

At købe en standard harmonisk aktuator tvinger dig til at bøje din armgeometri omkring et fast hus. Indlejrede sensorer passer ikke, tætningsmulighederne er begrænsede, og dit led-design mister den præcisionsfordel, der definerer en konkurrencedygtig humanoid robot.
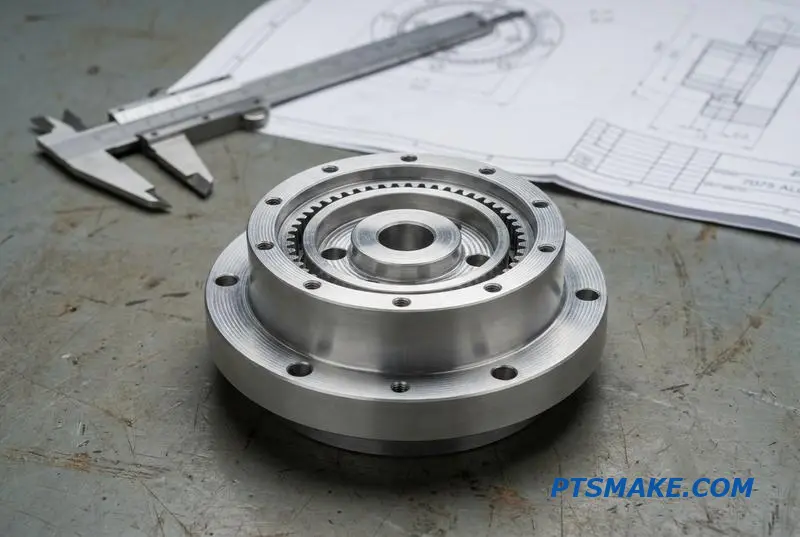
Et CNC-bearbejdet harmonisk drivhus giver dig fuld kontrol over boretolerancer (H6/H7), lejesæder, tætningsflader og monteringsgeometri. Dette er essentielt, når du har brug for brugerdefineret armintegration, indlejret momentføling, IP54-tætning eller stramme 0,025 mm pilotpasninger til cirkulære splines.

Jeg har arbejdet med robotikteams, der spildte måneder på at jagte momentrippel, kun for at opdage, at årsagen var en løs pilotpasning til den cirkulære spline. Nedenfor vil jeg guide dig gennem alle de beslutninger, der former en pålidelig konstruktion af et harmonisk hus.
Hvornår skal du CNC-bearbejde et brugerdefineret harmonisk drivhus i stedet for at købe en standard aktuator
Når du har et sæt harmoniske drevkomponenter, er den primære beslutning, om du skal købe en komplet aktuator eller bearbejde et brugerdefineret hus. Dette valg påvirker direkte dit projekts integration, ydeevne og tidsplan. Det er et almindeligt krydsfelt for teams, der udvikler avanceret robotik.
Standardaktuatorer
En standardenhed tilbyder en hurtig, valideret løsning. Du er dog begrænset af dens faste dimensioner, foruddefinerede sensorindstillinger og standardmonteringsgrænseflader. Dette kan skabe designkompromiser, hvis din robotarmsled har en unik geometri eller specifikke integrationskrav.
Specialfremstillede CNC-bearbejdede huse
At vælge et specialfremstillet CNC-bearbejdet hus giver dig fuldstændig designfrihed. Du styrer hver grænseflade, fra motorbeslag til udgangsflanger. Denne vej er ideel, når standardenheder simpelthen ikke passer.
| Funktion | Standardaktuator | Specialfremstillet CNC-hus |
|---|---|---|
| Integration | Standardiserede, faste grænseflader | Fuldt tilpasset dit design |
| Sensorer | Begrænsede, præ-integrerede muligheder | Ubegrænset placering og type |
| Geometri | Begrænset af producenten | Matcher dine præcise krav |
| Gennemløbstid | Kortere (hvis på lager) | Længere (design + fremstilling) |

Beslutningen om at bearbejde brugerdefinerede Harmonic Drive-huse bliver tydeligere, når specifikke behov opstår. Hvis dit design kræver ikke-standard armintegration, kan en standardaktuator tvinge uønskede kompromiser på hele din mekaniske struktur. Dette ser vi ofte i kompakte humanoide eller firbenede robotled.
Argumentet for tilpasning
Et brugerdefineret hus giver dig mulighed for at integrere komponenter som momentfølere direkte i strukturen for bedre nøjagtighed og en renere samling. Speciel tætning til barske miljøer – som IP67 til udendørs robotik – er også langt lettere at opnå med et specialbygget hus. Designprocessen tilføjer omkostninger, men den eliminerer integrationsproblemer senere.
Evaluering af afvejningerne
Den primære afvejning er mellem den indledende udviklingsindsats og den langsigtede ydeevne. Mens en standardaktuator får dig hurtigere i gang, sikrer en brugerdefineret løsning, at det endelige produkt opfylder præcise specifikationer uden kompromis. Dette er afgørende for applikationer, hvor vægt, størrelse og Hysterese1 er stramt kontrolleret. Vi har erfaret, i samarbejde med vores kunder, at denne indledende investering i design betaler sig i ydeevne.
| Beslutningsdriver | Anbefalet vej | Begrundelse |
|---|---|---|
| Standard fodaftryk | Standardvare | Hurtig og gennemprøvet til almindelig brug. |
| Unik geometri | Brugerdefineret CNC | Sikrer perfekt pasform og optimal integration. |
| Indlejrede sensorer | Brugerdefineret CNC | Muliggør specifik placering og type af sensorer. |
| Barske miljøer | Brugerdefineret CNC | Muliggør skræddersyede tætnings- og materialevalg. |
Valget mellem standard og specialfremstillet er en strategisk beslutning. Standardaktuatorer prioriterer hastighed til almindelige applikationer, mens specialfremstillede CNC Harmonic Drive-huse tilbyder fuld kontrol til projekter med unikke integrations-, sensor- eller tætningskrav, hvilket sikrer optimal ydeevne uden kompromis.
