

Обработка титана требует исключительной точности, однако многие цеха с ЧПУ сталкиваются с его печально известной репутацией из-за упрочнения при обработке, быстрого износа инструмента и тепловых проблем. Эти трудности часто приводят к браку деталей, превышению бюджета и срыву сроков поставки критически важных компонентов для аэрокосмической и медицинской промышленности.
Обработка титана на станках с ЧПУ требует специализированного режущего инструмента, точного управления тепловым режимом и стратегических параметров обработки для преодоления его низкой теплопроводности и склонности к упрочнению при обработке, обеспечивая успешное производство высокопроизводительных деталей.

Это полное руководство охватывает все: от выбора марки титана и стратегий обработки до достижения жестких допусков и масштабирования производства. Вы откроете для себя проверенные методы решения распространенных проблем при обработке титана и узнаете, как оценивать поставщиков для ваших самых ответственных проектов.
Полное руководство по маркам титана для обработки на станках с ЧПУ
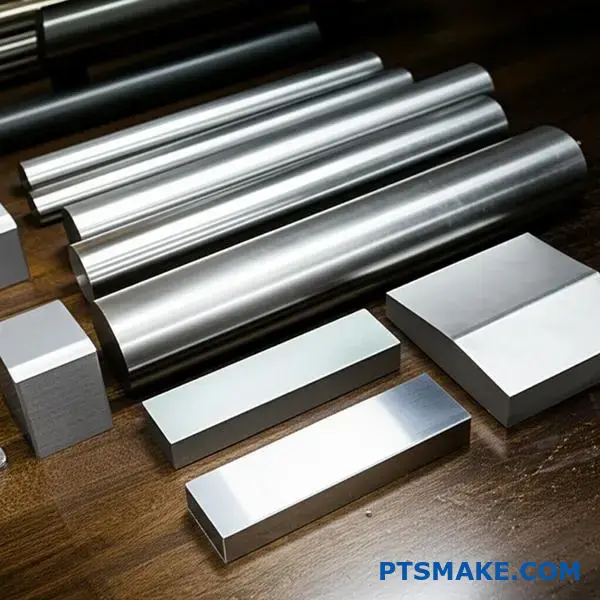
Choosing the right titanium grade is critical. It directly impacts your part’s performance and cost. Not all titanium is the same.
The differences between grades can be huge. This is especially true for CNC machining titanium parts.
We’ll look at the most common options. You’ll learn which one fits your project best. Let’s compare some popular titanium grades for machining.
| Класс | Прочность | Устойчивость к коррозии | Обрабатываемость |
|---|---|---|---|
| 2 класс | Умеренный | Превосходно | Хорошо |
| 5 класс | Высокий | Очень хорошо | Ярмарка |
| 23 класс | Высокий | Превосходно | Ярмарка |
This guide helps you in choosing the titanium alloy wisely.
Grade 2: The Workhorse
Grade 2 is commercially pure titanium. It offers excellent corrosion resistance and formability. This makes it a great choice for many applications.
Think of marine or chemical processing parts. Its lower strength compared to alloys is its main trade-off. However, its machinability is a significant advantage. It saves time and tool wear during production.
Grade 5 (Ti-6Al-4V): The Aerospace Standard
Grade 5, or Ti-6Al-4V, is the most popular alloy. It provides a fantastic combination of high strength, low weight, and good corrosion resistance. The Ti-6Al-4V properties make it ideal for aerospace.
Вы найдете его в конструкционных элементах и деталях двигателя. Его соотношение прочности к весу просто непревзойденно большинством других металлов. Вот почему он так ценится в высокопроизводительных областях.
Сплав 23: Медицинский выбор
Сплав 23 — это версия сплава 5 более высокой чистоты. Он содержит меньше кислорода, азота и железа. Это улучшает его пластичность и ударную вязкость.
Его ключевая особенность — превосходная биосовместимость1. Это делает его лучшим выбором для медицинских имплантатов. Подумайте о костных винтах, штифтах и зубных имплантатах. Он безопасен для длительного контакта с человеческим телом.
| Характеристика | 2 класс | Класс 5 (Ti-6Al-4V) | 23 класс (ELI) |
|---|---|---|---|
| Состав | Коммерчески чистый | Ti, 6Al4V | Ti, 6Al4V (с очень низким содержанием интерстициальных примесей) |
| Прочность | Нижний | Высокий | Высокий |
| Пластичность | Высокий | Умеренный | Высокий |
| Основное использование | Промышленность | Аэрокосмическая промышленность, автомобильная промышленность | Медицинские имплантаты |
Выбор правильного сплава титана имеет решающее значение. Сплав 2 обладает отличной обрабатываемостью. Сплав 5 обеспечивает превосходную прочность для аэрокосмической промышленности. Сплав 23 является стандартом для медицинских имплантатов благодаря своей чистоте и безопасности. Ваше применение определяет выбор.
Четыре основные проблемы обрабатываемости титана
Итак, почему титан так трудно обрабатывать? Это не одна причина. Это комбинация четырех различных свойств. Каждое из них создает уникальную проблему для токарей.
Инженеры и менеджеры по закупкам должны понимать эти проблемы. Они напрямую влияют на производственные затраты, сроки и качество конечной детали.
Вот краткий обзор основных виновников:
| Вызов | Первичное воздействие |
|---|---|
| Низкая теплопроводность | Экстремальный нагрев режущего инструмента |
| Усиление работы | Материал становится тверже во время резки |
| Задиры (прилипание) | Титан приваривается к поверхности инструмента |
| Высокий износ инструмента | Инструменты очень быстро изнашиваются |
Решение этих проблем при обработке титана не является необязательным. Это необходимо для успеха.

Понимание "почему" этих проблем — первый шаг к поиску решения. В PTSMAKE мы годами разрабатывали стратегии для противодействия каждой из этих конкретных проблем при ЧПУ-обработке титана. Это требует иного подхода, чем обработка стали или алюминия.
Низкая теплопроводность: Проблема тепла
Титан плохо рассеивает тепло. Около 80% тепла, выделяющегося во время резки, передается непосредственно режущему инструменту, а не стружке. Этот экстремальный нагрев может привести к деформации и поломке инструмента.
Химическая активность и заедание
Титан очень реактивен при высоких температурах. Это приводит к привариванию стружки к режущей кромке инструмента. Это явление, известное как галтование2, приводит к плохому качеству поверхности и может вызвать преждевременный излом инструмента. Это постоянная борьба с адгезией.
Понимание наклепа титана
Титан имеет тенденцию упрочняться при обработке. Давление и тепло от режущего инструмента могут сделать поверхностный слой значительно тверже основного материала. Это делает последующие резы намного сложнее, увеличивая износ инструмента.
Эффект домино на износ инструмента
Эти факторы в совокупности приводят к быстрому и сильному износу инструмента. Высокая температура, химическая активность и наклеп одновременно воздействуют на режущий инструмент. По нашим внутренним тестам, срок службы инструмента может быть значительно короче по сравнению с другими распространенными металлами.
| Материал | Ожидаемый срок службы инструмента |
|---|---|
| Алюминий 6061 | 100% (базовый уровень) |
| Нержавеющая сталь 304 | 25% |
| Титан Ti-6Al-4V | <10% |
Это делает управление инструментами и их замену критически важным фактором затрат.
Преодоление трудностей при обработке титана — тепла, упрочнения и заедания — имеет решающее значение. Эти проблемы напрямую увеличивают износ инструмента, повышают затраты и могут поставить под угрозу качество детали, если ими не управляет опытный партнер. Успех требует специальных стратегий для каждой проблемы.
Секреты выбора правильного режущего инструмента для титана
Выбор правильного инструмента имеет решающее значение для обработки титана. Главный враг — тепло. Оно не рассеивается через стружку, как у стали. Вместо этого оно концентрируется на режущей кромке, что приводит к быстрому износу инструмента.
Вот почему специализированные инструменты являются обязательными. Карбидные марки с субмикронным зерном — отличная отправная точка. Они обеспечивают необходимую прочность. Правильное покрытие затем обеспечивает тепловой барьер.
Давайте рассмотрим некоторые распространенные варианты материалов.
| Материал инструмента | Термостойкость | Износостойкость | Приложение |
|---|---|---|---|
| Твердый сплав без покрытия | Хорошо | Хорошо | Общее назначение |
| Карбид с покрытием AlTiN | Превосходно | Превосходно | Высокоскоростная обработка |
| Карбид с PVD покрытием | Очень хорошо | Очень хорошо | Отделочные операции |
Выбор лучших режущих инструментов для титана означает подбор материала и покрытия для вашей конкретной операции.

