

Titanium machining demands extreme precision, yet many CNC shops struggle with its notorious reputation for work hardening, rapid tool wear, and thermal challenges. These difficulties often lead to rejected parts, blown budgets, and missed deadlines for critical aerospace and medical components.
CNC machining titanium requires specialized cutting tools, precise thermal management, and strategic machining parameters to overcome its low thermal conductivity and tendency to work harden, ensuring successful production of high-performance parts.

This comprehensive guide covers everything from titanium grade selection and tooling strategies to achieving tight tolerances and scaling production. You’ll discover proven techniques that address common titanium machining challenges and learn how to evaluate suppliers for your most demanding projects.
The Complete Guide to Titanium Grades for CNC Machining
Wybór odpowiedniej klasy tytanu jest kluczowy. Bezpośrednio wpływa na wydajność i koszt części. Nie wszystkie tytany są takie same.
Różnice między gatunkami mogą być ogromne. Dotyczy to zwłaszcza części tytanowych obrabianych CNC.
Przyjrzymy się najczęstszym opcjom. Dowiesz się, który z nich najlepiej pasuje do Twojego projektu. Porównajmy popularne gatunki tytanu do obróbki.
| Klasa | Siła | Odporność na korozję | Obrabialność |
|---|---|---|---|
| Klasa 2 | Umiarkowany | Doskonały | Dobry |
| Klasa 5 | Wysoki | Bardzo dobry | Uczciwy |
| Klasa 23 | Wysoki | Doskonały | Uczciwy |
Ten przewodnik pomoże Ci mądrze wybrać stop tytanu.
Gatunek 2: Koń roboczy
Gatunek 2 to komercyjnie czysty tytan. Oferuje doskonałą odporność na korozję i plastyczność. To sprawia, że jest to świetny wybór do wielu zastosowań.
Pomyśl o częściach do zastosowań morskich lub chemicznych. Jego niższa wytrzymałość w porównaniu do stopów jest jego głównym kompromisem. Jednak jego obrabialność jest znaczącą zaletą. Oszczędza czas i zużycie narzędzi podczas produkcji.
Gatunek 5 (Ti-6Al-4V): Standard lotniczy
Gatunek 5, czyli Ti-6Al-4V, jest najpopularniejszym stopem. Zapewnia fantastyczne połączenie wysokiej wytrzymałości, niskiej wagi i dobrej odporności na korozję. Właściwości Ti-6Al-4V sprawiają, że jest idealny do zastosowań lotniczych.
You’ll find it in structural components and engine parts. Its strength-to-weight ratio is simply unmatched by most other metals. This is why it’s so valued in high-performance fields.
Grade 23: The Medical Choice
Grade 23 is a higher purity version of Grade 5. It has lower oxygen, nitrogen, and iron content. This improves its ductility and fracture toughness.
Its key feature is its excellent biokompatybilność1. This makes it the top choice for medical implants. Think of bone screws, pins, and dental implants. It’s safe for long-term contact with the human body.
| Cecha | Klasa 2 | Klasa 5 (Ti-6Al-4V) | Klasa 23 (ELI) |
|---|---|---|---|
| Skład | Czystość handlowa | Ti, 6% Al, 4% V | Ti, 6% Al, 4% V (Extra Low Interstitials) |
| Siła | Niższy | Wysoki | Wysoki |
| Plastyczność | Wysoki | Umiarkowany | Wysoki |
| Użycie podstawowe | Przemysłowy | Przemysł lotniczy i kosmiczny, motoryzacja | Implanty medyczne |
Selecting the right titanium grade is crucial. Grade 2 offers great machinability. Grade 5 provides superior strength for aerospace. Grade 23 is the standard for medical implants due to its purity and safety. Your application dictates the choice.
The Four Core Challenges of Titanium Machinability
So, why is titanium so hard to machine? It’s not just one thing. It’s a combination of four distinct properties. Each one creates a unique problem for machinists.
Engineers and procurement managers must understand these issues. They directly impact production costs, timelines, and final part quality.
Here’s a quick breakdown of the main culprits:
| Wyzwanie | Główny wpływ |
|---|---|
| Niska przewodność cieplna | Extreme heat on the cutting tool |
| Hartowanie pracy | Material becomes harder during cutting |
| Galling (Adhesion) | Titanium welds to the tool surface |
| Wysokie zużycie narzędzi | Tools break down very quickly |
Rozwiązanie tych problemów z obróbką tytanu nie jest opcjonalne. Jest kluczowe dla sukcesu.

Zrozumienie "dlaczego" tych wyzwań jest pierwszym krokiem do znalezienia rozwiązania. W PTSMAKE spędziliśmy lata na opracowywaniu strategii przeciwdziałania każdemu z tych specyficznych problemów w obróbce CNC tytanu. Wymaga to innego podejścia niż obróbka stali czy aluminium.
Niska przewodność cieplna: problem z ciepłem
Tytan słabo rozprasza ciepło. Około 80% ciepła generowanego podczas cięcia przenosi się bezpośrednio na narzędzie tnące, a nie na wiór. To ekstremalne ciepło może powodować deformację i uszkodzenie narzędzia.
Reaktywność chemiczna i zacieranie
Tytan jest wysoce reaktywny w wysokich temperaturach. Powoduje to zespawanie wiórów z krawędzią tnącą narzędzia. Zjawisko to, znane jako żółknięcie2, prowadzi do słabej jakości powierzchni i może spowodować przedwczesne pęknięcie narzędzia. To ciągła walka z przywieraniem.
Zrozumienie utwardzania zgniotowego tytanu
Tytan ma tendencję do utwardzania się podczas obróbki. Ciśnienie i ciepło z narzędzia tnącego mogą sprawić, że warstwa powierzchniowa będzie znacznie twardsza niż materiał bazowy. To sprawia, że kolejne cięcia są znacznie trudniejsze, zwiększając zużycie narzędzia.
Efekt domina w zużyciu narzędzia
Te czynniki łączą się, powodując szybkie i poważne zużycie narzędzia. Wysokie ciepło, reaktywność chemiczna i utwardzanie zgniotowe jednocześnie atakują narzędzie tnące. Na podstawie naszych wewnętrznych testów żywotność narzędzia może być drastycznie krótsza w porównaniu do innych popularnych metali.
| Materiał | Względna oczekiwana żywotność narzędzia |
|---|---|
| Aluminium 6061 | 100% (poziom wyjściowy) |
| Stal nierdzewna 304 | 25% |
| Tytan Ti-6Al-4V | <10% |
To sprawia, że zarządzanie narzędziami i ich wymiana są krytycznym czynnikiem kosztowym.
Pokonanie trudności w obróbce tytanu – ciepła, utwardzania i zacierania – jest kluczowe. Problemy te bezpośrednio zwiększają zużycie narzędzia, podnoszą koszty i mogą wpływać na jakość części, jeśli nie są zarządzane przez doświadczonego partnera. Sukces wymaga specyficznych strategii dla każdego wyzwania.
Secrets to Selecting the Right Cutting Tools for Titanium
Wybór odpowiedniego narzędzia jest kluczowy w obróbce tytanu. Głównym wrogiem jest ciepło. Nie rozprasza się ono przez wiór, jak w przypadku stali. Zamiast tego koncentruje się na krawędzi tnącej, prowadząc do szybkiego zużycia narzędzia.
Dlatego specjalistyczne narzędzia są nie do negocjacji. Gatunki węglików o submikronowym ziarnie są świetnym punktem wyjścia. Oferują niezbędną wytrzymałość. Odpowiednia powłoka zapewnia barierę termiczną.
Przyjrzyjmy się kilku popularnym materiałom.
| Materiał narzędzia | Odporność na ciepło | Odporność na zużycie | Zastosowanie |
|---|---|---|---|
| Węglik niepowlekany | Dobry | Dobry | Przeznaczenie ogólne |
| Węglik spiekany z powłoką AlTiN | Doskonały | Doskonały | Obróbka z dużą prędkością |
| Węglik spiekany z powłoką PVD | Bardzo dobry | Bardzo dobry | Operacje wykończeniowe |
Wybór najlepszych narzędzi skrawających do tytanu oznacza dopasowanie materiału i powłoki do konkretnej operacji.

