

Rammer dine AI-server-GPU'er termiske grænser hurtigere, end dit køleudstyr kan følge med? Med H100'ere, der presser 1000W, og B200'ere, der stiger højere, er standardkøleplader ikke længere nok. Én lækage, én skæv koldplade, og hele dit rack går ned.
CNC-bearbejdning er den fremstillingsmetode, der producerer de præcisionskoldplader, manifoldere og lynkoblinger, som AI-servere har brug for til pålidelig væskekøling. Den leverer de snævre tolerancer (±0,01 mm), mikrokanalegenskaber og lækagefri tætningsflader, som direkte-til-chip-køling kræver.

I denne guide vil jeg gennemgå hver CNC-bearbejdet del inde i en AI-serverkølekreds. Fra koldpladekanaldesign til lækagetest, materialevalg og omkostningsdrivere får du de praktiske detaljer til at specificere dele, der fungerer første gang.
Hvorfor AI-servere kræver en ny klasse af kølehardware
Den seneste generation af AI-processorer presser termiske grænser ud over, hvad traditionelle metoder kan håndtere. Vi har nu at gøre med GPU'er, der genererer enorm varme, hvilket gør effektiv køling til en primær designudfordring. Standardløsninger, der er klar til brug, kan simpelthen ikke længere opretholde sikre driftstemperaturer.
Den stigende termiske udfordring
Moderne GPU'er, såsom NVIDIAs GB200, producerer varmelaster, der overstiger 1000W pr. chip. Denne intense effekttæthed overvælder konventionelle luftkølesystemer. Som et resultat heraf er hyperscale datacentre hurtigt ved at overgå til mere robuste væskekølesystemer for effektivt at håndtere denne termiske virkelighed.
| GPU-model | Termisk Designeffekt (TDP) |
|---|---|
| NVIDIA H100 | 700W |
| NVIDIA B200 | 1000W |
| AMD MI300X | 750W |
| NVIDIA GB200 NVL72 | ~120kW/rack |
Hvorfor traditionel køling fejler
Standard køleplader er designet til lavere termiske belastninger. De mangler overfladearealet og materialegenskaberne til at aflede over 1000W fra et så lille fodaftryk. Denne utilstrækkelighed risikerer termisk drosling, ydeevneforringelse og i sidste ende hardwarefejl i avancerede AI-servere.

Skiftet til væskekølesystemer er ikke kun en trend; det er en nødvendighed for højtydende AI. Denne overgang introducerer dog nye produktionskompleksiteter. De involverede komponenter, såsom koldplader og fordelerrør, kræver et præcisionsniveau, som traditionel produktion ikke konsekvent kan levere.
Præcisionsfremstillingens rolle
Effektiv termisk styring af AI GPU'er afhænger af komponenter med indviklede interne kanaler og ekstremt snævre tolerancer. Disse funktioner er afgørende for at maksimere kølevæskens overfladekontakt og sikre lækagefri drift under højt tryk. Det er her, avanceret fremstilling bliver afgørende for succes.
Materiale- og geometrisk kompleksitet
Væskekølingshardware bruger ofte materialer som kobber på grund af dets fremragende varmeledningsevne. Udfordringen ligger i at skabe komplekse interne geometrier, der fremmer Turbulent strømning1, hvilket markant forbedrer varmeoverførslen sammenlignet med jævn, laminær strømning. At opnå disse designs kræver sub-millimeter præcision.
| Afkølingsmetode | Varmeafledningskapacitet | Kompleksitet i produktionen |
|---|---|---|
| Luftkøling | Lav-medium | Lav |
| Væskekøling | Høj | Høj |
Hos PTSMAKE har vi fundet, at CNC-bearbejdning er den eneste metode, der giver den nødvendige kontrol til at producere disse komponenter pålideligt. Det giver os mulighed for at skabe specialdesignede koldplader og fordelerrør, der opfylder de nøjagtige specifikationer, der kræves til køling af næste generations AI-acceleratorer.
Den ekstreme varme fra moderne AI-servere gør avancerede væskekølesystemer essentielle. Standardløsninger er utilstrækkelige, hvilket gør præcisions-CNC-bearbejdning til den afgørende produktionspartner for at skabe effektiv termisk styringshardware, der fungerer pålideligt under krævende forhold.
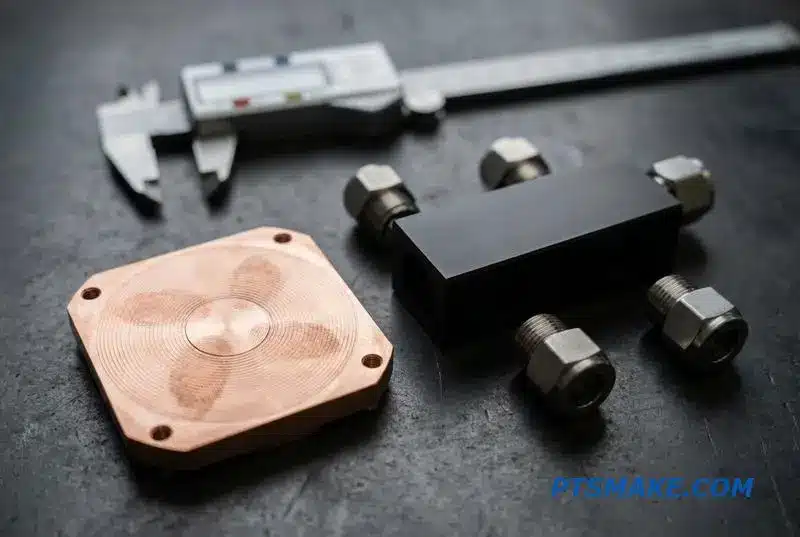
Anatomi af en væskekølet AI-server: Hvor CNC-dele passer ind
Den utrolige kraft i AI-servere kommer med et massivt varmeproblem. Direkte-til-chip væskekøling er ikke længere en luksus, men en nødvendighed. Jeg ser disse systemer som indviklede netværk, hvor hver komponents præcision er afgørende for ydeevne og pålidelighed. Det handler ikke kun om VVS.
Komponentkortet
Forestil dig et væskekølingssystem som en bys vandsystem. Kølevæske skal rejse fra en central distributionsenhed (CDU) til hver varmekilde (GPU/CPU) og tilbage igen uden at miste en eneste dråbe. CNC-bearbejdning skaber den højpræcise infrastruktur til denne rejse.
Vigtigste bearbejdede dele
Her er en oversigt over de essentielle CNC-dele i et typisk system. Hver enkelt kræver en specifik fremstillingsmetode for at sikre, at hele systemet fungerer fejlfrit under intense termiske belastninger.
| Komponent | Funktion | Hvorfor CNC-bearbejdning er afgørende |
|---|---|---|
| Køleplader | Overfører varme fra GPU/CPU til kølevæske | Perfekt fladhed for termisk kontakt |
| Manifolder | Fordeler kølevæske til flere køleplader | Komplekse interne kanaler, lækagesikre porte |
| Koblinger | Muliggør hot-swapping af serverblade | Snævre tolerancer for sikre, drypfri tætninger |
| Fittings og forbindelsesstykker | Forbinder slanger til komponenter | Præcise gevind og tætningsflader |

