

Når dina AI-server-GPU:er termiska gränser snabbare än din kylhårdvara kan hantera? Med H100:or som pressar 1000W och B200:or som klättrar högre, räcker inte längre standardkylflänsar. Ett läckage, en skev kylplatta, och hela ditt rack går ner.
CNC-bearbetning är den tillverkningsmetod som producerar de precisionskylplattor, fördelare och snabbkopplingar som AI-servrar behöver för tillförlitlig vätskekylning. Den levererar de snäva toleranserna (±0.01mm), mikrokanalegenskaperna och läckagefria tätningsytorna som direkt-till-chip-kylning kräver.

I den här guiden går jag igenom varje CNC-bearbetad del inuti en AI-serverkylningsslinga. Från design av kylplattekanaler till läckagetestning, materialval och kostnadsdrivare får du de praktiska detaljerna för att specificera delar som fungerar direkt.
Varför AI-servrar kräver en ny klass av kylhårdvara
Den senaste generationen AI-processorer pressar termiska gränser bortom vad traditionella metoder kan hantera. Vi hanterar nu GPU:er som genererar enorm värme, vilket gör effektiv kylning till en primär designutmaning. Standardlösningar, direkt från hyllan, kan helt enkelt inte längre upprätthålla säkra driftstemperaturer.
Den skyhöga termiska utmaningen
Moderna GPU:er, som NVIDIAs GB200, producerar värmebelastningar som överstiger 1000W per chip. Denna intensiva effekttäthet överväldigar konventionella luftkylningssystem. Som ett resultat övergår hyperskala datacenter snabbt till mer robusta vätskekylningssystem för att effektivt hantera denna termiska verklighet.
| GPU-modell | Termisk designeffekt (TDP) |
|---|---|
| NVIDIA H100 | 700W |
| NVIDIA B200 | 1000W |
| AMD MI300X | 750W |
| NVIDIA GB200 NVL72 | ~120kW/rack |
Varför traditionell kylning misslyckas
Standardkylflänsar är designade för lägre termiska belastningar. De saknar den yta och de materialegenskaper som krävs för att avleda över 1000W från ett så litet utrymme. Denna otillräcklighet riskerar termisk strypning, prestandaförsämring och i slutändan hårdvarufel i avancerade AI-servrar.

Övergången till vätskekylningssystem är inte bara en trend; det är en nödvändighet för högpresterande AI. Denna övergång medför dock nya tillverkningskomplexiteter. De involverade komponenterna, såsom kylplattor och fördelare, kräver en precisionsnivå som traditionell tillverkning inte konsekvent kan leverera.
Precisions tillverkningens roll
Effektiv termisk hantering av AI GPU:er förlitar sig på komponenter med intrikata interna kanaler och extremt snäva toleranser. Dessa egenskaper är avgörande för att maximera kylvätskans ytkontakt och säkerställa läckagefri drift under högt tryck. Det är här avancerad tillverkning blir avgörande för framgång.
Material- och geometrisk komplexitet
Vätskekylningshårdvara använder ofta material som koppar för dess utmärkta värmeledningsförmåga. Utmaningen ligger i att skapa komplexa interna geometrier som främjar Turbulent flöde1, vilket avsevärt förbättrar värmeöverföringen jämfört med jämnt, laminärt flöde. Att uppnå dessa konstruktioner kräver precision på submillimeternivå.
| Metod för kylning | Kapacitet för värmeavledning | Komplex tillverkning |
|---|---|---|
| Luftkylning | Låg-Medium | Låg |
| Vätskekylning | Hög | Hög |
På PTSMAKE har vi funnit att CNC-bearbetning är den enda metoden som ger den nödvändiga kontrollen för att tillverka dessa komponenter på ett tillförlitligt sätt. Det gör att vi kan skapa specialdesignade kylplattor och fördelningsgrenrör som uppfyller de exakta specifikationerna som krävs för kylning av nästa generations AI-acceleratorer.
Den extrema värmen från moderna AI-servrar gör avancerade vätskekylningssystem nödvändiga. Standardlösningar är otillräckliga, vilket gör precisions-CNC-bearbetning till den kritiska tillverkningspartnern för att skapa effektiv hårdvara för termisk hantering som fungerar tillförlitligt under krävande förhållanden.
Anatomi av en vätskekyld AI-server: Där CNC-delar passar in
Den otroliga kraften hos AI-servrar kommer med ett massivt värmeproblem. Direkt-till-chip vätskekylning är inte längre en lyx utan en nödvändighet. Jag ser dessa system som intrikata nätverk där varje komponents precision är avgörande för prestanda och tillförlitlighet. Det handlar inte bara om rördragning.
Komponentkartan
Tänk på ett vätskekylningssystem som en stads vattensystem. Kylvätska måste färdas från en central distributionsenhet (CDU) till varje värmekälla (GPU/CPU) och tillbaka igen utan att en enda droppe går förlorad. CNC-bearbetning skapar den högprecisionsinfrastruktur för denna resa.
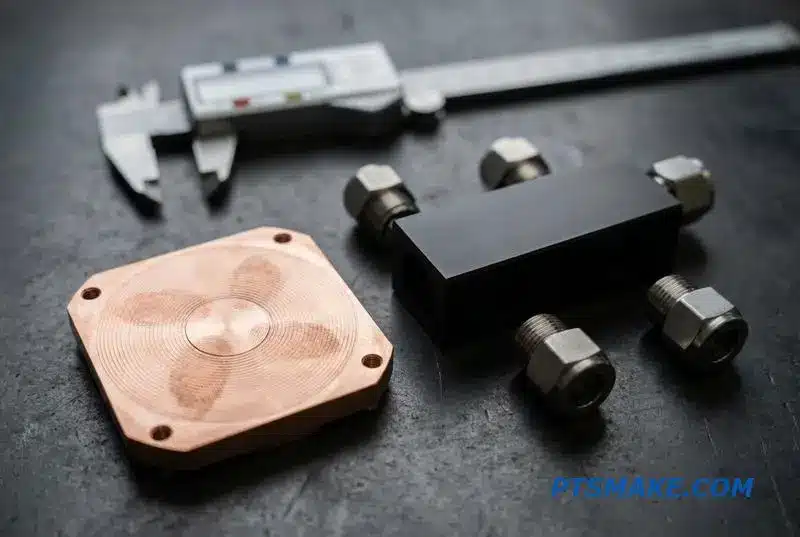
Viktiga maskinbearbetade delar
Här är en uppdelning av de viktigaste CNC-delarna i ett typiskt system. Var och en kräver ett specifikt tillvägagångssätt för tillverkning för att säkerställa att hela systemet fungerar felfritt under intensiva termiska belastningar.
| Komponent | Funktion | Varför CNC-bearbetning är avgörande |
|---|---|---|
| Kallplattor | Överför värme från GPU/CPU till kylvätska | Perfekt planhet för termisk kontakt |
| Grenrör | Fördelar kylvätska till flera kallplattor | Komplexa interna kanaler, läckagesäkra portar |
| Kopplingar | Möjliggör hot-swapping av serverblad | Snäva toleranser för säkra, droppfria tätningar |
| Kopplingar & Anslutningar | Ansluter slangar till komponenter | Precisa gängor och tätningsytor |