Cirkulær Spline Pilotpasning — Hvorfor 0,025 mm tolerancen på denne boring afgør din harmoniske drivs succes eller fiasko
Ydeevnen af et præcisions-harmonic drive afhænger af det hus, det sidder i. Specifikt skal pilotboringen til den cirkulære spline være perfekt. En afvigelse så lille som 0,025 mm kan ødelægge hele samlingen. Denne ene funktion afgør, om din dyre komponent fungerer problemfrit eller fejler for tidligt.
Problemet med ukorrekte pasninger
En ukorrekt boretolerance skaber to forskellige fejltyper. Hvis pasningen er for stram, deformerer den den cirkulære spline. Hvis den er for løs, forskydes splinen under belastning. Begge udfald forringer ydeevnen betydeligt og forvandler et højpræcisionssystem til et upålideligt et.
Pasningssammenligning
| Passende tilstand | Konsekvenser | Resulterende problem |
|---|---|---|
| For stram (Interferens) | Deformerer cirkulær spline | Ujævn tandindgreb, binding |
| For løs (Spillerum) | Spline forskydes fra midten | Excentricitet, vibration, træthed |
Dette er ikke en mindre detalje. Et dårligt bearbejdet hus kan få et $400 harmonic drive til at yde dårligere end en standard $40 gearkasse.

Pilotpasningen er, hvor teori møder virkelighed. Den cirkulære spline skal placeres centralt og sikkert. De standard ISO-pasninger, der anvendes her, er typisk H6 eller H7. Disse er spillerumspasninger, men med ekstremt stram kontrol, hvilket sikrer, at komponenten er fastholdt uden at blive deformeret.
H6 vs. H7 Tolerance
For en 70 mm cirkulær spline er en H7-boringstolerance +0,030 mm / +0,000 mm. En H6-pasning er endnu strammere med +0,019 mm / +0,000 mm. En løsere pasning kan introducere excentricitet, hvilket forårsager en vibration én gang pr. omdrejning kendt som momentrippel2. Denne vibration reducerer ikke kun positioneringsnøjagtigheden, men fremskynder også flexspline-træthed, hvilket fører til tidlig fejl. Præcisionen af Harmonic Drive-huse er ikke valgfri.
Verificering af boringen
Du kan ikke bare antage, at boringen er korrekt. Hos PTSMAKE verificerer vi hver kritisk boring for at forhindre fejl forårsaget af excentricitet i spline-boringen. Denne simple kvalitetskontrol er afgørende.
| Trin | Handling | Formål |
|---|---|---|
| 1. Værktøj | Brug et kalibreret trepunkts-boringsmåler. | Sikrer nøjagtige og gentagelige målinger. |
| 2. Dybder | Mål øverst, i midten og nederst i boringen. | Kontrollerer for konicitet eller tøndeform. |
| 3. Positioner | Mål fire punkter (0, 90, 180, 270 grader). | Registrerer ud-af-rundhed (ovalitet). |
| 4. Rapport | Dokumenter den gennemsnitlige diameter og ovalitet. | Giver en komplet registrering til kvalitetssikring. |
Denne CNC-verifikation af husboringen sikrer, at huset opfylder de strenge krav til optimal ydelse af harmoniske drev.
Husboringen er ikke kun en monteringsfunktion; det er en kritisk funktionel overflade. At opnå den krævede H6- eller H7-tolerance er afgørende for det harmoniske drevs nøjagtighed, jævnhed og levetid. Korrekt bearbejdning og verifikation er uundværlig for disse højtydende applikationer.
Valg af krydsrulleleje og bearbejdning af lejesæde — Hvilket udgangsleje dit hus skal passe til
Ydelsen af harmoniske drevhuse afhænger af udgangslejet. Krydsrullelejer er standardvalget, fordi de håndterer kombinerede belastninger inden for en kompakt plads. Det mest kritiske trin er at vælge dette leje før før du færdiggør husdesignet. Dets dimensioner dikterer dine bearbejdningsparameter.
Hvorfor lejevalg kommer først
Lejets ydre diameter (OD) og bredde definerer husets borediameter og dybde. Hvis du designer huset først, risikerer du ikke at kunne finde et standardleje, der passer, hvilket tvinger dig til dyre redesigns eller specialfremstillede lejer. Dette er en almindelig og dyr fejl.
Almindelige leje- og drevparringer
Der er en klar sammenhæng mellem størrelser på harmoniske drev og standardmodeller af krydsrullelejer. Dette gør det indledende valg ligetil, hvis du kender dine drevkrav.
| Størrelse på harmonisk drev | Typisk krydsrulleleje |
|---|---|
| 17 | RB6013 |
| 20 | RB7013 |
| 25 | RB8016 |
| 32 | RB10016 |
Denne tabel giver et udgangspunkt for at matche komponenter, før enhver bearbejdning påbegyndes.

Til harmoniske gearhuse er krydsrullelejer fra mærker som THK, IKO eller NSK almindelige. Et typisk valg til et størrelse 20 gear er RB7013-modellen, som har en 70 mm boring og 13 mm bredde. Dette informerer direkte bearbejdningen af designet til udgangslejesædet.
Bearbejdning af husets boring
At opnå den korrekte pasform er ikke til forhandling for ydeevnen. Husets boring, der modtager lejets yderring, kræver typisk en H6- eller H7-tolerance. Denne stramme pasform sikrer, at lejet sidder sikkert og forhindrer rotation. Hos PTSMAKE opretholder vi konsekvent disse præcise tolerancer.
Skulder- og akseltolerancer
Skulderdybdetolerancen er lige så kritisk, normalt holdt til ±0.01mm. Denne dimension bestemmer lejets aksiale position og styrer forspændingen. Inderringen, som passer på udgangsflangen eller akslen, kræver en g6- eller h6-pasform for at matche lejets indre diameter (ID). Det komplekse samspil af kræfter inden i lejet, især under belastning, skaber betydelig Hertziansk kontaktspænding3 mellem rullerne og løbebanerne. Forkerte pasninger vil forårsage ujævn spændingsfordeling, hvilket fører til for tidlig fejl. Mit råd er simpelt: bestil det harmoniske gearkomponentsæt og lejet sammen. Design derefter huset omkring disse fysiske dele.
