

Järnvägs- och takfönsterprojekt i Houston står inför en kritisk utmaning: att hitta CNC-bearbetningspartners som verkligen förstår de krävande specifikationer som dessa branscher kräver. Många inköpschefer upptäcker för sent att deras valda leverantör saknar den precision, materialexpertis eller efterlevnadskunskap som krävs för kritiska komponenter.
CNC-bearbetning för järnvägar och takfönster i Houston kräver specialiserad expertis inom tillverkning med höga toleranser, materialspecifika material och strikta efterlevnadsstandarder som endast erfarna precisionsbearbetningspartners kan leverera på ett tillförlitligt sätt.

Den här guiden bygger på verkliga projekt i Houston där ett korrekt val av CNC-partner gjorde skillnaden mellan projektframgång och kostsamma förseningar. Du kommer att upptäcka de specifika tekniska kraven, materialövervägandena och kvalitetsstandarderna som skiljer kapabla bearbetningsverkstäder från dem som bara hävdar expertis inom järnvägar och takfönster.
Varför Houston är ett strategiskt nav för CNC-bearbetningsprojekt för järnvägar och takfönster
Houston är mer än bara ett energicenter. Dess unika läge gör det idealiskt för specialiserad tillverkning. Detta inkluderar projekt för järnvägar och takfönster.
Logistiskt kraftpaket
Stadens infrastruktur är en viktig fördel. Den erbjuder oöverträffad tillgång till globala och inhemska marknader. Detta minskar leveranstider och kostnader för material och färdiga delar.
Stora transportförbindelser
| Transportläge | Fördel |
|---|---|
| Port Houston | USAs mest trafikerade hamn för utländsk tonnage |
| Järnvägslinjer | Omfattande nätverk som förbinder nationen |
| Flygplatser | Två internationella flygplatser för flygfrakt |
Detta nätverk är avgörande för effektiva leveranskedjor inom CNC-bearbetning Houston.

Houstons styrka är inte bara en enda faktor. Det är den kraftfulla kombinationen av flera nyckelelement. Denna synergi skapar en stödjande miljö för högprecisionsbearbetning. Många företag finner detta ekosystem fördelaktigt.
Ett nav för skickliga maskinoperatörer
Tillgång till talang är avgörande. Houston har en djup pool av erfarna CNC-maskinister. Dessa yrkesverksamma förstår de snäva toleranser som krävs. Detta gäller särskilt för tillverkning av järnvägsdelar i Houston. De har erfarenhet av komplexa projekt.
Denna skickliga arbetskraft stöds av utmärkta tekniska högskolor. Dessa institutioner säkerställer ett stadigt flöde av ny talang till branschen. Detta är en betydande fördel för alla företag som tillhandahåller anpassade CNC-tjänster för takfönster i Houston. Resultatet är en självförsörjande cykel av innovation och expertis. Detta är ett tydligt exempel på Agglomerationsfördelar1.
Den industriella ekosystemeffekten
Olika branscher i Houston stöder varandra. Energisektorns efterfrågan på hållbara delar driver innovation inom metallurgi och maskinbearbetning. Denna kunskap gynnar direkt andra sektorer.
| Industri | Bidrag till CNC-maskinbearbetning |
|---|---|
| Energi | Avancerade material och expertis inom högtryckskomponenter |
| Flyg- och rymdindustrin | Precisionskonstruktion och kvalitetskontrollstandarder |
| Medicinsk | Erfarenhet av exotiska legeringar och snäva toleranser |
Denna korsbefruktning av färdigheter gör Houstons tillverkningsbas otroligt mångsidig och robust. Det är en viktig anledning till att vi på PTSMAKE ser det som en strategisk plats för komplexa projekt.
Houstons överlägsna logistik, robusta industribas och skickliga arbetskraft skapar en utmärkt miljö. Det är ett idealiskt nav för specialiserad CNC-maskinbearbetning, särskilt för krävande järnvägs- och takfönsterkomponenter som kräver absolut precision.
Hemligheter för att eliminera driftstopp i järnvägssystem med precisions-CNC-bearbetning
Precision är grunden för tillförlitlighet. I järnvägssystem kan även den minsta avvikelse i en komponent leda till betydande slitage över tid. Detta accelererar underhållscyklerna.
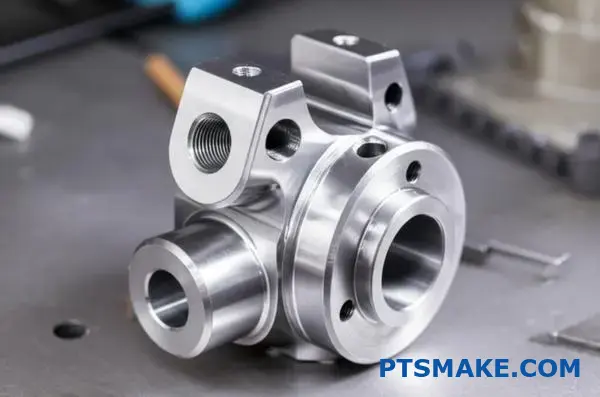
Högprecisions-CNC-delar för järnvägar säkerställer perfekt passform. Detta minskar friktion och belastning på hela systemet.
