

Kämpar du med att hitta tillförlitlig information om borstad koppar för dina industriella tillverkningsbehov? De flesta online-resurser fokuserar på dekorativa applikationer, vilket lämnar ingenjörer och inköpschefer utan den tekniska djup som krävs för precisionsindustriella projekt.
Borstad koppar erbjuder överlägsen ledningsförmåga, antimikrobiella egenskaper och estetisk attraktionskraft för industriella applikationer, men kräver specifik kunskap om legeringsval, ytbehandlingstekniker och skyddande beläggningar för att uppnå optimal prestanda i krävande miljöer.

Denna omfattande guide täcker allt från legeringsval och ytbehandlingstekniker till kostnadsoptimering och designöverväganden. Du kommer att upptäcka praktiska insikter från verkliga tillverkningsprojekt och lära dig hur du undviker vanliga fallgropar som kan försena din tidslinje eller kompromissa med kvaliteten.
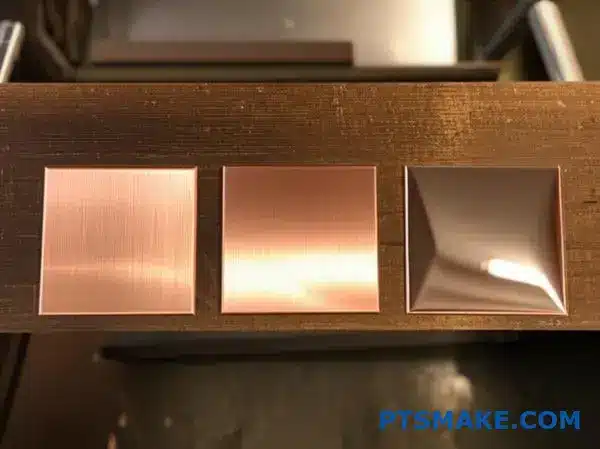
Borstad koppar vs. satin och polerad: Vad är skillnaden?
Att välja rätt kopparyta är avgörande. Det påverkar både utseende och prestanda. Varje yta erbjuder ett unikt utseende och specifika funktionella fördelar.
Att förstå dessa skillnader är nyckeln för alla projekt. Låt oss jämföra kopparytor direkt. Detta hjälper dig att välja det bästa alternativet för din applikation.
Jämförelse av snabb finish
| Finish Typ | Viktig karaktäristik | Gemensam användning |
|---|---|---|
| Borstad koppar | Fina, parallella linjer | Dekorativa beslag |
| Satin koppar | Slät, matt utseende | Ytor som ofta vidrörs |
| Polerad koppar | Glänsande, reflekterande | Arkitektoniska detaljer |
Den här guiden kommer att bryta ner allt du behöver veta.
En djupare titt på kopparytor
När vi diskuterar borstad koppar kontra satinkoppar ligger skillnaden i texturen. Borstad koppar har synliga linjer från en stålborste. Detta ger den ett distinkt, handgjort utseende. Den döljer också fingeravtryck och mindre repor bra.
Satinkoppar har däremot en mjukare, diffunderad yta. Den uppnås genom blästring eller kemisk behandling. Den ger en matt, slät känsla som är mycket enhetlig. Detta gör den idealisk för komponenter som kräver en modern, ren estetik.
Polerad koppar är den mest traditionella. Den poleras till en spegelblank glans. Denna höga reflektionsförmåga gör den till ett utmärkt val för statement-detaljer. Den kräver dock frekvent rengöring för att bibehålla sitt utseende. Att hitta bra alternativ till polerad koppar leder ofta designers till borstade eller satinytor för bättre hållbarhet.
Jämförelse av viktiga egenskaper
| Fastighet | Borstad koppar | Satin koppar | Polerad koppar |
|---|---|---|---|
| Reflektivitet | Låg, riktad | Låg, diffus | Hög, spegelliknande |
| Underhåll | Låg | Låg | Hög |
| Dölja repor | Utmärkt | Bra | Dålig |
| Motståndskraft mot korrosion | Bra | Bra | Måttlig |
När du väljer en ytbehandling måste du också överväga hur den kommer att interagera med andra material i en sammansättning för att undvika problem som galvanisk korrosion1.
Valet mellan borstat, satin och polerat koppar beror på ditt projekts estetiska, funktionella och underhållskrav. Varje ytbehandling erbjuder en distinkt balans mellan visuell attraktion och praktisk prestanda, vilket direkt påverkar slutproduktens hållbarhet och utseende.
Hur man förhindrar oxidation i borstade kopparsammansättningar
Att förstå hur man förhindrar kopparoxidation är avgörande. Borstat koppars skönhet är dess varma, glänsande finish. Luft och fukt missfärgar dock snabbt denna yta. Denna process kallas oxidation.
Det skapar ett grönaktigt lager, eller patina. Medan vissa söker detta åldrade utseende, kräver de flesta industriella applikationer ett orört utseende och funktion. Att skydda materialet är väsentligt.
Varför koppar oxiderar
Koppar är en reaktiv metall. Den reagerar lätt med syre i atmosfären. Denna reaktion bildar kopparoxid, som mörkar ytan. Luftfuktighet och föroreningar påskyndar denna process avsevärt.
