printing is common. However, for precision prototypes, the choice becomes clear. CNC delivers parts that closely mirror final production quality.
| Funktion | CNC-bearbejdning | 3D-udskrivning |
|---|---|---|
| Nøjagtighed | Ekstremt høj | Varies by tech |
| Materialets alsidighed | Production-grade metals & plastics | Mostly polymers |
| Del styrke | Excellent, solid material | Weaker due to layers |
Among rapid prototyping methods, CNC provides the best cost-to-quality benefit for functional validation.
Materialets kritiske rolle i prototyper
En prototypes primære opgave er at validere et design. Brug af det endelige produktionsmateriale er essentielt for nøjagtig testning. Det er her, CNC-bearbejdning virkelig udmærker sig.
Hos PTSMAKE bearbejder vi prototyper fra den nøjagtige materialeblok, der er tiltænkt produktion. Dette kan være alt fra aluminium af luftfartskvalitet til PEEK af medicinsk kvalitet. Denne tilgang giver data, du kan stole på.
En 3D-printet del kan se ens ud, men den vil ikke opføre sig ens under belastning eller varme. CNC-bearbejdede dele bevarer materialets originale isotrope egenskaber1. Det betyder, at styrken er ensartet i alle retninger, i modsætning til 3D-printets lagdelte struktur.
Ægte omkostning vs. forhåndspris
At tænke kun på den indledende pris er en almindelig fejl. En mislykket funktionel test på grund af en svag prototype koster langt mere i forsinkelser og redesign end den indledende besparelse. Investering i en kvalitet CNC machining prototype mindsker denne risiko.
| Evalueringsmetrik | CNC-bearbejdet prototype | 3D-printet prototype |
|---|---|---|
| Funktionel pålidelighed | Høj | Lav til middel |
| Materialeautenticitet | 100% | Lav (tilnærmelse) |
| Risiko for redesign | Minimeret | Høj |
| Samlet projektomkostning | Mere forudsigelig | Kan eskalere |
Denne datadrevne tilgang sikrer en glattere overgang fra prototype til produktion.
CNC-bearbejdning leverer uovertruffen nøjagtighed og materialetrohed til funktionelle prototyper. Dette gør det til det mest pålidelige valg til validering af designs, før man forpligter sig til masseproduktion, hvilket sikrer et højere afkast af investeringen på trods af en potentielt højere startomkostning.
The Core of Precision: Tolerances and Surface Finishes
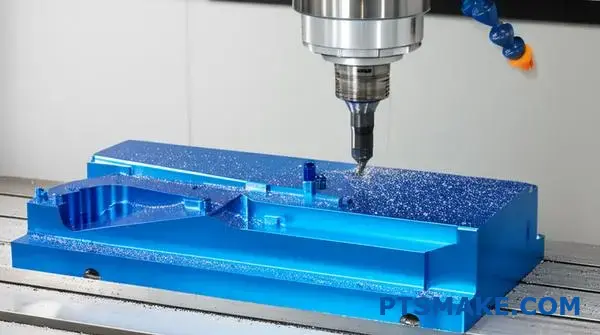
Opnåelse af konsistens i en CNC-bearbejdningsprototype starter med at forstå maskinens kapaciteter. Det handler ikke kun om at ramme et tal. Det handler om at kontrollere alle detaljer.
Denne kontrol bestemmer, hvordan dine dele passer og fungerer.
CNC-fræsning vs. Drejning Tolerancer
CNC-fræsning og drejning tilbyder forskellige præcisionsniveauer. Fræsning er alsidig til komplekse former. Drejning excellerer ved cylindriske dele med høj nøjagtighed. Begge er nøglen til bearbejdning med snævre tolerancer.
| Proces | Standardtolerance | Stram tolerance |
|---|---|---|
| CNC-fræsning | ±0,1 mm (±0,004") | Ned til ±0,01 mm (±0,0004") |
| CNC-drejning | ±0,05 mm (±0,002") | Ned til ±0,005 mm (±0,0002") |
Disse værdier afhænger i høj grad af materiale og geometri.

Ægte præcision går ud over dimensionel nøjagtighed. Det involverer kontrol af teksturen på den bearbejdede overflade. Det er her, højpræcisionsprototyper enten lykkes eller fejler under samling.