Præcision i hvert punkt
Kravet om perfektion i væskekølesystemer er absolut. En mikroskopisk lækage eller en dårligt monteret koldplade kan føre til katastrofalt hardwarefejl. Det er her, værdien af præcisions-CNC-bearbejdning bliver tydelig, idet den går ud over simpel delskabelse til at muliggøre systemdækkende pålidelighed.
Koldplader: Hjertet i varmeoverførsel
Koldpladen er den mest kritiske komponent. Den sidder direkte på processoren. Vi bearbejder ofte disse af kobber på grund af dets fremragende varmeledningsevne. De interne mikrokanaler, som maksimerer overfladearealet for varmeudveksling, kræver utroligt præcis fræsning for at sikre optimal kølevæskeflow og -tryk.
Manifolder og koblinger: Flowkontrollerne
Kølevæskefordelingsmanifolder er systemets centrale nervesystem. De dirigerer flow effektivt og skal være perfekt forseglede. Det samme gælder for lynkoblinger. Hos PTSMAKE fokuserer vi på at opnå fejlfri overfladefinisher og dimensionel nøjagtighed for at garantere lækagesikre forbindelser, selv efter hundredvis af cyklusser.
Materialeintegritet og termisk stress
Når en koldplade bruger en kobberbase og en aluminiumstop, kan deres forskellige udvidelseshastigheder under varme forårsage stress. Forståelse af Termisk udvidelseskoefficient2 er afgørende. Korrekt design og bearbejdning forhindrer materialetræthed og potentielle lækager i serverens levetid.
| Del funktion | Krav til bearbejdning | Konsekvenser af fiasko |
|---|---|---|
| Koldpladeplanhed | Tolerance < 0,01 mm | Dårlig varmeoverførsel, CPU-overophedning |
| Manifoldportforsegling | Overfladefinish Ra < 0,8 μm | Kølevæskelækage, systemkortslutning |
| Koblings O-ring rille | Dimensionsnøjagtighed ±0,02 mm | Pakningsfejl, dryppende forbindelse |
I væskekølesystemer til AI-servere er præcision ikke blot et mål; det er et grundlæggende krav. CNC-bearbejdning sikrer, at hver komponent, fra kølepladen til den mindste fitting, opfylder de ekstreme tolerancer, der er nødvendige for pålidelig, lækagefri drift i højrisiko-computeromgivelser.
Koldplader: Den termiske grænseflade, der afgør ydeevnen
En køleplade er hjertet i ethvert højtydende væskekølesystem. Det er den kritiske komponent, der overfører varme fra en kilde, som en CPU, til kølevæsken. Dens design og fremstillingspræcision dikterer direkte systemets samlede effektivitet. En dårligt fremstillet plade kan fuldstændig forringe ydeevnen.
Almindelige kølepladedesigns
Der er flere kernedesigns, hver med specifikke anvendelser. Valget afhænger af termisk belastning, trykfaldskrav og omkostninger. Serpentinekanaler er enkle, mens mikrokanaler tilbyder maksimal overfladeareal for ekstrem varmeflux.
| Designtype | Bedst til | Nøglekarakteristik |
|---|---|---|
| Serpentinekanal | Lave til moderate varmebelastninger | Enkel, billig bearbejdning |
| Boret plade | Højtryksapplikationer | Høj strukturel integritet |
| Mikrokanal | Høj varmefluxdensitet | Maksimeret overfladeareal |
| Loddet finne | Komplekse termiske behov | Høj termisk ydeevne |

Materialevalg og præcision
Valg af det rigtige materiale er en balance mellem termisk ydeevne og systemkompatibilitet. Mens C1100 kobber tilbyder overlegen termisk ledningsevne, er 6061 aluminium lettere og mere omkostningseffektivt. Kromkobber (C18150) giver en mellemvej med god ledningsevne og bedre styrke.
Men at blande metaller som kobber og aluminium i et kredsløb uden passende inhibitorer kan forårsage Galvanisk korrosion3, hvilket nedbryder systemet over tid. Hos PTSMAKE guider vi kunder gennem disse afvejninger for at sikre langsigtet pålidelighed for deres væskekølesystemer.
| Materiale | Termisk ledningsevne (W/mK) | Vigtige fordele |
|---|---|---|
| 6061 aluminium | ~167 | Letvægts, omkostningseffektiv |
| C1100 Kobber | ~385 | Fremragende termisk overførsel |
| C18150 Kromkobber | ~320 | Høj styrke, god ledningsevne |
Vigtigheden af snævre tolerancer
Præcision er ikke til forhandling for en CNC-bearbejdet køleplade. Vi holder typisk generelle tolerancer på ±0,05 mm. De kritiske tætningsflader bearbejdes dog til ±0,01 mm for at forhindre lækager. Kontaktfladen kræver en overfladefinish på Ra 0,8 µm eller bedre for optimal termisk overførsel.
En højtydende køleplade afhænger af tre faktorer: det rigtige design, det korrekte materialevalg for termisk og kemisk kompatibilitet, og nøjagtig CNC-bearbejdningspræcision. At forsømme et af disse elementer vil kompromittere hele væskekølesystemets effektivitet og pålidelighed.
Mikrokanal-koldpladebearbejdning: Når standardkanaler ikke er nok
Efterhånden som AI-chips bliver mere kraftfulde, genererer de enorm varme. Standard væskekølesystemer når deres grænser. Det er her mikrokanal-køleplader kommer ind. De tilbyder et meget større overfladeareal til varmeoverførsel, hvilket er afgørende for disse højtydende applikationer.
Mikrokanalernes fremmarch
Traditionelle kanaler er simpelthen ikke effektive nok længere. For at køle moderne elektronik effektivt skal vi bearbejde utroligt små og dybe kanaler. Dette giver mulighed for overlegen ydeevne i kompakte væskekølesystemer, hvilket holder følsomme komponenter inden for deres ideelle driftstemperaturer.
Vigtige forhindringer ved bearbejdning
Bearbejdning af disse funktioner er ikke simpelt. Vi arbejder ofte med finnespalter mellem 0,3 mm og 0,8 mm. Den virkelige udfordring er at opnå høje billedformater – forholdet mellem finnehøjde og dens bredde – ofte varierende fra 8:1 til 15:1.