Den verkliga kostnaden för "tillräckligt bra"
Standarddelar kan verka kostnadseffektiva initialt. Men deras oprecisa passform skapar vibrationer och accelererar slitage. Detta leder till mer frekvent och kostsamt underhåll.
| Funktion | Standardkomponenter | Precisionskomponenter CNC |
|---|---|---|
| Passningstolerans | Lösa | Exakt |
| Underhållscykel | 6-12 månader | 24-36 månader |
| Risk för misslyckande | Måttlig | Mycket låg |
| Systembelastning | Hög | Minimal |
Att välja precision från början är en investering i långsiktig operativ effektivitet och säkerhet. Det minskar direkt driftstopp.
Effekten av en enda undermålig komponent kan fortplanta sig genom en hel sammansättning. I mitt arbete har jag sett hur en dåligt bearbetad axellager skapar belastning som sprider sig och till slut orsakar fel i en helt annan del av systemet. Detta är ett kritiskt koncept inom precisionsbearbetningsindustrin för järnvägar.
Bortom komponenten: Systemintegritet
Precisionsbearbetning handlar inte bara om en del. Det handlar om hur hundratals delar fungerar sömlöst tillsammans. Täta toleranser innebär mindre vibrationer, lägre driftstemperaturer och minskad Materialutmattning2. Varje komponent, från motorkolvar till spårfästen, bidrar till helheten.
Detta holistiska förhållningssätt till kvalitet är avgörande. Därför samarbetar vi med experter i hela leveranskedjan, inklusive specialiserade leverantörer av järnvägskomponenter i Houston, för att säkerställa att varje del fungerar perfekt inom det större systemet. Behovet av precision täcker all infrastruktur, från spårväxlar till stationsskylights, där perfekta passningar förhindrar långsiktig nedbrytning. På PTSMAKE säkerställer vi att våra delar förbättrar systemomfattande tillförlitlighet, inte bara individuell prestanda. Vår forskning med kunder bekräftar att detta integrerade tillvägagångssätt kan förlänga livslängden på angränsande komponenter med upp till 40%.
Högprecisions CNC-delar förändrar i grunden underhållet av järnvägar. Genom att säkerställa perfekta passningar och minska slitage minskar dessa komponenter felfrekvensen och förlänger serviceintervallen. Denna förändring gör hela systemet mer tillförlitligt och kostnadseffektivt under dess livslängd.
Dolda kostnader för takfönsterkomponenter av låg kvalitet från CNC-bearbetning (och hur man undviker dem)
Den initiala prislappen på billiga skylight-delar är bedräglig. Den döljer en serie framtida utgifter som snabbt kan radera alla initiala besparingar.
Dessa dolda kostnader handlar inte bara om pengar. De involverar tid, rykte och säkerhet.
The True Cost Equation
Poorly made components fail sooner. This means more frequent replacements, higher labor costs, and potential damage to the surrounding structure. It’s a classic case of paying less now, only to pay much more later.
| Kostnadsfaktor | Low-Quality Part | High-Precision Part |
|---|---|---|
| Initial Purchase | Låg | Högre |
| Underhåll | Ofta | Minimal |
| Replacement Cycle | Kort | Lång |
| Risk för misslyckande | Hög | Låg |
A small saving today can lead to significant financial strain down the road.

Opting for cheaper components introduces risks that go beyond simple part failure. It’s a decision that can impact the entire integrity of a structure over its lifespan. At PTSMAKE, we focus on preventing these issues from the start.
Breaking Down the Long-Term Financial Drain
When machining skylight frames, poor precision leads to improper fits. These gaps can cause leaks, leading to costly water damage and mold remediation. This is a common issue we’ve seen in projects that initially cut corners.
Low-grade materials also degrade faster. This is especially true for outdoor applications, where parts are exposed to harsh weather. Inferior aluminum can suffer from punktkorrosion3 much earlier than expected.
Precision CNC skylight fabrication ensures every part meets exact specifications. This is critical for demanding applications, such as railroads skylights cnc machining houston projects.
| Hidden Cost Category | Exempel | Potential Financial Impact |
|---|---|---|
| Reparation & Arbete | Byte av läckande tätningar | 2-3 gånger den initiala kostnaden för delar |
| Strukturella skador | Vattenskador på gipsskivor/stomme | Kan överstiga 10 gånger kostnaden för delar |
| Energieffektivitet | Dåliga tätningar som leder till värmeförlust | Löpande, ökade elräkningar |
| Ryktesskada | Produktfel och återkallelser | Ofattbar |
Att investera i aluminiumdelar med hög tolerans Houston från början är det mest pålitliga sättet att säkra ett projekts långsiktiga värde och prestanda.
