

Stoßen die GPUs Ihrer KI-Server schneller an thermische Grenzen, als Ihre Kühllösung mithalten kann? Da H100s 1000W erreichen und B200s noch höher steigen, reichen handelsübliche Kühlkörper einfach nicht mehr aus. Ein Leck, eine verzogene Kühlplatte, und Ihr gesamtes Rack fällt aus.
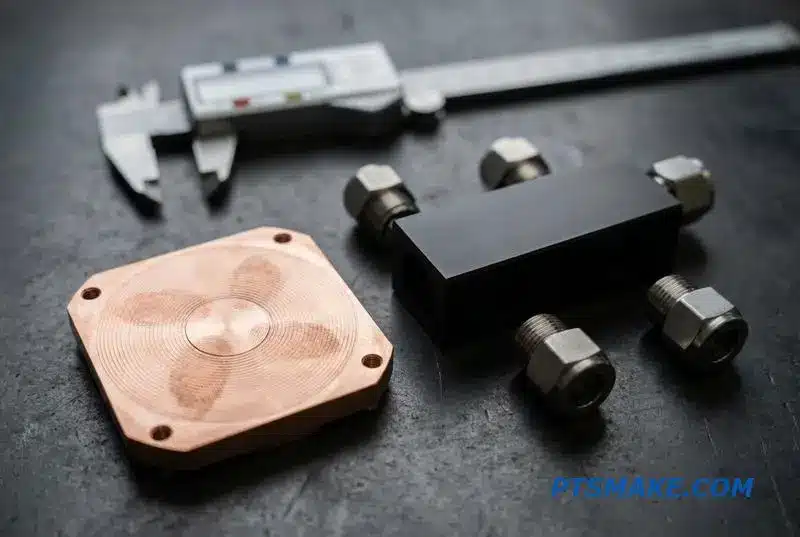
Die CNC-Bearbeitung ist die Fertigungsmethode, die die Präzisionskühlplatten, Verteiler und Schnellkupplungen herstellt, die KI-Server für eine zuverlässige Flüssigkeitskühlung benötigen. Sie liefert die engen Toleranzen (±0,01 mm), Mikrokanalstrukturen und leckagefreien Dichtflächen, die die Direkt-Chip-Kühlung erfordert.

In diesem Leitfaden führe ich Sie durch jedes CNC-gefräste Teil innerhalb eines KI-Server-Kühlkreislaufs. Vom Design der Kühlplattenkanäle über Lecktests, Materialauswahl und Kostentreiber erhalten Sie die praktischen Details, um Teile zu spezifizieren, die auf Anhieb funktionieren.
Warum KI-Server eine neue Klasse von Kühllösungen erfordern
Die neueste Generation von KI-Prozessoren überschreitet thermische Grenzen, die traditionelle Methoden nicht mehr bewältigen können. Wir haben es jetzt mit GPUs zu tun, die immense Wärme erzeugen, was eine effektive Kühlung zu einer primären Designherausforderung macht. Standardmäßige, handelsübliche Lösungen können sichere Betriebstemperaturen einfach nicht mehr aufrechterhalten.
Die steigende thermische Herausforderung
Moderne GPUs, wie NVIDIAs GB200, erzeugen Wärmelasten von über 1000W pro Chip. Diese intensive Leistungsdichte überfordert herkömmliche Luftkühlsysteme. Infolgedessen stellen Hyperscale-Rechenzentren schnell auf robustere Flüssigkeitskühlsysteme um, um diese thermische Realität effektiv zu bewältigen.
| GPU-Modell | Thermische Verlustleistung (TDP) |
|---|---|
| NVIDIA H100 | 700W |
| NVIDIA B200 | 1000W |
| AMD MI300X | 750W |
| NVIDIA GB200 NVL72 | ~120kW/Rack |
Warum traditionelle Kühlung versagt
Standardkühlkörper sind für geringere thermische Lasten ausgelegt. Es fehlt ihnen an Oberfläche und Materialeigenschaften, um über 1000W von einer so kleinen Grundfläche abzuleiten. Diese Unzulänglichkeit birgt das Risiko von thermischem Throttling, Leistungsabfall und letztendlich Hardwareausfällen in fortschrittlichen KI-Servern.

Der Übergang zu Flüssigkeitskühlsystemen ist nicht nur ein Trend; er ist eine Notwendigkeit für Hochleistungs-KI. Dieser Übergang führt jedoch zu neuen Fertigungskomplexitäten. Die beteiligten Komponenten, wie Kühlplatten und Verteiler, erfordern ein Präzisionsniveau, das die traditionelle Fertigung nicht konstant liefern kann.
Die Rolle der Präzisionsfertigung
Ein effektives thermisches Management von KI-GPUs basiert auf Komponenten mit komplexen internen Kanälen und extrem engen Toleranzen. Diese Merkmale sind entscheidend, um den Oberflächenkontakt des Kühlmittels zu maximieren und einen leckagefreien Betrieb unter hohem Druck zu gewährleisten. Hier wird die fortschrittliche Fertigung entscheidend für den Erfolg.
Material- und geometrische Komplexität
Flüssigkeitskühlungs-Hardware verwendet oft Materialien wie Kupfer wegen seiner ausgezeichneten Wärmeleitfähigkeit. Die Herausforderung besteht darin, komplexe interne Geometrien zu schaffen, die turbulente Strömung1, die den Wärmeübergang im Vergleich zu glatter, laminarer Strömung erheblich verbessert. Die Realisierung dieser Designs erfordert Submillimeter-Präzision.
| Methode der Kühlung | Wärmeabgabekapazität | Komplexität der Fertigung |
|---|---|---|
| Luftkühlung | Niedrig bis mittel | Niedrig |
| Flüssigkeitskühlung | Hoch | Hoch |
Bei PTSMAKE haben wir festgestellt, dass die CNC-Bearbeitung die einzige Methode ist, die die notwendige Kontrolle bietet, um diese Komponenten zuverlässig herzustellen. Sie ermöglicht es uns, maßgeschneiderte Kühlplatten und Verteiler zu entwickeln, die die genauen Spezifikationen für die Kühlung von KI-Beschleunigern der nächsten Generation erfüllen.
Die extreme Hitze moderner KI-Server macht fortschrittliche Flüssigkeitskühlsysteme unerlässlich. Standardlösungen sind unzureichend, wodurch die Präzisions-CNC-Bearbeitung zum entscheidenden Fertigungspartner für die Entwicklung effektiver Wärmemanagement-Hardware wird, die unter anspruchsvollen Bedingungen zuverlässig funktioniert.
Anatomie eines flüssigkeitsgekühlten KI-Servers: Wo CNC-Teile passen
Die unglaubliche Leistung von KI-Servern geht mit einem massiven Hitzeproblem einher. Die direkte Chip-Flüssigkeitskühlung ist kein Luxus mehr, sondern eine Notwendigkeit. Ich sehe diese Systeme als komplexe Netzwerke, in denen die Präzision jeder Komponente entscheidend für Leistung und Zuverlässigkeit ist. Es geht nicht nur um die Verrohrung.
Die Komponentenkarte
Stellen Sie sich einen Flüssigkeitskühlkreislauf wie das Wassersystem einer Stadt vor. Kühlmittel muss von einer zentralen Verteilungseinheit (CDU) zu jeder Wärmequelle (GPU/CPU) und wieder zurückfließen, ohne einen einzigen Tropfen zu verlieren. Die CNC-Bearbeitung schafft die hochpräzise Infrastruktur für diese Reise.
Wichtige bearbeitete Teile
Hier ist eine Aufschlüsselung der wesentlichen CNC-Teile in einem typischen Kreislauf. Jedes erfordert einen spezifischen Fertigungsansatz, um sicherzustellen, dass das gesamte System unter intensiven thermischen Belastungen einwandfrei funktioniert.
| Komponente | Funktion | Warum CNC-Bearbeitung entscheidend ist |
|---|---|---|
| Kühlplatten | Übertragen Wärme von GPU/CPU an das Kühlmittel | Perfekte Ebenheit für thermischen Kontakt |
| Verteiler | Verteilen Kühlmittel an mehrere Kühlplatten | Komplexe interne Kanäle, leckagesichere Anschlüsse |
| Kupplungen | Ermöglichen den Hot-Swap von Server-Blades | Enge Toleranzen für sichere, tropffreie Dichtungen |
| Armaturen & Anschlüsse | Verbinden Schläuche mit Komponenten | Präzise Gewinde und Dichtflächen |