Помимо материала, ключевое значение имеет геометрия инструмента. Для успешной обработки титана на станках с ЧПУ я всегда ищу инструменты с острым режущим краем и положительным передним углом. Это снижает силы резания и, следовательно, тепловыделение. Более высокий угол наклона винтовой линии, часто около 35-45 градусов, помогает с отводом стружки. Плохой отвод стружки может привести к повторному резанию, что губительно для срока службы инструмента.
Покрытия, такие как нитрид алюминия-титана (AlTiN), являются стандартными. Они образуют защитный слой оксида алюминия при высоких температурах, изолируя карбидную подложку. Это меняет правила игры. Мы видели, как срок службы инструмента значительно увеличивался в наших тестах просто за счет перехода на правильное покрытие.
Однако стратегия траектории инструмента так же важна. Избегайте острых углов и резких изменений направления. Вместо этого используйте траектории трохоидального фрезерования или высокоэффективного фрезерования (HEM). Они поддерживают постоянный угол зацепления инструмента. Это предотвращает ударные нагрузки и контролирует тепло, которое является основной причиной износа от налипания3. Это сглаживает весь процесс.
Лучшие инструменты для обработки титана часто не самые дешевые. Здесь есть явный компромисс.
| Фактор | Высокопроизводительные инструменты | Стандартные инструменты |
|---|---|---|
| Первоначальная стоимость | Выше | Нижний |
| Срок службы инструмента | Значительно дольше | Короче |
| Скорость обработки | Быстрее | Медленнее |
| Стоимость одной детали | Нижний | Выше |
Инвестирование большего количества средств в премиальные карбидные инструменты для титана окупается. Вы получаете более длительный срок службы, более быстрые циклы обработки и, в конечном итоге, более низкую стоимость за готовую деталь. В PTSMAKE мы помогаем нашим партнерам в принятии этого решения.
Успех в обработке титана зависит от стратегического сочетания материала инструмента, специфической геометрии и интеллектуальных траекторий инструмента. Этот целостный подход управляет теплом и износом, балансируя первоначальную стоимость инструмента с долгосрочной производительностью, чтобы снизить конечную стоимость за деталь.
Как добиться жестких допусков на титановых деталях, изготовленных на станках с ЧПУ
Достижение точности ±0,001 дюйма или более высокой на титане — настоящее испытание для навыков механического цеха. Это не просто резка металла. Это контроль сложного материала.
Success in high-precision titanium machining demands a holistic approach. You must manage heat, secure the part perfectly, and use the right equipment. Every step is critical.
| Вызов | Core Strategy |
|---|---|
| Скопление тепла | Effective Coolant Management |
| Прогиб детали | Robust Fixturing |
| Точность размеров | Инспекция в процессе производства |
Holding these tight tolerance titanium parts requires mastering these core areas. There is very little room for error.

Engineering Strategies for Precision
To succeed in titanium precision machining, you have to go beyond standard practices. It requires a deep understanding of the material’s behavior under stress. Here at PTSMAKE, we focus on four key areas.
Thermal Management is Crucial
Titanium does not dissipate heat well. This means heat concentrates at the cutting tool, causing rapid wear. High-pressure coolant is not just a suggestion; it’s a requirement. It flushes chips and prevents heat from ruining the part’s surface and dimensions.
Оснастка для абсолютной жесткости
При обработке титана возникают высокие силы резания. Слабая оснастка приведет к вибрации или прогибу детали, делая точные допуски невозможными. Мы часто разрабатываем индивидуальные оснастки, которые жестко поддерживают компонент, предотвращая любое движение во время обработка титана на станках с ЧПУ процесс.
Правильная машина для работы
Ваш станок с ЧПУ должен справляться с задачей. Это означает жесткую, тяжелую машину с высокомоментными шпинделями и минимальным биением. Без способной машины вы будете вести проигрышную битву против отклонения инструмента и вибрации.
| Требования к станку | Почему это важно |
|---|---|
| Высокая жесткость | Предотвращает вибрацию и дрожание |
| Высокомоментный шпиндель | Поддерживает скорость резания под нагрузкой |
| Прецизионные направляющие/рейки | Обеспечивает точное позиционирование инструмента |
Отказ в любой из этих областей компрометирует весь процесс. Риск галтование4 также увеличивается при неправильных настройках, которые могут привести к привариванию стружки к инструменту.
Инспекция в процессе производства
Вы не можете ждать до конца, чтобы измерить деталь. Мы используем внутрипроцессное зондирование для проверки критических размеров на протяжении всего цикла обработки. Это позволяет нам компенсировать износ инструмента или тепловое расширение в режиме реального времени, гарантируя идеальность конечной детали.
Достижение точных допусков в титане требует системы. Она сочетает в себе терморегулирование, жесткое удержание заготовки, способное оборудование и постоянное измерение. Этот систематический подход превращает сложный материал в готовую деталь, соответствующую самым строгим требованиям.
Полное руководство по финишной обработке и снятию заусенцев с титановых деталей, изготовленных на станках с ЧПУ
После обработки титана на станках с ЧПУ путешествие не закончено. Постобработка — это то, где хорошая деталь становится исключительной. Этот решающий этап определяет ее окончательный внешний вид, ощущения и производительность.
Эффективный снятие заусенцев с титана удаляет острые края, оставшиеся после механической обработки. Это критически важно для безопасности и правильной работы.
Затем финишная обработка поверхности улучшает эстетику и свойства. Варианты варьируются от прочных покрытий до высокоглянцевой полировки. Выбор правильного финишная обработка титановых деталей метода является ключевым.
| Стадия процесса | Основная цель | Воздействие |
|---|---|---|
| Удаление заусенцев | Удаление заусенцев и острых краев | Безопасность, Функциональность |
| Отделка | Изменение свойств поверхности | Эстетика, долговечность |