Efterspørgslen efter specialfremstillede mikrokanal-køleplader er drevet af den intense Varmeflux4 af nye AI-processorer. Succesfuld bearbejdning af disse dele kræver specialværktøj og en meget stabil opsætning. Vi er afhængige af mikrofræsere, højhastighedsspindler og ekstremt stive CNC-maskiner for at forhindre værktøjsbrud og opretholde nøjagtighed.
Sammenligning af fremstillingsmetoder
Selvom CNC-bearbejdning er en primær metode, findes der andre muligheder. Hver har sin egen plads afhængigt af projektets specifikke behov. For mine kunder hos PTSMAKE er valg af den rette proces en central del af designkonsultationen.
| Metode | Præcision og billedformat | Materialevalg | Bedst til |
|---|---|---|---|
| CNC-bearbejdning | Høj, god til forhold på op til 15:1 | Kobber, aluminium | Prototyper, Mellemvolumen |
| Skiving | Meget høje finner, begrænset kompleksitet | Kobber, aluminium | Høj volumen, Enkle designs |
| Ætsning | Ultrafine detaljer, lavere dybde | Silicium, kobber | Masseproduktion, MEMS |
| 3D-print (DMLS) | Komplekse geometrier, lavere termisk ydeevne | Kobberlegeringer | Komplekse prototyper, konform køling |
Selvom ætsning kan skabe finere detaljer, forbliver CNC-bearbejdning den mest praktiske og omkostningseffektive løsning til prototyping og mellemvolumenproduktion af specialfremstillede væskekølesystemer. Den tilbyder den bedste balance mellem hastighed og præcision.
Bearbejdning af mikrokanal-køleplader er udfordrende, men afgørende for højeffektive elektronikkomponenter. CNC-bearbejdning giver en afbalanceret løsning til prototyper og mellemstore produktioner, hvilket leverer den præcision, der kræves for effektiv termisk styring i moderne væskekølesystemer.
Kølemiddeldistributionsmanifoldere: Præcis flowkontrol i et tæt rack
I moderne datacentre er varmestyring i tætpakkede racks en stor udfordring. Fordelerrør til kølemiddel er kritiske komponenter i væskekølesystemer, der sikrer, at hver server får den præcise strøm, den har brug for. Uden dem kan et system let overophede, hvilket fører til tab af ydeevne eller hardwarefejl.
Vigtige overvejelser om design
Designet af disse fordelerrør påvirker direkte pålideligheden af hele kølekredsløbet. Vi fokuserer på rørføring, der minimerer trykfald, samtidig med at flowfordelingen maksimeres. Hver port, kanal og tilslutningspunkt skal udføres perfekt for at forhindre lækager og sikre ensartet termisk styring på tværs af racket.
Materialevalg
Valg af det rigtige materiale er en balance mellem ydeevne og omkostninger. Hver mulighed tilbyder forskellige fordele for specifikke miljøer inden for væskekølesystemer.
| Materiale | Primær fordel | Fælles ansøgning |
|---|---|---|
| 6061-T6 aluminium | Letvægt, god varmeledningsevne | Generelt formål, vægtfølsomme designs |
| 304/316L Rustfrit Stål | Fremragende korrosionsbestandighed | Systemer med aggressive kølemidler |

Fremstilling af et pålideligt kølemiddelfordelerrør kræver mere end blot at følge en tegning. Detaljerne i bearbejdningsprocessen for væskekølefordelerrøret er det, der adskiller en funktionel del fra en fejlfri. Præcision er ikke kun et mål; det er et grundlæggende krav for disse kritiske komponenter.
Krav til præcisionsbearbejdning
Komplekse interne kanaler kræver ofte flerakset boring for at skabe krydsende tværhuller uden grater, der kan hindre flow. O-ringsriller kræver en specifik overfladefinish for at skabe en perfekt tætning. En forkert finish kan forårsage langsomme lækager, der er katastrofale i et serverrackmiljø. Vi håndterer også stramme gevindtolerancer for standarder som NPT, UNF og ISO.
| Funktion | Kritisk Tolerance | Årsag til Præcision |
|---|---|---|
| Portens Midterposition | ±0,1 mm | Blind-mate justering på rack-niveau |
| O-ringrillefinish | 1,6-3,2 μm Ra | Forhindrer væskelækager under tryk |
| Trådform | Ifølge NPT/UNF/ISO-standarder | Garanterer sikre, lækagesikre fittingforbindelser |
Blind-mate design og test
I store systemer, der følger OCP-standarder, er blind-mate fordelerrør almindelige. Dette betyder, at forbindelserne skal justeres perfekt uden visuel bekræftelse. Derfor er positionstolerancerne så stramme. Efter bearbejdning udfører vi strenge trykprøver, typisk med et tryk på 10-15 bar for at sikre en lækagehastighed under 0,1 cc/min. For aluminiumsdele er en proces som anodisering5 er ofte specificeret for at forbedre overfladehårdhed og korrosionsbestandighed.
Præcisionsbearbejdning, korrekt materialevalg og strenge tests er afgørende for at skabe fordelerrør til kølevæske. Disse dele skal levere pålidelig, lækagesikker ydeevne for at beskytte følsom elektronik i væskekølesystemer med høj tæthed, hvilket sikrer optimal drift inden for stramme serverrackbegrænsninger.
Lynkoblinger og fittings: Udfordringen med lækageforebyggelse
I højtydende væskekølesystemer er hver forbindelse et potentielt fejlpunkt. Lynkoblinger skal give hurtige, pålidelige forbindelser, men deres kompleksitet introducerer risici. Selv en mindre lækage kan forårsage katastrofal skade på følsom elektronik, hvilket gør komponentintegritet afgørende.
De mest sårbare komponenter
Den primære udfordring ligger i præcisionen af koblingens interne dele. Hus, ventilkegle og bøsning skal interagere fejlfrit for at sikre en perfekt tætning ved tilslutning og frakobling. Gevindfittings kræver også nøjagtige tolerancer for at forhindre lækager under tryk.
Tætningsgeometri er alt
Designet af tætningsfladerne er afgørende. Uanset om det er et kugle-og-kegle- eller fladfladedesign, skal de sammenføjende overflader være perfekte. Enhver mikroskopisk ufuldkommenhed kan skabe en lækagesti, der kompromitterer hele systemets pålidelighed.

Hemmeligheden bag en lækagesikker kobling er ikke kun design, men også fremstillingspræcision. For enhver CNC-drejet lynkobling skal fokus være på den interne ventilmekanisme, ofte et dry-break design, der forhindrer væsketab under frakobling.
Rollen af schweizisk-type CNC-drejning
For disse små, komplekse dele er schweizisk-type CNC-drejning min foretrukne metode. Den giver enestående stabilitet for lange, slanke komponenter som ventilstempler, hvilket sikrer stram koncentritet og dimensionel nøjagtighed. Denne præcision er afgørende for at skabe de kritiske tætningsgeometrier, der kræves i bearbejdning af væskekølingskoblinger.
Materialevalg og overfladefinish
Materialevalg påvirker både ydeevne og levetid. Vi arbejder ofte med rustfrit stål, messing og PEEK, som hver især tilbyder forskellige fordele. Baseret på vores tests er den endelige overfladefinish på tætningsflader ikke til forhandling.
| Materiale | Vigtig fordel | Fælles ansøgning |
|---|---|---|
| 303/316 rustfrit stål | Modstandsdygtighed over for korrosion | Højtryks-, krævende miljøer |
| Messing | Omkostningseffektiv og bearbejdelig | Generelle kølekredsløb |
| PEEK | Letvægt og kemisk inerthed | Medicinske eller specialiserede elektroniske systemer |
En overfladefinish på Ra 0,4µm eller bedre er afgørende på enhver O-ring Pakdåse6 eller modflade. Denne specifikation, ofte i overensstemmelse med standarder som OCP UQD/BMQC, sikrer, at tætningen kan fungere uden at mikroskopiske lækager udvikler sig over tid.
Præcision i fremstillingen af disse komponenter er altafgørende. Det rigtige materiale, bearbejdet med schweizisk-type drejning til nøjagtige tolerancer og en fejlfri overfladefinish, bestemmer direkte pålideligheden af quick-disconnect fittings i kritiske væskekølesystemer.
CDU-chassis og strukturelle komponenter: Overvejelser ved bearbejdning af store dele
Ved bearbejdning af store strukturelle dele til væskekølesystemer former vigtige beslutninger det endelige produkts integritet. Vi håndterer ofte kabinetpaneler, monteringsplader og rammer, typisk fremstillet af aluminium eller rustfrit stål. En primær overvejelse er valget mellem en svejsekonstruktion og bearbejdning fra en massiv blok.
Svejsekonstruktion vs. bearbejdet fra massiv blok
Dette valg påvirker omkostninger, leveringstid og strukturel ydeevne. En svejsekonstruktion kan være mere materiale-effektiv, men bearbejdning fra massivt materiale giver overlegen stabilitet og præcision, hvilket eliminerer svejseinduceret spænding og deformation.
| Funktion | Svejsekonstruktion | Bearbejdet fra massivt materiale |
|---|---|---|
| Materialeomkostninger | Lavere | Højere |
| Stabilitet | Tilbøjelig til deformation | Fremragende |
| Præcision | God, men begrænset | Høj |
| Gennemløbstid | Kan være længere | Ofte kortere |
Komponentmontering og planhed
Præcise gevindhuller er afgørende for montering af pumper og varmevekslere. At opretholde planhed, ofte specificeret som 0,1 mm over 300 mm, er en betydelig udfordring, der direkte påvirker vores opspændings- og bearbejdningsstrategi.

