

Titanium machining demands extreme precision, yet many CNC shops struggle with its notorious reputation for work hardening, rapid tool wear, and thermal challenges. These difficulties often lead to rejected parts, blown budgets, and missed deadlines for critical aerospace and medical components.
CNC machining titanium requires specialized cutting tools, precise thermal management, and strategic machining parameters to overcome its low thermal conductivity and tendency to work harden, ensuring successful production of high-performance parts.

This comprehensive guide covers everything from titanium grade selection and tooling strategies to achieving tight tolerances and scaling production. You’ll discover proven techniques that address common titanium machining challenges and learn how to evaluate suppliers for your most demanding projects.
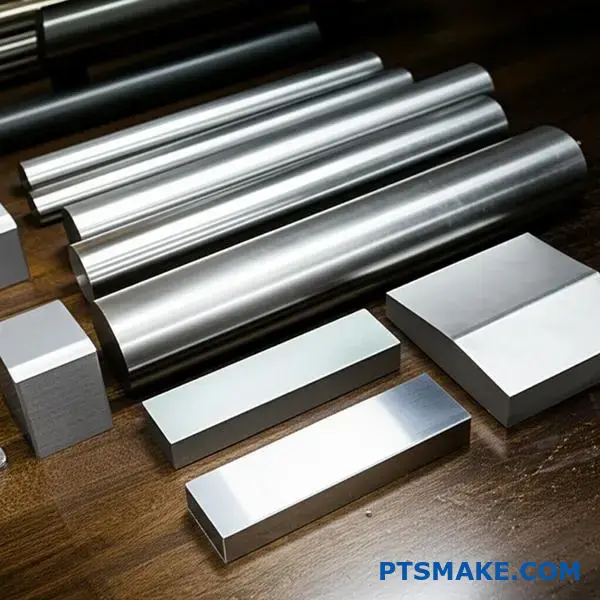
The Complete Guide to Titanium Grades for CNC Machining
La scelta del giusto grado di titanio è fondamentale. Impatta direttamente sulle prestazioni e sui costi del tuo pezzo. Non tutto il titanio è uguale.
Le differenze tra i gradi possono essere enormi. Questo è particolarmente vero per le parti in titanio lavorate a CNC.
Esamineremo le opzioni più comuni. Imparerai quale si adatta meglio al tuo progetto. Confrontiamo alcuni gradi di titanio popolari per la lavorazione.
| Grado | La forza | Resistenza alla corrosione | Lavorabilità |
|---|---|---|---|
| Grado 2 | Moderato | Eccellente | Buono |
| Grado 5 | Alto | Molto buono | Fiera |
| Grado 23 | Alto | Eccellente | Fiera |
Questa guida ti aiuta a scegliere saggiamente la lega di titanio.
Grado 2: Il cavallo di battaglia
Il Grado 2 è titanio commercialmente puro. Offre un'eccellente resistenza alla corrosione e formabilità. Questo lo rende un'ottima scelta per molte applicazioni.
Pensa a parti per applicazioni marine o di trasformazione chimica. La sua minore resistenza rispetto alle leghe è il suo principale compromesso. Tuttavia, la sua lavorabilità è un vantaggio significativo. Fa risparmiare tempo e usura degli utensili durante la produzione.
Grado 5 (Ti-6Al-4V): Lo standard aerospaziale
Il Grado 5, o Ti-6Al-4V, è la lega più popolare. Offre una combinazione fantastica di elevata resistenza, basso peso e buona resistenza alla corrosione. Le proprietà del Ti-6Al-4V lo rendono ideale per l'aerospaziale.
Lo troverai nei componenti strutturali e nelle parti del motore. Il suo rapporto resistenza-peso è semplicemente insuperabile dalla maggior parte degli altri metalli. Ecco perché è così apprezzato nei campi ad alte prestazioni.
Grado 23: La Scelta Medica
Il Grado 23 è una versione a maggiore purezza del Grado 5. Ha un contenuto inferiore di ossigeno, azoto e ferro. Questo ne migliora la duttilità e la tenacità alla frattura.
La sua caratteristica principale è la sua eccellente biocompatibilità1. Questo lo rende la scelta migliore per gli impianti medici. Pensa a viti ossee, perni e impianti dentali. È sicuro per il contatto a lungo termine con il corpo umano.
| Caratteristica | Grado 2 | Grado 5 (Ti-6Al-4V) | Grado 23 (ELI) |
|---|---|---|---|
| Composizione | Commercialmente puro | Ti, 6% Al, 4% V | Ti, 6% Al, 4% V (Interstiziali Extra Bassi) |
| La forza | Più basso | Alto | Alto |
| Duttilità | Alto | Moderato | Alto |
| Uso primario | Industriale | Aerospaziale, automobilistico | Impianti medici |
Selezionare il giusto grado di titanio è fondamentale. Il Grado 2 offre un'ottima lavorabilità. Il Grado 5 fornisce una resistenza superiore per l'aerospaziale. Il Grado 23 è lo standard per gli impianti medici grazie alla sua purezza e sicurezza. La tua applicazione detta la scelta.
The Four Core Challenges of Titanium Machinability
Allora, perché il titanio è così difficile da lavorare? Non è una sola cosa. È una combinazione di quattro proprietà distinte. Ognuna crea un problema unico per gli operatori di macchine utensili.
Ingegneri e responsabili degli acquisti devono comprendere questi problemi. Impattano direttamente sui costi di produzione, sulle tempistiche e sulla qualità finale del pezzo.
Ecco una rapida sintesi dei principali colpevoli:
| Sfida | Impatto primario |
|---|---|
| Bassa conducibilità termica | Calore estremo sull'utensile da taglio |
| Tempra del lavoro | Il materiale diventa più duro durante il taglio |
| Grippaggio (Adesione) | Il titanio si salda alla superficie dell'utensile |
| Elevata usura degli utensili | Gli utensili si usurano molto rapidamente |
Affrontare questi problemi di lavorazione del titanio non è facoltativo. È essenziale per il successo.