Initiala besparingar från delar av låg kvalitet motverkas ofta av höga långsiktiga kostnader. Dessa inkluderar frekventa reparationer, ökat underhåll och potentiella strukturella skador. Att investera i precisionstillverkning från början är det mest ekonomiskt sunda tillvägagångssättet för alla projekt.
Bästa CNC-materialen för lastbärande järnvägstillämpningar
Att välja rätt material är det första kritiska steget. För bärande järnvägsdelar är styrka inte ett alternativ. Det är grunden för säkerhet och prestanda. Vi tittar främst på några nyckelalternativ.
Dessa inkluderar robusta kolstål och rostfria stål. Höghållfasta aluminiumlegeringar övervägs också. Varje material erbjuder en unik uppsättning egenskaper. Det slutliga valet beror på kraven för den specifika applikationen. Vi måste balansera hållbarhet med andra faktorer.
| Material | Viktig fördel | Gemensam ansökan |
|---|---|---|
| Kolstål | Hög hållfasthet & kostnadseffektiv | Strukturella komponenter, hjul |
| Rostfritt stål | Motståndskraft mot korrosion | Fästelement, exponerade delar |
| Aluminiumlegeringar | Styrka-till-vikt-förhållande | Höljen, icke-kritiska strukturer |

En djupare titt på CNC-material av järnvägskvalitet
När vi talar om CNC-material av järnvägskvalitet, menar vi metaller som tål extrema förhållanden. Kolstål, som 1045 eller 4140, är arbetshästar. De ger en enorm draghållfasthet som behövs för axlar och kopplingar. Deras seghet säkerställer tillförlitlighet under tunga laster.
Rostfritt stål, särskilt kvaliteter som 304 eller 316, väljs för sin långa livslängd. Det motstår rost och miljöförfall. Detta är avgörande för delar som utsätts för väder, vilket förlänger deras livslängd avsevärt.
Bearbetning av starka legeringar innebär unika utmaningar. Dessa material är sega, vilket orsakar snabbt verktygsslitage och genererar betydande värme. Baserat på tester vi har genomfört med kunder är kontroll av hastigheter och användning av specialiserad kylning avgörande. Egenskaper som arbetshärdning4 innebär att materialet blir hårdare ju mer du bearbetar det, vilket kräver en exakt strategi.
Detta är avgörande för att skapa CNC-delar med slagtålighet. Aluminiumlegeringar, som 7075, erbjuder ett lättare alternativ för vissa komponenter där vikt är en faktor men styrkan inte kan komprometteras. Principerna för materialval är universella inom högriskindustrier, inklusive vårt CNC-bearbetning arbete för järnvägar kunder.
Materialegenskaper Översikt
| Materialkvalitet | Draghållfasthet (ca MPa) | Viktig funktion |
|---|---|---|
| Kolstål 4140 | 655 | Extrem seghet |
| Rostfritt stål 316 | 515 | Utmärkt korrosionsbeständighet |
| Aluminium 7075-T6 | 572 | Högt förhållande mellan styrka och vikt |
Att välja rätt material är icke förhandlingsbart. Stål erbjuder oöverträffad styrka för kärnkomponenter, medan specifika aluminiumlegeringar ger lättviktig hållbarhet. Detta val påverkar direkt säkerheten, livslängden och prestandan hos kritiska järnvägskomponenter och säkerställer att de tål enorma operativa påfrestningar.
Hur ingenjörer kan minska toleransproblem i specialbearbetade järnvägsdelar
Optimering av toleranser börjar på skärmen. Din CAD-modell är ritningen. Tydliga, väldefinierade konstruktioner förhindrar kostsamma omarbeten senare. Det är här smarta metoder gör skillnad.
CAD Bästa praxis för toleranser
Rena modeller är nyckeln. Undvik onödiga funktioner eller komplexa ytor. Detta förbättrar tillverkningsbarheten. Vi föredrar alltid ursprungliga CAD-filer framför neutrala format som STEP.
GD&T: Precisionens språk
Geometrisk dimensionering och tolerans (GD&T) är avgörande. Det klargör delens funktion. Detta är viktigt för högtolerans CNC-bearbetning av järnvägar.
| Symbol | Namn | Syfte |
|---|---|---|
| ⌖ | Position | Definierar placeringen av funktioner. |
| ⏥ | Planhet | Specificerar att en yta är plan. |
| ○ | Rundhet | Styr rundheten hos en funktion. |

Going deeper, GD&T is more than symbols. It’s about communicating functional intent clearly. This directly impacts manufacturing success, especially for complex railroad components.
Mastering GD&T for Machinability
Choosing the right datums is the foundation. Datums should reflect how the part is fixtured during machining. This is one of the most effective design tips for machinability I can offer. Incorrect datums lead to interpretation errors.