Första försvarslinjen
Enkla beläggningar är ofta det första steget. Dessa skapar en fysisk barriär mellan kopparn och omgivningen. Detta förbättrar direkt borstat koppars korrosionsbeständighet.
| Behandling | Effektivitet | Utseende |
|---|---|---|
| Obehandlad | Låg | Missfärgas snabbt |
| Klar lack | Hög | Glansig, bevarar färg |
| Vaxbeläggning | Medium | Naturlig, halvblank |
For robust protection, we must look beyond basic coatings. The right method depends entirely on the assembly’s final use and environment. At PTSMAKE, we guide clients to the best solution.
Protective Coatings for Copper
Clear lacquers and acrylic sprays offer excellent barriers. They seal the brushed copper surface from air and moisture. We’ve found that applying multiple thin layers provides a more durable finish than one thick coat. This method is great for decorative parts.
However, for components requiring electrical conductivity or high wear resistance, these coatings can be unsuitable. They act as insulators and can scratch off.
Beläggningar för kemisk konvertering
This is where chemical treatments come in. These processes alter the surface of the copper itself. They create a more stable, non-reactive layer. This is a far more integrated solution than a simple surface coating.
One effective method is passivering2. This chemical process forms a microscopic protective layer. It greatly enhances the brushed copper’s natural resistance to environmental corrosion without adding significant thickness or altering its metallic properties.
| Typ av beläggning | Bäst för | Hållbarhet |
|---|---|---|
| Klar lack | Dekorativa delar | Medium |
| Vax | Low-contact items | Låg |
| Passivering | Functional/Industrial Parts | Hög |
Preventing oxidation in brushed copper assemblies involves understanding the material’s behavior. Choosing the right protective coatings, from simple lacquers to advanced chemical treatments like passivation, is key to maintaining both appearance and function. This ensures long-term performance and reliability for your components.
Att välja rätt kopparkvalitet för borstad ytbehandling
Selecting the right copper grade is critical. The alloy you choose directly impacts the final look and feel of the brushed finish. Not all coppers are created equal for this process.
Your choice affects both aesthetics and manufacturability. Let’s compare some common options for your brushed copper alloy selection.
Popular Copper Grades
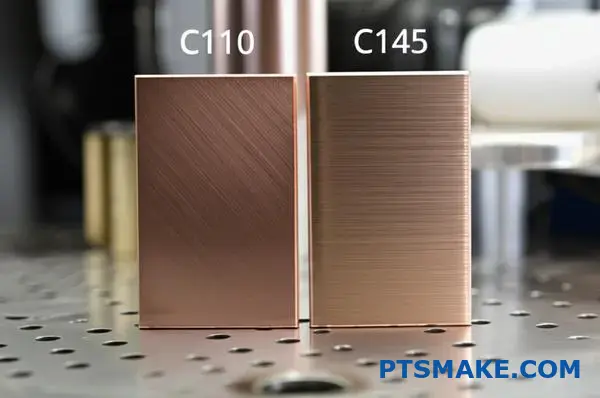
C110 (ETP Copper)
C110 is very pure. This makes it soft, which can sometimes lead to an inconsistent finish if not handled carefully. It’s often chosen for electrical applications.
C145 (Tellurium Copper)
C145 innehåller tellur. Denna lilla tillsats förbättrar dess bearbetbarhet dramatiskt. Detta gör det mycket enklare att uppnå en ren, jämn borstad textur.
Här är en snabb jämförelse:
| Funktion | C110 Koppar | C145 Koppar |
|---|---|---|
| Renhet | 99,90% Cu | 99,5% Cu, 0,5% Te |
| Bearbetbarhet | Dålig (20%) | Utmärkt (85%) |
| Borstad yta | Bra, men kräver skicklighet | Utmärkt, mycket konsekvent |
Detta gör C145 till en stark kandidat för den bästa kopparn för projekt med borstad finish.
Valet mellan legeringar handlar ofta om att balansera bearbetbarhet med andra krav som ledningsförmåga. För rent estetiska delar är bearbetbarhet kung.
Varför bearbetbarhet är viktigt för borstning
Ett material som bearbetas väl ger renare snitt. Detta skapar en jämnare basyta innan själva borstningen ens börjar. Det förhindrar att metallen smetar ut eller skär sig under processen.
Det är därför C145 är en favorit hos PTSMAKE för C110 borstade koppardelar. Telluret fungerar som ett internt smörjmedel. Det skapar små, lätt brutna spån. Detta resulterar i en överlägsen yta redo för en perfekt borstad textur. Processen är mer kontrollerad och repeterbar.
Materialets kornstruktur spelar också en roll. Borstning applicerar fina, parallella repor. Om materialet har betydande anisotropi3, kan finishen se annorlunda ut beroende på borstriktningen i förhållande till kornet.
