

När jag tittar på din guide för tillverkning av kylflänsar med värmeledningsrör kan jag se de utmaningar du står inför dagligen. Att hitta pålitliga tillverkare som förstår både de komplexa kraven på värmeteknik och precisionstillverkning leder ofta till projektförseningar och prestandakompromisser.
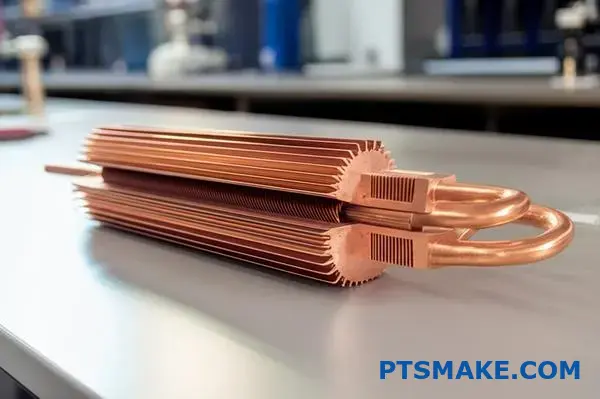
Heat pipe-kylflänsar är sofistikerade värmehanteringsenheter som använder värmeöverföring i två faser för att effektivt flytta värme från högeffektskällor till större ytor för avledning, och som kombinerar heat pipes med finnade strukturer för optimal kylningsprestanda.

Genom min erfarenhet på PTSMAKE har jag arbetat med ingenjörsteam som kämpat med beslut om termisk design och tillverkningspartnerskap. Den här omfattande guiden tar upp de tekniska grunderna och praktiska överväganden som du behöver för att fatta välgrundade beslut för ditt nästa projekt inom termisk hantering.
Vad är den grundläggande funktionsprincipen för ett värmerör?
Fysiken bakom passiv kylning
På PTSMAKE ser vi ofta ingenjörer som är förvånade över hur ett enkelt ihåligt rör överträffar solid koppar. A värmeledning kylfläns leder inte bara värme, utan transporterar den även genom fasförändringar. Detta gör den otroligt effektiv för termisk hantering.
Hemligheten ligger i en kontinuerlig, passiv cykel. Den flyttar energi från en varm källa till ett kallt gränssnitt utan rörliga delar. Denna tillförlitlighet är anledningen till att vi rekommenderar dem för precisionselektronik.
| Funktion | Solid kopparstång | Värmerör |
|---|---|---|
| Mekanism | Enkel ledning | Fasändring (tvåfas) |
| Konduktivitet | ~400 W/m-K | 10.000+ W/m-K (effektiv) |
| Svar | Långsammare termisk fördröjning | Nära ögonblicklig |

Att bryta ner den termodynamiska cykeln
Effektiviteten hos en heatpipe kommer från att utnyttja förångningens entalpi1. När enheten kommer i kontakt med en värmekälla kokar arbetsvätskan inuti. Den absorberar betydande termisk energi under denna tillståndsförändring.
Ångtransport och kondensation
Den resulterande ångan skapar en lokal högtryckszon. Detta tvingar gasen att strömma snabbt mot den svalare änden av röret. Det är enkel fluiddynamik i aktion.
Vid kondensorsektionen avger ångan sin latenta värme. Den omvandlas tillbaka till flytande tillstånd. Denna snabba energidumpning möjliggör den höga effektiva värmeledningsförmåga som vi ser i labbresultaten.
Mekanism för vätskeåterföring
Cykeln slutförs när vätskan återvänder till förångaren. Detta drivs av vickstrukturen som klär rörväggarna. Den fungerar som en svamp.
| Etapp | Fysisk handling | Termodynamiskt resultat |
|---|---|---|
| 1. Avdunstning | Vätska kokar vid hett gränssnitt | Absorberar latent värme |
| 2. Transport | Ångan flödar till den kalla sidan | Massöverföring som drivs av tryck |
| 3. Kondensation | Ånga övergår till vätska | Frigör latent värme |
| 4. Återgå | Vätskan rinner tillbaka via veken | Kapillärkrafterna övervinner motståndet |
Enligt vår erfarenhet av kundanpassade projekt är det kvaliteten på veken som avgör rörets orienteringsgränser. Vi ser till att kapillärkrafterna är tillräckligt starka för den specifika applikationen.
Den grundläggande principen bygger på en självunderhållande tvåfascykel. Genom att kontinuerligt omvandla vätska till ånga och tillbaka överför heatpipen enorma mängder värmeenergi via latent värme. Denna process ger överlägsen kylprestanda jämfört med traditionella fasta ledningsmetoder.
Vilka är de viktigaste komponenterna i ett värmeledningsrör?