Poza materiałem, kluczowa jest geometria narzędzia. Aby skutecznie obrabiać tytan metodą CNC, zawsze szukam narzędzi o ostrych krawędziach tnących i dodatnim kącie natarcia. Zmniejsza to siły skrawania i w konsekwencji generowanie ciepła. Wyższy kąt śrubowy, często około 35-45 stopni, pomaga w ewakuacji wiórów. Słaba ewakuacja wiórów może prowadzić do ponownego cięcia, co jest katastrofalne dla żywotności narzędzia.
Powłoki takie jak azotki aluminium i tytanu (AlTiN) są standardem. Tworzą one ochronną warstwę tlenku aluminium w wysokich temperaturach, izolując podłoże z węgliku spiekanego. To zmienia zasady gry. W naszych testach zaobserwowaliśmy znaczące wydłużenie żywotności narzędzia tylko dzięki przejściu na odpowiednią powłokę.
Jednak strategia ścieżki narzędzia jest równie ważna. Unikaj ostrych narożników i nagłych zmian kierunku. Zamiast tego używaj ścieżek frezowania trochoidalnego lub frezowania o wysokiej wydajności (HEM). Utrzymują one stały kąt zaangażowania narzędzia. Zapobiega to obciążeniom udarowym i kontroluje ciepło, które jest główną przyczyną zużycia przez przyleganie3. Wygładza cały proces.
Najlepsze narzędzia do obróbki tytanu często nie są najtańsze. Jest wyraźny kompromis.
| Czynnik | Narzędzia o wysokiej wydajności | Narzędzia standardowe |
|---|---|---|
| Koszt początkowy | Wyższy | Niższy |
| Żywotność narzędzia | Znacznie dłużej | Krótszy |
| Prędkość obróbki | Szybciej | Wolniej |
| Koszt za część | Niższy | Wyższy |
Większa inwestycja początkowa w wysokiej jakości narzędzia z węgliku spiekanego do tytanu zwraca się. Uzyskujesz dłuższą żywotność, krótsze czasy cykli i ostatecznie niższy koszt za gotową część. W PTSMAKE pomagamy naszym partnerom w podejmowaniu tej decyzji.
Sukces w obróbce tytanu zależy od strategicznego połączenia materiału narzędzia, specyficznej geometrii i inteligentnych ścieżek narzędzia. To holistyczne podejście zarządza ciepłem i zużyciem, równoważąc początkowy koszt narzędzia z długoterminową wydajnością, aby zmniejszyć ostateczny koszt za część.
How to Achieve Tight Tolerances on Titanium CNC Parts
Osiągnięcie precyzji ±0,001 cala lub większej w przypadku tytanu jest prawdziwym testem umiejętności warsztatu maszynowego. To nie tylko cięcie metalu. Chodzi o kontrolowanie trudnego materiału.
Success in high-precision titanium machining demands a holistic approach. You must manage heat, secure the part perfectly, and use the right equipment. Every step is critical.
| Wyzwanie | Core Strategy |
|---|---|
| Nagrzewanie się | Effective Coolant Management |
| Odchylenie części | Robust Fixturing |
| Dokładność wymiarowa | Kontrola w trakcie procesu |
Holding these tight tolerance titanium parts requires mastering these core areas. There is very little room for error.

Engineering Strategies for Precision
To succeed in titanium precision machining, you have to go beyond standard practices. It requires a deep understanding of the material’s behavior under stress. Here at PTSMAKE, we focus on four key areas.
Thermal Management is Crucial
Titanium does not dissipate heat well. This means heat concentrates at the cutting tool, causing rapid wear. High-pressure coolant is not just a suggestion; it’s a requirement. It flushes chips and prevents heat from ruining the part’s surface and dimensions.
Ustojeń dla absolutnej sztywności
Podczas obróbki tytanu siły skrawania są wysokie. Słabe uchwyty pozwolą na wibracje lub ugięcie części, co uniemożliwi uzyskanie ścisłych tolerancji. Często projektujemy niestandardowe uchwyty, które sztywno podtrzymują element, zapobiegając ruchom podczas obróbka cnc tytanu proces.
Odpowiednia maszyna do zadania
Twoja maszyna CNC musi być gotowa do zadania. Oznacza to sztywną, wytrzymałą maszynę z wrzecionami o wysokim momencie obrotowym i minimalnym biciem. Bez wydajnej maszyny będziesz toczyć przegraną bitwę z ugięciem narzędzia i wibracjami.
| Wymagania Maszyny | Dlaczego to ma znaczenie |
|---|---|
| Wysoka sztywność | Zapobiega wibracjom i drganiom |
| Wrzeciono o wysokim momencie obrotowym | Utrzymuje prędkość skrawania pod obciążeniem |
| Precyzyjne prowadnice/suporty | Zapewnia dokładne pozycjonowanie narzędzia |
Awaria w którymkolwiek z tych obszarów kompromituje cały proces. Ryzyko żółknięcie4 wzrasta również przy niewłaściwych ustawieniach, które mogą spowodować zespawanie wiórów z narzędziem.
Kontrola w trakcie procesu
Nie można czekać do końca, aby zmierzyć część. Używamy sondowania w procesie, aby sprawdzać krytyczne wymiary przez cały cykl obróbki. Pozwala nam to na kompensację zużycia narzędzia lub rozszerzalności cieplnej w czasie rzeczywistym, zapewniając idealne wykończenie części.
Uzyskanie ścisłych tolerancji w tytanie wymaga systemu. Łączy on kontrolę termiczną, sztywne mocowanie obrabianego przedmiotu, wydajne maszyny i ciągły pomiar. To systematyczne podejście przekształca trudny materiał w gotową część, która spełnia najbardziej wymagające specyfikacje.
The Complete Guide to Titanium Part Finishing and Deburring
Po obróbce CNC tytanu podróż się nie kończy. Post-processing to etap, w którym dobra część staje się wyjątkowa. Ten kluczowy etap definiuje jej ostateczny wygląd, odczucie i wydajność.
Skuteczny gratowanie tytanu usuwa ostre krawędzie pozostałe po obróbce. Jest to kluczowe dla bezpieczeństwa i prawidłowego działania.
Wykończenie powierzchni następnie poprawia estetykę i właściwości. Opcje obejmują trwałe powłoki i polerowanie na wysoki połysk. Wybór odpowiedniej wykańczanie części tytanowych metody jest kluczowy.
| Etap procesu | Główny cel | Wpływ |
|---|---|---|
| Gratowanie | Usuń zadziory i ostre krawędzie | Bezpieczeństwo, Funkcjonalność |
| Wykończenie | Zmień właściwości powierzchni | Estetyka, trwałość |