Präzision an jedem Punkt
Die Anforderung an Perfektion in Flüssigkeitskühlsystemen ist absolut. Ein mikroskopisch kleines Leck oder eine schlecht sitzende Kühlplatte kann zu einem katastrophalen Hardware-Ausfall führen. Hier wird der Wert der Präzisions-CNC-Bearbeitung deutlich, die über die einfache Teilefertigung hinausgeht und systemweite Zuverlässigkeit ermöglicht.
Kühlplatten: Das Herz der Wärmeübertragung
Die Kühlplatte ist die kritischste Komponente. Sie sitzt direkt auf dem Prozessor. Wir bearbeiten diese oft aus Kupfer wegen seiner ausgezeichneten Wärmeleitfähigkeit. Die internen Mikrokanäle, die die Oberfläche für den Wärmeaustausch maximieren, erfordern eine unglaublich präzise Fräsung, um einen optimalen Kühlmittelfluss und -druck zu gewährleisten.
Verteiler und Kupplungen: Die Flussregler
Kühlmittelverteiler sind das zentrale Nervensystem des Systems. Sie leiten den Fluss effizient und müssen perfekt abgedichtet sein. Das Gleiche gilt für Schnellverschlusskupplungen. Bei PTSMAKE konzentrieren wir uns auf makellose Oberflächengüten und Maßgenauigkeit, um leckagefreie Verbindungen zu gewährleisten, selbst nach Hunderten von Zyklen.
Materialintegrität und thermische Spannung
Wenn eine Kühlplatte eine Kupferbasis und eine Aluminiumoberseite verwendet, können ihre unterschiedlichen Ausdehnungsraten unter Hitze Spannung verursachen. Das Verständnis der Wärmeausdehnungskoeffizient2 ist entscheidend. Richtiges Design und Bearbeitung verhindern Materialermüdung und potenzielle Lecks über die Lebensdauer des Servers.
| Teil Merkmal | Anforderungen an die Bearbeitung | Auswirkungen des Scheiterns |
|---|---|---|
| Ebenheit der Kühlplatte | Toleranz < 0,01 mm | Schlechte Wärmeübertragung, CPU-Überhitzung |
| Abdichtung der Verteileranschlüsse | Oberflächengüte Ra < 0,8 μm | Kühlmittelleckage, Systemkurzschluss |
| Kupplungs-O-Ring-Nut | Maßgenauigkeit ±0,02 mm | Dichtungsversagen, Anschluss tropft |
In Flüssigkeitskühlsystemen für KI-Server ist Präzision nicht nur ein Ziel; sie ist eine grundlegende Anforderung. CNC-Bearbeitung stellt sicher, dass jede Komponente, von der Kühlplatte bis zum kleinsten Fitting, die extremen Toleranzen erfüllt, die für einen zuverlässigen, leckagefreien Betrieb in anspruchsvollen Computerumgebungen erforderlich sind.
Kühlplatten: Die thermische Schnittstelle, die über Leistung entscheidet
Eine Kühlplatte ist das Herzstück jedes Hochleistungs-Flüssigkeitskühlsystems. Sie ist die kritische Komponente, die Wärme von einer Quelle, wie einer CPU, an das Kühlmittel überträgt. Ihr Design und ihre Fertigungspräzision bestimmen direkt die Gesamteffizienz des Systems. Eine schlecht gefertigte Platte kann die Leistung vollständig beeinträchtigen.
Gängige Kühlplattendesigns
Es gibt mehrere Kerndesigns, jedes mit spezifischen Anwendungen. Die Wahl hängt von der thermischen Last, den Druckabfallanforderungen und den Kosten ab. Serpentinenkanäle sind einfach, während Mikrokanäle eine maximale Oberfläche für extremen Wärmestrom bieten.
| Entwurf Typ | Am besten für | Schlüsselmerkmal |
|---|---|---|
| Serpentinenkanal | Niedrige bis moderate Wärmelasten | Einfache, kostengünstige Bearbeitung |
| Gebohrte Platte | Hochdruckanwendungen | Hohe strukturelle Integrität |
| Microchannel | Hohe Wärmestromdichte | Maximierte Oberfläche |
| Gelötete Rippe | Komplexe thermische Anforderungen | Hohe thermische Leistung |

Materialauswahl und Präzision
Die Wahl des richtigen Materials ist ein Gleichgewicht aus thermischer Leistung und Systemkompatibilität. Während C1100-Kupfer eine überlegene Wärmeleitfähigkeit bietet, ist 6061-Aluminium leichter und kostengünstiger. Chromkupfer (C18150) bietet einen Mittelweg mit guter Leitfähigkeit und besserer Festigkeit.
Das Mischen von Metallen wie Kupfer und Aluminium in einem Kreislauf ohne geeignete Inhibitoren kann jedoch zu Galvanische Korrosion3, führen, was das System mit der Zeit beeinträchtigt. Bei PTSMAKE führen wir Kunden durch diese Kompromisse, um die langfristige Zuverlässigkeit ihrer Flüssigkeitskühlsysteme zu gewährleisten.
| Material | Wärmeleitfähigkeit (W/mK) | Hauptvorteil |
|---|---|---|
| 6061 Aluminium | ~167 | Leichtgewichtig, kosteneffizient |
| C1100 Kupfer | ~385 | Hervorragende Wärmeübertragung |
| C18150 Chromkupfer | ~320 | Hohe Festigkeit, gute Leitfähigkeit |
Die Bedeutung enger Toleranzen
Präzision ist bei einer CNC-gefrästen Kühlplatte nicht verhandelbar. Wir halten allgemeine Toleranzen typischerweise bei ±0,05 mm ein. Die kritischen Dichtflächen werden jedoch auf ±0,01 mm bearbeitet, um Lecks zu verhindern. Die Kontaktfläche erfordert eine Oberflächengüte von Ra 0,8 µm oder besser für eine optimale Wärmeübertragung.
Eine Hochleistungs-Kühlplatte hängt von drei Faktoren ab: dem richtigen Design, der korrekten Materialwahl für thermische und chemische Kompatibilität und einer exakten CNC-Bearbeitungspräzision. Die Vernachlässigung eines dieser Elemente beeinträchtigt die Effektivität und Zuverlässigkeit des gesamten Flüssigkeitskühlsystems.
Mikrokanal-Kühlplattenbearbeitung: Wenn Standardkanäle nicht ausreichen
Da KI-Chips immer leistungsfähiger werden, erzeugen sie immense Wärme. Standard-Flüssigkeitskühlsysteme stoßen an ihre Grenzen. Hier kommen Mikrokanal-Kühlplatten ins Spiel. Sie bieten eine wesentlich größere Oberfläche für die Wärmeübertragung, was für diese Hochleistungsanwendungen entscheidend ist.
Der Aufstieg der Mikrokanäle
Herkömmliche Kanäle sind einfach nicht mehr effizient genug. Um moderne Elektronik effektiv zu kühlen, müssen wir unglaublich kleine und tiefe Kanäle bearbeiten. Dies ermöglicht eine überragende Leistung in kompakten Flüssigkeitskühlsystemen und hält empfindliche Komponenten innerhalb ihrer idealen Betriebstemperaturen.
Wichtige Hürden bei der Bearbeitung
Die Bearbeitung dieser Merkmale ist nicht einfach. Wir haben es oft mit Lamellenzwischenräumen zwischen 0,3 mm und 0,8 mm zu tun. Die eigentliche Herausforderung besteht darin, hohe Seitenverhältnisse – das Verhältnis von Lamellenhöhe zu -breite – zu erreichen, die oft zwischen 8:1 und 15:1 liegen.

Die Nachfrage nach kundenspezifischen Mikrokanal-Kühlplatten wird durch die intensive Wärmestrom4 neuer KI-Prozessoren angetrieben. Die erfolgreiche Bearbeitung dieser Teile erfordert spezielle Werkzeuge und eine sehr stabile Einrichtung. Wir setzen auf Mikrofräser, Hochgeschwindigkeitsspindeln und extrem steife CNC-Maschinen, um Werkzeugbruch zu verhindern und die Genauigkeit zu gewährleisten.
Vergleich der Fertigungsmethoden
Während die CNC-Bearbeitung eine primäre Methode ist, gibt es auch andere Optionen. Jede hat ihren eigenen Platz, abhängig von den spezifischen Anforderungen des Projekts. Für meine Kunden bei PTSMAKE ist die Wahl des richtigen Verfahrens ein wichtiger Bestandteil der Designberatung.
| Methode | Präzision & Seitenverhältnis | Material-Optionen | Am besten für |
|---|---|---|---|
| CNC-Bearbeitung | Hoch, gut für Verhältnisse bis zu 15:1 | Kupfer, Aluminium | Prototypen, mittleres Volumen |
| Skiving | Sehr hohe Lamellen, begrenzte Komplexität | Kupfer, Aluminium | Hohes Volumen, einfache Designs |
| Ätzen | Ultrafeine Merkmale, geringere Tiefe | Silizium, Kupfer | Massenproduktion, MEMS |
| 3D-Druck (DMLS) | Komplexe Geometrien, geringere thermische Leistung | Kupfer-Legierungen | Komplexe Prototypen, konturnahe Kühlung |
Während das Ätzen feinere Merkmale erzeugen kann, bleibt die CNC-Bearbeitung die praktischste und kostengünstigste Lösung für die Prototypenentwicklung und die Produktion von kundenspezifischen Flüssigkeitskühlsystemen in mittleren Stückzahlen. Sie bietet die beste Balance aus Geschwindigkeit und Präzision.
Die Bearbeitung von Mikrokanal-Kühlplatten ist anspruchsvoll, aber unerlässlich für Hochleistungselektronik. Die CNC-Bearbeitung bietet eine ausgewogene Lösung für die Prototypenentwicklung und die Produktion in mittlerem Maßstab und liefert die Präzision, die für ein effektives Wärmemanagement in modernen Flüssigkeitskühlsystemen erforderlich ist.
Kühlmittelverteiler: Präzise Durchflussregelung in einem engen Rack
In modernen Rechenzentren ist die Wärmeregulierung in dicht gepackten Racks eine große Herausforderung. Kühlmittelverteiler sind kritische Komponenten in Flüssigkeitskühlsystemen, die sicherstellen, dass jeder Server genau den benötigten Durchfluss erhält. Ohne sie kann ein System leicht überhitzen, was zu Leistungsverlusten oder Hardwareausfällen führen kann.
Wichtige Designüberlegungen
Das Design dieser Verteiler wirkt sich direkt auf die Zuverlässigkeit des gesamten Kühlkreislaufs aus. Wir konzentrieren uns auf eine Leitungsführung, die den Druckabfall minimiert und gleichzeitig die Durchflussverteilung maximiert. Jeder Anschluss, Kanal und Verbindungspunkt muss perfekt ausgeführt sein, um Lecks zu verhindern und ein konsistentes Wärmemanagement im gesamten Rack zu gewährleisten.
Materialauswahl
Die Wahl des richtigen Materials ist ein Kompromiss zwischen Leistung und Kosten. Jede Option bietet spezifische Vorteile für bestimmte Umgebungen innerhalb von Flüssigkeitskühlsystemen.
| Material | Hauptnutzen | Gemeinsame Bewerbung |
|---|---|---|
| 6061-T6-Aluminium | Leicht, gute Wärmeleitfähigkeit | Allzweck, gewichtsempfindliche Designs |
| 304/316L Edelstahl | Ausgezeichnete Korrosionsbeständigkeit | Systeme mit aggressiven Kühlmitteln |