När vi tillverkar en kylfläns med heat pipe på PTSMAKE fokuserar vi på tre kritiska element. Dessa delar arbetar tillsammans för att hantera värmeenergi på ett effektivt sätt. Det är inte bara ett metallrör; det är ett exakt system.
Huvudkomponenterna är behållaren, arbetsvätskan och vekstrukturen. Var och en har en tydlig roll i den termiska cykeln. Utan precision i någon av delarna blir prestandan lidande.
| Komponent | Primär funktion |
|---|---|
| Behållare | Upprätthåller vakuum och mekanisk struktur |
| Arbetande vätska | Transporterar värme via fasförändring |
| Wick struktur | Återför vätska via kapillärverkan |

Containern: Mer än bara ett skal
Behållaren, vanligtvis koppar eller aluminium, måste motstå inre tryck. Den isolerar den inre miljön från utsidan. I våra tester på PTSMAKE förstör även mikroskopiska läckor vakuumet och stoppar processen.
Veken och vätskans interaktion
Det magiska händer inuti. Arbetsvätskan absorberar värme vid förångarens ände. Denna energi får vätskan att förångas. Denna fasförändring utnyttjar Latent värme2 för att snabbt transportera stora mängder energi.
Ångan transporteras till den svalare änden, som kallas kondensorn. Här släpper den ifrån sig värme och blir till vätska igen.
Den kritiska returvägen
Det är här som vekens struktur blir avgörande. Den fungerar som en svamp. Med hjälp av kapillärkraften drar den den kondenserade vätskan tillbaka till värmekällan mot tyngdkraften.
Vanliga Wick-typer
Olika applikationer kräver olika interna strukturer för att balansera flödesmotstånd och pumpkraft.
| Typ av veke | Kapillärkraft | Genomtränglighet | Typisk tillämpning |
|---|---|---|---|
| Sintrat pulver | Hög | Låg | Högeffektselektronik |
| Räfflad | Låg | Hög | Horisontell överföring |
| Trådnät | Medium | Medium | Allmänt ändamål |
Genom att välja rätt kombination säkerställer du att värmeledningen och kylflänsen arbetar med maximal effektivitet. Vi rekommenderar ofta våra kunder att en felaktig kombination leder till att komponenterna torkar ut.
Sammanfattningsvis bygger en heat pipe på synergin mellan en förseglad behållare, en specifik arbetsvätska och en exakt veke. Vätskan flyttar värme genom fasförändringar, veken returnerar vätska och vakuumförseglingen säkerställer att cykeln upprepas kontinuerligt för effektiv kylning.
Vilka är de primära driftsgränserna för en heatpipe?
Förståelse för gränserna
En kylfläns med heat pipe är en mycket effektiv termisk lösning, men den är inte oövervinnelig.
Enligt vår tekniska erfarenhet på PTSMAKE vet vi att om man pressar en enhet utöver dess fysiska trösklar leder det till omedelbart fel.
Du måste identifiera dessa driftstak tidigt i konstruktionsfasen för att undvika kostsamma revideringar.
Viktiga Limit-kategorier
| Typ av gräns | Primär begränsning |
|---|---|
| Kapillärgräns | Kapacitet för fukttransporterande struktur |
| Kokgräns | Bildning av ångbubblor |
| Sonic Limit | Ångans hastighet hastighet |
| Viskositetsgräns | Tryckfall för ånga |

Fysiken bakom misslyckandena
Låt oss gå igenom exakt varför dessa gränser uppstår under drift för att hjälpa dig att konstruera bättre system.
Tröskelvärdena för kapillär och kokning
Kapillärgränsen är det vanligaste problemet vi stöter på i högeffektsapplikationer.
Det sker när kapillärtrycket är för svagt för att pumpa tillbaka vätska till förångaren mot friktion.
Resultatet blir en "uttorkning" vid värmekällan.
Kokgränsen inträffar när det radiella värmeflödet är för högt.
| Felsökningsläge | Fysisk orsak | Praktiskt resultat |
|---|---|---|
| Kapillärfel | Likviditeten återgår för långsamt | Förångaren torkar ut helt och hållet |
| Kokning misslyckande | Instängda ångbubblor | Väggtemperaturen stiger snabbt |
Soniska och viskösa begränsningar
Dessa gränsvärden uppträder vanligtvis under uppstart eller under kryogena förhållanden.
Den soniska gränsen uppnås när ånghastigheten når ljudhastigheten vid förångarens utlopp.
Detta skapar ett kvävt flöde som begränsar värmeöverföringshastigheten oavsett tillförd effekt.
En annan kritisk faktor att ta hänsyn till är Gräns för medryckning3.
Detta fenomen uppstår när höghastighetsånga skär av vätskedroppar från vekens yta och förhindrar dem från att återvända.