Precision i varje punkt
Kravet på perfektion i vätskekylningssystem är absolut. Ett mikroskopiskt läckage eller en dåligt monterad köldplatta kan leda till katastrofalt hårdvarufel. Det är här värdet av precisions-CNC-bearbetning blir tydligt, och går bortom enkel delskapande till att möjliggöra systemomfattande tillförlitlighet.
Köldplattor: Hjärtat i värmeöverföringen
Köldplattan är den mest kritiska komponenten. Den sitter direkt på processorn. Vi bearbetar ofta dessa från koppar för dess utmärkta värmeledningsförmåga. De interna mikrokanalerna, som maximerar ytan för värmeväxling, kräver otroligt exakt fräsning för att säkerställa optimalt kylvätskeflöde och tryck.
Fördelare och kopplingar: Flödesregulatorerna
Kylvätskefördelare är systemets centrala nervsystem. De styr flödet effektivt och måste vara perfekt tätade. Detsamma gäller för snabbkopplingar. På PTSMAKE fokuserar vi på att uppnå felfria ytfinisher och dimensionell noggrannhet för att garantera läckagesäkra anslutningar, även efter hundratals cykler.
Materialintegritet och termisk stress
När en köldplatta använder en kopparbas och en aluminiumtopp kan deras olika expansionshastigheter under värme orsaka stress. Att förstå Koefficient för termisk expansion2 är avgörande. Korrekt design och bearbetning förhindrar materialutmattning och potentiella läckage under serverns livslängd.
| Del Funktion | Krav på maskinbearbetning | Konsekvenser av misslyckande |
|---|---|---|
| Köldplattans planhet | Tolerans < 0,01 mm | Dålig värmeöverföring, CPU-överhettning |
| Tätning av fördelarport | Ytfinish Ra < 0,8 μm | Kylvätskeläckage, systemkortslutning |
| Kopplingens O-ringspår | Måttnoggrannhet ±0,02 mm | Tätningsfel, läckage vid anslutning |
I vätskekylningssystem för AI-servrar är precision inte bara ett mål; det är ett grundläggande krav. CNC-bearbetning säkerställer att varje komponent, från kylplattan till den minsta kopplingen, uppfyller de extrema toleranser som krävs för tillförlitlig, läckagefri drift i krävande datormiljöer.
Kylplattor: Det termiska gränssnittet som avgör prestandan
En kylplatta är hjärtat i varje högpresterande vätskekylningssystem. Det är den kritiska komponenten som överför värme från en källa, som en CPU, till kylvätskan. Dess design och tillverkningsprecision dikterar direkt systemets totala effektivitet. En dåligt tillverkad platta kan helt försämra prestandan.
Vanliga kylplattedesigner
Det finns flera grundläggande designer, var och en med specifika tillämpningar. Valet beror på termisk belastning, krav på tryckfall och kostnad. Serpentinkanaler är enkla, medan mikrokanaler erbjuder maximal yta för extrem värmeflödestäthet.
| Designtyp | Bäst för | Viktig karaktäristik |
|---|---|---|
| Serpentinkanal | Låga till måttliga värmebelastningar | Enkel, billig bearbetning |
| Borrad platta | Högtrycksapplikationer | Hög strukturell integritet |
| Mikrokanal | Hög värmeflödestäthet | Maximerad yta |
| Lödda fenor | Komplexa termiska behov | Hög termisk prestanda |

Materialval och precision
Att välja rätt material är en balans mellan termisk prestanda och systemkompatibilitet. Medan C1100-koppar erbjuder överlägsen värmeledningsförmåga, är 6061-aluminium lättare och mer kostnadseffektivt. Kromkoppar (C18150) erbjuder en mellangrund med god ledningsförmåga och bättre hållfasthet.
Att blanda metaller som koppar och aluminium i en slinga utan lämpliga inhibitorer kan dock orsaka Galvanisk korrosion3, vilket försämrar systemet över tid. På PTSMAKE vägleder vi kunder genom dessa avvägningar för att säkerställa långsiktig tillförlitlighet för deras vätskekylningssystem.
| Material | Termisk konduktivitet (W/mK) | Viktig fördel |
|---|---|---|
| 6061 Aluminium | ~167 | Lättvikt, kostnadseffektivt |
| C1100 Koppar | ~385 | Utmärkt värmeöverföring |
| C18150 Kromkoppar | ~320 | Hög hållfasthet, god ledningsförmåga |
Vikten av snäva toleranser
Precision är icke förhandlingsbart för en CNC-bearbetad kylplatta. Vi håller vanligtvis allmänna toleranser till ±0,05 mm. De kritiska tätningsytorna bearbetas dock till ±0,01 mm för att förhindra läckage. Kontaktytan kräver en ytfinhet på Ra 0,8 µm eller bättre för optimal värmeöverföring.
En högpresterande kylplatta bygger på tre faktorer: rätt design, rätt materialval för termisk och kemisk kompatibilitet, och exakt CNC-bearbetningsprecision. Att försumma något av dessa element kommer att äventyra hela vätskekylningssystemets effektivitet och tillförlitlighet.
Bearbetning av mikrokanalskylplattor: När standardkanaler inte räcker
När AI-chip blir kraftfullare genererar de enorm värme. Standardvätskekylningssystem når sina gränser. Det är här mikrokanalskylplattor kommer in. De erbjuder en mycket större yta för värmeöverföring, vilket är avgörande för dessa högpresterande applikationer.
Mikrokanalernas framväxt
Traditionella kanaler är helt enkelt inte tillräckligt effektiva längre. För att effektivt kyla modern elektronik behöver vi bearbeta otroligt små och djupa kanaler. Detta möjliggör överlägsen prestanda i kompakta vätskekylningssystem, vilket håller känsliga komponenter inom deras ideala driftstemperaturer.
Viktiga hinder vid bearbetning
Att bearbeta dessa funktioner är inte enkelt. Vi hanterar ofta fenmellanrum mellan 0,3 mm och 0,8 mm. Den verkliga utmaningen är att uppnå höga bildförhållanden – förhållandet mellan fenhöjd och dess bredd – ofta från 8:1 till 15:1.

