

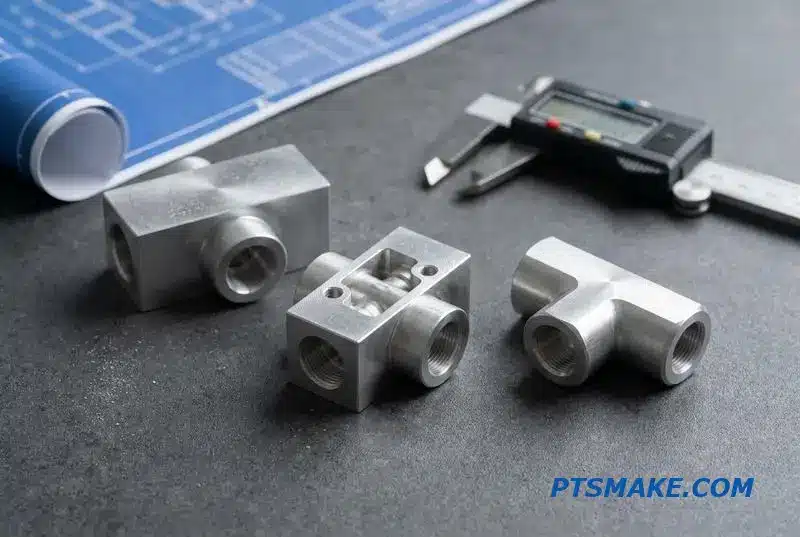
初回でリークテストに合格する液体冷却用CNC加工バルブボディの調達は、見た目よりも難しいものです。ボール穴の真円度問題が1つ、交差穴ポートのバリが1つあるだけで、CDU全体の製造が遅れてしまいます。.
液体冷却用バルブボディには、穴公差±0.05mm、シート仕上げRa 0.2µmまで、定格圧力の1.5倍での完全なリークテストを伴うCNC加工が必要です。材料選択(316L、真鍮、6061-T6)は、冷却液の化学的性質とガルバニック対に依存します。.

このガイドでは、データセンター冷却ループ用バルブボディを加工する際にPTSMAKEで使用する材料、公差、表面仕上げ、および試験方法について説明します。各セクションでは、部品の信頼性を高める仕様と決定事項を提供します。.
液体冷却バルブが精密CNC加工に依存する理由
データセンター向け液冷バルブ市場は急速に成長しており、2032年までに大幅な拡大が予測されています。この成長は、重要な事実を浮き彫りにしています。これらのシステム内のすべてのバルブは、精密に製造された基盤に依存しているということです。バルブボディこそがその基盤であり、その製造はほぼCNC機械加工によって行われます。.
信頼性の目に見えない核
すべてのボールバルブ、チェックバルブ、または減圧弁は、複雑な内部流路とシーリング面を持つボディを含んでいます。これらの特徴は、信じられないほど厳しい公差で機械加工されなければなりません。わずかなずれでも漏れにつながり、データセンター環境では壊滅的な結果を招きます。この精度なくしては、信頼性の高い長期運用は不可能です。.
主要な機械加工要件
異なるバルブは、正しく機能するために特定の機械加工の焦点を必要とします。製造におけるわずかなエラーが、直接システム障害につながります。.
| バルブの種類 | 主な機械加工の焦点 | 失敗の結果 |
|---|---|---|
| ボールバルブ | 球状のシーリング面 | 壊滅的な漏れ |
| 逆止弁 | 内部シート形状 | 逆流、システム損傷 |
| リリーフバルブ | スプリングシートとオリフィス | 過圧 |
これが、液冷用CNC加工フィッティングとバルブが業界標準である理由です。他のどのプロセスも、このレベルの制御を提供できません。.

CNC加工されたバルブボディの成功は、厳密な公差を維持するだけにとどまりません。材料の選定から最終的な表面処理に至るまで、製造アプローチ全体がバルブの性能と寿命に決定的な役割を果たします。それは、複数のエンジニアリング要件のバランスを取るプロセスです。.
重要な製造上の考慮事項
適切な材料の選択が最初の重要な決定です。真鍮は、一般的な用途において優れた加工性と費用対効果を提供します。攻撃的な冷却液を使用するシステムには、ステンレス鋼が優れた耐食性を提供します。アルミニウムは、その軽量性と優れた熱伝導性からしばしば選ばれます。.
| 素材 | 主な利点 | 共通アプリケーション |
|---|---|---|
| ブラス(C360) | 費用対効果が高く、良好な加工性 | 一般的な冷却用途 |
| ステンレススチール(316) | 優れた耐食性 | 高純度/攻撃性流体 |
| アルミニウム(6061) | 軽量、高熱伝導性 | 性能が重要なシステム |
表面仕上げ:美観以上のもの
バルブボディ内部の表面仕上げは、流体力学に直接影響します。より滑らかな表面は、乱流と圧力降下を低減し、冷却ループ全体の効率を向上させます。ほぼ完璧な等方性1 複雑な内部形状における仕上げは、専門的な液冷バルブ製造を際立たせる課題です。.
液冷の普及は、部品の品質に多大な圧力をかけています。精密CNC加工は、バルブボディの信頼性と漏れのない状態を保証する基盤技術です。材料選定、厳密な公差、高度な表面仕上げを習得することは、現代の高性能システムの要求を満たすために不可欠です。.
液体冷却システムにおけるバルブボディ:その位置と機能
バルブボディは、あらゆる液冷システムにおける縁の下の力持ちです。冷却液の交通整理役として機能し、必要な場所に正確に流れるようにします。適切に設計・加工されたバルブボディがなければ、システム全体の効率と信頼性は崩壊するでしょう。.
バルブボディの重要な役割
さまざまなバルブが、単純なオン/オフ制御から複雑な流量調整まで、異なるタスクを実行します。ボディはこれらのメカニズムを収容し、絶え間ない圧力と温度の変動に耐える必要があります。このため、性能には高品質な製造が不可欠です。.
主要機能の概要
| バルブの種類 | 主要機能 | 代表的な設置場所 |
|---|---|---|
| ボールバルブ | オン/オフ遮断 | CDU入口、ラックマニホールド |
| 比例弁 | 流量調整 | コールドプレートへ |
| 逆止弁 | 逆流防止 | 並列冷却液ライン |
| リリーフバルブ | 過圧安全 | システムハイポイント |
これらの役割を理解することは、これらの重要なコンポーネントの背後にある複雑なエンジニアリングを評価するための第一歩です。製造プロセスは完璧でなければなりません。.
冷却ループにおけるバルブの配置
データセンターの液冷ループでは、特定のバルブが戦略的に配置されます。例えば、ボールバルブは冷却液分配ユニット(CDU)の入口やラック接続部に使用されます。その役割はシンプルで、システム全体を排水することなく、メンテナンスのためにセクションを隔離する信頼性の高い方法を提供することです。.
精密な流量管理
比例制御バルブはより高度です。これらは個々のコールドプレートの直前に配置され、プロセッサのリアルタイムの熱負荷に基づいて冷却液の流れを調整します。これにより、ポンプエネルギーを無駄にすることなく、各コンポーネントが必要とする正確な冷却が保証されます。逆流を防ぐために、チェックバルブは並列分岐に配置されることがよくあります。.
共通の機械加工の課題
機能は異なりますが、これらのバルブボディの製造要件は大きく重複しています。冷却システム全体の完全性は、これらの部品の精度にかかっています。次のような問題は、 キャビテーション2 不適切に設計された内部形状から生じる可能性があります。.
機能から製造へ
あらゆる種類のバルブボディは、専門的なCNC機械加工を必要とする同様の課題を提示します。これらの課題は、液冷用の信頼性の高いCNC加工継手およびバルブを作成するための基礎となります。.
| 加工プロセス | 重要要件 | パフォーマンスへの影響 |
|---|---|---|
| 内部ポートの穴あけ | 滑らかで精密な通路 | 圧力降下と乱流を防ぐ |
| シール面仕上げ | 非常に低い表面粗さ | ガスケットとの漏れのないシールを保証 |
| ねじ切り加工 | 正確なピッチと深さ | 安全で漏れのない接続を保証 |
| 圧力テスト | 材料の完全性の検証 | 本体がシステム圧力に耐えられることを確認 |
PTSMAKEでは、最高の性能と信頼性の基準を満たすコンポーネントを提供するために、これらのプロセスを習得することに注力しています。.
バルブ本体は、単純な隔離から精密な流量制御まで、多様な役割を果たします。しかし、それらはすべて共通の厳しい製造要件を共有しています。ポート加工、シーリング面、ねじ切り加工の精度は、システム全体の完全性と、あらゆる高性能冷却アプリケーションにおける漏れ防止のために絶対に不可欠です。.
液体冷却バルブボディの材料選定
液体冷却バルブ本体に適切な材料を選択することは非常に重要です。この決定は、システムの信頼性、寿命、および全体的なコストに直接影響します。誤った選択は、漏れ、腐食、早期故障につながり、冷却ループ全体を損なう可能性があります。3つの主要な要素を慎重にバランスさせる必要があります。.
主な決定要因
冷却液との適合性、耐食性、加工性が主な考慮事項です。各材料は、これらの特性の独自の組み合わせを提供します。例えば、非常に耐食性の高い合金は加工が難しい場合があり、液体冷却用のCNC加工フィッティングやバルブのコストを増加させる可能性があります。.
材料のトレードオフの概要
基本的なトレードオフを理解することは良い出発点です。PTSMAKEの私のチームは、これらの要素がどのように相互作用するかをクライアントが視覚化できるように、簡単な比較をよく使用します。.
| 素材 | 耐食性 | 加工性 | 相対コスト |
|---|---|---|---|
| 316Lステンレス鋼 | 素晴らしい | フェア | 高い |
| 303ステンレス鋼 | グッド | グッド | ミディアム |
| 真鍮 C36000 | フェア | 素晴らしい | 低い |
| アルミニウム 6061-T6 | 不良(コーティングが必要) | グッド | 低い |