For at sikre ydeevne i harmoniske gearhuse skal du først vælge lejet og komponentsættet. Derefter skal du designe og bearbejde huset til de præcise dimensioner og tolerancer, som disse komponenter kræver. Denne proaktive tilgang forhindrer dyre fejl og sikrer optimal funktionalitet.
Den største omkostningsdriver i et harmonisk hus — Maskintid på det kritiske boresæt
Når man designer harmoniske gearhuse, fokuserer mange ingeniører på materialevalg. De antager, at eksotiske legeringer driver prisen op. Råmaterialet, ofte 7075 aluminium, er dog en mindre del af de samlede omkostninger. Den reelle omkostningsdriver er maskintid.
Den sande omkostningsfordeling
Størstedelen af udgifterne kommer fra de timer, en del tilbringer på en højpræcisions CNC-maskine. For et typisk hus kan bearbejdningen tage flere timer. Den mest tidskrævende og dyre operation er at skabe det kritiske boresæt.
Eksempel på omkostningsfordeling
Her er en forenklet omkostningsfordeling for et CNC-harmonisk hus, som vi ofte ser hos PTSMAKE. Dette viser, hvor pengene virkelig går hen.
| Omkostningskomponent | Procentdel af samlede omkostninger |
|---|---|
| Råmateriale (7075 Billet) | ~5% |
| CNC Maskintid | ~75% |
| Opsætning, Værktøj & QA | ~20% |
Som du kan se, dominerer maskintiden omkostningsstrukturen. At forstå, hvad der sker i denne tid, er nøglen til effektiv omkostningsstyring.
Inde i bearbejdningsprocessen
Hvorfor tager det kritiske boresæt så meget tid? Det handler alt sammen om præcision. Sættet inkluderer den cirkulære splinerboring, hovedleje-boringen og motor monteringsboringen. Disse funktioner skal være perfekt koncentriske for at sikre, at det harmoniske drev fungerer korrekt.
Boresekvensen i flere trin
At opnå H6-tolerance og stram koncentritet (ofte 0,01 mm) er en delikat proces. Det er ikke kun ét hurtigt snit. Sekvensen involverer flere omhyggelige trin for at styre varme, værktøjsafbøjning og overfladefinish, hvilket forhindrer enhver forvrængning i den endelige del.
Denne multi-pass strategi er afgørende for at opnå dimensionsstabilitet. Den termisk ligevægt4 pause er især kritisk. Den giver delen mulighed for at køle af og stabilisere sig, før de endelige, højpræcisionssnit udføres. Dette forhindrer unøjagtigheder forårsaget af varmeudvidelse under bearbejdningen.
Sådan reduceres omkostningerne ved CNC harmonisk hus
Baseret på projekter, vi har håndteret, er der flere måder at reducere omkostningerne på uden at ofre ydeevnen, hvor det betyder mest.
| Strategi for omkostningsreduktion | Potentiel tidsbesparelse | Indvirkning på performance |
|---|---|---|
| Slæk koncentriteten til 0,02 mm | 15-20% af borecyklustid | Acceptabelt for mange applikationer |
| Brug H7 i stedet for H6 tolerance | 10-15% af borecyklustid | Løsere pasform på cirkulær spline |
| Som bearbejdet ikke-kritiske flader | 5-10% af den samlede maskintid | Rent kosmetisk, ingen funktionel ændring |
Disse små justeringer i dit design kan føre til betydelige besparelser. Det er en samtale, der er værd at tage med din produktionspartner.
Den største omkostning i et harmonisk hus er ikke materialet, men maskintiden for det kritiske boresæt. Ved at forstå denne omkostningsdriver for præcisionsboring kan du træffe informerede designvalg, der betydeligt reducerer omkostningerne, samtidig med at den nødvendige ydeevne for din applikation opretholdes.
Aluminium 7075 vs 6061 til harmoniske huse — Hvornår den ekstra omkostning ved 7075 faktisk betaler sig
Valget af det rigtige aluminium til harmoniske gearhuse handler ofte om 7075 versus 6061. Mens 6061 er en pålidelig arbejdshest, kan den højere pris på 7075 være svær at sælge. Men i specifikke applikationer er denne merpris ikke kun en udgift; det er en strategisk investering i ydeevne.
Styrke-til-vægt-fordelen
For robotled, især i humanoide designs, er ydeevne altafgørende. Debatten handler ikke kun om materialeomkostninger, men om hvad den omkostning giver dig. Højere styrke muliggør tyndere vægge og lettere dele uden at ofre stivhed, hvilket direkte påvirker robottens dynamiske egenskaber og effektivitet. Det er her, 7075 aluminium virkelig skinner.

Beslutningen mellem disse to legeringer afhænger af en klar vurdering af applikationskrav versus budget. Materialeomkostningerne for 7075 er cirka to til tre gange højere end for 6061. Hos PTSMAKE bekræfter vores bearbejdningsdata, at det også er hårdere ved værktøjet, hvilket øger sliddet med omkring 30%. Så, hvornår betaler denne investering sig?
Nøglepræstationsmålinger sammenlignet
Lad os se på tallene. Mens begge materialer har næsten identisk densitet og stivhed, er forskellen i styrke betydelig. Dette er den primære årsag til at vælge 7075 til krævende harmoniske gearhuse. Den Young's Modulus5 er den samme, hvilket betyder, at en del med samme geometri vil bøje identisk under belastning.
| Ejendom | Aluminium 7075-T6 | Aluminium 6061-T6 |
|---|---|---|
| Udbyttestyrke | 503 MPa | 276 MPa |
| Stivhed (Youngs Modul) | ~72 GPa | ~69 GPa |
| Tæthed | 2.81 g/cm³ | 2,70 g/cm³ |
| Bearbejdelighed | Fair | God |
| Relative materialeomkostninger | 2,5x – 3x | 1x |
Hvornår man skal specificere 7075
- Distale led: For håndled og end-effektorer tæller hvert gram. Den højere styrke af 7075 muliggør tyndere vægge, hvilket potentielt kan reducere vægten med 15-25% i forhold til et 6061-design. Dette reducerer inertien, hvilket giver mulighed for hurtigere og mere præcise bevægelser.