Fördjupning i legeringsval
| Legering | Viktig fördel vid borstning | Viktigaste överväganden |
|---|---|---|
| C110 | Hög renhet, utmärkt ledningsförmåga | Mjukhet kan leda till inkonsekvent finish |
| C145 | Överlägsen bearbetbarhet för rena linjer | Något lägre ledningsförmåga än C110 |
| C101 | Högsta renhet (syrefri) | Ännu mjukare än C110, utmanande |
Baserat på våra tester levererar C145 konsekvent den mest enhetliga och visuellt tilltalande borstade finishen. Det förenklar tillverkningsprocessen, minskar risken för defekter och säkerställer ett högkvalitativt resultat varje gång.
Att välja rätt kopparlegering är avgörande för en högkvalitativ borstad finish. C145:s överlägsna bearbetbarhet gör den ofta till det bästa valet för att uppnå en ren, konsekvent textur, och överträffar mjukare kvaliteter som C110 som kräver mer noggrann hantering.
Expertguide till toleranser för borstad koppar vid CNC-bearbetning
Att uppnå exakta toleranser vid bearbetning av borstad koppar är ett vanligt mål. Det kräver en djup förståelse för materialets unika egenskaper. Kopparens mjukhet är inte ett hinder, utan en faktor att hantera.
Med rätt tillvägagångssätt är snäva toleranser helt genomförbara. Framgången beror på en noggrant planerad CNC-inställning. Det handlar om att balansera precision med materialets natur.
Allmänna toleransriktlinjer
Vi arbetar ofta med kunder som har krav på koppartillverkning med snäva toleranser. Här är några typiska uppnåeliga toleranser baserade på vår erfarenhet.
| Funktion | Standard Tolerans | Snäva toleranser |
|---|---|---|
| Allmänna dimensioner | ±0,1 mm (±0,004") | ±0,025 mm (±0,001") |
| Håldiametrar | ±0,05 mm (±0,002 tum) | ±0,01 mm (±0,0004") |
| Ytans planhet | 0,1 mm/100 mm | 0,05 mm/100 mm |
Dessa värden visar vad som är möjligt med expertinställningar.

Kopparns formbarhets påverkan på CNC-inställningar
Kopparns mjukhet medför unika utmaningar. Materialet kan lätt deformeras under tryck eller värme. Detta påverkar direkt den slutliga delens noggrannhet. En robust CNC-inställning är därför icke förhandlingsbar för alla seriösa projekt med borstad koppar.
På PTSMAKE fokuserar vi på att kontrollera varje variabel. Detta säkerställer att den del vi levererar matchar designspecifikationerna perfekt. Det börjar med rätt verktyg och maskinparametrar.
Verktygs- och hastighetsjusteringar
Vassa, specialiserade verktyg är avgörande. Vi använder hårdmetallverktyg, ofta med en TiB2-beläggning. Denna beläggning är extremt hal, vilket minskar friktion och materialuppbyggnad på skäreggen.
Värmehantering är också kritisk. Vi minskar ofta skärhastigheterna. Detta förhindrar att kopparn blir för varm och klibbig. Högre matningshastigheter hjälper till att snabbt transportera bort spån, vilket ytterligare minskar värmeöverföringen till arbetsstycket. Detta förhindrar problem som irriterande4, där material svetsas fast vid verktyget.
Hantering av värme och fixturering
Korrekt arbetsfixering är avgörande. Fixturer måste säkra delen utan att skada den mjuka ytan eller orsaka deformation. Högtrycksflödeskylning är också ett måste. Det tjänar två syften: det kyler delen och verktyget, och det spolar kraftfullt bort spån som annars kan fastna och förstöra ytfinishen eller dimensionsnoggrannheten.
| Parameter | Rekommendation för borstad koppar | Motivering |
|---|---|---|
| Verktygsmaterial | TiB2-belagd hårdmetall | Minimerar friktion och materialuppbyggnad |
| Skärhastighet | Lägre än stål | Förhindrar överdriven värme och materialkladd |
| Matningshastighet | Högre än vanligt | Säkerställer effektiv spånevakuering |
| Användning av kylvätska | Högtrycksflöde | Hanterar värme och spolar bort spån |
Att uppnå koppartillverkning med snäva toleranser kräver en specialiserad uppsättning. Kopparens mjukhet kräver vassa verktyg, specifika hastigheter och robust kylning. Dessa kontroller är avgörande för att förhindra deformation och säkerställa att den slutliga delen uppfyller exakta specifikationer.
Högrent borstad koppar: När specifikationer verkligen spelar roll
Inom vissa branscher är "tillräckligt bra" aldrig ett alternativ. Standardkoppar fungerar för många applikationer. Men för de mest kritiska sektorerna är renhetsnivåer över 99,9% inte förhandlingsbara.
Det är här specifikationerna verkligen spelar roll.
Högrent borstad koppar är inte bara ett materialval. Det är ett grundläggande krav för prestanda och säkerhet. Låt oss titta på var det är viktigt.
Kritiska industriella tillämpningar
För sektorer som flyg och medicin kan även små föroreningar leda till katastrofala fel. Delar av ultraren koppar säkerställer tillförlitlighet.
| Applikationsnivå | Typisk renhet | Viktiga krav |
|---|---|---|
| Allmän användning | 99,90% (C11000) | Kostnadseffektivitet |
| Kritiska system | >99,99% (OFC) | Absolut tillförlitlighet |
Dessa krav driver behovet av specialiserade material.