バルブ本体の材料選定をさらに深く掘り下げると、金属の特定のグレードが不可欠になります。各合金には、特定の用途に適した独自の特性があります。単にステンレス鋼を選ぶのではなく、適切なステンレス鋼を選ぶことが重要です。.
ステンレス・スチール・オプション
316Lステンレス鋼
水-グリコールループには、316Lステンレス鋼をよく推奨します。その耐食性は優れており、システムの完全性にとって不可欠です。ただし、加工中に加工硬化するため、コストを上げずに必要な精度を達成するには、鋭利な工具と制御された送り速度を使用する必要があります。.
303ステンレス鋼
アプリケーションの重要度が低い場合、303ステンレスは良好なバランスを提供します。316Lよりもはるかに加工しやすいため、部品コストを削減できます。ただし、耐食性が低いため、攻撃的な冷却液や過酷な環境にはあまり適していません。.
真鍮とアルミニウムの考慮事項
真鍮C36000は加工性が非常に良く、低圧システムには費用対効果が高いです。主な欠点は、 ガルバニック腐食3 コールドプレートのようなアルミニウム部品と接触した場合のリスクです。これは、設計の悪い異種金属ループでよく見られる故障点です。.
アルミニウム6061-T6は軽量で手頃な価格であり、CDU側のコンポーネントに最適な選択肢です。腐食を防ぐために、硬質アルマイトなどの保護コーティングが必要です。異種金属ループの場合、無電解ニッケルめっきはステンレスまたは銅部品に優れた保護を提供します。.
適切な材料の選択は、性能、加工性、コストのバランスです。ステンレス鋼は優れた耐食性を提供し、真鍮は優れた加工性を提供します。それぞれの選択は、最終製品の信頼性と予算に直接的な影響を与えるため、あらゆる液冷設計において重要な決定となります。.
ボールバルブボディ加工:最も一般的な冷却バルブ
ボールバルブ本体のCNC加工における精度は譲れません。このプロセスは、ボールとシートのための完璧なハウジングを作成することに重点を置いています。わずかなずれでも、液冷システム全体を損なう可能性があります。主要な特徴には、それぞれ独自の重要な公差を持つ異なる加工操作が必要です。.
主要な加工特徴
ボールを収容するメインボアが最も重要な要素です。システム統合のために、NPTまたはBSPPねじなどの精密なエンド接続も加工します。さらに、ステム穴とフランジ面は完全に位置合わせされている必要があります。.
代表的な公差
当社のテストに基づくと、厳密な公差を維持することは性能にとって不可欠です。以下に、液冷用のCNC加工フィッティングおよびバルブに関して、PTSMAKEで取り組んでいる一般的な仕様をいくつか示します。.
| 特徴 | 標準公差 | 重要な機能 |
|---|---|---|
| メインボア径 | ±0.05 mm | シールとボールの回転 |
| エンド接続ねじ | クラス2A/2B | 漏れ防止接続 |
| ステム穴の位置 | ±0.1 mm | アクチュエータのアライメント |
| シール面の平面度 | 0.02 mm | ガスケットのシーリング |

ステンレス鋼ボールバルブ製造における最も重要な課題は、主ボアの球状形状を維持することです。微細なものであっても、いかなる楕円度も漏れの経路を作り出します。これが、ボールとシートのシーリング機構がボアの幾何学的完全性に完全に依存する理由です。.
加工戦略
主な戦略は2つあります。2回の段取りによるアプローチ、または1回の段取りによるプロセスです。2回の段取りによる方法は、ボアと片側を加工し、その後治具を再設定して反対側を完成させます。一般的ではありますが、段取り間でアライメント誤差が生じるリスクがあります。.
PTSMAKEでは、ライブツールを備えた多軸旋盤での1回の段取りを好むことがよくあります。この方法では、すべての特徴を1回のクランプで加工し、優れた 集中力4 すべての特徴間のアライメントを確保します。これは高性能アプリケーションにとって極めて重要です。.
材料と仕上げの考慮事項
材料の選択は用途によって異なります。冷却液に接する部品には、その耐食性から通常316Lステンレス鋼を使用します。設備側の部品には、真鍮が費用対効果の高い代替品となります。信頼性の高いシールを確保するため、シール面にはRa 0.8µmの表面仕上げが標準です。.
| アスペクト | 仕様 | 根拠 |
|---|---|---|
| 材料(冷却液側) | 316Lステンレス鋼 | 耐食性 |
| 材料(設備側) | 真鍮(例:C360) | 費用対効果 |
| シール面仕上げ | Ra 0.8 µm | マイクロリークを防ぐ |
ボールバルブ本体のCNC加工を成功させるには、精密なボア形状、戦略的な固定具、適切な材料選択が不可欠です。特に同心度において厳しい公差を達成することは、漏れを防ぎ、要求の厳しい液体冷却アプリケーションで信頼性の高い性能を確保するために不可欠です。.
比例制御バルブボディ:内部流路とポート加工
比例制御バルブは、液体冷却システムの中で最も複雑な部品の1つです。その目的は動的な流量変調であり、信じられないほど複雑な内部ポーティングを必要とします。単に穴を開けるだけでなく、流体のための精密な経路を作成することです。.
主要な内部特徴
入口ポートと出口ポートは特定の角度で加工する必要があります。内部では、計量エッジが流量を高精度で制御するために慎重に成形されています。全体の設計は、要求の厳しいアプリケーションで正確な性能と長期的な信頼性を実現するように設計されています。.
スプールボア
スプールとそのボア間のクリアランスは機能にとって重要です。これらの特徴を厳しいH6/g6嵌合に加工することで、漏れなくスムーズで応答性の高い動作を保証します。.
| 特徴 | 標準公差 | 加工への影響 |
|---|---|---|
| スプールボア径 | ±0.01mm | 精密ボーリング/ホーニングが必要 |
| ポート角度 | ±0.5度 | 多軸CNC機能が必要 |
| 計量エッジ | シャープでバリがない | 特殊なバリ取り工具が必要 |

