

Stai sviluppando un componente in micro-scala che richiede tolleranze più strette della larghezza di un capello umano. La lavorazione CNC standard non riesce a soddisfare le tue specifiche e ogni lotto rifiutato ritarda ulteriormente la tempistica del tuo progetto.
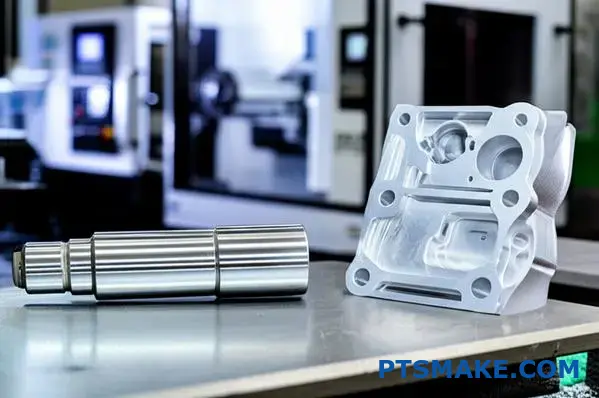
La micro lavorazione CNC offre precisione a livello di micron per componenti più piccoli di 10 mm, utilizzando attrezzature specializzate e un controllo avanzato del processo per ottenere tolleranze fino a ±0,001 mm per dispositivi medici, robotica e applicazioni aerospaziali.

Questa guida copre tutto, dall'eliminazione dei problemi di tolleranza alla scalabilità dei volumi di micro-produzione. Scoprirai perché alcuni progetti di micro-lavorazione falliscono mentre altri hanno successo, oltre a ottenere informazioni privilegiate sulla selezione dei materiali, sui metodi di controllo qualità e sulle strategie di valutazione dei fornitori che possono salvare il tuo prossimo progetto.
Come eliminare i problemi di tolleranza con la micro lavorazione CNC
In settori come quello medico, robotico e aerospaziale, non c'è spazio per l'errore. Anche la più piccola deviazione da una specifica di progettazione può portare a guasti critici.
È qui che la lavorazione Micro CNC diventa essenziale. Affronta direttamente questi problemi di tolleranza di precisione.
Non stiamo parlando solo di precisione standard. Intendiamo lavorazioni a tolleranza ristretta che raggiungono una produzione di precisione a livello di micron. L'obiettivo finale è semplice: parti CNC a difetto zero, ogni singola volta. Questa tecnologia rende tale obiettivo realizzabile.
| Industria | Sfida di tolleranza comune | Soluzione Micro CNC |
|---|---|---|
| Medico | Adattamento e funzione dell'impianto | Finiture superficiali sub-microniche |
| Aerospaziale | Peso e resistenza del componente | Pareti ultrasottili, geometria complessa |
| Robotica | Precisione di sensori e attuatori | Parti in miniatura ad alta precisione |

La fresatura CNC tradizionale spesso incontra un limite quando le tolleranze si riducono al livello del micron. La micro fresatura CNC supera questa barriera. Non è solo una versione ridotta della fresatura convenzionale; è un approccio fondamentalmente diverso.
Il cuore dell'accuratezza a livello di micron
Raggiungere questa precisione richiede attrezzature e processi specializzati. Le macchine stesse sono costruite per estrema rigidità e stabilità termica. Ciò impedisce che espansioni o contrazioni minute influenzino il pezzo durante il processo di lavorazione. Abbiamo riscontrato che questo è un fattore critico nei nostri test.
Utensili e mandrini avanzati
Gli utensili da taglio sono incredibilmente piccoli, a volte con diametri inferiori a un capello umano. Sono abbinati a mandrini ad alta velocità che possono raggiungere oltre 100.000 giri/min. Questa combinazione consente la rimozione del materiale con forze di taglio minime, riducendo la deflessione e lo stress del pezzo.
Questo processo è così preciso perché i sistemi di controllo utilizzano componenti avanzati. Ad esempio, alcune macchine di fascia alta utilizzano attuatori piezoelettrici1 per il posizionamento degli utensili, consentendo regolazioni su scala nanometrica. Questo livello di controllo è semplicemente impossibile con i servomotori standard.
| Caratteristica | CNC convenzionale | Micro fresatura CNC |
|---|---|---|
| Tolleranza tipica | ±0,025 mm | ±0,001 mm |
| Velocità del mandrino | < 20.000 giri/min | > 60.000 giri/min |
| Diametro utensile | > 1 mm | < 0,5 mm |
| Focus chiave | Velocità e Volume | Precisione e Complessità |
La micro lavorazione CNC utilizza tecnologia specializzata per risolvere sfide critiche di tolleranza in settori esigenti. Consente precisione a livello di micron attraverso macchinari avanzati, utensili ultra-piccoli e un controllo di processo superiore, rendendo i pezzi a difetto zero una realtà produttiva per componenti complessi.
Perché la maggior parte dei progetti di micro-lavorazione fallisce e come evitarlo
Nella micro lavorazione CNC, il successo si misura in micron. Piccole sviste diventano rapidamente grandi fallimenti. Molti progetti falliscono prima ancora che un utensile tocchi il materiale.
I problemi più comuni sono prevedibili. Di solito rientrano in alcune categorie chiave.
Insidie di Progettazione e Materiali
Una scarsa progettazione per la produzione (DFM) è una causa primaria. I progettisti possono specificare caratteristiche troppo piccole o complesse per gli utensili esistenti.
La selezione del materiale è un altro problema frequente. Un materiale che si comporta bene su scala macro può comportarsi in modo imprevedibile quando viene lavorato in componenti micro.
| Area di Insidia | Errore comune | Le migliori pratiche |
|---|---|---|
| Progettazione (DFM) | Dimensioni delle caratteristiche irrealistiche | Collaborazione precoce con il macchinista |
| Materiale | Ignorare le proprietà su micro-scala | Test dei materiali per l'applicazione |
| Ispezione | Utilizzo di strumenti di metrologia standard | Investire in ottica o CMM |