Skuteczne techniki gratowania tytanu
Twardość tytanu sprawia, że zadziory są uporczywe. Gratowanie ręczne jest powszechne, ale może być niespójne. Dla precyzji często sięgamy po metody zautomatyzowane.
Wibro-bębnowanie jest doskonałe dla małych części. Wykorzystuje ścierne media do płynnego usuwania zadziorów. W przypadku skomplikowanych wewnętrznych elementów, gratowanie elektrochemiczne oferuje rozwiązanie bezkontaktowe. Rozpuszcza zadziory, nie wpływając na integralność części.
Kluczowe opcje obróbki powierzchni tytanu
Odpowiednie wykończenie zależy całkowicie od zastosowania. Każda obróbka powierzchni tytanu oferuje unikalne korzyści zarówno dla funkcji, jak i wyglądu.
Anodowanie
Anodowanie tworzy trwałą warstwę tlenku na tytanie. Proces ten zwiększa odporność na ścieranie i korozję. Umożliwia również uzyskanie żywych, trwałych kolorów bez użycia farby. Osiąga się to poprzez pasywacja elektrochemiczna5 która pogrubia naturalną warstwę tlenku.
Śrutowanie
Śrutowanie tworzy jednolite, bezkierunkowe wykończenie matowe. Czyści powierzchnię i może poprawić żywotność zmęczeniową poprzez wytworzenie naprężeń ściskających. Jest to opłacalny sposób na uzyskanie czystego, profesjonalnego wyglądu.
Polerowanie
W zastosowaniach wymagających gładkiej, odblaskowej powierzchni idealne jest polerowanie. Zmniejsza tarcie powierzchniowe i poprawia estetykę. Jest to często proces wieloetapowy, zaczynający się od grubych materiałów ściernych i kończący na drobnych pastach polerskich.
| Metoda wykańczania | Kluczowe korzyści | Wspólna aplikacja |
|---|---|---|
| Anodowanie | Odporność na korozję, kolor | Implanty medyczne, lotnictwo i kosmonautyka |
| Śrutowanie | Jednolite matowe wykończenie | Części samochodowe, Narzędzia |
| Polerowanie | Niskie tarcie, estetyka | Elektronika użytkowa, Biżuteria |
Obróbka końcowa nie jest pomysłem po fakcie. Odpowiednie gratowanie tytanu zapewnia bezpieczeństwo i dopasowanie, podczas gdy strategiczne wykończenie powierzchni decyduje o ostatecznej wydajności części, odporności na korozję i wartości estetycznej, które są kluczowe po obróbka cnc tytanu.
Cost Drivers in Titanium CNC Machining: A Transparent Breakdown
Zrozumienie cen części tytanowych wymaga jasnego spojrzenia na ich podstawowe czynniki kosztowe. Nie jest to tylko jedna rzecz, która sprawia, że jest drogi; to kombinacja czynników.
Podstawowe czynniki kosztowe
Główne powody, dla których obróbka tytanu jest droga, są proste. Wysoki koszt surowca jest punktem wyjścia.
Następnie przychodzi czas wolnej obróbki. Musimy uruchamiać maszyny z niższymi prędkościami, aby zarządzać ciepłem i zużyciem narzędzi. To bezpośrednio zwiększa liczbę godzin potrzebnych na część.
Wreszcie, szybkie zużycie narzędzi i niezbędne operacje wtórne zwiększają ostateczny koszt.
| Czynnik kosztowy | Wpływ na cenę końcową | Powód |
|---|---|---|
| Surowiec | Wysoki | Wrodzona rzadkość i trudny proces ekstrakcji. |
| Czas obróbki | Wysoki | Niskie prędkości cięcia wymagane do zarządzania termicznego. |
| Koszt oprzyrządowania | Wysoki | Szybkie zużycie specjalistycznych, drogich narzędzi tnących. |
| Operacje wtórne | Średni | Często wymagane dla integralności i wykończenia powierzchni. |

Zagłębmy się w to, dlaczego te elementy tak bardzo wpływają na koszt obróbki tytanu. To więcej niż tylko cena pręta metalowego. Prawdziwy koszt pojawia się na hali produkcyjnej.
Mnożnik czasu obróbki
Powolna obróbka to nie tylko niedogodność; to główny mnożnik kosztów. Niska przewodność cieplna tytanu zatrzymuje ciepło na krawędzi tnącej. Zmusza nas to do zmniejszenia prędkości, aby zapobiec uszkodzeniu narzędzia i materiału.
Ten powolny proces zwiększa również ryzyko utwardzanie robocze6, gdzie materiał staje się jeszcze twardszy podczas cięcia. To sprawia, że kolejne przejścia są trudniejsze i jeszcze bardziej zużywają narzędzia. To trudny cykl.
Koszty narzędzi i obróbki wtórnej
W PTSMAKE używamy specjalistycznych narzędzi z węglików spiekanych ze specjalnymi powłokami do obróbki CNC tytanu. Są one droższe i zużywają się szybciej niż standardowe narzędzia, wymagając częstej wymiany. To zużycie jest bezpośrednim, powtarzalnym kosztem.
Operacje wtórne, takie jak obróbka cieplna lub anodowanie, często nie są opcjonalne. Są one kluczowe dla osiągnięcia wymaganych właściwości mechanicznych części lub odporności na korozję. Każdy etap dodaje kolejną warstwę kosztów i czasu do projektu.
| Działanie | Cel | Względny wpływ na koszty |
|---|---|---|
| Obróbka cieplna | Odprężanie, wzmocnienie wytrzymałości | Średni |
| Anodowanie | Odporność na korozję, wykończenie powierzchni | Niski do średniego |
| Szlifowanie | Osiąganie ścisłych tolerancji | Wysoki |
| Pasywacja | Poprawa odporności na korozję | Niski |
Główne czynniki kosztotwórcze – materiał, znaczny czas obróbki, wysokie zużycie narzędzi i niezbędne operacje wtórne – wspólnie wyjaśniają, dlaczego obróbka CNC tytanu jest usługą premium. Właściwe planowanie jest kluczowe dla dokładnego budżetowania i kontroli kosztów.
Design for Manufacturability (DFM) Secrets for Titanium Parts
Projektując części tytanowe, należy przestrzegać określonych zasad. Nie jest to materiał, który łatwo wybacza błędy projektowe.
Przestrzeganie jasnego przewodnika DFM dla tytanu jest niezbędne. Pomaga to uniknąć powszechnych i kosztownych problemów z obróbką, zanim one wystąpią.
Kluczowe wymiary dla projektowania obrabialnego tytanu
Skupmy się najpierw na podstawowej geometrii. Grubość ścianki i promienie wewnętrzne są kluczowymi punktami wyjścia dla każdego udanego projektu.
Duże promienie pozwalają nam na użycie większych, bardziej stabilnych narzędzi. Zmniejsza to drgania i poprawia wykończenie powierzchni, bezpośrednio wpływając na jakość części.
Na podstawie naszych testów, trzymanie się tych parametrów jest bezpiecznym rozwiązaniem.
| Cecha | Zalecana specyfikacja | Główny powód |
|---|---|---|
| Minimalna grubość ścianki | > 1,0 mm (0,040") | Zapobiega wypaczaniu się części i drganiom |
| Minimalny promień wewnętrzny | > 0,8 mm (0,031") | Zmniejsza naprężenia narzędzia i siły skrawania |
Te proste zasady stanowią podstawę skutecznego, obrabialnego projektu tytanowego.