複雑な形状の加工
制御弁本体をソリッドブロックからCNC製造するプロセスは、大きな課題です。これは基本的なフライス加工以上のものを伴います。ポート交差部のクロスホール穴あけは、流れの乱れや圧力降下を避けるために完全に位置合わせされている必要があります。.
バリ取りと表面仕上げ
穴あけ後に内部エッジに残ったバリは、乱流を引き起こし、流れに影響を与える可能性があります。当社は高度なバリ取りを使用して、スムーズな流体ダイナミクスを確保しています。スプールボアは、通常Ra 0.4µmの微細な表面仕上げが必要であり、これは スティクション(固着)5 や早期摩耗を防ぎ、バルブが瞬時に応答するようにします。.
製造アプローチ
比例弁本体の機械加工には、主に2つの方法があります。ソリッドビレットからの機械加工は、優れた材料の完全性と強度を提供します。対照的に、インベストメント鋳造とその後の仕上げ機械加工は、初期コストを削減できますが、気孔などの材料欠陥のリスクを伴う場合があります。.
| 方法 | メリット | デメリット |
|---|---|---|
| ソリッドからの機械加工 | 高強度、気孔なし | 材料の無駄が多く、サイクルタイムが長い |
| インベストメント鋳造 | 材料の無駄が少なく、ニアネットシェイプ | 気孔の可能性、二次加工が必要 |
PTSMAKEでは、当社の4軸および5軸フライス盤加工センターは、これらの複雑なマルチポートボディをソリッド材料から直接作成するのに理想的です。.
比例制御弁本体の製造には、高度なCNC機能が求められます。内部ポーティング、厳しい公差、優れた表面仕上げには精度が不可欠です。ソリッドからの機械加工か鋳造か、適切なアプローチが、重要な液冷システムにおけるバルブの性能と信頼性に直接影響します。.
チェックバルブボディ:スプリング保持とシート形状
液冷において、ポンプが停止した際の逆流を防ぐためにチェックバルブは不可欠です。本体はその基礎となります。その機械加工には、ポペットを案内する内部ボアやバルブシートなどの特徴に対して高い精度が求められます。.
主要な機械加工の特徴
弁座は最も重要な要素です。多くの場合、本体に直接機械加工された45度の面取り、またはソフトシートインサート用に設計されたポケットです。バルブのクラッキング圧力を確実に制御するために、精密なスプリング保持機能も機械加工されます。.
シート形状の比較
この表は、液冷用CNC加工フィッティングおよびバルブ向けに当社が加工する一般的なシートタイプをまとめたものです。.
| シートタイプ | 素材 | 主な利点 | 共通アプリケーション |
|---|---|---|---|
| 面取りシート | 本体と同じ(例:316L) | 耐久性 | 高圧システム |
| ソフトシートインサート | PEEK / PTFE | 優れた密閉性 | 低圧、重要シール |
逆止弁本体のCNC加工における主な課題は、弁座と内径の同心性です。これら2つの特徴が完全に一致していない場合、ポペットまたはディスクが適切にシールされず、漏れやシステム障害につながります。.
シール完全性の達成
当社は常に±0.05mmの公差を維持しています 振れ精度6 (TIR)をシートとボアの間で維持しています。これは単なる数値ではなく、信頼性の高い性能のための要件です。これを超える偏差は、不均一な摩耗を引き起こし、シールを損なう可能性があり、精密電子機器の液冷においては致命的な故障となります。.
材料と加工の相乗効果
本体には、耐食性から316Lステンレス鋼が一般的に選ばれます。ソフトシートが設計で求められる場合、PEEKまたはPTFEインサート用に精密なポケットを加工します。スプリングポケットの深さを制御することも同様に重要であり、これはバルブを開くのに必要な力に直接影響します。.
| パラメータ | 仕様 | 検証方法 |
|---|---|---|
| シートとボアの同心性 | ±0.05mm TIR | CMMプローブスキャン |
| スプリングポケット深さ | ±0.1mm | デジタルデプスゲージ |
| シール面仕上げ | Ra 0.8 µm 以下 | 表面形状計 |
PTSMAKEでは、この同心度が満たされていることを確認するため、すべてのバッチでCMM検証を使用しています。一方弁の加工精度に対するこの取り組みは、お客様にとって費用のかかる現場での故障を防ぎます。.
最終的に、チェックバルブの機能が成功するかどうかは、本体の精密な加工にかかっています。シートとボア間の同心度は、適切な材料選択と検証と相まって、要求の厳しい液体冷却アプリケーションにおける信頼性の高い逆流防止を保証します。.
圧力リリーフバルブボディ:ねじ切り、シート角度、設定圧力精度
圧力リリーフバルブ(PRV)の性能は、その本体の加工精度によって決まります。内部形状、特にバルブシートは、設定圧力の精度を直接制御します。わずかな偏差でも、システムに壊滅的な故障や、継続的で費用のかかる漏れを引き起こす可能性があります。.
主要な加工形状
バルブ本体には、いくつかの重要な特徴が含まれています。これらには、ノズルまたはシート、スプリングチャンバー、調整ネジのねじ山、および出口ポートが含まれます。各要素は、連携して機能するように厳密な仕様で加工され、圧力下での信頼性と再現性のあるバルブ動作を保証する必要があります。.
設計図から性能へ
設計図と最終製品の性能との関係は直接的です。例えば、シートの角度と表面仕上げは、バルブが正確な設定圧力でどれだけ効果的に密閉し、開くかを決定します。これはミクロン単位の勝負です。.
| 特徴 | 加工フォーカス |
|---|---|
| バルブシート | 角度、幅、表面仕上げ |
| スプリングチャンバー | 内径と深さ |
| 調整ねじ | ピッチ径とねじ等級 |
| 出口ポート | ボアの同心度と直径 |