I våra testresultat vid PTSMAKE bekräftar vi att viskösa gränser dominerar vid mycket låga temperaturer.
Här är ångtrycket helt enkelt otillräckligt för att övervinna tryckfallet, vilket gör att kylflänsen i värmeledningsröret stannar helt.
Att förstå dessa fysiska gränser är avgörande för att utforma en tillförlitlig kylfläns med värmeledning. Genom att analysera kapillär-, koknings- och ljudtrösklar säkerställer vi att din termiska lösning fungerar säkert under verkliga belastningar utan att riskera katastrofala fel.
Hur fungerar ett värmeledningsrör och en kylfläns som system?
För att verkligen uppskatta effektiviteten hos en värmeledning kylfläns, måste vi följa den termiska energins väg. Den fungerar som en höghastighets motorväg för värme och för bort den från kritiska komponenter.
På PTSMAKE visualiserar vi detta flöde tydligt när vi optimerar termiska konstruktioner för våra kunder. Systemet förlitar sig på en kontinuerlig, passiv cykel.
| Etapp | Primär funktion | Plats |
|---|---|---|
| Avdunstning | Absorberar värme | Värmekälla |
| Transport | Flyttar ånga | Adiabatisk sektion |
| Kondensation | Avger värme | Fin Stack |
Låt oss bryta ner den specifika fysiken som uppstår vid varje stopp längs denna termiska väg.

Förångarens gränssnitt
Processen börjar vid värmekällan, t.ex. en CPU eller en effekttransistor. Värmerörets kopparvägg leder värmeenergin direkt in i den interna veke-strukturen.
Inuti absorberar arbetsvätskan denna energi och kokar omedelbart. I vår jämförelse av testresultat är effektiv avdunstning flaskhalsen för den totala prestandan.
Den adiabatiska transporten
När gasen har förångats rör den sig snabbt mot den svalare änden av röret. Detta mittområde kallas för den adiabatiska sektionen.
I idealfallet sker ingen värmeöverföring här. Den fungerar helt enkelt som en tunnel. I tidigare projekt har vi upptäckt att överdriven böjning i detta avsnitt kan hindra ånghastigheten.
Interaktion mellan kondensor och lameller
När ångan når den svala änden kondenseras den tillbaka till flytande tillstånd. Den frigör den energi som lagrats under förångningsfasen.
Denna värme överförs till de fastsatta aluminiumflänsarna i värmeledning kylfläns. Fenorna ökar ytarean, vilket gör att omgivande luft kan transportera bort värmen.
| Komponent | Vätsketillstånd | Mekanisk roll |
|---|---|---|
| Förångare | Vätska till ånga | Energitillförsel |
| Adiabatisk zon | Ångflöde | Masstransport |
| Kondensor | Ånga till vätska | Energiproduktion |
Vätskan återvänder sedan till förångaren genom veke-strukturen. Denna kontinuerliga slinga drivs av det massiva energiutbyte som kallas Latent värme vid förångning4.
Sammanfattningsvis skapar systemet en sluten termisk cykel. Värmen kommer in i förångaren, förflyttar sig snabbt som ånga och kommer ut genom kondensorn till kylflänsarna. Denna effektiva rörelse möjliggör en värmeledning kylfläns för att hantera höga termiska belastningar på ett tillförlitligt sätt utan några rörliga mekaniska delar.
Varför förseglas värmerör under vakuum?
Vakuumtätningen är den avgörande egenskapen hos en fungerande heat pipe. Utan denna trycklösa miljö kan fasändringscykeln helt enkelt inte ske på ett effektivt sätt. Det handlar inte bara om att hålla vätskan inne.
Genom att skapa ett vakuum ändras de termodynamiska egenskaperna inom kopparhöljet. Denna justering gör att systemet kan reagera omedelbart på termiska belastningar.
| Stat | Internt tryck | Kokpunktseffekt |
|---|---|---|
| Atmosfärisk | Standard (1 atm) | Hög (t.ex. vatten vid 100°C) |
| Vakuum | Extremt låg | Låg (t.ex. vatten vid 30°C) |
Vi måste få vätskan att förångas i exakt samma ögonblick som värmen når förångaren. Genom att avlägsna icke-kondenserbara gaser säkerställer vi att det inre trycket bestäms enbart av vätskans ånga.
Detta förhållande gör att vi kan ställa in mättnadstryck5 till specifika behov. När det gäller kylning av elektronik vill vi till exempel att vätskan ska koka vid 30-40 °C.