Эффективные методы снятия заусенцев с титана
Прочность титана делает заусенцы стойкими. Ручное снятие заусенцев распространено, но может быть непоследовательным. Для точности мы часто прибегаем к автоматизированным методам.
Вибрационная галтовка отлично подходит для мелких деталей. Она использует абразивную среду для гладкого удаления заусенцев. Для сложных внутренних элементов электрохимическое снятие заусенцев предлагает бесконтактное решение. Оно растворяет заусенцы, не влияя на целостность детали.
Ключевые варианты обработки поверхности титана
Правильная отделка полностью зависит от применения. Каждая обработка поверхности титана предлагает уникальные преимущества как для функции, так и для внешнего вида.
Анодирование
Анодирование создает прочный оксидный слой на титане. Этот процесс повышает износостойкость и коррозионную стойкость. Он также позволяет получить яркую, стойкую окраску без использования краски. Это достигается за счет электрохимическая пассивация5 который утолщает естественную оксидную пленку.
Обработка бисером
Пескоструйная обработка создает однородную, ненаправленную матовую поверхность. Она очищает поверхность и может улучшить усталостную прочность за счет создания остаточных напряжений. Это экономичный способ добиться чистого, профессионального вида.
Полировка
Для применений, требующих гладкой, отражающей поверхности, идеально подходит полировка. Она снижает трение поверхности и повышает эстетическую привлекательность. Это часто многоступенчатый процесс, начинающийся с грубых абразивов и заканчивающийся мелкими составами.
| Метод отделки | Ключевое преимущество | Общее приложение |
|---|---|---|
| Анодирование | Устойчивость к коррозии, цвет | Медицинские имплантаты, аэрокосмическая промышленность |
| Обработка бисером | Равномерная матовая отделка | Автомобильные детали, Инструменты |
| Полировка | Низкое трение, эстетика | Потребительская электроника, Ювелирные изделия |
Последующая механическая обработка не является второстепенной задачей. Правильная обработка заусенцев на титане обеспечивает безопасность и подгонку, в то время как стратегическая финишная обработка поверхности определяет конечную производительность детали, коррозионную стойкость и эстетическую ценность, которые жизненно важны после обработка титана на станках с ЧПУ.
Факторы стоимости при обработке титана на станках с ЧПУ: прозрачный анализ
Понимание ценообразования титановых деталей требует четкого рассмотрения основных факторов стоимости. Это не одна причина, по которой он дорогой; это комбинация факторов.
Основные факторы стоимости
Основные причины дороговизны механической обработки титана просты. Высокая стоимость сырья — это отправная точка.
Затем следует медленное время обработки. Мы должны работать на более низких скоростях, чтобы управлять теплом и износом инструмента. Это напрямую увеличивает количество часов, необходимых на деталь.
Наконец, быстрый износ инструмента и необходимые вторичные операции увеличивают конечную стоимость.
| Драйвер затрат | Влияние на конечную цену | Причина |
|---|---|---|
| Сырье | Высокий | Врожденная редкость и сложный процесс добычи. |
| Время обработки | Высокий | Низкие скорости резания, необходимые для управления тепловым режимом. |
| Стоимость оснастки | Высокий | Быстрый износ специализированных, дорогих режущих инструментов. |
| Вторичные операции | Средний | Часто требуется для целостности и отделки поверхности. |

Давайте глубже разберемся, почему эти элементы так сильно влияют на стоимость обработки титана. Это больше, чем просто цена металлического прутка. Реальная стоимость проявляется на производственном участке.
Множитель времени обработки
Медленная обработка — это не просто неудобство; это главный множитель затрат. Низкая теплопроводность титана удерживает тепло на режущей кромке. Это заставляет нас снижать скорость, чтобы предотвратить поломку инструмента и повреждение материала.
Этот медленный процесс также увеличивает риск закалка6, когда материал становится еще тверже во время резки. Это затрудняет последующие проходы и еще больше изнашивает инструменты. Это сложный цикл.
Стоимость оснастки и вторичной обработки
В PTSMAKE мы используем специализированные твердосплавные инструменты со специальными покрытиями для ЧПУ-обработки титана. Они дороже и изнашиваются быстрее стандартных инструментов, требуя частой замены. Это потребление является прямой, повторяющейся затратой.
Вторичные операции, такие как термообработка или анодирование, часто не являются необязательными. Они имеют решающее значение для достижения требуемых механических свойств детали или коррозионной стойкости. Каждый шаг добавляет еще один уровень затрат и времени к проекту.
| Операция | Назначение | Относительное влияние на стоимость |
|---|---|---|
| Термообработка | Снятие напряжений, повышение прочности | Средний |
| Анодирование | Коррозионная стойкость, чистота поверхности | От низкого до среднего |
| Шлифование | Достижение жестких допусков | Высокий |
| Пассивация | Повышение коррозионной стойкости | Низкий |
Основные факторы стоимости — материал, обширное время обработки, высокий расход инструмента и необходимые вторичные операции — в совокупности объясняют, почему ЧПУ-обработка титана является премиальной услугой. Правильное планирование имеет решающее значение для точного бюджетирования и контроля затрат.
Секреты проектирования для производства (DFM) для титановых деталей
При проектировании титановых деталей необходимо следовать определенным правилам. Это материал, который не прощает ошибок проектирования.
Следование четкому руководству по проектированию для производства (DFM) титана имеет важное значение. Оно помогает избежать распространенных и дорогостоящих проблем при обработке до того, как они возникнут.
Ключевые размеры для проектирования обрабатываемого титана
Давайте сначала сосредоточимся на основной геометрии. Толщина стенки и внутренние радиусы являются критически важными отправными точками для любого успешного дизайна.
Большие радиусы позволяют нам использовать более крупные и стабильные инструменты. Это уменьшает вибрации и улучшает качество поверхности, напрямую влияя на качество детали.
Основываясь на наших тестах, придерживаться этих параметров — безопасный вариант.
| Характеристика | Рекомендуемая спецификация | Основная причина |
|---|---|---|
| Минимальная толщина стенок | > 1,0 мм (0,040 дюйма) | Предотвращает деформацию детали и вибрации |
| Минимальный внутренний радиус | > 0,8 мм (0,031 дюйма) | Снижает нагрузку на инструмент и силы резания |
Эти простые правила составляют основу эффективного, обрабатываемого дизайна из титана.