När en kund specificerar syrefri koppar (OFC) med 99,99% renhet, har de en tydlig anledning. Erfarenhetsmässigt handlar det inte om överkonstruktion. Det handlar om att minska risker i miljöer där fel får allvarliga konsekvenser.
Flyg- och försvarsystem
I satelliter och avionik måste den elektriska ledningsförmågan vara perfekt. Föroreningar skapar motstånd, genererar värme och förvränger signaler. För känsliga styrsystem eller kommunikationsantenner är detta oacceptabelt. Högrent borstad koppar säkerställer ren signalöverföring.
Det förhindrar också problem som avgasning5 i ett vakuum. Instängda gaser från orena metaller kan över tid försämra känsliga optiska och elektroniska komponenter, vilket äventyrar ett uppdrag.
Medicinska och vetenskapliga instrument
I MR-maskiner kräver de kraftfulla magnetspolarna ultrarena koppardelar. Detta maximerar magnetfältets effektivitet och bildklarhet. Varje avvikelse kan leda till feldiagnos.
För partikelacceleratorer eller laboratorieutrustning garanterar materialrenhet förutsägbara och repeterbara resultat. Det handlar om precision på mikroskopisk nivå.
| Renhetsgrad | Elektrisk konduktivitet (% IACS) | Viktig fördel |
|---|---|---|
| 99,90% ETP | 100% | Bra för allmän kabeldragning |
| 99,95% OF | 101% | Bättre för ljud/video |
| 99,99% OFHC | >101% | Viktigt för vakuum elektronik |
Våra interna tester visar att en övergång från 99,95% till 99,99% renhet kan förbättra prestandan avsevärt under extrem termisk stress.
För kritiska industrier som rymd och medicin är högrent borstat koppar väsentligt. Det garanterar den tillförlitlighet, signalintegritet och säkerhet som krävs för system där fel inte är ett alternativ. Materialvalet påverkar direkt prestandan och förhindrar katastrofala utfall.
Smart budgetering för anpassade beställningar av borstade koppardelar
När du får en offert för CNC-bearbetning av koppar är det mer än bara ett slutgiltigt belopp. För att verkligen hantera din budget måste du se insidan av offerten.
Priset är en blandning av fasta och rörliga kostnader. Att förstå denna skillnad är nyckeln. Det hjälper dig att fatta smarta beslut. Detta är avgörande för ett framgångsrikt projekt med ‘budget borstat koppar’.
Här är en enkel sammanfattning:
| Kostnadstyp | Beskrivning |
|---|---|
| Fasta kostnader | Engångsavgifter per beställning |
| Rörliga kostnader | Kostnader som ändras med kvantitet |
Denna uppdelning hjälper dig att identifiera vart dina pengar verkligen går.
Låt oss gräva djupare i vad dessa kostnader innebär för dina anpassade borstade koppardelar. En tydlig förståelse hjälper dig att förhandla bättre och planera dina produktionsomgångar mer effektivt. Det förvandlar en enkel offert till ett strategiskt verktyg.
Uppackning av fasta kostnader i din offert
Fasta kostnader är de initiala, engångsutgifterna för varje produktionssats. De ändras inte oavsett om du beställer 10 delar eller 1 000. Dessa inkluderar CNC-programmering, maskininställning och eventuella anpassade verktyg eller fixturer som krävs för din specifika design.
Att sprida dessa initiala kostnader över det totala antalet producerade delar är en form av Avskrivningar6. En större orderkvantitet minskar avsevärt den fasta kostnadsandelen av varje dels slutpris.
Analysera rörliga kostnader
Rörliga kostnader är direkt kopplade till mängden delar du beställer. Ju mer du producerar, desto högre blir den totala rörliga kostnaden, men kostnaden per del förblir ofta stabil eller minskar något med skalan.
Viktiga rörliga kostnader inkluderar:
| Rörlig kostnad | Detaljer |
|---|---|
| Råmaterial | Priset på själva kopparn. |
| Maskintid | Tiden varje del spenderar på att skäras. |
| Arbete | Manuellt arbete som inspektion eller hantering. |
| Efterbehandling | Den specifika processen för borstad finish. |
På PTSMAKE ger vi en tydlig uppdelning i våra offerter för att hjälpa dig att se dessa faktorer.
Att förstå skillnaden mellan fasta och rörliga kostnader i din offert är avgörande. Det ger dig möjlighet att se hur orderkvantiteten påverkar ditt pris per del, vilket möjliggör smartare beslut när du planerar din budget för borstade kopparkomponenter.
Borstad koppar för utomhusbruk: Vad köpare måste veta
När du tar borstad koppar utomhus börjar den en naturlig transformation. Detta är inte ett tecken på dålig kvalitet; det är metallen som interagerar med sin omgivning. Att förstå denna process är nyckeln.
Hur koppar reagerar på elementen
Atmosfärisk korrosion är den främsta drivkraften för förändring. Den dikterar ytans utseende och materialets långsiktiga prestanda. Bildandet av en patina är ett direkt resultat av detta.