Efterfrågan på anpassade mikrokanal-kylplattor drivs av den intensiva Värmeflöde4 av nya AI-processorer. Att framgångsrikt bearbeta dessa delar kräver specialverktyg och en mycket stabil uppställning. Vi förlitar oss på mikrofräsar, höghastighetsspindlar och extremt styva CNC-maskiner för att förhindra verktygsbrott och bibehålla noggrannhet.
Jämförelse av tillverkningsmetoder
Även om CNC-bearbetning är en primär metod, finns det andra alternativ. Var och en har sin egen plats beroende på projektets specifika behov. För mina kunder på PTSMAKE är valet av rätt process en viktig del av designkonsultationen.
| Metod | Precision & Bildförhållande | Materialalternativ | Bäst för |
|---|---|---|---|
| CNC-bearbetning | Hög, bra för upp till 15:1-förhållanden | Koppar, aluminium | Prototyper, Medelvolym |
| Skiving | Mycket höga fenor, begränsad komplexitet | Koppar, aluminium | Hög volym, Enkla designer |
| Etsning | Ultrafina detaljer, lägre djup | Kisel, koppar | Massproduktion, MEMS |
| 3D-utskrift (DMLS) | Komplexa geometrier, lägre termisk prestanda | Kopparlegeringar | Komplexa prototyper, Konform kylning |
Även om etsning kan skapa finare detaljer, förblir CNC-bearbetning den mest praktiska och kostnadseffektiva lösningen för prototyper och medelstor produktion av anpassade vätskekylsystem. Det erbjuder den bästa balansen mellan hastighet och precision.
Bearbetning av mikrokanal-kylplattor är utmanande men avgörande för högeffektelektronik. CNC-bearbetning erbjuder en balanserad lösning för prototyper och medelstor produktion, vilket levererar den precision som krävs för effektiv värmehantering i moderna vätskekylsystem.
Kylvätskefördelare: Precisionsflödeskontroll i ett trångt rack
I moderna datacenter är värmehantering i tätt packade rack en stor utmaning. Fördelningsrör för kylvätska är kritiska komponenter i vätskekylsystem, vilket säkerställer att varje server får det exakta flöde den behöver. Utan dem kan ett system lätt överhettas, vilket leder till prestandaförlust eller hårdvarufel.
Viktiga designöverväganden
Designen av dessa fördelningsrör påverkar direkt tillförlitligheten hos hela kylkretsen. Vi fokuserar på rördragning som minimerar tryckfall samtidigt som flödesfördelningen maximeras. Varje port, kanal och anslutningspunkt måste utföras perfekt för att förhindra läckage och säkerställa konsekvent värmehantering över hela racket.
Materialval
Att välja rätt material är en balans mellan prestanda och kostnad. Varje alternativ erbjuder distinkta fördelar för specifika miljöer inom vätskekylsystem.
| Material | Primär förmån | Gemensam ansökan |
|---|---|---|
| 6061-T6 aluminium | Lättviktigt, god värmeledningsförmåga | Allmänt ändamål, viktkänsliga konstruktioner |
| 304/316L Rostfritt stål | Utmärkt korrosionsbeständighet | System med aggressiva kylvätskor |

Att tillverka ett tillförlitligt kylvätskefördelningsrör kräver mer än att bara följa en ritning. Detaljerna i bearbetningsprocessen för vätskekylningsfördelningsröret är det som skiljer en funktionell del från en felfri. Precision är inte bara ett mål; det är ett grundläggande krav för dessa kritiska komponenter.
Krav på precisionsbearbetning
Komplexa interna kanaler kräver ofta fleraxlig borrning för att skapa korsande hål utan grader som kan hindra flödet. O-ringsspår behöver en specifik ytfinish för att skapa en perfekt tätning. En felaktig finish kan orsaka långsamma läckor som är katastrofala i en serverrackmiljö. Vi hanterar också snäva gängtoleranser för standarder som NPT, UNF och ISO.
| Funktion | Kritisk tolerans | Anledning till precision |
|---|---|---|
| Portens centrumposition | ±0,1 mm | Inriktning för blindkoppling på racknivå |
| Ytfinish för O-ringsspår | 1.6-3.2 μm Ra | Förhindrar vätskeläckage under tryck |
| Trådform | Enligt NPT/UNF/ISO-standarder | Garanterar säkra, läckagesäkra anslutningar |
Blindkopplingsdesigner och testning
I storskaliga system som följer OCP-standarder är blindkopplingsfördelare vanliga. Detta innebär att anslutningarna måste linjera perfekt utan visuell bekräftelse. Det är därför positionstoleranserna är så snäva. Efter bearbetning utför vi rigorösa trycktester, vanligtvis med 10-15 bar för att säkerställa en läckagehastighet under 0,1 cc/min. För aluminiumdelar är en process som anodisering5 specificeras ofta för att förbättra ythårdhet och korrosionsbeständighet.
Precisionsbearbetning, korrekt materialval och rigorösa tester är avgörande för att skapa fördelare för kylvätska. Dessa delar måste leverera tillförlitlig, läckagesäker prestanda för att skydda känslig elektronik i vätskekylsystem med hög densitet, vilket säkerställer optimal drift inom snäva serverrackbegränsningar.
Snabbkopplingar och anslutningar: Utmaningen med läckageförebyggande
I högpresterande vätskekylsystem är varje anslutning en potentiell felpunkt. Snabbkopplingar måste tillhandahålla snabba, tillförlitliga länkar, men deras komplexitet introducerar risker. Även ett mindre läckage kan orsaka katastrofal skada på känslig elektronik, vilket gör komponentintegritet avgörande.
De mest sårbara komponenterna
Den primära utmaningen ligger i precisionen hos kopplingens interna delar. Kroppen, ventilen och hylsan måste samverka felfritt för att säkerställa en perfekt tätning vid anslutning och frånkoppling. Gängade kopplingar kräver också exakta toleranser för att förhindra läckage under tryck.
Tätningsgeometrin är allt
Utformningen av tätningsytorna är avgörande. Oavsett om det är en kula-och-kon- eller plan-yta-design, måste de passande ytorna vara perfekta. Varje mikroskopisk defekt kan skapa en läckageväg, vilket äventyrar hela systemets tillförlitlighet.

Hemligheten bakom en läckagesäker koppling är inte bara design utan tillverkningsprecision. För varje CNC-svarvad snabbkoppling måste fokus ligga på den interna ventilmekanismen, ofta en torrkoppling som förhindrar vätskeförlust vid frånkoppling.
Rollen för schweizisk-typ CNC-svarvning
För dessa små, komplexa delar är schweizisk-typ CNC-svarvning min föredragna metod. Den ger exceptionell stabilitet för långa, smala komponenter som ventiltallrikar, vilket säkerställer snäv koncentricitet och dimensionsnoggrannhet. Denna precision är avgörande för att skapa de kritiska tätningsgeometrier som krävs vid bearbetning av vätskekylningskopplingar.
Materialval och ytfinish
Materialval påverkar både prestanda och livslängd. Vi arbetar ofta med rostfritt stål, mässing och PEEK, där varje material erbjuder distinkta fördelar. Baserat på våra tester är den slutliga ytfinishen på tätningsytor icke förhandlingsbar.
| Material | Viktig fördel | Gemensam ansökan |
|---|---|---|
| 303/316 RF | Motståndskraft mot korrosion | Högtrycks-, krävande miljöer |
| Mässing | Kostnadseffektiv & bearbetbar | Allmänna kylslingor |
| PEEK | Lättvikt & kemisk inerthet | Medicinska eller specialiserade elektroniska system |
En ytfinish på Ra 0.4µm eller bättre är avgörande på varje O-ring Spår6 eller anliggningsyta. Denna specifikation, ofta i linje med standarder som OCP UQD/BMQC, säkerställer att tätningen kan fungera utan att mikroskopiska läckor utvecklas över tid.
Precision vid tillverkning av dessa komponenter är avgörande. Rätt material, bearbetat med schweizisk-typ svarvning till exakta toleranser och en felfri ytfinish, avgör direkt tillförlitligheten hos snabbkopplingar i kritiska vätskekylsystem.
CDU-chassi och strukturella komponenter: Överväganden vid bearbetning av stora delar
Vid bearbetning av stora konstruktionsdelar för vätskekylsystem formar viktiga beslut den slutliga produktens integritet. Vi hanterar ofta kapslingspaneler, monteringsplåtar och ramar, typiskt från aluminium eller rostfritt stål. En primär övervägning är att välja mellan en svetsad konstruktion och bearbetning från ett massivt block.
Svetskonstruktion vs. Maskinbearbetad ur massivt ämne
Detta val påverkar kostnad, ledtid och strukturell prestanda. En svetskonstruktion kan vara mer materialeffektiv, men bearbetning från massivt material erbjuder överlägsen stabilitet och precision, vilket eliminerar svetsinducerad spänning och deformation.
| Funktion | Svetsmontage | Maskinbearbetad ur massivt ämne |
|---|---|---|
| Materialkostnad | Lägre | Högre |
| Stabilitet | Benägen för deformation | Utmärkt |
| Precision | Bra, men begränsad | Hög |
| Ledtid | Kan vara längre | Ofta kortare |
Komponentmontering och planhet
Precisa gängade hålmönster är avgörande för montering av pumpar och värmeväxlare. Att upprätthålla planhet, ofta specificerad som 0,1 mm över 300 mm, är en betydande utmaning som direkt påverkar vår fixtur- och bearbetningsstrategi.