- Led med høj belastning: Led som hofter eller knæ, der håndterer høje dynamiske belastninger, drager fordel af 7075’s overlegne styrke, hvilket sikrer pålidelighed under stress.
- Pladsbegrænsede designs: Når indpakningen er trang, og husvæggene skal være tynde, giver 7075 den nødvendige styrke, som 6061 ikke kan.
Når 6061 er tilstrækkelig
- Udvikling af prototyper: For tidlige iterationer, hvor validering af geometri er mere kritisk end den endelige ydeevne, er 6061 det omkostningseffektive valg.
- Mindre kritiske led: Skulderled, som ofte har mere plads til indpakning, kræver muligvis ikke den førsteklasses styrke fra 7075.
- Forstærkede Huse: Hvis designet inkluderer eksterne beslag eller støtter, der deler belastningen, bliver husmaterialets iboende styrke mindre kritisk.
I sidste ende afhænger valget af dine harmonic drive-huse af den specifikke applikations krav. Selvom 7075 koster mere i både materiale- og bearbejdningsomkostninger, er dets overlegne styrke-til-vægt-forhold uundværligt for højtydende, vægtfølsomme robotled.
Hvorfor nogle CNC-værksteder laver fejl med harmoniske huse — Seks almindelige fejl og hvordan man opdager dem
Harmonic Drive-huse er blandt de mest krævende dele, vi bearbejder. Deres præcision er ikke til forhandling, da selv en lille fejl kan forårsage vibrationer, slør eller fuldstændig svigt i en robotarm. Alligevel overser mange CNC-værksteder de subtile detaljer, der definerer et perfekt hus.
Præcisionsfælden
Udfordringen ligger i at opretholde snævre tolerancer på tværs af flere funktioner. Værksteder fokuserer ofte på hovedboringsdiameteren, men overser, hvordan funktioner interagerer. Dette fører til almindelige fejltyper i harmonic-huse, som er svære at opdage uden de rette inspektionsmetoder.
En Købers Inspektionsguide
Som køber har du brug for en simpel, men effektiv tjekliste. At forstå disse seks almindelige fejl og hvordan man opdager dem, vil spare dig for dyre produktionsstop og fejl i felten.
| Fejltilstand | Primær påvirkning | Inspektionsmetode |
|---|---|---|
| Boringstaper | Ujævn splinekontakt | Boringstolk |
| Urundhed | Dårlig lejesæde | CMM |
| Hulpositionens afvigelse | Flangeforskydning | CMM |
| Gevindgrater | Ufuldstændig boltanlæg | Gevindmåler |
| Ru tætningsboring | For tidlig tætningslækage | Profilometer |
| Planparallelitet | Ujævn belastning på bolte | Måleur |
Succesfuld bearbejdning af Harmonic Drive-huse kræver en dyb forståelse af potentielle geometriske og overfladefejl. Som indkøber skal du vide, hvad du skal kigge efter under modtagekontrol. Her er de mest kritiske fejltyper, jeg har set, og hvordan man identificerer dem.
Geometriske og positionelle fejl
Disse fejl relaterer sig til formen og placeringen af nøglefunktioner. De skyldes ofte forkert opsætning, værktøjsslid eller ustabilitet i opspændingen. Et almindeligt problem er en "vandring" af gevindhullets position, hvor bolthuller afviger fra deres sande position, hvilket forhindrer korrekt samling.
Boringstaper
En konisk boring, ofte forårsaget af værktøjsafbøjning, forhindrer den cirkulære spline i at sidde korrekt. Jeg anbefaler at bruge en hulmåler til at kontrollere diameteren i top, midte og bund. Hvis koniciteten overstiger 0,01 mm, skal delen afvises.
Urundhed af lejerille
Rillen til krydsrullelejet skal være perfekt rund. Enhver afvigelse forhindrer lejet i at sidde helt, hvilket fører til for tidligt slid. En CMM er afgørende for denne kontrol; en rundhedsmåling, der overstiger 0,005 mm, er et klart tegn på en fejl i lejehullets rundhed.
Overflade- og funktionsfejl
Disse defekter påvirker tætning, fastgørelse og komponentens samlede levetid. De er ofte procesrelaterede og kan undgås med omhyggelig programmering og in-process kontrol. En grundig inspektion kan forhindre store problemer senere hen.
| Fiasko | Inspektionsværktøj | Kriterier for accept |
|---|---|---|
| Gevindhulsposition | CMM | Kontroller rapport for sand position |
| Grater ved gevindindgang | Gevindmåler | Glat indgang, ingen hakker |
| Tætningsboringsruhed | Profilometer6 | Ra < 0.8μm |
| Parallelitet af husets flade | Måleplade & Måleur | Kontroller for planhed |
En klassisk fejl med tætningsoverfladeruhed opstår, når boringen er for ru, hvilket får læbetætningen til at lække efter kun et par hundrede cyklusser. Dette er en kritisk kontrol for langsigtet pålidelighed.
Inspektion af Harmonic Drive-huse kræver en systematisk tilgang. Ved at verificere boringens geometri, feature-positioner og overfladefinisher kan du effektivt fange almindelige produktionsfejl. Dette sikrer, at de dele, du modtager, vil fungere pålideligt og forhindre kostbare systemfejl i fremtiden.
Overfladefinish på huset — Hvor du har brug for det stramt, og hvor du kan spare penge
Specificering af overfladefinish er en af de mest betydelige omkostningsdrivere inden for CNC-bearbejdning. For komponenter som Harmonic Drive-huse kan en forkert specificering puste dit budget op uden at tilføje nogen reel ydelsesfordel. Nøglen er at vide præcis, hvor en stram finish er kritisk, og hvor du kan slække på kravene.
Kritiske vs. Ikke-kritiske overflader
Ikke alle overflader er skabt lige. Sammenføjningsflader, lejelejer og tætningskontaktområder kræver præcis kontrol. Derimod kræver interne lommer eller eksterne ikke-kosmetiske flader ikke samme niveau af finish, og at behandle dem som sådan er en almindelig og kostbar fejl.