Om vi lämnade luft inuti skulle vattnet stå stilla tills det nådde 100°C. Det skulle vara katastrofalt för en CPU eller känslig maskinvara.
| Vakuumnivå | Kokpunkt (vatten) | Exempel på tillämpning |
|---|---|---|
| Delvis | 60°C - 80°C | Industriella maskiner för hög temperatur |
| Hög | 20°C - 40°C | Precision Konsumentelektronik |
| Ingen | 100°C | Ineffektivt för kylning |
I våra tester vid PTSMAKE fann vi att exakt vakuumkontroll dikterar starttemperaturen. En perfekt tätning säkerställer att kylflänsens kylfläns fungerar över ett brett termiskt intervall.
Denna mekanism förvandlar en passiv komponent till en superledare av värmeenergi. Den kringgår effektivt det naturliga värmemotståndet i metallskalet.
Genom att försegla heatpipen under vakuum sänks arbetsvätskans kokpunkt avsevärt. Detta möjliggör snabb fasförändring vid säkra drifttemperaturer, vilket säkerställer att kylflänsens kylfläns hanterar termiska belastningar effektivt i olika applikationer.
Hur skiljer sig ångkammare från cylindriska värmeledningsrör?
På PTSMAKE förklarar vi ofta att det är geometrin som avgör prestandan. Ett traditionellt cylindriskt värmerör är ett förseglat rör som är utformat för linjär transport. Det flyttar värme effektivt från punkt A till punkt B.
Omvänt fungerar en ångkammare som ett plant värmerör. Den består av två stansade metallplattor som tätats ihop. Den här strukturen gör att värmen kan spridas i två dimensioner samtidigt, vilket ger en överlägsen yttäckning.
| Funktion | Cylindriskt värmerör | Ångkammare |
|---|---|---|
| Geometri | Rörformad / Rund | Platt / plan |
| Värmeflöde | Linjär (1D) | Multi-direktionell (2D) |
| Struktur | Tätat kopparrör | Vakuumförseglade metallplattor |
Vid utformningen av en värmeledning kylfläns, Att förstå denna strukturella skillnad är det första steget. Valet beror på om du behöver flytta värme långt bort eller sprida ut den snabbt.

Fördelen med en ångkammare ligger i dess förmåga att hantera höga flödestätheter. I våra tester på PTSMAKE ser vi att cylindriska rör fungerar bäst när värmen måste färdas långa sträckor till avlägsna fenor.
Men när värmekällan är liten men kraftfull är en platt kammare överlägsen. Den eliminerar flaskhalsen med att överföra värme från ett fyrkantigt chip till ett runt rör.
Denna minskning av värmemotståndet uppnås genom att kammaren skapar direktkontakt. Ångan fyller hela tomrummet, vilket säkerställer en jämn temperaturfördelning över basens yta.
Mekaniskt använder ångkammare inre pelare eller sintrat pulver. Detta stöder strukturen mot atmosfärstryck samtidigt som arbetsvätskan kan använda Latent värme vid förångning6 effektivt.
| Kriterium | Cylindriskt värmerör | Ångkammare |
|---|---|---|
| Transportavstånd | Effektivt för >50 mm | Bäst för lokal spridning |
| Källa Kontakt | Tangentiell (linjekontakt) | Full yta (kontakt med framsidan) |
| Vertikalt utrymme | Kräver böjningsradie | Extremt låg profil |
Ur ett tillverkningsperspektiv kan en integrerad ångkammare minska den totala vikten på kylflänsaggregatet. Vi rekommenderar ofta detta för kunder inom flyg- och rymdindustrin där varje gram räknas.
I slutändan fungerar en ångkammare som en termisk utjämnare medan ett vanligt värmerör flyttar värme. Den omvandlar en koncentrerad värmepunkt till ett enhetligt termiskt fält som kylflänsen kan hantera.
Cylindriska rör är utmärkta för linjär transport över stora avstånd, medan ångkammare är plana enheter som är idealiska för att sprida koncentrerad värme. Valet beror på om din design prioriterar överföring över långa sträckor eller omedelbar hantering av hotspots.
Hur kategoriseras kylflänsar med värmeledningsrör efter material?
Att välja rätt material för en värmeledning kylfläns är avgörande för prestandan. Behållarens skal och arbetsvätskan måste matcha varandra perfekt.
I PTSMAKE:s tidigare projekt kategoriserar vi dessa komponenter baserat på värmeledningsförmåga och kemisk stabilitet.
Nedan visas de vanligaste behållarmaterialen som vi använder i tillverkningen.
| Material i behållare | Typisk tillämpning |
|---|---|
| Koppar | Kylning av elektronik (CPU/GPU) |
| Aluminium | Flyg- och rymdindustrin och viktkänsliga delar |
| Rostfritt stål | Medicinsk eller kryogenisk utrustning |
Arbetsvätskan är lika viktig för att transportera värmeenergi. Vi väljer dessa baserat på driftstemperaturområdet.
| Arbetande vätska | Användbart intervall |
|---|---|
| Vatten | 30°C till 200°C |
| Ammoniak | -60°C till 100°C |
| Metanol | -86°C till 100°C |
Kompatibilitetens kritiska roll
Det går inte att blanda vilken vätska som helst med vilken metallbehållare som helst. Om kombinationen är kemiskt instabil uppstår reaktioner inuti det förseglade röret.