Die Herstellung eines zuverlässigen Kühlmittelverteilers erfordert mehr als nur das Befolgen eines Bauplans. Die Details des Bearbeitungsprozesses für Flüssigkeitskühlungsverteiler sind es, die ein funktionales Teil von einem makellosen unterscheiden. Präzision ist nicht nur ein Ziel; sie ist eine grundlegende Anforderung für diese kritischen Komponenten.
Anforderungen an die Präzisionsbearbeitung
Komplexe interne Kanäle erfordern oft eine Mehrachsenbohrung, um sich kreuzende Querbohrungen ohne Grate zu erzeugen, die den Durchfluss behindern könnten. O-Ring-Nuten benötigen eine spezifische Oberflächengüte, um eine perfekte Abdichtung zu gewährleisten. Eine unsachgemäße Oberflächengüte kann langsame Lecks verursachen, die in einer Server-Rack-Umgebung katastrophal sind. Wir verwalten auch enge Gewindetoleranzen für Standards wie NPT, UNF und ISO.
| Merkmal | Kritische Toleranz | Grund für Präzision |
|---|---|---|
| Anschlussmittelpunktposition | ±0,1 mm | Rack-Ebene Blindsteck-Ausrichtung |
| O-Ring-Nut Oberflächengüte | 1.6-3.2 μm Ra | Verhindert Flüssigkeitslecks unter Druck |
| Gewindeform | Gemäß NPT/UNF/ISO-Normen | Garantiert sichere, leckagefreie Anschlussverbindungen |
Blindsteck-Designs und Tests
In großtechnischen Systemen, die OCP-Standards folgen, sind Blindsteck-Verteiler üblich. Das bedeutet, dass die Verbindungen ohne visuelle Bestätigung perfekt ausgerichtet sein müssen. Deshalb sind die Positionstoleranzen so eng. Nach der Bearbeitung führen wir strenge Druckprüfungen durch, typischerweise bei 10-15 bar, um eine Leckrate unter 0,1 cm³/min zu gewährleisten. Für Aluminiumteile wird oft ein Prozess wie Eloxierung5 wird oft spezifiziert, um die Oberflächenhärte und Korrosionsbeständigkeit zu verbessern.
Präzisionsbearbeitung, korrekte Materialauswahl und strenge Tests sind unerlässlich für die Herstellung von Kühlmittelverteilern. Diese Teile müssen eine zuverlässige, leckagefreie Leistung liefern, um empfindliche Elektronik in hochdichten Flüssigkeitskühlsystemen zu schützen und einen optimalen Betrieb innerhalb enger Server-Rack-Beschränkungen zu gewährleisten.
Schnellkupplungen und Anschlüsse: Die Herausforderung der Leckagevermeidung
In Hochleistungs-Flüssigkeitskühlsystemen ist jede Verbindung eine potenzielle Fehlerquelle. Schnellkupplungen müssen schnelle, zuverlässige Verbindungen bieten, aber ihre Komplexität birgt Risiken. Selbst ein kleines Leck kann katastrophale Schäden an empfindlicher Elektronik verursachen, wodurch die Komponentenintegrität unerlässlich wird.
Die anfälligsten Komponenten
Die größte Herausforderung liegt in der Präzision der internen Teile der Kupplung. Das Gehäuse, der Ventilkegel und die Hülse müssen einwandfrei zusammenwirken, um eine perfekte Abdichtung beim Verbinden und Trennen zu gewährleisten. Gewindefittings erfordern ebenfalls exakte Toleranzen, um Lecks unter Druck zu verhindern.
Dichtungsgeometrie ist alles
Das Design der Dichtflächen ist entscheidend. Ob es sich um ein Kugel-Kegel- oder Flachdichtungsdesign handelt, die Passflächen müssen perfekt sein. Jede mikroskopische Unvollkommenheit kann einen Leckpfad erzeugen, wodurch die Zuverlässigkeit des gesamten Systems beeinträchtigt wird.

Das Geheimnis einer leckagefreien Kupplung liegt nicht nur im Design, sondern in der Fertigungspräzision. Bei jeder CNC-gedrehten Schnellkupplung muss der Fokus auf dem internen Ventilmechanismus liegen, oft einem Dry-Break-Design, das Flüssigkeitsverlust während des Trennens verhindert.
Die Rolle des Langdrehens (Swiss-Type CNC Turning)
Für diese kleinen, komplexen Teile ist das Langdrehen (Swiss-Type CNC Turning) meine bevorzugte Methode. Es bietet außergewöhnliche Stabilität für lange, schlanke Komponenten wie Ventilstößel und gewährleistet eine hohe Rundlaufgenauigkeit und Maßhaltigkeit. Diese Präzision ist entscheidend für die Schaffung der kritischen Dichtungsgeometrien, die bei der Bearbeitung von Flüssigkeitskühlkupplungen erforderlich sind.
Materialauswahl und Oberflächengüte
Die Materialwahl beeinflusst sowohl die Leistung als auch die Langlebigkeit. Wir arbeiten oft mit Edelstahl, Messing und PEEK, die jeweils unterschiedliche Vorteile bieten. Basierend auf unseren Tests ist die endgültige Oberflächengüte auf Dichtflächen nicht verhandelbar.
| Material | Hauptvorteil | Gemeinsame Bewerbung |
|---|---|---|
| 303/316 SS | Korrosionsbeständigkeit | Hochdruck-, anspruchsvolle Umgebungen |
| Messing | Kostengünstig & bearbeitbar | Allzweck-Kühlkreisläufe |
| PEEK | Leicht & chemisch inert | Medizinische oder spezialisierte elektronische Systeme |
Eine Oberflächengüte von Ra 0,4 µm oder besser ist bei jedem O-Ring unerlässlich Nut6 oder Gegenfläche. Diese Spezifikation, oft an Standards wie OCP UQD/BMQC ausgerichtet, stellt sicher, dass die Dichtung ohne die Entwicklung mikroskopischer Lecks über die Zeit funktionieren kann.
Präzision bei der Herstellung dieser Komponenten ist von größter Bedeutung. Das richtige Material, mit Langdrehen (Swiss-Type Turning) auf exakte Toleranzen und eine makellose Oberflächengüte bearbeitet, bestimmt direkt die Zuverlässigkeit von Schnellkupplungen in kritischen Flüssigkeitskühlsystemen.
CDU-Gehäuse und Strukturkomponenten: Überlegungen zur Bearbeitung großer Teile
Bei der Bearbeitung großer Strukturteile für Flüssigkeitskühlsysteme prägen wichtige Entscheidungen die Integrität des Endprodukts. Wir bearbeiten oft Gehäuseplatten, Montageplatten und Rahmen, typischerweise aus Aluminium oder Edelstahl. Eine primäre Überlegung ist die Wahl zwischen einer Schweißkonstruktion und der Bearbeitung aus einem massiven Block.
Schweißkonstruktion vs. aus dem Vollen gefräst
Diese Wahl beeinflusst Kosten, Lieferzeit und strukturelle Leistung. Eine Schweißkonstruktion kann materialeffizienter sein, aber die Bearbeitung aus dem Vollen bietet überlegene Stabilität und Präzision, wodurch schweißinduzierte Spannungen und Verformungen eliminiert werden.
| Merkmal | Schweißbaugruppe | Aus dem Vollen gefräst |
|---|---|---|
| Materialkosten | Unter | Höher |
| Stabilität | Anfällig für Verformung | Ausgezeichnet |
| Präzision | Gut, aber begrenzt | Hoch |
| Vorlaufzeit | Kann länger sein | Oft kürzer |
Komponentenmontage und Ebenheit
Präzise Gewindebohrungsmuster sind entscheidend für die Montage von Pumpen und Wärmetauschern. Die Einhaltung der Ebenheit, oft als 0,1 mm über 300 mm spezifiziert, ist eine große Herausforderung, die unsere Spann- und Bearbeitungsstrategie direkt beeinflusst.