Comprendere il "perché" dietro queste sfide è il primo passo verso la ricerca di una soluzione. In PTSMAKE, abbiamo trascorso anni a sviluppare strategie per contrastare ciascuno di questi problemi specifici nella lavorazione CNC del titanio. Richiede una mentalità diversa rispetto alla lavorazione dell'acciaio o dell'alluminio.
Bassa conducibilità termica: il problema del calore
Il titanio non dissipa bene il calore. Circa l'80% del calore generato durante il taglio si trasferisce direttamente nell'utensile da taglio, non nel truciolo. Questo calore estremo può causare deformazione e rottura dell'utensile.
Reattività chimica e grippaggio
Il titanio è altamente reattivo ad alte temperature. Ciò fa sì che i trucioli si saldino sul tagliente dell'utensile. Questo fenomeno, noto come galla2, porta a una finitura superficiale scadente e può causare la rottura prematura dell'utensile. È una battaglia costante contro l'adesione.
Comprendere l'incrudimento del titanio
Il titanio tende a indurirsi durante la lavorazione. La pressione e il calore dell'utensile da taglio possono rendere lo strato superficiale significativamente più duro del materiale di base. Ciò rende i tagli successivi molto più difficili, aumentando l'usura dell'utensile.
L'effetto domino sull'usura dell'utensile
Questi fattori si combinano per creare un'usura rapida e grave dell'utensile. L'alto calore, la reattività chimica e l'incrudimento attaccano contemporaneamente l'utensile da taglio. Sulla base dei nostri test interni, la durata dell'utensile può essere drasticamente più breve rispetto ad altri metalli comuni.
| Materiale | Aspettativa di vita relativa dell'utensile |
|---|---|
| Alluminio 6061 | 100% (linea di base) |
| Acciaio inox 304 | 25% |
| Titanio Ti-6Al-4V | <10% |
Ciò rende la gestione e la sostituzione degli utensili un fattore di costo critico.
Superare le difficoltà di lavorazione del titanio — calore, indurimento e grippaggio — è fondamentale. Questi problemi aumentano direttamente l'usura dell'utensile, elevano i costi e possono compromettere la qualità del pezzo se non gestiti da un partner esperto. Il successo richiede strategie specifiche per ogni sfida.
Secrets to Selecting the Right Cutting Tools for Titanium
La scelta dell'utensile giusto è fondamentale per la lavorazione del titanio. Il nemico principale è il calore. Non si dissipa attraverso il truciolo come con l'acciaio. Invece, si concentra sul tagliente, portando a una rapida usura dell'utensile.
Ecco perché gli utensili specializzati sono non negoziabili. I gradi di carburo a grana submicronica sono un ottimo punto di partenza. Offrono la tenacità necessaria. Un rivestimento appropriato fornisce quindi la barriera termica.
Diamo un'occhiata ad alcune scelte di materiali comuni.
| Materiale dell'utensile | Resistenza al calore | Resistenza all'usura | Applicazione |
|---|---|---|---|
| Carburo non rivestito | Buono | Buono | Uso generale |
| Carburo rivestito AlTiN | Eccellente | Eccellente | Lavorazione ad alta velocità |
| Carburo rivestito PVD | Molto buono | Molto buono | Operazioni di finitura |
Selezionare i migliori utensili da taglio per il titanio significa abbinare materiale e rivestimento alla tua operazione specifica.

Oltre al materiale, la geometria dell'utensile è fondamentale. Per una lavorazione CNC di successo del titanio, cerco sempre utensili con un tagliente affilato e un angolo di spoglia positivo. Questo riduce le forze di taglio e, di conseguenza, la generazione di calore. Un angolo di elica più elevato, spesso intorno ai 35-45 gradi, aiuta nell'evacuazione del truciolo. Una scarsa evacuazione del truciolo può portare a ri-tagli, il che è disastroso per la durata dell'utensile.
Rivestimenti come Nitruro di Alluminio Titanio (AlTiN) sono standard. Formano uno strato protettivo di ossido di alluminio ad alte temperature, isolando il substrato di carburo. Questo cambia le regole del gioco. Abbiamo visto la durata dell'utensile estendersi significativamente nei nostri test semplicemente passando al rivestimento giusto.
Tuttavia, la strategia del toolpath è altrettanto vitale. Evita angoli acuti e cambiamenti bruschi di direzione. Invece, utilizza percorsi di fresatura trocoidale o di fresatura ad alta efficienza (HEM). Questi mantengono un angolo di impegno dell'utensile costante. Questo previene il carico d'urto e controlla il calore, che è la causa principale di usura per adesione3. Uniforma l'intero processo.
I migliori utensili per la lavorazione del titanio spesso non sono i più economici. C'è un chiaro compromesso.
| Fattore | Utensili ad alte prestazioni | Utensili standard |
|---|---|---|
| Costo iniziale | Più alto | Più basso |
| Vita dell'utensile | Significativamente più lungo | Più breve |
| Velocità di lavorazione | Più veloce | Più lento |
| Costo per parte | Più basso | Più alto |
Investire di più in anticipo in utensili in carburo premium per il titanio ripaga. Ottieni una maggiore durata, tempi ciclo più rapidi e, in definitiva, un costo inferiore per parte finita. Noi di PTSMAKE guidiamo i nostri partner in questa decisione.
Il successo nella lavorazione del titanio si basa su una combinazione strategica di materiale dell'utensile, geometria specifica e percorsi utensile intelligenti. Questo approccio olistico gestisce calore e usura, bilanciando il costo iniziale dell'utensile con le prestazioni a lungo termine per ridurre il costo finale per parte.
How to Achieve Tight Tolerances on Titanium CNC Parts
Raggiungere una precisione di ±0,001 pollici o più stretta sul titanio è una vera prova dell'abilità di un'officina meccanica. Non si tratta solo di tagliare metallo. Si tratta di controllare un materiale difficile.
Successo in lavorazione di titanio ad alta precisione richiede un approccio olistico. Devi gestire il calore, fissare perfettamente il pezzo e utilizzare l'attrezzatura giusta. Ogni passaggio è critico.
| Sfida | Strategia Fondamentale |
|---|---|
| Accumulo di calore | Gestione Efficace del Refrigerante |
| Deformazione della parte | Fissaggio Robusto |
| Precisione dimensionale | Ispezione in corso d'opera |
Mantenere questi pezzi di titanio a tolleranza ristretta richiede la padronanza di queste aree fondamentali. C'è pochissimo margine di errore.

Strategie di Ingegneria per la Precisione
Per avere successo nella lavorazione di precisione del titanio, devi andare oltre le pratiche standard. Richiede una profonda comprensione del comportamento del materiale sotto stress. Qui a PTSMAKE, ci concentriamo su quattro aree chiave.
La Gestione Termica è Cruciale
Il titanio non dissipa bene il calore. Ciò significa che il calore si concentra sull'utensile di taglio, causando un rapido deterioramento. Il refrigerante ad alta pressione non è solo un suggerimento; è un requisito. Elimina i trucioli e impedisce al calore di rovinare la superficie e le dimensioni del pezzo.
Fissaggio per rigidità assoluta
Durante la lavorazione del titanio, le forze di taglio sono elevate. Un fissaggio debole permetterà al pezzo di vibrare o flettersi, rendendo impossibili tolleranze strette. Spesso progettiamo fissaggi personalizzati che supportano il componente rigidamente, prevenendo qualsiasi movimento durante la lavorazione cnc del titanio processo.
La macchina giusta per il lavoro
La tua macchina CNC deve essere all'altezza del compito. Ciò significa una macchina rigida e per impieghi gravosi con mandrini ad alta coppia e minima eccentricità. Senza una macchina capace, combatterai una battaglia persa contro la deflessione dell'utensile e le vibrazioni.
| Requisiti della macchina | Perché è importante |
|---|---|
| Elevata rigidità | Previene vibrazioni e rumore |
| Mandrino ad alta coppia | Mantiene la velocità di taglio sotto carico |
| Guide di precisione | Assicura un posizionamento preciso dell'utensile |
Il fallimento in una qualsiasi di queste aree compromette l'intero processo. Il rischio di galla4 aumenta anche con impostazioni improprie, che possono saldare i trucioli all'utensile.
Ispezione in corso d'opera
Non puoi aspettare la fine per misurare il pezzo. Utilizziamo la sonda in-process per controllare le dimensioni critiche durante tutto il ciclo di lavorazione. Ciò ci consente di compensare l'usura dell'utensile o l'espansione termica in tempo reale, garantendo che il pezzo finale sia perfetto.
Ottenere tolleranze strette nel titanio richiede un sistema. Combina controllo termico, bloccaggio rigido del pezzo, macchinari capaci e misurazione costante. Questo approccio sistematico trasforma un materiale impegnativo in un pezzo finito che soddisfa le specifiche più esigenti.
The Complete Guide to Titanium Part Finishing and Deburring
Dopo la lavorazione CNC del titanio, il viaggio non è finito. La post-lavorazione è dove un buon pezzo diventa eccezionale. Questa fase cruciale definisce il suo aspetto finale, la sua sensazione e le sue prestazioni.
Efficace titanium deburring removes sharp edges left by machining. This is critical for safety and proper function.
Surface finishing then enhances aesthetics and properties. Options range from durable coatings to high-gloss polishes. Choosing the right finishing titanium parts method is key.
| Fase del processo | Obiettivo primario | Impatto |
|---|---|---|
| Sbavatura | Remove burrs and sharp edges | Safety, Functionality |
| Finitura | Alter surface properties | Estetica, durata |