Detta naturliga gröna eller blåa lager är ett kännetecken för kopparns uthållighet. Det ger en unik estetik och en skyddande sköld. Alternativt kan lackbeläggningar appliceras. Detta bevarar den ursprungliga borstade finishen, men det kommer med sina egna överväganden.
| Funktion | Obehandlad borstad koppar | Lackad borstad koppar |
|---|---|---|
| Utseende | Utvecklas över tid (patina) | Förblir konsekvent initialt |
| Underhåll | Mycket låg (självskyddande) | Periodisk återbeläggning behövs |
| Hållbarhet | Utmärkt (naturligt skydd) | Beror på beläggningens integritet |

Vetenskapen bakom utomhuskopparens hållbarhet
Låt oss titta närmare på atmosfärisk korrosion. Det är mer än bara vatten och syre. Luftburna föroreningar, särskilt svavelföreningar som finns i stadsluft eller industriell luft, accelererar denna process avsevärt. Detta förklarar varför koppararmaturer kan mörkna snabbare i en stad.
Denna reaktion är fundamental för att förstå borstad koppars hållbarhet utomhus. Det är ett förutsägbart och väldokumenterat kemiskt beteende.
Den skyddande patineringsprocessen
Den initiala mörkningen är det första steget i patinabildningen. Detta oxid-sulfidskikt fäster tätt vid ytan. Under åren omvandlas det gradvis till det välkända blågröna skiktet av kopparsulfater och karbonater.
Denna patina är inte som rost på stål. Det är en tät, stabil barriär som effektivt stoppar djupare korrosion. Detta självskydd gör koppar till ett av de bästa valen för långvariga, väderbeständiga kopparkomponenter.
Lackbeläggningens roll
En klar lack skapar en fysisk barriär. Den tätar den borstade ytan från atmosfäriska element och bevarar det ursprungliga utseendet. Detta är ofta en akryl- eller uretanbeläggning avsedd för utomhusbruk.
Denna skydd är dock inte permanent. Repor, nötning eller UV-nedbrytning kan skapa svaga punkter. Fukt kan då tränga in under beläggningen och orsaka lokaliserad korrosion. Processen för sulfidering7 kan fortfarande inträffa om tätningen bryts. Vi råder kunder att regelbunden inspektion och återapplicering är nödvändiga för att bibehålla beläggningens integritet.
| Etapp | Tidsram (ungefärlig) | Färg/Utseende |
|---|---|---|
| 1 | 1-6 månader | Ljusbrun till mörkbrun/svart |
| 2 | 1-5 år | Mörkare, med initiala gröna fläckar |
| 3 | 5-20+ år | Stabil blågrön eller grön patina |
Obehandlad borstad koppar utvecklar en skyddande patina, som förbättrar dess hållbarhet för utomhusbruk. Lackade ytor bevarar det initiala utseendet men kräver regelbundet underhåll för att förhindra beläggningsfel. Valet beror på ditt projekts estetiska mål kontra dess underhållsschema.
Vanliga CNC-designmisstag med borstad koppar och hur man undviker dem
Att designa delar för borstat koppar kräver särskild uppmärksamhet. Vissa vanliga designfel för koppar kan lätt förstöra en annars bra design. Vi ser ofta problem med dålig placering av funktioner.
Att placera funktioner som hål eller fickor för nära en kant försvagar materialet. Likaså kan för tunna väggar orsaka stora problem under bearbetning.
Dessa DFM-fel för borstat koppar resulterar ofta i högre kostnader. De kan också kompromissa med delens slutliga kvalitet och prestanda.
| Vanligt fel | Konsekvenser |
|---|---|
| Dålig placering av funktioner | Försvagade kanter, spänningspunkter |
| Tunna väggar | Deformation, bearbetningsvibrationer |
| Grattåliga toleranser | Dålig finish, monteringsproblem |
Att förstå dessa punkter är det första steget för att undvika dem.
Låt oss utforska dessa DFM-fel för borstat koppar närmare. Dålig placering av funktioner är ett primärt problem. När funktioner är grupperade tillsammans eller nära kanter, komprometteras materialets inre struktur. Detta skapar punkter av spänningskoncentration8, vilket ökar risken för sprickor eller fel.
Verktygstillgång är ett annat praktiskt problem. Trånga funktioner kan göra det omöjligt för rätt verktyg att nå ytan. Detta tvingar fram kompromisser som påverkar både effektivitet och ytfinish.
Tunna väggar är särskilt problematiska med ett mjukt material som borstat koppar. Under CNC-bearbetning vibrerar tunna sektioner överdrivet. Detta gör det mycket svårt att upprätthålla snäva toleranser och uppnå en slät yta.
Värme byggs också upp i tunna områden. Eftersom den inte kan avledas snabbt kan den påverka kopparens härdning och strukturella egenskaper.