The Role of Feature Control Frames
The feature control frame is where it all comes together. It links the tolerance, feature, and datums. This compact block of information removes guesswork for the machinist. Establishing a stable Datum Reference Frame5 is the critical first step. It provides a common origin for all measurements.
| Vanligt misstag | Lösning |
|---|---|
| Over-tolerancing | Specify tolerances based on function, not assumption. |
| Missing Datums | Clearly define primary, secondary, and tertiary datums. |
| Ambiguous Callouts | Use specific modifiers like MMC or LMC where needed. |
Our approach at PTSMAKE, often coordinating with partners in Houston precision engineering, involves reviewing these callouts early. This collaborative step ensures the design is both functional and producible without unnecessary cost. For railroads skylights cnc machining houston projects, this precision is non-negotiable.
Effective tolerancing begins in the design phase. By implementing CAD best practices and leveraging the precision of GD&T, engineers can eliminate ambiguity. This ensures custom railroad parts meet strict functional requirements and are machined correctly the first time.
Snabba prototyper för takfönsterinnovationer med CNC-bearbetning
I kommersiella byggen är hastighet allt. Prototypcykler för nya takfönsterdesigner måste vara korta och effektiva. Det är här CNC-bearbetning verkligen lyser.
Det gör att vi snabbt kan skapa exakta CNC-prototyper för takfönster.
Denna hastighet underlättar bättre samarbete. Det möjliggör också realistiska materialmockuper. Vi producerar ofta anpassade aluminiumramar för att testa koncept. Detta är avgörande för snabba prototyp-Houston-projekt, där tidsramarna är snäva.

Förkorta prototypcykeln
Traditionella prototypmetoder kunde ta veckor. Detta bromsade innovationen och försenade projektens tidslinjer. CNC-bearbetning förändrar denna ekvation helt.
Vi kan omvandla en CAD-fil till en fysisk del på dagar. Denna accelererade feedbackloop är ovärderlig för att utveckla komplexa takfönstersystem. Det möjliggör flera designiterationer under en kort period.
| Prototypstadiet | Traditionell metod | CNC-bearbetningsmetod |
|---|---|---|
| Initial prototyp | 2-4 veckor | 3-5 dagar |
| Designiteration 1 | 2-3 veckor | 3-5 dagar |
| Slutlig förproduktion | 1-2 veckor | 2-4 dagar |
Kraften i DFM-samarbete
Tidigt samarbete är en hörnsten för framgång. Vi använder en process som kallas Design för tillverkningsbarhet (DFM)6. Det innebär att vårt ingenjörsteam granskar din design innan något metall skärs.
Denna granskning identifierar potentiella tillverkningsproblem. Vi kan föreslå små justeringar av en ramgeometri för att förbättra styrkan eller minska bearbetningstiden. Detta sparar betydande kostnader senare. Det säkerställer att slutprodukten uppfyller både designintention och budget.
Skapa realistiska materialmockuper
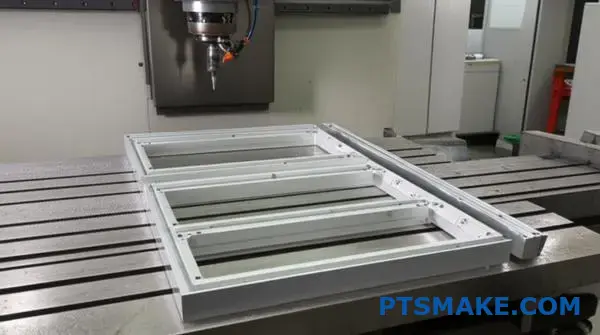
Skisser och renderingar är användbara. Men inget slår en fysisk mockup. För utveckling av takfönster är detta kritiskt. Vi använder CNC för att skapa anpassade aluminiumramar av produktionsklassade material som 6061-T6 aluminium.
Dessa takfönsterprototyper i CNC gör det möjligt för arkitekter och ingenjörer att testa monteringen. De kan kontrollera toleranser och utvärdera den estetiska finishen på plats. Detta säkerställer att den slutliga installationen blir felfri. Efterfrågan på sådan precision är hög, särskilt på marknader som Houston.
Sammanfattningsvis minskar CNC-bearbetning drastiskt tiden för prototyptillverkning av takfönster. Effektiv DFM-samverkan och exakta materialmockups, som anpassade aluminiumramar, är avgörande. De hjälper till att förfina designen och säkerställa tillverkningsbarhet innan man åtar sig fullskalig produktion.
Verkliga berättelser: Hur CNC-bearbetning löste oväntade fel i järnvägsinfrastruktur
Teori är användbart, men verkliga resultat är det som räknas. Oväntade fel i järnvägsinfrastrukturen kräver snabba, precisa lösningar.
CNC-bearbetning ger dessa lösningar. Det handlar inte bara om att tillverka en ersättningsdel. Det handlar om att tillverka en bättre.
