

AIラックは液冷にアップグレードした後でも、まだ熱的なボトルネックに直面していますか?問題はコールドプレートやCDUではないかもしれません。マニホールドが静かにホットスポット、圧力不均衡、そして展開全体にわたるポンプへの負担を生み出している可能性があります。.
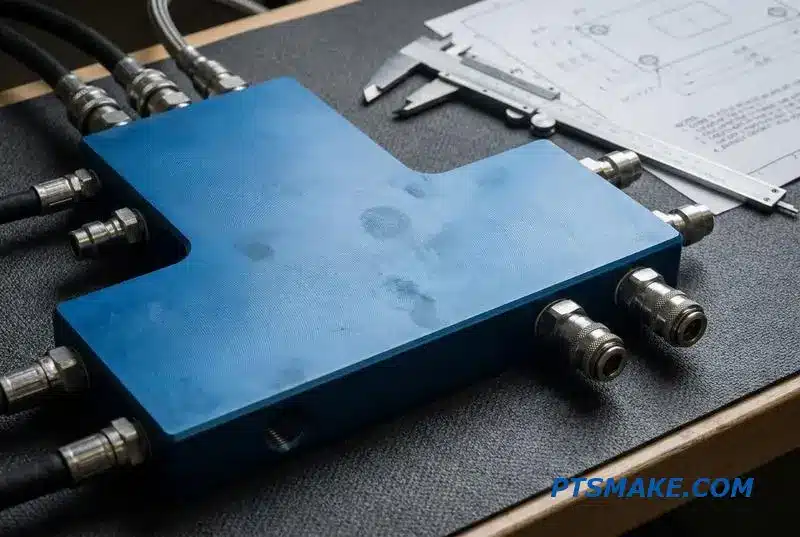
カスタムCNC加工されたマニホールドは、データセンターの液冷システムに、市販品では実現できないバランスの取れた流量、漏れのないポートインターフェース、そして精密な寸法を提供します。これらは、高密度ラック内のすべてのサーバーが必要な冷却液を得られるかどうかを決定する分配ハブです。.

私は長年、エンジニアリングチームが汎用マニホールドからカスタムCNCソリューションへ移行するのを支援してきましたが、その性能差は歴然としています。このガイドでは、信頼性の高いマニホールドと将来的に問題を引き起こすマニホールドを分ける設計、材料、加工の詳細について説明します。.
液冷システムの強度は、その流体分配にかかっている
データセンターの冷却では、コールドプレートや冷却液分配ユニット(CDU)が注目を集めがちです。しかし、システムの真の性能は、あまり知られていないコンポーネント、すなわち液冷マニホールドにかかっています。これは、すべてのサーバーにバランスの取れた冷却液の流れを確保する中心的なハブです。.
重要な分配ハブ
マニホールドをラックの流体ネットワークの心臓部と考えてください。設計が不十分なものは、不均一な流れを生み出し、ホットスポット、圧力不均衡、ポンプ効率の低下につながります。冷却戦略全体は、この単一部品が流体を均等に分配する能力にかかっています。.
不適切なマニホールド設計の結果
最も強力なCDUでさえ、冷却液が効果的に目的地に到達しなければ無意味です。以下の表は、標準以下のラックマニホールドの流量分配に関連するリスクを示しています。.
| 問題 | システムへの影響 |
|---|---|
| 流量不均衡 | ホットスポットとサーバーのスロットリング |
| 高い圧力損失 | ポンプの消費電力増加 |
| リーク | 壊滅的な機器の故障 |

効果的なマニホールド設計は、単なる配管を超えています。それは、内部形状がシステム全体のパフォーマンスにどのように影響するかを深く理解することを必要とします。PTSMAKEでは、圧力損失を最小限に抑え、均一な分配を保証する最適化された流路を作成するために、精密機械加工に注力しています。.
材料の選択と性能
液体冷却マニホールドの材料選択は非常に重要です。それは熱伝導率と耐久性だけでなく、製造の複雑さとコストにも影響します。アルミニウムはそのバランスの良さから一般的ですが、特定の用途では銅や特殊なポリマーの方が適している場合もあります。.
| 素材 | 主な利点 | 共通アプリケーション |
|---|---|---|
| アルミニウム(6061) | コスト効率が高く、優れた熱特性 | 一般的なデータセンター |
| 銅 | 優れた熱伝導性 | 高密度コンピューティング |
| PPS/PEEK | 耐食性、軽量 | 過酷な環境 |
流れのダイナミクスにおける精密さの役割
マニホールドの内部チャネルは完璧でなければなりません。機械加工によるバリや表面の不完全さは、流れを妨げる可能性があります。ここで、 流体力学1 の原則が重要になります。層流を実現し、乱流を避けるためには、非常に厳しい公差が必要であり、これは当社の製造プロセスの主要な焦点です。.
よく設計された液体冷却マニホールドは、信頼性の高いDLCシステムのバックボーンです。その設計、材料、製造精度は些細な詳細ではなく、バランスの取れた流れを実現し、ホットスポットを防ぎ、ラック全体の運用効率を確保するための基本です。.
ラック内マニホールド vs. 列ベースマニホールド — どちらのアーキテクチャがあなたの展開に適しているか
適切な液体冷却マニホールドアーキテクチャを選択することは、重要な決定です。インラック型と列ベース型の2つの主要な構成は、それぞれ異なるニーズに対応します。あなたの選択は、システム全体のライフサイクルにおける効率、拡張性、およびメンテナンスに影響を与えます。それぞれの方法の基本を詳しく見ていきましょう。.
インラック型マニホールドシステム
インラック型マニホールドは、サーバーラックの内部または上部に、垂直または水平に直接取り付けられます。この設計は、単一エンクロージャ内の高密度コンポーネントにターゲットを絞った液体冷却を提供します。特定のラックが極端な熱負荷を持つ展開に理想的なソリューションです。.
列ベース型マニホールドシステム
行ベースのシステムは、集中型の配電ポイントから複数のラックにサービスを提供します。これらのアセンブリは、床の上または下のいずれかで稼働し、大規模なデータセンター向けにより組織化されたインフラストラクチャを構築します。このアーキテクチャは、行全体にわたる均一性とスケーラビリティのために構築されています。.
| マニホールドの種類 | ベスト・ユースケース |
|---|---|
| インラック | 高密度個別ラック |
| 行ベース | 大規模で均一な展開 |