Die Debatte zwischen Schweißkonstruktionen und der Bearbeitung aus dem Vollen für tragende Teile von Rechenzentrumskühlungen läuft oft auf Toleranzanforderungen hinaus. Während Schweißkonstruktionen kostengünstig erscheinen, können die Wärmeeinflusszonen unvorhersehbare Verformungen hervorrufen, was es schwierig macht, enge Ebenheits- und Positionstoleranzen für Befestigungslöcher einzuhalten.
Der Einfluss von Materialspannung
Bei großen Aluminiumplatten, interne Eigenspannung7 Spannungen aus dem Herstellungsprozess können ein großes Problem sein. Wenn wir Material abtragen, wird diese Spannung freigesetzt, wodurch sich das Teil wölbt oder verdreht. Dies beeinträchtigt direkt die erforderliche Ebenheit. Eine ordnungsgemäße Spannung ist unerlässlich, kann aber nur begrenzt wirken.
Spannungsabbau und Spannstrategien
Um dem entgegenzuwirken, empfehlen wir oft einen mehrstufigen Prozess. Dieser umfasst die Grobbearbeitung, gefolgt von einer spannungsarmglühenden Wärmebehandlung und anschließend einem letzten Schlichtdurchgang. Unsere Spanntechniken sind darauf ausgelegt, das Teil sicher zu spannen, ohne neue Spannungen einzuführen, wodurch sichergestellt wird, dass die finale Komponente für das CDU-Chassis alle geometrischen Spezifikationen erfüllt. Bei PTSMAKE haben wir Methoden entwickelt, die Verformungen während dieses kritischen Prozesses minimieren.
Die Bearbeitung großer CDU-Strukturteile erfordert ein sorgfältiges Gleichgewicht zwischen Kosten, Stabilität und Präzision. Die Wahl zwischen einer Schweißkonstruktion und einem massiven Block, kombiniert mit akribischem Spannungsmanagement und Spanntechnik, ist entscheidend, um enge Ebenheitstoleranzen zu erreichen und eine zuverlässige Komponentenmontage zu gewährleisten.
Materialauswahl für Flüssigkeitskühlungskomponenten: Kompatibilität zählt
Die Auswahl der richtigen Materialien für Flüssigkeitskühlsysteme ist entscheidend für Leistung und langfristige Zuverlässigkeit. Jede Komponente dient einem bestimmten Zweck, und ihr Material muss entsprechend gewählt werden. Ziel ist es, thermische Leistung, strukturelle Integrität und Kosten in Einklang zu bringen und gleichzeitig Systemausfälle zu verhindern.
Komponentenspezifische Auswahl
Für Kühlplatten, bei denen die Wärmeübertragung von größter Bedeutung ist, ist Kupfer aufgrund seiner hohen Wärmeleitfähigkeit der klare Gewinner. Für Strukturteile wie Verteiler bietet Aluminium eine hervorragende Mischung aus Bearbeitbarkeit und Kosteneffizienz.
Materialübersicht
Unten ist ein kurzer Leitfaden, den ich für die Erstauswahl verwende.
| Komponente | Empfohlenes Material | Hauptvorteil |
|---|---|---|
| Kühlplatten | Kupfer (C110) | Wärmeleitfähigkeit (>380 W/m·K) |
| Verteiler / CDU-Teile | Aluminium 6061-T6 | Kostengünstig & bearbeitbar |
| Armaturen / Schnellkupplungen | 316L-Edelstahl | Korrosionsbeständigkeit |
| Dichtungen / Isolatoren | PEEK / PTFE | Chemische Trägheit |
Über die individuelle Leistung hinaus ist die Materialwechselwirkung innerhalb des Kühlmittelkreislaufs entscheidend. Ein Hochleistungssystem kann schnell ausfallen, wenn seine Komponenten nicht chemisch kompatibel sind. Deshalb ist ein ganzheitlicher Ansatz bei der CNC-Bearbeitung von Materialien für die Flüssigkeitskühlung in meiner Arbeit bei PTSMAKE nicht verhandelbar.
Armaturen, Dichtungen und Kompatibilität
Für Armaturen und Schnellkupplungen empfehle ich Edelstahl 316L. Er bietet eine ausgezeichnete Korrosionsbeständigkeit, insbesondere bei gängigen Wasser-Glykol-Kühlmitteln. Für Dichtungen und Isolatoren sind Kunststoffe wie PEEK oder PTFE aufgrund ihrer chemischen Inertheit und Stabilität bei verschiedenen Betriebstemperaturen ideal.
Elektrochemische Reaktionen managen
Das Mischen ungleicher Metalle, wie Kupfer und Aluminium, im selben Kühlkreislauf ist ein häufiger Fehler. Es entsteht eine Potenzialdifferenz aufgrund ihrer unterschiedlichen Elektromotorischen Kraft8. Dies treibt eine elektrochemische Reaktion an, die das weniger edle Metall zersetzt und zu Lecks und Systemausfällen führt.
| Behandlung | Grundmaterial | Zweck |
|---|---|---|
| Vernickeln | Kupfer | Eine nicht-reaktive Barriere schaffen |
| Eloxieren | Aluminium | Korrosionsbeständigkeit verbessern |
| Passivierung | Rostfreier Stahl | Oberflächenstabilität erhöhen |
Oberflächenbehandlungen sind eine praktische Lösung. Das Vernickeln von Kupfer oder das Eloxieren von Aluminium schafft eine Schutzbarriere, die es Ihnen ermöglicht, das beste Material für jede Aufgabe zu verwenden, ohne Korrosion zu riskieren.
Zusammenfassend lässt sich sagen, dass eine effektive Materialauswahl für die Flüssigkeitskühlung darin besteht, Materialien ihrer Funktion anzupassen – wie Kupfer für die Wärmeübertragung und Aluminium für die Struktur. Die Sicherstellung der elektrochemischen Kompatibilität, oft durch schützende Oberflächenbehandlungen, ist entscheidend für den Bau zuverlässiger, langlebiger Systeme.
Toleranz- und Oberflächenanforderungen für leckagefreie Abdichtung
In Flüssigkeitskühlsystemen hängt die Vermeidung von Lecks von der Präzision ab. Es geht nicht nur um das Design, sondern um die mikroskopischen Details der bearbeiteten Teile. Eine perfekte Abdichtung hängt vollständig von der Kontrolle der Maßtoleranzen und der Oberflächengüte ab. Diese Faktoren bestimmen, wie gut zwei Oberflächen zusammenpassen.
Wichtige Maßtoleranzen
Für eine zuverlässige Abdichtung müssen bestimmte Abmessungen mit engen Toleranzen eingehalten werden. O-Ring-Nuten beispielsweise erfordern eine präzise Tiefe und Breite, um die korrekte Kompression zu gewährleisten. Ist eine Nut zu tief, wird der O-Ring nicht ausreichend komprimiert; ist sie zu flach, könnte er beschädigt werden.
Gängige Spezifikationen
Hier sind einige typische Toleranzen, mit denen wir bei PTSMAKE für Flüssigkeitskühlkomponenten arbeiten.
| Merkmal | Typische Toleranz | Zweck |
|---|---|---|
| O-Ring-Nutentiefe | ±0,05 mm | Gewährleistet die korrekte O-Ring-Kompression |
| Dichtflächenebenheit | 0,01 mm | Verhindert Spalten bei Metall-Metall-Dichtungen |
| Gewindepassung | 2A/2B Minimum | Garantiert sichere, leckagefreie Verbindungen |
Oberflächengütestandards
Die Textur einer Dichtfläche ist genauso wichtig wie ihre Abmessungen. Eine raue Oberfläche kann winzige Wege für das Entweichen von Flüssigkeit schaffen, was im Laufe der Zeit zu Leckagen führt.