Från fel till funktion
Vi ser detta ofta. En standarddel går sönder. En enkel ersättning räcker inte. Vi behöver en precisionsomdesign av järnvägskomponenten för att förhindra framtida problem. Det är här CNC utmärker sig.
| Utmaning | CNC-lösning |
|---|---|
| Återkommande fel på delar | Precisionsomdesign |
| Väsentlig brist | Uppgraderad legeringsbearbetning |
| Brådskande behov | Snabb prototyptillverkning och produktion |
Dessa är inte hypotetiska. Detta är verkliga framgångshistorier från Houston.

Låt oss titta på specifika exempel på CNC för järnvägsinfrastruktur. Dessa fall visar hur vi löser komplexa problem med precisionsbearbetning.
Fallstudie: Precisionsomdesign av järnvägskomponent
En kund i Houston drabbades av upprepade fel i en kritisk omkopplingsmekanism. Den ursprungliga gjutjärnsdelen kunde inte hantera belastningen. Driftstoppet blev en stor operationell huvudvärk.
Vårt team analyserade den felande komponenten. Vi fann att skarpa inre hörn skapade spänningskoncentrationspunkter. En direkt kopia skulle bara misslyckas igen.
Med hjälp av avancerad programvara körde vi simuleringar för att optimera geometrin. Denna process hjälpte oss att identifiera svaga punkter innan bearbetningen ens började. Vi använde Finita element-analys7 för att modellera belastningarna på delen.
Lösningen var en komplett precisionsomdesign. Vi bearbetade den nya delen från ett solitt ämne av 4140-stål. Denna förändring förbättrade både styrka och utmattningsbeständighet avsevärt.
Jämförelse av materialuppgradering
Denna tabell visar den tydliga fördelen med det nya materialet, baserat på vår materialanalys med kunden.
| Fastighet | Ursprungligt gjutjärn | Bearbetat 4140-stål |
|---|---|---|
| Draghållfasthet | ~200 MPa | ~655 MPa |
| Utmattningshållfasthet | Låg | Hög |
| Tillverkningsprocess | Gjutning | CNC-bearbetning |
Resultatet var en permanent lösning. Detta är ett utmärkt exempel på problemlösningskraften hos CNC-bearbetningstjänster för järnvägsskylights i Houston.
Dessa fallstudier visar hur CNC-bearbetning erbjuder mer än bara delar. Den levererar robusta, konstruerade lösningar för järnvägsinfrastruktur. Genom att omdesigna komponenter och uppgradera material förvandlar vi kritiska fel till långsiktiga framgångar, vilket säkerställer säkerhet och operativ tillförlitlighet.
8. Implementera FAI, PPAP och repeterbarhetsåtgärder
Att gå från prototyper till massproduktion kräver nya system. Du behöver absolut säkerhet att den 10 000:e delen är identisk med den första. Det är här formella kvalitetsprocesser kommer in.
First Article Inspection (FAI) och Production Part Approval Process (PPAP) är kritiska. De är inte bara pappersövningar. De är strukturerade metoder för att garantera konsekventa CNC-skylightdelar. Dessa system säkerställer att varje komponent uppfyller specifikationerna, varje gång. Detta ger totalt förtroende innan man åtar sig en full produktionskörning.

For large-scale architectural projects, these processes are non-negotiable. They build a foundation of trust between the client and the manufacturer.
Första artikelinspektion (FAI)
An FAI is a detailed verification of the first part produced from a new or revised process. We meticulously check every dimension, feature, and note on the drawing. This confirms our tooling and setup are correct before we proceed. It is the first gate in our quality control.
Repeatability Control Through Formal Processes
While FAI focuses on one part, the Production Part Approval Process8 validates the entire manufacturing system. It’s a comprehensive package of documents. It proves our process can reliably produce parts that meet your requirements over the long term. This is key for successful mass production.
For clients seeking quality assurance machining Houston, these frameworks are essential. They provide clear evidence of capability and control, crucial for projects like transportation hubs or large commercial skylight installations. This is how we ensure strict repeatability control.
Här är en enkel jämförelse:
| Funktion | Första artikelinspektion (FAI) | Production Part Approval Process (PPAP) |
|---|---|---|
| Omfattning | Verifies one initial part. | Validates the entire production process. |
| Syfte | Confirms manufacturing capability. | Ensures consistent quality over time. |
| Utgång | Detailed inspection report. | Ett komplett dokumentationspaket. |
På PTSMAKE använder vi dessa verktyg för att minska produktionsrisken för våra kunder.
FAI och PPAP är dina bästa försäkringar för massproduktion. De formaliserar verifieringsprocessen, säkerställer att varje CNC-takfönsterdel är felfri och bygger en pålitlig leveranskedja. Detta är hur sann repeatability control uppnås.
Inuti det ultimata arbetsflödet för CNC-bearbetning för arkitektoniska takfönsterramar
Resan från en digital fil till en färdig del är en exakt dans av teknik och skicklighet. Det är en process vi har förfinat under åratal.
Detta arbetsflöde är ryggraden i produktionen av högkvalitativa komponenter. Det säkerställer att varje del är perfekt.