Pogłębione spojrzenie: głębokość otworów i dostępność cech
Wiele projektów napotyka problemy w przypadku otworów i złożonych cech. Unikalne właściwości tytanu sprawiają, że te obszary są szczególnie trudne dla obróbki CNC.
Głębokie otwory, na przykład, są głównym źródłem awarii narzędzi. Ciepło nie rozprasza się dobrze, a ewakuacja wiórów staje się niezwykle trudna. Zły dostęp do narzędzia również komplikuje sprawę. Często wymaga niestandardowych uchwytów lub dłuższych narzędzi, co zmniejsza sztywność i precyzję.
Podczas procesu obróbki, nieprawidłowe posuwy i prędkości mogą spowodować utwardzanie robocze7, co sprawia, że materiał jest jeszcze trudniejszy do cięcia. Jest to problem, który często widzimy w projektach, które nie są zoptymalizowane.
Optymalizacja dostępu do narzędzi i wydajności
Zawsze rozważaj, jak narzędzie podejdzie do każdej funkcji. Jeśli dostęp jest zablokowany, wymusza to bardziej złożone i droższe konfiguracje wieloosiowe.
Stwierdziliśmy, że te wytyczne znacznie poprawiają obrabialność.
| Aspekt projektu | Wytyczne DFM | Wpływ na obróbkę CNC tytanu |
|---|---|---|
| Stosunek głębokości do średnicy otworu | Zachowaj poniżej 6:1 | Poprawia usuwanie wiórów, zmniejsza ryzyko złamania narzędzia |
| Dostępność funkcji | Zapewnij czyste ścieżki narzędzia | Minimalizuje liczbę ustawień, pozwala na krótsze/sztywniejsze narzędzia |
Upraszczając geometrię i zapewniając dobry dostęp, sprawiasz, że część jest z natury łatwiejsza i tańsza w produkcji. Jest to fundamentalna zasada dobrego projektowania pod kątem produkcji.
Przestrzeganie tych wytycznych DFM dla tytanu dotyczących grubości ścianek, promieni i głębokości otworów jest kluczowe. Właściwy projekt znacznie skraca czas obróbki, obniża koszty i zapobiega opóźnieniom w produkcji, zapewniając płynniejszy proces od prototypu do produkcji przy PTSMAKE.
5-Axis CNC Machining for Complex Titanium Geometries
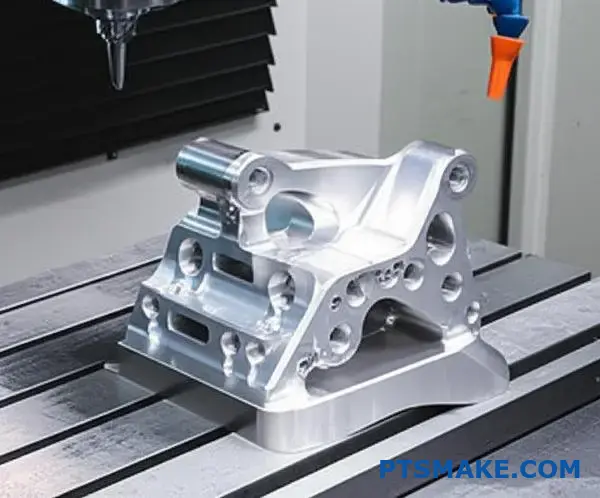
Podczas obróbki tytanu złożoność jest często nieunikniona. Dotyczy to zwłaszcza części takich jak wsporniki lotnicze czy implanty medyczne. Te komponenty wymagają absolutnej precyzji.
Tutaj obróbka tytanu na 5 osiach sprawdza się doskonale. Pozwala nam to na podejście do skomplikowanych cech z wielu kątów w jednym ustawieniu.
Ta metoda bezpośrednio zwiększa dokładność i integralność. Minimalizuje ryzyko związane z ponownym mocowaniem części. Korzyści dla skomplikowanych części tytanowych są oczywiste.
| Przewaga | Wpływ na części tytanowe |
|---|---|
| Mniej ustawień | Zmniejsza błąd skumulowany |
| Lepszy dostęp do narzędzi | Umożliwia złożone kontury |
| Wyższa dokładność | Spełnia rygorystyczne specyfikacje lotnicze/medyczne |
Zaleta pojedynczej konfiguracji
Główną zaletą wieloosiowej obróbki CNC tytanu jest podejście "jedna konfiguracja". Za każdym razem, gdy przesuwasz i ponownie mocujesz część, wprowadzasz niewielkie ryzyko błędu. Może to być ogromny problem.
Obrabiając pięć stron bez ponownego mocowania, praktycznie eliminujemy tę zmienną. Chroni to dokładność geometryczną części od początku do końca. Jest to podstawowa zasada, której przestrzegamy w PTSMAKE dla wszystkich krytycznych komponentów.
Odblokowywanie złożonych geometrii
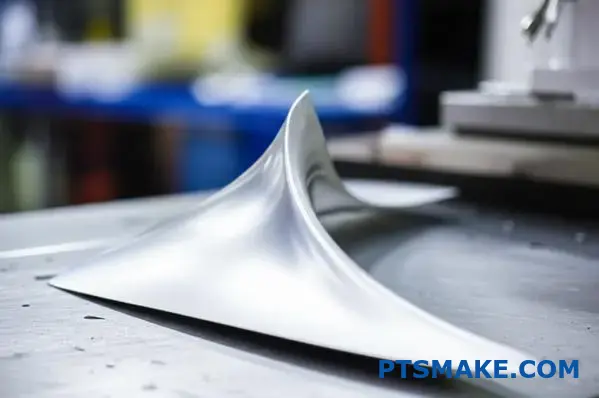
W przypadku elementów o skonturowanych powierzchniach, takich jak elementy płynowe lub implanty, 5-osiowość jest nie tylko lepsza; jest konieczna. Pozwala narzędziu tnącemu pozostać stycznym do powierzchni.
Ten ciągły ruch tworzy doskonałe wykończenie powierzchni. Pozwala nam również obrabiać głębokie, złożone kieszenie, które są niemożliwe na maszynach 3-osiowych. Błąd skumulowany, znany również jako stos tolerancji8, jest znacznie zredukowany dzięki tej metodzie.
3-osiowość vs. 5-osiowość dla tytanu
| Cecha | Obróbka 3-osiowa | Obróbka 5-osiowa |
|---|---|---|
| Wymagane ustawienia | Wielokrotność | Pojedyncza (często) |
| Dokładność na konturach | Niższy | Bardzo wysoka |
| Czas cyklu | Dłuższy | Krótszy |
| Część Integralność | Dobra, ale ryzyko ponownego mocowania | Doskonały |
Ta wydajność w obróbce CNC tytanu prowadzi do lepszych części, szybciej.
Podsumowując, obróbka 5-osiowa jest przełomem w przypadku złożonych części tytanowych. Zmniejsza liczbę ustawień, zwiększa dokładność na zakrzywionych powierzchniach i zapewnia doskonałą integralność części. Czyni to ją niezbędną w krytycznych zastosowaniach w przemyśle lotniczym i medycznym.
How to Ensure Material Traceability for Critical Titanium Components
W branżach o wysokiej stawce, takich jak lotnictwo i medycyna, identyfikowalność materiałów to nie tylko najlepsza praktyka. Jest to absolutny wymóg.
Każdy krytyczny element tytanowy musi mieć weryfikowalną historię. Proces ten zapewnia wydajność, bezpieczeństwo i niezawodność w ekstremalnych warunkach.
Wszystko zaczyna się od certyfikowanego pozyskiwania materiałów. Następnie następuje skrupatywne śledzenie numerów partii i obróbki cieplnej. Jest to kluczowe dla certyfikowana obróbka tytanu.
Cała podróż, od surowca do gotowej części, musi być udokumentowana.
| Cecha | Tytan z możliwością śledzenia | Tytan bez możliwości śledzenia |
|---|---|---|
| Weryfikacja | Certyfikowane raporty młyna | Nieznane pochodzenie |
| Ryzyko | Niska; Spełnia standardy | Wysoka; Potencjalna awaria |
| Zgodność | Gotowy do audytu | Non-Compliant |

Filary identyfikowalności: pozyskiwanie, śledzenie i dokumentacja
Certyfikowane pozyskiwanie jest fundamentem. Współpracujemy wyłącznie z dostawcami, którzy dostarczają pełną dokumentację dla każdej partii tytanu. Obejmuje to zawsze raporty z badań młyna (MTR), które weryfikują dokładne właściwości chemiczne i fizyczne materiału w stosunku do wymaganych specyfikacji.
Śledzenie numerów partii i obróbki cieplnej
Po dostarczeniu certyfikowanego materiału do naszego zakładu przypisujemy mu unikalny wewnętrzny numer śledzenia. Numer ten jest bezpośrednio powiązany z oryginalnym numerem partii lub obróbki cieplnej dostawcy.
This link is maintained throughout the entire obróbka cnc tytanu workflow. From cutting and milling to finishing and final inspection, every step is recorded against this number. This creates an unbroken chain of custody9 from the raw bar stock to the final component you receive.
Ensuring Audit Readiness
This meticulous documentation makes audits simple and transparent. We can instantly pull the complete manufacturing history for any part. This readiness is crucial for meeting strict aerospace titanium standards like AS9100 and proves our process control.
| Typ dokumentu | Cel |
|---|---|
| Mill Test Report (MTR) | Certifies raw material properties from the mill. |
| Certyfikat zgodności (CoC) | Confirms parts meet all specified requirements. |
| Internal Work Order | Tracks the part’s journey through production. |
Robust titanium material traceability is built on certified sourcing, diligent tracking, and thorough documentation. This system is not just for compliance; it’s a fundamental part of risk management and quality assurance for every critical component we manufacture.
The Ultimate Guide to Titanium vs. Aluminum for CNC Parts
Wybór między tytanem a aluminium to kluczowa decyzja. Bezpośrednio wpływa na wydajność, wagę i ostateczny koszt Twojej części. Nie chodzi tylko o wybór mocniejszego materiału.
Chodzi o dopasowanie właściwości do Twoich konkretnych potrzeb aplikacyjnych. Dla liderów w branży sprzętowej zrozumienie tego porównania materiałów dla CNC jest kluczem do sukcesu.
Porównanie w skrócie
Szybkie spojrzenie na podstawowe różnice jest niezbędne. Oto ogólny przegląd najczęściej używanych gatunków, z którymi pracujemy.
| Cecha | Tytan (Ti-6Al-4V) | Aluminium (6061-T6) |
|---|---|---|
| Siła | Bardzo wysoka | Umiarkowany |
| Waga | Cięższy niż Al | Bardzo lekki |
| Koszt | Wysoki | Niski |
| Obrabialność | Trudne | Doskonały |
Ta tabela pokazuje fundamentalne kompromisy, którymi zarządzamy na co dzień.