Ein häufiger Fehler ist die Annahme, dass eine glattere Oberfläche immer besser ist. Die optimale Oberflächengüte hängt von der Dichtungsmethode ab. Die richtige Textur hilft dem Dichtungsmaterial, sich anzupassen und den Druck effektiv zu halten, was für Hochleistungs-Flüssigkeitskühlsysteme unerlässlich ist.
Abstimmung der Oberflächengüte auf die Dichtungsmethode
Verschiedene Dichtungen erfordern unterschiedliche Oberflächeneigenschaften. Eine weiche Kompressionsdichtung profitiert beispielsweise von einer etwas raueren Oberfläche (Ra 0,8 μm), um sich einzubetten. Dies erzeugt eine stärkere mechanische Verriegelung und verhindert, dass die Dichtung unter Druck oder thermischer Belastung verrutscht.
Ein O-Ring benötigt jedoch eine glattere Nutoberfläche (Ra 1,6 μm), um Abrieb während der Installation und des Betriebs zu vermeiden. Im Gegensatz dazu erfordern Metall-Metall-Dichtungen eine außergewöhnlich glatte Oberfläche (Ra 0,4 μm) und hohe Ebenheit9 um eine Verbindung ohne Dichtungsmaterial zu erreichen.
Warum Oberflächenrauheit die Leckrate bestimmt
Oberflächenrauheit, oder Ra, misst die mikroskopischen Spitzen und Täler auf der Oberfläche eines Bauteils. Diese winzigen Unvollkommenheiten können einen kontinuierlichen Leckpfad bilden, wenn sie nicht richtig kontrolliert werden. Nach mehreren Tests haben wir bestätigt, dass eine rauer als spezifizierte Oberfläche die potenzielle Leckrate unter Druck direkt erhöht.
Deshalb sind Prüfberichte von Koordinatenmessmaschinen (KMM) nicht nur Papierkram. Sie liefern dokumentierte Beweise dafür, dass kritische Merkmale wie Ebenheit und Nutabmessungen der Zeichnung entsprechen. Bei PTSMAKE liefern wir diese Berichte, um sicherzustellen, dass unsere Kunden volles Vertrauen in jedes Teil haben.
Für leckagefreie Flüssigkeitskühlsysteme liegt der Erfolg im Detail. Präzise Maßkontrolle und spezifizierte Oberflächengüten sind nicht verhandelbar. Diese Faktoren wirken zusammen, um eine zuverlässige Dichtung zu schaffen, die unter Druck und über die Zeit hinweg funktioniert und kostspielige Ausfälle verhindert.
Leckprüfung und Qualitätssicherung für gekühlte Serverkomponenten
In KI-Rechenzentren ist ein Komponentenausfall nicht nur ein Defekt; er ist eine potenzielle Katastrophe. Deshalb ist unsere Qualitätssicherung für gekühlte Serverkomponenten nicht verhandelbar. Jedes Teil muss strenge Dichtheitsstandards erfüllen, bevor es unser Werk verlässt. Dies erfordert einen vielschichtigen Ansatz.
Wichtige Testprotokolle
Wir verlassen uns auf mehrere kritische Tests, um die Integrität zu validieren. Jeder dient einem bestimmten Zweck, von der Erkennung mikroskopischer Lecks bis zur Sicherstellung, dass eine Komponente Betriebsdrücken standhält. Dies gewährleistet eine robuste Leistung für anspruchsvolle Flüssigkeitskühlsysteme im Feld.
| Test Typ | Zweck | Typische OEM-Anforderung |
|---|---|---|
| Helium-Massenspektrometer | Erkennt Mikrolecks | <1×10⁻⁶ mbar·L/s |
| Druckabfall | Überprüft die Dichtungsintegrität über die Zeit | Kein nachweisbarer Druckverlust |
| Hydrostatische Prüfung | Bestätigt die strukturelle Festigkeit | Hält dem 1,5-fachen Betriebsdruck stand |

Für OEMs von KI-Rechenzentren geht die Qualitätskontrolle von CNC-gefrästen Teilen weit über einfache Messungen hinaus. Sie erfordert die Integration fortschrittlicher Testprotokolle direkt in den Produktionsablauf, um Zuverlässigkeit zu gewährleisten. Wir prüfen Teile nicht nur am Ende; wir bauen Qualität in jeder Phase ein.
Testen in die Produktion integrieren
Tests werden an kritischen Meilensteinen geplant. Zum Beispiel erfolgen erste Überprüfungen nach der Bearbeitung, um Materialporosität zu identifizieren, bevor wir Zeit in die Montage investieren. Die strengsten Tests werden jedoch an vollständig montierten Komponenten wie Kühlplatten durchgeführt, um sicherzustellen, dass alle Dichtungen und Verbindungen perfekt sind.
Probenahmestrategien und Validierung
Unser Ansatz zur Probenahme ist risikobasiert. Für kritische Komponenten, die direkt Flüssigkeit führen, wie Kühlplatten und Schnellkupplungen (QDs), führen wir eine 100%ige Dichtheitsprüfung durch. Für Strukturkomponenten ist ein statistisch signifikanter AQL-Probenahmeplan ausreichend.
Dies wird durch CMM- oder Faro-Arm-Inspektionen ergänzt. Diese Werkzeuge validieren kritische Abmessungen, da ein Maßfehler leicht zu einem Leck führen kann. Zum Beispiel basiert der hydrostatische Prüfdrucktest auf Pascalsches Prinzip10 um den Druck gleichmäßig zu verteilen, was Schwachstellen aufdecken kann, wenn die Geometrie eines Teils nicht perfekt ist.
Eine effektive Qualitätssicherung für Flüssigkeitskühlsysteme kombiniert Dichtheitsprüfung, Druckvalidierung und präzise Maßprüfung. Dieser integrierte Prozess, der während der gesamten CNC-Produktion angewendet wird, ist unerlässlich, um Komponenten zu liefern, die die in heutigen Rechenzentren erforderliche Null-Fehler-Toleranz erfüllen.
Prototypenbau vs. Produktion: CNC-Prozess an das Volumen anpassen
Die Wahl des richtigen CNC-Bearbeitungsansatzes ist entscheidend für die Kosten- und Zeitplanverwaltung. Die Strategie zur Herstellung eines Prototyps unterscheidet sich grundlegend von der Herstellung tausend Teilen. Der Schlüssel ist, den Prozess an Ihr benötigtes Volumen anzupassen, insbesondere für Komponenten in komplexen Baugruppen wie Flüssigkeitskühlsystemen.
Die Prototypenphase (1-50 Stück)
Bei ersten Prototypen hat Geschwindigkeit Priorität. Ziel ist es, so schnell wie möglich ein funktionsfähiges Teil zum Testen zu erhalten. Wir bearbeiten typischerweise aus einem massiven Materialblock mit einfacher Programmierung, um die Einrichtungszeit zu minimieren und schnelle Designänderungen zu ermöglichen.
Fräsen aus dem Vollen
Dieser Ansatz bietet maximale Designflexibilität. Wir können komplexe Geometrien für Komponenten wie eine Flüssigkeitskühlplatte erstellen, ohne in kundenspezifische Werkzeuge investieren zu müssen. Der Fokus liegt auf der Überprüfung von Form, Passung und Funktion, nicht auf der Optimierung für die Geschwindigkeit der Massenproduktion.
| Näherung | Am besten für | Hauptvorteil |
|---|---|---|
| 3-Achsen-Fräsen | Einfachere Geometrien, schnellere Einrichtung | Kostengünstig und schnell für erste Konzepte |
| 5-Achsen-Fräsen | Komplexe Kurven und Merkmale | Reduziert Rüstzeiten, bearbeitet komplexe Teile in einem Durchgang |
Kleinserienproduktion (50-1.000 Stück)
Sobald das Design validiert ist, verlagern wir den Fokus auf Effizienz. Bei diesen Mengen wird die Optimierung des Fertigungsprozesses unerlässlich, um die Kosten pro Teil zu senken. Es geht darum, ein Gleichgewicht zwischen Rüstzeit und Bearbeitungsgeschwindigkeit zu finden.

Optimierung auf Wiederholbarkeit
In dieser Phase gehen wir von einmaligen Rüstungen zur Schaffung wiederholbarer Prozesse über. Wir entwickeln spezielle Vorrichtungen, um Teile sicher und konsistent zu halten. Dies reduziert Bedienfehler und stellt sicher, dass das 500. Teil mit dem ersten identisch ist. Die Optimierung der Werkzeugwege wird ebenfalls entscheidend, um die Zykluszeit zu reduzieren.
Großserienproduktion (1.000+ Stück)
Bei hohen Stückzahlen ändert sich die Strategie komplett. Ziel ist es, die Zykluszeit und den Materialausschuss zu minimieren. Jede Sekunde, die bei einem einzelnen Teil eingespart wird, führt zu erheblichen Kosteneinsparungen über die gesamte Produktionsserie hinweg. Hier kommen spezialisierte Maschinen und alternative Prozesse ins Spiel.
Bewertung alternativer Prozesse
Bei PTSMAKE bewerten wir bei der Skalierung eines Projekts, ob ein hybrider Ansatz besser ist. Für einen komplexen Flüssigkeitskühlverteiler ist die Bearbeitung aus dem Vollen zu langsam und verschwenderisch. Stattdessen könnten wir vorschlagen, die endkonturnahe Form zu gießen und dann CNC-Bearbeitung für die kritischen Merkmale und Passflächen zu verwenden. Dies etablierte eine stabile Datum11 für alle nachfolgenden hochpräzisen Operationen.
| Band | Primäre Zielsetzung | Allgemeine Techniken |
|---|---|---|
| 1 – 50 | Geschwindigkeit & Iteration | 3/5-Achsen-Fräsen aus dem Vollen |
| 50 – 1.000 | Effizienz & Wiederholbarkeit | Optimierte Werkzeugwege, kundenspezifische Vorrichtungen |
| 1,000+ | Kosten- & Zykluszeitreduzierung | Mehrspindeldrehmaschinen, Guss + Endbearbeitung |
Die Abstimmung Ihres CNC-Bearbeitungsprozesses auf das Produktionsvolumen ist entscheidend für den Erfolg. Prototyping priorisiert Geschwindigkeit, geringe Stückzahlen konzentrieren sich auf die Schaffung wiederholbarer Effizienz, und die Großserienproduktion erfordert eine tiefgreifende Optimierung hinsichtlich Kosten und Geschwindigkeit, wobei oft hybride Fertigungsmethoden für die besten Ergebnisse eingesetzt werden.
5-Achsen-CNC-Bearbeitung für komplexe Kühlgeometrien
Moderne Flüssigkeitskühlsysteme erfordern komplexe Designs, die mit traditioneller Bearbeitung nicht effizient hergestellt werden können. Die 5-Achsen-CNC-Bearbeitung geht direkt auf diesen Bedarf ein und ermöglicht die Erstellung hochkomplexer Geometrien in einer einzigen Aufspannung. Diese Fähigkeit ist entscheidend für die Maximierung der thermischen Leistung.
Verbesserte Kühlleistung
Merkmale wie Kühlmittelanschlüsse mit Verbundwinkel und komplexe interne Kanäle sind entscheidend. Sie verbessern die Strömungsdynamik und den Oberflächenkontakt. Die 5-Achsen-Bearbeitung ermöglicht diese Designs, geht über die Grenzen von 3-Achsen-Methoden hinaus und verbessert die Komponenteneffizienz.
Konsolidierung der Produktion
Durch die Fertigstellung von Teilen in einer einzigen Aufspannung reduzieren wir die Rüstzeit und das Fehlerpotenzial. Dies gilt insbesondere für Kühlplatten mit Merkmalen auf mehreren Seiten. Das Ergebnis ist eine bessere Genauigkeit und schnellere Lieferung für kritische Kühlkomponenten.