Un'approfondita analisi dei guasti micro CNC spesso risale alla fase di pianificazione iniziale. Questi errori iniziali sono i più costosi da correggere in seguito.
Scarsa progettazione per la produzione (DFM)
Molti modelli CAD hanno un bell'aspetto sullo schermo ma sono impossibili da lavorare. Errori comuni di DFM includono angoli interni con raggi inferiori all'utensile di taglio. Oppure, pareti troppo sottili per resistere alle forze di taglio. Una corretta DFM è cruciale per evitare difetti nei microcomponenti CNC.
Disadattamento del materiale e sue conseguenze
La selezione del materiale è più che scegliere da una scheda tecnica. A livello micro, la struttura del grano, la durezza e le sollecitazioni interne hanno un effetto amplificato. Abbiamo visto progetti in cui il materiale specificato anisotropia del materiale2 ha causato deformazioni inaspettate dopo la lavorazione. Questo è un classico esempio di un'ipotesi a livello macro che fallisce nella microproduzione.
Metodi di ispezione inadeguati
Non è possibile verificare una tolleranza a livello di micron con un calibro. Affidarsi a strumenti di ispezione impropri fornisce un falso senso di sicurezza. Ciò porta alla spedizione di parti che sono effettivamente fuori specifica. Adottare il giusto controllo qualità è una delle migliori pratiche per la produzione di microparti.
| Sfida | Metodo inefficace | Metodo efficace |
|---|---|---|
| Verifica della tolleranza | Calibri digitali | Sistema di misurazione della visione (VMS) |
| Finitura superficiale | Controllo visivo | Profilometro ottico |
| Geometria complessa | Sonde manuali | Macchina di misura a coordinate (CMM) |
I progetti spesso falliscono a causa di fondamenta trascurate. Una scarsa DFM, una scelta errata dei materiali e un'ispezione inadeguata creano una ricetta per il fallimento. Affrontare queste aree all'inizio del processo è il modo più efficace per garantire il successo di qualsiasi progetto di micro lavorazione CNC.
Il segreto per una qualità costante nei componenti micro ad alta precisione
Ottenere una qualità costante nelle micro parti non è fortuna. È un sistema costruito su strategie robuste. Il nostro approccio all'assicurazione della qualità delle micro CNC si concentra sulla prevenzione dei problemi prima che diventino difetti. Ciò garantisce che ogni minuscola parte soddisfi le specifiche esatte.
Queste strategie lavorano insieme. Formano un quadro di qualità completo su cui facciamo affidamento quotidianamente.
| Strategia | Obiettivo primario | Fase di utilizzo |
|---|---|---|
| CSP | Stabilità del processo | In corso |
| Monitoraggio in tempo reale | Correzione immediata | In corso |
| Ispezione CMM | Verifica finale | Post-produzione |
Questo controllo sistematico è fondamentale. È così che forniamo parti affidabili per i vostri progetti.

Prevenzione proattiva dei difetti
Non ci limitiamo a ispezionare le parti finite. Miriamo a prevenire che i difetti si verifichino. È qui che Controllo statistico del processo (SPC)3 diventa fondamentale nel nostro flusso di lavoro. Analizzando i dati di processo, possiamo identificare le tendenze. Ciò ci consente di prevedere e correggere le deviazioni prima che si traducano in una parte non conforme.
Regolazioni del processo in tempo reale
Per la micro lavorazione CNC, il feedback immediato è essenziale. Incorporiamo sensori nelle nostre macchine per il monitoraggio in tempo reale. Questi sensori tracciano variabili come l'usura dell'utensile, la temperatura e le vibrazioni. Se un parametro esce dai suoi limiti di controllo, il sistema avvisa istantaneamente i nostri tecnici per regolazioni immediate.
Verifica avanzata con CMM
Quando si tratta di caratteristiche microscopiche, gli strumenti di misurazione tradizionali non sono sufficienti. Un robusto ispezione di micro parti CNC processo è necessario. Ci affidiamo a macchine di misura a coordinate (CMM) avanzate per questo passaggio critico.
| Metodo di ispezione | Applicazione | Vantaggi principali |
|---|---|---|
| Calibro tradizionale | Dimensioni di base | Controlli rapidi |
| Comparatori ottici | Profili 2D | Ispezione visiva |
| CMM per micro parti | Geometria 3D complessa | Alta precisione (livello micron) |
Alta risoluzione CMM per micro parti fornisce misurazioni precise senza contatto. Verifica che anche le geometrie più complesse soddisfino rigorosi requisiti di tolleranza, che è una parte fondamentale della nostra garanzia di qualità presso PTSMAKE.
Questa strategia di qualità stratificata è fondamentale. Combina l'analisi predittiva con regolazioni in tempo reale e una verifica finale precisa. Ciò garantisce che ogni micro componente che produciamo soddisfi costantemente i più elevati standard di qualità e precisione.
Confronto tra tornitura svizzera e fresatura micro CNC: cosa devi sapere
La scelta del processo giusto è fondamentale nella microfabbricazione. Il dibattito tra fresatura CNC micro vs tornitura spesso si riduce alla geometria della parte e al volume di produzione. Ogni metodo ha vantaggi distinti.
La tornitura automatica svizzera eccelle nella produzione di pezzi lunghi e sottili con alta precisione. Alimenta il materiale attraverso una bussola di guida, fornendo un eccellente supporto.
La microfresatura a 5 assi, d'altra parte, è ideale per forme complesse e non simmetriche. Può lavorare caratteristiche su più facce in una singola impostazione. Confrontiamole direttamente.
Confronto testa a testa
| Caratteristica | Tornitura svizzera | Microfresatura a 5 assi |
|---|---|---|
| Geometria della parte | Lungo, sottile, cilindrico | Complesso, squadrato, non simmetrico |
| Il migliore per | Perni, viti, alberi, connettori | Alloggiamenti, stampi, giranti |
| Tempo di configurazione | Più lungo | Più corto per pezzi unici |
| Tempo di ciclo | Molto veloce per alti volumi | Più lento per pezzo |
| Utilizzo del materiale | Barra grezza | Billet o blocco |
Decidere tra questi due potenti metodi di micro lavorazione CNC richiede un'analisi più approfondita delle applicazioni specifiche. Non si tratta solo della macchina; si tratta di allineare il processo con l'intento del tuo progetto e gli obiettivi aziendali. Ho visto progetti in cui la scelta del metodo sbagliato fin dall'inizio ha portato a significativi superamenti dei costi e ritardi.
Casi d'uso per la tornitura automatica svizzera
La tornitura automatica svizzera per microcomponenti è imbattibile per la produzione ad alto volume di componenti cilindrici piccoli e intricati. Pensate a componenti di dispositivi medici come viti ossee o impianti dentali. È anche perfetta per connettori elettronici e alberi utilizzati nella robotica. La velocità e l'efficienza nella creazione di microcomponenti torniti di precisione da barra la rendono altamente conveniente su larga scala. Il sistema di bussola di guida minimizza la deflessione del pezzo4, che è cruciale per mantenere tolleranze strette su pezzi lunghi e sottili.
Quando scegliere la microfresatura a 5 assi
Al contrario, la microfresatura a 5 assi eccelle quando la complessità prevale sul volume. Questo processo è per pezzi che sono tutt'altro che cilindrici. Considerate alloggiamenti di sensori in miniatura, inserti di stampi complessi o piccole giranti per la microfluidica. La capacità di lavorare cinque lati di un pezzo in un'unica operazione di bloccaggio riduce i tempi di setup e migliora l'accuratezza eliminando errori di riposizionamento. Offre la libertà di progettazione necessaria per i prodotti più innovativi su micro scala.
La scelta tra tornitura automatica svizzera e microfresatura a 5 assi dipende dalla geometria, dalla complessità e dal volume di produzione del vostro pezzo. La tornitura automatica svizzera è per pezzi sottili ad alto volume, mentre la fresatura è per componenti complessi a volume basso-medio. Entrambi sono strumenti essenziali nella moderna microfabbricazione.
I migliori materiali per la micro lavorazione CNC e i loro compromessi
La selezione del materiale giusto è un primo passo critico. Impatta direttamente sulle prestazioni e sul costo del pezzo finale. Per la micro lavorazione CNC, questa scelta diventa ancora più cruciale.
Le minuscole caratteristiche e le tolleranze strette richiedono proprietà specifiche del materiale. Questa è una rapida guida ai materiali per la lavorazione di piccole parti per aiutarvi a navigare tra le opzioni. Ci concentreremo su quattro scelte popolari.
Categorie di materiali chiave
Ogni materiale presenta un insieme unico di compromessi.
| Materiale | Caratteristiche principali | Sfida comune |
|---|---|---|
| Titanio | Elevato rapporto resistenza/peso | Difficile da lavorare |
| SETTIMANA | Resistenza chimica | Costo più elevato (plastica) |
| Inconel | Resistenza al calore | Estrema difficoltà di lavorazione |
| Alluminio | Lavorabilità | Forza inferiore |