Effective Titanium Deburring Techniques
Titanium’s toughness makes burrs stubborn. Manual deburring is common but can be inconsistent. For precision, we often turn to automated methods.
Vibratory tumbling is excellent for small parts. It uses abrasive media to smoothly remove burrs. For complex internal features, electrochemical deburring offers a non-contact solution. It dissolves burrs without affecting the part’s integrity.
Key Titanium Surface Treatment Options
The right finish depends entirely on the application. Each titanium surface treatment offers unique benefits for both function and appearance.
Anodizzazione
L'anodizzazione crea uno strato di ossido durevole sul titanio. Questo processo migliora la resistenza all'usura e alla corrosione. Permette inoltre colorazioni vivaci e permanenti senza vernice. Questo si ottiene tramite un passivazione elettrochimica5 che ispessisce il film di ossido naturale.
Granigliatura
La sabbiatura produce una finitura opaca uniforme e non direzionale. Pulisce la superficie e può migliorare la resistenza alla fatica creando stress compressivo. È un modo economico per ottenere un aspetto pulito e professionale.
Lucidatura
Per applicazioni che richiedono una superficie liscia e riflettente, la lucidatura è ideale. Riduce l'attrito superficiale e migliora l'aspetto estetico. Questo è spesso un processo in più fasi, che inizia con abrasivi grossolani e termina con composti fini.
| Metodo di finitura | Vantaggi principali | Applicazione comune |
|---|---|---|
| Anodizzazione | Resistenza alla corrosione, colore | Impianti medici, aerospaziale |
| Granigliatura | Finitura opaca uniforme | Componenti automobilistici, Utensileria |
| Lucidatura | Basso attrito, estetica | Elettronica di consumo, Gioielleria |
La post-lavorazione non è un ripensamento. Una corretta sbavatura del titanio garantisce sicurezza e adattamento, mentre una finitura superficiale strategica determina le prestazioni finali del pezzo, la resistenza alla corrosione e il valore estetico, che sono vitali dopo lavorazione cnc del titanio.
Cost Drivers in Titanium CNC Machining: A Transparent Breakdown
Comprendere il prezzo dei pezzi in titanio richiede un'analisi chiara dei suoi principali fattori di costo. Non è una sola cosa a renderlo costoso; è una combinazione di fattori.
Principali fattori di costo
Le ragioni principali per cui la lavorazione del titanio è costosa sono semplici. L'alto costo della materia prima è il punto di partenza.
Poi c'è il lento tempo di lavorazione. Dobbiamo far funzionare le macchine a velocità inferiori per gestire il calore e l'usura degli utensili. Questo aumenta direttamente le ore richieste per pezzo.
Infine, il rapido consumo degli utensili e le necessarie operazioni secondarie aggiungono al costo finale.
| Driver di costo | Impatto sul prezzo finale | Motivo |
|---|---|---|
| Materia prima | Alto | Scarsità intrinseca e difficile processo di estrazione. |
| Tempo di lavorazione | Alto | Basse velocità di taglio richieste per la gestione termica. |
| Costo degli utensili | Alto | Rapida usura di utensili da taglio specializzati e costosi. |
| Operazioni secondarie | Medio | Spesso richiesto per l'integrità e la finitura superficiale. |

Approfondiamo perché questi elementi incidono così tanto sul costo della lavorazione del titanio. È più del semplice prezzo della barra di metallo. Il costo reale emerge sul piano di lavoro.
Il moltiplicatore del tempo di lavorazione
La lavorazione lenta non è solo un inconveniente; è un importante moltiplicatore di costi. La bassa conducibilità termica del titanio intrappola il calore sul tagliente. Questo ci costringe a ridurre le velocità per prevenire il cedimento dell'utensile e il danneggiamento del materiale.
Questo processo lento aumenta anche il rischio di indurimento del lavoro6, dove il materiale diventa ancora più duro durante il taglio. Ciò rende i passaggi successivi più difficili e usura ulteriormente gli utensili. È un ciclo impegnativo.
Costi di utensileria e lavorazioni secondarie
A PTSMAKE, utilizziamo utensili speciali in carburo con rivestimenti specifici per la lavorazione CNC del titanio. Questi sono più costosi e si usurano più velocemente degli utensili standard, richiedendo frequenti sostituzioni. Questo consumo è un costo diretto e ricorrente.
Le operazioni secondarie come il trattamento termico o l'anodizzazione spesso non sono opzionali. Sono fondamentali per ottenere le proprietà meccaniche o la resistenza alla corrosione richieste dal pezzo. Ogni passaggio aggiunge un altro livello di costo e tempo al progetto.
| Funzionamento | Scopo | Impatto relativo dei costi |
|---|---|---|
| Trattamento termico | Distensione, miglioramento della resistenza | Medio |
| Anodizzazione | Resistenza alla corrosione, finitura superficiale | Da basso a medio |
| Rettifica | Raggiungere tolleranze strette | Alto |
| Passivazione | Miglioramento della resistenza alla corrosione | Basso |
I principali fattori di costo—materiale, tempi di lavorazione estesi, elevato consumo di utensili e operazioni secondarie essenziali—spiegano collettivamente perché la lavorazione CNC del titanio è un servizio premium. Una corretta pianificazione è fondamentale per un budget accurato e il controllo dei costi.
Design for Manufacturability (DFM) Secrets for Titanium Parts
Quando si progettano pezzi in titanio, è necessario seguire regole specifiche. Non è un materiale che perdona facilmente i difetti di progettazione.
Seguire una chiara guida DFM per il titanio è essenziale. Ti aiuta a evitare problemi di lavorazione comuni e costosi prima che si verifichino.
Dimensioni chiave per la progettazione di titanio lavorabile
Concentriamoci prima sulla geometria principale. Lo spessore della parete e i raggi interni sono punti di partenza critici per qualsiasi progetto di successo.
Raggi generosi ci consentono di utilizzare utensili più grandi e stabili. Ciò riduce le vibrazioni e migliora la finitura superficiale, incidendo direttamente sulla qualità del pezzo.
Sulla base dei nostri test, attenersi a questi parametri è una scommessa sicura.
| Caratteristica | Specifica raccomandata | Motivo principale |
|---|---|---|
| Spessore minimo della parete | > 1,0 mm (0,040") | Previene la deformazione del pezzo e le vibrazioni |
| Raggio interno minimo | > 0,8 mm (0,031") | Riduce lo stress dell'utensile e le forze di taglio |
Queste semplici regole costituiscono la base di una progettazione di titanio efficace e lavorabile.