Debatten mellan svetskonstruktioner och massiv bearbetning för strukturella delar för datacenterkylning handlar ofta om toleranskrav. Även om svetskonstruktioner verkar kostnadseffektiva, kan de värmepåverkade zonerna introducera oförutsägbar skevhet, vilket gör det svårt att hålla snäva planhets- och positionstoleranser för monteringshål.
Inverkan av materialspänning
För stora aluminiumplåtar, interna Restspänning7 från tillverkningsprocessen kan vara ett stort problem. När vi bearbetar bort material frigörs denna spänning, vilket får delen att böja sig eller vrida sig. Detta äventyrar direkt den nödvändiga planheten. Korrekt fixturering är avgörande, men den kan bara göra så mycket.
Spänningsavlastning och fixtureringsstrategier
För att motverka detta rekommenderar vi ofta en flerstegsprocess. Denna inkluderar grovbearbetning, följt av en spänningsavlastande värmebehandling, och sedan en slutlig finbearbetning. Våra fixturtekniker är utformade för att klämma fast delen säkert utan att införa nya spänningar, vilket säkerställer att den slutliga komponenten för CDU-chassit uppfyller alla geometriska specifikationer. På PTSMAKE har vi utvecklat metoder som minimerar deformation under denna kritiska process.
Bearbetning av stora CDU-strukturdelar kräver en noggrann balans mellan kostnad, stabilitet och precision. Valet mellan en svetsad konstruktion och ett massivt block, kombinerat med noggrann spänningshantering och fixturering, är avgörande för att uppnå snäva planhetstoleranser och säkerställa tillförlitlig komponentmontering.
Materialval för vätskekylningskomponenter: Kompatibilitet är viktigt
Att välja rätt material för vätskekylsystem är avgörande för prestanda och långsiktig tillförlitlighet. Varje komponent tjänar ett distinkt syfte, och dess material måste väljas därefter. Målet är att balansera termisk prestanda, strukturell integritet och kostnad, samtidigt som systemfel förhindras.
Komponentspecifika val
För kylplattor, där värmeöverföring är avgörande, är koppar den klara vinnaren tack vare sin höga värmeledningsförmåga. För strukturdelar som grenrör erbjuder aluminium en utmärkt blandning av bearbetbarhet och kostnadseffektivitet.
Materialöversikt
Nedan är en snabbguide jag använder för initialt urval.
| Komponent | Rekommenderat material | Viktig fördel |
|---|---|---|
| Kallplattor | Koppar (C110) | Värmeledningsförmåga (>380 W/m·K) |
| Grenrör / CDU-delar | Aluminium 6061-T6 | Kostnadseffektiv & bearbetbar |
| Kopplingar / Snabbkopplingar | 316L rostfritt stål | Motståndskraft mot korrosion |
| Tätningar / Isolatorer | PEEK / PTFE | Kemisk tröghet |
Utöver individuell prestanda är materialinteraktionen inom kylvätskeslingan avgörande. Ett högpresterande system kan snabbt misslyckas om dess komponenter inte är kemiskt kompatibla. Det är därför ett holistiskt tillvägagångssätt för CNC-bearbetningsmaterial för vätskekylning är icke-förhandlingsbart i mitt arbete på PTSMAKE.
Kopplingar, tätningar och kompatibilitet
För kopplingar och snabbkopplingar rekommenderar jag 316L rostfritt stål. Det erbjuder utmärkt korrosionsbeständighet, särskilt med vanliga vatten-glykolkylmedel. För tätningar och isolatorer är plaster som PEEK eller PTFE idealiska på grund av deras kemiska inerthet och stabilitet vid olika driftstemperaturer.
Hantera elektrokemiska reaktioner
Att blanda olika metaller, som koppar och aluminium, i samma kylvätskeslinga är ett vanligt misstag. Det skapar en potentialskillnad på grund av deras varierande Elektromotorisk kraft8. Detta driver en elektrokemisk reaktion som bryter ned den mindre ädla metallen, vilket leder till läckor och systemfel.
| Behandling | Basmaterial | Syfte |
|---|---|---|
| Nickelplätering | Koppar | Skapa en icke-reaktiv barriär |
| Anodisering | Aluminium | Förbättra korrosionsbeständigheten |
| Passivering | Rostfritt stål | Förbättra ytstabiliteten |
Ytbehandlingar är en praktisk lösning. Nickelförzinkning av koppar eller anodisering av aluminium skapar en skyddande barriär, vilket gör att du kan använda det bästa materialet för varje uppgift utan att riskera korrosion.
Sammanfattningsvis innebär effektivt materialval för vätskekylning att matcha material med deras funktion – som koppar för värmeöverföring och aluminium för struktur. Att säkerställa elektrokemisk kompatibilitet, ofta genom skyddande ytbehandlingar, är avgörande för att bygga tillförlitliga, långvariga system.
Tolerans- och ytfinhetskrav för läckagefri tätning
I vätskekylsystem handlar förebyggande av läckor om precision. Det handlar inte bara om designen utan om de mikroskopiska detaljerna hos de maskinbearbetade delarna. Att uppnå en perfekt tätning beror helt på att kontrollera dimensionella toleranser och ytfinish. Dessa faktorer avgör hur väl två ytor passar ihop.
Viktiga dimensionella toleranser
För tillförlitlig tätning måste specifika dimensioner hållas inom snäva toleranser. O-ringsspår, till exempel, kräver exakt djup och bredd för att säkerställa korrekt kompression. Om ett spår är för djupt kommer O-ringen inte att komprimeras tillräckligt; för grunt, och den kan skadas.
Vanliga specifikationer
Här är några typiska toleranser vi arbetar med för vätskekylningskomponenter på PTSMAKE.
| Funktion | Typisk tolerans | Syfte |
|---|---|---|
| O-ringsspårdjup | ±0,05 mm | Säkerställer korrekt O-ringskompression |
| Tätningsytans planhet | 0.01 mm | Förhindrar glapp i metall-mot-metall-tätningar |
| Gängklasspassning | 2A/2B Minimum | Garanterar säkra, läckagesäkra anslutningar |
Standarder för ytfinhet
Texturen på en tätningsyta är lika viktig som dess dimensioner. En grov yta kan skapa små vägar för vätska att fly, vilket leder till läckage över tid.