En del kan være dimensionelt perfekt. Men hvis dens overflade er for ru eller for glat til dens anvendelse, vil den ikke fungere korrekt.
Den kritiske rolle af overfladefinish (Ra)
Overfladefinish, målt i Ra (Roughness Average), bestemmer, hvordan en komponent interagerer med andre. Det påvirker friktion, slid, tætning og endda udseende. Korrekt kontrol sikrer pålidelig samling og ydeevne.
Vores arbejde med kunder har vist, at oversete finish-specifikationer er en almindelig årsag til prototypefejl.
Derfor er en komplet teknisk tegning, der bruger et system som Geometrisk dimensionering og tolerance (GD&T)2, essentiel. Den giver et universelt sprog til at definere ikke kun størrelse, men også form, orientering og placering af funktioner, hvilket sikrer en høj grad af CNC-bearbejdningsnøjagtighed.
| Ra-værdi (μm) | Bearbejdningsproces | Fælles ansøgning |
|---|---|---|
| 3.2 - 6.3 | Standard fræsning/drejning | Generelle dele, ikke-kritiske overflader |
| 1.6 - 3.2 | Fin bearbejdning | Sammenføjningsflader, komponenter med tæt pasform |
| 0.8 - 1.6 | Slibning/polering | Lejeflader, komponenter med højt slid |
| < 0.8 | Polering/honing | Tætningsflader, optiske komponenter |
Forståelse af forholdet mellem tolerancer, overfladefinish og samling er grundlæggende. Det forvandler en simpel CNC-bearbejdningsprototype fra et koncept til en funktionel, pålidelig del, der opfylder alle ingeniørkrav og undgår dyre revisioner senere.
The Ultimate Comparison: CNC Prototyping vs Injection Molding for Early Stage Builds
Når man træffer beslutninger om lavvolumenprototyper, står hardwareteams i den tidlige fase over for et kritisk valg. Vælger du CNC-bearbejdning eller sprøjtestøbning? Hver har distinkte fordele.
Din beslutning påvirker hastighed, omkostninger og kvaliteten af den testfeedback, du modtager. At træffe den rigtige beslutning er afgørende for at holde sig inden for tidsplanen og budgettet.
Her er en hurtig oversigt.
| Funktion | CNC-bearbejdet prototype | Sprøjtestøbningsprototype |
|---|---|---|
| Hastighed | Hurtig (timer til dage) | Langsommere (uger) |
| Omkostninger på forhånd | Lav (ingen værktøj) | Høj (skimmelomkostninger) |
| Omkostninger pr. enhed | Høj | Lav (ved lydstyrke) |
| Valg af materiale | Bred, produktionsklar | Meget bred, produktionsklar |
| Ændringer i design | Nemt og billigt | Besværligt og dyrt |
Denne sammenligning hjælper med at indramme de centrale afvejninger, du skal overveje.
Beslutningen mellem en CNC-prototype og sprøjtestøbning afhænger helt af dit projekts umiddelbare mål.
En CNC-bearbejdningsprototype er uovertruffen med hensyn til hastighed. Vi kan omdanne en CAD-fil til en fysisk del inden for få dage til PTSMAKE. Dette muliggør hurtig designiteration. Du kan teste et koncept, finde en fejl og hurtigt få en revideret del. Materialet udskæres fra en solid blok, hvilket giver fremragende styrke til funktionel test.
Sprøjtestøbning opererer på en anden tidslinje og omkostningsstruktur. Den største forhindring er de forudgående omkostninger og tid til at skabe stålformen. Denne proces kan tage flere uger.
Når formen er klar, er produktionen af dele dog hurtig og utrolig omkostningseffektiv pr. enhed. Det er her Amortisering af værktøj3 bliver en nøglefinansiel faktor. Den høje indledende investering spredes over hundreder eller tusinder af dele.
Dette gør støbning ideel til prototyper i senere stadier, når designet er stabilt. Den er også perfekt til pilotserier, hvor du har brug for dele, der er identiske med den endelige produktionsversion. Disse dele er uvurderlige til endelig validering og markedstest.
Dit valg koger ned til en simpel afvejning. CNC-bearbejdning tilbyder hastighed og fleksibilitet til tidlig validering. Sprøjtestøbning leverer omkostningseffektive dele med produktionsintention, når dit design er mere modent, men det kræver en betydelig indledende investering i værktøj.