Pogłębiona analiza: Wydajność vs. Koszt
Kiedy analizujemy stosunek wytrzymałości do masy, tytan jest wyraźnym zwycięzcą. To sprawia, że jest on podstawą w przemyśle lotniczym i implantach medycznych. Jego wydajność pod obciążeniem i w wysokich temperaturach jest nieporównywalna z aluminium. Jednak ta premium wydajność ma swoją cenę.
Wyzwania w obróbka cnc tytanu są znaczące. Ma niską przewodność cieplną, co powoduje zatrzymywanie ciepła na końcu narzędzia. Prowadzi to do szybszego zużycia narzędzia i wolniejszych prędkości obróbki. Nasz proces w PTSMAKE obejmuje specjalistyczne narzędzia i strategie chłodzenia, aby sobie z tym poradzić.
Odporność na korozję i niuanse zastosowania
Tytan tworzy stabilną, pasywną warstwę tlenku. To sprawia, że jest niezwykle odporny na korozję spowodowaną przez słoną wodę i wiele chemikaliów przemysłowych. Aluminium jest również odporne na korozję, ale może być podatne. Jest podatne na Korozja galwaniczna10 w kontakcie z bardziej szlachetnymi metalami.
To obróbka tytanu vs aluminium decyzja często zależy od środowiska pracy. Zastosowanie w przemyśle morskim może wymagać tytanu, podczas gdy obudowa elektroniki użytkowej jest idealna dla aluminium.
Porównanie materiałów oparte na danych
| Własność | Tytan (klasa 5) | Aluminium (6061) | Aluminium (7075) |
|---|---|---|---|
| Gęstość (g/cm³) | 4.43 | 2.70 | 2.81 |
| Wytrzymałość na rozciąganie (MPa) | ~950 | ~310 | ~572 |
| Ocena skrawalności | Słaby | Dobry | Uczciwy |
Nasze wyniki testów pokazują, że nawet wysokowytrzymały stop aluminium 7075 nie dorównuje poziomowi tytanu. Dane te są kluczowe przy wyborze tytanu lub aluminium do wymagających części.
Wybór między tytanem a aluminium do części CNC to kompromis. Należy zważyć lepszą wytrzymałość i odporność na korozję w porównaniu z wyższymi kosztami materiału i obróbki. Specyficzne wymagania zastosowania zawsze będą kierować najlepszym wyborem materiału dla Twojego projektu.
How to Prevent Titanium Part Distortion During Machining
Odkształcenie części tytanowych jest częstym problemem. Wynika ono z wysokiego naprężenia szczątkowego w materiale. Siły powstające podczas obróbki mechanicznej uwalniają to naprężenie nierównomiernie.
Prowadzi to do wypaczenia i niestabilności wymiarowej. Zapobieganie wypaczaniu tytanu wymaga przemyślanej strategii od samego początku. Nie chodzi tylko o cięcie metalu.
Główny Problem: Naprężenia podczas obróbki
Naprężenia podczas obróbki tytanu są znaczące. Niska przewodność cieplna materiału zatrzymuje ciepło w strefie skrawania. To ciepło, w połączeniu z siłami skrawania, indukuje naprężenia. Zła strategia pogarsza sytuację.
Inteligentne podejście starannie kontroluje te czynniki.
Wielostopniowy proces jest kluczowy dla zapobiegania wypaczaniu tytanu. Nie możemy traktować go jak aluminium lub stal. Każdy etap musi być zaprojektowany tak, aby zarządzać naprężeniami i je łagodzić. Ignorowanie tego gwarantuje problemy z wymiarami w późniejszym czasie.
Strategiczne obróbka zgrubna i wykańczająca
Nigdy nie obrabiamy części tytanowej do jej ostatecznego wymiaru za jednym razem. Najpierw wykonujemy operację zgrubną. Pozostawiamy stałą ilość materiału, zazwyczaj od 0,5 mm do 1,5 mm, na wszystkich powierzchniach. To wstępne przejście usuwa większość materiału i pochłania większość Naprężenie szczątkowe11.
Po obróbce zgrubnej niezbędny jest etap odprężania. Może to być obróbka cieplna. Część jest podgrzewana do określonej temperatury, a następnie powoli chłodzona. Ten proces rozluźnia wewnętrzne naprężenia wprowadzone podczas obróbki zgrubnej.
| Metoda odprężania | Kluczowe korzyści | Typowe zastosowanie |
|---|---|---|
| Wyżarzanie termiczne | Bardzo skuteczna w redukcji naprężeń | Krytyczne części lotnicze |
| Wibracyjna ulga w stresie | Szybsze, bez odkształceń termicznych | Duże, niekrytyczne konstrukcje |
Advanced Fixturing Techniques
Finally, we perform the finishing pass. Proper fixturing is critical here. We use low-clamping force fixtures. This prevents introducing new stresses into the now-stabilized part. The goal is to hold the part securely without deforming it. This ensures the final dimensions are accurate and stable after the obróbka cnc tytanu proces.
Managing internal stress is key to preventing titanium part distortion. A sequence of roughing, stress-relieving, and careful finishing is not optional. It is fundamental to achieving dimensional accuracy and stability in every titanium component we produce at PTSMAKE.
The Definitive Guide to Titanium Prototyping Best Practices
Efficient titanium prototyping saves time and money. The key is knowing when to commit to this premium material. For initial form and fit checks, using a substitute is often smarter.
This approach lets you refine your design quickly. Once the concept is solid, you can move to actual titanium. This protects your budget from costly early-stage revisions.
When to Use Substitute Materials
Consider substitutes for early-stage prototypes. This helps validate ergonomics and assembly without the high cost of titanium.
| Etap prototypu | Zalecany materiał | Główny cel |
|---|---|---|
| Concept Model | 3D Printed Plastic (PLA, ABS) | Form and Fit |
| Functional (Low-Stress) | Aluminium (np. 6061) | Basic Mechanics |
| Przedprodukcja | Tytan (Ti-6Al-4V) | Full Validation |
Using this staged method ensures you only invest in titanium prototype machining when you’re confident in the design.