Ett vanligt misstag är att anta att en slätare yta alltid är bättre. Den optimala ytfinheten beror på tätningsmetoden. Rätt textur hjälper tätningsmaterialet att anpassa sig och hålla trycket effektivt, vilket är avgörande för högpresterande vätskekylsystem.
Matcha ytfinhet med tätningsmetod
Olika tätningar kräver olika ytegenskaper. Till exempel drar en mjuk kompressionspackning nytta av en något grövre yta (Ra 0,8 μm) för att bita fast. Detta skapar en starkare mekanisk låsning och förhindrar att packningen glider under tryck eller termisk cykling.
En O-ring behöver dock en slätare spåryta (Ra 1,6 μm) för att undvika nötning under installation och drift. Däremot kräver metall-mot-metall-tätningar en exceptionellt slät yta (Ra 0,4 μm) och hög Planhet9 för att uppnå en tätning utan något packningsmaterial.
Varför ytjämnhet bestämmer läckagehastigheten
Ytjämnhet, eller Ra, mäter de mikroskopiska topparna och dalarna på en dels yta. Dessa små ojämnheter kan bilda en kontinuerlig läckageväg om de inte kontrolleras ordentligt. Efter att ha utfört flera tester har vi bekräftat att en yta som är grövre än specificerat direkt ökar den potentiella läckagehastigheten under tryck.
Det är därför inspektionsrapporter från koordinatmätmaskiner (CMM) inte bara är pappersarbete. De tillhandahåller dokumenterade bevis att kritiska egenskaper som planhet och spårdimensioner uppfyller ritningen. På PTSMAKE tillhandahåller vi dessa rapporter för att säkerställa att våra kunder har fullt förtroende för varje del.
För läckagefria vätskekylsystem ligger framgången i detaljerna. Exakt dimensionskontroll och specificerade ytfinisher är icke förhandlingsbara. Dessa faktorer samverkar för att skapa en pålitlig tätning som presterar under tryck och över tid, vilket förhindrar kostsamma fel.
Läckagetestning och kvalitetssäkring för kylda serverkomponenter
I AI-datacenter är ett komponentfel inte bara en defekt; det är en potentiell katastrof. Därför är vår kvalitetssäkring för kylda serverkomponenter icke förhandlingsbar. Varje del måste uppfylla stränga läckagesäkra standarder innan den lämnar vår anläggning. Detta kräver ett mångfacetterat tillvägagångssätt.
Viktiga testprotokoll
Vi förlitar oss på flera kritiska tester för att validera integriteten. Var och en tjänar ett specifikt syfte, från att upptäcka mikroskopiska läckor till att säkerställa att en komponent kan motstå driftstryck. Detta säkerställer robust prestanda för krävande vätskekylsystem i fält.
| Typ av test | Syfte | Typiskt OEM-krav |
|---|---|---|
| Heliummasspektrometer | Upptäcker mikroläckor | <1×10⁻⁶ mbar·L/s |
| Tryckfallstest | Verifierar tätningens integritet över tid | Ingen märkbar tryckförlust |
| Hydrostatiskt prov | Bekräftar strukturell styrka | Tål 1,5 gånger arbetstrycket |

För OEM-tillverkare av AI-datacenter går kvalitetskontroll av CNC-bearbetade delar långt bortom enkla mätningar. Det kräver att avancerade testprotokoll integreras direkt i produktionsflödet för att garantera tillförlitlighet. Vi inspekterar inte bara delar i slutet; vi bygger in kvalitet i varje steg.
Integrera testning i produktionen
Testning schemaläggs vid kritiska milstolpar. Till exempel utförs initiala kontroller efter bearbetning för att identifiera eventuell materialporositet innan vi investerar tid i montering. De mest rigorösa testerna utförs dock på fullt monterade komponenter som kylplattor, för att säkerställa att alla tätningar och fogar är perfekta.
Provtagningsstrategier och validering
Vår provtagningsstrategi är riskbaserad. För kritiska komponenter som direkt hanterar vätska, såsom kylplattor och snabbkopplingar (QDs), utför vi 100% läckagetestning. För strukturella komponenter räcker en statistiskt signifikant AQL-provtagningsplan.
Detta kompletteras med CMM- eller Faro Arm-inspektioner. Dessa verktyg validerar kritiska dimensioner, eftersom ett dimensionsfel lätt kan leda till ett läckage. Till exempel förlitar sig det hydrostatiska tryckprovet på Pascals princip10 för att jämnt fördela trycket, vilket kan avslöja svagheter om en dels geometri inte är perfekt.
Effektiv kvalitetssäkring för vätskekylsystem kombinerar läckagetestning, tryckvalidering och noggrann dimensionskontroll. Denna integrerade process, tillämpad genom hela CNC-produktionen, är avgörande för att leverera komponenter som uppfyller den nollfelstolerans som krävs i dagens datacenter.
Prototypframställning kontra produktion: Att matcha CNC-processen med volymen
Att välja rätt CNC-bearbetningsmetod är avgörande för att hantera kostnader och tidsramar. Strategin för att tillverka en prototyp är helt annorlunda än att tillverka tusen delar. Nyckeln är att matcha processen med din önskade volym, särskilt för komponenter i komplexa sammansättningar som vätskekylsystem.
Prototypstadiet (1-50 stycken)
För initiala prototyper är hastighet prioritet. Målet är att få en funktionell del för testning så snabbt som möjligt. Vi bearbetar vanligtvis från ett massivt materialblock med enkel programmering för att minimera inställningstiden och möjliggöra snabba designändringar.
Fräsning från massivt material
Denna metod erbjuder maximal designflexibilitet. Vi kan skapa komplexa geometrier för komponenter som en kylplatta för vätskekylning utan att investera i anpassade verktyg. Fokus ligger på att verifiera form, passform och funktion, inte på att optimera för massproduktionshastighet.
| Tillvägagångssätt | Bäst för | Viktig fördel |
|---|---|---|
| 3-axlig fräsning | Enklare geometrier, snabbare inställning | Kostnadseffektivt och snabbt för initiala koncept |
| 5-axlig fräsning | Komplexa kurvor och funktioner | Minskar inställningar, bearbetar intrikata delar i ett svep |
Lågvolymsproduktion (50-1 000 stycken)
När designen är validerad flyttar vi fokus till effektivitet. För dessa kvantiteter blir optimering av tillverkningsprocessen avgörande för att minska kostnaden per del. Det handlar om att hitta en balans mellan inställningstid och bearbetningshastighet.