Från CAD till komponent
Hela verksamheten börjar med en kunds CAD-modell. Vi analyserar den noggrant för tillverkningsbarhet. Detta kritiska första steg förhindrar kostsamma fel senare. Det är grunden för framgångsrik bearbetning av takfönster i aluminiumramar.
Viktiga arbetsflödessteg
Vår process säkerställer konsekvens och kvalitet från början till slut. Varje steg bygger på det föregående och skapar ett sömlöst flöde.
| Etapp | Beskrivning | Viktiga resultat |
|---|---|---|
| 1. CAD-granskning | Analysera 3D-modellen för genomförbarhet. | Optimerad design |
| 2. CAM-programmering | Generera CNC-maskinens verktygsbanor. | Maskininstruktioner |
| 3. Maskinbearbetning | Cut the aluminum stock to spec. | Physical Part |
| 4. Quality Control | Inspect dimensions and finish. | Verified Component |
| 5. Shipping | Package and deliver the finished parts. | Project Completion |
A well-defined process is essential for architectural metal fabrication. It turns a complex task into a series of manageable, quality-controlled steps. Every skylight frame depends on this structured approach for its integrity and final appearance.
The Machining Journey in Detail
Our workflow for CNC in Houston is built on precision. It starts the moment we receive the design files. We use advanced software to prepare the model for the machine.
CAD to CAM Translation
The first step is translating the CAD file into instructions our CNC machines can understand. This is done using specialized Computer-Aided Manufacturing (CAM)9 software. This software generates the precise toolpaths, speeds, and feed rates. It dictates every movement the machine will make.
Den fysiska bearbetningsprocessen
När aluminiumämnet är programmerat säkras det i maskinen. CNC-processen börjar, där material avlägsnas lager för lager för att skapa den slutliga formen. Vi hanterar ofta komponenter designade för krävande miljöer, som de nära järnvägar som kräver förbättrad hållbarhet.
| Bearbetningsfas | Åtgärd | Syfte |
|---|---|---|
| Materialförberedelse | Skär aluminiumämne till storlek. | Effektivitet |
| Maskininställning | Ladda verktyg och säkra arbetsstycke. | Noggrannhet |
| Grovbearbetning | Avlägsna snabbt bulkmaterial. | Hastighet |
| Finbearbetning | Uppnå slutliga dimensioner och ytfinish. | Precision |
| Deburring | Avlägsna vassa kanter. | Säkerhet och finish |
Slutliga kontroller och leverans
Efter bearbetning genomgår varje del strikt kvalitetssäkring. Vi använder precisionsinstrument för att verifiera varje dimension mot den ursprungliga CAD-filen. När komponenterna har godkänts packas de noggrant och förbereds för leverans till kundens anläggning.
Ett systematiskt arbetsflöde, från digital designöversättning till slutlig inspektion, är icke förhandlingsbart för högkvalitativa arkitektoniska komponenter. Denna process säkerställer att varje takfönsterram uppfyller exakta specifikationer och funktionella krav före leverans.
Varför inte alla CNC-verkstäder kan hantera efterlevnad av järnvägsstandarder
Tillverkning för järnvägsindustrin handlar inte bara om att uppfylla snäva toleranser. Det handlar om ett djupt, verifierbart engagemang för säkerhet och tillförlitlighet.
Många CNC-verkstäder kan tillverka en del enligt specifikation. Men mycket få kan tillhandahålla den rigorösa dokumentation och processkontroll som denna sektor kräver. Det är här en sann partner för ‘järnvägskompatibel CNC’-bearbetning skiljer sig. Det är en helt annan nivå av operativ disciplin.
| Krav | Standardbearbetning | Järnvägsgodkänd bearbetning |
|---|---|---|
| Certifiering | Valfritt / ISO 9001 | Obligatoriskt / Branschspecifikt |
| Spårbarhet | Grundläggande spårning | Fullständig material- och processhistorik |
| Testning | Standard QC-kontroller | NDT, CMM, materialcertifikat |
| Dokumentation | Begränsad | Omfattande och obligatoriskt |
Detta system säkerställer att varje komponent, från motorblock till ramar för järnvägstakfönster, är fullt spårbar.

Att uppnå järnvägskompatibilitet går långt utöver själva maskinen. Det är ett omfattande ekosystem av kvalitetskontroll, dokumentation och verifiering. Utan detta ramverk kan en verkstad helt enkelt inte producera delar som uppfyller branschens kompromisslösa säkerhetsstandarder.
Grunden: Särskilda certifieringar
Först och främst är certifieringar inträdesbiljetten. Medan ISO 9001 är en bra början, är det ofta bara baslinjen. Järnvägsindustrins standarder, ibland styrda av organ som Association of American Railroads (AAR), kräver specifika kvalitetsledningssystem. För kunder som söker efter ‘ISO-certifierad bearbetning Houston’ är denna nästa nivå av certifiering en viktig differentieringsfaktor. Det bevisar att en verkstad har etablerade processer för att hantera projekt med hög insats.