Углубленный анализ: глубина отверстия и доступность элементов
Многие конструкции спотыкаются, когда дело доходит до отверстий и сложных элементов. Уникальные свойства титана делают эти области особенно сложными для обработки на станках с ЧПУ.
Глубокие отверстия, например, являются основной причиной поломки инструмента. Тепло плохо рассеивается, и отвод стружки становится невероятно трудным. Плохой доступ к инструменту также усложняет ситуацию. Часто требуются специальные приспособления или более длинные инструменты, что снижает жесткость и точность.
В процессе обработки неправильные подачи и скорости могут вызвать закалка7, что делает материал еще более трудным для резки. Это проблема, которую мы часто видим в конструкциях, не оптимизированных.
Оптимизация доступа к инструменту и эффективности
Всегда учитывайте, как инструмент будет подходить к каждой функции. Если доступ заблокирован, это требует более сложных и дорогих многоосевых установок.
Мы обнаружили, что эти рекомендации значительно улучшают обрабатываемость.
| Аспекты дизайна | Руководство по проектированию для производства (DFM) | Влияние на обработку титана на станках с ЧПУ |
|---|---|---|
| Отношение глубины отверстия к его диаметру | Держите ниже 6:1 | Улучшает отвод стружки, снижает риск поломки инструмента |
| Доступность функций | Обеспечьте четкие траектории инструмента | Минимизирует количество установок, позволяет использовать более короткие/жесткие инструменты |
Упрощая геометрию и обеспечивая хороший доступ, вы делаете деталь изначально проще и дешевле в производстве. Это фундаментальный принцип хорошего проектирования для производства.
Соблюдение этих рекомендаций по проектированию для производства титана в отношении толщины стенок, радиусов и глубины отверстий имеет решающее значение. Правильное проектирование значительно сокращает время обработки, снижает затраты и предотвращает задержки в производстве, обеспечивая более плавный процесс от прототипа до производства по цене PTSMAKE.
5-осевая обработка на станках с ЧПУ для сложных титановых геометрий
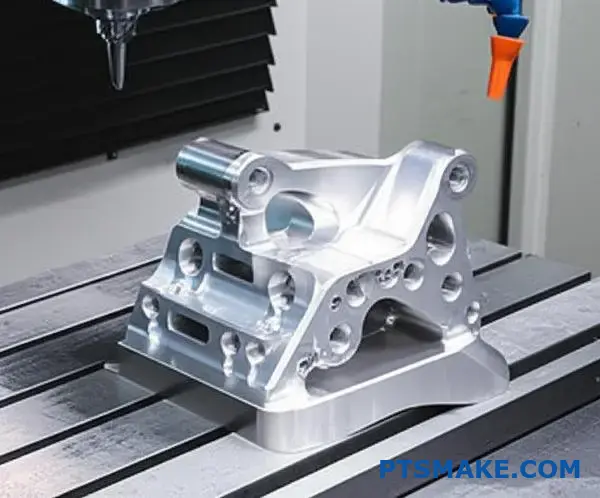
При обработке титана сложность часто является данностью. Это особенно верно для таких деталей, как кронштейны для аэрокосмической промышленности или медицинские имплантаты. Эти компоненты требуют абсолютной точности.
Именно здесь превосходно проявляет себя 5-осевая обработка титана. Она позволяет нам подходить к сложным элементам под разными углами за одну установку.
Этот метод напрямую повышает точность и целостность. Он минимизирует риски, связанные с повторным зажимом детали. Преимущества для сложных титановых деталей очевидны.
| Преимущество | Влияние на титановые детали |
|---|---|
| Меньше установок | Уменьшает суммарную погрешность |
| Лучший доступ к инструменту | Позволяет создавать сложные контуры |
| Повышенная точность | Соответствует строгим аэрокосмическим/медицинским спецификациям |
Преимущество одиночной установки
Основное преимущество многоосевой обработки титана на станках с ЧПУ — подход "единой установки". Каждый раз, когда вы перемещаете и повторно зажимаете деталь, возникает небольшой риск ошибки. Это может быть огромной проблемой.
Обрабатывая деталь с пяти сторон без повторного крепления, мы практически исключаем эту переменную. Это обеспечивает геометрическую точность детали от начала до конца. Это основной принцип, которому мы следуем в PTSMAKE для всех критически важных компонентов.
Разгадка сложных геометрий
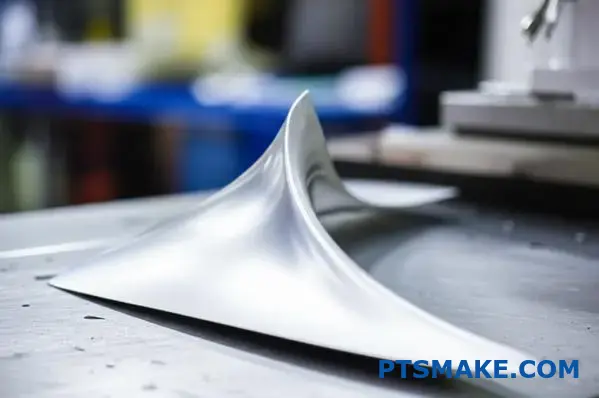
Для компонентов с контурными поверхностями, таких как компоненты для жидкостей или имплантаты, 5-осевая обработка не просто лучше; она необходима. Она позволяет режущему инструменту оставаться касательным к поверхности.
Это непрерывное движение создает превосходную чистоту поверхности. Оно также позволяет нам обрабатывать глубокие, сложные карманы, которые невозможны на 3-осевых станках. Суммарная погрешность, также известная как штабель допусков8, значительно снижается этим методом.
3-осевая против 5-осевой обработки титана
| Характеристика | Трехкоординатная обработка | 5-осевая обработка |
|---|---|---|
| Необходимые установки | Множество | Единая (часто) |
| Точность на контурах | Нижний | Очень высокий |
| Время цикла | Длиннее | Короче |
| Целостность части | Хорошая, но риски из-за повторного крепления | Превосходно |
Эта эффективность в обработке титана на станках с ЧПУ приводит к созданию лучших деталей, быстрее.
Таким образом, 5-осевая обработка меняет правила игры для сложных титановых деталей. Она сокращает количество установок, повышает точность на изогнутых поверхностях и обеспечивает превосходную целостность детали. Это делает ее незаменимой для критически важных применений в аэрокосмической и медицинской промышленности.
Как обеспечить прослеживаемость материалов для критически важных титановых компонентов
В таких критически важных отраслях, как аэрокосмическая и медицинская, прослеживаемость материалов — это не просто лучшая практика. Это абсолютное требование.
Каждый критически важный титановый компонент должен иметь проверяемую историю. Этот процесс обеспечивает производительность, безопасность и надежность в экстремальных условиях.
Все начинается с сертифицированного поиска материалов. Далее следует тщательное отслеживание тепла и номера партии. Это является центральным для сертифицированной обработки титана.
Весь путь, от сырья до готовой детали, должен быть задокументирован.
| Характеристика | Прослеживаемый титан | Непрослеживаемый титан |
|---|---|---|
| Верификация | Сертифицированные заводские отчеты | Неизвестное происхождение |
| Риск | Низкий; Соответствует стандартам | Высокий; Возможен отказ |
| Соответствие | Готов к аудиту | Не соответствует требованиям |