Optimering för repeterbarhet
I detta skede går vi från engångsinställningar till att skapa repeterbara processer. Vi utvecklar dedikerade fixturer för att hålla delar säkert och konsekvent. Detta minskar operatörsfel och säkerställer att den 500:e delen är identisk med den första. Optimering av verktygsbanor blir också avgörande för att minska cykeltiden.
Högvolymsproduktion (1 000+ stycken)
För höga volymer ändras strategin helt. Målet är att minimera cykeltid och materialspill. Varje sekund som sparas på en enskild del översätts till betydande kostnadsbesparingar under hela produktionsserien. Det är här specialiserade maskiner och alternativa processer kommer in i bilden.
Utvärdering av alternativa processer
På PTSMAKE, när ett projekt skalas upp, utvärderar vi om en hybridmetod är bättre. För en komplex vätskekylningsfördelare är bearbetning från massivt material för långsam och slösaktig. Istället kan vi föreslå att gjuta den nära-nettoformen och sedan använda CNC-bearbetning för de kritiska funktionerna och passytorna. Detta etablerade en stabil Datum11 för alla efterföljande högprecisionsoperationer.
| Volym | Primärt mål | Vanliga tekniker |
|---|---|---|
| 1 – 50 | Hastighet & Iteration | 3/5-axlig fräsning från massivt material |
| 50 – 1 000 | Effektivitet & Repeterbarhet | Optimerade verktygsbanor, anpassade fixturer |
| 1,000+ | Kostnads- & Cykeltidsreduktion | Fleroperationssvarvar, gjutning + efterbearbetning |
Att matcha din CNC-bearbetningsprocess med produktionsvolymen är avgörande för framgång. Prototypframställning prioriterar snabbhet, lågvolymsfokus ligger på att skapa repeterbar effektivitet, och högvolymsproduktion kräver djup optimering för kostnad och snabbhet, ofta med hybridtillverkningsmetoder för bästa resultat.
5-axlig CNC-bearbetning för komplexa kylgeometrier
Moderna vätskekylsystem kräver intrikata konstruktioner som traditionell bearbetning inte kan producera effektivt. 5-axlig CNC-bearbetning möter direkt detta behov, vilket möjliggör skapandet av mycket komplexa geometrier i en enda uppsättning. Denna förmåga är avgörande för att maximera termisk prestanda.
Förbättrad kylprestanda
Funktioner som kylvätskeportar med sammansatta vinklar och komplexa interna passager är nyckeln. De förbättrar flödesdynamiken och kontaktytan. 5-axlig bearbetning gör dessa konstruktioner möjliga, går bortom gränserna för 3-axliga metoder och förbättrar komponenteffektiviteten.
Konsolidering av produktionen
Genom att färdigställa delar i en enda uppspänning minskar vi inställningstiden och risken för fel. Detta gäller särskilt för kylplattor med funktioner på flera ytor. Resultatet är bättre noggrannhet och snabbare leverans av kritiska kylkomponenter.

Huvudbeslutet för fleraxlig bearbetning av kylkomponenter är mellan 3+2-positionering och full 5-axlig simultanrörelse. Även om båda använder en 5-axlig maskin, skiljer sig deras tillämpningar avsevärt. Att förstå detta hjälper till att motivera investeringen i mer avancerade tillverkningsprocesser.
3+2 vs. Full 5-axlig simultan
3+2-axlig bearbetning, eller positionell bearbetning, låser arbetsstycket i en sammansatt vinkel. Maskinen utför sedan 3-axliga operationer. Detta är utmärkt för att borra vinklade hål eller bearbeta fickor på lutande ytor. Det är ofta snabbare och mer kostnadseffektivt för dessa specifika funktioner.
Full simultan 5-axlig bearbetning innebär kontinuerlig rörelse av verktyget och arbetsstycket. Detta är avgörande för att skapa komplexa konturer, underskärningar och släta, sammanfogade interna passager som finns i avancerade fördelare. Det eliminerar de skarpa kanter som lämnas av positionella strategier, vilket förbättrar kylvätskeflödet. Denna process relaterar direkt till maskin kinematik12.
Jämförelse av praktiska tillämpningar
Baserat på våra tester kan full 5-axlig rörelse minska cykeltiderna med upp till 25 % på delar med komplexa krökta ytor jämfört med flera 3+2-inställningar. Merkostnaden är motiverad när vätskedynamiken är avgörande.
| Maskineringstyp | Bäst för | Cykeltid | Ytfinish |
|---|---|---|---|
| 3+2 Positionell | Portar med sammansatt vinkel, vinklade fickor | Lägre för enkla funktioner | Bra, men med potentiella stegmärken |
| Full 5-axlig | Sammansmälta interna passager, underskärningar | Högre för enkla funktioner | Överlägsen, kontinuerlig finish |
5-axlig CNC-bearbetning möjliggör komplexa geometrier för högpresterande vätskekylningssystem. Valet mellan 3+2 och full simultan rörelse beror på funktionens komplexitet, önskad ytfinish och övergripande prestandamål, vilket motiverar investeringen för kritiska applikationer.
Ytfinish och efterbearbetning för kylkanalsintegritet
Efter bearbetning är arbetet med en kylplatta långt ifrån över. Efterbearbetningssteg är inte valfria; de är avgörande för tillförlitligheten hos högpresterande vätskekylningssystem. Att försumma dem kan leda till systemfel. Dessa processer säkerställer att kylvätskekanalerna är rena, släta och skyddade mot korrosion.
Vikten av avgradning
Grader är små, vassa metallbitar som blir kvar efter bearbetning. Om de lossnar kan de täppa till smala kylvätskekanaler eller skada känsliga komponenter som pumpar. Korrekt avgradning är avgörande för en ren och tillförlitlig finish av kylvätskekanalerna.
| Avgradningsmetod | Bäst för | Viktiga överväganden |
|---|---|---|
| Manual | Enkla geometrier, låg volym | Arbetsintensivt, risk för inkonsekvens |
| Termisk | Komplexa interna kanaler | Kräver exakt kontroll för att undvika skador på delen |
| Elektrokemisk | Högprecision, svåråtkomliga områden | Högre initialkostnad, materialspecifikt |
Slutliga rengöringsprotokoll
Även mikroskopiska rester från skärvätskor eller rengöringsmedel kan orsaka problem över tid. Vi använder ultraljudsrengöring som ett sista steg. Denna process använder högfrekventa ljudvågor för att avlägsna föroreningar djupt inuti kylkanalerna, vilket säkerställer att delen är orörd före montering.

Korrekt efterbearbetning påverkar direkt långsiktig prestanda. För delar i vätskekylsystem är ytbehandlingar avgörande för att förhindra korrosion, vilket kan försämra termisk effektivitet och orsaka läckage. Rätt behandling beror på basmaterialet och vilken typ av kylvätska som används.
Passivering för rostfritt stål
För komponenter i rostfritt stål använder vi passivering. Detta är en kemisk process som avlägsnar fritt järn från ytan. Den förbättrar stålets naturliga korrosionsbeständighet genom att bilda ett passivt oxidskikt. Detta är avgörande för att förhindra att rostpartiklar förorenar kylkretsen.
Plätering för koppar och aluminium
Vid användning av kylplattor i koppar eller aluminium, särskilt i system med blandade metaller och vatten-glykolkylvätskor, är korrosion en betydande risk. Strömlös nickelplätering ger en enhetlig, skyddande barriär. Denna beläggning förhindrar direktkontakt mellan kylvätskan och basmetallen, vilket erbjuder en form av Katodiskt skydd13.
| Behandling | Basmaterial | Primär förmån |
|---|---|---|
| Passivering | Rostfritt stål | Förbättrar naturlig korrosionsbeständighet |
| Elektrolös nickel | Koppar, aluminium | Skapar en skyddande barriär, förhindrar galvanisk korrosion |
Vi specificerar pläteringstjockleken noggrant, eftersom den måste vara tillräckligt tjock för skydd men inte så tjock att den negativt påverkar den termiska prestandan. Dessa detaljer är avgörande för efterbearbetningen av kylplattor.
Effektiv efterbearbetning, inklusive avgradning, passivering och plätering, är avgörande för kylkanalernas integritet. Dessa steg förhindrar blockeringar och korrosion, vilket direkt förbättrar tillförlitligheten och prestandan hos vätskekylsystem och säkerställer långsiktig driftsstabilitet för slutprodukten.
Kostnadsdrivare inom CNC-bearbetade vätskekylda delar
Att förstå kostnadsdrivarna för CNC-bearbetade vätskekyldelar är avgörande för effektiv budgetering. De primära faktorerna är materialval, bearbetningskomplexitet och ytbehandlingskrav. Varje beslut påverkar direkt den slutliga prissättningen av dina vätskekylsystem.
Val av material
Material är en betydande del av kostnaden. Aluminium är en vanlig utgångspunkt tack vare dess goda värmeledningsförmåga och bearbetbarhet. Koppar erbjuder överlägsen prestanda men till en högre material- och bearbetningskostnad.
Jämförelse av materialkostnader
| Material | Relativ materialkostnad (Aluminium = 1x) | Termisk konduktivitet (W/mK) | Anteckningar |
|---|---|---|---|
| Aluminium (6061) | 1x | ~167 | Utmärkt balans mellan kostnad och prestanda. |
| Koppar (C110) | 2x - 3x | ~385 | Bäst termisk prestanda, men tyngre. |
| Rostfritt stål (304) | 1,5x - 2x | ~16 | Används för korrosionsbeständighet, inte prestanda. |
Maskinbearbetning och efterbehandling
Enkla konstruktioner med borrade kanaler är de mest kostnadseffektiva. Däremot ökar komplexa geometrier som mikrokanaler eller 5-axliga fördelare maskintid och verktygskostnader, vilket direkt påverkar CNC-bearbetningskostnaden för en kylplatta.