Die Hauptentscheidung bei der Mehrachsenbearbeitung von Kühlkomponenten liegt zwischen der 3+2-Positionierung und der vollen 5-Achsen-Simultanbewegung. Obwohl beide eine 5-Achsen-Maschine verwenden, unterscheiden sich ihre Anwendungen erheblich. Das Verständnis dessen hilft, die Investition in fortschrittlichere Fertigungsprozesse zu rechtfertigen.
3+2 vs. Volle 5-Achsen-Simultanbearbeitung
Die 3+2-Achsen-Bearbeitung, oder positionelle Bearbeitung, fixiert das Werkstück in einem Verbundwinkel. Die Maschine führt dann 3-Achsen-Operationen durch. Dies ist hervorragend geeignet zum Bohren von Winkellöchern oder zur Bearbeitung von Taschen auf geneigten Flächen. Es ist oft schneller und kostengünstiger für diese spezifischen Merkmale.
Die volle simultane 5-Achsen-Bearbeitung beinhaltet die kontinuierliche Bewegung von Werkzeug und Werkstück. Dies ist unerlässlich für die Erstellung komplexer Konturen, Hinterschnitte und glatter, fließender interner Kanäle, die in fortschrittlichen Verteilern zu finden sind. Sie eliminiert die scharfen Kanten, die bei positionellen Strategien entstehen, und verbessert den Kühlmittelfluss. Dieser Prozess bezieht sich direkt auf die Maschine Kinematik12.
Vergleich der praktischen Anwendung
Basierend auf unseren Tests kann die volle 5-Achsen-Bewegung die Zykluszeiten bei Teilen mit komplex gekrümmten Oberflächen im Vergleich zu mehreren 3+2-Setups um bis zu 25 % reduzieren. Der Mehraufwand ist gerechtfertigt, wenn die Fluiddynamik entscheidend ist.
| Maschinentyp | Am besten für | Zykluszeit | Oberflächenbehandlung |
|---|---|---|---|
| 3+2 Positionell | Anschlüsse mit Verbundwinkeln, abgewinkelte Taschen | Niedriger für einfache Merkmale | Gut, aber mit potenziellen Stufenmarkierungen |
| Volle 5-Achsen | Verrundete interne Kanäle, Hinterschneidungen | Höher für einfache Merkmale | Überlegene, durchgehende Oberfläche |
Die 5-Achsen-CNC-Bearbeitung ermöglicht komplexe Geometrien für Hochleistungs-Flüssigkeitskühlsysteme. Die Wahl zwischen 3+2 und voller simultaner Bewegung hängt von der Komplexität des Merkmals, der erforderlichen Oberflächengüte und den gesamten Leistungszielen ab, wodurch die Investition für kritische Anwendungen gerechtfertigt ist.
Oberflächengüte und Nachbearbeitung für die Integrität von Kühlmittelkanälen
Nach der Bearbeitung ist die Arbeit an einer Kühlplatte noch lange nicht beendet. Nachbearbeitungsschritte sind nicht optional; sie sind entscheidend für die Zuverlässigkeit von Hochleistungs-Flüssigkeitskühlsystemen. Ihre Vernachlässigung kann zu Systemausfällen führen. Diese Prozesse stellen sicher, dass die Kühlmittelkanäle sauber, glatt und vor Korrosion geschützt sind.
Die Bedeutung des Entgratens
Grate sind kleine, scharfe Metallstücke, die bei der Bearbeitung zurückbleiben. Wenn sie sich lösen, können sie enge Kühlmittelkanäle verstopfen oder empfindliche Komponenten wie Pumpen beschädigen. Richtiges Entgraten ist unerlässlich für eine saubere und zuverlässige Fertigstellung der Kühlmittelkanäle.
| Entgratverfahren | Am besten für | Wichtigste Überlegung |
|---|---|---|
| Handbuch | Einfache Geometrien, geringes Volumen | Arbeitsintensiv, Potenzial für Inkonsistenz |
| Thermische | Komplexe interne Kanäle | Erfordert präzise Kontrolle, um Teileschäden zu vermeiden |
| Elektrochemisch | Hochpräzise, schwer zugängliche Bereiche | Höhere Anfangskosten, materialspezifisch |
Endreinigungsverfahren
Selbst mikroskopische Rückstände von Schneidflüssigkeiten oder Reinigungsmitteln können im Laufe der Zeit Probleme verursachen. Wir setzen Ultraschallreinigung als letzten Schritt ein. Dieser Prozess nutzt hochfrequente Schallwellen, um Verunreinigungen tief aus den Kühlmittelkanälen zu entfernen und so sicherzustellen, dass das Teil vor der Montage makellos ist.

Eine ordnungsgemäße Nachbearbeitung wirkt sich direkt auf die Langzeitleistung aus. Bei Teilen in Flüssigkeitskühlsystemen sind Oberflächenbehandlungen entscheidend, um Korrosion zu verhindern, die die thermische Effizienz beeinträchtigen und Lecks verursachen kann. Die richtige Behandlung hängt vom Grundmaterial und der Art des verwendeten Kühlmittels ab.
Passivierung für Edelstahl
Für Edelstahlkomponenten verwenden wir die Passivierung. Dies ist ein chemischer Prozess, der freies Eisen von der Oberfläche entfernt. Er verbessert die natürliche Korrosionsbeständigkeit des Stahls durch die Bildung einer passiven Oxidschicht. Dies ist entscheidend, um zu verhindern, dass Rostpartikel den Kühlkreislauf verunreinigen.
Beschichtung für Kupfer und Aluminium
Bei der Verwendung von Kupfer- oder Aluminium-Kaltplatten, insbesondere in Mischmetallsystemen mit Wasser-Glykol-Kühlmitteln, besteht ein erhebliches Korrosionsrisiko. Eine stromlose Nickelbeschichtung bietet eine gleichmäßige, schützende Barriere. Diese Beschichtung verhindert den direkten Kontakt zwischen dem Kühlmittel und dem Grundmetall und bietet eine Form von Kathodischer Schutz13.
| Behandlung | Grundmaterial | Hauptnutzen |
|---|---|---|
| Passivierung | Rostfreier Stahl | Verbessert die natürliche Korrosionsbeständigkeit |
| Chemisch Nickel | Kupfer, Aluminium | Erzeugt eine Schutzbarriere, verhindert galvanische Korrosion |
Wir legen die Beschichtungsdicke sorgfältig fest, da sie dick genug für den Schutz sein muss, aber nicht so dick, dass sie die thermische Leistung negativ beeinflusst. Diese Details sind entscheidend für die Nachbearbeitung von Kaltplatten.
Eine effektive Nachbearbeitung, einschließlich Entgraten, Passivierung und Beschichtung, ist entscheidend für die Integrität der Kühlmittelkanäle. Diese Schritte verhindern Verstopfungen und Korrosion, verbessern direkt die Zuverlässigkeit und Leistung von Flüssigkeitskühlsystemen und gewährleisten eine langfristige Betriebsstabilität des Endprodukts.
Kostentreiber bei CNC-gefertigten Flüssigkeitskühlungsteilen
Das Verständnis der Kostentreiber für CNC-gefertigte Flüssigkeitskühlungsteile ist entscheidend für eine effektive Budgetierung. Die Hauptfaktoren sind Materialwahl, Bearbeitungskomplexität und Oberflächenanforderungen. Jede Entscheidung beeinflusst direkt die endgültige Preisgestaltung Ihrer Flüssigkeitskühlsysteme.
Auswahl des Materials
Material ist ein erheblicher Teil der Kosten. Aluminium ist aufgrund seiner guten Wärmeleitfähigkeit und Bearbeitbarkeit eine gängige Basis. Kupfer bietet überlegene Leistung, aber zu höheren Material- und Bearbeitungskosten.
Vergleich der Materialkosten
| Material | Relative Materialkosten (Aluminium = 1x) | Wärmeleitfähigkeit (W/mK) | Anmerkungen |
|---|---|---|---|
| Aluminium (6061) | 1x | ~167 | Ausgezeichnetes Gleichgewicht zwischen Kosten und Leistung. |
| Kupfer (C110) | 2x - 3x | ~385 | Beste thermische Leistung, aber schwerer. |
| Rostfreier Stahl (304) | 1,5x - 2x | ~16 | Wird für Korrosionsbeständigkeit verwendet, nicht für Leistung. |
Bearbeitung und Veredelung
Einfache Designs mit gebohrten Kanälen sind am kostengünstigsten. Komplexe Geometrien wie Mikrokanäle oder 5-Achsen-Verteiler erhöhen jedoch die Maschinenzeit und Werkzeugkosten, was sich direkt auf die CNC-Bearbeitungskosten einer Kühlplatte auswirkt.