Debatten mellem svejsekonstruktioner og massiv bearbejdning til strukturelle dele til datacenterafkøling handler ofte om tolerancekrav. Selvom svejsekonstruktioner virker omkostningseffektive, kan de varmepåvirkede zoner introducere uforudsigelig vridning, hvilket gør det svært at opretholde stramme planheds- og positionstolerancer for monteringshuller.
Materialespændingens indvirkning
For store aluminiumsplader, intern Restspænding7 fra fremstillingsprocessen kan være et stort problem. Når vi bearbejder materiale væk, frigives denne spænding, hvilket får delen til at bøje eller vride sig. Dette kompromitterer direkte den krævede planhed. Korrekt opspænding er afgørende, men den kan kun gøre så meget.
Spændingsudligning og opspændingsstrategier
For at modvirke dette anbefaler vi ofte en flertrinsproces. Dette inkluderer grovbearbejdning, efterfulgt af en spændingsudlignende varmebehandling og derefter en afsluttende finbearbejdning. Vores opspændingsteknikker er designet til at klemme delen sikkert uden at introducere nye spændinger, hvilket sikrer, at den endelige komponent til CDU-chassiset opfylder alle geometriske specifikationer. Hos PTSMAKE har vi udviklet metoder, der minimerer deformation under denne kritiske proces.
Bearbejdning af store CDU-konstruktionsdele kræver en omhyggelig balance mellem omkostninger, stabilitet og præcision. Valget mellem en svejsekonstruktion og en massiv blok, kombineret med omhyggelig spændingsstyring og fastspænding, er afgørende for at opnå snævre planhedstolerancer og sikre pålidelig komponentmontage.
Materialevalg til væskekølekomponenter: Kompatibilitet er vigtigt
Valg af de rigtige materialer til væskekølesystemer er afgørende for ydeevne og langsigtet pålidelighed. Hver komponent tjener et særskilt formål, og dens materiale skal vælges derefter. Målet er at balancere termisk ydeevne, strukturel integritet og omkostninger, samtidig med at systemfejl forhindres.
Komponentspecifikke valg
Til koldplader, hvor varmeoverførsel er altafgørende, er kobber den klare vinder på grund af sin høje varmeledningsevne. Til konstruktionsdele som manifolder tilbyder aluminium en god blanding af bearbejdelighed og omkostningseffektivitet.
Materialeoversigt
Nedenfor er en hurtig guide, jeg bruger til indledende valg.
| Komponent | Anbefalet materiale | Vigtige fordele |
|---|---|---|
| Køleplader | Kobber (C110) | Termisk ledningsevne (>380 W/m·K) |
| Manifolder / CDU-dele | Aluminium 6061-T6 | Omkostningseffektiv og bearbejdelig |
| Fittings / Lynkoblinger | 316L rustfrit stål | Modstandsdygtighed over for korrosion |
| Pakninger / Isolatorer | PEEK / PTFE | Kemisk inerti |
Ud over individuel ydeevne er materialeinteraktion inden for kølemiddelkredsløbet afgørende. Et højtydende system kan hurtigt fejle, hvis dets komponenter ikke er kemisk kompatible. Derfor er en holistisk tilgang til CNC-bearbejdningsmaterialer til væskekøling ikke til forhandling i mit arbejde hos PTSMAKE.
Fittings, pakninger og kompatibilitet
Til fittings og lynkoblinger anbefaler jeg 316L rustfrit stål. Det tilbyder fremragende korrosionsbestandighed, især med almindelige vand-glykol kølemidler. Til pakninger og isolatorer er plastmaterialer som PEEK eller PTFE ideelle på grund af deres kemiske inerthed og stabilitet ved forskellige driftstemperaturer.
Håndtering af elektrokemiske reaktioner
Blanding af forskellige metaller, såsom kobber og aluminium, i den samme kølevæskesløjfe er en almindelig fejl. Det skaber en potentialforskel på grund af deres varierende Elektromotorisk kraft8. Dette driver en elektrokemisk reaktion, der nedbryder det mindre ædle metal, hvilket fører til lækager og systemfejl.
| Behandling | Grundmateriale | Formål |
|---|---|---|
| Nikkelbelægning | Kobber | Skab en ikke-reaktiv barriere |
| Anodisering | Aluminium | Forbedr korrosionsbestandighed |
| Passivering | Rustfrit stål | Forbedr overfladestabilitet |
Overfladebehandlinger er en praktisk løsning. Fornikling af kobber eller anodisering af aluminium skaber en beskyttende barriere, hvilket giver dig mulighed for at bruge det bedste materiale til hver opgave uden at risikere korrosion.
Sammenfattende indebærer effektivt materialevalg til væskekøling at matche materialer til deres funktion – som kobber til varmeoverførsel og aluminium til struktur. At sikre elektrokemisk kompatibilitet, ofte gennem beskyttende overfladebehandlinger, er afgørende for at bygge pålidelige, langtidsholdbare systemer.
Krav til tolerance og overfladefinish for lækagefri tætning
I væskekølesystemer handler forebyggelse af lækager om præcision. Det handler ikke kun om designet, men om de mikroskopiske detaljer i de bearbejdede dele. At opnå en perfekt tætning afhænger udelukkende af kontrol med dimensionstolerancer og overfladefinish. Disse faktorer bestemmer, hvor godt to overflader passer sammen.
Nøgledimensionstolerancer
For pålidelig tætning skal specifikke dimensioner holdes inden for snævre tolerancer. O-ringsriller kræver for eksempel præcis dybde og bredde for at sikre korrekt kompression. Hvis en rillen er for dyb, vil O-ringen ikke komprimere nok; for lav, og den kan blive beskadiget.
Almindelige specifikationer
Her er nogle typiske tolerancer, vi arbejder med for væskekølekomponenter hos PTSMAKE.
| Funktion | Typisk tolerance | Formål |
|---|---|---|
| O-ringsrilledybde | ±0,05 mm | Sikrer korrekt O-ringskompression |
| Tætningsfladens planhed | 0,01 mm | Forhindrer mellemrum i metal-mod-metal tætninger |
| Gevindpasningsklasse | 2A/2B Minimum | Garanterer sikre, lækagesikre forbindelser |
Overfladefinishstandarder
Teksturen af en tætningsoverflade er lige så vigtig som dens dimensioner. En ru overflade kan skabe små stier, hvor væske kan undslippe, hvilket fører til lækager over tid.