Låt oss fördjupa oss i hur designval påverkar prissättningen av vätskekylningskomponenter. Bearbetningskomplexitet handlar inte bara om formen; det handlar om antalet uppställningar, specialverktyg och operatörstid som krävs för komponenten.
Påverkan av designkomplexitet
En enkel kylplatta kanske bara kräver en 3-axlig fräs. En fördelare med intrikata interna passager kräver dock ofta 5-axlig simultanbearbetning för att uppnå den önskade geometrin, vilket avsevärt ökar maskintimpriser och programmeringstid.
Bearbetningskomplexitet kontra kostnad
| Funktionens komplexitet | Bearbetningsmetod | Relativ kostnadspåverkan |
|---|---|---|
| Enkla borrade kanaler | 3-axlig CNC-fräsning | Baslinje |
| Komplexa interna passager | 3-axlig + Flera uppställningar | +50% till +150% |
| Mikrokanalfunktioner | Specialiserade verktyg/processer | +100% till +300% |
| Integrerade fördelare | 5-axlig CNC-fräsning | +200% till +500% |
Design för tillverkning (DFM)
För att hantera kostnader, tillämpa DFM-principer. Undvik onödigt snäva Tolerans14 där det inte är funktionellt kritiskt. Att förenkla interna passager och standardisera gängtyper kan också minska tillverkningstid och kostnad. Slutligen har produktionsvolymen en stor inverkan, med per-delskostnader som minskar betydligt när kvantiteterna ökar på grund av amortering av inställningskostnader. På PTSMAKE vägleder vi våra partners genom dessa DFM-val.
Viktiga kostnadsdrivare för vätskekylningssystem är material, bearbetningskomplexitet och toleranser. Smarta designval och att beakta produktionsvolymen är avgörande för att hantera din budget effektivt utan att kompromissa med den nödvändiga prestandan hos de slutliga delarna.
Design för tillverkning: Optimering av dina ritningar för kyldelar för CNC
Att optimera dina ritningar för CNC-bearbetning är avgörande för att skapa effektiva vätskekylningssystem. Enkla justeringar kan avsevärt minska kostnader och ledtider. Tydlig DFM för CNC-delar för vätskekylning förhindrar feltolkning och säkerställer att den slutliga komponenten fungerar som avsett. Det handlar om att kommunicera effektivt med din tillverkningspartner.
Allmänna DFM-regler för kyldelar
Undvik skarpa interna hörn, eftersom dessa kräver specialiserade verktyg eller processer. Ange istället en radie som rymmer en standardfräs. Definiera också tydligt gängdjup och tillhandahåll tydliga referensytor för noggranna inställningar. Denna tydlighet eliminerar gissningar under produktionen.
Tätning och positionstoleranser
Det är avgörande att specificera ytfinishen för tätningsytor separat från den allmänna ytfinishen. Tätningsytor kräver en specifik textur för korrekt funktion. Undvik onödigt snäva positionstoleranser på icke-kritiska funktioner, som monteringshål, eftersom detta ökar bearbetningstiden och kostnaden utan att tillföra värde.
| Funktion | Vanligt misstag | DFM-rekommendation |
|---|---|---|
| Invändiga hörn | 90-graders skarpt hörn | Ange en radie (t.ex. 1 mm eller större) |
| Trådar | "M4-gänga" | "M4x0.7, 8mm fullt gängdjup MIN" |
| Toleranser | ±0.01mm på alla hål | Lätta på toleransen för icke-kritiska hål |

Vid design av en kylplatta är de interna kylvätskekanalerna den mest kritiska funktionen. Din design måste ta hänsyn till verktygsåtkomst. Komplexa, slingrande banor som ett skärverktyg fysiskt inte kan nå är omöjliga att bearbeta direkt. Vi ser ofta designer som ser bra ut i CAD men som är omöjliga att tillverka.
Designa tillverkningsbara kylplattor
En viktig del av designen för tillverkningsbarhet av en kylplatta är att förenkla kylvätskebanan. Tänk på hur en pinnfräs kommer att komma in och röra sig genom materialet. Raka kanaler eller mjuka kurvor är alltid mer kostnadseffektiva. Om komplexa banor är nödvändiga kan en modulär design vara ett bättre tillvägagångssätt.
Modulära designer och ytfinisher
Att dela upp en komplex kylplatta i flera, enklare komponenter som senare monteras kan vara mycket effektivt. Detta tillvägagångssätt förenklar fixturering och bearbetningsoperationer för varje del. För tätande O-ringar eller packningar är Ytjämnhet15 av yttersta vikt. En specifik, slät yta i spåret förhindrar läckage, och detta krav bör tydligt anges på ritningen.
| Designelement | Övervägande | Påverkan på tillverkningsindustrin |
|---|---|---|
| Kylvätskekanaler | Verktygsdiameter och längd | Bestämmer genomförbarhet och bearbetningstid |
| Infästning | Delens komplexitet och stabilitet | Påverkar inställningstid och delens noggrannhet |
| Tätning av ytor | Ytfinhetskrav (Ra-värde) | Kritiskt för läckagesäker prestanda |
Att optimera dina ritningar med DFM-principer är avgörande för framgångsrika vätskekylda delar. Genom att specificera hörnradier, tydliga referenspunkter och lämpliga toleranser effektiviserar du produktionen. För kylplattor säkerställer fokus på verktygsåtkomst och smarta ytfinhetskrav funktionalitet och kostnadseffektivitet.
Flyg- och rymdindustrin vs Datacenter: Vad vätskekylningsbearbetning kan lära sig av varandra
Medan de till synes är världar ifrån varandra, delar flyg- och datacenterkylsystem en kärnberoende av precisionsbearbetning. Ett område skyddar kritiska flygsystem, medan det andra möjliggör AI-revolutionen. Ändå skiljer sig deras tillverkningsprioriteringar avsevärt.
Kravskillnader
Flygindustrin kräver absolut, dokumenterad tillförlitlighet. Datacenter prioriterar dock snabb skalbarhet och kostnadseffektivitet. Att förstå dessa skillnader är nyckeln till att optimera tillverkningen för båda.
| Industri | Primärt fokus | Viktig utmaning |
|---|---|---|
| Flyg- och rymdindustrin | Tillförlitlighet och säkerhet | Extrema miljöer |
| Datacenter | Skalbarhet och kostnad | Snabba teknikcykler |
Båda sektorerna möts i en icke förhandlingsbar punkt: läckagefrihet. Ett fel i någon av miljöerna är katastrofalt.