How to Select the Right Material for CNC Machined Prototypes
Valg af det rigtige materiale er et kritisk første skridt. Dit valg påvirker ydeevne, omkostninger og produktionstid. Det er en nøglekomponent i ethvert CNC-bearbejdningsprototypeprojekt.
Lad os se på de mest almindelige materialer, jeg arbejder med. Hvert materiale har unikke egenskaber, der gør det egnet til specifikke brancher. Korrekt materialevalg forhindrer dyre redesigns senere.
Metaller: Styrke og holdbarhed
Aluminium og rustfrit stål er topvalg til robuste prototyper. De tilbyder fremragende mekaniske egenskaber. Deres omkostninger og anvendelser adskiller sig dog markant.
Her er en hurtig sammenligning baseret på vores interne test:
| Funktion | Aluminium (f.eks. 6061) | Rustfrit stål (f.eks. 304) |
|---|---|---|
| Styrke | God | Fremragende |
| Omkostninger | Lavere | Højere |
| Vægt | Letvægt | Tungt |
| Bearbejdelighed | Fremragende | Fair |
| Modstandsdygtighed over for korrosion | God | Fremragende |
Aluminiumprototyper er populære på grund af deres balance af egenskaber. Det er perfekt til bil- og luftfartsdele, hvor vægt er en faktor.

Plast: alsidighed og omkostningseffektivitet
For mange anvendelser tilbyder plast en ideel løsning. De er lette, ofte billigere og kan have specialiserede egenskaber. ABS og POM er to af de mest alsidige muligheder, vi bearbejder hos PTSMAKE.
ABS er et oplagt valg til kabinetter og forbrugerprodukter. Det giver god slagfasthed og er let at efterbehandle. Det er et fremragende valg til form- og pasformstest.
POM (også kendt som Delrin) er anderledes. Det er værdsat for sin lave friktion og høje stivhed. Dette gør det perfekt til bevægelige dele som tandhjul og lejer. Dets naturlige smøreevne reducerer slid i mekaniske samlinger. Forståelse af materialets Trækstyrke4 er afgørende ved design af sådanne komponenter.
Valget mellem dem afhænger udelukkende af prototypens funktion.
| Funktion | ABS | POM (Delrin) |
|---|---|---|
| Primær anvendelse | Kabinetter, generelle modeller | Gear, lejer, bøsninger |
| Nøgleegenskab | Høj slagfasthed | Lav friktion, høj stivhed |
| Omkostninger | Lavere | Moderat |
| Bearbejdelighed | God | Fremragende |
I sidste ende afhænger de bedste materialer til bearbejdede prototyper af dine specifikke behov. Vi guider altid vores kunder til at afbalancere deres ydeevnekrav med deres budget.
Dit materialevalg definerer din prototypes succes. Metaller som aluminium og stål giver styrke, mens plast som ABS og POM tilbyder alsidighed og omkostningsbesparelser. Denne balance er nøglen til effektiv materialevalg til CNC-prototyper.
Inside the Cost Breakdown of CNC Machined Prototypes
Forståelse af dine CNC-prototypeomkostninger er afgørende. Det er mere end bare et tal på et tilbud. Det repræsenterer en kombination af specifikke, kvantificerbare faktorer.
For procurement, justifying this expense requires transparency. This breakdown offers that clarity. It empowers you to discuss pricing with confidence.
The Core Pricing Pillars
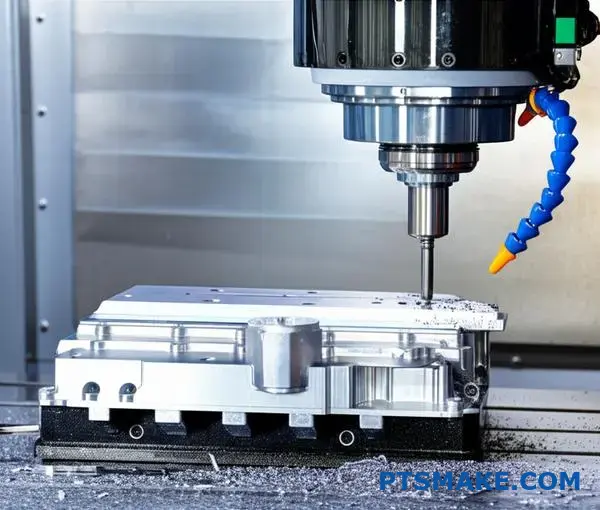
The final price of a cnc machining prototype isn’t random. It’s built on four key pillars. These are machine time, setup costs, material, and design complexity.