基本的な定義を超えて考えると、実用的なトレードオフが明らかになります。データセンターのインラックまたは行ベースのマニホールドの選択は、アクセシビリティ、スペース、および将来の成長のバランスを取ることを伴います。.
メンテナンスとアクセシビリティ
インラックマニホールド液冷は、ラックごとにサービスするのが簡単です。技術者は他のラックを中断することなく、単一のラックを隔離できます。しかし、大規模な展開では、何百もの個別のマニホールドを管理することは複雑で時間のかかる作業になる可能性があります。.
行ベースのシステムは主要な接続を集中化するため、大規模なメンテナンスと監視を簡素化できます。ここでの課題は、メインマニホールドでの作業がラックの列全体に影響を与える可能性があり、より協調的なダウンタイムが必要になることです。.
スケーラビリティとスペース利用
垂直マニホールドと水平マニホールドのDLCに関する議論は、しばしばラック内のスペースに焦点を当てます。どちらの構成も貴重なラックUスペースを消費します。効果的ではありますが、これは制限となる可能性があります。対照的に、行ベースのシステムは、オーバーヘッドまたは床下経路を使用することでこのスペースを保持します。.
このため、行ベースのアーキテクチャは、ハイパースケール展開において本質的にスケーラビリティが高くなります。予測可能でモジュール式の拡張が可能です。PTSMAKEでは、既製のソリューションが完璧に適合することはめったにないため、ほとんどの液冷マニホールドは受注生産であることがわかっています。精密CNC加工により、正確な流量、圧力、ポート要件を満たすマニホールドを作成し、次のような問題を回避できます。 キャビテーション2.
| 特徴 | インラックマニホールド | 行ベースマニホールド |
|---|---|---|
| スペース利用 | 貴重なラックUスペースを消費する | 天井または床下のスペースを利用 |
| スケーラビリティ | ラックごと、きめ細かな拡張 | 高い、列全体またはポッド全体向け |
| メンテナンス | 隔離された、単一ラック向けによりシンプル | 集中型、列全体に影響を与える可能性あり |
最終的に、選択はデプロイメントの規模と密度にかかっています。インラックマニホールドは高性能ラックに正確で局所的な冷却を提供し、列ベースのシステムは大規模データセンターにスケーラブルで組織的なフレームワークを提供します。どちらも最適なパフォーマンスを確保するために慎重な計画が必要です。.
高密度AIラックで市販マニホールドが不十分な理由
標準的な液冷マニホールドは、現代のAIインフラストラクチャの要求には対応していません。NVIDIA NVL72のようなシステムは膨大な熱を発生させ、標準とはかけ離れた冷却ソリューションを必要とします。既製の部品は、パフォーマンスのボトルネックと信頼性のリスクを生み出します。.
カスタマイズのギャップ
既製のコンポーネントは、万能のアプローチに従います。しかし、高密度AIラックは最適なパフォーマンスのために正確な仕様を要求します。いかなる逸脱も、冷却ループ全体を損なう可能性があります。.
標準マニホールド vs. カスタムマニホールド
| 特徴 | 既製マニホールド | カスタムCNCマニホールド |
|---|---|---|
| ポート間隔 | 固定された汎用レイアウト | 特定のサーバーブレードに適合 |
| 流量 | 標準的、しばしば不十分 | 高出力GPU向けに最適化 |
| 素材 | 汎用アルミニウム/プラスチック | 冷却液との互換性で選定 |
| フォームファクター | 標準ラック奥行きに適合 | あらゆるカスタムラックサイズに対応する設計 |
このギャップは、ミッションクリティカルなAIハードウェアにとってカスタムアプローチがいかに不可欠であるかを浮き彫りにしています。.

既製マニホールドの限界は、統合時に明らかになります。標準部品のポートねじの種類が間違っていたために、加圧下で漏れが発生し、プロジェクトが遅延するのを見てきました。また、単一シャーシ内のGPU数に対してポート数が不十分であったために失敗したケースもあります。.
高密度ラック要件への対応
AIデータセンターでは、複雑なケーブル配線やハードウェアに対応するため、非標準のラック奥行きが使用されることがよくあります。フォームファクターが間違っている既製マニホールドは、エアフローを妨げたり、ラックドアが閉まらなくなったりする可能性があります。これは一般的ですが、カスタム設計によって容易に回避できる問題です。.
重要な不一致と解決策
高流量冷却液分配ユニット(CDU)は、標準マニホールドでは対応できない圧力で動作します。この不一致は壊滅的な故障につながります。必要な 体積流量3 140kW以上のクラスターに対するものは、標準部品ではテストされていません。CNC加工は、完全な設計制御を可能にすることで、これらの問題を解決します。.
| 不一致の問題 | 結果 | CNC加工ソリューション |
|---|---|---|
| ポートねじの誤り | 漏れ、システムダウンタイム | 精密ねじ切り加工(NPT、BSPPなど) |
| 低い圧力定格 | マニホールドの故障、冷却液の漏出 | 肉厚化、材料補強 |
| 誤ったフォームファクター | 設置不可能 | あらゆるスペースにフィットするカスタム寸法 |
PTSMAKEでは、液冷マニホールドを正確な仕様に合わせて加工し、あらゆるパラメーターがアプリケーションの要求を満たすようにします。.
既製のマニホールドは、高密度AIシステムにおいて負債となります。その汎用的な設計では、特定の流量、圧力、寸法の要件を満たすことができません。カスタムCNC加工された液冷マニホールドは、性能を確保し、高価な故障を防ぐ唯一の信頼できるソリューションを提供します。.
ステンレス鋼、アルミニウム、または銅 — 冷却液と環境に基づいたマニホールド材料の選択
液冷マニホールドに適した材料を選択することは、システムの信頼性に直接影響を与える重要な決定です。その選択は熱性能だけでなく、冷却液との化学的適合性や動作環境にまで及びます。各材料は、コスト、重量、耐久性の独自のバランスを提供します。.
主要素材オプション
ステンレス鋼、アルミニウム、銅が最も一般的な選択肢です。銅は優れた熱伝導性を提供しますが、この特性は、主に冷却液の分配ハブとして機能するマニホールドにとって、主要な要件ではないことがよくあります。.
高レベル比較
最適な選択は、使用する冷却液の種類や冷却ループ内に存在する他の金属など、お客様の特定のシステム要件によって異なります。.
| 素材 | 主な利点 | 主な検討事項 |
|---|---|---|
| ステンレス鋼 | 耐食性 | 高いコスト/重量 |
| アルミニウム | 軽量で低コスト | 腐食感受性 |
| 銅 | 熱伝導率 | 高コスト&重量 |