Kontrasten i tillverkningsstandarder blir tydlig när man tittar på detaljerna. Varje sektor har unika krav som formar hela produktionsprocessen, från materialval till slutbesiktning.
Flygindustrin: Guldstandarden
För bearbetning av vätskekylning inom flygindustrin är MIL-spec-standarder lagen. Detta innebär omfattande dokumentation för materialspårbarhet och processvalidering. Vi arbetar ofta med exotiska legeringar valda för deras styrka-till-vikt-förhållande och motståndskraft mot extrema temperaturer. Tänk på avionikkylplattor som måste fungera felfritt på 9 000 meters höjd.
Datacenter: Effektivitetsmotorn
I kontrast drivs tillverkningsstandarder för datacenterkylning av kostnad och hastighet. Material är typiskt aluminiumlegeringar, optimerade för värmeledningsförmåga och enkel tillverkning. Målet är att producera tillförlitliga, läckagesäkra system i massiv skala, med design som snabbt kan itereras för att matcha ny serverhårdvara. Vi har funnit att material måste ha enhetliga, Isotropisk16 egenskaper för att hantera termisk expansion konsekvent över tusentals enheter.
| Aspekt | Flygstandarder | Datacenterstandarder |
|---|---|---|
| Material | Exotiska legeringar (t.ex. Inconel) | Aluminium (t.ex. 6061) |
| Dokumentation | Omfattande (MIL-STD) | Lean (Intern QA) |
| Iterationshastighet | Långsam, metodisk | Snabb, agil |
| Kostnadsfokus | Prestanda över kostnad | Kostnad per enhet är avgörande |
På PTSMAKE ger vår erfarenhet inom båda områdena en unik fördel. Vi tillämpar precision på flyg- och rymdnivå på datacenterprojekt och tillför insikter om kostnadseffektivitet till vårt arbete inom flyg- och rymdindustrin.
Även om flyg- och rymdindustrin kräver robust, MIL-spec-efterlevnad och datacenter behöver kostnadseffektiv skalbarhet, förlitar sig båda på precisionsbearbetning för läckagesäkra vätskekylsystem. Denna gemensamma grund av tillförlitlighet är där vår expertis levererar värde över branscher.
Framtida trender: Kylplatteminimering, tvåfaskylning och inbäddad mikrofluidik
Framtiden för termisk hantering krymper. Vi rör oss bort från traditionella, skrymmande kylplattor mot högintegrerade lösningar. Denna utveckling drivs av den intensiva värme som genereras av nästa generations AI- och högpresterande datorchip, vilket kräver effektivare värmeavledning.
Viktiga evolutionära steg
Branschens riktning är tydlig. Vi ser en strävan mot tvåfas-kylning för högre effektivitet och inbäddad mikrofluidik för direkt-till-chip termisk hantering. Dessa förändringar kräver en fullständig omprövning av tillverkningsprocesserna för att uppnå den nödvändiga komplexiteten och precisionen.
| Kylteknik | Nuvarande tillstånd | Framtida riktning |
|---|---|---|
| Formfaktor | Externa kylplattor | Inbäddade mikrokanaler |
| Metod för kylning | Enfaskylning (vätska) | Tvåfaskylning (förångande) |
| Integration | Systemnivå | Chip-substratnivå |

Nästa våg av vätskekylsystem kommer att definieras av deras tillverkningskomplexitet. Tvåfaskylning, till exempel, förlitar sig på intrikata interna kanalgeometrier för att effektivt hantera övergången från vätska till ånga. Varje ytdefekt eller dimensionsfel kan störa denna känsliga process, vilket leder till systemfel.
Tillverkning för morgondagens kylning
Det är här precision blir avgörande. Respekterad forskning, som den från Microsoft om Mikrofluidik17, pekar mot kylkanaler inbäddade direkt i chipsubstrat. Dessa funktioner är ofta mindre än 100 mikrometer. Baserat på våra samarbeten med kunder inom detta område är det en stor utmaning att konsekvent uppnå sådana konstruktioner.
Nyare additiva tekniker, som Fabric8Labs ECAM, visar potential för att skapa komplexa kylplattor. CNC-bearbetning är dock den kritiska bryggtekniken. Den levererar de ±0,005 mm toleranser som krävs för dagens avancerade prototyper samtidigt som den är tillräckligt anpassningsbar för att bearbeta formar och verktyg för morgondagens integrerade kyllösningar.
| Framtida trend | Konsekvenser för tillverkningen | CNC-bearbetningens roll |
|---|---|---|
| Tvåfasig kylning | Läckagesäkra, komplexa interna kanaler | Prototypframställning, slutlig bearbetning |
| Inbäddad mikrofluidik | Tillverkning av kanaler under 100 µm | Högprecisionsverktyg, direkt bearbetning |
| Chassiintegration | Med snäva toleranser, anpassade banor | Skapa tillförlitliga gränsytor |
Framtida vätskekylsystem är beroende av tillverkningsinnovation. Miniatyrisering, tvåfasdesigner och inbäddade kanaler kräver oöverträffad precision. CNC-bearbetning är den grundläggande teknik som möjliggör utveckling och produktion av dessa nästa generations termiska hanteringslösningar.

Att förstå denna fluiddynamiska princip är nyckeln till att designa högpresterande vätskekylsystem för maximal värmeavledning. ↩
Att förstå detta hjälper till att förhindra materialspänningar och läckage i komponenter under termisk cykling. ↩
Att förstå denna elektrokemiska process är avgörande för att förhindra för tidigt fel i vätskekylsystem med blandade metaller. ↩
Att förstå värmeflöde hjälper till att designa effektiva termiska lösningar för högpresterande elektronik. ↩
Upptäck hur denna elektrokemiska process förbättrar ytegenskaper för bättre hållbarhet. ↩
Att förstå glanddesign är avgörande för att säkerställa korrekt O-ringskompression och förhindra tätningsfel i högtrycksapplikationer. ↩
Att förstå detta koncept hjälper till att förhindra deldeformation och säkerställer långsiktig stabilitet i precisionsmonteringar. ↩
Att förstå detta koncept hjälper till att förutsäga och förhindra materialkorrosion när olika metaller används i ett vätskesystem. ↩
Förstå hur denna geometriska kontroll mäts och dess avgörande roll i högtryckstätningsapplikationer. ↩
Förstå den grundläggande fysiken som validerar hydrostatisk trycktestning för komponentintegritet. ↩
Att förstå referenspunkter säkerställer att designintentionen bibehålls från prototyp till produktion. ↩
Att förstå maskinkinematik hjälper till att optimera verktygsbanor för bättre ytfinish och minskad bearbetningstid. ↩
Att förstå denna princip hjälper till att välja beläggningar som förhindrar korrosionsfel i multimetallsystem. ↩
Utforska hur exakt toleranssättning säkerställer komponentpassning och funktion samtidigt som det påverkar tillverkningskostnaderna. ↩
Lär dig hur kontroll av ytstruktur är avgörande för att förhindra läckage och säkerställa tillförlitligheten hos dina vätskekylsystem. ↩
Lär dig hur denna egenskap säkerställer materialstabilitet under termisk stress och förhindrar komponentfel. ↩
Att förstå mikrofluidik är nyckeln till att förstå hur vätskedynamik på mikrometerskalan kommer att omdefiniera termisk hantering. ↩