Столпы прослеживаемости: поиск, отслеживание и документирование
Сертифицированный поиск является основой. Мы сотрудничаем только с поставщиками, которые предоставляют полную документацию для каждой партии титана. Это всегда включает заводские испытательные отчеты (MTR), которые подтверждают точные химические и физические свойства материала в соответствии с требуемыми спецификациями.
Отслеживание плавки и номера партии
Как только сертифицированный материал поступает на наше предприятие, мы присваиваем ему уникальный внутренний номер отслеживания. Этот номер напрямую связан с исходным номером плавки или партии поставщика.
Эта связь сохраняется на протяжении всего обработка титана на станках с ЧПУ рабочего процесса. От резки и фрезерования до финишной обработки и окончательной проверки — каждый этап записывается под этим номером. Это создает непрерывную цепочку владения9 от исходного прутка до конечного компонента, который вы получаете.
Обеспечение готовности к аудиту
Эта тщательная документация делает аудиты простыми и прозрачными. Мы можем мгновенно извлечь полную производственную историю любой детали. Эта готовность имеет решающее значение для соответствия строгим стандартам аэрокосмического титана таким как AS9100, и доказывает наш контроль над процессом.
| Тип документа | Назначение |
|---|---|
| Протокол заводских испытаний (MTR) | Сертифицирует свойства сырья с завода. |
| Сертификат соответствия (CoC) | Подтверждает соответствие деталей всем указанным требованиям. |
| Внутренний рабочий заказ | Отслеживает путь детали через производство. |
Надежный отслеживаемость титановых материалов основана на сертифицированных источниках, тщательном отслеживании и полной документации. Эта система предназначена не только для соблюдения нормативных требований; это фундаментальная часть управления рисками и обеспечения качества каждого критически важного компонента, который мы производим.
Полное руководство по сравнению титана и алюминия для деталей, изготовленных на станках с ЧПУ
Выбор между титаном и алюминием — это критически важное решение. Оно напрямую влияет на производительность, вес и конечную стоимость вашей детали. Речь идет не просто о выборе более прочного материала.
Речь идет о соответствии свойств вашим конкретным потребностям. Для лидеров в области аппаратного обеспечения понимание этого сравнения материалов для ЧПУ является ключом к успеху.
Сравнение на глазок
Краткий обзор основных различий необходим. Вот общий обзор наиболее распространенных марок, с которыми мы работаем.
| Характеристика | Титан (Ti-6Al-4V) | Алюминий (6061-T6) |
|---|---|---|
| Прочность | Очень высокий | Умеренный |
| Вес | Тяжелее Al | Очень легкий |
| Стоимость | Высокий | Низкий |
| Обрабатываемость | Трудности | Превосходно |
Эта таблица показывает фундаментальные компромиссы, которыми мы управляем ежедневно.

Углубленный анализ: производительность против стоимости
Когда мы анализируем соотношение прочности к весу, титан является явным победителем. Это делает его основным материалом в аэрокосмической промышленности и для медицинских имплантатов. Его производительность под нагрузкой и при высоких температурах несравнима с алюминием. Однако эта премиальная производительность имеет свою цену.
Проблемы в обработка титана на станках с ЧПУ значительны. Он обладает низкой теплопроводностью, что приводит к накоплению тепла на кончике инструмента. Это приводит к более быстрому износу инструмента и снижению скорости обработки. Наш процесс в PTSMAKE включает в себя специализированные инструменты и стратегии охлаждения для управления этим.
Коррозионная стойкость и нюансы применения
Титан образует стабильный, пассивный оксидный слой. Это делает его чрезвычайно устойчивым к коррозии от соленой воды и многих промышленных химикатов. Алюминий также устойчив к коррозии, но может быть уязвим. Он подвержен Гальваническая коррозия10 при контакте с более благородными металлами.
Это обработка титана против алюминия решение часто зависит от рабочей среды. Морское применение может потребовать титана, в то время как корпус потребительской электроники идеально подходит для алюминия.
Сравнение материалов на основе данных
| Недвижимость | Титан (Grade 5) | Алюминий (6061) | Алюминий (7075) |
|---|---|---|---|
| Плотность (г/см³) | 4.43 | 2.70 | 2.81 |
| Прочность на разрыв (МПа) | ~950 | ~310 | ~572 |
| Рейтинг обрабатываемости | Бедный | Хорошо | Ярмарка |
Наши результаты испытаний показывают, что даже высокопрочный алюминий 7075 не достигает уровня титана. Эти данные имеют решающее значение при выборе титана или алюминия для требовательных деталей.
Выбор между титаном и алюминием для деталей, изготовленных на станках с ЧПУ, — это компромисс. Вы должны взвесить превосходную прочность и коррозионную стойкость против более высоких затрат на материал и обработку. Конкретные требования применения всегда будут определять лучший выбор материала для вашего проекта.
Как предотвратить деформацию титановых деталей во время обработки
Деформация деталей из титана — распространенная головная боль. Она возникает из-за высокого остаточного напряжения в материале. Силы от обработки снимают это напряжение неравномерно.
Это приводит к деформации и нестабильности размеров. Предотвращение деформации титана требует продуманной стратегии с самого начала. Это не просто резка металла.
Основная проблема: напряжение при обработке
Напряжение при обработке титана значительно. Низкая теплопроводность материала задерживает тепло в зоне резания. Это тепло в сочетании с силами резания вызывает напряжение. Плохая стратегия усугубляет это.
Умный подход тщательно контролирует эти факторы.
Многоступенчатый процесс имеет решающее значение для предотвращения деформации титана. Мы не можем относиться к нему как к алюминию или стали. Каждый шаг должен быть разработан для управления и снятия напряжения. Игнорирование этого гарантирует проблемы с размерами в дальнейшем.
Стратегическая черновая и чистовая обработка
Мы никогда не обрабатываем титановую деталь до окончательного размера за один проход. Сначала мы выполняем черновую операцию. Мы оставляем постоянное количество материала, обычно от 0,5 мм до 1,5 мм, на всех поверхностях. Этот начальный проход удаляет большую часть материала и поглощает основную часть Остаточное напряжение11.
После черновой обработки необходим этап снятия напряжения. Это может быть термическая обработка. Деталь нагревается до определенной температуры, а затем медленно охлаждается. Этот процесс снимает внутренние напряжения, возникшие во время черновой обработки.
| Метод снятия напряжения | Ключевое преимущество | Типовое применение |
|---|---|---|
| Термический отжиг | Высокоэффективен для снижения напряжения | Критически важные аэрокосмические детали |
| Вибрационное снятие стресса | Быстрее, без термических искажений | Крупные, некритические конструкции |
Передовые методы крепления
Наконец, мы выполняем чистовую обработку. Здесь критически важно правильное крепление. Мы используем приспособления с низким усилием зажима. Это предотвращает внесение новых напряжений в стабилизированную деталь. Цель — надежно удерживать деталь, не деформируя ее. Это гарантирует точность и стабильность окончательных размеров после обработка титана на станках с ЧПУ процесс.
Управление внутренними напряжениями — ключ к предотвращению деформации титановых деталей. Последовательность черновой обработки, снятия напряжений и тщательной чистовой обработки не является опцией. Это основа для достижения точности размеров и стабильности каждого титанового компонента, который мы производим в PTSMAKE.
Окончательное руководство по лучшим практикам прототипирования титана
Эффективное прототипирование из титана экономит время и деньги. Ключ в том, чтобы знать, когда стоит использовать этот премиальный материал. Для проверки начальной формы и посадки часто разумнее использовать заменитель.
Этот подход позволяет быстро доработать ваш дизайн. Как только концепция будет проработана, вы можете перейти к настоящему титану. Это защитит ваш бюджет от дорогостоящих доработок на ранних стадиях.
Когда использовать материалы-заменители
Рассмотрите использование заменителей для прототипов на ранних стадиях. Это поможет проверить эргономику и сборку без высоких затрат на титан.
| Стадия прототипа | Рекомендуемый материал | Основная цель |
|---|---|---|
| Концептуальная модель | 3D-печатный пластик (PLA, ABS) | Форма и посадка |
| Функциональные (низконагруженные) | Алюминий (например, 6061) | Базовая механика |
| Предварительное производство | Титан (Ti-6Al-4V) | Полная валидация |
Использование этого поэтапного метода гарантирует, что вы инвестируете только в обработка титановых прототипов когда вы уверены в дизайне.