詳細な材料分析
PTSMAKEでは、データセンターから産業機械に至るまで、さまざまな用途において、お客様がこの決定を下す際のお手伝いを頻繁に行っています。最適な選択は、単一の特性に基づいて行われることはほとんどなく、システムの設計と長期的な目標を総合的に考慮して行われます。.
ステンレス鋼(304/316)
ほとんどの高信頼性システムでは、304または316ステンレス鋼が業界標準です。これは腐食に非常に強く、脱イオン水やグリコール混合物を含むほぼすべての一般的な冷却液と互換性があります。これにより、ステンレス鋼製液体冷却マニホールドは、重要な用途にとって安全で長持ちする選択肢となります。.
アルミニウム
アルミニウムは、重量とコストが主な要因である場合に優れた選択肢です。ただし、その使用には、その感受性のため、慎重なシステム設計が必要です。 ガルバニック腐食4, 、特にコールドプレートのような銅部品と組み合わせる場合。適切なアルミニウムマニホールドの冷却液互換性のためには、グリコール水混合物に特定の腐食防止剤が含まれている必要があります。.
銅
銅は最高の熱伝導体ですが、マニホールドにとって最良の選択肢となることはめったにありません。その主な機能は流体分配であり、放熱ではありません。銅の高コストと重量は、冷却ループのこのコンポーネントにとって不必要な費用となることがよくあります。.
冷却液とシールの相互作用
冷却液の選択がシール材を決定します。標準的な冷却液はEPDMシールマニホールドと良好に機能しますが、攻撃的な誘電性流体は、時間の経過による漏れや劣化を防ぐために、FKM(バイトン)のようなより堅牢な材料を必要とします。.
| クーラントタイプ | 推奨シール | 主な検討事項 |
|---|---|---|
| 水/グリコール | EPDM | アルミニウムには腐食防止剤を使用してください。. |
| 誘電流体 | FKM(バイトン) | 特定のFKMグレードとの流体互換性を確認してください。. |
液体冷却マニホールドの材料選択は、コスト、性能、および化学的適合性のバランスを取る必要があります。ステンレス鋼は最高の信頼性を提供し、アルミニウムはより軽量で費用対効果の高い選択肢ですが、腐食を防ぎシステムの寿命を確保するために慎重な冷却液管理が必要です。.
CNC加工が溶接アセンブリでは実現できないマニホールド設計を可能にする方法
流体システム、特に液体冷却マニホールドのような用途を設計する際には、溶接アセンブリとCNC機械加工ブロックのどちらを選択するかが重要です。溶接マニホールドは単純に見えるかもしれませんが、重大な性能リスクをもたらします。内部の溶接ビードは流れを妨げ、汚染物質が蓄積する領域を作り出します。.
溶接マニホールドの隠れた欠陥
溶接パイプマニホールドには、システム全体の完全性を損なう可能性のある固有の欠点があります。内部の溶接ビードは大きな問題であり、乱流や潜在的な圧力降下を引き起こします。この不規則性により、システム全体のフラッシングも困難になり、時間とともに下流のデリケートなコンポーネントを損傷する可能性のある粒子が閉じ込められます。.
CNC加工が優れている理由
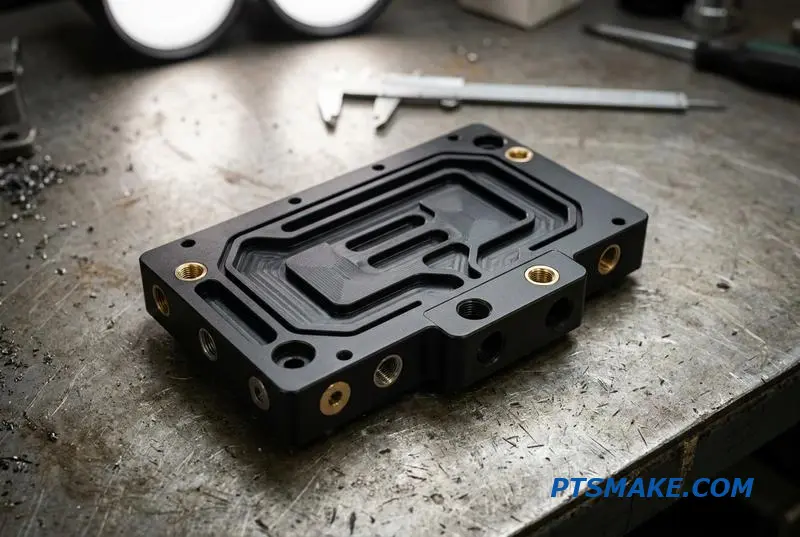
対照的に、CNC加工されたブロックマニホールドは優れた代替手段を提供します。材料の固体ブロックから流体チャネルを削り出すことで、完全に滑らかな内部ボアを実現します。これにより、流れの不連続性や汚染のリスクが排除され、最初から最適な性能とシステムの清浄度が保証されます。.
機能比較:CNC vs. 溶接
| 特徴 | CNC加工マニホールド | 溶接パイプマニホールド |
|---|---|---|
| 内部仕上げ | 滑らかで連続したボア | 粗い内部溶接ビード |
| フローパス | 最適化された層流 | 乱流、乱れた流れ |
| 汚染リスク | 最小限 | 高い(粒子トラップ) |
| 漏れ箇所 | 最小限(単一ブロック) | 複数(各溶接部) |
一体型CNCマニホールドは、比類のない設計の自由度を提供します。複雑な多方向チャネルと多数のポートを、単一のコンパクトなブロックに統合できます。このアプローチにより、複数の溶接継手を持つアセンブリと比較して、潜在的な漏洩箇所の数が大幅に削減され、システム全体の信頼性が向上します。.
比類のない精度を実現
CNC加工の精度は主要な利点です。当社では、ポート間の間隔を常に±0.05mm以内に維持しています。このレベルの精度は、手動溶接やフィッティングではほぼ不可能であり、システム内のすべての接続において完璧なアライメントと一貫した性能を保証します。.
流体力学への影響
滑らかで精密に加工されたチャネルは、予測可能な流体挙動を促進します。理解することで、 ベルヌーイの原理5 溶接による不整合が、望ましくない圧力と速度の変動を引き起こす可能性があることを示しています。CNC加工されたマニホールドは安定した流れを保証し、これは効率的なデータセンターの流体分配やその他の高感度なアプリケーションにとって不可欠です。.
ハイブリッドソリューション
特定の設計では、ハイブリッドアプローチが実用的な妥協点を提供します。最も重要な接続を収容する中央ポートブロックをCNC加工し、その後、チューブ延長部を溶接することができます。これにより、加工されたブロックの精度と、より単純なセクションにおける溶接チューブの柔軟性が組み合わされます。.
CNC加工は、滑らかな内部経路を作成し、単一ブロックで複雑な形状を可能にし、高精度を確保することで、優れたマニホールド設計を実現します。この方法は、溶接アセンブリに内在する流れの乱れ、汚染リスク、および不整合を克服し、システム性能と信頼性を向上させます。.
クロスドリルポートと内部流路 — すべてのマニホールドに隠された加工の課題
液体冷却マニホールドの性能は、その内部形状に依存します。交差穴ポートと複雑な流路は不可欠ですが、これらは重大な加工上の課題をもたらします。これらの特徴は、しばしば目に見えない場所にありますが、システムの信頼性と効率にとって極めて重要です。.
深穴の問題
深穴の穴あけは簡単ではありません。長さ対直径(L/D)比が20:1を超えると、標準的なドリルでは困難になります。切りくずの排出が大きな問題となり、工具の破損やマニホールド内部の表面仕上げの悪化につながります。.
交差する穴とバリ
主穴と交差穴ポートのすべての交差部にはバリが発生します。これらが除去されないと、これらの小さな金属片が剥がれ落ちる可能性があります。その後、冷却液ループを汚染し、下流の敏感なコンポーネントに損傷を与えるリスクがあります。.