Let’s look at how each pillar contributes.
| Omkostningsdriver | Beskrivelse | Typical Impact |
|---|---|---|
| Maskintid | The hours the machine is actively cutting the part. | Høj |
| Setup Labor | Preparing the machine, tools, and workpiece. | Medium |
| Materialeomkostninger | The price of the raw stock material being used. | Variabel |
| Kompleksitet | Intricate geometries and tight tolerances. | Høj |
Each factor influences the final CNC pricing breakdown.

Let’s dig deeper into the CNC pricing breakdown. A clear quote helps everyone. It builds trust and ensures there are no surprises. How much does CNC prototyping cost? It depends on these details.
Deconstructing the Primary Costs
Machine time is often the largest variable cost. A part with many features or deep pockets simply takes longer to cut. This directly translates to higher operational costs for us.
Setup, on the other hand, is a fixed cost per job. It involves programming, fixturing the material, and calibrating tools. For a single prototype, this cost can seem high. But it gets distributed across more units in a larger run.
Material and Complexity Influence
Material selection is a straightforward cost driver. Standard Aluminum 6061 is cost-effective. But switching to a high-temperature polymer or Titanium will significantly raise the base price of your cnc machining prototype.
Design complexity is the final major factor. Features like thin walls, deep pockets, and tight tolerances demand slower cutting speeds, specialized tools, and more careful programming. Efficient optimering af værktøjsbaner5 is essential to manage this without sacrificing quality.
Actionable Tips to Control Costs
Small changes in your design can lead to big savings. Here are a few things to consider.
| Cost-Saving Tactic | Potentiel indvirkning | Simple Example |
|---|---|---|
| Loosen Non-Critical Tolerances | Høj | Use ±0.125mm instead of ±0.025mm where it doesn’t affect function. |
| Forenkle geometri | Høj | Replace sharp internal corners with a radius. |
| Select Standard Materials | Medium | Choose a common grade of aluminum or steel. |
At PTSMAKE, we guide our partners through these choices. It ensures you get a functional prototype that meets your budget.
In summary, the CNC prototype cost is a direct result of machine time, setup, material choice, and design complexity. Understanding these factors allows you to make informed decisions and manage your budget effectively from the very beginning of a project.
Speed or Precision? How to Balance Both in CNC Prototyping
Every CNC machining prototype project faces a key question. Do you need it fast, or do you need it perfect? There’s no single right answer.
Defining Your Prototype’s Goal
The choice depends on your current development stage. Are you testing a basic concept? Or are you validating a final design for manufacturing? Your goal dictates the priority.
The Speed vs. Precision Trade-Off
Fast CNC services are great for early-stage validation. Precision becomes critical for later-stage, functional prototypes.
| Prototype-stadiet | Primært mål | Prioritet |
|---|---|---|
| Rough / Concept | Validering af form og pasform | Hastighed |
| Production-Realistic | Funktionel testning | Præcision |
This balance directly impacts your CNC prototype lead times.

Making the right trade-off is a strategic decision. It saves time and resources. Rushing a high-precision part when you only need a form check is wasteful. Similarly, a low-precision part can’t validate a critical mechanism.
Prioritizing for Early-Stage Prototypes
For early concepts, speed is king. The goal is to get a physical part in hand quickly. Use standard materials and relaxed tolerances. This approach dramatically shortens CNC prototype lead times. It allows for rapid iteration and feedback.
When Precision is Non-Negotiable
As you near production, the focus must shift. A production-realistic cnc machining prototype requires tight tolerances. It needs specific materials and surface finishes. This is where detailed drawings with proper Geometrisk dimensionering og tolerance6 are essential. At PTSMAKE, we guide our clients through this shift to ensure the final prototype truly represents the production part.