Slutligen måste vi ta itu med grader. Kopparens duktilitet innebär att det tenderar att tryckas och deformeras snarare än att skäras rent. Att ställa in snäva toleranser utan att planera för specifika gradningssteg leder ofta till en finish av dålig kvalitet.
| Dimensioneringsparameter | Recommended Guideline (Copper) | Anledning |
|---|---|---|
| Väggens tjocklek | > 0.8mm (0.031") | Avoids vibration and deformation |
| Avstånd mellan funktioner | > 1.5x hole diameter | Bibehåller strukturell integritet |
| Edge Distance | > 2x wall thickness | Prevents edge breakout |
At PTSMAKE, our DFM process flags these issues early. We work with our clients to optimize their designs for manufacturing before any metal is cut.
Effective Design for Manufacturability (DFM) is critical for brushed copper. Paying close attention to feature placement, wall thickness, and realistic tolerances helps avoid common copper part design flaws. This ensures a smoother production process and a higher-quality final component.
Industriella fallstudier: Högpresterande borstade koppardelar i praktiken
Theoretical benefits are one thing. Seeing parts perform in the field is what truly matters. We’ve worked on many projects where brushed copper was the key to success.
These real-world brushed copper success stories show its practical advantages. Let’s look at two specific industrial use cases.
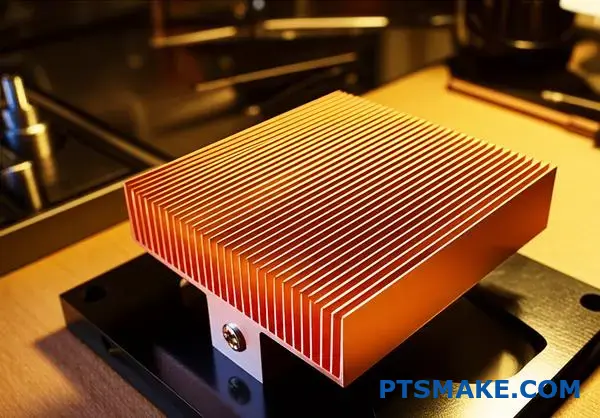
Electronics: Advanced Heatsinks
A client needed better thermal management for a high-power server. Their previous aluminum heatsinks were not enough. We manufactured a brushed copper alternative.
The results from our joint testing were significant.
| Metrisk | Previous (Aluminum) | New (Brushed Copper) |
|---|---|---|
| Topptemperatur | 95°C | 78°C |
| Värmeavledning | Baslinje | +35% |
| Systemstabilitet | Tillfällig strypning | Stabilt |
Robotik: Högströmskontakter
I en robotarmsapplikation var tillförlitlig strömleverans kritisk. De ursprungliga kontakterna visade slitage och motstånd över tid. Borstade koppardelar gav en mer hållbar lösning.
Att utforska dessa industriella användningsfall för borstad koppar avslöjar tydliga ingenjörsmässiga fördelar. Det handlar inte bara om utseendet; det handlar om prestanda under press.
Fördjupning: Elektronikapplikation
Serverklientens primära problem var termisk strypning. Detta begränsade processorns prestanda under tunga arbetsbelastningar. Standardlösningar misslyckades.
Den höga värmeledningsförmågan hos borstad koppar var svaret. Genom att byta sänkte de inte bara topptemperaturerna utan förbättrade också den totala systemeffektiviteten. Detta förlängde hårdvarans livslängd.
Fördjupning: Robotikapplikation
Robotikklienten stod inför anslutningsfel. Dessa fel orsakade kostsam driftstopp på deras monteringslinje. Problemet var att det elektriska motståndet ökade på grund av ytoxidation och slitage.
Vi rekommenderade borstad koppar för dess överlägsna ledningsförmåga och hållbarhet. Vi övervägde också noggrant de sammankopplade komponenterna för att förhindra problem som galvanisk korrosion9. De nya kontakterna bibehöll en lågresistansanslutning genom många cykler.
Denna tabell belyser de förbättringar vi bekräftade med kunden.
| Funktion | Gammal kontakt | Borstad kopparkontakt |
|---|---|---|
| Elektriskt motstånd | Ökade över tid | Konsekvent lågt |
| Livslängd (cykler) | ~5,000 | >20 000 |
| Nedtidspåverkan | Ofta | Minimal |
Dessa projekt visar hur ett materialval direkt löser komplexa operativa problem.
Dessa framgångshistorier med borstad koppar inom elektronik och robotik bevisar dess värde. Materialet ger mätbara prestandaförbättringar, från värmehantering till elektrisk ledningsförmåga, och löser kritiska ingenjörsutmaningar samt förbättrar systemets tillförlitlighet i krävande industriella applikationer.
Ordlista över tillverkningstermer för borstad koppar som köpare bör känna till
För att få de bästa resultaten för dina borstade koppardelar måste du tala språket. Denna korta tillverkningsordlista för koppar hjälper dig.
Att förstå dessa nyckeltermer säkerställer klarhet mellan dig och din leverantör. Det förhindrar kostsamma missförstånd. Låt oss definiera fyra vanliga men avgörande termer.
Översikt över nyckelterminologi
| Termin | Relaterar till | Primär påverkan |
|---|---|---|
| Kornriktning | Estetik | Visuell konsistens av borstlinjerna |
| RA-finish | Ytans kvalitet | Ytans jämnhet och textur |
| Passivering | Hållbarhet | Korrosions- och anlöpningsbeständighet |
| Utbyteshållfasthet | Mekanisk egendom | Motståndskraft mot permanent böjning |
Denna terminologilista för borstad koppar är en utmärkt utgångspunkt för alla köpare.