La scelta del materiale migliore richiede un attento equilibrio. Devi valutare le esigenze di prestazione rispetto alla producibilità e al budget. Analizziamo questi materiali più in dettaglio.
Metalli ad alte prestazioni
Titanio
Il titanio è una star nei settori aerospaziale e medico. La sua resistenza e biocompatibilità sono ineguagliabili per il suo peso. Tuttavia, micro parti in titanio CNC è impegnativo. Dissipa male il calore, il che può usurare rapidamente i micro-utensili.
Inconel
Questa superlega eccelle in ambienti estremi. Pensate a motori a reazione o reattori chimici. La sua resistenza al calore e alla corrosione è incredibile. Ma è estremamente difficile da lavorare a causa della sua tendenza a indurimento del lavoro5. Ciò aumenta significativamente i tempi e i costi di lavorazione.
Opzioni versatili e leggere
Alluminio
L'alluminio è spesso la scelta preferita per i prototipi. È leggero, conveniente e facile da lavorare. Questo lo rende ideale per progetti in cui velocità e basso costo sono i principali motori.
SETTIMANA
Per lavorazione di plastica di alta precisione, il PEEK è una scelta eccellente. Questo termoplastico offre eccellente resistenza meccanica e stabilità chimica. Viene spesso utilizzato come sostituto del metallo in applicazioni mediche o elettroniche esigenti.
| Materiale | Lavorabilità | Prestazioni | Costo relativo | Settori più adatti |
|---|---|---|---|---|
| Titanio | Difficile | Molto alto | Alto | Medicale, aerospaziale |
| SETTIMANA | Moderato | Alto | Medio-alto | Medicale, elettronica |
| Inconel | Molto difficile | Estremo | Molto alto | Aerospaziale, Energia |
| Alluminio | Eccellente | Medio | Basso | Prototipazione, Automotive |
La scelta del materiale nella micro lavorazione CNC detta il successo. Metalli ad alte prestazioni come il titanio e l'Inconel offrono proprietà superiori ma presentano sfide di lavorazione e costi più elevati. L'alluminio e il PEEK offrono alternative eccellenti e versatili per diverse esigenze applicative.
Velocità contro precisione: come bilanciare il tempo ciclo CNC con l'accuratezza
Ottenere cicli di produzione rapidi senza sacrificare la precisione a livello di micron è una sfida chiave nella micro lavorazione CNC. Richiede decisioni intelligenti e tattiche. Non si tratta di scegliere l'uno rispetto all'altro.
Si tratta di creare una strategia in cui entrambi possano coesistere. Bilanciare velocità e precisione nel CNC è un processo dinamico. Dipende molto dalle specifiche del progetto.
Ecco i compromessi iniziali che consideriamo in PTSMAKE:
| Fattore | Impatto sulla velocità | Impatto sulla precisione |
|---|---|---|
| Velocità di taglio | L'alta velocità riduce il tempo | Può aumentare l'usura/vibrazione dell'utensile |
| Selezione dello strumento | Gli utensili specializzati sono più veloci | Gli utensili standard potrebbero mancare di precisione |
| Velocità di alimentazione | Le velocità più elevate sono più rapide | Può compromettere la finitura superficiale |