En almindelig fejl er at antage, at en glattere overflade altid er bedre. Den optimale overfladefinish afhænger af tætningsmetoden. Den rette tekstur hjælper tætningsmaterialet med at tilpasse sig og holde tryk effektivt, hvilket er afgørende for højtydende væskekølesystemer.
Tilpasning af finish til tætningsmetode
Forskellige tætninger kræver forskellige overfladeegenskaber. For eksempel drager en blød kompressionspakning fordel af en lidt ruere overflade (Ra 0,8 μm) at bide sig fast i. Dette skaber en stærkere mekanisk lås og forhindrer pakningen i at glide under tryk eller termisk cykling.
En O-ring kræver dog en glattere notoverflade (Ra 1,6 μm) for at undgå slid under installation og drift. Derimod kræver metal-mod-metal tætninger en usædvanligt glat finish (Ra 0,4 μm) og høj Fladhed9 for at opnå en binding uden pakningsmateriale.
Hvorfor overfladeruhed dikterer lækagehastighed
Overfladeruhed, eller Ra, måler de mikroskopiske toppe og dale på en dels overflade. Disse små ufuldkommenheder kan danne en kontinuerlig lækagesti, hvis de ikke kontrolleres korrekt. Efter at have udført flere tests har vi bekræftet, at en ruere overflade end specificeret direkte øger den potentielle lækagehastighed under tryk.
Dette er grunden til, at inspektionsrapporter fra koordinatmålemaskiner (CMM) ikke bare er papirarbejde. De giver dokumenteret bevis for, at kritiske funktioner som planhed og notdimensioner opfylder tegningen. Hos PTSMAKE leverer vi disse rapporter for at sikre, at vores kunder har fuld tillid til hver enkelt del.
For lækagefri væskekølesystemer ligger succes i detaljerne. Præcis dimensionskontrol og specificerede overfladefinisher er ikke til forhandling. Disse faktorer arbejder sammen om at skabe en pålidelig tætning, der fungerer under tryk og over tid, hvilket forhindrer kostbare fejl.
Lækagetest og kvalitetssikring af kølede serverkomponenter
I AI-datacentre er en komponentfejl ikke blot en defekt; det er en potentiel katastrofe. Derfor er vores kvalitetssikring af kølede serverkomponenter ikke til forhandling. Hver del skal opfylde strenge lækagesikre standarder, før den forlader vores anlæg. Dette kræver en mangefacetteret tilgang.
Vigtige testprotokoller
Vi anvender flere kritiske tests for at validere integriteten. Hver tjener et specifikt formål, fra at detektere mikroskopiske lækager til at sikre, at en komponent kan modstå driftstryk. Dette sikrer robust ydeevne for krævende væskekølesystemer i felten.
| Testtype | Formål | Typisk OEM-krav |
|---|---|---|
| Heliummassespektrometer | Detekterer mikrolækager | <1×10⁻⁶ mbar·L/s |
| Trykfaldstest | Verificerer tætningens integritet over tid | Intet påviseligt tryktab |
| Hydrostatisk trykprøve | Bekræfter strukturel styrke | Modstår 1,5x arbejdstryk |

For OEM'er til AI-datacentre går kvalitetskontrol af CNC-bearbejdede dele langt ud over simple målinger. Det kræver integration af avancerede testprotokoller direkte i produktionsflowet for at garantere pålidelighed. Vi inspicerer ikke kun dele til sidst; vi indbygger kvalitet i hvert trin.
Integration af test i produktionen
Test udføres ved kritiske milepæle. For eksempel udføres indledende kontroller efter bearbejdning for at identificere eventuel materialeporøsitet, før vi investerer tid i samling. De mest strenge tests udføres dog på fuldt samlede komponenter som køleplader, hvilket sikrer, at alle tætninger og samlinger er perfekte.
Prøvetagningsstrategier og validering
Vores tilgang til prøvetagning er risikobaseret. For kritiske komponenter, der direkte håndterer væske, såsom køleplader og quick-disconnects (QD'er), udfører vi 100 % lækagetest. For strukturelle komponenter er en statistisk signifikant AQL-prøveplan tilstrækkelig.
Dette suppleres af CMM- eller Faro Arm-inspektioner. Disse værktøjer validerer kritiske dimensioner, fordi en dimensionsfejl let kan føre til en lækage. For eksempel er den hydrostatiske trykprøve baseret på Pascals princip10 at fordele trykket jævnt, hvilket kan afsløre svagheder, hvis en dels geometri ikke er perfekt.
Effektiv kvalitetssikring for væskekølesystemer kombinerer lækagetest, trykvalidering og præcis dimensionsinspektion. Denne integrerede proces, anvendt gennem hele CNC-produktionen, er afgørende for at levere komponenter, der opfylder den nul-fejl-tolerance, der kræves i nutidens datacentre.
Prototyping vs. produktion: Tilpasning af CNC-proces til volumen
Valg af den rigtige CNC-bearbejdningsmetode er afgørende for at styre omkostninger og tidsplaner. Strategien for at fremstille én prototype er helt anderledes end at fremstille tusind dele. Nøglen er at matche processen med dit krævede volumen, især for komponenter i komplekse samlinger som væskekølesystemer.
Prototypestadiet (1-50 stykker)
For indledende prototyper er hastighed prioriteten. Målet er at få en funktionel del til test så hurtigt som muligt. Vi bearbejder typisk fra en solid blok af materiale ved hjælp af ligetil programmering for at minimere opsætningstid og muliggøre hurtige designændringer.
Fræsning fra massivt materiale
Denne tilgang giver maksimal designfleksibilitet. Vi kan skabe komplekse geometrier til komponenter som en væskekøleplade uden at investere i specialværktøj. Fokus er på at verificere form, pasform og funktion, ikke på at optimere for masseproduktionshastighed.
| Fremgangsmåde | Bedst til | Vigtige fordele |
|---|---|---|
| 3-akset fræsning | Enklere geometrier, hurtigere opsætning | Omkostningseffektiv og hurtig til indledende koncepter |
| 5-akset fræsning | Komplekse kurver og funktioner | Reducerer opsætninger, bearbejder komplekse dele i én arbejdsgang |
Lavvolumenproduktion (50-1.000 Styk)
Når designet er valideret, skifter vi fokus til effektivitet. For disse mængder bliver optimering af fremstillingsprocessen afgørende for at reducere omkostningerne pr. del. Det handler om at finde en balance mellem opsætningstid og bearbejdningshastighed.