マニホールド内で完璧な内部経路を実現するには、特殊な技術が必要です。標準的なツイストドリルは、深穴には不十分な場合が多いです。すべての交差穴マニホールドポート内部の精度と清浄度を確保するために、適切な工具とプロセスを選択する必要があります。.
ガンドリル vs. ツイストドリル
ガンドリルは、深く真っ直ぐな穴を開けるための好ましい方法です。標準的なドリルとは異なり、高圧の主軸貫通クーラントを使用して切りくずを連続的に排出します。これにより、切りくずの詰まりを防ぎ、優れた内径仕上げを実現します。粗い表面は圧力損失を増加させるため、この仕上げは非常に重要です。.
| 特徴 | ガンドリル | 標準ツイストドリル |
|---|---|---|
| L/D比 | 300:1を超える | 通常10:1未満 |
| クーラント供給 | 工具内から | 外部からのフラッド |
| チップ退避 | 非常に良い(排出される) | 悪い(啄み加工が必要) |
| 穴の真直度 | 高い | 中程度 |
| 表面仕上げ | スーペリア | スタンダード |
重要なバリ取り工程
穴あけ後、内部のバリ取りは必須です。これは、切りくずのないクーラント経路を作成するための綿密なプロセスです。アクセスできない交差部には、熱的または電気化学的方法をよく使用します。あらゆる 啄み加工6 作業において、切りくず管理は冷却システム全体を損なう可能性のある内部欠陥を防ぐ鍵となります。主軸貫通クーラントを備えた最新のCNCマシニングセンタは、これらの作業に最適です。.
マニホールドの内部品質は、その外観と同じくらい重要です。深穴加工、切りくず排出、バリ取りの管理は、厳格な運用要件を満たす信頼性の高い高性能液冷マニホールドを作成するために不可欠です。.
ポート間隔、ねじの種類、および向き — すべてのサーバー スロットに適切なインターフェースを実現する
インターフェースを正しくすることは不可欠です。液冷マニホールドの成功は、そのポートがサーバーのスロットとどれだけうまく位置合わせされるかに完全に依存します。位置ずれは、接続不良、漏れ、および高額なダウンタイムを意味します。完璧なフィットのためには、あらゆる細部が重要です。.
ラックユニット間隔の適合
最初のステップは、マニホールドのポート間隔をラックのU高さに合わせることです。1U、2U、4Uのいずれであっても、ポートの位置は正確でなければなりません。これにより、すべての接続ポイントがサーバーの入力および出力と完全に一致するように、精密な製造が必要となります。.
| ラックユニット | 標準高さ | 標準的なポート構成 |
|---|---|---|
| 1U | 1.75インチ | 単一列、コンパクトな間隔 |
| 2U | 3.5インチ | 単一または二重列 |
| 4U | 7.0インチ | 複数列、高密度 |
接続と向き
最後に、マニホールドポートの向きを考慮してください。前面または背面接続が全体のレイアウトを決定します。ブラインドメイトシステムの場合、クイックディスコネクト(QD)が目視確認なしで接続するためには、左右の向きが重要です。手動接続はより柔軟性がありますが、それでも慎重な配置が必要です。.

ねじの種類もまた重要な決定事項であり、多くの場合、地域の規格や特定の用途のニーズによって決まります。間違ったものを選ぶと、漏れが保証されます。製造開始前に設計が慎重にレビューされていない場合によく見られる故障点です。.
一般的なねじの種類
NPTは米国で一般的で、テーパー設計を使用してシールを作成します。BSPP(またはGねじ)はヨーロッパで標準的で、シールにはガスケットが必要です。SAE Oリングボスねじは、Oリングが優れたシールを提供するため、高振動環境に最適です。.
| スレッドタイプ | シール方法 | 共通地域 | 主な利点 |
|---|---|---|---|
| かくふかくさんじょうやく | ねじのテーパー | 北米 | 幅広く利用可能 |
| BSPP (G) | ガスケット/ワッシャー | ヨーロッパ/アジア | 再利用可能、シーラント不要 |
| SAE ORB | Oリング | グローバル | 優れた耐振動性 |
CNC加工の利点
ここで、液冷マニホールドにとって精密CNC加工が不可欠になります。あらゆるマニホールドポート間隔ラック構成に合わせてポートを正確に配置できます。当社の機械は、NPTやBSPPのような複数のねじの種類を同じマニホールドに切削し、多様なハードウェアと接続できます。.
さらに、CNCはカスタムマニホールドポートの向きを可能にします。狭いスペースに対応するため、45度または90度で出口を加工できます。この柔軟性は、既製のコンポーネントでは不可能です。データセンターにおけるねじ込みポートマニホールドの信頼性は、この精度、特に テーパーねじ7, に依存します。これらは正確な形状を必要とします。.
液体冷却マニホールドを完璧に統合するには、ポート間隔、ねじの種類、および向きを正確に制御する必要があります。CNC加工は、あらゆるサーバーラックの仕様を満たすために必要な精度と柔軟性を提供し、すべてのサーバー スロットで信頼性の高い、漏れのない接続を保証します。.
マニホールドとQD接続用Oリング溝設計 — 漏れの改修がここから始まる理由
マニホールドとクイックディスコネクト(QD)フィッティング間の接続は、流体システムにおける漏れの頻繁な原因です。この問題は、ほとんどの場合、Oリング溝の設計に起因します。適切なシーリングは、単なる材料選択ではなく、精密さの勝負です。.
主要なデザイン要素
効果的なシールは、溝の形状、Oリングの圧縮、および表面仕上げという3つの主要な要因に依存します。これらのいずれかを誤ると、特に温度変化によって材料が膨張・収縮する液体冷却マニホールドでは、潜在的な故障点が生じます。.
溝の種類の選択
標準的な長方形溝とダブテール溝の選択は、組み立ておよびメンテナンス中のOリングの保持に影響を与えます。ダブテール溝はOリングを保持しますが、加工がより複雑です。.
| 溝の種類 | 主な使用例 | 主な利点 |
|---|---|---|
| 長方形 | 標準的な静的フェースシール | 加工が簡単 |
| ダブテール | Oリング保持用途 | Oリングの脱落を防止 |