Att navigera i tekniska specifikationer är en kärnverksamhet i mitt jobb på PTSMAKE. Låt oss bryta ner dessa termer ytterligare så att du kan specificera dina delar med förtroende.
Kornriktning
Denna term refererar till den primära riktningen för det borstade mönstret på kopparytan. Det är ett rent estetiskt val. Men det är ett kritiskt sådant. Inkonsekvent kornriktning över flera delar kan få en slutmontering att se oprofessionell ut. Ange alltid önskad riktning på dina ritningar.
RA-finish (Roughness Average)
RA-finish är ett mått på ytans textur. Det kvantifierar den genomsnittliga grovheten hos en yta. Ett lägre RA-nummer innebär en jämnare, mer reflekterande yta. Ett högre RA indikerar en grövre textur.
| RA-värde | Ytkänsla | Gemensam ansökan |
|---|---|---|
| Låg (t.ex. 16 µin) | Mycket slät | Dekorativa paneler, high-end-elektronik |
| Hög (t.ex. 125 µin) | Grov / Texturerad | Industriella komponenter, icke-synliga delar |
Passivering
Passivering är en kemisk behandling. Den skapar ett skyddande oxidskikt på kopparens yta. Detta skikt förbättrar korrosions- och anlöpningsbeständigheten avsevärt. För borstad koppar är detta steg avgörande för att bibehålla dess utseende över tid, särskilt i fuktiga miljöer.
Utbyteshållfasthet
Detta är en kritisk mekanisk egenskap. Den definierar den maximala spänning som ett material kan motstå innan det börjar deformeras permanent. Att känna till Utbyteshållfasthet10 är avgörande för alla koppardelar som kommer att belastas. Det säkerställer att komponenten inte böjs eller går sönder i sin tillämpning.
Dessa termer – som täcker estetik, ytans kvalitet, hållbarhet och strukturell integritet – är grundläggande för att specificera borstade koppardelar. Att behärska dem säkerställer att du får exakt det du har designat, och undviker kostsamma omtag och förseningar.
Topp 5 CNC-ytbehandlingstekniker som förbättrar estetiken hos borstad koppar
Medan en standard borstad kopparyta är klassisk, kan vi höja den. Avancerade tekniker ger unik karaktär och funktionalitet. Dessa metoder förbättrar kopparens CNC-visuella kvalitet.
De möjliggör varumärkesbyggande, texturering eller skapande av unika mönster. Det handlar om att gå bortom den grundläggande ytbehandlingen. Denna anpassning kan verkligen skilja en produkt från mängden. Låt oss utforska några kraftfulla alternativ för förbättring av borstad kopparyta.
| Teknik | Primär effekt | Bäst för |
|---|---|---|
| Lasermärkning | Ytmarkeringar med hög kontrast | Logotyper, serienummer, mönster |
| Matt borstning | Fin, icke-reflekterande textur | Modern, subtil estetik |
| Patinering | Kontrollerad kemisk åldring | Antika, färgade ytor |
För att verkligen förbättra en borstad koppardel måste vi förstå materialets egenskaper. Denna kunskap styr vårt val av ytbehandlingstekniker och säkerställer både skönhet och hållbarhet.
Lasermärkning för precision
Lasermärkning är utmärkt för att lägga till permanenta detaljer. Den skapar exakta, högkontrastgrafik eller text utan att ta bort material. Detta är perfekt för varumärkesbyggande eller för att lägga till serienummer på ett rent sätt. Värmen från lasern förändrar ytan och skapar en märkning som inte slits bort.
Missuppfattningen om anodisering
Många kunder frågar om anodisering av koppar. Det är viktigt att klargöra: anodisering är en elektrokemisk process för metaller som aluminium och titan. Den fungerar inte på ren koppar eftersom kopparoxid inte är ett stabilt, skyddande skikt. Att tillämpa denna process skulle leda till dåliga resultat. Detta är en viktig teknisk detalj som vi alltid diskuterar på PTSMAKE för att säkerställa att rätt ytbehandling väljs. Vissa ytbehandlingar kan skapa liknande färgeffekter genom en annan kemisk patinering11 process.
Matt borstning för en dämpad look
En matt borstad yta erbjuder ett sofistikerat alternativ. Den använder ett finare slipmedel än standardborstning. Resultatet är en mjuk, icke-reflekterande yta. Denna ytbehandling döljer fingeravtryck väl och ger den borstade kopparen en modern, exklusiv känsla.
Här är en snabb jämförelse av dessa avancerade alternativ:
| Funktion | Lasermärkning | Patinering (färgning) | Matt borstning |
|---|---|---|---|
| Hållbarhet | Utmärkt | Varierar, behöver försegling | Bra |
| Estetisk | Högteknologisk, exakt | Konstnärlig, åldrad | Modern, mjuk |
| Komplexitet | Måttlig | Hög | Låg |
| Användningsfall | Varumärkesbyggande, identifiering | Dekorativa komponenter | Arkitektoniska, konsumentprodukter |
Dessa avancerade tekniker ger kraftfulla sätt att anpassa borstade koppardelar. Genom att förstå materialbegränsningar och estetiska mål kan vi välja den perfekta ytbehandlingen för att förbättra visuell kvalitet och lägga till distinkt karaktär till alla CNC-bearbetade komponenter.