Strategie szybkiego prototypowania
Szybkość jest kluczowa w szybkim prototypowaniu tytanu. Sukces zależy od inteligentnego planowania i jasnej komunikacji z partnerem produkcyjnym. W PTSMAKE skupiamy się na tym.
Dobrze zdefiniowany przegląd Design for Manufacturability (DFM) jest pierwszym krokiem. W przypadku tytanu oznacza to uproszczenie geometrii tam, gdzie to możliwe. Oznacza to również projektowanie z myślą o optymalnym dostępie narzędzi, aby skrócić czas obróbki.
Tytan ma unikalne właściwości. Jest podatny na zgniot podczas pracy i ma niską przewodność cieplną. Czynniki te mogą prowadzić do zużycia narzędzi i problemów z wykończeniem powierzchni. Powszechnym problemem jest żółknięcie12, gdzie materiały przywierają pod naciskiem.
Nasza analiza DFM, oparta na wspólnych badaniach z klientami, pomaga zapobiegać tym problemom. Usprawnia obróbka cnc tytanu proces.
Walidacja Twojego projektu tytanowego
Przed pełną produkcją niezbędne są rygorystyczne testy. Potwierdza to, że Twoja część spełnia wszystkie wymagania funkcjonalne i dotyczące wydajności.
| Krok walidacji | Cel | Metoda |
|---|---|---|
| Analiza wymiarowa | Weryfikacja dokładności geometrycznej | Inspekcja CMM, skanowanie 3D |
| Testy mechaniczne | Testuj wytrzymałość i trwałość | Testy rozciągania, zmęczeniowe, udarnościowe |
| Testy funkcjonalne | Potwierdzenie rzeczywistej wydajności | Assembly and Field Trials |
Te testing titanium designs steps ensure your final product is reliable and effective, preventing costly failures later.
Efficient titanium prototyping requires a strategic approach. Use substitute materials for early validation, apply DFM principles for speed, and conduct thorough testing before committing to full-scale production. This balances cost, time, and quality effectively.
Jak przejść od prototypu tytanowego do produkcji
Moving from a single titanium prototype to full-scale production is a major leap. It’s not just about making more parts. It requires a completely different mindset and a robust plan.
A successful transition is built on a solid strategy. This plan must cover everything. It includes tooling, process validation, quality control, and your supply chain. Without it, costs spiral and deadlines are missed.
Key Transition Pillars
| Etap | Koncentracja | Cel |
|---|---|---|
| Oprzyrządowanie | Durability & Speed | Minimize downtime and cycle time |
| Proces | Powtarzalność | Ensure every part meets spec |
| Jakość | Skalowalność | Maintain standards at high volume |
| Łańcuch dostaw | Niezawodność | Secure material and delivery flow |

Scaling up your titanium part production requires a documented transition plan. This isn’t just a suggestion; it’s essential for success when moving from low to high volume titanium manufacturing. At PTSMAKE, we focus on four critical areas to ensure a smooth ramp-up.
Optimizing Your Tooling Strategy
Your prototype tooling won’t survive production runs. For large-scale obróbka cnc tytanu, potrzebujesz solidnych narzędzi wykonanych z węglika lub innych trwałych materiałów. Optymalizujemy ścieżki narzędzi i strategie chłodzenia specjalnie dla produkcji wielkoseryjnej. Redukuje to czasy cykli i wydłuża żywotność narzędzi.
Walidacja procesu produkcyjnego
Zwalidowany proces jest powtarzalny. Przechodzimy od kontroli pojedynczych części do statystycznej kontroli procesu (SPC). Zapewnia to stabilność i przewidywalność. Raporty z pierwszej kontroli wyrobu (FAI) potwierdzają, że proces produkcyjny konsekwentnie wytwarza części spełniające każdą specyfikację. Konsekwentna Mocowanie13 jest kluczowym, ale często pomijanym aspektem tego etapu.
Skalowanie kontroli jakości i logistyki
Ręczna inspekcja nie jest możliwa dla tysięcy części. Wdrażamy zautomatyzowane systemy, takie jak CMM i skanery optyczne. Skutecznie skaluje to kontrolę jakości. Po stronie logistyki zabezpieczamy długoterminowe kontrakty na surowy tytan. Gwarantuje to dostępność materiału i stabilizuje ceny, co jest kluczowe dla produkcji części tytanowych na dużą skalę.
| Aspekt | Etap prototypowania | Faza produkcji |
|---|---|---|
| Oprzyrządowanie | Miękkie, mniej trwałe | Utwardzony, długowieczny węglik |
| Walidacja | Pomiar ręczny | Statystyczna kontrola procesu (SPC) |
| Kontrola | Sprawdzenie ręczne 100% | Zautomatyzowane CMM, plany pobierania próbek |
| Dostawa | Zakupy doraźne | Długoterminowe umowy z dostawcami |
Ustrukturyzowany plan jest niepodlegający negocjacjom w celu skalowania produkcji tytanu. Strategicznie zajmując się narzędziami, walidacją procesu, kontrolą jakości i logistyką łańcucha dostaw, można płynnie przejść od pojedynczego prototypu do produkcji wielkoseryjnej, zapewniając spójność i niezawodność.
Kompletny przewodnik po kontroli jakości obrabianego tytanu
Inspekcja części tytanowych to coś więcej niż tylko pomiar. Wymaga systematycznego podejścia do kontroli jakości. Zapewnia to, że każdy komponent spełnia dokładne specyfikacje.
W PTSMAKE integrujemy zaawansowane narzędzia ze ścisłymi ramami procesowymi. Ta kombinacja jest kluczowa dla osiągnięcia spójnych wyników.
Kluczowe metody inspekcji
Opieramy się na kilku precyzyjnych instrumentach do dokładnej walidacji. Każde narzędzie służy określonemu celowi w naszym przepływie pracy kontroli jakości przy inspekcji części tytanowych.
| Narzędzie | Użycie podstawowe | Poziom precyzyjny |
|---|---|---|
| CMM | Złożone geometrie 3D | Bardzo wysoka |
| Komparator optyczny | Profile i cechy 2D | Wysoki |
| Tester chropowatości | Pomiar wykończenia powierzchni | Poziom mikro |
| Płytki gwintowe | Dokładność gwintu (przejście/nie przejście) | Znormalizowany |
Te narzędzia dostarczają nam potrzebnych danych. Ale struktura procesu zapewnia, że dane są efektywnie wykorzystywane do prawdziwej kontroli jakości tytanu.

Kompleksowy plan inspekcji jest mapą drogową jakości. Szczegółowo opisuje każde sprawdzenie, od weryfikacji surowca po ostateczne zatwierdzenie. Ten plan nie jest statyczny; jest żywym dokumentem.
Kontrola pierwszego artykułu (FAI)
Inspekcja pierwszej sztuki (FAI) jest kluczowym kamieniem milowym. Jest to pełna weryfikacja pierwszej części z serii produkcyjnej w odniesieniu do rysunków projektowych. W przypadku złożonych części tytanowych obrabianych CNC, FAI potwierdza, że cały nasz proces – oprzyrządowanie, programowanie i ustawienie – jest prawidłowy przed rozpoczęciem masowej produkcji. Zapobiega to kosztownym błędom w dalszej kolejności.
Monitorowanie w trakcie procesu
Nie czekamy do końca, aby znaleźć problemy. Używamy metod takich jak Statystyczna kontrola procesu (SPC)14 do monitorowania procesu produkcyjnego w czasie rzeczywistym. Pozwala nam to wykrywać i korygować wszelkie odchylenia w miarę ich występowania. To proaktywne podejście zapewnia stabilność i powtarzalność.
Poniższa tabela przedstawia typowy przepływ inspekcji dla komponentu tytanowego.
| Etap | Działanie | Kluczowe uwagi dotyczące tytanu |
|---|---|---|
| Odbiór | Weryfikacja certyfikatu materiałowego | Właściwa klasa (np. Klasa 5) i pochodzenie |
| W toku | Monitorowanie kluczowych cech (SPC) | Zużycie narzędzi, rozszerzalność cieplna |
| Finał | 100% Kontrola wymiarów krytycznych | Zgodność z GD&T, pomiar CMM |
Ten ustrukturyzowany proces jest fundamentalny. W ten sposób gwarantujemy, że każda dostarczona przez nas część jest identyczna i spełnia wszystkie wymagania.
Skuteczna kontrola jakości tytanu integruje precyzyjne narzędzia, takie jak CMM, z ustrukturyzowanymi procesami, takimi jak FAI i SPC. Zapewnia to utrzymanie stabilności procesu i zgodności części od pierwszej sztuki do końcowej jednostki produkcyjnej, gwarantując niezawodność.
Jak ocenić partnera CNC do obróbki tytanu
Wybór dostawcy obróbki tytanu jest kluczowy. Właściwy partner zapewnia, że Twoje części o wysokiej wydajności spełniają specyfikacje. Zły partner może spowodować kosztowne opóźnienia i awarie.
Ta lista kontrolna pomaga systematycznie oceniać warsztaty CNC. Obejmuje kluczowe obszary, które mają największe znaczenie dla udanych projektów tytanowych.
Kluczowe obszary oceny
Skorzystaj z tego przewodnika dla zespołów ds. zaopatrzenia i inżynierii. Zapewnia on jasne ramy do podejmowania świadomych decyzji.
| Kategoria oceny | Kluczowe pytania do zadania |
|---|---|
| Możliwości maszyny | Czy posiadają sztywne, wysokoobrotowe maszyny 5-osiowe? |
| Ekspertyza materiałowa | Czy potrafią omówić konkretne gatunki tytanu (np. Klasa 5 vs. Klasa 2)? |
| Systemy jakości | Czy posiadają certyfikat AS9100 lub ISO 13485? |
| Doświadczenie | Czy mogą przedstawić przykłady podobnych złożonych części? |
Kompetentny partner w produkcji tytanu z pewnością odpowie na te pytania.