理想的な圧縮率の達成
静的用途におけるほとんどの標準Oリングでは、15~25%の圧縮率が理想的です。圧縮が少なすぎると、低圧下でシールが適切に機能しません。多すぎると、Oリングを損傷したり、過度の組み立て力を生じさせたりするリスクがあり、早期故障につながります。.
表面仕上げの重要な役割
信頼性の高いシールには滑らかな表面が不可欠です。溝の底部と側壁の両方にRa 0.8μm以上の表面仕上げを指定しています。粗い表面は、シール面全体に微細な漏れ経路を作り出す可能性があります。表面テクスチャを測定する科学は、として知られています。 表面計測8, 、これらの故障を診断し、防止するために不可欠です。.
CNC加工がソリューションである理由
ここで製造方法が大きな違いを生み出します。成形部品は、収縮や抜き勾配による不整合が生じやすく、厳しい公差を維持することが困難です。これが、あるマニホールドは完全にシールするのに、別の同じマニホールドは漏れる理由を説明しています。CNC加工は、毎回完全に一貫した溝寸法を生成します。.
| 特徴 | CNC加工 | 射出成形 |
|---|---|---|
| 溝公差 | 高い(例:±0.05mm) | 低い(例:±0.15mm以上) |
| 表面仕上げ | 非常に良い(Ra < 0.8μm) | 可変、多くの場合後処理が必要 |
| パーツの一貫性 | ほぼ同一 | プロセス変動の影響を受ける |
PTSMAKEでは、これらの特徴を精密な仕様に加工し、すべてのクイックディスコネクトシールインターフェースが確実に機能するようにしています。これにより、推測作業が不要になり、液冷マニホールドやその他の重要なシステムにおける高価な漏れを防ぎます。.
Oリング溝の適切な設計(タイプ、圧縮、表面仕上げへの対応)は、信頼性の高い接続に不可欠です。精密CNC加工は、成形部品では実現できない一貫性を提供し、クイックディスコネクトシールインターフェースでの漏れを直接防ぎ、長期的なシステム整合性を確保し、マニホールドの漏れ防止問題を回避します。.
マニホールド全体の圧力降下 — ポート設計と内部ボア径がシステム効率にどのように影響するか
油圧性能を理解することは、システム効率の鍵です。マニホールドの内部ボア径とポートサイズは単なる設計の詳細ではなく、圧力損失(ΔP)に直接影響します。制限的な設計は、冷却液分配ユニット(CDU)ポンプに過度の負荷をかけ、時間の経過とともに運用コストを増加させます。.
ボア径と圧力損失
一般的に、内部ボアが大きいほど流体速度が低下し、結果として圧力損失が小さくなります。ただし、過度に大きいボアは材料費とマニホールドサイズを増加させる可能性があります。最適な性能を得るためには、適切なバランスを見つけることが重要です。.
ポートサイズは重要です
ポートサイズは、不要な制限を防ぐためにクイックディスコネクト(QD)フィッティングと合わせる必要があります。複数の並列ポートは、システム全体の圧力損失を低減するための効果的な戦略です。.
| 内径 (mm) | 標準流量 (L/min) | 推定圧力損失 (kPa/m) |
|---|---|---|
| 12.7 (1/2インチ) | 10 – 20 | 15 – 50 |
| 19.0 (3/4インチ) | 20 – 40 | 5 - 20 |
| 25.4 (1インチ) | 40 – 80 | 2 – 8 |
適切に設計された液冷マニホールドは、通常2~4 m/sの最適な流速を維持します。この範囲を超えると、圧力損失とポンピング電力要件が大幅に増加します。これはCDUポンプのサイジングとマニホールド全体の抵抗に直接影響するため、正確なマニホールド圧力損失計算が不可欠です。.
並列流とその課題
複数の並列流路を使用することは、並列流マニホールドの効率を高める一般的な方法です。これにより、全体の抵抗が効果的に低下します。しかし、この設計にはリスクがないわけではありません。長いマニホールドでは、すべてのポートでバランスの取れた流れを確保することが困難になる場合があります。.
流量不均衡のリスク
流量不均衡は、一部のコンポーネントが不十分な冷却しか受けられない原因となることがあります。これはしばしば、 ベンチュリ効果9 流体が狭い領域を通過する際に加速し、局所的な圧力降下を引き起こす現象です。当社が注力している適切な内部形状とポート配置は、このリスクを軽減するために不可欠です。.
ボア径とポートサイズに焦点を当てた適切なマニホールド設計は、圧力降下を管理するために極めて重要です。この最適化は、CDUポンプへの負担と長期的な運用コストを直接削減し、効率的で信頼性の高いシステム性能を保証します。.
ホットスワップ機能 — マニホールド統合型QDカップリングがライブサーバーメンテナンスを可能にする方法
データセンターでは、ダウンタイムは許されません。オペレーターは、システム全体をシャットダウンすることなくサーバーを交換または保守する必要があります。ここで、データセンター向けのホットスワップマニホールドが不可欠になります。これにより、現代のインフラストラクチャにとって重要な機能であるライブメンテナンスが可能になります。.
主要な実現技術:統合型カップリング
統合型クイックディスコネクト(QD)カップリングを備えたマニホールドがその解決策です。これにより、技術者はサーバーを液冷ループから瞬時に切断・再接続できます。この設計は、継続的な運用を維持し、稼働時間を最大化するために不可欠であり、これはあらゆるデータセンターマネージャーの主要な目標です。.
| 特徴 | メンテナンスへの影響 |
|---|---|
| 統合型QD | サーバーの即時ライブ交換を可能にする |
| ドライブレイクバルブ | 冷却液のこぼれや空気の侵入を防ぐ |
| 工具不要の設計 | メンテナンスプロセスを迅速化する |
接続エラーの排除
これらのシステムは、接続エラーを防ぎます。供給ラインと戻りラインの不一致は、壊滅的な結果をもたらす可能性があります。マニホールドポートの色分けと物理的なキーイングにより、そのような間違いは事実上不可能になります。これにより、プレッシャーのかかる複雑な作業が簡素化されます。.

PTSMAKEでは、これらのシステムを信頼性の高いものにする実用的な細部に焦点を当てています。当社の液冷マニホールドの重要な特徴は、工具不要のクイックディスコネクトマニホールド設計です。技術者は、簡単なプッシュで接続を行い、確実なロックを確認する触覚フィードバックを受け取ることができます。これにより、推測が不要になります。.
こぼれ防止接続の重要性
統合されたドライブレイクバルブは、こぼれのないマニホールド接続に不可欠です。切断されると、サーバー側とマニホールド側の両方が瞬時に密閉されます。これにより、冷却液が敏感な電子機器に漏れるのを防ぎ、冷却ループへの空気の侵入を阻止し、性能低下を防ぎます。.
エラー防止のためのカスタマイズ
確実な接続を保証するために、いくつかの機能を実装しています。データセンター向けの色分けされたマニホールドポートは、シンプルな視覚的ガイドです。さらに重要なのは、CNC加工を使用してカスタムの機械的キーイング機能を作成することです。これは、 ポカヨケ10 の原則を現実世界に応用したものであり、ホースを間違ったポートに物理的に接続することを不可能にします。.
また、カスタムの取り付けブラケットを加工したり、マニホールド本体に直接ラベルを刻印したりすることもできます。精密製造によって実現されるこのレベルの統合は、設置とメンテナンスを合理化し、高圧状況下での人的エラーのリスクを大幅に低減します。.
マニホールド一体型QDカップリングは、データセンターの稼働時間にとって極めて重要です。これらは、工具不要でこぼれ防止の接続により、安全なライブサーバー交換を可能にします。CNC加工によって実現される色分けや機械的キーイングなどのカスタム機能は、高価な接続エラーを防ぎ、システムの信頼性を向上させます。.
圧力リリーフバルブとエア抜きバルブ — マニホールドに搭載すべき安全機能
液冷マニホールドの設計において、圧力リリーフバルブやエア抜きバルブなどの安全機能は、しばしば後付けとして扱われがちです。しかし、これらをマニホールド設計に直接統合することは、システムの寿命と性能にとって極めて重要です。これらのコンポーネントはオプションのアドオンではなく、信頼性の高いシステムの基本です。.
圧力リリーフバルブ(PRV)の役割
マニホールド圧力リリーフバルブは、重要な安全装置として機能します。これは、流体の熱膨張や突然のポンプサージによって引き起こされる過圧イベントから、冷却液ループ全体を保護します。これがないと、チューブ、フィッティング、または冷却されているコンポーネントの壊滅的な故障のリスクがあります。.
エア抜きバルブが不可欠な理由
エア抜きバルブは、異なるが同様に重要な目的を果たします。これらは、特に初期充填時に、システムから閉じ込められた空気を排出することを可能にします。空気溜まりを除去することは、流量の問題を防ぎ、ポンプを損傷から保護するために不可欠です。これは、データセンターのエア抜きマニホールドのようなシステムで一般的な要件です。.
| バルブの種類 | 主要機能 | 保護対象 |
|---|---|---|
| 圧力リリーフバルブ (PRV) | 過剰な圧力を排出する | 過加圧、部品の損傷 |
| エア抜きバルブ | 閉じ込められた空気を除去する | ポンプのキャビテーション、流量不足 |