Processo decisionale strategico per microparti
Nella lavorazione efficiente di microparti, ogni secondo conta. Ma anche ogni micron. Iniziamo analizzando la geometria e il materiale della parte. Questo detta il nostro intero approccio al progetto.
Ottimizzazione dei percorsi utensile e dei parametri macchina
La micro lavorazione CNC ad alta velocità si basa su più della semplice velocità del mandrino. Ci concentriamo sui percorsi utensile ottimizzati. Questo riduce i movimenti inutili della macchina e il tempo di taglio in aria. È un primo passo fondamentale per l'efficienza.
Gestiamo anche attentamente l'espansione termica durante la lavorazione. Per le microparti, anche lievi variazioni di temperatura possono causare deviazioni dalle specifiche richieste. È qui che le funzionalità avanzate della macchina, come la compensazione dell'errore volumetrico, diventano inestimabili per mantenere la stabilità.
I nostri ingegneri lavorano spesso con i clienti per definire le caratteristiche critiche per la qualità (CTQ). Questo ci consente di applicare la massima precisione solo dove è assolutamente necessaria. Possiamo quindi aumentare la velocità sulle caratteristiche meno critiche, ottimizzando il tempo ciclo complessivo.
Ecco una panoramica del nostro framework decisionale:
| Tattica | Obiettivo | Beneficio per il Cliente |
|---|---|---|
| Simulazione | Prevenire e anticipare gli errori | Riduzione degli sprechi e consegna più rapida |
| Sonda in-process | Verifica delle dimensioni a metà ciclo | Garantisce la coerenza senza interruzioni |
| Utensili automatizzati | Rapidi cambi utensile | Minimizza i tempi di fermo macchina |
| Lavorazione ibrida | Combina più processi | Riduce le impostazioni e i tempi di ciclo |
In definitiva, bilanciare velocità e precisione non è un compromesso. È una strategia. Utilizzando tattiche intelligenti come l'ottimizzazione del percorso utensile e concentrandosi sulle caratteristiche critiche, la lavorazione efficiente di microcomponenti può ottenere sia cicli rapidi che estrema precisione per i vostri componenti.
Come tolleranze più strette riducono i fallimenti nell'assemblaggio e nell'operatività
La precisione a livello di micron riduce direttamente i difetti a valle. Ciò migliora le prestazioni meccaniche del prodotto finale. È un vantaggio fondamentale della lavorazione CNC a tolleranze ristrette.
Il collegamento diretto alla resa di assemblaggio
Meglio precision di accoppiamento delle microparti significa meno scarti. I componenti si accoppiano semplicemente come progettato. Questo è fondamentale per migliorare la resa di assemblaggio di microcomponenti.
Abbiamo osservato uno schema chiaro nei nostri progetti.
| Livello di tolleranza | Tasso di fallimento dell'assemblaggio |
|---|---|
| Standard (±0,1 mm) | ~5-10% |
| Stretto (±0,01 mm) | <1% |
| Micron (±0,005 mm) | Quasi 0% |
Miglioramento della Funzione Meccanica
Tolleranze più strette non servono solo per l'assemblaggio. Definiscono quanto bene un pezzo funziona nel tempo. Questo è uno dei principali vantaggi della CNC a tolleranza stretta.
Oltre l'Accoppiamento Iniziale
Il vero valore della precisione a livello di micron appare durante il funzionamento. Si tratta di prevenire guasti molto tempo dopo che un prodotto lascia la fabbrica. Questa precisione è ottenibile attraverso avanzate micro lavorazioni CNC.
Ad esempio, nella robotica ad alta velocità, anche un piccolo squilibrio può causare vibrazioni. Queste vibrazioni portano a usura prematura e guasti catastrofici. Componenti precisi eliminano questo rischio fin dall'inizio.
L'effetto cumulativo sulla longevità del sistema
Pensa a un cambio complesso. Se un ingranaggio presenta una leggera deviazione, ciò influisce su ogni altro ingranaggio con cui entra in contatto. Questo piccolo errore si moltiplica, degradando il sistema proprietà tribologiche6 e accorciandone la durata.
Noi di PTSMAKE ci concentriamo su questo impatto a livello di sistema. Garantire la perfezione di ogni micro componente protegge l'intero assemblaggio.
I nostri dati dagli studi sui clienti evidenziano questa relazione.
| Precisione di accoppiamento dei componenti | Durata stimata del sistema |
|---|---|
| Tolleranze lasche | Linea di base |
| Tolleranze strette | +40% |
| Precisione a livello di micron | +75% o più |
Ciò dimostra che investire nella precisione fin dall'inizio ripaga. Crea prodotti più affidabili e durevoli. Costruisce anche fiducia con gli utenti finali che dipendono da tali prestazioni.
Precisione a livello di micron ottenuta tramite micro lavorazioni CNC riduce drasticamente i difetti di assemblaggio. Aumenta inoltre le prestazioni meccaniche a lungo termine e l'affidabilità dell'intero sistema, prevenendo guasti durante il funzionamento ed estendendo la vita del prodotto.
Progettare per la producibilità nei progetti micro CNC
La transizione a progetti in micro-scala richiede una nuova mentalità. Le pratiche CAD standard spesso falliscono in questo ambito. Progetti eccessivamente complessi possono rendere la produzione impossibile o estremamente costosa.
È qui che la progettazione per la producibilità (DFM) è fondamentale. Condividerò alcune linee guida chiave DFM per le micro parti.
Ci concentreremo su consigli pratici di progettazione CAD micro CNC. Comprendere le micro geometrie producibili con CNC fin dall'inizio fa risparmiare tempo e denaro. Si tratta di progettare in modo più intelligente, non solo più piccolo. Ciò garantisce una lavorazione micro CNC di successo.

Ripensare la geometria per la micro scala
Il più grande cambiamento è abbracciare la semplicità. Le caratteristiche che sono facili su larga scala diventano sfide importanti nella micro lavorazione CNC. Ogni linea nel tuo modello CAD conta. Questo è un principio fondamentale che seguiamo a PTSMAKE.
Principali aggiustamenti CAD
Evitare angoli interni acuti. Tutti gli angoli interni avranno un raggio lasciato dall'utensile di taglio. Specificare un raggio leggermente più grande del raggio dell'utensile è ideale per la durata dell'utensile e la finitura superficiale.
Lo spessore della parete è un altro fattore critico. Pareti troppo sottili possono deformarsi o rompersi durante la lavorazione. Questo è dovuto alle forze di taglio e allo stress del materiale su una scala così piccola.
Tolleranze e attrezzature
Le tolleranze richiedono un'attenta considerazione. Mantenere tolleranze strette su parti micro è possibile ma aumenta i costi. Specificarle solo dove assolutamente necessario. Il processo è sensibile a fattori come deviazione dell'utensile7, che possono influenzare le dimensioni finali.
Ecco un rapido confronto basato sui nostri studi interni:
| Caratteristica | DFM standard | Linee guida DFM per micro |
|---|---|---|
| Raggi interni | Grande quanto pratico | Almeno 0,15 mm, > raggio utensile |
| Spessore della parete | > 1,5 mm (Metallo) | > 0,5 mm, a seconda del materiale |
| Profondità del foro | Fino a 10x diametro | Si consiglia un massimo di 6x diametro |
| Tolleranze | Standard +/- 0,1 mm | Più stretto dove necessario, ad es. +/- 0,01 mm |
Queste linee guida aiutano i team hardware ad adattare efficacemente i progetti. Prevengono la complicazione eccessiva fin dall'inizio.
L'adattamento del CAD per la microfabbricazione è non negoziabile. L'applicazione di DFM specifici per micro, la semplificazione delle geometrie e la gestione delle tolleranze sono fondamentali. Questo approccio garantisce che i tuoi progetti siano producibili, convenienti e consegnati in tempo, specialmente in progetti di micro lavorazione CNC ad alta precisione.
Il processo di validazione completo per componenti micro CNC
La convalida dei micro componenti CNC non è solo un controllo finale. È un processo completo. Ciò garantisce che ogni parte soddisfi le specifiche esatte.
Questo processo inizia con un First Article Inspection (FAI). Prosegue poi con studi di capacità e protocolli di convalida.
Fasi chiave di qualificazione
Questi passaggi sono critici per la certificazione di parti di precisione. Costruiscono fiducia nel processo di produzione.
| Procedura | Scopo | Metrica chiave |
|---|---|---|
| Ispezione del primo articolo | Verificare che il processo produca una parte corretta | Report dimensionale completo |
| Studio di capacità | Valutare la stabilità e la coerenza del processo | Cpk, Ppk |
| Validation Protocol | Formal proof of process integrity | IQ/OQ/PQ reports |
Corretto FAI micro machining confirms our setup is perfect before full production begins.