Approfondimento: profondità dei fori e accessibilità delle caratteristiche
Molti progetti inciampano quando si tratta di fori e caratteristiche complesse. Le proprietà uniche del titanio rendono queste aree particolarmente impegnative per la lavorazione CNC.
I fori profondi, ad esempio, sono una delle principali cause di guasto dell'utensile. Il calore non si dissipa bene e l'evacuazione dei trucioli diventa incredibilmente difficile. Anche il cattivo accesso all'utensile complica le cose. Spesso richiede maschere personalizzate o utensili più lunghi, il che riduce la rigidità e la precisione.
Durante il processo di lavorazione, avanzamenti e velocità errati possono causare indurimento del lavoro7, rendendo il materiale ancora più difficile da tagliare. Questo è un problema che vediamo spesso con progetti non ottimizzati.
Ottimizzazione per l'accesso e l'efficienza degli utensili
Considera sempre come un utensile approccerà ciascuna caratteristica. Se l'accesso è bloccato, ciò impone configurazioni multi-asse più complesse e costose.
Abbiamo scoperto che queste linee guida migliorano notevolmente la lavorabilità.
| Aspetto progettuale | Linea guida DFM | Impatto sulla lavorazione CNC del titanio |
|---|---|---|
| Rapporto profondità/diametro del foro | Mantieni sotto 6:1 | Migliora l'asportazione del truciolo, riduce il rischio di rottura dell'utensile |
| Accessibilità delle funzioni | Assicurare percorsi utensile chiari | Minimizza le impostazioni, consente utensili più corti/rigidi |
Semplificando la geometria e garantendo un buon accesso, rendi la parte intrinsecamente più facile ed economica da produrre. È un principio fondamentale di una buona progettazione per la produzione.
Aderire a queste linee guida DFM per il titanio per spessore delle pareti, raggi e profondità dei fori è fondamentale. Una corretta progettazione riduce significativamente i tempi di lavorazione, abbassa i costi e previene ritardi di produzione, garantendo un processo più fluido dal prototipo alla produzione a PTSMAKE.
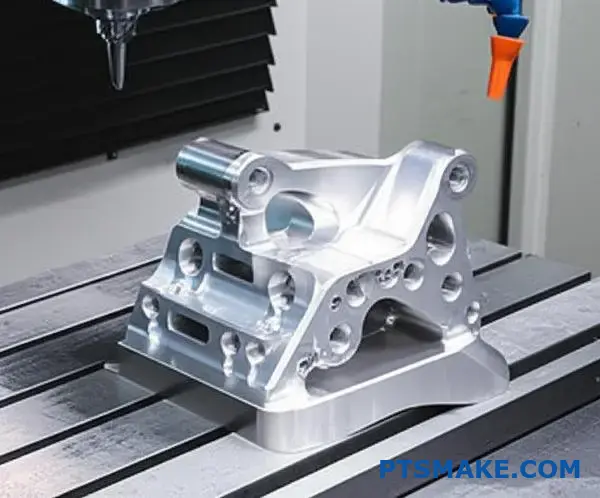
5-Axis CNC Machining for Complex Titanium Geometries
Quando si lavora il titanio, la complessità è spesso una costante. Ciò è particolarmente vero per parti come staffe aerospaziali o impianti medici. Questi componenti richiedono la massima precisione.
È qui che eccelle la lavorazione a 5 assi del titanio. Ci consente di approcciare caratteristiche intricate da più angolazioni in una singola impostazione.
Questo metodo migliora direttamente l'accuratezza e l'integrità. Minimizza i rischi associati al ri-bloccaggio di una parte. I vantaggi per le parti complesse in titanio sono evidenti.
| Vantaggio | Impatto sulle parti in titanio |
|---|---|
| Meno impostazioni | Riduce l'errore cumulativo |
| Migliore accesso agli utensili | Abilita contorni complessi |
| Maggiore precisione | Soddisfa rigorose specifiche aerospaziali/mediche |
Il vantaggio della configurazione singola
Il vantaggio principale della lavorazione CNC del titanio multi-asse è l'approccio "a singola impostazione". Ogni volta che si sposta e si riposiziona un pezzo, si introduce un piccolo rischio di errore. Questo può essere un grosso problema.
Lavorando su cinque lati senza riposizionamento, eliminiamo virtualmente questa variabile. Questo protegge l'accuratezza geometrica del pezzo dall'inizio alla fine. È un principio fondamentale che seguiamo presso PTSMAKE per tutti i componenti critici.
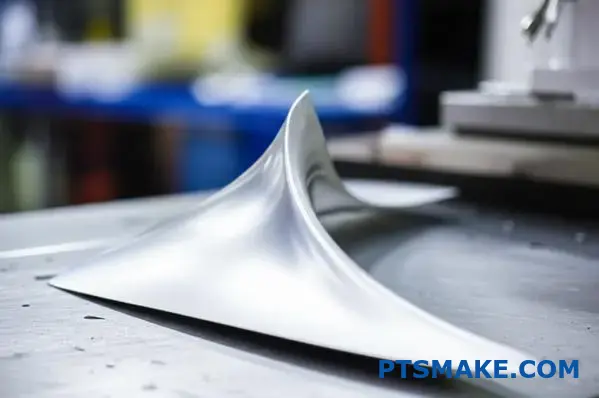
Sbloccare geometrie complesse
Per componenti con superfici sagomate, come componenti fluidi o impianti, il 5 assi non è solo migliore; è necessario. Permette all'utensile di taglio di rimanere tangente alla superficie.
Questo movimento continuo crea finiture superficiali superiori. Ci consente inoltre di lavorare tasche profonde e complesse che sono impossibili su macchine a 3 assi. L'errore cumulativo, noto anche come tolleranza accatastata8, è significativamente ridotto con questo metodo.
3 assi vs. 5 assi per il titanio
| Caratteristica | Lavorazione a 3 assi | Lavorazione a 5 assi |
|---|---|---|
| Setup richiesti | Multiplo | Singolo (spesso) |
| Accuratezza sui contorni | Più basso | Molto alto |
| Tempo di ciclo | Più lungo | Più breve |
| Parte Integrità | Buona, ma rischi dovuti al riposizionamento | Eccellente |
Questa efficienza nella lavorazione CNC del titanio porta a pezzi migliori, più velocemente.
In sintesi, la lavorazione a 5 assi è un punto di svolta per i pezzi complessi in titanio. Riduce le impostazioni, aumenta l'accuratezza sulle superfici curve e garantisce un'integrità superiore del pezzo. Ciò lo rende essenziale per applicazioni critiche nei settori aerospaziale e medico.
How to Ensure Material Traceability for Critical Titanium Components
In settori ad alto rischio come l'aerospaziale e il medicale, la tracciabilità dei materiali non è solo una buona pratica. È un requisito assoluto.
Ogni componente critico in titanio deve avere una storia verificabile. Questo processo garantisce prestazioni, sicurezza e affidabilità in condizioni estreme.
Tutto inizia con l'approvvigionamento certificato dei materiali. Segue un meticoloso tracciamento del numero di lotto e del calore. Questo è centrale per lavorazione certificata del titanio.
L'intero percorso, dal materiale grezzo al pezzo finito, deve essere documentato.
| Caratteristica | Titanio Tracciabile | Titanio Non Tracciabile |
|---|---|---|
| Verifica | Rapporti di Mulino Certificati | Origine Sconosciuta |
| Il rischio | Basso; Soddisfa gli Standard | Alto; Potenziale Fallimento |
| Conformità | Pronto per l'Audit | Non Conforme |