減圧弁本体のCNC加工に取り組む際、当社は公差をガイドラインではなく絶対的なルールとして扱います。加工精度と設定圧力の再現性の間には、切っても切れない関係があります。形状不良や表面仕上げの悪さは、早期の吹き出しや緩やかなシート漏れの主な原因となります。.
重要な公差と仕上げ
バブルタイトな遮断を必要とするメタルシートの場合、Ra 0.2µmの表面仕上げがしばしば必要となります。当社のテストに基づくと、これより粗いものは漏れ経路を発生させます。シート幅の公差は、スプリングからの力が一貫して加えられるように、通常±0.025mmに保持されます。.
ねじと同心度の役割
調整ねじ(通常クラス2A/2Bのはめあい)は、設定圧力の微調整を可能にします。ねじ形状が悪いと、摩擦やバックラッシュが生じ、正確な調整が不可能になります。同様に重要なのは、シートとガイドボア間の同心度であり、これにより不均一な負荷や早期摩耗を防ぎます。ここでの管理が不十分だと、性能が向上する可能性があります。 ヒステリシス7.
これらの原則は、特に次のようなシステムで重要です。 液冷用CNC加工継手およびバルブ, で、信頼性が最重要視されます。.
減圧弁における正確な設定圧力とバブルタイトなシールを実現するには、バルブ本体のCNC加工に完全に依存します。主要な要因には、シート形状、表面仕上げ(Ra 0.2µm)、およびねじやボアの同心度などの特徴に対する厳密な公差が含まれます。.
複雑なバルブボディ形状用多軸CNC加工
3軸加工と5軸加工のどちらを選択するかは、重要なステップです。複雑なバルブ本体、特に液冷システムで使用されるものの場合、多軸加工はしばしば贅沢品ではなく必需品となります。これにより、単一のセットアップで複雑な特徴を作成できます。.
5軸加工はいつ不可欠か?
複数の非直交面にポートを持つ部品の場合、5軸加工が圧倒的に優れています。当社で頻繁に採用しているこのアプローチは、アンダーカットや背面加工など、3軸加工機では1回のクランプで到達できない部品のプロセスを簡素化します。.
主な決定要因
| 機能の複雑さ | 3軸アプローチ | 5軸ソリューション |
|---|---|---|
| 複合角度ポート | 複数の複雑な治具 | シングルセットアップ、高精度 |
| アンダーカット/背面加工 | 特殊工具、複数セットアップ | 直接加工アクセス |
| 高い同心度 | 公差累積のリスク | 1回の操作で維持 |
「ワンヒット」加工戦略
5軸バルブボディCNCの主な利点は、「ワンヒット」戦略です。1回のセットアップで部品を完成させることで、治具の再取り付けによって生じるエラーのリスクを大幅に低減します。これは、部品の異なる面にある特徴間の厳しい公差を維持するために不可欠です。.
4つ以上の角度付きポートを持つ液冷用CNC加工継手やバルブの場合、このアプローチがより費用対効果が高いことがわかっています。機械の時間単価が高いことは、複数のカスタム治具の必要性や、セットアップにかかる関連人件費を排除することで相殺されます。.
製造アプローチの比較
適切なプロセスを選択することは、最終的なコストと品質に直接影響します。これは、機械時間、人件費、工具投資の間のトレードオフです。.
費用と時間の内訳
多軸加工によるバルブ製造は、単に機械の時間単価を比較するだけでは不十分で、より深い分析が必要です。いくつかのプロジェクトをレビューした結果、当社のデータは明確なパターンを示しています。.
| メートル | 3軸 + 複数段取り | 5軸単一セットアップ |
|---|---|---|
| サイクルタイム | 高い(セットアップ時間を含む) | 低い(連続加工) |
| 精度 | 低い(公差の積み重ね) | 高い(単一の参照フレーム) |
| 固定費 | 高い(複数のカスタム治具) | 最小限(標準バイス/チャック) |
| 人件費 | 高い(複数のセットアップ) | 低い(オペレーターの介入が少ない) |
次のような高度な機能の使用 工具先端点制御(TCPC)8 当社の5軸加工機では、工具の長さや機械の回転軸の動きに関わらず、工具先端がプログラムされた経路を追従することを可能にします。これにより、複雑な曲面や傾斜穴において優れた精度が保証されます。.
多軸加工は、複雑なバルブ本体にとって不可欠であり、精度を向上させ、プロジェクトの総コストを削減します。「ワンヒット」戦略によるセットアップの最小化により、高い時間単価を克服し、最終的にはより優れた、より経済的な部品を提供します。.
小型バルブ部品用スイス型旋盤加工:バルブコアとインサート
精密なバルブ部品になぜスイス型自動旋盤加工なのか?
小型で複雑なバルブ部品の場合、従来の旋盤では対応しきれないことがよくあります。バルブステムやポペットのような部品は、ワークのたわみが問題になると、達成が困難なレベルの精度が要求されます。ここで、スイス型旋盤加工がPTSMAKEにとって明確な利点となります。.
スイス型CNC旋盤によるバルブ部品加工は、直径3mmから20mm、長さ200mmまでの部品に最適です。切削工具のすぐ近くで材料を支持することにより、機械は振動とたわみを最小限に抑え、細長い部品において優れた真直度と同心度を保証します。.
当社が加工する主要部品
精密バルブインサート加工は、当社の業務の中核をなしています。当社は、それぞれ独自の課題を持つ様々な二次部品を取り扱っています。スイス型旋盤加工により、液冷用CNC加工継手やバルブのような用途において、これらの要求を一貫して満たすことができます。.
| コンポーネント | 一般的な加工課題 |
|---|---|
| バルブステム | 長尺部品の真直度維持 |
| ポペット | 重要なシール面の仕上げ達成 |
| 計量ピン | テーパー精度と微細な先端形状 |
| シートインサート | ボアとシート間の同心度 |

スイス型加工の技術的優位性
これらの部品に対するスイス型機械の優位性は、3つの主要な特徴に集約されます。これらの技術により、当社は部品を単一のセットアップで完全に加工することができ、液冷システム用部品の製造における精度と効率の両方にとって極めて重要です。.
安定性のためのガイドブッシュ
ガイドブッシュはスイス型旋盤加工の要です。切削工具のすぐ隣でワークピースを強固に支持します。この設定により、長尺で細い部品のたわみを事実上排除し、端から端まで均一な直径と優れた表面仕上げを保証します。.
完全加工のためのサブスピンドル
メインスピンドルが加工を完了した後、サブスピンドルが部品を受け取ります。これにより、手動介入なしで裏面を加工できます。このプロセスは、部品の両端にある特徴間の優れた同心度を保証し、バルブ性能にとって重要な要素です。.
複雑な形状のためのライブツール
当社のスイス型旋盤はライブツールを装備しています。これにより、クロス穴あけ、溝加工、平面フライス加工などの二次加工を同じサイクルで実行できます。この統合されたアプローチにより、リードタイムが短縮され、旋削された直径に対する形状の精度が向上します。.
材料と精度基準
当社は、要求の厳しいバルブ用途での性能に基づいて選択されたさまざまな材料を扱っています。17-4PHの熱処理は、 時効硬化9, 、高い耐摩耗性を達成するために不可欠です。当社のテストに基づき、常に厳しい公差を維持しています。.
| 素材 | 主な用途 |
|---|---|
| 303/316L ステンレス鋼 | 耐食性と一般用途 |
| 17-4PH H900 | 高圧・高摩耗部品 |
| 覗き見 | 電気絶縁性と耐薬品性 |
直径については±0.01mm、重要なシール面についてはRa 0.4µmという微細な表面仕上げの公差を達成しています。.
スイス型旋盤加工は、小型で複雑なバルブ部品を高精度で製造するために不可欠です。長くて細い部品を処理し、1回のセットアップで特徴を完成させる能力があるため、バルブコア、インサート、および厳密な公差を必要とするその他の複雑な部品に最適です。.
バルブボディ加工におけるねじ切りと端部接続
適切なねじ切りは、バルブ本体に耐圧性のある信頼性の高い接続を作成するために不可欠です。溝を切るだけでなく、適切な規格を選択し、それを精度高く実行することです。テーパーからストレートプロファイルまで、各ねじタイプは特定の目的に役立ちます。.
主要なねじ規格
用途が異なれば、異なるねじ規格が求められます。液体冷却用のCNC加工された継手やバルブの場合、これらを理解することが基本です。PTSMAKEでの私たちの仕事では、シーリングと機械的結合のための独自の幾何学的要件を持つこれらの主要なタイプを一般的に加工します。.
| スレッドタイプ | シール方法 | 共通アプリケーション |
|---|---|---|
| NPT/BSPT | ねじの干渉(テーパー) | 一般用途、圧力ライン |
| UN/UNF/BSPP | ガスケットまたはOリング | 継手、油圧接続 |
| SAE ORB | 溝内のOリング | 高圧油圧システム |
精度の重要性
完璧なシールを実現するには、精密な機械加工から始まります。バルブ本体のねじ加工では、ピッチ、角度、深さのわずかなずれでも、圧力下での漏れや接続不良につながる可能性があります。この精度こそが、信頼できる部品と責任を負う部品を分けるものです。.