Baserat på våra interna tester genererar inkompatibla par ofta Icke-kondenserbar gas7 över tiden. Gasen ansamlas i toppen av röret.
Den blockerar effektivt kondensationsprocessen. Följaktligen kommer värmeledning kylfläns slutar överföra värme på ett effektivt sätt.
För att säkerställa lång livslängd följer vi strikt etablerade kompatibilitetsdata under designfasen.
Matris för materialkompatibilitet
Tabellen nedan visar de säkra kombinationer som vi kontrollerar före produktion.
| Arbetande vätska | Koppar | Aluminium | Rostfritt stål |
|---|---|---|---|
| Vatten | Rekommenderas | Inkompatibel | Rekommenderas |
| Ammoniak | Inkompatibel | Rekommenderas | Rekommenderas |
| Metanol | Rekommenderas | Inkompatibel | Rekommenderas |
Varför detta är viktigt för din design
För de flesta kommersiella elektronikprodukter är koppar/vatten-kombinationen guldstandarden. Den ger utmärkt termisk prestanda och tillförlitlighet.
Vår erfarenhet av kunder inom flyg- och rymdindustrin visar dock att aluminium/ammoniak-paret är att föredra på grund av viktbegränsningar.
Om du använder vatten tillsammans med aluminium bildas vätgas snabbt. Detta leder till katastrofala fel.
På PTSMAKE säkerställer vi att varje materialpar är validerat. Detta garanterar att din anpassade lösning håller i åratal, inte bara månader.
Kategorisering värmeledning kylfläns material kräver att man förstår både behållaren och vätskan. Vi har undersökt vanliga kombinationer som koppar/vatten och aluminium/ammoniak. Det är viktigt att följa kompatibilitetsmatrisen för att förhindra kemiska reaktioner som försämrar prestandan och säkerställer att din termiska lösning förblir tillförlitlig och effektiv.
Vilka är de vanligaste konfigurationerna för montering av värmerör?
Att integrera ett värmerör i en kylfläns kräver mer än bara fysisk fastsättning. Gränssnittsmetoden har en direkt inverkan på kylsystemets värmemotstånd och totala effektivitet.
I våra tidigare projekt på PTSMAKE har vi observerat att val av fel monteringstyp ofta leder till suboptimal kylning.
Vi brukar kategorisera dessa enheter i tre olika konfigurationer baserat på hur röret samverkar med värmekällan.
| Konfiguration | Beskrivning | Viktig fördel |
|---|---|---|
| Direktkontakt | Tillplattat rör kontaktar källa | Tar bort gränssnittslager |
| Bas Inbäddad | Rör fastlödda i ett block | Hög strukturell styrka |
| Tornets stil | Vertikala fenstackar | Maximerar luftflödesområdet |

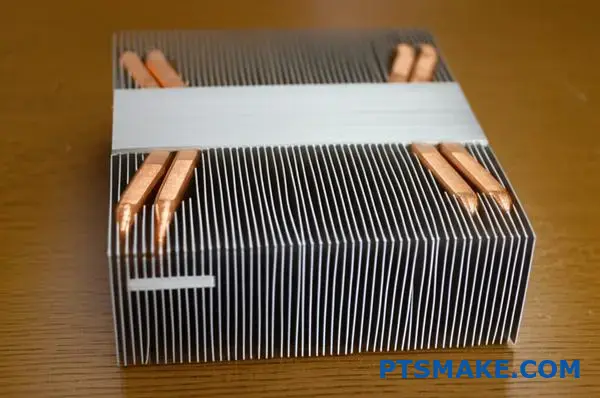
Direktkontaktmontering
Den här metoden, som ofta kallas Direct Touch Heat Pipe (DTH), innebär att värmeröret plattas till för att skapa en kontaktyta. Det tar bort det undre plåtlagret.
Även om det är kostnadseffektivt finns det risker. Genom våra testresultat vet vi att överdriven tillplattning kan äventyra den interna vekstrukturen.
Att få till en helt plan yta är också en utmaning. CNC-bearbetning kräver precision för att säkerställa att rören ligger i jämnhöjd med monteringsblocket.