これらのバルブを追加する従来の方式では、追加のT字継手と配管が必要でした。このアプローチは、複数の潜在的な故障箇所を生み出します。接続が増えるたびに、振動、熱サイクル、または不適切な取り付けにより、時間の経過とともに漏れが発生する新たな機会が生まれます。これにより、組み立てとメンテナンスのプロセスが複雑になります。.
統合設計の優位性
現代のCNC加工により、これらのバルブ用のポートをマニホールドブロックに直接統合することができます。これにより、外部継手の必要がなくなり、よりコンパクトで堅牢、かつ漏れにくいシステムが実現します。PTSMAKEでは、これらの機能を高精度で加工し、あらゆる冷却ループ安全バルブに対して完璧なシールと最適な性能を保証します。.
統合が信頼性をどのように高めるか
統合設計は、 パスカルの法則11, の原理に従います。流体に加えられた圧力は、全体に均等に伝達されます。適切に配置された1つのPRVがシステム全体を保護できます。この合理化されたアプローチは、安全性を高めるだけでなく、液冷マニホールド全体のアーキテクチャを簡素化し、組み立て時間と長期的なリスクの両方を削減します。.
| 特徴 | 伝統的な集会 | 一体型マニホールド |
|---|---|---|
| 漏れ箇所 | 複数 | 最小限 |
| 組み立て時間 | 高い | 低い |
| システムサイズ | より大きな設置面積 | コンパクト |
| 信頼性 | より低い | より高い |
統合された圧力リリーフバルブとエア抜きバルブは、マニホールドに統合された不可欠な安全機能です。精密CNC加工により、この統合はシームレスになり、システムの信頼性を高め、潜在的な漏れ箇所を減らし、液冷マニホールド全体の設計を簡素化して、優れた性能と安全性を実現します。.
取り付けとアライメント — 適切にフィットしないマニホールドがドミノ効果を生む理由
液体冷却マニホールドのずれは、単なる不便さ以上のものです。それはドミノ効果の始まりです。わずか1ミリメートルのずれでも、将来的にシステムレベルの大きな問題を引き起こす可能性があります。この初期の誤りは、接続部にストレスを与え、重要なコンポーネントの早期摩耗につながります。.
位置ずれの波及効果
ラックマニホールドの位置ずれは、即座に機械的ストレスを引き起こします。クイックディスコネクト(QD)カップリングが斜めに結合し、シールの劣化を早め、漏れの原因となる可能性があります。ホースの配管も損なわれ、流れを制限するねじれや継手に負担がかかり、さらなる故障箇所を生み出します。.
組み立てとメンテナンスの課題
最も直接的な影響は、組み立てとサービスに現れます。技術者はサーバーをラックにスライドさせるのに苦労し、設置時間が増加し、デリケートなハードウェアを損傷するリスクが高まります。簡単な作業であるはずが、イライラするボトルネックとなります。.
| 位置ずれの原因 | 直接的な結果 | 長期的な影響 |
|---|---|---|
| 不正確な取り付け穴 | QDの斜め結合 | シールの早期摩耗、漏れ |
| ブラケットの公差不良 | ホースのねじれ | 流量の減少、継手への負担 |
| ラック統合の不一致 | サーバーの設置困難 | 労働コストの増加、損傷リスク |

取り付けソリューションの検討
従来、マニホールドは別個のブラケットまたはレールを使用して取り付けられていました。ブラケット取り付けソリューションは一般的ですが、公差の積み重ねの問題を引き起こします。レール取り付け設計はより多くのサポートを提供しますが、混雑したデータセンターのラック環境に統合するのは複雑になる可能性があります。.
ブラインドメイトドッキングによる高度な統合
より高度なアプローチは、ブラインドメイトマニホールドドッキングシステムです。これにより、サーバーをラックにスライドさせると、冷却ループに自動的に接続できます。ただし、わずかなずれでも接続が成功しないため、極めて高い精度が要求されます。.
CNC加工の利点
ここで精密機械加工が不可欠になります。PTSMAKEでは、取り付け機能をマニホールド本体に直接統合することで、別個のブラケットを排除しています。精密に穴あけされ、ねじ切りされた穴、アライメントピン、キー溝を部品に直接加工します。この一体型設計により、組み立てが簡素化され、信頼性が向上します。.
このレベルの統合は、厳密な管理があって初めて可能です。 幾何学的寸法および公差(GD&T)12. ラック設計とのマニホールドCAD統合の成功は極めて重要です。マニホールド設計者とラックインテグレーターとの早期の連携が、問題を未然に防ぐ最善の方法であると考えています。.
| 取り付け方法 | 主な利点 | プライマリー・チャレンジ |
|---|---|---|
| ブラケット取り付け | シンプルな設計 | 公差の積み重ね |
| レール取り付け | 高い安定性 | スペースと複雑さ |
| 統合型(CNC) | 最高の精度 | CAD調整が必要です |
マニホールドの正しい取り付けと位置合わせは、液冷システム全体の信頼性の基礎となります。CNC加工によって取り付け機能を統合することで、変動要素を排除し、組み立て時間を短縮し、初期の適合不良に起因する連鎖的な故障を防ぎます。.
カスタムマニホールド設計:コンセプトから初回試作品まで — CNCプロトタイピングのタイムライン
カスタムマニホールドプロジェクト、特に液冷システムのような重要な用途を計画する際には、タイムラインを理解することが不可欠です。最初から現実的な期待を設定することで、遅延を防ぎます。明確に定義されたCNCプロトタイピングプロセスは、コンセプトから機能的な初回品へのスムーズな移行を保証します。.
Key Prototyping Stages
設計から物理的な部品への道のりには、いくつかの明確なステップが含まれます。各段階には独自のタイムラインがあり、複雑さによって異なります。これらの段階で製造パートナーと明確にコミュニケーションを取ることが、スケジュール通りに進み、部品の望ましい結果を達成するための鍵となります。.
標準的なタイムラインの内訳
カスタムCNCマニホールドプロトタイプの一般的なタイムラインを以下に示します。これは、標準的なアルミニウムまたはステンレス鋼の棒材が使用されることを前提としています。.
| ステージ | 推定時間 | 備考 |
|---|---|---|
| デザイン・レビュー | 1~2日 | DFMフィードバックと最終調整 |
| CAMプログラミング | 2~3日 | 複雑な5軸部品はより時間がかかります |
| 機械加工 | 3~7日 | 形状と機能によって異なります |
| 後処理 | 2~4日 | 仕上げ、組み立て、テスト |
このプロセスにより、カスタムマニホールドが予測可能な期間内にテスト準備が整うことが保証されます。.