ゲージングと品質管理
ねじの形状を確認することは、ねじを切削することと同じくらい重要です。当社では、ねじの種類ごとに特定のゲージを使用しています。例えば、NPTねじでは、L1およびL2プラグゲージを使用してテーパー深さを確認し、底付きや干渉なしに適切なねじのかみ合いを確保します。.
| ゲージの種類 | 用途 | 目的 |
|---|---|---|
| リングゲージ | 外部スレッド | 有効径の合否判定 |
| プラグゲージ | めねじ | 有効径の合否判定 |
| NPT L1/L2ゲージ | テーパーねじ | 適切なねじ込み深さを確認 |
ネジ切りとタッピングの比較
大径ねじの場合、私はタッピングよりもねじフライス加工を推奨することがよくあります。タッピングは高トルクをかけることがあり、工具の破損や部品の歪みを招くリスクがあります。ねじフライス加工は、 ヘリカル補間10, を使用するため、より制御されたプロセスを提供します。.
この方法は、しばしば優れたねじ品質と表面仕上げを生み出します。追加の利点として、1つの工具で同じピッチの様々なねじサイズを加工できるため、特にNPTねじのCNC旋削加工において、生産の柔軟性が向上します。.
一般的な加工の落とし穴
NPTねじのテーパー過剰は、組み立て干渉を引き起こす頻繁な問題です。もう一つの問題は、不適切な工具の挿入によるねじ山の損傷で、これがシールを台無しにする可能性があります。最後に、ねじ山頂部に残ったバリは適切な密着を妨げるため、慎重に除去する必要があります。.
高性能バルブボディにとって、正しいねじタイプを選択し、それを精密に加工し、適切なゲージで検証することは譲れません。一般的な落とし穴を理解し、大径にはねじフライス加工のような最適な加工方法を選択することで、漏れのない信頼性の高い接続が保証されます。.
シール面加工:Oリング溝、フランジ面、金属シート
液冷において、シール面はすべてです。たった一つの微細な欠陥が壊滅的な故障につながる可能性があります。CNC継手やバルブでこれらの表面を加工することは、精度が単なる目標ではなく、唯一許容される結果である作業です。エラーの余地はありません。.
主要なシール方法
私たちは主に3種類のシールに遭遇します。それぞれが独自の加工要件を持ち、その性能に直接影響を与えます。これらの違いを理解することは、液冷システム用の信頼性の高いコンポーネントを製造するために不可欠です。.
| シールタイプ | 主な機械加工の焦点 | 共通アプリケーション |
|---|---|---|
| Oリング溝 | 溝深さ&表面仕上げ | ボディ半部間の静的シール |
| 圧縮シール | 表面平面度&仕上げ | ガスケットまたはフェルール接続 |
| メタルシート | 同心度&表面仕上げ | 高圧ボールバルブ |
Oリング溝公差
標準的なAS568 Oリング溝の場合、溝深さの管理が重要です。当社では±0.05mmの公差を保持しています。底面の表面仕上げはRa 1.6µm以上でなければならず、潜在的な漏れ経路に平行な工具痕があってはなりません。.