Vejledning til anvendelse af overfladefinish
En smart tilgang til omkostningsbesparelser ved CNC-overfladefinish involverer et klart specifikationskort for delen. Her er en typisk opdeling for et robothus.
| Feature-område | Typisk Ra-krav | Begrundelse |
|---|---|---|
| Roterende tætningskontakt | 0,2 – 0,4μm (N5) | Forhindrer lækager og for tidlig slid på tætningen |
| Lejeboringer | < 0,8μm (N6) | Sikrer korrekt pasform og forhindrer spændingspunkter |
| Sammenføjningsflader | 0,8 – 1,6μm (N6-N7) | Garanterer flad, stabil kontakt |
| Udvendige kosmetiske vægge | < 1,6μm (N7) | Æstetisk appel og følelse |
| Indvendige lommer | 3,2μm+ (Som bearbejdet) | Ingen funktionel indvirkning, store omkostningsbesparelser |

Den ingeniørmæssige og økonomiske begrundelse
Over-specificering af en overfladefinish gør ikke en del bedre; det gør den kun dyrere. Hvert trin ned i Ra (Roughness Average) værdi kræver ofte et yderligere, langsommere bearbejdningspas eller en separat efterbehandlingsproces som slibning eller polering. Dette tilføjer betydelig cyklustid og omkostninger.
Indvirkning på tætningsflader
For en roterende læbetætning er overfladefinishspecifikationen ikke til forhandling. En overflade, der er grovere end Ra 0,4μm, vil fungere som en fil, der slider tætningslæben og forårsager tidlig fejl. Mikroskopiske asperiteter7 kan også skabe små lækageveje, hvilket kompromitterer hele samlingens integritet.
Krav til lejehuller
Kravet til lejehullets Ra er lige så vigtigt. Et groft hul kan skabe højtrykspunkter, hvilket påvirker lejets frigang og levetid. Det kan føre til forkert pasform, hvilket introducerer vibrationer og reducerer præcisionen af hele det harmoniske drivsystem.
Kvantificering af omkostningsforskellen
Omkostningsstraffen for over-specificering er betydelig. Baseret på vores arbejde med kunder om retningslinjer for overfladefinish på robothuse kan en overgang fra en standard kosmetisk finish til en præcisionstætningsfinish på blot én funktion øge omkostningerne for den funktion med 200-300%.
| Finishspecifikation (Ra) | Relative bearbejdningsomkostninger | Typisk proces |
|---|---|---|
| 3,2μm (eller højere) | 1x (baseline) | Standard fræsning/drejning |
| 1,6μm | 1.5x | Finfræsning/drejepas |
| 0,8μm | 2x | Meget fint pas eller slibning |
| 0.4μm | 3x+ | Slibning, honing eller lapning |
At anvende den stramme Ra 0.4μm overfladefinish på en hel del, hvor det ikke er nødvendigt, kan øge den samlede delomkostning med 20-30%. En praktisk regel er kun at specificere en stram overfladefinish, hvor en overflade direkte kontakter en tætning, et leje eller en anden præcisionsbearbejdet pasflade.
Strategiske krav til overfladefinish på Harmonic Drive-huse er afgørende. Anvend kun stramme Ra-værdier på kritiske funktionelle grænseflader som tætninger og lejer for at sikre ydeevne. At slække på specifikationerne i ikke-kritiske områder er den mest effektive måde at optimere fremstillingsmuligheder og kontrollere omkostninger uden kompromis.
Afgratning af interne funktioner — Den skjulte kvalitetskontrol, der finder dårlige CNC-værksteder
Udeladt indvendig afgratning er en hovedårsag til monteringsfejl, især for komponenter som harmonic drive-huse. Små grater, der er tilbage på indvendige gevindindgange, kan knække af under monteringen. Disse metalfragmenter sætter sig derefter fast mellem tandhjulstænderne, hvilket forårsager støj, friktion og eventuel systemfejl.
En værksteds tilgang til indvendige funktioner er en klar indikator for dets kvalitetsstandarder. Et omhyggeligt værksted betragter afgratning som et kritisk afsluttende trin, mens et lavprisværksted ofte springer det over for at spare tid og dermed overfører risikoen til dig.
Sammenligning af afgratningsmetoder
| Kvalitetsfaktor | Værksted af høj kvalitet (f.eks. PTSMAKE) | Værksted af lav kvalitet |
|---|---|---|
| Proces | Integreret, ofte automatiseret afgratningscyklus | Manuel, inkonsekvent eller udeladt |
| Bekræftelse | Boreskopinspektion af alle indvendige funktioner | Visuel kontrol af kun udvendige overflader |
| Overholdelse af PO | Følger specifikke krav til kantbrud | Ignorerer eller overser interne specifikationer |
| Resultat | Pålidelig, langtidsholdbar samling | Høj risiko for for tidlig fejl i felten |
Denne lille detalje har en massiv indvirkning på slutproduktets pålidelighed og levetid. Det er en ikke-forhandlingsbar kvalitetsport for os hos PTSMAKE.

For at undgå disse problemer skal din indkøbsordre være eksplicit. Vi anbefaler at specificere: ‘alle kanter brudt 0,1-0,3 mm maks., indvendige gevindindgange maskinafgratet, og alle krydsende borekanter afrundet R0,2 maks.’ Dette sprog levner ingen plads til tvetydighed. Det tvinger leverandøren til at adressere disse kritiske områder.
For komplekse dele som et harmonisk drevhus er flere metoder effektive. Valget afhænger af funktionenes geometri og tilgængelighed. At forstå disse muligheder hjælper dig med at have mere produktive samtaler med din produktionspartner. Overfladernes interaktion er et kerneprincip inden for tribologi8 og kritisk for komponentens levetid.
Interne afgratningsmetoder
| Metode | Bedste anvendelse | Beskrivelse |
|---|---|---|
| Fræsebaneafgratning | Gennemgående huller, gevindindgange | En automatiseret værktøjsbane tilføjer en lille affasning ved afslutningen af en bore- eller gevindskæringscyklus. Meget ensartet. |
| Manuel / Termisk | Komplekse interne geometrier | Manuel afgratning bruger specialværktøj. Termisk afgratning fordamper grater i et kontrolleret miljø. |
| Børsteafgratning | Blinde krydsninger, tværboringer | En nylon-slibebørste på en CNC-maskine når svært tilgængelige områder og skaber en glat, afrundet kant. |
Efter bearbejdning er verifikation afgørende. Du kan ikke bekræfte indvendig afgratning med det blotte øje. Vi bruger et boreskop til inspektion af alle CNC-dele med kritiske indvendige funktioner, hvor vi kontrollerer hver gevindindgang og krydsboringsskæring for at sikre perfekt overholdelse.