Here’s a simple guide for engineers:
| Faktor | Rough Prototype | Produktionsrealistisk prototype |
|---|---|---|
| Materiale | Standard, lavpris (f.eks. ABS) | Endeligt produktionsmateriale |
| Tolerance | Løs (+/- 0,1 mm eller mere) | Tæt (i henhold til endelige specifikationer) |
| Overfladefinish | Som bearbejdet | Specificeret (f.eks. poleret, anodiseret) |
| Omkostninger | Lavere | Højere |
Denne strukturerede tilgang forhindrer dyre fejl senere. Den sikrer, at dine ressourcer bruges klogt på hvert udviklingstrin.
Valget mellem hastighed og præcision afhænger af dit projekts stadie. Prioriter hastighed til tidlig konceptvalidering for at forkorte leveringstiderne. For produktionsrealistiske modeller er præcision uundværlig for at sikre nøjagtig funktionel test og undgå dyre redesigns senere.
Avoid Supplier Roulette: How to Vet CNC Prototype Partners That Stick With You
Det er nemt at finde en CNC-prototypepartner. At finde en, der bliver hos dig, er anderledes. Fra et indkøbsperspektiv er det laveste tilbud ikke den bedste handel.
Sand værdi ligger i et langsigtet partnerskab. En pålidelig CNC-prototypeleverandør fokuserer på mere end blot det aktuelle job. De investerer i din succes.
Det betyder kvalitetskommunikation og teknisk support. Det handler om at finde en partner, ikke bare en leverandør.
Ud over prisskiltet: Vurdering af en partners sande værdi
Pris er kun ét datapunkt. Når jeg vurderer leverandører til CNC-arbejde, ser jeg på det store billede. En billig prototype er ubrugelig, hvis den forårsager produktionsforsinkelser senere.
Kig efter en partner, der kommunikerer klart. Hurtige, detaljerede svar er et godt tegn. Det viser, at de er organiserede og værdsætter din forretning. Et langsomt svar nu betyder større hovedpine senere.
En nøglefaktor er support til Design for Manufacturability (DFM). En god leverandør vil analysere dit design. De vil foreslå forbedringer for at spare omkostninger og øge kvaliteten. Denne proaktive hjælp er uvurderlig.
| Funktion | Transaktionel leverandør | Strategisk partner |
|---|---|---|
| Fokus | Laveste pris pr. del | Laveste samlede omkostninger |
| Kommunikation | Reaktiv, Langsom | Proaktiv, Responsiv |
| DFM-support | Ingen eller ekstra omkostninger | Standard, Kollaborativ |
| Problemløsning | Skylder på design | Tilbyder løsninger |
| Relation | Kortvarig ordre | Langsigtet succes |
Denne proaktive tilgang er central for effektiv Leverandørrelationsstyring (SRM)7. Det flytter fokus fra simple transaktioner til en kollaborativ rejse. At finde den bedste CNC-prototypipartner betyder at finde en forlængelse af dit eget team. De bør være investeret i at gøre dit projekt til en succes fra starten. Hos PTSMAKE er dette vores kernefilosofi. Vi opbygger tillid gennem gennemsigtighed og teknisk ekspertise.
De usete omkostninger ved et dårligt partnerskab
Mange indkøbschefer fokuserer kun på det indledende tilbud. Dette er en almindelig fejl. De reelle omkostninger dukker ofte op, efter du har afgivet ordren. Disse skjulte omkostninger kan ødelægge dit budget og din tidsplan.
Delays are a major issue. A supplier who overpromises and underdelivers can halt your entire project. Rework is another expensive problem. Poor quality parts mean more time and money spent on fixes.
Think about communication failures. Vague answers or slow replies waste your team’s valuable time. Every email you have to chase is a hidden cost. A partner who offers clear, proactive updates is worth more than a low price.
This table highlights common hidden costs:
| Skjulte omkostninger | Transaktionel leverandør | Strategisk partner |
|---|---|---|
| Project Delays | Frequent, with poor excuses | Rare, with proactive solutions |
| Omarbejdningsprocent | High, requires your supervision | Low, with internal quality control |
| Communication Overhead | High, requires constant follow-up | Low, provides regular updates |
| Tekniske problemer | Your problem to solve | Collaborative problem-solving |
A reliable partner understands these risks. They build processes to prevent them. For example, our team provides detailed DFM reports on every CNC machining prototype. This step catches potential issues before they become expensive problems. It’s about minimizing the total cost, not just the upfront price.
Choosing the right CNC supplier is a strategic decision that protects your project from these unseen expenses. It ensures a smoother path from prototype to production.