I Pilastri della Tracciabilità: Approvvigionamento, Tracciamento e Documentazione
L'approvvigionamento certificato è il fondamento. Collaboriamo solo con fornitori che forniscono documentazione completa per ogni lotto di titanio. Ciò include sempre i rapporti di prova del laminatoio (MTR) che verificano le proprietà chimiche e fisiche esatte del materiale rispetto alle specifiche richieste.
Tracciabilità del numero di colata e di lotto
Una volta che il materiale certificato arriva nella nostra struttura, gli assegniamo un numero di tracciabilità interno univoco. Questo numero è direttamente collegato al numero di colata o di lotto del fornitore originale.
Questo collegamento viene mantenuto durante l'intero lavorazione cnc del titanio flusso di lavoro. Dal taglio e fresatura alla finitura e all'ispezione finale, ogni fase viene registrata rispetto a questo numero. Ciò crea una catena di custodia9 ininterrotta dal materiale grezzo al componente finale che ricevi.
Garanzia di prontezza all'audit
Questa meticolosa documentazione rende gli audit semplici e trasparenti. Possiamo estrarre istantaneamente la storia completa di produzione di qualsiasi parte. Questa prontezza è fondamentale per soddisfare i rigorosi standard del titanio aerospaziale come AS9100 e dimostra il nostro controllo di processo.
| Tipo di documento | Scopo |
|---|---|
| Rapporto di prova del laminatoio (MTR) | Certifica le proprietà del materiale grezzo dal laminatoio. |
| Certificato di conformità (CoC) | Conferma che le parti soddisfano tutti i requisiti specificati. |
| Ordine di lavoro interno | Traccia il percorso della parte attraverso la produzione. |
Robusto tracciabilità del materiale in titanio si basa su approvvigionamento certificato, tracciamento diligente e documentazione approfondita. Questo sistema non è solo per la conformità; è una parte fondamentale della gestione del rischio e dell'assicurazione della qualità per ogni componente critico che produciamo.
The Ultimate Guide to Titanium vs. Aluminum for CNC Parts
La scelta tra titanio e alluminio è una decisione critica. Impatta direttamente sulle prestazioni, sul peso e sul costo finale del tuo pezzo. Non si tratta solo di scegliere il materiale più resistente.
Si tratta di abbinare le proprietà alle esigenze specifiche della tua applicazione. Per i leader dell'hardware, comprendere questo confronto di materiali per CNC è la chiave del successo.
Confronto a colpo d'occhio
Uno sguardo veloce alle differenze fondamentali è essenziale. Ecco una panoramica generale dei gradi più comuni con cui lavoriamo.
| Caratteristica | Titanio (Ti-6Al-4V) | Alluminio (6061-T6) |
|---|---|---|
| La forza | Molto alto | Moderato |
| Peso | Più pesante dell'Al | Molto leggero |
| Costo | Alto | Basso |
| Lavorabilità | Difficile | Eccellente |
Questa tabella mostra i compromessi fondamentali che gestiamo quotidianamente.

Approfondimento: Prestazioni vs. Costo
Quando analizziamo il rapporto resistenza-peso, il titanio è il chiaro vincitore. Questo lo rende un punto fermo nell'aerospaziale e negli impianti medici. Le sue prestazioni sotto stress e ad alte temperature sono insuperabili dall'alluminio. Tuttavia, queste prestazioni premium hanno un prezzo.
Le sfide nel lavorazione cnc del titanio sono significative. Ha una bassa conducibilità termica, che intrappola il calore sulla punta dell'utensile. Ciò porta a un'usura più rapida dell'utensile e a velocità di lavorazione più lente. Il nostro processo in PTSMAKE prevede utensili specializzati e strategie di raffreddamento per gestire questo aspetto.
Resistenza alla corrosione e sfumature applicative
Il titanio forma uno strato di ossido stabile e passivo. Questo lo rende incredibilmente resistente alla corrosione da acqua salata e da molti prodotti chimici industriali. Anche l'alluminio è resistente alla corrosione, ma può essere vulnerabile. È suscettibile a Corrosione galvanica10 quando a contatto con metalli più nobili.
Questo titanio vs alluminio lavorazione la decisione dipende spesso dall'ambiente operativo. Un'applicazione marina potrebbe richiedere il titanio, mentre un alloggiamento per elettronica di consumo è perfetto per l'alluminio.
Confronto Materiali Basato sui Dati
| Proprietà | Titanio (grado 5) | Alluminio (6061) | Alluminio (7075) |
|---|---|---|---|
| Densità (g/cm³) | 4.43 | 2.70 | 2.81 |
| Resistenza alla trazione (MPa) | ~950 | ~310 | ~572 |
| Valutazione della lavorabilità | Povero | Buono | Fiera |
I nostri risultati di test mostrano che anche l'alluminio 7075 ad alta resistenza non raggiunge il livello del titanio. Questi dati sono cruciali quando si sceglie titanio o alluminio per parti esigenti.
La scelta tra titanio e alluminio per parti CNC è un equilibrio. Devi valutare la resistenza superiore e la resistenza alla corrosione rispetto ai costi più elevati di materiale e lavorazione. I requisiti specifici dell'applicazione guideranno sempre la migliore selezione del materiale per il tuo progetto.
How to Prevent Titanium Part Distortion During Machining
La distorsione delle parti in titanio è un mal di testa comune. Deriva dall'elevato stress residuo all'interno del materiale. Le forze della lavorazione rilasciano questo stress in modo non uniforme.
Ciò porta a deformazioni e instabilità dimensionale. Prevenire la deformazione del titanio richiede una strategia ponderata fin dall'inizio. Non si tratta solo di tagliare il metallo.
Il Problema Principale: Stress da Lavorazione
Lo stress da lavorazione nel titanio è significativo. La bassa conducibilità termica del materiale intrappola il calore nella zona di taglio. Questo calore, combinato con le forze di taglio, induce stress. Una strategia scadente peggiora la situazione.
Un approccio intelligente controlla attentamente questi fattori.
Un processo a più fasi è cruciale per prevenire la deformazione del titanio. Non possiamo trattarlo come alluminio o acciaio. Ogni fase deve essere progettata per gestire e alleviare lo stress. Ignorare questo garantisce problemi dimensionali in seguito.
Sgrossatura e Finitura Strategiche
Non lavoriamo mai una parte in titanio alla sua dimensione finale in un'unica volta. Innanzitutto, eseguiamo un'operazione di sgrossatura. Lasciamo una quantità costante di materiale, solitamente da 0,5 mm a 1,5 mm, su tutte le superfici. Questo primo passaggio rimuove la maggior parte del materiale e assorbe la maggior parte del Sollecitazione residua11.
Dopo la sgrossatura, è essenziale un passaggio di scarico delle tensioni. Questo può essere un trattamento termico. La parte viene riscaldata a una temperatura specifica e quindi raffreddata lentamente. Questo processo rilassa le tensioni interne introdotte durante la sgrossatura.
| Metodo di Scarico delle Tensioni | Vantaggi principali | Applicazione tipica |
|---|---|---|
| Ricottura termica | Altamente efficace nel ridurre lo stress | Componenti critici per l'aerospaziale |
| Sollievo dallo stress vibratorio | Più veloce, nessuna distorsione termica | Strutture grandi e non critiche |
Tecniche di fissaggio avanzate
Infine, eseguiamo il passaggio di finitura. Un fissaggio adeguato è fondamentale qui. Utilizziamo fissaggi a bassa forza di serraggio. Questo impedisce l'introduzione di nuove sollecitazioni nel pezzo ora stabilizzato. L'obiettivo è tenere il pezzo saldamente senza deformarlo. Ciò garantisce che le dimensioni finali siano accurate e stabili dopo il lavorazione cnc del titanio processo.
La gestione dello stress interno è fondamentale per prevenire la distorsione dei pezzi in titanio. Una sequenza di sgrossatura, distensione e finitura accurata non è facoltativa. È fondamentale per ottenere precisione dimensionale e stabilità in ogni componente in titanio che produciamo presso PTSMAKE.
The Definitive Guide to Titanium Prototyping Best Practices
La prototipazione efficiente in titanio consente di risparmiare tempo e denaro. La chiave è sapere quando utilizzare questo materiale premium. Per i controlli iniziali di forma e adattamento, l'uso di un sostituto è spesso più intelligente.
Questo approccio consente di perfezionare rapidamente il progetto. Una volta che il concetto è solido, è possibile passare al titanio effettivo. Ciò protegge il tuo budget da costose revisioni nelle fasi iniziali.
Quando utilizzare materiali sostitutivi
Considera i sostituti per i prototipi iniziali. Questo aiuta a convalidare l'ergonomia e l'assemblaggio senza l'alto costo del titanio.
| Fase di prototipo | Materiale consigliato | Obiettivo primario |
|---|---|---|
| Modello concettuale | Plastica stampata in 3D (PLA, ABS) | Forma e adattamento |
| Funzionale (basso stress) | Alluminio (ad esempio, 6061) | Meccanica di base |
| Pre-produzione | Titanio (Ti-6Al-4V) | Validazione completa |
L'utilizzo di questo metodo a fasi garantisce che investi solo in lavorazione di prototipi in titanio quando sei sicuro del design.