A robust qualification plan is essential for any serious micro lavorazioni CNC project. It goes far beyond simply measuring the first part off the line.
Ispezione del primo articolo (FAI)
FAI is the foundation. We conduct a full dimensional layout of the first production part. This verifies that our tooling, machine setup, and process parameters are correct. It’s a formal method for validating CNC micro components.
Proving Process Capability
After FAI, we run capability studies. This involves analyzing a sample of parts. We use tools from Controllo statistico dei processi8 to measure process variation. Based on our studies with clients, a Cpk value of 1.33 or higher indicates a stable and capable process, ensuring long-term consistency. This is how we guarantee quality from the first part to the last.
Formal Validation Protocols
For industries like medical and aerospace, we implement formal validation protocols.
| Palcoscenico | Nome | Descrizione |
|---|---|---|
| IQ | Qualifica di Installazione | Verifica che l'attrezzatura sia installata correttamente. |
| OQ | Qualifica Operativa | Conferma che l'attrezzatura funzioni entro i limiti stabiliti. |
| PQ | Qualifica di Performance | Dimostra che il processo produce costantemente pezzi di buona qualità. |
Questo rigoroso quadro fornisce le prove documentate necessarie per la certificazione di parti di precisione. Dimostra che ogni aspetto della produzione è controllato e ripetibile. In PTSMAKE, questo approccio sistematico costruisce la fiducia che i nostri partner richiedono.
Un processo di validazione strutturato è non negoziabile. Da un FAI dettagliato a studi di capacità e protocolli formali, questi passaggi assicurano che ogni micro componente soddisfi i più alti standard di qualità e coerenza per la certificazione di parti di precisione.
Precisione su larga scala: la micro CNC può soddisfare i tuoi volumi di produzione?
Molti considerano la micro lavorazione CNC come uno strumento per prototipi. O per produzioni molto piccole e specializzate. Questa è una percezione errata comune.
La vera scalabilità non riguarda solo più macchine. Riguarda un processo più intelligente e automatizzato. Con la giusta strategia, la produzione ad alto volume è del tutto fattibile. Questo approccio garantisce che la produzione scalabile di micro componenti soddisfi la domanda.
Fattori di Scalabilità
| Caratteristica | Focus su Basso Volume | Focus su grandi volumi |
|---|---|---|
| Impostazione | Frequente, Manuale | Minimizzato, Automatizzato |
| Automazione | Basso | Alto (Robotica, Celle) |
| Metodo QC | Ispezione manuale | In-line, Automatizzato |
Noi di PTSMAKE abbiamo creato sistemi per gestire queste esigenze. Raggiungiamo la precisione a qualsiasi scala.
La preoccupazione principale è mantenere la qualità durante la produzione di grandi volumi. Come possiamo garantire che la millesima parte sia identica alla prima? La risposta risiede nell'ottimizzazione del processo e nell'automazione. È qui che la micro-lavorazione CNC con capacità di volume eccelle veramente.
Strategie per la scalabilità della produzione
Ci concentriamo sulla creazione di un ecosistema di produzione. Questo sistema è progettato per la coerenza e l'efficienza, specialmente per la produzione di lotti di micro-parti. Non si tratta solo di far funzionare le macchine più velocemente.
Automazione e celle dedicate
La robotica per il carico e lo scarico delle parti riduce i tempi di ciclo. I sistemi di ispezione in-line automatizzati controllano le parti senza interrompere la produzione. Ciò garantisce che la qualità venga mantenuta in modo coerente. Utilizziamo celle di produzione dedicate per progetti a lungo termine. Ciò riduce significativamente i tempi di impostazione e di cambio.
Qualità su larga scala
Per grandi volumi, l'ispezione manuale non è sufficiente. Ci affidiamo a metodi basati sui dati. Implementare Controllo statistico del processo (SPC)9 è essenziale. Ci consente di monitorare e controllare il processo. Questo approccio proattivo previene i difetti prima che si verifichino. È fondamentale per mantenere tolleranze strette su intere serie di produzione.
| Vantaggi dell'automazione | Impatto sulla produzione |
|---|---|
| Maggiore produttività | Le macchine funzionano continuamente con tempi di inattività minimi. |
| Qualità costante | Rimuove l'errore umano dai compiti ripetitivi. |
| Stabilità del processo | Il monitoraggio dei dati garantisce che il processo rimanga entro le specifiche. |
La scalabilità della micro lavorazione CNC dal prototipo alla produzione è realizzabile. Richiede una strategia dedicata incentrata sull'automazione, sul controllo di processo e su robusti sistemi di qualità. La chiave è passare da una mentalità da officina a un flusso di lavoro di produzione snello e ad alto volume.
Uno sguardo dall'interno: come i leader del settore utilizzano la micro CNC nello sviluppo del prodotto
Le aziende Fortune 500 non indovinano. Validano. Quando si passa dal concetto alla produzione, si affidano alla micro lavorazione CNC.
Questo metodo consente un'iterazione rapida. Garantisce che la prima parte funzionale sia quasi identica al prodotto finale.
Prototipazione di dispositivi medici
Un'importante azienda medica necessitava di un componente chirurgico complesso. Hanno iniziato con prototipi di micro CNC. Ciò ha confermato la fattibilità del progetto utilizzando il materiale finale, biocompatibile.
Questo approccio è standard. Riduce il rischio dell'intero aumento della produzione.
| Palcoscenico | Metodo | Vantaggio |
|---|---|---|
| Concetto | Stampa 3D | Velocità, basso costo |
| Prototipo | Micro CNC | Materiale finale, tolleranza ristretta |
| Produzione | Micro CNC/Stampaggio | Scalabilità, coerenza |
Dal prototipo al mercato
Questi casi di studio di micro CNC rivelano un chiaro schema. La prototipazione di parti micro lavorate porta direttamente a una transizione di produzione più fluida. Elimina sorprese costose.