CNCプロトタイピングの利点
プロトタイプにおけるCNC加工の主な利点は速度です。多大な工具投資と時間を要する鋳造とは異なり、CNC加工はCADファイルから直接作業します。これにより、金型製作に伴う長いリードタイムが解消され、物理的な部品へのより迅速な経路が提供されます。.
タイムライン比較:CNC vs. 鋳造
リードタイムの差は顕著です。カスタム液冷マニホールドプロジェクトの場合、鋳造プロトタイプは主に金型製作のため数ヶ月かかることがあります。しかし、CNCプロトタイプは数週間で製造でき、迅速な反復とテストが可能です。.
| 方法 | ツーリングリードタイム | 部品リードタイム | 総見積もり時間 |
|---|---|---|---|
| CNC加工 | なし | 7~21日 | 1~3週間 |
| キャスティング | 8~12週間 | 2~3週間 | 10~15週間 |
タイムラインに影響を与える要因
全体的なプロトタイプのタイムラインにはいくつかの要因が影響します。幾何学的複雑さ、材料の入手可能性、および必要な表面処理がすべて役割を果たします。組み立て中には、次のような方法を用いた厳格なリークテストが ヘリウムリークディテクション13 性能検証に不可欠であり、プロセスに1、2日追加されますが、信頼性を確保します。PTSMAKEでは、これらの変数を管理し、マニホールドの設計から生産までのサイクルを最適化しています。.
カスタムCNCマニホールドのプロトタイプは、複雑さにもよりますが、通常7~21日かかります。このアジャイルなプロセスにより、鋳造に必要な8~12週間の工具リードタイムが回避され、設計検証が迅速化され、製品をより早く市場に投入できます。.
ラックマニホールドのリークテスト — すべてのポートを個別に検証する必要がある理由
液冷マニホールドには複数のポートがあり、テスト中にそれらを単一のユニットとして扱うことは重大な見落としです。たった1つのポートからの漏れがシステム全体の完全性を損ないます。包括的な検証には、すべての潜在的な漏れ経路を個別に確認する必要があります。.
バッチテストの問題点
マニホールド全体をテストすると、個々のポートのわずかな漏れが隠れてしまう可能性があります。あるポートでの小さな漏れが、全体の容積で平均化され、テストの検出閾値を下回ってしまうことがあります。これにより、重要な環境で使用される部品に対して誤った安心感を与えてしまいます。.
ポートごとの検査義務
堅牢なマニホールドの漏れテスト手順では、各接続点を個別に隔離します。これにより、すべてのシール、ねじ山、溶接が個別に必要な仕様を満たしていることを保証します。この体系的なアプローチこそが、アセンブリ全体の信頼性を保証する唯一の方法です。.
| テストアプローチ | 漏れの隔離 | 精度 | 信頼性 |
|---|---|---|---|
| バッチテスト | 貧しい | 低い | 疑わしい |
| 個別ポートテスト | 素晴らしい | 高い | 保証済み |
適切なマニホールドの漏れテスト手順には、それぞれ特定の目的を果たすいくつかの異なる方法が含まれます。いずれかを無視すると、重大な脆弱性が見過ごされる可能性があります。特にリスクの高いアプリケーションでは、システム全体の信頼性を確保するために、単純な圧力チェックを超えた対策が必要です。.
包括的なテストプロトコル
構造とシールの完全性
まず、他のすべてのポートをしっかりと塞いだ状態で、個別のポートの圧力減衰テストから始めます。また、マニホールドを最大定格圧力の1.5倍まで加圧する水圧テストも実施します。これにより、極限状態での水圧テスト冷却マニホールドの構造的完全性を検証します。.
微小漏れの検出
データセンター用のヘリウムテストマニホールドのような最も要求の厳しいアプリケーションでは、ヘリウムを使用します。 質量分析14. この方法は、圧力減衰試験では全く検出できない10⁻⁶ mbar·L/sまでの微細な漏れを検出できます。これはミッションクリティカルなコンポーネントにとって不可欠なステップです。.
| 試験方法 | 主な目的 | 共通アプリケーション |
|---|---|---|
| 圧力減衰 | グロスリーク検出 | 一般的な品質管理 |
| 水圧試験 | 構造的完全性 | 高圧システム |
| ヘリウム質量分析 | 微小漏れ検出 | データセンター、医療 |
| 流量検証 | パフォーマンス検証 | すべての液冷システム |
当社では、精密CNC加工が重要であると考えています。極めて一貫したポート形状とねじ山プロファイルを製造することで、これらの厳格なテストにおける初期不良率を大幅に削減しています。一貫した製造は、現場での信頼性の高い性能に直結します。.
信頼性の高い液冷マニホールドには、各ポートを個別に検証することが不可欠です。水圧試験から流量検証に至るこの綿密なプロセスにより、コンポーネントが動作ストレス下で完璧に機能し、高価なシステム障害を防ぎ、長期的な完全性を確保します。.
マニホールドの表面仕上げ — 不動態化、無電解ニッケル、そして陽極酸化が不適切な場合
マニホールドに適した表面仕上げを選択することは、性能と寿命に影響を与える重要な決定です。これは単なる外観の問題ではありません。処理は材料とその用途に合わせる必要があり、特に液冷マニホールドのような要求の厳しいシステムでは重要です。各材料には独自のニーズがあります。.
ステンレス鋼の要件
ステンレス鋼の場合、目標は最大限の耐食性です。機械加工により表面に遊離鉄が残り、鋼の自然な保護層が損なわれる可能性があります。これが、クーラントを使用するコンポーネントにとって不動態化が不可欠となる理由です。.
アルミニウムと銅の考慮事項
アルミニウムは異なる課題を提示します。アルマイト処理は一般的ですが、すべてのマニホールド用途に適しているとは限りません。銅は一般的ではありませんが、酸化を防ぎ、システムの完全性を維持するために特定の処理が必要です。.
| マニホールドの材質 | 主な仕上げ | 主なメリット |
|---|---|---|
| ステンレス鋼(304/316) | 不動態化 | 遊離鉄を除去し、耐食性を回復させる |
| アルミニウム(6061) | 無電解ニッケル | 導電性と耐食性を提供する |
| 銅 | ニッケルめっき | 酸化物の形成を防ぐ |