Strategie per prototipi a rapida rotazione
La velocità è fondamentale in prototipazione rapida in titanio. Il successo dipende da una pianificazione intelligente e da una comunicazione chiara con il tuo partner di produzione. Ci concentriamo su questo in PTSMAKE.
Una revisione ben definita del Design for Manufacturability (DFM) è il primo passo. Per il titanio, ciò significa semplificare le geometrie ove possibile. Significa anche progettare per un accesso ottimale degli utensili per ridurre i tempi di lavorazione.
Il titanio ha proprietà uniche. È incline all'incrudimento e ha una bassa conducibilità termica. Questi fattori possono portare a usura degli utensili e problemi di finitura superficiale. Un problema comune è galla12, dove i materiali aderiscono sotto pressione.
La nostra analisi DFM, basata su ricerche collaborative con i clienti, aiuta a prevenire questi problemi. Semplifica il lavorazione cnc del titanio processo.
Validazione del tuo design in titanio
Prima della produzione completa, sono essenziali test rigorosi. Ciò conferma che il tuo pezzo soddisfa tutti i requisiti funzionali e di prestazione.
| Fase di validazione | Scopo | Metodo |
|---|---|---|
| Analisi dimensionale | Verifica l'accuratezza geometrica | Ispezione CMM, Scansione 3D |
| Test meccanici | Testa resistenza e durata | Test di trazione, fatica, impatto |
| Test funzionali | Conferma le prestazioni nel mondo reale | Prove di assemblaggio e sul campo |
Questi test di progetti in titanio i passaggi garantiscono che il tuo prodotto finale sia affidabile ed efficace, prevenendo costosi guasti in seguito.
La prototipazione efficiente in titanio richiede un approccio strategico. Utilizza materiali sostitutivi per la validazione iniziale, applica i principi DFM per la velocità ed esegui test approfonditi prima di impegnarti nella produzione su larga scala. Questo bilancia efficacemente costi, tempi e qualità.
Come scalare da un prototipo in titanio alla produzione
Passare da un singolo prototipo in titanio alla produzione su larga scala è un grande passo. Non si tratta solo di realizzare più parti. Richiede una mentalità completamente diversa e un piano solido.
Una transizione di successo si basa su una strategia solida. Questo piano deve coprire tutto. Include attrezzature, validazione dei processi, controllo qualità e la tua catena di approvvigionamento. Senza di esso, i costi aumentano e le scadenze vengono mancate.
Pilastri chiave della transizione
| Palcoscenico | Focus | Obiettivo |
|---|---|---|
| Utensili | Durata e velocità | Minimizza i tempi di inattività e i tempi di ciclo |
| Processo | Ripetibilità | Assicurati che ogni parte soddisfi le specifiche |
| Qualità | Scalabilità | Mantieni gli standard ad alto volume |
| Catena di approvvigionamento | Affidabilità | Flusso sicuro di materiali e consegne |

L'aumento della produzione di componenti in titanio richiede un piano di transizione documentato. Questo non è solo un suggerimento; è essenziale per il successo quando si passa dalla produzione di titanio a basso volume a quella ad alto volume. In PTSMAKE, ci concentriamo su quattro aree critiche per garantire un aumento graduale senza intoppi.
Ottimizzazione della strategia di utensileria
La tua attrezzatura prototipale non sopravvivrà alle serie di produzione. Per la produzione su larga scala lavorazione cnc del titanio, è necessaria un'attrezzatura robusta realizzata in carburo o altri materiali durevoli. Ottimizziamo i percorsi utensile e le strategie di raffreddamento specificamente per la produzione ad alto volume. Ciò riduce i tempi di ciclo e prolunga la durata dell'utensile.
Validazione del processo di produzione
Un processo validato è un processo ripetibile. Passiamo dai controlli su singolo pezzo al Controllo Statistico di Processo (SPC). Ciò garantisce stabilità e prevedibilità. I rapporti di ispezione del primo articolo (FAI) confermano che il processo di produzione crea costantemente parti che soddisfano ogni specifica. La coerenza Attrezzatura di lavorazione13 è un aspetto critico ma spesso trascurato di questa fase.
Scalabilità del controllo qualità e della logistica
L'ispezione manuale non è fattibile per migliaia di pezzi. Implementiamo sistemi automatizzati come macchine di misura a coordinate (CMM) e scanner ottici. Ciò scala efficacemente il controllo qualità. Sul fronte della logistica, stipuliamo contratti a lungo termine per il titanio grezzo. Ciò garantisce la disponibilità del materiale e stabilizza i prezzi, il che è fondamentale per la produzione di componenti in titanio su larga scala.
| Aspetto | Fase di prototipazione | Fase di produzione |
|---|---|---|
| Utensili | Più morbido, meno durevole | Carburo temprato a lunga durata |
| Convalida | Misurazione manuale | Controllo statistico del processo (SPC) |
| Ispezione | Controllo manuale 100% | CMM automatizzate, piani di campionamento |
| Fornitura | Acquisti spot | Long-term supplier agreements |
A structured plan is non-negotiable for scaling titanium production. By strategically addressing tooling, process validation, quality control, and supply chain logistics, you can transition smoothly from a single prototype to high-volume manufacturing, ensuring consistency and reliability.
La guida completa all'ispezione di qualità per titanio lavorato a macchina
Inspecting titanium parts is more than just measuring. It requires a systematic approach to quality control. This ensures every component meets exact specifications.
At PTSMAKE, we integrate advanced tools with strict process frameworks. This combination is crucial for achieving consistent results.
Key Inspection Methodologies
We rely on several high-precision instruments for thorough validation. Each tool serves a specific purpose in our quality control workflow for inspecting titanium parts.
| Strumento | Uso primario | Livello di precisione |
|---|---|---|
| CMM | Complex 3D geometries | Molto alto |
| Comparatore ottico | 2D profiles and features | Alto |
| Tester di rugosità | Misura della finitura superficiale | Micro-level |
| Thread Gauges | Thread accuracy (Go/No-Go) | Standardizzato |
These tools provide the data we need. But the process framework ensures data is used effectively for true titanium quality control.