Optimering for gentagelighed
På dette stadie går vi fra engangsopsætninger til at skabe gentagelige processer. Vi udvikler dedikerede fiksturer til at holde dele sikkert og konsekvent. Dette reducerer operatørfejl og sikrer, at den 500. del er identisk med den første. Optimering af værktøjsbaner bliver også afgørende for at reducere cyklustiden.
Højvolumenproduktion (1.000+ Styk)
Ved høje volumener ændres strategien fuldstændigt. Målet er at minimere cyklustid og materialespild. Hvert sekund sparet på en enkelt del omsættes til betydelige omkostningsbesparelser over hele produktionsserien. Det er her specialiserede maskiner og alternative processer kommer i spil.
Evaluering af alternative processer
Hos PTSMAKE, når et projekt skalerer, evaluerer vi, om en hybrid tilgang er bedre. For en kompleks væskekølemanifold er bearbejdning fra massivt materiale for langsomt og spildfuldt. I stedet kunne vi foreslå at støbe den næsten færdige form og derefter bruge CNC-bearbejdning til de kritiske funktioner og samlingsflader. Dette etablerede en stabil Dato11 for alle efterfølgende højpræcisionsoperationer.
| Volumen | Primært mål | Almindelige teknikker |
|---|---|---|
| 1 – 50 | Hastighed & Iteration | 3/5-akset fræsning fra massivt materiale |
| 50 – 1.000 | Effektivitet & Gentagelighed | Optimerede værktøjsbaner, specialfremstillede fixturer |
| 1,000+ | Omkostnings- og cyklustidsreduktion | Flerspindellathe, støbning + efterbearbejdning |
At matche din CNC-bearbejdningsproces med produktionsvolumen er afgørende for succes. Prototyping prioriterer hastighed, lavvolumen fokuserer på at skabe gentagelig effektivitet, og højvolumenproduktion kræver dyb optimering for omkostninger og hastighed, ofte ved at inkorporere hybride fremstillingsmetoder for de bedste resultater.
5-akset CNC-bearbejdning til komplekse kølegeometrier
Moderne væskekølesystemer kræver indviklede designs, som traditionel bearbejdning ikke kan producere effektivt. 5-akset CNC-bearbejdning imødekommer direkte dette behov, hvilket muliggør skabelsen af meget komplekse geometrier i en enkelt opsætning. Denne kapacitet er afgørende for at maksimere termisk ydeevne.
Forbedret køleydelse
Funktioner som køleporte med sammensatte vinkler og komplekse interne passager er nøglen. De forbedrer strømningsdynamikken og overfladekontakt. 5-akset bearbejdning gør disse designs mulige, idet den bevæger sig ud over grænserne for 3-aksede metoder og forbedrer komponenteffektiviteten.
Konsolidering af produktionen
Ved at færdiggøre dele i én opspænding reducerer vi opsætningstid og potentiale for fejl. Dette gælder især for køleplader med funktioner på flere sider. Resultatet er bedre nøjagtighed og hurtigere levering af kritiske kølekomponenter.

Hovedbeslutningen for flerakset bearbejdning af kølekomponenter er mellem 3+2 positionering og fuld 5-akset simultanbevægelse. Selvom begge bruger en 5-akset maskine, adskiller deres anvendelser sig markant. At forstå dette hjælper med at retfærdiggøre investeringen i mere avancerede fremstillingsprocesser.
3+2 vs. Fuld 5-akset simultan
3+2-akset bearbejdning, eller positionel bearbejdning, låser emnet i en sammensat vinkel. Maskinen udfører derefter 3-aksede operationer. Dette er fantastisk til boring af vinklede huller eller bearbejdning af lommer på skrå flader. Det er ofte hurtigere og mere omkostningseffektivt for disse specifikke funktioner.
Fuld simultan 5-akset bearbejdning involverer kontinuerlig bevægelse af værktøjet og emnet. Dette er afgørende for at skabe komplekse konturer, underskårne funktioner og glatte, blandede interne passager, der findes i avancerede manifolder. Det eliminerer de skarpe kanter, der efterlades af positionelle strategier, hvilket forbedrer kølevæskestrømmen. Denne proces relaterer direkte til maskinen kinematik12.
Sammenligning af praktisk anvendelse
Baseret på vores tests kan fuld 5-akset bevægelse reducere cyklustider med op til 25% på dele med komplekse buede overflader sammenlignet med flere 3+2 opsætninger. Merprisen er berettiget, når væskedynamik er kritisk.
| Maskintype | Bedst til | Cyklustid | Overfladefinish |
|---|---|---|---|
| 3+2 Positionel | Komplekse vinkelporte, vinklede lommer | Lavere for simple funktioner | God, men med potentielle trinmærker |
| Fuld 5-akset | Blendede interne passager, underskæringer | Højere for simple funktioner | Overlegen, kontinuerlig finish |
5-akset CNC-bearbejdning muliggør komplekse geometrier til højtydende væskekølesystemer. Valget mellem 3+2 og fuld simultan bevægelse afhænger af funktionenes kompleksitet, den krævede overfladefinish og de overordnede ydelsesmål, hvilket retfærdiggør investeringen til kritiske applikationer.
Overfladefinish og efterbehandling for kølekanalers integritet
Efter bearbejdning er arbejdet med en køleplade langt fra slut. Efterbehandlingstrin er ikke valgfri; de er afgørende for pålideligheden af højtydende væskekølesystemer. At forsømme dem kan føre til systemfejl. Disse processer sikrer, at kølemiddelkanaler er rene, glatte og beskyttet mod korrosion.
Vigtigheden af afgratning
Grater er små, skarpe metalstykker, der er tilbage efter bearbejdning. Hvis de løsner sig, kan de tilstoppe smalle kølemiddelkanaler eller beskadige følsomme komponenter som pumper. Korrekt afgratning er afgørende for en ren og pålidelig finish af kølemiddelkanaler.
| Afgratningsmetode | Bedst til | Vigtige overvejelser |
|---|---|---|
| Manual | Simple geometrier, lavt volumen | Arbejdsintensivt, potentiale for inkonsekvens |
| Termisk | Komplekse interne kanaler | Kræver præcis kontrol for at undgå beskadigelse af delen |
| Elektrokemisk | Højpræcision, svært tilgængelige områder | Højere startomkostninger, materialespecifikt |
Endelige rengøringsprotokoller
Selv mikroskopiske rester fra skærevæsker eller rengøringsmidler kan forårsage problemer over tid. Vi implementerer ultralydsrensning som et sidste trin. Denne proces bruger højfrekvente lydbølger til at fjerne forurenende stoffer dybt inde i kølekanalerne, hvilket sikrer, at delen er uberørt før montering.

Korrekt efterbearbejdning har direkte indflydelse på langvarig ydeevne. For dele i væskekølesystemer er overfladebehandlinger afgørende for at forhindre korrosion, som kan forringe termisk effektivitet og forårsage lækager. Den rette behandling afhænger af grundmaterialet og den anvendte kølevæsketype.
Passivering af rustfrit stål
Til komponenter af rustfrit stål anvender vi passivering. Dette er en kemisk proces, der fjerner frit jern fra overfladen. Det forbedrer stålets naturlige korrosionsbestandighed ved at danne et passivt oxidlag. Dette er afgørende for at forhindre rustpartikler i at forurene kølekredsløbet.
Belægning til kobber og aluminium
Ved brug af kobber- eller aluminiumskøleplader, især i systemer med blandede metaller og vand-glykol-kølevæsker, er korrosion en betydelig risiko. Strømløs nikkelbelægning giver en ensartet, beskyttende barriere. Denne belægning forhindrer direkte kontakt mellem kølevæsken og grundmetallet og tilbyder en form for Katodisk beskyttelse13.
| Behandling | Grundmateriale | Primær fordel |
|---|---|---|
| Passivering | Rustfrit stål | Forbedrer naturlig korrosionsbestandighed |
| Elektroløs nikkel | Kobber, aluminium | Skaber en beskyttende barriere, forhindrer galvanisk korrosion |
Vi specificerer belægningstykkelsen omhyggeligt, da den skal være tyk nok til beskyttelse, men ikke så tyk, at den negativt påvirker den termiske ydeevne. Disse detaljer er afgørende for efterbearbejdning af køleplader.
Effektiv efterbehandling, herunder afgratning, passivering og belægning, er afgørende for kølekanalernes integritet. Disse trin forhindrer blokeringer og korrosion, hvilket direkte forbedrer pålideligheden og ydeevnen af væskekølesystemer og sikrer langsigtet driftsstabilitet for det endelige produkt.
Omkostningsdrivere i CNC-bearbejdede væskekølingsdele
At forstå omkostningsdriverne for CNC-bearbejdede væskekølede dele er afgørende for effektiv budgettering. De primære faktorer er materialevalg, bearbejdningskompleksitet og efterbehandlingskrav. Hver beslutning påvirker direkte den endelige pris på dine væskekølesystemer.
Valg af materiale
Materiale udgør en betydelig del af omkostningerne. Aluminium er en almindelig basis på grund af dets gode varmeledningsevne og bearbejdelighed. Kobber tilbyder overlegen ydeevne, men til en højere materiale- og bearbejdningsomkostning.
Sammenligning af materialeomkostninger
| Materiale | Relativ Materialomkostning (Aluminium = 1x) | Termisk ledningsevne (W/mK) | Noter |
|---|---|---|---|
| Aluminium (6061) | 1x | ~167 | Fremragende balance mellem omkostning og ydeevne. |
| Kobber (C110) | 2x - 3x | ~385 | Bedste termiske ydeevne, men tungere. |
| Rustfrit stål (304) | 1,5x - 2x | ~16 | Anvendes til korrosionsbestandighed, ikke ydeevne. |
Bearbejdning og efterbehandling
Enkle designs med borede kanaler er de mest omkostningseffektive. Dog øger komplekse geometrier som mikrokanaler eller 5-aksede manifolder maskintid og værktøjsomkostninger, hvilket direkte påvirker CNC-bearbejdningsomkostningerne for en køleplade.