Den gyllene tråden: Absolut spårbarhet
Spårbarhet är icke-förhandlingsbar. För alla kritiska ‘CNC för järnvägssäkerhetsdelar’ måste vi kunna spåra dess hela livscykel. Detta börjar med råmaterialcertifikatet från bruket och följer delen genom varje enskild bearbetningsoperation, behandling och inspektion. Sann Spårbarhet av materialparti10 innebär att om ett problem uppstår år senare kan vi identifiera dess exakta ursprung.
Test- och verifieringsprotokoll
Slutligen är testning inte bara en slutlig kontroll; det är en integrerad del av processen.
| Testmetod | Syfte | Tillämpning |
|---|---|---|
| CMM-rapporter | Verifiera dimensionell noggrannhet till nanometern. | Komplexa geometrier, säkerhetskritiska gränssnitt. |
| Icke-förstörande provning (NDT) | Upptäck interna fel utan att skada delen. | Svetsar, gjutgods, komponenter med hög belastning. |
| Materialanalys | Bekräfta kemisk sammansättning och egenskaper. | Säkerställ att materialet uppfyller designspecifikationerna. |
Vår CNC-bearbetningsprocess för kunder i Houston och utanför inkluderar dessa steg inte som tillval, utan som standardprocedur för järnvägsprojekt.
Järnvägsefterlevnad kräver ett systematiskt tillvägagångssätt. Det kombinerar branschspecifika certifieringar, fullständig spårbarhet av material och processer samt rigorös, dokumenterad testning. Denna ram är avgörande för att producera säkra, pålitliga delar som uppfyller sektorns stränga krav.
Vad varje ingenjör behöver veta om bearbetbarheten hos takfönsterprofiler
Design är mer än bara estetik. Det påverkar direkt produktionskostnader och tidslinjer. Detta gäller särskilt för takfönsterprofiler.
Dina designval avgör hur lätt det är att tillverka. Optimering för bearbetbarhet tidigt sparar tid och pengar.
Funktioner som förbättrar bearbetbarheten
Enkla, lättillgängliga funktioner är alltid bäst. Tänk på generösa hörnradier för att möjliggöra större, stabilare verktyg. Detta förbättrar ytfinishen och minskar cykeltiderna. Standardiserade hålstorlekar effektiviserar också processen.
Funktioner som försvårar bearbetbarhet
Komplexa geometrier kan vara utmanande. Tunna väggar riskerar vibrationer och skevhet, medan djupa, smala fickor kräver specialverktyg. Dessa funktioner ökar bearbetbarheten hos takfönsterdelar komplexitet.
| Funktionstyp | Bra för bearbetbarhet | Dåligt för bearbetbarhet |
|---|---|---|
| Väggar | Tjocka, enhetliga väggar | Mycket tunna väggar (<1,5 mm) |
| Hörn | Generösa invändiga radier | Vassa, fyrkantiga hörn |
| Fickor | Grunda, breda fickor | Djupa, smala fickor |
| Toleranser | Standardtoleranser | Onödigt snäva toleranser |

Utöver grundläggande geometri är materialvalet avgörande. Den specifika legeringen av CNC-aluminiumprofiler påverkar verktygslivslängden och skärhastigheterna avsevärt. Till exempel är 6061 aluminium en fantastisk allround-legering. Den erbjuder god bearbetbarhet och korrosionsbeständighet.
En höghållfast legering som 7075 kan dock vara tuffare för verktygen. Den kräver långsammare hastigheter, vilket ökar maskintiden. Detta beslut har en direkt inverkan på den slutliga kostnaden för delen.
Avancerade ingenjörstips om CNC-profiler
When designing for CNC machining, consider the material’s grain direction. Extruded profiles exhibit anisotropi11, meaning properties differ along different axes. Machining across the grain can be more challenging than machining with it. I always advise clients to note this on their drawings. This simple step provides critical information for the machinist.
For projects like large railroads skylights, managing thermal expansion during machining is also vital. A well-designed part with uniform thickness helps dissipate heat evenly. This prevents warping and ensures dimensional accuracy. At PTSMAKE, we provide design feedback to mitigate these risks.
Machining Operation Considerations
Here are some specific engineer tips on CNC profiles to consider.
| Drift | Design Tip to Improve Machinability | Påverkan på produktionen |
|---|---|---|
| Fräsning | Use open pockets instead of closed ones. | Faster material removal, less tool wear. |
| Borrning | Align holes perpendicular to the surface. | Reduces setup complexity and tool breakage. |
| Tappning | Design for standard thread sizes. | Lowers tooling costs and improves speed. |
| Efterbehandling | Specify surface finishes only where needed. | Reduces secondary processing time. |
Genomtänkt design är grunden för effektiv tillverkning. Genom att beakta funktioner som väggtjocklek, hörnradier och materialval kan ingenjörer avsevärt förbättra bearbetbarheten hos takfönsterdelar. Detta leder till lägre kostnader och högre kvalitet.