Din steg-för-steg-guide för att samarbeta med en pålitlig tillverkare av borstad koppar
Ett genuint tillverkningspartnerskap bygger på mer än bara inköpsordrar. Det kräver en solid grund av ömsesidig förståelse och tydliga förväntningar.
Detta gäller särskilt för specialiserat arbete som borstade kopparkomponenter.
Innan du förbinder dig är det avgörande att definiera hur ett framgångsrikt samarbete ser ut för dig. Denna klarhet hjälper dig att ställa rätt frågor och hitta en partner som överensstämmer med dina mål.
| Partnerskapspelare | Viktig förväntan |
|---|---|
| Kommunikation | Proaktiva och regelbundna uppdateringar |
| Öppenhet | Tydlig kostnads- och processinsyn |
| Kvalitet | Överenskomna standarder |
| Tillförlitlighet | Konsekvent leverans i tid |
Att sätta dessa förväntningar tidigt förhindrar missförstånd senare.

Lägga grunden för ett starkt partnerskap
När du är redo att diskutera detaljer bör dina frågor vara riktade. De hjälper dig att bedöma en tillverkares verkliga kapacitet bortom deras säljpitch. Detta är ett kritiskt steg för att hitta en trusted copper manufacturer China.
Utforska tekniska och processmässiga kapaciteter
Fråga inte bara om de kan tillverka din del. Fråga hur. Vilken specifik utrustning använder de för borstningsprocessen? Hur säkerställer de enhetlighet över en stor sats delar? Deras svar avslöjar deras expertis. Det är här du skiljer allmänna verkstäder från specialister inom borstad koppar kontraktstillverkning.
En potentiell partner bör kunna förklara hela sin process, från materialanskaffning till slutlig inspektion. För oss på PTSMAKE är vår processgenomskinlighet nyckeln. Vi driver en dokumenterad Kvalitetsledningssystem12 som säkerställer att varje steg kontrolleras och är repeterbart.
Viktiga frågor att ställa
Här är några frågor som jag alltid rekommenderar att ställa för att få en tydligare bild av en potentiell partner.
| Undersökningsområde | Exempel på fråga |
|---|---|
| Materialkontroll | "Hur verifierar ni kvaliteten och renheten på ert kopparmaterial?" |
| Avsluta konsekvensen | "Vilka är era specifika kvalitetskontroller för borstad ytfinish, textur och färg?" |
| Projektledning | "Vem blir min enda kontaktperson för projektuppdateringar?" |
| Logistik & frakt | "Vilka är era standardprocedurer för paketering och internationell frakt?" |
Deras förmåga att svara på dessa frågor med självförtroende är en stark indikator på deras pålitlighet.
Att etablera tydliga förväntningar och ställa detaljerade frågor är avgörande första steg. Denna initiala noggrannhet hjälper dig att välja en pålitlig tillverkare av borstad koppar och bygger en stark grund för långsiktig framgång, vilket förhindrar kostsamma förseningar och kvalitetsproblem.
Få din offert för borstade koppardelar med PTSMAKE idag
Redo att lyfta ditt nästa industriprojekt med premium borstade kopparlösningar? Kontakta PTSMAKE för en snabb, exakt offert på specialtillverkade CNC-bearbetade borstade koppardelar. Lita på vår expertis, pålitlighet och engagemang för att överträffa dina specifikationer – från prototyp till massproduktion. Skicka din RFQ nu!

Lär dig hur denna elektrokemiska process kan bryta ner metaller och hur du kan förhindra den. ↩
Läs mer om denna kemiska behandling och hur den skapar en skyddande, icke-reaktiv yta. ↩
Förstå hur ett materials interna struktur kan påverka den slutliga ytfinishen på dina delar. ↩
Lär dig om detta vanliga bearbetningsproblem med mjuka metaller och hur du effektivt kan förhindra det. ↩
Förstå hur instängda gaser kan bryta ner känsliga komponenter i vakuum- eller högrena miljöer. ↩
Lär dig hur denna finansiella princip direkt påverkar din kostnad per del och din budgetplanering. ↩
Lär dig hur specifika föroreningar kemiskt förändrar kopparytor och påverkar långsiktig hållbarhet. ↩
Förstå hur spänningspunkter kan orsaka oväntade fel på delar och lär dig hur du designar mot dem. ↩
Förstå hur denna elektrokemiska process kan påverka dina multimetalldesign. ↩
Läs mer om hur denna kritiska materialegenskap påverkar deldesign och hållbarhet. ↩
Upptäck hur kemiska processer kan skapa en rad unika, åldrade färger på kopparytor. ↩
Lär dig hur ett certifierat QMS garanterar jämn kvalitet och minimerar risker i leveranskedjan för ditt projekt. ↩