Lad os dykke dybere ned i, hvordan designvalg påvirker prissætningen af væskekølede dele. Bearbejdningskompleksitet handler ikke kun om formen; det handler om antallet af opsætninger, specialværktøj og operatørtid, der kræves til komponenten.
Indvirkning af designkompleksitet
En simpel køleplade kræver muligvis kun en 3-akset fræser. En manifold med indviklede interne passager kræver dog ofte 5-akset simultanbearbejdning for at opnå den ønskede geometri, hvilket markant øger maskintimerater og programmeringstid.
Bearbejdningskompleksitet vs. Omkostning
| Funktionskompleksitet | Tilgang til bearbejdning | Relativ omkostningspåvirkning |
|---|---|---|
| Enkle borede kanaler | 3-akset CNC-fræsning | Baseline |
| Komplekse interne passager | 3-akset + Flere opsætninger | +50% til +150% |
| Mikrokanal-funktioner | Specialværktøj/proces | +100% til +300% |
| Integrerede Manifolder | 5-akset CNC-fræsning | +200% til +500% |
Design til fremstilling (DFM)
For at styre omkostningerne skal du anvende DFM-principper. Undgå unødvendigt stramme Tolerancering14 hvor det ikke er funktionelt kritisk. Forenkling af interne passager og standardisering af gevindtyper kan også reducere produktionstid og omkostninger. Endelig har produktionsvolumen en stor indvirkning, idet omkostningerne pr. del falder betydeligt, når mængderne stiger på grund af amortisering af opsætningsomkostninger. Hos PTSMAKE guider vi vores partnere gennem disse DFM-valg.
De vigtigste omkostningsdrivere for væskekølesystemer er materiale, bearbejdningskompleksitet og tolerancer. Smarte designvalg og overvejelse af produktionsvolumen er afgørende for at styre dit budget effektivt uden at gå på kompromis med den nødvendige ydeevne af de endelige dele.
Design for fremstilling: Optimering af dine køledelstegninger til CNC
Optimering af dine tegninger til CNC-bearbejdning er afgørende for at skabe effektive væskekølesystemer. Enkle justeringer kan reducere omkostninger og leveringstider betydeligt. Klar DFM for CNC-dele til væskekøling forhindrer fejlfortolkning og sikrer, at den endelige komponent fungerer som tilsigtet. Det handler om at kommunikere effektivt med din produktionspartner.
Generelle DFM-regler for køledele
Undgå skarpe indvendige hjørner, da disse kræver specialværktøj eller -processer. Angiv i stedet en radius, der passer til en standard fræser. Definer også tydeligt gevinddybder og angiv klare referencenflader for nøjagtige opsætninger. Denne klarhed fjerner gætværk under produktionen.
Tætning og Positionstolerancer
Det er afgørende at angive overfladefinishen for tætningsflader separat fra den generelle overfladefinish. Tætningsområder kræver en specifik tekstur for korrekt funktion. Undgå unødvendigt stramme positionstolerancer på ikke-kritiske funktioner, som f.eks. monteringshuller, da dette øger bearbejdningstid og omkostninger uden at tilføre værdi.
| Funktion | Almindelig fejltagelse | DFM's anbefaling |
|---|---|---|
| Indvendige hjørner | 90-graders skarpt hjørne | Angiv en radius (f.eks. 1mm eller større) |
| Tråde | "M4 gevind" | "M4x0.7, 8mm fuld gevinddybde MIN" |
| Tolerancer | ±0.01mm på alle huller | Løsn tolerance på ikke-kritiske huller |

Når man designer en køleplade, er de interne kølemiddelkanaler den mest kritiske funktion. Dit design skal tage højde for værktøjsadgang. Komplekse, snoede stier, som et skæreværktøj fysisk ikke kan nå, er umulige at bearbejde direkte. Vi ser ofte designs, der ser flotte ud i CAD, men som ikke kan fremstilles.
Design af fremstillelige køleplader
En central del af designet for fremstillelighed af en køleplade er at forenkle kølemiddelstien. Overvej, hvordan en fræser vil trænge ind og bevæge sig gennem materialet. Lige kanaler eller blide kurver er altid mere omkostningseffektive. Hvis komplekse stier er nødvendige, kan et modulært design være en bedre tilgang.
Modulære designs og overfladefinisher
At opdele en kompleks køleplade i flere, enklere komponenter, der senere samles, kan være meget effektivt. Denne tilgang forenkler fastspænding og bearbejdningsoperationer for hvert stykke. For tætning af O-ringe eller pakninger er Overfladens ruhed15 afgørende. En specifik, glat finish i rillen forhindrer lækager, og dette krav bør tydeligt angives på tegningen.
| Designelement | Overvejelser | Indvirkning på produktion |
|---|---|---|
| Kølemiddelkanaler | Værktøjsdiameter og længde | Bestemmer gennemførlighed og bearbejdningstid |
| Fastgørelse | Delens kompleksitet og stabilitet | Påvirker opsætningstid og delens nøjagtighed |
| Forsegling af overflader | Overfladekrav (Ra-værdi) | Kritisk for lækagesikker ydeevne |
Optimering af dine tegninger med DFM-principper er afgørende for succesfulde væskekølede dele. Ved at specificere hjørneradier, klare referencer og passende tolerancer strømliner du produktionen. For køleplader sikrer fokus på værktøjsadgang og smarte overfladekrav funktionalitet og omkostningseffektivitet.
Luftfart vs. Datacenter: Hvad væskekølingsbearbejdning kan lære af hinanden
Selvom de tilsyneladende er verdener fra hinanden, deler væskekølesystemer inden for rumfart og datacentre en kerneafhængighed af præcisionsbearbejdning. Det ene felt beskytter kritiske flysystemer, mens det andet muliggør AI-revolutionen. Alligevel afviger deres produktionsprioriteter markant.
Kernekravsdivergens
Luftfart kræver absolut, dokumenteret pålidelighed. Datacentre prioriterer derimod hurtig skalerbarhed og omkostningseffektivitet. At forstå disse forskelle er afgørende for at optimere produktionen for begge.
| Industri | Primært fokus | Den vigtigste udfordring |
|---|---|---|
| Luft- og rumfart | Pålidelighed og sikkerhed | Ekstreme miljøer |
| Datacenter | Skalerbarhed & Omkostninger | Hurtige teknologicyklusser |
Begge sektorer mødes om ét ufravigeligt punkt: lækagetæthed. En fejl i begge miljøer er katastrofal.