Sammenfattende er effektiv indvendig afgratning ikke en bonus; det er en nødvendighed for pålidelige mekaniske samlinger. At specificere krav på din indkøbsordre og insistere på boreskopinspektion er enkle trin, der adskiller gode leverandører fra dem, der vil give dig problemer senere.
Husets tætningsstrategi — IP-klassificeringer for humanoide robotled og hvordan bearbejdning muliggør dem
Humanoid robotled, især dem, der bruger Harmonic Drive-huse, kræver tætningsstrategier, der er skræddersyet til deres miljø. Ingress Protection (IP)-klassificeringen er den vigtigste metrik her. En robot i et rent laboratorium har meget forskellige behov fra en, der arbejder udendørs eller på et støvet lager.
Miljømæssige krav til tætning
Driftsmiljøet dikterer direkte den krævede IP-klassificering. Et simpelt støvdæksel kan være tilstrækkeligt til et laboratoriemiljø, men lagerapplikationer kræver beskyttelse mod støv og vandstråler. Dette valg påvirker kompleksiteten og omkostningerne ved tætningsløsningen og dens bearbejdning.
Tilpasning af IP-klassificeringer til tætningsordninger
Vi skal matche tætningsdesignet med den ønskede IP-klassificering. For IP20 kan et simpelt labyrintgab være nok. For højere klassificeringer som IP54 er flertrins tætninger og O-ringe nødvendige. Hvert niveau introducerer specifikke bearbejdningsudfordringer, der skal løses for pålidelig ydeevne.
| IP-klassificering | Typisk miljø | Tætningsstrategi |
|---|---|---|
| IP20 | Rent forskningslaboratorium | Labyrintgab, ingen akseltætning, termisk udluftning. |
| IP40 | Let industrielt værksted | Enkelt læbetætning på udgangsakslen. |
| IP54+ | Udendørs / Lager | Dobbeltlæbetætning eller læbetætning + V-ring; O-ringe på flader. |

At opnå en pålidelig tætning handler ikke kun om at vælge den rigtige tætning; det handler om præcisionen af selve huset. For robotledstætning IP54 i Harmonic Drive-huse er bearbejdning afgørende. Tætningsboringens diameter kræver for eksempel en H8-tolerance for at sikre korrekt kompression uden at beskadige tætningen.
Kritiske bearbejdningsfunktioner
Dybden af tætningsboringen er lige så vigtig for korrekt placering. Vi bearbejder også en indføringsfase på mindst 15 grader med en specificeret radius. Denne diskrete funktion forhindrer tætningslæben i at blive skåret eller beskadiget under installationen, en almindelig årsag til tidlig fejl.
Aksel- og borekrav
Udgangsakslens overfladefinish, hvor tætningen kontakter, skal være usædvanligt glat, typisk mellem Ra 0,2-0,4μm, uden aksiale værktøjsmærker. En hyppig fejl, jeg ser, er en tætningsboring, der ikke er perfekt justeret med akslens akse. Denne mangel på Koncentration9 forårsager ujævn slitage på tætningslæben, hvilket fører til for tidlige lækager. Hos PTSMAKE verificerer vi altid denne justering mellem tætningsboringen og aksellejeboringen. Dette er en ikke-forhandlingsbar kvalitetskontrol for os.
En robots pålidelighed er direkte forbundet med dens IP-klassificering, som igen afhænger af præcisionsbearbejdningen af dens ledhuse. Funktioner som boretolerance, overfladefinish og koncentricitet er ikke små detaljer; de er fundamentale for at opnå langvarig tætningsevne.
Samlingstolerancekæde — Hvorfor huset ikke er den endelige dommer over lednøjagtighed
Mange ingeniører fokuserer udelukkende på husets præcision og antager, at det garanterer lednøjagtighed. Men selv et perfekt bearbejdet hus kan føre til et middelmådigt led, hvis de interne komponenter ikke er omhyggeligt udvalgt. Den endelige nøjagtighed bestemmes af en "tolerancestak" – akkumuleringen af små frigange og fejljusteringer fra hver del i samlingen.
Tolerancernes kæde
Hver komponent introducerer en lille mængde slør. Disse individuelle tolerancer, selvom de er små i sig selv, lægger sig sammen og skaber en betydelig samlet fejl ved udgangen.
Nøglebidragydere til stakken
| Komponentpasning | Typisk frigang/slør |
|---|---|
| Cirkulær spline til husboring | op til 0,030 mm |
| Krydsrulleleje indvendigt | 0,002 – 0,007 mm |
| Udgangsaksel til flexspline-justering | 0,010 – 0,030 mm |
| Motoraksel til bølgegeneratorboring | 0,020 – 0,050 mm |
Disse værdier er ikke faste, men repræsenterer almindelige specifikationer, vi støder på hos PTSMAKE.

Den virkelige udfordring med at opnå høj præcision for Harmonic Drive-huse er ikke kun én dimension; det er at styre samspillet mellem flere tolerancer. Lad os se på, hvordan disse tilsyneladende små tal kombineres for at påvirke ydeevnen. En tilsyneladende lille frigang ved hver grænseflade bidrager til en større, kumulativ fejl.
Beregning af den samlede stak-op
En typisk samling kan have en stak-op som denne: 0,030 mm (spline) + 0,005 mm (leje) + 0,020 mm (udgang) + 0,030 mm (motor) = 0,085 mm total stak. Denne sum bliver direkte til Radialt udløb10 ved udgangsflangen, hvilket er et kritisk mål for rotationsunøjagtighed.