Lassen Sie uns genauer untersuchen, wie Designentscheidungen die Preisgestaltung von Flüssigkeitskühlungsteilen beeinflussen. Die Bearbeitungskomplexität hängt nicht nur von der Form ab; es geht um die Anzahl der Einspannungen, spezialisierten Werkzeuge und die Bedienerzeit, die für das Bauteil erforderlich sind.
Auswirkungen der Designkomplexität
Eine einfache Kühlplatte benötigt möglicherweise nur eine 3-Achsen-Fräse. Ein Verteiler mit komplexen internen Kanälen erfordert jedoch oft eine 5-Achsen-Simultanbearbeitung, um die gewünschte Geometrie zu erreichen, was die Maschinenstundensätze und die Programmierzeit erheblich erhöht.
Bearbeitungskomplexität vs. Kosten
| Komplexität der Merkmale | Bearbeitung Ansatz | Auswirkungen auf die relativen Kosten |
|---|---|---|
| Einfache gebohrte Kanäle | 3-Achsen-CNC-Fräsen | Basislinie |
| Komplexe interne Passagen | 3-Achsen + Mehrere Einspannungen | +50% bis +150% |
| Mikrokanal-Merkmale | Spezialwerkzeuge/Verfahren | +100% bis +300% |
| Integrierte Verteiler | 5-Achsen-CNC-Fräsen | +200% bis +500% |
Entwurf für die Fertigung (DFM)
Um Kosten zu kontrollieren, wenden Sie DFM-Prinzipien an. Vermeiden Sie unnötig enge Toleranzen14 wo es nicht funktionskritisch ist. Die Vereinfachung interner Kanäle und die Standardisierung von Gewindetypen können ebenfalls die Fertigungszeit und -kosten reduzieren. Schließlich hat das Produktionsvolumen einen großen Einfluss, wobei die Kosten pro Teil mit zunehmender Menge aufgrund der Amortisation der Rüstkosten erheblich sinken. Bei PTSMAKE begleiten wir unsere Partner bei diesen DFM-Entscheidungen.
Wesentliche Kostentreiber für Flüssigkeitskühlsysteme sind Material, Bearbeitungskomplexität und Toleranzen. Intelligente Designentscheidungen und die Berücksichtigung des Produktionsvolumens sind entscheidend, um Ihr Budget effektiv zu verwalten, ohne die erforderliche Leistung der Endteile zu beeinträchtigen.
Design for Manufacturing: Optimierung Ihrer Kühlteilzeichnungen für CNC
Die Optimierung Ihrer Zeichnungen für die CNC-Bearbeitung ist entscheidend für die Herstellung effektiver Flüssigkeitskühlsysteme. Einfache Anpassungen können Kosten und Lieferzeiten erheblich reduzieren. Ein klares DFM für CNC-Teile von Flüssigkeitskühlungen verhindert Fehlinterpretationen und stellt sicher, dass die Endkomponente wie beabsichtigt funktioniert. Es geht darum, effektiv mit Ihrem Fertigungspartner zu kommunizieren.
Allgemeine DFM-Regeln für Kühlteile
Vermeiden Sie scharfe Innenkanten, da diese spezielle Werkzeuge oder Verfahren erfordern. Geben Sie stattdessen einen Radius an, der einen Standard-Schaftfräser aufnehmen kann. Definieren Sie außerdem Gewindetiefen klar und stellen Sie eindeutige Bezugsflächen für präzise Einrichtvorgänge bereit. Diese Klarheit eliminiert Rätselraten während der Produktion.
Dichtungs- und Positionstoleranzen
Es ist entscheidend, die Oberflächengüte für Dichtflächen separat von der allgemeinen Oberflächengüte anzugeben. Dichtungsbereiche erfordern eine spezifische Textur für eine ordnungsgemäße Funktion. Vermeiden Sie unnötig enge Positionstoleranzen bei nicht-kritischen Merkmalen, wie z.B. Befestigungslöchern, da dies die Bearbeitungszeit und -kosten ohne Mehrwert erhöht.
| Merkmal | Häufiger Irrtum | DFM-Empfehlung |
|---|---|---|
| Innenecken | 90-Grad-Scharfkante | Radius angeben (z.B. 1mm oder größer) |
| Fäden | "M4-Gewinde" | "M4x0.7, 8mm volle Gewindetiefe MIN" |
| Toleranzen | ±0.01mm bei allen Bohrungen | Toleranz bei unkritischen Bohrungen lockern |

Beim Entwurf einer Kühlplatte sind die internen Kühlmittelkanäle das kritischste Merkmal. Ihr Design muss den Werkzeugzugang berücksichtigen. Komplexe, gewundene Pfade, die ein Schneidwerkzeug physisch nicht erreichen kann, sind direkt nicht bearbeitbar. Wir sehen oft Designs, die in CAD großartig aussehen, aber nicht herstellbar sind.
Herstellbare Kühlplatten entwerfen
Ein wesentlicher Bestandteil des Designs für die Herstellbarkeit einer Kühlplatte ist die Vereinfachung des Kühlmittelpfads. Berücksichtigen Sie, wie ein Schaftfräser in das Material eindringt und sich darin bewegt. Gerade Kanäle oder sanfte Kurven sind immer kostengünstiger. Wenn komplexe Pfade erforderlich sind, könnte ein modulares Design ein besserer Ansatz sein.
Modulare Designs und Oberflächengüten
Eine komplexe Kühlplatte in mehrere, einfachere Komponenten zu zerlegen, die später montiert werden, kann sehr effektiv sein. Dieser Ansatz vereinfacht die Spann- und Bearbeitungsvorgänge für jedes Teil. Für Dichtungs-O-Ringe oder Dichtungen ist die Oberflächenrauhigkeit15 von größter Bedeutung. Eine spezifische, glatte Oberfläche in der Nut verhindert Lecks, und diese Anforderung sollte auf der Zeichnung deutlich vermerkt sein.
| Gestaltungselement | Betrachtung | Auswirkungen auf die Fertigung |
|---|---|---|
| Kühlmittelkanäle | Werkzeugdurchmesser und -länge | Bestimmt Machbarkeit und Bearbeitungszeit |
| Vorrichtungen | Teilekomplexität und -stabilität | Beeinflusst Rüstzeit und Teilegenauigkeit |
| Versiegeln von Oberflächen | Oberflächenangabe (Ra-Wert) | Entscheidend für leckagefreie Leistung |
Die Optimierung Ihrer Zeichnungen mit DFM-Prinzipien ist entscheidend für erfolgreiche Flüssigkeitskühlungsteile. Durch die Angabe von Eckradien, klaren Bezugspunkten und geeigneten Toleranzen optimieren Sie die Produktion. Bei Kühlplatten gewährleistet die Konzentration auf den Werkzeugzugang und intelligente Oberflächenangaben Funktionalität und Kosteneffizienz.
Luft- und Raumfahrt vs. Rechenzentrum: Was die Flüssigkeitskühlungsbearbeitung voneinander lernen kann
Obwohl sie scheinbar Welten voneinander trennen, teilen Luft- und Raumfahrt sowie Flüssigkeitskühlsysteme für Rechenzentren eine Kernabhängigkeit von Präzisionsbearbeitung. Ein Bereich schützt kritische Flugsysteme, während der andere die KI-Revolution ermöglicht. Dennoch weichen ihre Fertigungsprioritäten erheblich voneinander ab.
Divergenz der Kernanforderungen
Die Luft- und Raumfahrt erfordert absolute, dokumentierte Zuverlässigkeit. Rechenzentren hingegen priorisieren schnelle Skalierbarkeit und Kosteneffizienz. Das Verständnis dieser Unterschiede ist entscheidend, um die Fertigung für beide zu optimieren.
| Industrie | Primärer Schwerpunkt | Zentrale Herausforderung |
|---|---|---|
| Luft- und Raumfahrt | Verlässlichkeit und Sicherheit | Extreme Umgebungen |
| Rechenzentrum | Scalability & Cost | Schnelle Technologiezyklen |
Beide Sektoren einigen sich auf einen nicht verhandelbaren Punkt: Leckagefreiheit. Ein Versagen in beiden Umgebungen ist katastrophal.