Il salto da un prototipo funzionante alla produzione di massa è pieno di sfide. Per i leader del settore, la micro lavorazione CNC colma efficacemente questo divario. Non si tratta solo di realizzare una piccola parte; si tratta di realizzarla correttamente, in modo coerente e su larga scala.
Uso aziendale della micro lavorazione
Nell'elettronica di consumo, un importante marchio necessitava di un nuovo connettore in miniatura. Hanno utilizzato la micro CNC per testare cinque diversi progetti in due settimane. Questo feedback rapido è inestimabile. Sarebbe impossibile con lo stampaggio tradizionale.
Questo processo evidenzia l'importanza di parametri precisi. La sensazione e la funzione finali dipendono da fattori come la Rugosità superficiale media (Ra)10, che deve essere coerente. Sulla base delle nostre collaborazioni con i clienti, il controllo di questi dettagli in anticipo è fondamentale.
L'uso aziendale della micro lavorazione è una scelta strategica. Offre flessibilità e riduce il time-to-market. Mentre gli stampi di produzione vengono preparati, noi di PTSMAKE spesso forniamo lotti iniziali utilizzando la micro CNC. Ciò mantiene il progetto in movimento senza tempi di inattività.
| Fase di transizione | Sfida chiave | Soluzione Micro CNC |
|---|---|---|
| Convalida del progetto | Proprietà del materiale | Utilizzo di materiali di grado di produzione finale |
| Test funzionali | Tolleranze strette | Raggiungimento di precisione sub-micronica |
| Produzione di ponti | Tempo di consegna degli utensili | Fornitura immediata di parti a basso volume |
| Produzione di massa | Scalabilità | Processo convalidato per un passaggio senza interruzioni |
Questo approccio integrato garantisce che ciò che funziona in laboratorio funzioni anche sulla linea di assemblaggio. È una parte fondamentale dello sviluppo hardware moderno.
Le aziende Fortune 500 utilizzano la micro lavorazione CNC per convalidare i progetti con materiali finali, garantendo una transizione fluida e priva di rischi dalla prototipazione di parti micro lavorate alla produzione su larga scala. Questa strategia accelera il time-to-market e migliora la qualità del prodotto.
Quali domande dovrebbe porre il tuo fornitore CNC sui componenti micro
La qualità delle tue micro parti dipende spesso dalla qualità della conversazione con il tuo fornitore. Quando valuti i partner di micro lavorazione, ascolta le domande che ti pongono. Un partner proattivo scava più a fondo del file CAD.
Le loro domande rivelano la loro competenza e il loro impegno. Dovrebbero mettere in discussione il tuo progetto in termini di producibilità. Questo è un passaggio fondamentale nella valutazione dei fornitori per progetti di micro CNC.
Le domande critiche sulla tolleranza
Un buon fornitore vorrà capire il perché dietro le tue tolleranze. Non sono solo numeri su un disegno.
| Tipo di caratteristica | Un buon fornitore chiede… |
|---|---|
| Dimensioni critiche | "Quali tolleranze sono assolutamente critiche per la funzionalità?" |
| Aree non critiche | "C'è flessibilità nelle aree non critiche per migliorare la resa?" |
| Parti accoppiate | "Qual è la tolleranza della parte accoppiata per questo componente?" |
Queste domande dimostrano che stanno pensando all'assemblaggio finale e al successo generale del progetto. Questo è ciò che assomiglia a buone pratiche di comunicazione CNC.

La vera partnership nella micro lavorazione CNC va oltre la semplice esecuzione di un ordine. Implica un dialogo collaborativo. Un fornitore competente agisce come un consulente di produzione. Identificano potenziali rischi prima che uno strumento tocchi il metallo. Questo dialogo è essenziale quando si valutano i partner di micro lavorazione.
Indagare sui limiti di caratteristiche e finitura
Per le micro-parti, alcune caratteristiche possono essere difficili o impossibili da lavorare o ispezionare. Il tuo fornitore dovrebbe chiedere di questi limiti specifici all'inizio del processo. Ciò evita costose riprogettazioni e ritardi in seguito.
Devono capire come la parte verrà utilizzata e testata. Ad esempio, i requisiti di finitura superficiale influiscono direttamente sugli utensili, sui tempi ciclo e sui costi. Un fornitore che non chiede i tuoi metodi di ispezione potrebbe consegnare una parte che non puoi verificare. Questo livello di dettaglio in Metrologia11 non è negoziabile.
Ecco come individuare un vero partner:
| Argomento | Il Fornitore Passivo | Il Partner Proattivo (come PTSMAKE) |
|---|---|---|
| Angoli vivi | "Ok, un raggio interno di 0,05 mm." | "Questo angolo interno può avere un raggio leggermente più grande per consentire un utensile più robusto, aumentando l'affidabilità?" |
| Ispezione | "Il disegno richiede Ra 0,4 μm." | "Come misurerai questa finitura Ra 0,4 μm su questa caratteristica interna? Quali attrezzature utilizzerai?" |
| Materiale | "Utilizzeremo il materiale specificato." | "Considerando la funzione della parte, hai preso in considerazione un materiale alternativo che offra una migliore lavorabilità per queste caratteristiche?" |
Questa comunicazione proattiva è una parte fondamentale del nostro processo in PTSMAKE. Miriamo ad essere un partner di produzione fidato, non solo un altro fornitore nella tua lista.
Un fornitore che pone domande approfondite su tolleranze, caratteristiche e test non sta creando problemi. Li sta prevenendo. Questo approccio collaborativo è il segno distintivo di un partner affidabile per complessi progetti di micro lavorazione CNC.
Risolvere sfide impreviste nella fabbricazione di componenti a livello di micron
Quando si lavorano micro-caratteristiche, i problemi non sono sempre visibili. La deflessione dell'utensile, la formazione di bave e la distorsione termica sono le principali sfide della micro lavorazione CNC.
Possono rovinare la tolleranza e la funzione di una parte. Ignorarli porta a costosi fallimenti. Un controllo efficace del processo è fondamentale.
Il campo di battaglia a livello micron
Il controllo di queste minuscole forze è cruciale per il successo. Ecco una rapida panoramica di questi problemi comuni nella micro lavorazione CNC.
| Sfida | Causa primaria | Impatto sul pezzo |
|---|---|---|
| Deviazione dell'utensile | Forze di taglio su utensili minuscoli | Dimensioni imprecise, finitura superficiale scadente |
| Formazione della bava | Deformazione plastica del materiale | Problemi di assemblaggio, potenziale di cortocircuiti |
| Distorsione termica | Attrito dovuto al taglio | Deformazione, proprietà del materiale alterate |
Superare con successo le limitazioni che i micro pezzi devono affrontare richiede una profonda comprensione di questi fattori.