A comprehensive inspection plan is the roadmap for quality. It details every check, from raw material verification to final sign-off. This plan is not static; it’s a living document.
Ispezione del primo articolo (FAI)
The First Article Inspection (FAI) is a critical milestone. It’s a full verification of the first production-run part against the design drawings. For complex cnc machining titanium parts, FAI confirms our entire process—tooling, programming, and setup—is correct before mass production begins. It prevents costly errors down the line.
Monitoraggio in corso d'opera
We don’t wait until the end to find problems. We use methods like Controllo statistico del processo (SPC)14 per monitorare il processo di produzione in tempo reale. Questo ci consente di rilevare e correggere eventuali deviazioni non appena si verificano. Questo approccio proattivo garantisce stabilità e ripetibilità.
La tabella seguente delinea un tipico flusso di ispezione per un componente in titanio.
| Palcoscenico | Attività | Considerazione chiave per il titanio |
|---|---|---|
| Ricezione | Verifica del certificato del materiale | Grado corretto (ad es. Grado 5) e provenienza |
| In corso | Monitoraggio delle caratteristiche chiave (SPC) | Usura degli utensili, espansione termica |
| Finale | Controllo delle dimensioni critiche 100% | Conformità a GD&T, misurazione CMM |
Questo processo strutturato è fondamentale. È così che garantiamo che ogni singolo pezzo che consegniamo sia identico e soddisfi tutti i requisiti.
Un efficace controllo di qualità del titanio integra strumenti di precisione come le CMM con processi strutturati come FAI e SPC. Ciò garantisce che la stabilità del processo e la conformità dei pezzi siano mantenute dal primo articolo all'unità di produzione finale, garantendo affidabilità.
Come valutare un partner CNC per la lavorazione del titanio
La scelta di un fornitore di lavorazione del titanio è fondamentale. Il partner giusto garantisce che le tue parti ad alte prestazioni soddisfino le specifiche. Quello sbagliato può causare costosi ritardi e fallimenti.
Questa checklist ti aiuta a valutare sistematicamente le officine CNC. Copre le aree principali che contano di più per progetti di successo in titanio.
Aree chiave per la verifica
Use this guide for procurement and engineering teams. It provides a clear framework for making an informed decision.
| Evaluation Category | Domande chiave da porre |
|---|---|
| Capacità della macchina | Do they have rigid, high-torque 5-axis machines? |
| Competenza sui materiali | Can they discuss specific titanium grades (e.g., Grade 5 vs. Grade 2)? |
| Sistemi di qualità | Are they certified to AS9100 or ISO 13485? |
| Relevant Experience | Can they show examples of similar complex parts? |
A capable titanium manufacturing partner will confidently answer these questions.

Finding the right partner for cnc machining titanium goes beyond a simple quote comparison. You need to dig deeper into their technical capabilities and quality processes. A robust evaluation protects your project from risk.
Machine Tool Capability
Standard machines struggle with titanium. Look for shops with modern, rigid 5-axis CNC centers. These machines minimize vibration, which is crucial for maintaining tight tolerances and achieving a good surface finish on titanium parts.
High-pressure coolant systems are also non-negotiable. They are essential for clearing chips and managing heat at the cutting zone. This prevents tool wear and material damage.
Material and Process Expertise
True expertise is vital when choosing a titanium machining supplier. The supplier should understand the nuances between different titanium alloys. Machining Grade 5 (Ti-6Al-4V) is very different from machining commercially pure Grade 2.
Ask about their strategies for mitigating indurimento del lavoro15. Un partner esperto discuterà di utensili specifici, velocità di avanzamento e strategie di taglio progettate per affrontare questa sfida. Noi di PTSMAKE abbiamo sviluppato parametri di processo proprietari per varie leghe.
| Certificazione | Focus sul settore | Cosa garantisce |
|---|---|---|
| AS9100 | Aerospazio e Difesa | Controllo rigoroso del processo, tracciabilità e gestione del rischio. |
| ISO 13485 | Dispositivi medici | Gestione della qualità per componenti di dispositivi medici. |
| ISO 9001 | Produzione generale | Un sistema di gestione della qualità fondamentale. |
Esperienza comprovata
Infine, esamina il loro portfolio. Richiedi studi di caso o esempi di parti simili alla tua per complessità e materiale. Questa è la migliore prova della loro capacità di fornire. Una storia di produzione di componenti ad alte prestazioni dimostra che sono un partner affidabile per la produzione di titanio.
Questa checklist fornisce un approccio strutturato per la valutazione delle officine CNC. Ti aiuta a guardare oltre il prezzo per valutare la vera capacità, assicurandoti di trovare un partner in grado di gestire le esigenze uniche della lavorazione CNC del titanio e di fornire parti di qualità in modo coerente.
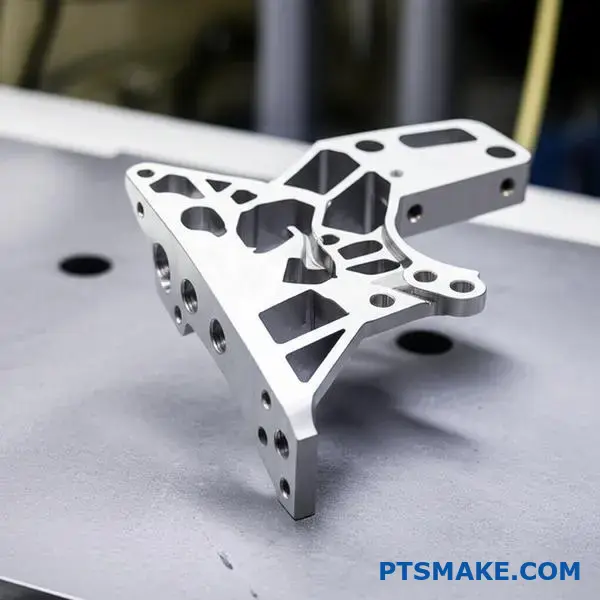
Studio di caso: Risoluzione di una complessa sfida di lavorazione di staffe in titanio
La teoria è una cosa, ma i risultati sono ciò che conta. Esaminiamo uno studio di caso reale sulla lavorazione del titanio.
Un cliente aerospaziale ci ha contattato con una complessa staffa in titanio. Questa parte aveva pareti sottili e geometrie intricate. Il loro precedente fornitore ha avuto difficoltà, affrontando costi elevati e qualità incoerente. Questa è una storia comune in lavorazione cnc del titanio.
La sfida iniziale
I problemi principali erano la deformazione della parte e il rapido usura degli utensili. Ciò ha portato a un alto tasso di scarto, che ha aumentato significativamente il prezzo unitario.
| Area di sfida | Impatto sulla produzione |
|---|---|
| Deformazione della parte | Mancato rispetto delle tolleranze dimensionali |
| Usura degli utensili | Aumento dei costi degli utensili e dei tempi di inattività |
| Tempo di ciclo | Lunghi tempi di lavorazione, elevato costo del lavoro |
| Tasso di scarto | Oltre 20% di parti sono state respinte |
Il nostro obiettivo era risolvere questi problemi. Dovevamo fornire un esempio di parte in titanio di successo che soddisfacesse gli obiettivi di prestazioni e budget.
Un Approccio Collaborativo DFM
Il primo passo non è stato iniziare la lavorazione. Invece, abbiamo avviato una revisione di Design for Manufacturability (DFM) con il team di ingegneria del cliente. Questo processo collaborativo è fondamentale in PTSMAKE.
Abbiamo identificato alcuni angoli interni con raggi estremamente stretti. Sebbene fosse possibile lavorarli, queste caratteristiche erano i principali fattori di stress e usura dell'utensile. Abbiamo proposto un leggero aumento dei raggi. Questa modifica non ha avuto alcun impatto sull'adattamento o sulla funzione della staffa. Il cliente l'ha approvata rapidamente.
La Strategia di Lavorazione
Con il design ottimizzato, abbiamo sviluppato una strategia di lavorazione sfaccettata. Il successo con una staffa complessa in titanio richiede più della semplice macchina giusta.
Innanzitutto, abbiamo scelto un centro di lavorazione CNC a 5 assi ad alta rigidità. Questo ha ridotto al minimo le vibrazioni, il che è fondamentale per le parti a parete sottile. Anche la selezione del materiale per gli utensili è stata cruciale. Abbiamo optato per specifiche frese in metallo duro con rivestimenti progettati per le leghe di titanio. Questi rivestimenti riducono l'attrito e combattono indurimento del lavoro16.
La nostra strategia si è concentrata sul mantenimento di un impegno costante dell'utensile. È stata impiegata la fresatura ad alta velocità con un percorso utensile trocoidale. Questo approccio impedisce impatti improvvisi sull'utensile, prolungandone la durata e migliorando la finitura superficiale.
| Componente della Strategia | Motivazione |
|---|---|
| CNC a 5 assi | Accedere a caratteristiche complesse, ridurre le impostazioni |
| Utensili in carburo rivestito | Resistere al calore e all'usura abrasiva |
| Refrigerante ad alta pressione | Evacuazione efficiente dei trucioli e raffreddamento |
| Fresatura trocoidale | Mantenere un carico costante dell'utensile, ridurre l'usura |
Il Risultato di Successo
The results were immediate and significant. After implementing our strategy, we saw a dramatic improvement across all key metrics.
In collaboration with our client, we found that the scrap rate dropped to below 2%. The cycle time per part was reduced by approximately 35%. This successful titanium part example demonstrates how a smart, collaborative approach can conquer even the toughest machining challenges.
This titanium machining case study highlights a core principle. Proactive collaboration and a well-planned machining strategy are essential. They turn a difficult project into a repeatable, cost-effective success, delivering a part that performs flawlessly under demanding aerospace conditions.
Il futuro della lavorazione del titanio: Tecnologie avanzate da tenere d'occhio
The world of CNC machining titanium is on the brink of a major shift. We’re moving beyond just faster spindles and sharper tools.
La prossima ondata di innovazione
Three key areas are driving this change. These are hybrid manufacturing, advanced tool coatings, and AI-powered controls.
Perché è importante
These aren’t just theories. They promise real-world benefits. Think faster production, better parts, and smarter processes. The future of titanium machining is exciting.
| Tecnologia | Approccio tradizionale | Future Impact |
|---|---|---|
| Part Creation | Purely Subtractive | Additive + Subtractive |
| Utensili | Standard Carbide | Coated, Smart Tools |
| Processo | Manual Adjustment | AI-Driven, Adaptive |