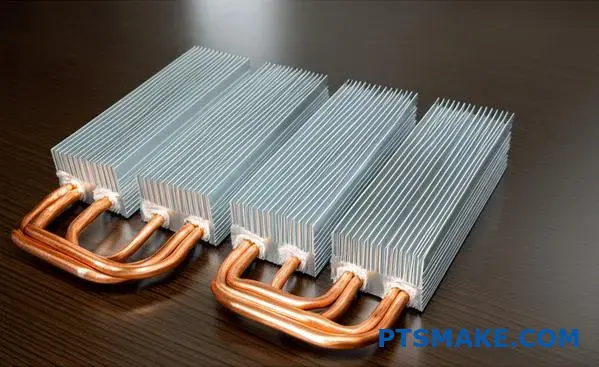
Konfigurationer för inbäddad basplatta
För industriella tillämpningar rekommenderar vi ofta att röret gjuts in i en koppar- eller aluminiumbas. Vi maskinbearbetar ett exakt spår i blocket.
Röret löds eller epoxieras sedan in i detta spår. Detta skyddar röret från monteringstrycket.
Den fungerar som en värmespridare innan energin når röret. Detta är idealiskt för koncentrerade värmekällor.
Kylflänsar för torn och fjärrstyrda kylflänsar
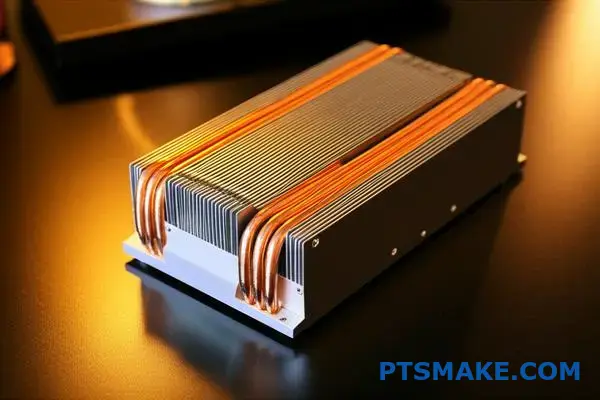
I trånga utrymmen måste kylflänsen med värmeledningsrör flytta energi bort från källan. Tornkonfigurationer lyfter lamellpaketet vertikalt.
Detta ger möjlighet till större fläktar och mer yta. Anslutningen mellan röret och fläktvingarna är avgörande här.
Vi måste ägna stor uppmärksamhet åt kontaktmotstånd8 i varje led.
Om passformen mellan röret och lamellerna är lös sjunker effektiviteten snabbt. Vi använder stämpling med snäva toleranser för att säkerställa en tät passform.
| Funktion | Direktkontakt | Inbäddad bas | Tornets stil |
|---|---|---|---|
| Termisk väg | Kortast | Mellanliggande | Utökad |
| Mekanisk belastning | Låg gräns | Hög kapacitet | Variabel |
| Kostnadsnivå | Låg | Medium | Hög |
| Ytfinish | Svårt | Utmärkt | N/A (basberoende) |
Sammanfattningsvis sträcker sig konfigurationerna av värmeledningsaggregat från kostnadseffektiv direktkontakt till robusta inbäddade baser. Tower-stilar erbjuder lösningar för rumsliga begränsningar. Ditt val måste balansera den termiska belastningen, budgeten och den strukturella integritet som krävs av den slutliga produktdesignen.
Hur väljer man ett värmerör för en viss applikation?
Att välja rätt kylfläns för heatpipe kräver ett strukturerat tillvägagångssätt. Du kan inte förlita dig på antaganden eller gissningar.
Kvantifiera först den totala värmebelastningen i watt. Detta är utgångspunkten för varje termisk design.
Därefter identifierar du käll- och omgivningstemperaturen. Detta avgör vilken arbetsvätska som ska användas, vanligtvis vatten för elektronik.
Mät slutligen det tillgängliga fysiska avståndet. Värmen måste röra sig effektivt från källan till kylflänsen.
| Steg | Parameter | Varför det är viktigt |
|---|---|---|
| 1 | Värmebelastning (Q) | Fastställer erforderlig rördiameter och antal. |
| 2 | Temperaturområde | Väljer vätska (t.ex. vatten eller metanol). |
| 3 | Transportlängd | Påverkar modulens totala värmemotstånd. |
| 4 | Material för gränssnitt | Säkerställer god kontakt mellan röret och värmekällan. |
Efter att ha definierat den grundläggande termiska belastningen måste vi titta på de fysiska begränsningarna. Utrymmet är ofta den svåraste utmaningen när det gäller hårdvarudesign.
Du kan behöva platta till röret för att det ska passa i trånga utrymmen. Tillplattningen minskar dock den maximala värmelagringsförmågan.
Vi beräknar denna reduktionsprocent noggrant. Detta säkerställer att enheten förblir säker även under toppbelastning.