Padronanza del controllo di processo per i micro pezzi
In PTSMAKE, il nostro approccio al controllo di processo è proattivo, non reattivo. Anticipiamo questi problemi durante la lavorazione di micro caratteristiche. Ciò garantisce che soddisfiamo le specifiche fin dal primo pezzo. Si tratta di integrare la qualità nel processo stesso.
Mitigare la deflessione dell'utensile
Gli utensili minuscoli si piegano facilmente sotto pressione. Utilizziamo utensili in carburo ad alta rigidità e rivestimenti speciali. Il nostro software CAM crea anche percorsi utensile con un impegno costante dell'utensile. Ciò evita urti improvvisi che causano deflessione.
Prevenzione della formazione di bave
Le bave sono piccoli pezzi di materiale indesiderati. Sono un incubo per la microelettronica. Ottimizziamo avanzamenti e velocità per ogni materiale. A volte, è necessario un passaggio finale di sbavatura al microscopio. Questo garantisce bordi puliti e affilati.
Controllo della distorsione termica
Il calore è il nemico della precisione. Il refrigerante ad alta pressione è essenziale. Lava via i trucioli e raffredda istantaneamente la zona di taglio. Gestiamo anche le velocità di taglio per ridurre al minimo l'attrito. Questo impedisce al calore di accumularsi e alterare la forma finale del pezzo. sollecitazione residua12 e forma finale.
| Strategia di controllo | Deviazione dell'utensile | Formazione della bava | Distorsione termica |
|---|---|---|---|
| Percorsi utensile ottimizzati | ✅ | ✅ | ✅ |
| Refrigerante ad alta pressione | ✅ | ✅ | |
| Utensili specializzati | ✅ | ✅ | |
| Avanzamenti/Velocità precisi | ✅ | ✅ | ✅ |
Padroneggiare questi controlli è il modo in cui forniamo componenti micro affidabili.
Il controllo del processo nella micro lavorazione CNC consiste nel gestire forze invisibili. Anticipare la deflessione dell'utensile, le bave e la distorsione termica con strategie precise è essenziale. Questo approccio proattivo garantisce l'integrità del pezzo e supera i limiti intrinseci del lavoro su scala micronica.
La guida dell'acquirente intelligente alle tolleranze e alle specifiche Micro CNC
Comprensione del progetto per micro componenti
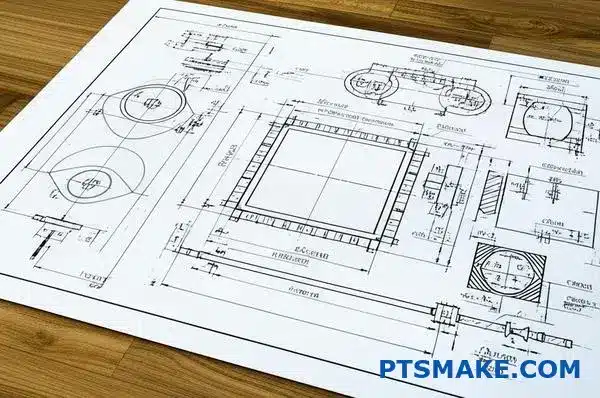
Interpretare i disegni tecnici per le micro dimensioni può essere impegnativo. Un singolo simbolo fuori posto o una tolleranza eccessivamente stretta possono aumentare significativamente i costi.
Questa sezione funge da guida di base per il dimensionamento micro CNC. Esploreremo come leggere accuratamente queste specifiche. L'obiettivo è prevenire spese inutili dovute a sovra-specifiche. Comprendere come le specifiche strette influiscono sui costi è fondamentale per il successo di qualsiasi progetto nella micro lavorazione CNC.
Una guida pratica alla lettura delle tolleranze micro
Imparare a leggere le tolleranze per i micro componenti non è solo per gli ingegneri. I decisori hanno bisogno di questa competenza per gestire efficacemente i budget. Ogni linea su un disegno ha implicazioni sui costi.
Elementi chiave su un disegno di micro componenti
Un disegno comunica più della semplice forma. Dettaglia la finitura superficiale, il materiale e le tolleranze cruciali che definiscono la funzione. La mancata comprensione di questi dettagli è una insidia comune.
Ecco una ripartizione semplificata dei simboli comuni:
| Simbolo | Significato | Implicazioni per la Micro Lavorazione CNC |
|---|---|---|
| Ø | Diametro | Definisce la dimensione di una caratteristica circolare. |
| R | Raggio | Specifica la curvatura di un bordo o di una superficie. |
| +/- | Tolleranza Bilaterale | Consente variazioni sia in direzione positiva che negativa. |
| ⌖ | Tolleranza posizionale | Controlla la posizione di una caratteristica. |
Come le Specifiche Rigorose Influenzano il Costo
La sovra-specifica è un problema frequente. Ad esempio, stringere una tolleranza da ±0,01 mm a ±0,005 mm può sembrare poco. Tuttavia, questo può facilmente raddoppiare il tempo e il costo di lavorazione.
Noi di PTSMAKE, spesso consigliamo i clienti sui loro progetti. Li aiutiamo a trovare un equilibrio tra funzionalità e producibilità. Ciò garantisce che il pezzo funzioni come previsto senza costi eccessivi. La comprensione di un sistema come Dimensionamento e tolleranza geometrica13 è vitale per questo processo di ottimizzazione.
Interpretare correttamente i disegni micro-dimensionali è la chiave per il controllo dei costi. Sovra-specificare le tolleranze aumenta direttamente la complessità e le spese di produzione. Una comunicazione chiara con il vostro partner di produzione, come noi di PTSMAKE, aiuta a ottimizzare il progetto sia per le prestazioni che per il budget.
Lavorazione Micro CNC per dispositivi medici: cosa devi sapere
Quando si producono parti per dispositivi medici, la precisione va oltre le dimensioni. La conformità normativa e la pulizia sono non negoziabili. Per gli ingegneri di dispositivi medici, la comprensione di questi requisiti è fondamentale.
Ciò garantisce la sicurezza del paziente e il successo dei lanci di prodotto. Discutiamo gli standard chiave.
Standard Normativi nella Lavorazione Medica
Lo standard primario è ISO 13485. Regolamenta il sistema di gestione della qualità per la produzione di dispositivi medici. È un quadro di riferimento per la coerenza e la sicurezza.
Il Ruolo della Pulizia
Il controllo della contaminazione è fondamentale. Particelle o residui possono causare il malfunzionamento del dispositivo o danneggiare i pazienti. È qui che entrano in gioco ambienti specializzati per qualsiasi Micro-lavorazione CNC per dispositivi medici applicazioni.
| Standard/Pratica | Obiettivo primario |
|---|---|
| ISO 13485 | Sistema di gestione della qualità |
| Pulizia | Controllo della contaminazione |
| Tracciabilità | Cronologia delle parti e dei materiali |