Let’s break down these titanium manufacturing innovations. Each one solves a different core challenge in CNC machining titanium, moving the industry toward a new standard.
Lavorazione Ibrida: Il Meglio di Entrambi i Mondi
Immagina di costruire un complesso pezzo in titanio vicino alla sua forma finale utilizzando la stampa 3D. Quindi, utilizzi la lavorazione CNC per le finiture critiche. Questa è la produzione ibrida.
Questo approccio riduce drasticamente gli sprechi di materiale. Riduce anche il tempo di lavorazione complessivo, che è un importante fattore di costo per i progetti in titanio. È una parte fondamentale della strategia avanzata di lavorazione CNC del titanio.
Rivestimenti Avanzati per Utensili
Il calore è il nemico quando si lavora il titanio. I nuovi rivestimenti per utensili sono la nostra migliore difesa. Creano una barriera incredibilmente dura e liscia tra l'utensile e il materiale.
Questi nuovi rivestimenti migliorano drasticamente le tribologico17 proprietà all'interfaccia di taglio. Sulla base dei nostri test interni, alcuni rivestimenti possono estendere la durata dell'utensile di oltre il 30% consentendo al contempo velocità di taglio più elevate.
| Tipo di rivestimento | Vantaggi principali | Applicazione ideale |
|---|---|---|
| TiAlN | Durezza ad alta temperatura | sgrossatura ad alta velocità |
| AlCrN | Resistenza all'usura superiore | Operazioni di finitura |
| Nanocomposito | Durezza estrema e basso attrito | Componenti aerospaziali esigenti |
Controllo Adattivo Guidato dall'IA
È qui che la produzione diventa veramente intelligente. I sensori sulla macchina ascoltano il processo di taglio. L'IA analizza questi dati in tempo reale.
Se rileva problemi come l'usura dell'utensile o le vibrazioni, regola automaticamente i parametri di taglio. Ciò previene guasti e garantisce una qualità costante senza la costante supervisione dell'operatore.
Il futuro della lavorazione del titanio combina metodi additivi e sottrattivi, utensili potenziati e IA. Queste innovazioni rivoluzioneranno l'efficienza, ridurranno gli sprechi e miglioreranno la qualità dei pezzi, definendo la prossima generazione di produzione avanzata di titanio CNC.
Ottieni oggi stesso un preventivo personalizzato per la lavorazione CNC del titanio da PTSMAKE!
Pronto a portare il tuo progetto di lavorazione CNC del titanio dal concetto alla produzione con precisione e affidabilità impareggiabili? Contatta il team di esperti di PTSMAKE per un preventivo rapido e senza impegno: sperimenta qualità di livello mondiale, supporto reattivo e consegne puntuali per le tue parti ad alte prestazioni!

Scopri di più sul perché questa proprietà è essenziale per i materiali utilizzati all'interno del corpo umano. ↩
Scopri come si verifica l'usura adesiva e come influisce sull'integrità superficiale delle tue parti lavorate. ↩
Scopri come questo specifico tipo di trasferimento di materiale tra utensile e pezzo causa il cedimento prematuro dell'utensile. ↩
Comprendi come questa adesione del materiale può distruggere il tuo pezzo e il tuo utensile, e scopri metodi di prevenzione efficaci. ↩
Esplora come questo processo aumenta la resistenza intrinseca del titanio alla corrosione in ambienti difficili. ↩
Esplora come questo effetto metallurgico influisce sulla durata dell'utensile e sul risultato finale del tuo progetto. ↩
Scopri come questo effetto metallurgico complica la lavorazione e quali misure adottiamo per prevenirlo. ↩
Scopri come questo errore cumulativo influisce sulla qualità finale del tuo pezzo e come controllarlo. ↩
Scopri come una catena di custodia documentata protegge il tuo progetto e garantisce la piena conformità. ↩
Scopri come prevenire il cedimento del materiale quando vengono utilizzati metalli dissimili in un assemblaggio. ↩
Comprendi le forze interne che possono compromettere l'accuratezza dimensionale del tuo pezzo. ↩
Scopri di più su questa sfida critica di lavorazione e su come prevenirla. ↩
Scopri come una corretta tenuta del pezzo aumenta l'efficienza di produzione e la consistenza dei pezzi nella lavorazione CNC ad alto volume. ↩
Scopri come SPC aiuta a ridurre i difetti e a migliorare la consistenza della produzione per i tuoi progetti. ↩
Scopri come questa proprietà del materiale influisce sulla durata dell'utensile e sulla qualità del pezzo durante la lavorazione. ↩
Learn how this material property affects machinability and tool life in our detailed guide. ↩
Understand the science of friction and wear to see how new coatings revolutionize tool performance. ↩