CNC機械加工された液体冷却用継手やバルブの成功は、完璧なシーリング面を実現することにかかっています。各設計は、Oリング溝の正確な寸法から金属対金属シートの完璧な仕上げまで、特定の要件を求めます。妥協は許されません。.
Oリング溝の加工
Oリング溝の場合、目標は制御された圧縮です。溝が深すぎるとOリングを十分に圧縮できず、漏れ経路ができてしまいます。浅すぎるとOリングが潰れてしまい、早期故障につながります。これが、±0.05mmの深さ公差が譲れない理由です。.
金属対金属シートの要件
金属対金属シートは最も要求が厳しいです。硬質シートボールバルブでは、シートはボアに対して±0.025mm以内の同心度を持つ必要があります。表面仕上げは非常に滑らかである必要があり、通常Ra 0.2µmから0.4µmの間です。ここに、 トライボロジー11 の原則が重要になります。.
重要な幾何学的制御
これらの仕様を達成するには、精密なツールパス制御と機械の安定性が必要です。45度の角度であろうと鋭いエッジであろうと、幾何学的形状は、高圧を漏れなく保持する接触線を作り出すために完璧でなければなりません。.
| 特徴 | GD&T制御 | 代表的な仕様 |
|---|---|---|
| Oリング溝底 | 表面形状 | 0.05mm |
| フランジ面 | 平坦性 | 0.02mm |
| 金属シート角度 | 角度公差 | ±0.1° |
| 金属シートとボア | 集中力 | 0.025mm |
シール面の機械加工は、細心の注意を要するプロセスです。成功は、溝の深さ、表面仕上げ、同心度などの幾何学的制御に対する厳しい公差を達成することにかかっています。これらの詳細が、あらゆる液冷アプリケーションにおけるCNC加工された継手やバルブの信頼性を決定します。.
加工済みバルブボディのリークテスト:規格と方法
バルブ本体の漏れ防止は、特に液冷用のCNC加工された継手やバルブにとって、譲れない要件です。わずかな欠陥が壊滅的なシステム障害につながる可能性があります。PTSMAKEでは、製造するすべてのコンポーネントの完全性を検証するために、構造化されたアプローチを採用しています。.
主要な漏れ試験プロトコル
異なる試験は、異なる潜在的な故障箇所を対象とします。水圧試験は本体の構造強度をチェックし、空気圧試験はシールの有効性に焦点を当てます。最も重要なアプリケーションには、高度な方法が必要です。.
一般的な試験パラメータ
ここでは、一般的な液冷バルブの圧力試験に採用している標準的な試験の概要を簡単に説明します。.
| 試験方法 | 主な目的 | 標準的な圧力/感度 |
|---|---|---|
| 水圧 | 本体の一体性および強度 | 定格圧力の1.5倍 (10-15 bar) |
| 空気圧シート漏れ | シール有効性 | 低圧 (0.5-1 bar) |
| ヘリウム質量分析 | 気密シール | <1×10⁻⁶ mbar·L/s |
適切な試験方法の適用
効果的なバルブボディのリークテストには、正しい試験を選択することが重要です。各方法は、部品の性能に関する異なる情報を提供し、検証の特定の段階に適しています。.
静水圧試験
この試験は、バルブボディの基本的な完全性を確認するために実施します。部品を定格圧力の1.5倍(通常10~15バール)に2~5分間保持することで、構造的な弱点、多孔性、または機械加工プロセスによる亀裂がないことを確認します。.
空気圧シートリーク試験
この試験は、バルブシートのシール能力に焦点を当てています。0.5~1バールの低圧空気を使用し、バブルテストまたは差圧減衰の測定によって漏れをチェックします。部品内部の水分汚染を防ぐため、常に乾燥窒素を使用することをお勧めします。.
ヘリウム質量分析12 究極の確実性のために
密閉されたアセンブリやミッションクリティカルなアプリケーションにとって、これはゴールドスタンダードです。他の方法では検出できない何千倍も小さな漏れを検出します。当社は1×10⁻⁶ mbar·L/s未満という厳格な合格基準を遵守し、完全な封じ込めを保証します。.
堅牢な試験戦略は、これらの方法を組み合わせて性能を保証します。静水圧試験はボディを検証し、空気圧試験はシールを確認し、ヘリウム分光法は高性能液冷システムに見られるような最も要求の厳しいアプリケーションに対して絶対的な完全性を保証します。.
バリ取りとバルブボディの洗浄:冷却信頼性にとってなぜ重要か
バルブボディの機械加工は戦いの半分に過ぎません。液冷システムの信頼性の真のテストは、機械加工後のプロセスから生まれます。特に交差穴の接合部にある内部バリは、後々壊滅的な故障を引き起こす可能性のある小さな金属片です。.
内部バリの問題
これらの破片は剥がれ落ち、冷却液の流路を塞いだり、バルブシートを詰まらせたりする可能性があります。ポンプに到達すると、インペラを損傷し、システム全体のシャットダウンにつながる可能性があります。そのため、バリ取りと洗浄に重点を置くことは、単なる品質チェックではなく、液冷用の信頼性の高いCNC加工継手およびバルブを製造する上で不可欠な部分なのです。.
初期段階の対策では不十分
標準的なタンブリングや洗浄では、これらの内部バリを除去することはできません。バルブボディが組み立てられる前に、すべての内部通路が完全にきれいで滑らかであることを保証するために、専用の多段階プロセスが必要です。.
| リスク要因 | 不適切なバリ取りの結果 |
|---|---|
| 流れの閉塞 | 過熱とシステム障害 |
| バルブの固着 | 冷却液の流れを制御できない |
| ポンプの損傷 | 高額な修理費用とシステム停止 |
| 汚染 | 冷却液と部品の寿命短縮 |
高度なバリ取りと洗浄方法
効果的なバルブボディのバリ取り洗浄には、専門的な技術が必要です。単純な形状の場合、カスタムツールを使った手動バリ取りで内部通路に到達できます。しかし、複雑な内部チャネルの場合、すべてのバリを完全に除去するために、より高度な方法に頼っています。.
適切な技術の選択
熱バリ取り(TEM)は、部品の寸法に影響を与えることなくバリを気化させるため、複雑な内部形状に優れています。厳しい公差を持つ高精度部品には、電解バリ取り(ECM)が非接触で高度に制御されたソリューションを提供し、イオンごとに材料を除去します。.
| バリ取り方法 | 最適 | 精密水準器 |
|---|---|---|
| 熱(TEM) | 複雑な内部形状 | 高い |
| 電解(ECM) | 厳しい公差、デリケートな材料 | 非常に高い |
| 高圧水ジェット | 通路のフラッシングと洗浄 | ミディアム |
検証と最終的な清浄度
バリ取り後、清浄度は最も重要です。当社はISO 16232のような規格に準拠して粒子汚染を測定します。特殊溶剤を用いた超音波洗浄により、残存する微粒子を除去します。最終検査では、 ボアスコープ13 を使用して、すべての内部通路が完全にきれいであることを目視で確認し、高信頼性システムに求められるCNC加工部品の清浄度を保証します。.
バリ取りと洗浄はオプションの工程ではなく、あらゆる液冷システムの性能と寿命にとって不可欠です。適切な実施は、詰まりを防ぎ、部品を保護し、システム全体が設計通りに動作することを保証し、真の製造品質へのコミットメントを反映しています。.
冷却液適合性のための表面処理とコーティング
加工後、表面仕上げは始まりに過ぎません。適切なバルブボディの表面処理は、液冷システムにおける長期的な信頼性を保証します。これは、腐食を防ぎ、摩擦を低減し、液冷用CNC加工継手およびバルブの寿命を延ばすための重要なステップです。.
主要な表面処理
正しい処理の選択は、材料、冷却液、および動作環境に完全に依存します。各オプションは、耐食性から耐摩耗性まで、異なる用途の要求に合わせて特定の利点を提供します。.
一般的な保護処理
当社では、ステンレス鋼には不動態化処理、アルミニウムには硬質アルマイト処理などを頻繁に適用します。これらの処理は、部品がその耐用期間全体にわたって期待通りに機能することを保証するための基本です。.
| 治療 | 主要素材 | 主な目的 |
|---|---|---|
| 不動態化 | ステンレス鋼 | 遊離鉄を除去し、耐食性を向上させる |
| 陽極酸化処理(タイプIII) | アルミニウム | 表面硬度と耐摩耗性を向上させる |
| 無電解ニッケル | 銅、真鍮 | 均一な保護バリアを形成する |
| テフロン/ザイラン | バルブステム | 摩擦を低減し、固着を防ぐ |