When vetting a CNC prototyping supplier, look beyond the quote. Prioritize clear communication, valuable DFM feedback, and a commitment to a long-term partnership. These factors are the true indicators of a partner who will contribute to your project’s success.
When to Move From CNC Machined Prototype to Injection Mold Tooling
Making the jump from a CNC machining prototype to injection molding is a critical step. This decision signals a shift from testing to scaling.
It’s not just about changing manufacturing methods. It’s a strategic move that hinges on key business factors. I’ve seen this decision define a product’s success.
Key Decision Criteria
Produktionsvolumen
The most significant factor is quantity. CNC is ideal for low volumes. Injection molding becomes cost-effective as your numbers grow into the thousands.
Projektets budget
Upfront tooling costs for molding are high. However, the per-part cost drops dramatically at scale. CNC has no tooling cost but a higher per-part price.
Timeline to Market
CNC offers speed for prototypes and small batches. Injection molding has a longer lead time due to tool creation. But it delivers high volumes quickly once the mold is ready.
| Faktor | CNC-bearbejdning | Sprøjtestøbning |
|---|---|---|
| Bedste volumen | 1 – 1,000+ | 1,000 – 1,000,000+ |
| Omkostninger på forhånd | Lav (ingen værktøj) | Høj (værktøj) |
| Omkostninger pr. del | Høj | Lav |
| Gennemløbstid | Hurtig | Slower (Tooling First) |
The transition from a CNC machining prototype to molding is more than a technical switch. It involves careful financial and strategic planning. Your decision must balance upfront investment with long-term production goals.
Scaling From Prototype to Production
A common challenge is the gap between low-volume prototypes and high-volume production. This is where a "bridge tooling decision" becomes important. Bridge tools are often made from softer metals like aluminum.
They offer a middle ground. They cost less than steel production molds and have shorter lead times. This allows you to produce mid-range quantities (e.g., 500 to 10,000 parts) efficiently. It’s a perfect step to test the market before committing to expensive steel tooling. The concept of cost afskrivning8 is key here. The tooling investment is spread across each part produced.
Fordelen ved en enkelt partner
Håndtering af denne overgang kan være kompleks. Du har design data, materialespecifikationer og kvalitetsstandarder at vedligeholde.
Det er her, at et samarbejde med en partner som PTSMAKE er en stor fordel. Vi håndterer både din CNC-bearbejdningsprototype og dine sprøjtestøbeværktøjer internt. Dette sikrer en problemfri overførsel af viden.
Vi bruger data fra den endelige prototype til at informere formdesignet. Dette minimerer fejl og fremskynder processen. Din overgang fra CNC til sprøjtestøbning bliver et glat, integreret trin.
Beslutningen om at skalere fra CNC til sprøjtestøbning afhænger af volumen, budget og tidsplan. Brug af broværktøj kan mindske risikoen ved denne overgang, og en enkeltstående partner som PTSMAKE strømliner hele processen fra prototype til fuld produktion.
Get Precise CNC Prototypes—Partner With PTSMAKE Today
Klar til fejlfri CNC-bearbejdningsprototyper med enestående nøjagtighed og pålidelighed? Samarbejd med PTSMAKE for hurtige, højkvalitets og præcisionsdrevne løsninger fra prototype til produktion. Send din forespørgsel nu for at opleve, hvorfor topteams stoler på PTSMAKE til avancerede produktionsbehov!

Forstå, hvordan materialegenskaber påvirker din prototypes ydeevne og testpålidelighed. ↩
Lær, hvordan dette system giver et universelt ingeniørsprog til at definere og kommunikere tolerancer. ↩
Forstå, hvordan formomkostninger påvirker din pris pr. del og dit projekts break-even-punkt. ↩
Forstå, hvordan denne nøglemåling påvirker din prototypes holdbarhed og ydeevne i den virkelige verden. ↩
Lær, hvordan programmeringsstier kan reducere maskintid og forbedre overfladefinishen på din CNC-bearbejdningsprototype. ↩
Forstå dette symbolske sprog for at sikre, at din designintention kommunikeres perfekt til produktion. ↩
Lær, hvordan strategisk styring af leverandørrelationer kan reducere risici og forbedre din bundlinje. ↩
Forstå, hvordan værktøjsomkostninger påvirker din pris pr. del over produktionskørslen. ↩