Znalezienie odpowiedniego partnera do obróbki CNC tytanu wykracza poza proste porównanie ofert. Należy zagłębić się w ich możliwości techniczne i procesy jakościowe. Solidna ocena chroni Twój projekt przed ryzykiem.
Możliwości obrabiarki
Standardowe maszyny mają problemy z tytanem. Szukaj warsztatów z nowoczesnymi, sztywnymi 5-osiowymi centrami CNC. Maszyny te minimalizują wibracje, co jest kluczowe dla utrzymania ścisłych tolerancji i uzyskania dobrego wykończenia powierzchni części tytanowych.
Systemy chłodzenia pod wysokim ciśnieniem są również nieodzowne. Są one niezbędne do usuwania wiórów i zarządzania ciepłem w strefie skrawania. Zapobiega to zużyciu narzędzi i uszkodzeniu materiału.
Wiedza o materiałach i procesach
Prawdziwa wiedza jest kluczowa przy wyborze dostawcy usług obróbki tytanu. Dostawca powinien rozumieć niuanse między różnymi stopami tytanu. Obróbka stopu klasy 5 (Ti-6Al-4V) znacznie różni się od obróbki czystego stopu klasy 2.
Zapytaj o ich strategie łagodzenia utwardzanie robocze15. Kompetentny partner omówi konkretne narzędzia, prędkości posuwu i strategie skrawania zaprojektowane do radzenia sobie z tym wyzwaniem. W PTSMAKE opracowaliśmy własne parametry procesowe dla różnych stopów.
| Certyfikacja | Koncentracja na branży | Co gwarantuje |
|---|---|---|
| AS9100 | Przemysł lotniczy i obronny | Ścisła kontrola procesów, identyfikowalność i zarządzanie ryzykiem. |
| ISO 13485 | Urządzenia medyczne | Zarządzanie jakością komponentów urządzeń medycznych. |
| ISO 9001 | Produkcja ogólna | Podstawowy system zarządzania jakością. |
Udokumentowane doświadczenie
Na koniec przejrzyj ich portfolio. Poproś o studia przypadków lub przykłady części o podobnej złożoności i materiale. To najlepszy dowód ich zdolności do realizacji. Historia produkcji wysokowydajnych komponentów pokazuje, że są oni niezawodnym partnerem w produkcji tytanu.
Ta lista kontrolna zapewnia ustrukturyzowane podejście do oceny warsztatów CNC. Pomaga spojrzeć poza cenę, aby ocenić rzeczywiste możliwości, zapewniając znalezienie partnera, który poradzi sobie z unikalnymi wymaganiami obróbki CNC tytanu i konsekwentnie dostarcza wysokiej jakości części.
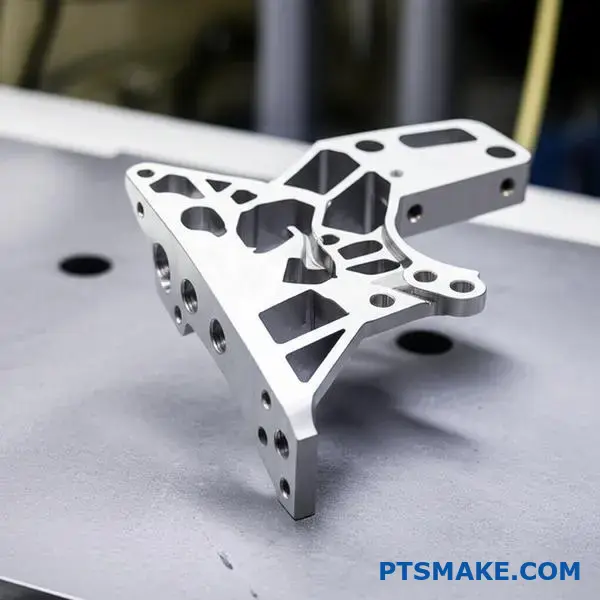
Studium przypadku: Rozwiązanie złożonego wyzwania obróbki tytanowego wspornika
Teoria to jedno, ale liczą się wyniki. Przejdźmy przez studium przypadku obróbki tytanu w świecie rzeczywistym.
Klient z branży lotniczej zwrócił się do nas ze złożonym wspornikiem tytanowym. Ta część miała cienkie ścianki i skomplikowane geometrie. Ich poprzedni dostawca miał problemy, borykając się z wysokimi kosztami i niespójną jakością. To częsta historia w obróbka cnc tytanu.
Początkowe wyzwanie
Głównymi problemami były deformacja części i szybkie zużycie narzędzi. Doprowadziło to do wysokiego wskaźnika braków, co znacznie podniosło jednostkową cenę.
| Obszar wyzwania | Wpływ na produkcję |
|---|---|
| Odkształcanie części | Niespełnienie tolerancji wymiarowych |
| Zużycie narzędzia | Zwiększone koszty narzędzi i przestoje |
| Czas cyklu | Długie czasy obróbki, wysokie koszty robocizny |
| Współczynnik złomowania | Odrzucono ponad 201 sztuk części |
Naszym celem było rozwiązanie tych problemów. Musieliśmy dostarczyć udany przykład części tytanowej, która spełniała cele wydajnościowe i budżetowe.
Współpracujące podejście DFM
Pierwszym krokiem nie było rozpoczęcie obróbki. Zamiast tego rozpoczęliśmy przegląd Design for Manufacturability (DFM) z zespołem inżynierskim klienta. Ten proces współpracy jest kluczowy w PTSMAKE.
Zidentyfikowaliśmy kilka wewnętrznych naroży o niezwykle małych promieniach. Chociaż możliwe do obróbki, te cechy były głównymi czynnikami powodującymi naprężenia i zużycie narzędzi. Zaproponowaliśmy niewielkie zwiększenie promieni. Ta zmiana nie miała wpływu na dopasowanie ani funkcjonalność wspornika. Klient szybko ją zatwierdził.
Strategia obróbki
Dzięki zoptymalizowanemu projektowi opracowaliśmy wieloaspektową strategię obróbki. Sukces ze złożonym wspornikiem tytanowym wymaga czegoś więcej niż tylko odpowiedniej maszyny.
Najpierw wybraliśmy centrum obróbcze CNC z 5 osiami o wysokiej sztywności. Zminimalizowało to wibracje, co jest kluczowe w przypadku części o cienkich ściankach. Kluczowy był również dobór materiału narzędzi. Postawiliśmy na specjalne frezy węglikowe z powłokami przeznaczonymi do stopów tytanu. Powłoki te zmniejszają tarcie i przeciwdziałają utwardzanie robocze16.
Nasza strategia skupiała się na utrzymaniu stałego zaangażowania narzędzia. Zastosowano frezowanie z dużą prędkością z wykorzystaniem ścieżki narzędzia trochoidalnego. Takie podejście zapobiega nagłym uderzeniom narzędzia, przedłużając jego żywotność i poprawiając jakość powierzchni.
| Komponent strategii | Uzasadnienie |
|---|---|
| 5-osiowe CNC | Dostęp do złożonych cech, redukcja ustawień |
| Narzędzia z węglików spiekanych | Odporność na ciepło i ścieranie |
| Wysokociśnieniowe chłodziwo | Wydajna ewakuacja wiórów i chłodzenie |
| Frezowanie trochoidalne | Utrzymanie stałego obciążenia narzędzia, redukcja zużycia |
Udany wynik
Wyniki były natychmiastowe i znaczące. Po wdrożeniu naszej strategii zaobserwowaliśmy dramatyczną poprawę wszystkich kluczowych wskaźników.
We współpracy z naszym klientem stwierdziliśmy, że wskaźnik złomu spadł poniżej 21%. Czas cyklu na część został skrócony o około 35%. Ten udany przykład części tytanowej pokazuje, jak inteligentne, oparte na współpracy podejście może pokonać nawet najtrudniejsze wyzwania obróbcze.
To studium przypadku obróbki tytanu podkreśla podstawową zasadę. Proaktywna współpraca i dobrze zaplanowana strategia obróbki są niezbędne. Przekształcają trudny projekt w powtarzalny, opłacalny sukces, dostarczając część, która działa bezbłędnie w wymagających warunkach lotniczych.
Przyszłość obróbki tytanu: Zaawansowane technologie, na które warto zwrócić uwagę
Świat obróbki CNC tytanu stoi na progu wielkiej zmiany. Wykraczamy poza same szybsze wrzeciona i ostrzejsze narzędzia.
Następna fala innowacji
Trzy kluczowe obszary napędzają tę zmianę. Są to produkcja hybrydowa, zaawansowane powłoki narzędzi i sterowanie oparte na sztucznej inteligencji.
Dlaczego to ma znaczenie
To nie są tylko teorie. Obiecują realne korzyści. Pomyśl o szybszej produkcji, lepszych częściach i mądrzejszych procesach. Przyszłość obróbki tytanu jest ekscytująca.
| Technologia | Podejście tradycyjne | Przyszły wpływ |
|---|---|---|
| Tworzenie części | Czysto subtraktywne | Addytywne + Subtraktywne |
| Oprzyrządowanie | Standardowy węglik | Powlekane, inteligentne narzędzia |
| Proces | Ręczna regulacja | Sterowane przez AI, adaptacyjne |