Fra tolerancekæde til fejl i den virkelige verden
Hvordan påvirker disse 0,085 mm en robotarm? For et led med en 100 mm lang arm svarer dette til en Total Indicated Reading (TIR) på 0,17 mm (0,085 mm x 2) ved enden af flangen. Dette kan virke acceptabelt, men det er kun for ét led.
I et flerakset system, som en humanoid robotarm, multipliceres denne fejl. Unøjagtigheden fra det første led bliver grundfejlen for det andet, og så videre. Denne kaskadeeffekt er grunden til, at valg af komponenter for harmonisk nøjagtighed er lige så afgørende som selve huset.
Dette viser, hvorfor et holistisk syn på samlingstolerancen er afgørende. At fokusere udelukkende på huset overser den samlede effekt af lejeslør, akseltilpasninger og fastgørelsesspecifikationer. Hvert valg betyder noget i den endelige tolerancekæde for robotarmens nøjagtighed.
I sidste ende udgør huset fundamentet, men den endelige lednøjagtighed er et resultat af hele tolerancekæden. Omhyggeligt valg af komponenter er lige så afgørende som præcisionsbearbejdningen af selve huset for at minimere udgangsrundløb og sikre ydeevne.
Gennemgang af husdesign — Tre spørgsmål ethvert CNC-værksted bør stille før bearbejdning
Når du søger en leverandør af Harmonic Drive-huse, er de spørgsmål, de stiller, mere afslørende end det tilbud, de giver. Et værksted, der kun ser på 2D-tegningen uden at spørge ind til samlingen, er et stort rødt flag. En virkelig kompetent partner forstår, at huset er en del af et komplekst system.
De rigtige spørgsmål signalerer ekspertise
Et proaktivt CNC-værksted vil fokusere på pasform og funktion. De bør spørge ind til modkomponenter for at sikre perfekt integration. Denne tilgang går ud over blot at bearbejde en del til at levere en komponent, der fungerer fejlfrit inden for den endelige robotledsamling.
Indledende leverandør-lakmustest
Før du overhovedet når til prissætning, skal du lytte efter disse kritiske spørgsmål. De adskiller en simpel deleproducent fra en ægte produktionspartner.
| Spørgsmålsemne | Hvorfor det er vigtigt |
|---|---|
| Passende dele | Verificerer kritiske pasninger for lejer og splines. |
| Maskinopsætning | Sikrer koncentricitet mellem kritiske boringer. |
| Referencerækkefølge | Afklarer justering for hele gearmontagen. |

En tavs leverandør er en risiko. Vi har set projekter mislykkes, fordi maskinværkstedet ikke spurgte ind til den funktionelle samling. De leverede en del, der opfyldte tegningen, men den var ubrugelig, fordi den ikke passede sammen med krydsrullelejet og den cirkulære spline. De rigtige spørgsmål forhindrer disse dyre fejl.
Dykker dybere: Tjekliste til leverandørevaluering
Ud over de indledende tre spørgsmål vil et kompetent værksted også undersøge inspektion og test. De forstår, at verificering af delens geometri er afgørende. Det er her videnskaben om Metrologi11 kommer i spil, hvilket sikrer, at det, der er designet, er det, der leveres. En leverandørs evne til at måle komplekse funktioner er lige så vigtig som deres evne til at bearbejde dem.
Avancerede kapacitetsspørgsmål
Du bør også forvente spørgsmål om verificering efter bearbejdning. Kan de måle dybe boringer nøjagtigt? Er de villige til at udføre funktionelle tests med faktiske komponenter? Hos PTSMAKE insisterer vi ofte på disse trin for at garantere ydeevne før afsendelse. Dette er en ikke-forhandlingsbar del af vores kvalitetsproces for kritiske komponenter som Harmonic Drive-huse.
Her er en simpel tjekliste til at evaluere et potentielt CNC-værksteds svar:
| Evalueringspunkt | Ideelt svar | Det røde flag |
|---|---|---|
| Pasformsverificering | Spørger efter modparter eller om at lave en måler. | Citerer direkte fra tegningen. |
| Datum & Opsætning | Spørger ind til samlingsjustering. | Ignorerer funktionelle datums. |
| CMM-kapacitet | Bekræfter evne til at måle dybe funktioner. | Vag om inspektionsmetoder. |
| Funktionstest | Tilbyder at testpasse med det faktiske leje. | Afviser enhver kontrol på samlingsniveau. |
Leverandørens spørgsmål afslører deres dybde af erfaring. En partner, der engagerer sig i dette detaljeniveau, er investeret i succes for dit endelige produkt, ikke kun i at sende et stykke metal.
En leverandørs spørgsmål før tilbud er en direkte indikator for deres ekspertise. En engageret partner, der spørger om samling, funktion og inspektion, er fokuseret på at levere en succesfuld komponent, ikke kun en bearbejdet del, der teknisk matcher en tegning.
Tråd-EDM vs fræsning til cirkulære spline-funktioner — Hvad din hus-tegning bør sige
Når du designer Harmonic Drive-huse med integrerede tandhjulstænder, bliver din tegning det mest kritiske dokument. De detaljer, du angiver, dikterer fremstillingsmetoden og den endelige ydeevne. Vage specifikationer fører til forsinkelser og kostbare fejl. Præcision er ikke til forhandling for disse funktioner.
Tegningskrav til integrerede splines
For et hus med splines bearbejdet direkte ind i boringen er tråd-EDM ofte det foretrukne valg til prototyper. Din tegning skal tydeligt definere tandhjulstændernes geometri. Mangler nogen af disse oplysninger, vil et projekt gå i stå.
| Specifikation | Typisk værdi / Standard |
|---|---|
| Tandprofilstandard | ISO, DIN eller kundedefineret |
| Modul | 0,3-0,5 mm for de fleste robotter |
| Antal tænder | Flexspline-tænder + 2 (f.eks. 122 vs 120) |
| Tandspidsdiameter | Specificeret med snæver tolerance |
| Roddiameter | Specificeret med snæver tolerance |
| Rodkrumningens radius | Ofte lille, kritisk for styrken |
Hvorfor denne detalje er vigtig
Til produktion er metoder som tandfræsning eller Rømning12 er mere almindelige. Men til prototyper af en integreret cirkulær spline er tråd-EDM standarden. Hver detalje på tegningen er afgørende for at skabe et præcist tilbud og en funktionel del hos PTSMAKE.