バルブボディの表面処理の選択は決して恣意的なものではなく、システムの化学的性質と機械的性質に基づいた戦略的な決定です。例えば、銅とアルミニウムを含む異種金属ループでは、問題を防ぐために積極的なコーティングが不可欠です。.
正しい治療法の選択
冷却液自体が最大の要因です。水とグリコールの混合液は導電性があり、腐食からの保護が必要です。対照的に、誘電性流体は非導電性であるため、アーク放電を防ぐためには陽極酸化による電気絶縁がより重要になります。.
用途に合わせた処理
PTSMAKEでの当社の業務において、ASTM A967に準拠した316Lステンレス鋼の不動態化処理は、ほとんどの水性冷却液で標準的であることがわかっています。これにより、機械加工による表面汚染物質が除去され、これは早期の錆の一般的な原因となります。銅合金ボディの場合、, 無電解ニッケルめっき14 は、液冷における私の推奨です。これは、複雑な形状に不均一に堆積する可能性がある電気めっきとは異なり、完全に均一なバリアを形成します。.
この均一性は、液冷用CNC加工継手およびバルブの複雑な内部通路において極めて重要です。バルブステムのような低摩擦のニーズには、テフロン含浸またはザイランコーティングが作動力を低減し、特に長期間のアイドル状態の後でも固着を防ぎます。.
| クーラントタイプ | 一般材料 | 推奨処理 | 主なメリット |
|---|---|---|---|
| 水-グリコール | 316Lステンレス | 不動態化 | 耐食性 |
| 水-グリコール | アルミニウム | 硬質陽極酸化処理(タイプIII) | 硬度、腐食防止 |
| 水-グリコール | 銅/真鍮 | 無電解ニッケル | 均一なバリア層 |
| 誘電流体 | アルミニウム | 硬質陽極酸化処理(タイプIII) | 電気絶縁 |
適切な表面処理を選択することは、システム障害を防ぐ上で極めて重要です。不動態化、陽極酸化、および特殊めっきは、液冷コンポーネントの耐久性と信頼性を直接向上させ、その寿命全体にわたって性能要件を満たすことを保証します。.
製造容易性のための設計:機械加工者が好むバルブボディ図面
よく設計されたバルブボディの図面は、単なる指示のセット以上のものです。それは明確なコミュニケーションツールです。エンジニアが製造容易性設計(DFM)の原則を適用すると、設計意図と生産現実の間のギャップを埋め、時間とコストを節約します。このアプローチは、不必要な修正を防ぎ、機械加工プロセスを合理化します。.
バルブボディにDFMが重要な理由
効果的なDFMは、製造上の課題を予測します。液冷用CNC加工継手やバルブのような複雑なコンポーネントの場合、わずかな設計調整が大きな影響を与える可能性があります。これにより、特殊な工具や二次加工の必要性がなくなり、効率とコンポーネントの品質が直接向上します。.
図面から完成部品へ
弊社でよく見られる一般的な問題とそのDFMソリューションを以下に示します。
| 問題のある特徴 | 最適化されたDFMの指摘 |
|---|---|
| シャープな内部コーナー | 十分なコーナーR |
| 深く狭い穴 (L/D > 4:1) | 長さ対直径比の削減 |
| 非標準ねじ | 地域固有の標準ねじ (NPT/BSP) |
| 曖昧なデータム | 明確なGD&Tフレームワーク |

PTSMAKEでは、製造容易性設計(DFM)に基づくバルブ加工について、お客様を頻繁に指導しています。簡単な変更が大きなメリットをもたらします。例えば、長さ対直径比が4:1を超える深い穴を避けることで、高価なガンドリル加工の必要がなくなります。深い穴はしばしば増加する 工具のたわみ15, 、これにより穴の真直度と全体的な精度が損なわれる可能性があります。.
主要な最適化領域
内部形状
内部ポケットに十分なコーナーRを指定することは非常に重要です。鋭い角はフライス加工できず、はるかに遅く高価なプロセスである放電加工(EDM)が必要になります。ポートを標準的な工具の向きからアクセスできるように設計することも、段取りを簡素化し、加工時間を大幅に短縮します。.
スレッドと公差
米国を拠点とするプロジェクトでBSPのような特定の地域向けの非標準スレッドを使用すると、調達の遅延を引き起こす可能性があります。同様に重要なのは、幾何公差(GD&T)の明確なデータム定義であり、これにより曖昧さがなくなり、部品が機能要件を一貫して満たすことが保証されます。.
| デザインの選択 | 機械加工への影響 |
|---|---|
| シャープな内角 | 時間とコストのかかるEDMプロセスが必要 |
| L/D比 > 4:1 | 特殊な深穴加工工具が必要 |
| 曖昧なGD&T | 誤解釈と不良部品のリスク |
| 標準ポートアクセス | より迅速で強固なセットアップを可能にする |
ボア深さの最適化、標準スレッドの使用、明確なGD&Tの提供といったDFM原則に焦点を当てることで、効率的に製造できるバルブボディ図面を作成できます。これらの小さな調整が、コスト削減、リードタイム短縮、部品品質向上につながります。.
バルブボディにおける一般的な機械加工欠陥とその回避方法
液体冷却システムで使用されるバルブボディは完璧でなければなりません。これらのCNC加工された継手やバルブのわずかなエラーでも、漏れやシステム障害を引き起こす可能性があります。性能を損なう特定の課題をよく目にしますが、適切なアプローチをとれば、それらは完全に防ぐことができます。.
真円度の低いボア
主な懸念事項は、完全に真円ではないボアです。これは多くの場合、不適切なクランプ戦略に起因し、加工中に治具の圧力が部品をわずかに変形させます。解放されると、部品は元の形状に戻り、シーリングを損なう真円度の低いボアが残ります。.
表面仕上げの不完全さ
もう一つの一般的な問題は、重要なシーリング面におけるチャタリングマークです。これらの小さな振動は、しばしば断続的な切削や工具の不安定性によって引き起こされ、粗い表面を作り出します。これにより完璧なシールが妨げられ、時間の経過とともに漏れが発生し、CNCバルブの品質に大きな問題を引き起こします。.

弁本体の加工欠陥に対処するには、体系的なプロセスが必要です。それは単に一つの問題を修正するだけでなく、欠陥を予測し、防止するプロセスを構築することです。私たちは、根本原因の特定、精密な検出の実施、そして長期的な信頼性のための加工戦略の改善に焦点を当てています。.
一般的な欠陥と解決策
欠陥の原因を理解することが最初のステップです。例えば、ねじの不良は、監視されていなかった単純な工具摩耗に起因することがよくあります。同様に、鋳造部品の気孔は、加工を開始して初めて隠れた空洞が明らかになり、問題となります。各欠陥には特定の原因と解決策があります。.
| 欠陥 | 根本原因 | 検出方法 | 是正措置 |
|---|---|---|---|
| 真円度の低いボア | クランプ不足 | CMM、エアゲージ | 治具の再設計、トルクレンチの使用 |
| チャッターマーク | 工具の振動、断続切削 | 表面粗さ計 | 速度/送り量の調整、高剛性工具の使用 |
| ねじ不良 | 工具摩耗 | 合否ゲージ | 工具寿命管理の実施 |
| 内部バリ | 交差穴加工 | ボアスコープ検査 | バリ取りサイクルの追加、特殊工具の使用 |
| 多孔性 | 鋳造品質の不良 | 視覚検査、圧力試験 | 鋳造プロセスの改善、原材料の選別 |
| Dimensional Drift | 熱膨張、工具摩耗 | インプロセス・プロービング | 工具補正の実施、クーラント管理 |
長時間の生産稼働中における寸法ドリフトにも細心の注意を払っています。機械温度の変化や工具の gradual な摩耗により、部品寸法が徐々に仕様から外れることがあります。これには、堅牢なプロセス制御と以下の専門知識が必要です。 寸法計測学16 最初の部品から最後の部品まで一貫性を維持するため。.
バルブボディの欠陥を防ぐには、クランプ力から熱ドリフトに至るまで、根本原因を深く理解する必要があります。精密な検出方法とプロアクティブなプロセス制御を使用することは、液冷システム用CNC加工継手およびバルブの信頼性を確保するために不可欠です。.
試作から生産へ:バルブボディ製造の規模拡大
新しいバルブボディ設計を単一のプロトタイプから本格生産へとスケールアップするには、段階的なアプローチが必要です。各段階では、設計の検証から、大量生産におけるコストと再現性の最適化まで、異なる目標に取り組みます。この道のりはプロジェクトの成功にとって極めて重要です。.
プロトタイピングフェーズ(1~10個)
初期段階では、速度と設計検証に重点を置きます。通常、5軸加工機または複合加工機を使用して、ソリッドバー材から部品を加工します。これにより、2~3週間の納期で迅速なイテレーションが可能となり、テストフィードバックに基づいて迅速な調整が行えます。.
パイロット生産から量産へ(10~10,000個以上)
生産量が増加するにつれて、戦略は変化します。パイロット生産では、生産グレードの治具と最適化されたツールパスが導入されます。本格生産では、専用のワーク保持、サイクルタイムの最小化、そして何千もの部品にわたる一貫性を確保するための堅牢な品質管理システムが求められます。.