Rozłóżmy te innowacje w produkcji tytanu. Każda z nich rozwiązuje inne kluczowe wyzwanie w obróbce skrawaniem tytanu CNC, przesuwając branżę w kierunku nowego standardu.
Obróbka hybrydowa: najlepsze z obu światów
Wyobraź sobie budowanie złożonej części tytanowej blisko jej ostatecznego kształtu za pomocą druku 3D. Następnie używasz obróbki skrawaniem CNC do krytycznych wykończeń. To jest produkcja hybrydowa.
Takie podejście drastycznie zmniejsza ilość odpadów materiałowych. Redukuje również całkowity czas obróbki, który jest głównym czynnikiem kosztowym w projektach tytanowych. Jest to kluczowa część zaawansowanej strategii CNC dla tytanu.
Zaawansowane powłoki narzędzi
Ciepło jest wrogiem podczas cięcia tytanu. Nowe powłoki narzędzi są naszą najlepszą obroną. Tworzą niezwykle twardą i śliską barierę między narzędziem a materiałem.
Te nowe powłoki znacząco poprawiają trybologiczny17 właściwości na styku skrawania. Na podstawie naszych wewnętrznych testów niektóre powłoki mogą wydłużyć żywotność narzędzia o ponad 30%, jednocześnie umożliwiając wyższe prędkości skrawania.
| Typ powłoki | Kluczowe korzyści | Idealne zastosowanie |
|---|---|---|
| TiAlN | Twardość w wysokiej temperaturze | Zgrubne obrabianie z dużą prędkością |
| AlCrN | Doskonała odporność na zużycie | Operacje wykończeniowe |
| Nanokompozyt | Ekstremalna twardość i niskie tarcie | Wymagające części lotnicze |
Adaptacyjne sterowanie sterowane przez SI
Tutaj produkcja staje się naprawdę inteligentna. Czujniki w maszynie nasłuchują procesu skrawania. SI analizuje te dane w czasie rzeczywistym.
Jeśli wykryje problemy, takie jak zużycie narzędzia lub drgania, automatycznie dostosowuje parametry skrawania. Zapobiega to awariom i zapewnia stałą jakość bez ciągłego nadzoru operatora.
Przyszłość obróbki tytanu łączy metody addytywne i subtraktywne, ulepszone narzędzia i SI. Te innowacje zrewolucjonizują wydajność, zmniejszą ilość odpadów i poprawią jakość części, definiując następną generację zaawansowanej produkcji tytanu CNC.
Uzyskaj niestandardową wycenę obróbki CNC tytanu od PTSMAKE już dziś!
Gotowy, aby przenieść swój projekt obróbki tytanu CNC od koncepcji do produkcji z niezrównaną precyzją i niezawodnością? Skontaktuj się z zespołem ekspertów PTSMAKE, aby uzyskać szybką, niezobowiązującą wycenę – doświadcz światowej klasy jakości, responsywnego wsparcia i terminowej dostawy Twoich części o wysokiej wydajności!

Dowiedz się więcej o tym, dlaczego ta właściwość jest niezbędna dla materiałów stosowanych w ludzkim ciele. ↩
Dowiedz się, jak powstaje zużycie adhezyjne i jak wpływa na integralność powierzchni obrabianych części. ↩
Dowiedz się, jak ten specyficzny rodzaj transferu materiału między narzędziem a przedmiotem obrabianym powoduje przedwczesne zużycie narzędzia. ↩
Zrozum, jak adhezja materiału może zniszczyć Twój przedmiot obrabiany i narzędzie, i poznaj skuteczne metody zapobiegania. ↩
Dowiedz się, jak ten proces zwiększa wrodzoną odporność tytanu na korozję w trudnych warunkach. ↩
Dowiedz się, jak ten efekt metalurgiczny wpływa na żywotność narzędzi i wyniki finansowe Twojego projektu. ↩
Dowiedz się, jak ten efekt metalurgiczny komplikuje obróbkę skrawaniem i jakie kroki podejmujemy, aby mu zapobiec. ↩
Dowiedz się, jak ten błąd kumulatywny wpływa na jakość końcowej części i jak go kontrolować. ↩
Dowiedz się, jak udokumentowany łańcuch kontroli chroni Twój projekt i zapewnia pełną zgodność. ↩
Dowiedz się, jak zapobiegać awarii materiału, gdy w zespole stosuje się różne metale. ↩
Zrozum wewnętrzne siły, które mogą naruszyć dokładność wymiarową Twojej części. ↩
Dowiedz się więcej o tym krytycznym wyzwaniu obróbki skrawaniem i jak mu zapobiec. ↩
Dowiedz się, jak prawidłowe mocowanie obrabianego przedmiotu zwiększa wydajność produkcji i spójność części w masowej obróbce CNC. ↩
Odkryj, jak SPC pomaga zmniejszyć liczbę wad i poprawić spójność produkcji w Twoich projektach. ↩
Odkryj, jak ta właściwość materiału wpływa na żywotność narzędzi i jakość części podczas obróbki skrawaniem. ↩
Dowiedz się, jak ta właściwość materiału wpływa na skrawalność i żywotność narzędzi w naszym szczegółowym przewodniku. ↩
Zrozum naukę o tarciu i zużyciu, aby zobaczyć, jak nowe powłoki rewolucjonizują wydajność narzędzi. ↩