En almindelig fejl, jeg ser, er at underspecificere tandprofilen. Blot at angive et antal tænder er ikke nok. Uden modul, indgrebsvinkel og diametre kan vi ikke modellere gearet korrekt. Dette gælder især for tilpassede, ikke-standard tandprofiler.
Det ikke-integrerede alternativ
For mange projekter, især i prototypefaser for robotik, er et ikke-integreret design en bedre vej. Her bruger du en præfabrikeret cirkulær splinerring. Huset kræver blot en præcisionsstyreboring (H6/H7 tolerance) og en flad trykflade. Dette forenkler bearbejdningen og giver dig mulighed for at bruge et matchet harmonisk komponentsæt, som er prækalibreret for optimal ydeevne.
Klare tegninger for integrerede spline-funktioner er afgørende for succesfuld fremstilling. Men for prototyper bør du overveje at bruge et ikke-integreret design med et matchet komponentsæt for at forenkle processen og sikre ydeevne, en strategi vi ofte anbefaler til nye kunder inden for robotik.
Hvordan du beskytter dit design — NDA, tegningsmarkering og serialisering for harmoniske huse
Når du sender designs til harmoniske drevhuse til et CNC-værksted, deler du kritisk intellektuel ejendom. Beskyttelse af din samlingsarkitektur er afgørende. Et flerlagsforsvar er den mest effektive måde at sikre dit design fra det indledende tilbud til den endelige levering af delen.
Nøglebeskyttelsesstrategier
Din strategi bør kombinere juridiske, informationsmæssige og fysiske kontroller. En NDA er grundlaget, men den er ikke nok i sig selv. At kontrollere hvilken information du deler, og hvordan du sporer fysiske dele, er lige så vigtigt for at beskytte dine værdifulde designs.
En praktisk ramme
Implementering af en klar ramme sikrer, at alle aspekter af din IP er dækket. Nedenfor er en oversigt over væsentlige metoder, som vi ser effektive kunder bruge.
| Beskyttelseslag | Metode | Formål |
|---|---|---|
| Juridisk | Fortrolighedsaftale (NDA) | Etablerer en juridisk ramme for fortrolighed. |
| Information | Kontrollerede tegninger og opdelt produktion. | Begrænser omfanget af information, som en enkelt leverandør modtager. |
| Fysisk | Serialisering og skrotkontrol | Giver sporbarhed og forhindrer uautoriseret brug af dele. |

En NDA er det første skridt, før man deler CAD-filer eller detaljerede tegninger. Hos PTSMAKE betragter vi dette som standardpraksis. Enhver professionel CNC-bearbejdningspartner vil underskrive en uden tøven, men ægte IP-beskyttelse går længere og sker på værkstedet.
Ud over NDA'en: Praktiske beskyttelsesforanstaltninger
De mest effektive strategier begrænser, hvad en leverandør behøver at vide. For eksempel, i stedet for at sende en komplet 3D-model, leveres en 2D-tegning med Geometrisk dimensionering og tolerance13 til tilbudsgivning af ikke-kritiske funktioner. Dette kommunikerer alle nødvendige produktionsdata uden at afsløre hele samlingen.
Opdelt produktion
For maksimal sikkerhed, overvej en opdelt produktionsmetode for huse til harmoniske drev. Lad ét værksted bearbejde hovedhuset og et andet producere udgangsflangen. Dette opdeler designviden og sikrer, at ingen enkelt leverandør har det fulde billede. Selvom det tilføjer logistisk kompleksitet, begrænser det i høj grad eksponeringen af IP.
Fysisk del- og materialekontrol
Vi anbefaler også at bearbejde en lille fordybning til et unikt serienummer på hvert hus. Dette giver kritisk sporbarhed for kvalitetskontrol og batchsporing. Endelig skal du altid kontraktmæssigt kræve, at din leverandør enten returnerer alt skrotmateriale og kasserede dele eller fremskaffer en destruktionsattest. Dette lukker en almindelig, men overset IP-lækage.
Beskyttelse af dine design af harmoniske gearhuse kræver mere end blot en NDA. En robust strategi kombinerer juridiske aftaler, kontrolleret informationsdeling og fysisk aktivforvaltning. Denne flerlagede tilgang sikrer, at din intellektuelle ejendom forbliver sikker fra prototype til endelig produktion.

Forståelse af denne effekt er afgørende for at opnå høj præcision og repeterbarhed i robotaktuatorer. ↩
Forståelse af dette koncept hjælper med at diagnosticere subtile vibrations- og ydelsesproblemer i præcisionsrobotsystemer. ↩
Forståelse af denne kontaktspænding hjælper med at forudsige levetiden for lejer og forhindre for tidlig fejl. ↩
Udforsk hvordan termisk ligevægt påvirker bearbejdning med snævre tolerancer for præcisionskomponenter. ↩
Forstå hvordan denne grundlæggende egenskab dikterer materialets stivhed og dens indvirkning på ingeniørdesign. ↩
Lær hvordan dette værktøj præcist måler overfladetekstur, en kritisk faktor for tætningslevetid og ydeevne. ↩
Forståelse af disse mikroskopiske toppe hjælper med at klarlægge, hvordan overflader interagerer, hvilket påvirker friktion, slid og tætningsevne. ↩
Forståelse af tribologi hjælper med at designe komponenter til minimalt slid og friktion, hvilket er afgørende for at forlænge levetiden for robotled. ↩
Forståelse af denne geometriske tolerance er nøglen til at designe holdbare, højtydende roterende mekanismer. ↩
Forståelse af dette koncept hjælper med at kvantificere rotationsunøjagtighed og dens indvirkning på din samlings ydeevne. ↩
Udforsk hvordan videnskaben om måling sikrer, at dine dele opfylder kritiske design- og funktionskrav. ↩
Forstå hvordan denne højproduktionsbearbejdningsproces skaber præcise interne former og splines. ↩
Forstå hvordan dette symbolske sprog sikrer, at dit designs funktionelle hensigt perfekt oversættes til en fysisk del. ↩