Kontrasten i produktionsstandarder bliver tydelig, når man ser på detaljerne. Hver sektor har unikke krav, der former hele produktionsprocessen, fra materialevalg til slutinspektion.
Luftfart: Guldstandarden
For bearbejdning af væskekøling til luftfart er MIL-spec standarder loven. Dette involverer omfattende dokumentation for materialesporbarhed og procesvalidering. Vi arbejder ofte med eksotiske legeringer valgt for deres styrke-til-vægt-forhold og modstandsdygtighed over for ekstreme temperaturer. Tænk på avionik-køleplader, der skal fungere fejlfrit i 30.000 fods højde.
Datacenter: Effektivitetsmotoren
I modsætning hertil er produktionsstandarder for datacenterkøling drevet af omkostninger og hastighed. Materialer er typisk aluminiumslegeringer, optimeret til termisk ledningsevne og nem fremstilling. Målet er at producere pålidelige, lækagesikre systemer i massiv skala, med designs der hurtigt kan gentages for at matche ny serverhardware. Vi har fundet, at materialer skal have ensartede, Isotropisk16 egenskaber for at håndtere termisk udvidelse konsekvent på tværs af tusindvis af enheder.
| Aspekt | Luftfartsstandarder | Datacenterstandarder |
|---|---|---|
| Materiale | Eksotiske legeringer (f.eks. Inconel) | Aluminium (f.eks. 6061) |
| Dokumentation | Omfattende (MIL-STD) | Lean (Intern QA) |
| Iterationshastighed | Langsom, metodisk | Hurtig, agil |
| Fokus på omkostninger | Ydeevne frem for pris | Omkostning pr. enhed er kritisk |
Hos PTSMAKE giver vores erfaring inden for begge felter en unik fordel. Vi anvender præcision på luftfartsniveau til datacentreprojekter og bringer indsigt i omkostningseffektivitet til vores arbejde inden for luftfart.
Selvom luftfart kræver robusthed og MIL-spec-overholdelse, og datacentre har brug for omkostningseffektiv skalerbarhed, er begge afhængige af præcisionsbearbejdning til lækagesikre væskekølesystemer. Dette fælles fundament af pålidelighed er, hvor vores ekspertise leverer værdi på tværs af industrier.
Fremtidige tendenser: Koldplade-miniatyrisering, tofaset køling og indlejret mikrofluidik
Fremtiden for termisk styring skrumper. Vi bevæger os væk fra traditionelle, omfangsrige koldplader mod stærkt integrerede løsninger. Denne udvikling er drevet af den intense varme, der genereres af næste generations AI- og højtydende computerchips, hvilket kræver mere effektiv varmeafledning.
Vigtige evolutionære trin
Industriens retning er klar. Vi ser et skub mod tofaset køling for højere effektivitet og indlejret mikrofluidik til direkte-til-chip termisk styring. Disse skift kræver en komplet gentænkning af fremstillingsprocesser for at opnå den nødvendige kompleksitet og præcision.
| Køleteknologi | Nuværende tilstand | Fremtidig retning |
|---|---|---|
| Formfaktor | Eksterne koldplader | Indlejrede mikrokanaler |
| Afkølingsmetode | Enfaset (væske) | Tofaset (fordampende) |
| Integration | Systemniveau | Chip-substratniveau |

Den næste bølge af væskekølesystemer vil blive defineret af deres produktionskompleksitet. Tofaset køling er for eksempel afhængig af indviklede interne kanalgeometrier for at styre væske-til-damp-overgangen effektivt. Enhver overfladefejl eller dimensionsfejl kan forstyrre denne sarte proces og føre til systemfejl.
Produktion til morgendagens køling
Det er her, præcision bliver altafgørende. Respekteret forskning, som den fra Microsoft om Mikrofluidik17, peger mod kølekanaler indlejret direkte i chipsubstrater. Disse funktioner er ofte mindre end 100 mikrometer. Baseret på vores samarbejde med kunder inden for dette område er det en stor udfordring at opnå sådanne designs konsekvent.
Nyere additive teknikker, som Fabric8Labs’ ECAM, viser potentiale for at skabe komplekse køleplader. CNC-bearbejdning er dog den kritiske broteknologi. Den leverer de ±0,005 mm tolerancer, der kræves til nutidens avancerede prototyper, samtidig med at den er tilpasningsdygtig nok til at bearbejde forme og værktøj til morgendagens integrerede køleløsninger.
| Fremtidig tendens | Konsekvenser for produktionen | CNC-bearbejdningens rolle |
|---|---|---|
| To-faset køling | Lækagesikre, komplekse interne kanaler | Prototyping, endelig bearbejdning |
| Indlejret mikrofluidik | Fremstilling af kanaler under 100 µm | Højpræcisionsværktøj, direkte bearbejdning |
| Chassisintegration | Stramt tolererede, tilpassede stier | Skabelse af pålidelige grænseflader |
Fremtidige væskekølesystemer afhænger af produktionsinnovation. Miniaturisering, tofasede designs og indlejrede kanaler kræver hidtil uset præcision. CNC-bearbejdning er den grundlæggende teknologi, der muliggør udvikling og produktion af disse næste generations termiske styringsløsninger.

Forståelse af dette væskedynamiske princip er afgørende for at designe højtydende væskekølesystemer til maksimal varmeafledning. ↩
Forståelse af dette hjælper med at forhindre materialespænding og lækager i komponenter under termisk cykling. ↩
Forståelse af denne elektrokemiske proces er afgørende for at forhindre for tidlig svigt i væskekølesystemer med blandede metaller. ↩
Forståelse af varmeflux hjælper med at designe effektive termiske løsninger til højtydende elektronik. ↩
Opdag hvordan denne elektrokemiske proces forbedrer overfladeegenskaberne for bedre holdbarhed. ↩
Forståelse af pakningsdesign er afgørende for at sikre korrekt O-rings kompression og forhindre tætningssvigt i højtryksapplikationer. ↩
Forståelse af dette koncept hjælper med at forhindre deformation af dele og sikrer langsigtet stabilitet i præcisionssamlinger. ↩
Forståelse af dette koncept hjælper med at forudsige og forhindre materialekorrosion, når forskellige metaller anvendes i et væskesystem. ↩
Forstå hvordan denne geometriske kontrol måles og dens vitale rolle i højtryksforseglingsapplikationer. ↩
Forstå den grundlæggende fysik, der validerer hydrostatisk tryktestning for komponentintegritet. ↩
Forståelse af datums sikrer, at designintentionen opretholdes fra prototype til produktion. ↩
Forståelse af maskinkinematik hjælper med at optimere værktøjsbaner for bedre overfladefinish og reduceret bearbejdningstid. ↩
Forståelse af dette princip hjælper med at vælge belægninger, der forhindrer korrosiv svigt i multimetalsystemer. ↩
Udforsk, hvordan præcis tolerancestyring sikrer komponentpasform og funktion, samtidig med at det påvirker produktionsomkostningerne. ↩
Lær, hvordan kontrol af overfladetekstur er afgørende for at forhindre lækager og sikre pålideligheden af dine væskekølesystemer. ↩
Lær, hvordan denne egenskab sikrer materialestabilitet under termisk stress og forhindrer komponentfejl. ↩
Forståelse af mikrofluidik er nøglen til at fatte, hvordan væskedynamik på mikrometerskala vil omdefinere termisk styring. ↩