Navigare nel panorama normativo è una sfida fondamentale. Non si tratta solo di realizzare una parte secondo le specifiche; si tratta di dimostrare come l'hai realizzata, con quali materiali e in quale ambiente. È qui che una partnership con un produttore esperto diventa inestimabile.
ISO 13485: Più di un Certificato
Produzione di micro-parti ISO 13485 richiede un robusto sistema di gestione della qualità (QMS). Questo sistema impone controlli rigorosi su ogni processo. Copre tutto, dall'approvvigionamento dei materiali all'ispezione finale e alla documentazione. La tracciabilità è fondamentale qui. Dobbiamo essere in grado di risalire a ogni parte al suo lotto di materia prima.
Mitigazione del rischio e convalida
Una parte importante della ISO 13485 è la gestione del rischio. Analizziamo le potenziali modalità di guasto per ogni fase di produzione. Implementiamo quindi controlli per mitigare tali rischi. Questo approccio sistematico garantisce l'affidabilità. Coinvolge anche rigorosi Convalida del processo14 per confermare che le nostre fasi di produzione producano costantemente parti che soddisfano le specifiche.
Pulizia nella produzione
Per molti componenti sensibili, micro-lavorazione in camera bianca è essenziale. Questo ambiente controllato minimizza le particelle aerodisperse, proteggendo i componenti dalla contaminazione.
| Strategia di mitigazione del rischio | Descrizione |
|---|---|
| FMEA | Analisi dei potenziali guasti di processo. |
| Validazione (IQ/OQ/PQ) | Verifica di attrezzature e processi. |
| Tracciabilità dei materiali | Documentazione delle origini e dei lotti dei materiali. |
| Controllo della camera bianca | Gestione dei contaminanti ambientali. |
Per la micro-lavorazione medicale, il successo dipende dalla rigorosa aderenza a standard come ISO 13485. Un ambiente controllato e pulito e una gestione proattiva del rischio non sono opzionali: sono essenziali per produrre componenti sicuri e affidabili.
Evitare lacune di comunicazione: 7 dettagli indispensabili nelle richieste di preventivo Micro CNC
Una Richiesta di Preventivo (RFQ) è la tua prima e più critica comunicazione con un produttore. Per la micro-lavorazione CNC, i dettagli sono tutto.
Le RFQ vaghe spesso portano a congetture. Ciò si traduce in preventivi errati, ritardi di produzione e componenti che non soddisfano i tuoi standard.
Fornire informazioni chiare e complete è l'unico modo per ottenere prezzi accurati. Garantisce inoltre che i componenti finali siano esattamente quelli che hai progettato. Questa guida funge da checklist essenziale per la tua RFQ. Ti aiuta a specificare le micro-caratteristiche CNC per un processo senza intoppi.

Una RFQ per la micro-lavorazione CNC necessita di più di un semplice modello 3D. Deve essere un pacchetto tecnico completo. Le informazioni mancanti ci costringono a fare supposizioni su tolleranze, finiture o persino materiali. Ciò crea rischi sia per te che per il fornitore. Noi di PTSMAKE abbiamo riscontrato che i progetti di maggior successo iniziano con le RFQ più dettagliate.
Istruzioni chiare rimuovono ambiguità. Ci permettono di quotare componenti micro accuratamente e pianificare il percorso di produzione più efficiente. Questo fa risparmiare tempo e previene costose rilavorazioni in seguito. Il tuo obiettivo dovrebbe essere quello di non lasciare spazio all'interpretazione. Ogni caratteristica critica dovrebbe essere chiaramente definita.
Checklist Essenziale per RFQ di Micro CNC
Per evitare lacune comunicative, assicurati che la tua RFQ includa questi dettagli cruciali. Queste informazioni ci aiutano a comprendere le tue esigenze esatte per qualsiasi Metrologia15 requisiti e altre specifiche.
| Dettaglio RFQ | Perché è Cruciale | Esempio |
|---|---|---|
| Grado del materiale | Influenza la scelta degli utensili, la velocità e il costo. | Alluminio 6061-T6, non solo "Alluminio" |
| Tolleranze critiche | Concentra lo sforzo su ciò che conta di più. | Evidenziare ±0.005mm sul disegno 2D. |
| Finitura superficiale (Ra) | Dettano i passaggi finali di lavorazione e il costo. | Specificare Ra 0.8 µm sulle superfici di tenuta. |
| Scaglioni di Quantità | Permette una quotazione accurata basata sul volume. | Richiedi quotazioni per 100, 500 e 1000 unità. |
| Esigenze di Ispezione | Garantisce che gli standard di qualità siano soddisfatti e verificati. | Richiedere un rapporto CMM per le caratteristiche critiche. |
| Post-elaborazione | Definisce le operazioni secondarie necessarie. | Anodizzazione Tipo II, Nero; o Trattamento Termico a HRC 45. |
| Disegni CAD e 2D | Fornisce dati geometrici e di tolleranza completi. | Inviare sia un file STEP che un disegno PDF. |
Una RFQ ben preparata con dettagli specifici su materiali, tolleranze e finiture è non negoziabile. È il modo migliore per prevenire errori, ottenere preventivi affidabili e garantire il successo del tuo progetto di micro lavorazione CNC fin dall'inizio.
Pronto a migliorare la tua lavorazione Micro CNC? Contatta PTSMAKE oggi stesso!
Sblocca la micro lavorazione CNC ultra-precisa per parti ad alta precisione, senza i problemi di tolleranze, ritardi dei fornitori o rischi di qualità. Pronto per componenti a difetto zero e un supporto reattivo ed esperto? Invia subito la tua RFQ a PTSMAKE e porta il tuo progetto al livello successivo!

Scopri come questi componenti traducono l'energia elettrica in movimenti fisici precisi, sub-micrometrici, per la massima precisione di lavorazione. ↩
Scopri come le proprietà direzionali di un materiale possono influire sulla precisione della micro-lavorazione. ↩
Scopri di più su questo metodo statistico per il controllo di processo per comprenderne l'impatto sulla coerenza produttiva. ↩
Scopri come questo fenomeno fisico può influire sulla precisione e come i nostri processi sono progettati per controllarlo. ↩
Scopri come questa proprietà può influire sull'usura degli utensili e sulla precisione nella micro-lavorazione. ↩
Scopri come attrito, usura e lubrificazione a livello micro influiscono sulla durata dei componenti meccanici. ↩
Comprendi come la flessione dell'utensile influisce sull'accuratezza delle micro-parti e scopri strategie di progettazione per prevenirla. ↩
Scopri come questo metodo statistico garantisce una qualità costante nella produzione ad alto volume. ↩
Scopri come questa metodologia basata sui dati garantisce che ogni pezzo soddisfi le specifiche, anche in produzioni ad alto volume. ↩
Scopri come il controllo preciso della finitura superficiale influisce sulle prestazioni e sulla funzionalità dei componenti. ↩
Scopri la scienza della misurazione e il suo ruolo critico nella produzione di precisione. ↩
Scopri come le forze interne del materiale possono influire sull'accuratezza e sulla stabilità a lungo termine del tuo pezzo. ↩
Esplora la nostra guida dettagliata su GD&T per definire meglio la funzione del pezzo e controllare i costi di produzione. ↩
Scopri perché questa convalida è fondamentale per garantire una qualità costante e la conformità normativa per le tue parti mediche. ↩
Scopri come la scienza della misurazione di precisione garantisce che i tuoi microcomponenti soddisfino specifiche esatte. ↩