初期プロトタイプを超えて進むと、製造方法に関する重要な決定が伴います。適切な選択は、ユニットコスト、リードタイム、部品品質に直接影響します。これらのトレードオフを理解することは、CNC加工継手や液冷用バルブのような製品を効果的にスケールアップするための鍵となります。.
正しい道の選択
主な検討事項は、ソリッド材料からの機械加工からインベストメント鋳造への移行です。少量の場合、棒材からの機械加工はより速く、高い工具コストを回避できます。数量が数千ユニットを超えると、鋳造工具の初期費用は、材料の無駄の削減と機械加工時間の短縮によって相殺されます。.
| ボリューム・レンジ | プライマリー・メソッド | 主な利点 |
|---|---|---|
| 1~100個 | ソリッド材からの完全機械加工 | スピード、工具コストなし |
| 100~2,000個 | 最適化された加工 | サイクルタイムの短縮 |
| 2,000~10,000個以上 | インベストメント鋳造 + 機械加工 | ユニットコストの削減 |
極めて大量の場合、サイクルタイムをさらに短縮するために多軸自動化を評価します。品質保証も、パイロット段階の初回品検査から、 統計的工程管理17 本格生産時に使用することで、製造プロセスをリアルタイムで監視・制御するのに役立ちます。.
バルブボディ製造の規模拡大を成功させるには、柔軟なプロトタイピングから最適化された量産への戦略的な移行が不可欠です。鋳造や自動化などの適切なプロセスを選択し、堅牢な品質管理を導入することは、大量生産における費用対効果と一貫性を達成するために極めて重要です。.
データセンター冷却バルブに関する規制および業界標準
データセンターの液冷において、規格は単なる推奨事項ではなく、信頼性と相互運用性の基盤です。これらを遵守することで、すべてのコンポーネント、特に液冷用CNC加工フィッティングとバルブが、要求の厳しい条件下で期待どおりに機能することが保証されます。このフレームワークは、高価な故障を防ぎ、システムの互換性を確保します。.
主要な統括機関
いくつかの組織がバルブ製造に不可欠な規格を公開しています。ASME、ANSI、Open Compute Project (OCP) などのグループが、当社が従う具体的なガイドラインを提供しています。これらの規則は、材料強度から接続ポートの正確な寸法まで、あらゆることを規定しており、機械加工プロセスに直接影響を与えます。.
規格が重要な理由
これらの規格に従うことで、バルブがシステムの圧力と温度に耐え、他のコンポーネントとシームレスに接続し、安全に動作することが保証されます。PTSMAKEのようなメーカーにとって、これは複雑な仕様を、お客様が完全に信頼できる精密な物理部品に変換することを意味します。.

データセンターのバルブ規格の状況を理解するには、義務的な規制と業界のベストプラクティスを区別する必要があります。この区別が当社の製造アプローチを導き、ミッションクリティカルなコンポーネントのコンプライアンスと性能の両方を保証します。.
義務的な規格と推奨される規格
UL 1995のような安全認証は、冷却システムを含む電子機器にとって義務的な場合が多いです。対照的に、ASHRAE TC 9.9やOCPの規格は、通常、業界主導のベストプラクティスと見なされます。しかし、主要なデータセンター事業者は、相互運用性のためにOCP準拠を要求することが多く、サプライヤーにとっては事実上の要件となっています。.
加工要件への影響
これらの規格は、製造プロセスに直接的かつ重大な影響を与えます。例えば、ANSI/FCI 70-2はバルブシートの漏れクラスを定義しています。クラスVIの遮断を達成するには、加工された表面に極めて厳しい公差が必要であり、当社はこれに熱心に取り組んでいます。ラックインターフェースに関するOCP規格は、UQD/BMQCカップリングの正確な寸法を規定しています。すべてのポート位置、ねじサイズ、および表面は特定の 基準18 に準拠し、異なるベンダーの機器間で完璧な適合を保証する必要があります。.
主要な規格を以下の表にまとめます。
| スタンダード | フォーカス・エリア | 機械加工への影響 |
|---|---|---|
| ASME B16.34 | バルブの圧力-温度定格 | 材料強度と肉厚の要件を規定します。. |
| ANSI/FCI 70-2 | 制御バルブシートの漏れ | シール面の表面仕上げと公差を規定します。. |
| OCP V3 UQS | ラックおよびマニホールドインターフェース | 正確な寸法、ポート位置、ねじサイズを定義します。. |
| UL 1995 | 冷却装置の安全性 | 材料選定と電気安全設計を規定します。. |
最後に、ISO 9001のような堅牢な品質システムが不可欠です。これは、これらすべての厳しい仕様を満たす部品を一貫して生産できることを保証するための枠組みを提供します。.
ASME、ANSI、OCPなどの規格に準拠することは、データセンターの冷却システムの安全性と信頼性にとって極めて重要です。これらの規制は、精密機械加工の要件に直接影響を与え、すべてのバルブと継手が完璧に機能し、インフラストラクチャ内にシームレスに統合されることを保証します。.

この表面品質がどのように流体の流れを最適化し、高性能冷却システムの効率を高めるかをご覧ください。. ↩
この現象を理解することは、バルブの損傷を防ぎ、高流量アプリケーションにおける長期的なシステム安定性を確保するのに役立ちます。. ↩
この電気化学プロセスがどのようにコンポーネントを劣化させるかを理解し、異種金属システムに対する効果的な予防戦略を学びましょう。. ↩
この幾何公差が高圧シール性能にとってどのように重要であるかを理解しましょう。. ↩
この静止摩擦現象が精密流体制御システムとコンポーネントの寿命にどのように影響するかを理解しましょう。. ↩
この幾何公差がどのように完璧なアライメントを保証し、高性能流体システムでの漏れを防ぐかを探りましょう。. ↩
ヒステリシスを理解することは、バルブの再着座性能とシステム効率を最適化するのに役立ちます。. ↩
この制御技術が複雑な5軸加工において超精密な工具移動をどのように可能にするかを学びましょう。. ↩
このプロセスが高性能バルブコンポーネントの材料特性をどのように改善するかを学びましょう。. ↩
このコアCNCモーションを理解することは、優れたねじ品質のための高度な機械加工操作を指定するのに役立ちます。. ↩
トライボロジーが微視的な摩擦と摩耗を管理することで、耐久性があり漏れのない金属間シールをどのように創出するのかを探ります。. ↩
この方法が、重要な密閉システムにおける微細な漏れを検出するために、どのように最高の感度を提供するのかを理解します。. ↩
このツールが、重要な、手の届きにくい内部特徴の非破壊的な目視検査をどのように可能にするのかを学びます。. ↩
この均一なコーティングプロセスが、精密流体制御部品における複雑な内部形状をどのように保護するのかを理解します。. ↩
工具のたわみを理解することは、特に深いまたは薄肉の特徴における寸法誤差を予測し、防止するのに役立ちます。. ↩
測定科学が製造において部品の適合性と品質をどのように保証するのかを探ります。. ↩
このデータ駆動型手法が、大量生産において一貫した品質をどのように保証するのかを理解します。. ↩
データムの役割を理解することは、高性能部品に要求される精密な幾何公差を達成するための鍵となります。. ↩