Стратегии быстрого изготовления прототипов
Скорость имеет решающее значение в быстрое прототипирование титана. Успех зависит от продуманного планирования и четкой коммуникации с вашим производственным партнером. Мы уделяем этому внимание в PTSMAKE.
Первым шагом является четко определенный обзор "Проектирование для производства" (DFM). Для титана это означает упрощение геометрии, где это возможно. Это также означает проектирование для оптимального доступа инструмента, чтобы сократить время обработки.
Титан обладает уникальными свойствами. Он склонен к упрочнению при деформации и имеет низкую теплопроводность. Эти факторы могут привести к износу инструмента и проблемам с качеством поверхности. Распространенной проблемой является галтование12, когда материалы прилипают под давлением.
Наш DFM-анализ, основанный на совместных исследованиях с клиентами, помогает предотвратить эти проблемы. Он оптимизирует обработка титана на станках с ЧПУ процесс.
Проверка вашего титанового дизайна
Перед полномасштабным производством необходимо провести тщательное тестирование. Это подтвердит, что ваша деталь соответствует всем функциональным требованиям и требованиям к производительности.
| Этап проверки | Назначение | Метод |
|---|---|---|
| Размерный анализ | Проверка геометрической точности | Координатно-измерительная машина, 3D-сканирование |
| Механические испытания | Проверьте прочность и долговечность | Испытания на растяжение, усталость, удар |
| Функциональное тестирование | Подтвердить реальные характеристики | Сборка и полевые испытания |
Эти тестирование титановых конструкций шаги гарантируют, что ваш конечный продукт будет надежным и эффективным, предотвращая дорогостоящие отказы в дальнейшем.
Эффективное прототипирование титана требует стратегического подхода. Используйте альтернативные материалы для ранней валидации, применяйте принципы DFM для скорости и проводите тщательное тестирование перед переходом к полномасштабному производству. Это эффективно балансирует стоимость, время и качество.
How to Scale from Titanium Prototype to Production
Переход от одного титанового прототипа к полномасштабному производству — это большой скачок. Это не просто изготовление большего количества деталей. Это требует совершенно иного мышления и надежного плана.
Успешный переход строится на прочной стратегии. Этот план должен охватывать все. Он включает оснастку, валидацию процессов, контроль качества и вашу цепочку поставок. Без него расходы растут, а сроки срываются.
Ключевые столпы перехода
| Сцена | Фокус | Цель |
|---|---|---|
| Инструментальная оснастка | Долговечность и скорость | Минимизируйте время простоя и время цикла |
| Процесс | Повторяемость | Убедитесь, что каждая деталь соответствует спецификации |
| Качество | Масштабируемость | Поддерживайте стандарты при больших объемах |
| Цепочка поставок | Надежность | Обеспечьте поток материалов и поставок |

Масштабирование производства титановых деталей требует документированного плана перехода. Это не просто предложение; это необходимо для успеха при переходе от низкообъемного к высокообъемному производству титана. В PTSMAKE мы сосредоточены на четырех критически важных областях для обеспечения плавного наращивания объемов.
Оптимизация вашей стратегии оснастки
Оснастка для вашего прототипа не выдержит производственных циклов. Для крупномасштабного обработка титана на станках с ЧПУ, вам нужна прочная оснастка из карбида или других долговечных материалов. Мы оптимизируем траектории инструмента и стратегии охлаждения специально для высокообъемного производства. Это сокращает время цикла и продлевает срок службы инструмента.
Валидация производственного процесса
Валидированный процесс — это воспроизводимый процесс. Мы переходим от проверки отдельных деталей к статистическому контролю процессов (SPC). Это обеспечивает стабильность и предсказуемость. Отчеты о проверке первой партии (FAI) подтверждают, что производственный процесс стабильно создает детали, соответствующие всем спецификациям. Стабильность Зажимные приспособления13 является критически важным, но часто упускаемым из виду аспектом этого этапа.
Масштабирование контроля качества и логистики
Ручной досмотр невозможен для тысяч деталей. Мы внедряем автоматизированные системы, такие как КИМ и оптические сканеры. Это эффективно масштабирует контроль качества. В логистике мы заключаем долгосрочные контракты на сырьевой титан. Это гарантирует наличие материалов и стабилизирует цены, что крайне важно для производства титановых деталей в больших объемах.
| Аспект | Этап прототипирования | Фаза производства |
|---|---|---|
| Инструментальная оснастка | Более мягкие, менее долговечные | Закаленный, долговечный карбид |
| Валидация | Ручное измерение | Статистический контроль процессов (SPC) |
| Инспекция | 100% ручная проверка | Автоматизированные КИМ, планы выборки |
| Поставка | Разовые закупки | Долгосрочные соглашения с поставщиками |
Структурированный план является обязательным условием для масштабирования производства титана. Стратегически решая вопросы оснастки, валидации процессов, контроля качества и логистики цепочки поставок, вы можете плавно перейти от одного прототипа к крупномасштабному производству, обеспечивая стабильность и надежность.
The Complete Guide to Quality Inspection for Machined Titanium
Инспекция титановых деталей — это больше, чем просто измерение. Это требует систематического подхода к контролю качества. Это гарантирует, что каждая деталь соответствует точным спецификациям.
В PTSMAKE мы интегрируем передовые инструменты со строгими рамочными процессами. Это сочетание имеет решающее значение для достижения стабильных результатов.
Ключевые методы инспекции
Мы полагаемся на несколько высокоточных приборов для тщательной валидации. Каждый инструмент служит определенной цели в нашем рабочем процессе контроля качества при проверке титановых деталей.
| Инструмент | Основное использование | Прецизионный уровень |
|---|---|---|
| CMM | Сложные 3D-геометрии | Очень высокий |
| Оптический компаратор | 2D-профили и элементы | Высокий |
| Тестер шероховатости | Измерение шероховатости поверхности | Микроуровень |
| Резьбовые калибры | Точность резьбы (Проход/Не проход) | Стандартизированный |
Эти инструменты предоставляют нам необходимые данные. Но рамочный процесс гарантирует эффективное использование данных для истинного контроля качества титана.