誤った仕上げはシステム障害につながる可能性があります。設計者がその影響を考慮せずに硬質アルマイトを指定したために、アルミニウム液冷マニホールドが故障するのを見てきました。アルマイトは硬く耐摩耗性のある表面を作りますが、電気的には非導電性です。これは、複雑な電子システムにおける接地要件を妨げる可能性があります。.
アルミニウムにとってより良い選択肢
アルミニウム製マニホールドにとってより良い選択肢は、多くの場合、無電解ニッケルめっきです。この仕上げは、電気伝導性を維持しながら優れた耐食性を提供します。これにより、システム全体が適切に接地され続けることが保証され、これは見過ごすことのできない詳細です。.
材料と冷却液の適合性
マニホールドの材質と冷却液の相互作用も非常に重要です。特に316Lのような不動態化されたステンレス鋼製マニホールドの場合、グリコール水混合液は非常にうまく機能します。しかし、純粋な脱イオン水と未処理の銅を組み合わせると、急速な腐食を引き起こす可能性があります。これは、水中の攻撃的なイオンが金属を侵食するためです。不適切に処理されたステンレス鋼も、次のような問題に悩まされる可能性があります。 粒界腐食15 特定の環境にさらされた場合。.
| 仕上げ工程 | プロ | コン | 最適 |
|---|---|---|---|
| 不動態化 | 耐食性を回復させる | 耐摩耗性がない | ステンレス鋼製冷却液マニホールド |
| 無電解ニッケル | 導電性、耐食性 | アノダイズ処理よりも高コスト | 接地が必要なアルミニウム製マニホールド |
| 硬質アルマイト処理 | 高い耐摩耗性 | 電気的に非導電性 | 絶縁が利点となる部品 |
マニホールドの信頼性には、適切な表面処理の選択が不可欠です。ステンレス鋼には不動態化処理が標準ですが、液冷システムにおけるアルミニウムの場合、導電性の必要性から無電解ニッケルめっきがアノダイズ処理よりも優れていることがよくあります。早期故障を防ぐため、常にクーラントとの適合性を考慮してください。.
プロトタイプからラックファームへのスケールアップ — CNC加工がいかにして大量生産におけるマニホールドの一貫性を保つか
検証済みの設計を数個のプロトタイプから数百個のユニットへとスケールアップすることは、極めて重要なステップです。CNC加工はこの成長の基盤を提供し、500番目の液冷マニホールドが最初のものと同一であることを保証します。この一貫性は、再現性のあるデジタルワークフローに基づいて構築されています。.
繰り返しの力
CAMプログラムが確定すると、それはマスターレシピとなります。その後のすべての部品は、まったく同じツールパス、治具、品質チェックを使用して加工されます。このプロセスにより、手作業や精度の低い方法でよく見られるばらつきが排除され、真のマニホールド量産製造が保証されます。.
スケーリングにおける主要因
| ファクター | プロトタイプ(1~10台) | 生産(500個以上) |
|---|---|---|
| プログラム | 反復的で、頻繁に調整される | ロックされ、検証済み |
| 工具 | 標準的、汎用 | 最適化され、多くの場合専用 |
| 固定 | シンプルで、適応性がある | カスタム、高スループット |
| 検査 | 100%マニュアルチェック | 初品検査 + サンプリング |
スケーリングは、同じプログラムを繰り返し実行するだけでは不十分です。大量のマニホールド生産には戦略的な計画が求められます。PTSMAKEでは、特定の5軸加工機を長期にわたるマニホールドプロジェクトに割り当てることがよくあります。これにより、セットアップ変更を最小限に抑え、一貫した生産環境を維持して最適な結果を得ることができます。.
生産のための戦略的計画
素材調達
材料費も最適化できます。500個以上のユニット向けにアルミニウムや銅の棒材をまとめて注文することで、少量バッチで材料を購入する場合と比較して、10~20%の範囲で大幅なコスト削減が可能です。これは部品あたりの最終コストに直接影響します。.
品質管理プロトコル
品質保証方法も進化させる必要があります。すべてのプロトタイプが完全な検査を受ける一方で、これは大量生産には実用的ではありません。当社では、セットアップを承認するための初品検査(FAI)を実施し、その後に 統計的工程管理16 バッチの一貫性を監視します。このデータ駆動型アプローチにより、速度を犠牲にすることなく品質を保証します。.
| 製造方法 | 量よりも一貫性 | 工具摩耗の影響 |
|---|---|---|
| CNC加工 | 極めて高い | 最小限で予測可能なカッター摩耗 |
| キャスティング | 時間とともに減少します | 金型の劣化が形状を変化させる |
これは、鋳造のような方法とは大きく異なります。鋳造では、金型の摩耗が数千回のサイクルを経て部品の寸法を微妙に変化させる可能性があります。CNC加工では、デジタル精度が絶対的に保たれ、CNCマニホールドの再現性が保証されます。.
CNC加工は、プロトタイプから本格生産へのスケールアップにおいて完璧な一貫性を維持します。機械の能力、材料調達、品質管理プロトコルに関する戦略的計画により、大量の液冷マニホールドの製造プロセスは信頼性が高く、費用対効果も高くなります。.

この原理を理解することで、より優れた冷却性能とシステム効率のために流路を最適化するのに役立ちます。. ↩
この現象を理解することは、ポンプの損傷を防ぎ、システムの長期的な信頼性を確保するのに役立ちます。. ↩
この指標が熱管理にどのように直接影響し、高性能コンピューティング環境におけるGPUスロットリングを防止するかを探ります。. ↩
この電気化学プロセスを理解することは、異種金属冷却ループにおける早期のシステム故障を防ぐ上で重要です。. ↩
この原理がマニホールド設計における流体速度と圧力の関係をどのように説明するかを学びます。. ↩
この穴あけ技術が、深穴加工において工具の破損を防ぎ、きれいなチャネルを確保する方法を学びます。. ↩
テーパーねじの形状がどのようにメタルツーメタルシールを形成し、高圧システムにどのような影響を与えるかを学びます。. ↩
この分野を理解することは、Oリングの材質や圧縮だけでなく、シール不良を診断するのに役立ちます。. ↩
この原理は圧力変化を予測するのに役立ち、効率的な液体冷却マニホールドを設計するために不可欠です。. ↩
製造業における日本のこのポカヨケの原理が、データセンターシステムの安全性と信頼性を高めるためにどのように応用されているかを発見してください。. ↩
閉鎖系における流体圧力分布を理解するために、この原理を探求してください。. ↩
このシステムを理解することは、製造のための正確な設計意図を伝え、部品の互換性を確保する上で重要です。. ↩
この高度な方法が、重要な流体および真空システムにおいて最高レベルのシール完全性をどのように確保するかを学びます。. ↩
この方法が特定の要素をどのように検出し、製造および科学研究における微量漏れの発見に不可欠であるかを理解します。. ↩
この腐食タイプが目に見えない材料の故障を引き起こす可能性があり、なぜそれを防ぐことが重要であるかを学びます。. ↩
この方法論が、大規模生産においてすべての部品が仕様を満たすことをどのように保証するかをご覧ください。. ↩