Orienteringen är nästa kritiska kontroll. Måste värmen röra sig vertikalt mot gravitationen?
Om värmekällan är placerad ovanför kylflänsen motverkar tyngdkraften vätskans retur.
I detta fall är en sintrad pulverveke obligatorisk. Den har en hög kapillär lyftkraft för att övervinna gravitationen.
Rillade vekar är billigare men fungerar bara bra horisontellt. Vi undviker dem i allmänhet i komplexa 3D-layouter.
I tidigare projekt har vi märkt att fel val av veke är en vanlig orsak till misslyckande.
Materialkompatibilitet är också avgörande för långsiktig tillförlitlighet. Vätskan får inte reagera kemiskt med behållarens vägg.
Vatten och koppar är guldstandarden för elektronik. De är tillförlitliga, ledande och kostnadseffektiva.
Slutligen måste du ta hänsyn till de interna ångtryck9 gränser.
Om trycket överskrider konstruktionsgränsen kan röret deformeras. Om det är för lågt begränsas kraftöverföringen.
| Begränsning | Viktiga överväganden | PTSMAKE Insikt |
|---|---|---|
| Geometri | Böjningsradie | Håll radien > 3x diametern för att undvika knäckning. |
| Orientering | Mot tyngdkraften | Sintrade vekar krävs för antigravitationsprestanda. |
| Kostnad | Tillverkning | Standardrör på 6 eller 8 mm är 20% billigare. |
För att välja det perfekta värmeröret börjar du med att definiera värmebelastningen och temperaturområdet. Utvärdera sedan fysiska begränsningar som böjning och orientering. Slutligen ska du se till att det inre trycket och veke-strukturen överensstämmer med dina designmål för att skapa en effektiv kylfläns med heat pipe.
Vilka är de designmässiga avvägningarna vid utveckling av kylflänsar?
Att utforma den perfekta termiska lösningen är aldrig en rak linje. Det är alltid en balansgång.
På PTSMAKE ser vi ofta ingenjörer som kämpar med motstridiga mål. Du vill ha hög prestanda, men du har en snäv budget.
Du behöver en kompakt storlek, men fysiken kräver yta. Låt oss titta på de kärnkonflikter vi ställs inför dagligen.
Matrisen för kärnkonflikter
| Prioritet | Vanligtvis uppoffringar | Varför då? |
|---|---|---|
| Hög prestanda | Låg kostnad | Kräver koppar- eller värmerör. |
| Kompakt storlek | Värmeavledning | Mindre tillgänglig yta. |
| Låg vikt | Hållbarhet | Tunnare fenor är ömtåliga. |
Vi måste navigera försiktigt i dessa kompromisser.
Vilka är de designmässiga avvägningarna vid utveckling av kylflänsar?
När man integrerar en kylfläns med värmeledning blir variablerna betydligt fler.
I tidigare projekt på PTSMAKE har vi upptäckt att det inte är någon magisk lösning att lägga till värmeledningar. Det gör tillverkningsprocessen mer komplex.
Balans mellan prestanda och kostnad
Koppar ger överlägsen ledningsförmåga. Den är dock tung och dyr jämfört med aluminium.
En hybridmetod fungerar ofta bäst. Vi bäddar in värmerör av koppar i en aluminiumbas för att balansera vikt och värmeöverföring.
Tillförlitlighetsfaktorn
Vi måste också ta hänsyn till veke struktur10 inuti röret. Detta avgör livslängd och prestanda.
Sintrat pulver är hållbart men kostsamt. Räfflade gränssnitt är billigare men känsliga för tyngdkraften.
Beslutsmatris för VP:er för hårdvara
Så här hjälper vi våra kunder att fatta beslut utifrån specifika projektbegränsningar.
| Funktion | Påverkan på prestanda | Kostnadsimplikationer | Idealiskt användningsfall |
|---|---|---|---|
| Sintrat värmerör | Hög (alla inriktningar) | Hög | Robotik, flyg- och rymdteknik |
| Rillad värmerör | Medium (Gravitationskänslig) | Låg | Stationär elektronik |
| Bas i massiv koppar | Hög | Medelhög-Hög | Högpresterande servrar |
| Finstapel av aluminium | Medium | Låg | Konsumentutrustning |
Att fatta det slutliga beslutet
Du kan inte få allt. Prioritera dina mål för värmemotstånd först. Passa sedan in geometrin i ditt mekaniska kuvert.
Vi har undersökt den känsliga balansen mellan termisk prestanda, kostnad och fysiska begränsningar. Med hjälp av en strategisk beslutsmatris kan vi välja rätt material och värmerörskonfigurationer. Detta säkerställer att kylflänsen uppfyller de tekniska specifikationerna utan att överskrida projektbudgeten.