Комплексный план инспекции — это дорожная карта качества. Он детализирует каждую проверку, от проверки сырья до окончательного утверждения. Этот план не является статичным; это живой документ.
Инспекция первого изделия (FAI)
Инспекция первой статьи (FAI) — это критически важный этап. Это полная проверка первой детали производственной партии по чертежам. Для сложных титановых деталей, изготовленных методом ЧПУ, FAI подтверждает правильность всего нашего процесса — оснастки, программирования и настройки — перед началом массового производства. Это предотвращает дорогостоящие ошибки в дальнейшем.
Мониторинг в процессе производства
Мы не ждем конца, чтобы найти проблемы. Мы используем такие методы, как Статистический контроль процессов (SPC)14 для мониторинга производственного процесса в режиме реального времени. Это позволяет нам обнаруживать и исправлять любые отклонения по мере их возникновения. Такой проактивный подход обеспечивает стабильность и повторяемость.
Таблица ниже описывает типичный процесс инспекции титанового компонента.
| Сцена | Активность | Ключевые соображения для титана |
|---|---|---|
| Приемка | Проверка сертификата материала | Правильная марка (например, Grade 5) и источник |
| В процессе работы | Мониторинг ключевых характеристик (SPC) | Износ инструмента, тепловое расширение |
| Финал | 100% Проверка критических размеров | Соответствие GD&T, измерение CMM |
Этот структурированный процесс является основополагающим. Именно так мы гарантируем, что каждая деталь, которую мы поставляем, идентична и соответствует всем требованиям.
Эффективный контроль качества титана объединяет прецизионные инструменты, такие как CMM, со структурированными процессами, такими как FAI и SPC. Это гарантирует поддержание стабильности процесса и соответствия деталей от первой статьи до конечной производственной единицы, обеспечивая надежность.
How to Evaluate a CNC Partner for Titanium Machining
Выбор поставщика услуг по обработке титана имеет решающее значение. Правильный партнер гарантирует, что ваши высокопроизводительные детали соответствуют спецификациям. Неправильный может привести к дорогостоящим задержкам и сбоям.
Этот контрольный список поможет вам систематически оценивать CNC-мастерские. Он охватывает основные области, которые наиболее важны для успешных титановых проектов.
Ключевые области для проверки
Используйте это руководство для отделов закупок и инжиниринга. Оно предоставляет четкую основу для принятия обоснованного решения.
| Категория оценки | Ключевые вопросы, которые нужно задать |
|---|---|
| Возможности машины | Есть ли у них жесткие 5-осевые станки с высоким крутящим моментом? |
| Экспертиза материалов | Могут ли они обсуждать конкретные марки титана (например, Grade 5 против Grade 2)? |
| Системы качества | Сертифицированы ли они по AS9100 или ISO 13485? |
| Релевантный опыт | Могут ли они показать примеры аналогичных сложных деталей? |
Компетентный партнер по производству титана уверенно ответит на эти вопросы.

Поиск подходящего партнера для обработки титана на станках с ЧПУ выходит за рамки простого сравнения цен. Вам нужно глубже изучить их технические возможности и процессы контроля качества. Тщательная оценка защитит ваш проект от рисков.
Возможности станков
Стандартные станки с трудом справляются с титаном. Ищите мастерские с современными, жесткими 5-осевыми обрабатывающими центрами с ЧПУ. Эти станки минимизируют вибрацию, что крайне важно для поддержания жестких допусков и достижения хорошей чистоты поверхности деталей из титана.
Системы охлаждения под высоким давлением также являются обязательными. Они необходимы для удаления стружки и управления теплом в зоне резания. Это предотвращает износ инструмента и повреждение материала.
Экспертиза в области материалов и процессов
Истинная экспертиза жизненно важна при выборе поставщика услуг по обработке титана. Поставщик должен понимать нюансы между различными титановыми сплавами. Обработка Grade 5 (Ti-6Al-4V) сильно отличается от обработки коммерчески чистого Grade 2.
Спросите об их стратегиях по смягчению последствий закалка15. Знающий партнер обсудит конкретные инструменты, скорости подачи и стратегии резания, разработанные для решения этой задачи. В PTSMAKE мы разработали собственные параметры процесса для различных сплавов.
| Сертификация | Отраслевой фокус | Что она гарантирует |
|---|---|---|
| AS9100 | Аэрокосмическая и оборонная промышленность | Строгий контроль процессов, прослеживаемость и управление рисками. |
| ISO 13485 | Медицинские приборы | Управление качеством компонентов медицинских изделий. |
| ISO 9001 | Общее производство | A foundational quality management system. |
Proven Experience
Finally, review their portfolio. Ask for case studies or examples of parts similar to yours in complexity and material. This is the best proof of their ability to deliver. A history of producing high-performance components demonstrates they are a reliable titanium manufacturing partner.
This checklist provides a structured approach for evaluating CNC shops. It helps you look beyond price to assess true capability, ensuring you find a partner who can handle the unique demands of cnc machining titanium and deliver quality parts consistently.
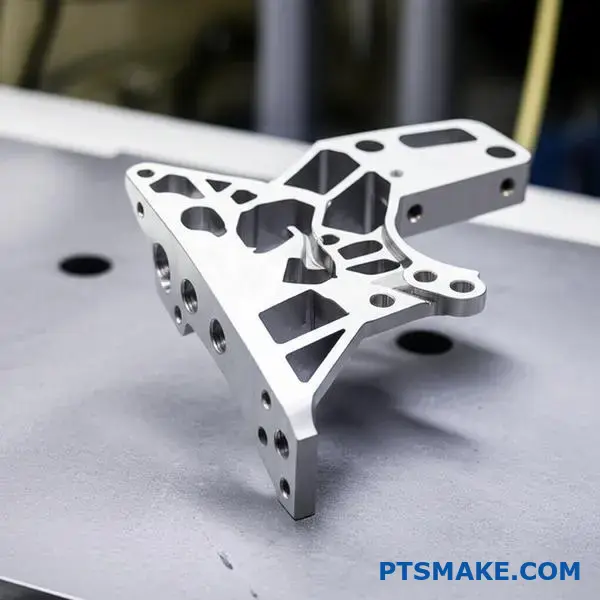
Case Study: Solving a Complex Titanium Bracket Machining Challenge
Theory is one thing, but results are what matter. Let’s walk through a real-world titanium machining case study.
An aerospace client approached us with a complex titanium bracket. This part had thin walls and intricate geometries. Their previous supplier struggled, facing high costs and inconsistent quality. This is a common story in обработка титана на станках с ЧПУ.
The Initial Challenge
The primary issues were part deformation and rapid tool wear. This led to a high scrap rate, which drove up the unit price significantly.
| Challenge Area | Влияние на производство |
|---|---|
| Part Warping | Failed to meet dimensional tolerances |
| Износ инструмента | Increased tooling costs and downtime |
| Время цикла | Long machining times, high labor cost |
| Количество лома | Over 20% of parts were rejected |
Our goal was to solve these problems. We needed to deliver a successful titanium part example that met performance and budget targets.
Совместный подход к проектированию для производства (DFM)
Первый шаг заключался не в начале механической обработки. Вместо этого мы инициировали обзор проектирования для производства (DFM) с инженерной командой клиента. Этот совместный процесс является ключевым для PTSMAKE.
Мы выявили несколько внутренних углов с чрезвычайно малыми радиусами. Хотя их можно было обработать, эти элементы были основными факторами, вызывающими нагрузку и износ инструмента. Мы предложили незначительно увеличить радиусы. Это изменение не повлияло на посадку или функцию кронштейна. Клиент быстро одобрил его.
Стратегия механической обработки
С оптимизированным дизайном мы разработали многогранную стратегию механической обработки. Успех со сложным титановым кронштейном требует большего, чем просто правильная машина.
Во-первых, мы выбрали высокожесткий 5-осевой обрабатывающий центр с ЧПУ. Это минимизировало вибрацию, что критически важно для тонкостенных деталей. Выбор материала для инструмента также был решающим. Мы выбрали специальные твердосплавные фрезы с покрытиями, разработанными для титановых сплавов. Эти покрытия снижают трение и борются с закалка16.
Наша стратегия была сосредоточена на поддержании постоянного контакта инструмента. Использовалась высокоскоростная фрезеровка с трохоидальной траекторией. Этот подход предотвращает внезапные удары по инструменту, продлевая срок его службы и улучшая качество поверхности.
| Компонент стратегии | Обоснование |
|---|---|
| 5-осевое ЧПУ | Доступ к сложным элементам, сокращение количества установок |
| Твердосплавные инструменты с покрытием | Сопротивление нагреву и абразивному износу |
| Охлаждающая жидкость высокого давления | Эффективный отвод стружки и охлаждение |
| Трохоидальное фрезерование | Поддержание постоянной нагрузки на инструмент, снижение износа |
Успешный результат
Результаты были немедленными и значительными. После внедрения нашей стратегии мы увидели драматическое улучшение по всем ключевым показателям.
В сотрудничестве с нашим клиентом мы обнаружили, что процент брака снизился до менее чем 2%. Время цикла на деталь сократилось примерно на 35%. Этот успешный пример изготовления титановой детали демонстрирует, как умный, совместный подход может преодолеть даже самые сложные задачи механической обработки.
Этот пример обработки титана подчеркивает основной принцип. Проактивное сотрудничество и хорошо спланированная стратегия механической обработки имеют важное значение. Они превращают сложный проект в повторяющийся, экономически эффективный успех, поставляя деталь, которая безупречно работает в требовательных аэрокосмических условиях.
The Future of Titanium Machining: Advanced Technologies to Watch
Мир обработки титана на станках с ЧПУ стоит на пороге серьезных перемен. Мы выходим за рамки просто более быстрых шпинделей и более острых инструментов.
Следующая волна инноваций
Три ключевые области стимулируют эти изменения. Это гибридное производство, передовые покрытия инструментов и управление на базе ИИ.
Почему это важно
Это не просто теории. Они обещают реальные преимущества. Думайте о более быстром производстве, лучших деталях и более умных процессах. Будущее обработки титана захватывающе.
| Технология | Традиционный подход | Будущее влияние |
|---|---|---|
| Создание деталей | Чисто субтрактивное | Аддитивное + субтрактивное |
| Инструментальная оснастка | Стандартный карбид | Покрытые, умные инструменты |
| Процесс | Ручная регулировка | Управляемый ИИ, адаптивный |