Der Kontrast bei den Fertigungsstandards wird deutlich, wenn man die Details betrachtet. Jeder Sektor hat einzigartige Anforderungen, die den gesamten Produktionsprozess prägen, von der Materialauswahl bis zur Endkontrolle.
Luft- und Raumfahrt: Der Goldstandard
Für die Bearbeitung von Flüssigkeitskühlungen in der Luft- und Raumfahrt sind MIL-Spec-Standards Gesetz. Dies beinhaltet eine umfassende Dokumentation zur Materialrückverfolgbarkeit und Prozessvalidierung. Wir arbeiten oft mit exotischen Legierungen, die aufgrund ihres Festigkeits-Gewichts-Verhältnisses und ihrer Beständigkeit gegenüber extremen Temperaturen ausgewählt werden. Man denke an Avionik-Kühlplatten, die in 9.000 Metern Höhe einwandfrei funktionieren müssen.
Rechenzentrum: Der Effizienzmotor
Im Gegensatz dazu werden die Fertigungsstandards für Rechenzentrumskühlungen von Kosten und Geschwindigkeit bestimmt. Materialien sind typischerweise Aluminiumlegierungen, optimiert für Wärmeleitfähigkeit und einfache Herstellung. Ziel ist es, zuverlässige, leckagefreie Systeme in großem Maßstab zu produzieren, mit Designs, die schnell iteriert werden können, um neuer Serverhardware zu entsprechen. Wir haben festgestellt, dass Materialien eine gleichmäßige, Isotrop16 Eigenschaften aufweisen müssen, um die Wärmeausdehnung über Tausende von Einheiten hinweg konsistent zu steuern.
| Aspekt | Luft- und Raumfahrtstandards | Rechenzentrumsstandards |
|---|---|---|
| Material | Exotische Legierungen (z.B. Inconel) | Aluminium (z. B. 6061) |
| Dokumentation | Umfassend (MIL-STD) | Lean (Interne Qualitätssicherung) |
| Iterationsgeschwindigkeit | Langsam, methodisch | Schnell, agil |
| Kostenschwerpunkt | Leistung vor Kosten | Kosten pro Einheit sind entscheidend |
Bei PTSMAKE bietet unsere Erfahrung in beiden Bereichen einen einzigartigen Vorteil. Wir wenden Präzision auf Luft- und Raumfahrtniveau auf Rechenzentrumsprojekte an und bringen Erkenntnisse zur Kosteneffizienz in unsere Luft- und Raumfahrtarbeit ein.
Obwohl die Luft- und Raumfahrt robuste, MIL-Spezifikationen erfordert und Rechenzentren kostengünstige Skalierbarkeit benötigen, verlassen sich beide auf Präzisionsbearbeitung für leckagefreie Flüssigkeitskühlsysteme. Dieses gemeinsame Fundament der Zuverlässigkeit ist der Punkt, an dem unsere Expertise branchenübergreifend Wert liefert.
Zukünftige Trends: Miniaturisierung von Kühlplatten, Zweiphasenkühlung und eingebettete Mikrofluidik
Die Zukunft des Wärmemanagements schrumpft. Wir bewegen uns weg von traditionellen, sperrigen Kühlplatten hin zu hochintegrierten Lösungen. Diese Entwicklung wird durch die intensive Wärme angetrieben, die von KI- und Hochleistungs-Computing-Chips der nächsten Generation erzeugt wird, was eine effizientere Wärmeableitung erfordert.
Wichtige Entwicklungsschritte
Die Richtung der Branche ist klar. Wir sehen einen Trend zu Zweiphasenkühlung für höhere Effizienz und eingebetteter Mikrofluidik für das direkte Wärmemanagement am Chip. Diese Veränderungen erfordern ein komplettes Umdenken der Fertigungsprozesse, um die notwendige Komplexität und Präzision zu erreichen.
| Kühltechnologie | Aktueller Stand | Zukünftige Richtung |
|---|---|---|
| Formfaktor | Externe Kühlplatten | Eingebettete Mikrokanäle |
| Methode der Kühlung | Einphasig (Flüssigkeit) | Zweiphasig (Verdampfend) |
| Integration | System-Ebene | Chip-Substrat-Ebene |

Die nächste Welle von Flüssigkeitskühlsystemen wird durch ihre Fertigungskomplexität definiert sein. Zweiphasenkühlung beispielsweise basiert auf komplexen internen Kanalgeometrien, um den Flüssig-Dampf-Übergang effizient zu steuern. Jede Oberflächenunvollkommenheit oder Maßabweichung kann diesen empfindlichen Prozess stören und zu einem Systemausfall führen.
Fertigung für die Kühlung von morgen
Hier wird Präzision entscheidend. Angesehene Forschung, wie die von Microsoft zu Mikrofluidik17, weist auf Kühlkanäle hin, die direkt in Chips-Substrate eingebettet sind. Diese Merkmale sind oft kleiner als 100 Mikrometer. Basierend auf unseren Kooperationen mit Kunden in diesem Bereich ist die konsistente Realisierung solcher Designs eine große Hürde.
Neuere additive Techniken, wie ECAM von Fabric8Labs, zeigen Potenzial für die Herstellung komplexer Kühlplatten. Die CNC-Bearbeitung ist jedoch die entscheidende Brückentechnologie. Sie liefert die für heutige fortschrittliche Prototypen erforderlichen Toleranzen von ±0,005 mm und ist gleichzeitig anpassungsfähig genug, um die Formen und Werkzeuge für die integrierten Kühllösungen von morgen zu bearbeiten.
| Zukünftiger Trend | Auswirkung auf die Produktion | Rolle der CNC-Bearbeitung |
|---|---|---|
| Zwei-Phasen-Kühlung | Leckdichte, komplexe interne Kanäle | Prototypenbau, Endbearbeitung |
| Eingebettete Mikrofluidik | Sub-100µm Kanalfertigung | Hochpräzisionswerkzeuge, Direktbearbeitung |
| Chassis-Integration | Eng tolerierte, kundenspezifische Pfade | Erstellen zuverlässiger Schnittstellenflächen |
Zukünftige Flüssigkeitskühlsysteme hängen von Fertigungsinnovationen ab. Miniaturisierung, Zweiphasen-Designs und eingebettete Kanäle erfordern beispiellose Präzision. Die CNC-Bearbeitung ist die grundlegende Technologie, die die Entwicklung und Produktion dieser Wärmemanagementlösungen der nächsten Generation ermöglicht.

Das Verständnis dieses fluiddynamischen Prinzips ist entscheidend für die Entwicklung von Hochleistungs-Flüssigkeitskühlsystemen zur maximalen Wärmeableitung. ↩
Das Verständnis dessen hilft, Materialspannung und Lecks in Komponenten unter thermischer Wechselbeanspruchung zu verhindern. ↩
Das Verständnis dieses elektrochemischen Prozesses ist entscheidend, um vorzeitiges Versagen in Flüssigkeitskühlsystemen mit gemischten Metallen zu verhindern. ↩
Das Verständnis des Wärmestroms hilft bei der Entwicklung effektiver thermischer Lösungen für Hochleistungselektronik. ↩
Entdecken Sie, wie dieser elektrochemische Prozess die Oberflächeneigenschaften für eine bessere Haltbarkeit verbessert. ↩
Das Verständnis des Nutdesigns ist entscheidend, um eine korrekte O-Ring-Kompression zu gewährleisten und Dichtungsversagen in Hochdruckanwendungen zu verhindern. ↩
Das Verständnis dieses Konzepts hilft, Bauteilverformung zu verhindern und gewährleistet Langzeitstabilität in Präzisionsbaugruppen. ↩
Das Verständnis dieses Konzepts hilft, Materialkorrosion vorherzusagen und zu verhindern, wenn verschiedene Metalle in einem Fluidsystem verwendet werden. ↩
Verstehen Sie, wie diese geometrische Kontrolle gemessen wird und welche entscheidende Rolle sie in Hochdruckdichtungsanwendungen spielt. ↩
Verstehen Sie die grundlegende Physik, die die hydrostatische Druckprüfung für die Bauteilintegrität validiert. ↩
Das Verständnis von Bezugspunkten gewährleistet, dass die Konstruktionsabsicht vom Prototyp bis zur Produktion beibehalten wird. ↩
Das Verständnis der Maschinenkinematik hilft, Werkzeugwege für eine bessere Oberflächengüte und reduzierte Bearbeitungszeit zu optimieren. ↩
Das Verständnis dieses Prinzips hilft bei der Auswahl von Beschichtungen, die korrosives Versagen in Multimetallsystemen verhindern. ↩
Erfahren Sie, wie präzise Toleranzen die Passung und Funktion von Komponenten gewährleisten und gleichzeitig die Herstellungskosten beeinflussen. ↩
Erfahren Sie, wie die Kontrolle der Oberflächentextur entscheidend ist, um Lecks zu verhindern und die Zuverlässigkeit Ihrer Flüssigkeitskühlsysteme zu gewährleisten. ↩
Erfahren Sie, wie diese Eigenschaft die Materialstabilität unter thermischer Belastung gewährleistet und Bauteilversagen verhindert. ↩
Das Verständnis der Mikrofluidik ist entscheidend, um zu erfassen, wie Fluiddynamik im Mikrometerbereich das Wärmemanagement neu definieren wird. ↩