Hur påverkar höjden konstruktionen av en kylfläns med forcerad konvektion?
Förstå luftdensitetsdroppar
När man utformar termiska lösningar för miljöer på hög höjd misslyckas ofta standardberäkningarna. När höjden ökar minskar luftdensiteten avsevärt jämfört med havsnivån.
Denna fysiska förändring har en direkt inverkan på den forcerade konvektionen. En fläkt flyttar samma luftvolym, men den faktiska luftmassan som strömmar över fläktvingarna minskar.
| Höjd över havet (ft) | Luftens densitetskvot | Kylningseffekt |
|---|---|---|
| 0 (havsnivå) | 1.00 | Baslinje |
| 5,000 | 0.86 | Reducerad |
| 10,000 | 0.74 | Kritisk |
Denna minskning äventyrar värmeöverföringens effektivitet. Vi måste ta hänsyn till denna densitetsförändring i den inledande konstruktionsfasen på PTSMAKE för att säkerställa tillförlitligheten.
Kompensera för lägre densitet
För att bibehålla prestandan hos en värmeledning kylfläns, kan vi inte förlita oss på specifikationer för havsnivån. Den lägre luftdensiteten innebär att färre luftmolekyler träffar kylflänsens yta och transporterar bort värmeenergin.
Justering av fläkthastighet
Den mest direkta lösningen är att öka fläkthastigheten. Genom att öka varvtalet trycker vi ut en större luftvolym för att kompensera för den lägre massan. Detta ökar dock bullret och strömförbrukningen.
| Strategi | Proffs | Nackdelar |
|---|---|---|
| Högre varvtal | Inga dimensionsförändringar | Högre ljudnivå/effekt |
| Större fenor | Passiv förbättring | Ökad vikt/storlek |
Modifiera geometrin för fenan
Alternativt kan vi modifiera kylflänsens struktur. Genom att öka den totala ytan kan man återfå förlorad termisk prestanda utan att ändra fläkten.
I tidigare projekt på PTSMAKE har vi ofta ökat fenhöjden eller densiteten för att kompensera för nedgången i Nusseltal11. Detta säkerställer tillräcklig värmeavledning även i tunn luft.
Avvägningen av design
Du måste balansera dessa faktorer noggrant. Att bara göra kylflänsen större kan strida mot viktbegränsningar i flyg- och rymdtillämpningar.
För en standardvärmerörsenhet krävs ofta en ökning av ytarean med 15% till 20% för drift på 5.000 fot för att matcha termiken vid havsnivå.
Hög höjd minskar luftdensiteten, vilket avsevärt minskar kylkapaciteten hos system med forcerad konvektion. För att förhindra överhettning måste konstruktörerna antingen öka fläkthastigheten för att öka massflödet eller utöka kylflänsens yta för att kompensera för den minskade värmeöverföringseffektiviteten.
Låt PTSMAKE driva ditt nästa Heat Pipe-värmesänkningsprojekt
Är du redo att lösa dina mest utmanande behov inom termisk hantering? Samarbeta med PTSMAKE för anpassade kylflänsar med hög precision. Kontakta oss idag för en snabb och detaljerad offert - vårt ingenjörsteam står redo att leverera överlägsen prestanda, kvalitet och tillförlitlighet för din applikation!

Klicka för att förstå hur detta energivärde direkt avgör den maximala effekthanteringen i din termiska konstruktion. ↩
Klicka här för att förstå hur denna fysiska egenskap möjliggör massiv energiöverföring utan betydande temperaturökning. ↩
Klicka här för att förstå hur höghastighetsånga stör vätskeflödet och påverkar den totala värmetransportkapaciteten. ↩
Klicka här för att förstå hur fasförändringar absorberar massiv energi utan att höja temperaturen, vilket ökar kylningseffektiviteten. ↩
Klicka för att förstå hur trycket direkt styr den specifika temperatur vid vilken en vätska övergår till ånga. ↩
Klicka för att förstå hur denna fasbytesmekanism maximerar kyleffektiviteten i termiska komponenter med hög precision. ↩
Läs om hur gasbildning leder till fel i värmeledningen och hur man upptäcker det tidigt i konstruktionen. ↩
Klicka här för att lära dig hur mikroskopiska luckor vid monteringsgränssnitt blockerar värmeflödet och hur vi minimerar dem. ↩
Klicka här för att se hur variationer i det interna trycket påverkar värmeöverföringshastigheter och säkerhetsgränser. ↩
Klicka här för att se hur olika interna kapillärstrukturer påverkar värmerörets effektivitet och gravitationsprestanda. ↩
Klicka här för att förstå hur detta dimensionslösa tal kvantifierar förhållandet mellan konvektiv och konduktiv värmeöverföring. ↩