Давайте разберем эти инновации в производстве титана. Каждая из них решает свою особую основную проблему в обработке титана на станках с ЧПУ, продвигая отрасль к новому стандарту.
Гибридное производство: лучшее из двух миров
Представьте себе создание сложной титановой детали, близкой к ее окончательной форме, с помощью 3D-печати. Затем вы используете обработку на станках с ЧПУ для критически важных завершающих штрихов. Это гибридное производство.
Этот подход резко сокращает отходы материала. Он также сокращает общее время обработки, что является основным фактором затрат для титановых проектов. Это ключевая часть передовой стратегии обработки титана на станках с ЧПУ.
Усовершенствованные покрытия для инструмента
Тепло — враг при обработке титана. Новые покрытия для инструмента — наша лучшая защита. Они создают невероятно твердый и гладкий барьер между инструментом и материалом.
Эти новые покрытия значительно улучшают трибологические17 свойства на режущем интерфейсе. По нашим внутренним тестам, некоторые покрытия могут продлить срок службы инструмента более чем на 30%, позволяя при этом увеличить скорость резания.
| Тип покрытия | Ключевое преимущество | Идеальное применение |
|---|---|---|
| TiAlN | Высокотемпературная твердость | Черновая обработка на высоких скоростях |
| AlCrN | Превосходная износостойкость | Отделочные работы |
| Нанокомпозит | Экстремальная твердость и низкое трение | Требовательные аэрокосмические детали |
Адаптивное управление на базе ИИ
Здесь производство становится по-настоящему умным. Датчики на станке отслеживают процесс резания. ИИ анализирует эти данные в реальном времени.
Если он обнаруживает проблемы, такие как износ инструмента или вибрации, он автоматически корректирует параметры резания. Это предотвращает сбои и обеспечивает стабильное качество без постоянного контроля оператора.
Будущее обработки титана сочетает аддитивные и субтрактивные методы, усовершенствованные инструменты и ИИ. Эти инновации призваны революционизировать эффективность, сократить отходы и улучшить качество деталей, определяя следующее поколение передового производства титана на станках с ЧПУ.
Get a Custom CNC Machining Titanium Quote from PTSMAKE Today!
Готовы воплотить ваш проект по обработке титана на станках с ЧПУ от концепции до производства с непревзойденной точностью и надежностью? Свяжитесь с командой экспертов PTSMAKE для получения быстрого предложения без обязательств — ощутите первоклассное качество, оперативную поддержку и своевременную доставку ваших высокопроизводительных деталей!

Узнайте больше о том, почему это свойство важно для материалов, используемых внутри человеческого тела. ↩
Узнайте, как возникает адгезивный износ и как он влияет на целостность поверхности ваших обработанных деталей. ↩
Узнайте, как этот конкретный тип переноса материала между инструментом и заготовкой приводит к преждевременному выходу инструмента из строя. ↩
Поймите, как это прилипание материала может уничтожить вашу заготовку и инструмент, и узнайте эффективные методы предотвращения. ↩
Узнайте, как этот процесс повышает присущую титану стойкость к коррозии в суровых условиях. ↩
Узнайте, как этот металлургический эффект влияет на срок службы инструмента и конечную прибыль вашего проекта. ↩
Узнайте, как этот металлургический эффект усложняет механическую обработку и какие шаги мы предпринимаем для его предотвращения. ↩
Узнайте, как эта кумулятивная ошибка влияет на качество вашей конечной детали и как ее контролировать. ↩
Узнайте, как документированная цепочка владения защищает ваш проект и обеспечивает полное соответствие требованиям. ↩
Узнайте, как предотвратить разрушение материала при использовании разнородных металлов в сборке. ↩
Поймите внутренние силы, которые могут поставить под угрозу точность размеров вашей детали. ↩
Узнайте больше об этой критической проблеме механической обработки и о том, как ее предотвратить. ↩
Узнайте, как правильное закрепление заготовки повышает эффективность производства и стабильность деталей при высокообъемной обработке на станках с ЧПУ. ↩
Узнайте, как SPC помогает сократить количество дефектов и повысить стабильность производства для ваших проектов. ↩
Узнайте, как это свойство материала влияет на срок службы инструмента и качество деталей при механической обработке. ↩
Узнайте, как это свойство материала влияет на обрабатываемость и срок службы инструмента в нашем подробном руководстве. ↩
Поймите науку о трении и износе, чтобы увидеть, как новые покрытия революционизируют производительность инструмента. ↩