Framtidssäkra järnvägs- och takfönsterdesigner med skalbar CNC-bearbetning
Den enda konstanten inom ingenjörskonsten är förändring. Designer måste utvecklas. Det är här skalbar CNC-bearbetning blir en kritisk tillgång för framtidssäkring.
Det möjliggör snabb anpassning. Oavsett om det är en materialuppgradering eller en designjustering kan processen anpassas. Detta säkerställer långsiktig livskraft.
Anpassning till morgondagens krav
Skalbar CNC-bearbetning handlar inte bara om dagens delar. Det handlar om att förbereda sig för morgondagens utmaningar. Det ger flexibilitet att uppgradera komponenter utan en fullständig ombyggnad. Detta är avgörande för infrastruktur som järnvägar.
| Funktion | Traditionell tillverkning | Skalbar CNC-bearbetning |
|---|---|---|
| Uppgraderingsväg | Kostsam omställning | Enkel mjukvaruuppdatering |
| Materialförändringar | Svårt | Mycket anpassningsbar |
| Ledtid | Lång | Kort |
Denna anpassningsförmåga säkerställer att designer förblir relevanta och funktionella i många år.

Framtida uppgraderingar är oundvikliga. Nya material dyker upp och prestandastandarder ökar. Skalbar CNC-bearbetning är utformad för att hantera denna utveckling. Det gör att vi kan modifiera digitala filer och snabbt producera uppdaterade komponenter.
Omfamna nya material
Tänk på nästa generations järnvägsdelar. När starkare, lättare kompositer blir tillgängliga kan CNC-program justeras. Vi kan bearbeta dessa nya material med samma precision. Inget behov av helt nya verktyg eller maskiner. Denna kapacitet är avgörande för branscher som fokuserar på livslängd och säkerhet. Vårt arbete med kunder i projekt visar denna trend.
Integrering av smart teknik
Nästa gräns är IoT-integration. Adaptiva takfönstersystem kan till exempel inkludera sensorer. Dessa system anpassar sig till vädret i realtid. CNC-bearbetning gör det möjligt att skapa anpassade höljen och fästen för denna nya elektroniska hårdvara.
| Teknik | CNC-bearbetningens roll | Exempel på tillämpning |
|---|---|---|
| Avancerade legeringar | Exakt bearbetning av tuffa material | Höghållfasta järnvägsfästen |
| Kompositer | Anpassad formning och ytbehandling | Lättviktsramar för takfönster |
| IoT-sensorer | Integrerade, exakta höljen | Smarta, adaptiva takfönstersystem |
Denna process möjliggör sömlös integration av smart teknik. Den överbryggar klyftan mellan mekanisk design och digital funktionalitet. A digital tvilling12 kan simulera prestanda innan en enda del tillverkas. Detta sparar enormt med tid och resurser, särskilt för komplexa system som järnvägar och takfönster.
Skalbar CNC-bearbetning ger smidigheten att anpassa konstruktioner för framtida uppgraderingar, nya material och integration av smart teknik. Det säkerställer att komponenter för järnvägar och takfönster förblir funktionella och relevanta, och rymmer framsteg utan kostsamma överarbeten.
Förbättra järnvägs- och takfönsterframgång med PTSMAKE Precision
Redo att minimera driftstopp och maximera kvaliteten för dina CNC-bearbetningsprojekt för järnvägar eller takfönster i Houston? Kontakta PTSMAKE nu för en snabb, pålitlig offert. Upplev oöverträffad precision, repeterbar kvalitet och B2B-support från prototyp till produktion – konstruerad för dina branschutmaningar!

Lär dig hur placering i industrikluster kan minska kostnader och öka innovationen för dina tillverkningsprojekt. ↩
Lär dig hur upprepad belastning orsakar mikroskopiska sprickor som leder till komponentfel. ↩
Lär dig hur lokaliserad korrosion kan skapa små hål i metallen, vilket komprometterar takfönstrets integritet. ↩
Lär dig hur denna metallurgiska process kan påverka både den färdiga delens styrka och bearbetningsstrategin. ↩
Klicka för att förstå detta grundläggande koncept för exakt delinspektion och tillverkningsinriktning. ↩
Utforska vår detaljerade guide om DFM för att optimera dina designer och minska tillverkningskostnaderna. ↩
Lär dig hur detta kraftfulla simuleringsverktyg förutsäger hur en del reagerar på verkliga krafter. ↩
Lär dig om de 18 obligatoriska elementen i en PPAP-inlämning och varför var och en är viktig för ditt projekt. ↩
Upptäck hur CAM-programvara är avgörande för att översätta digitala designer till exakta, fysiska komponenter. ↩
Lär dig hur omfattande spårbarhet ger ett skyddsnät för kritiska komponenter. ↩
Lär dig hur materialegenskapernas riktning påverkar bearbetningsprecision och strukturell integritet. ↩
Lär dig hur digitala tvillingar revolutionerar tillverkningen från design till underhåll. ↩






