

工業製造のニーズに合ったブラッシュドカッパーに関する信頼できる情報を見つけるのに苦労していませんか?ほとんどのオンラインリソースは装飾用途に焦点を当てており、エンジニアや調達マネージャーは、精密な工業プロジェクトに必要な技術的な深さを得られずにいます。.
ブラッシュドカッパーは、工業用途において優れた導電性、抗菌性、美的魅力を提供しますが、要求の厳しい環境で最適なパフォーマンスを達成するには、合金の選択、仕上げ技術、および保護コーティングに関する特定の知識が必要です。.

この包括的なガイドでは、合金の選択や仕上げ技術から、コスト最適化、設計上の考慮事項まで、すべてを網羅しています。実際の製造プロジェクトからの実践的な洞察を発見し、タイムラインを遅延させたり、品質を損なったりする可能性のある一般的な落とし穴を回避する方法を学びます。.
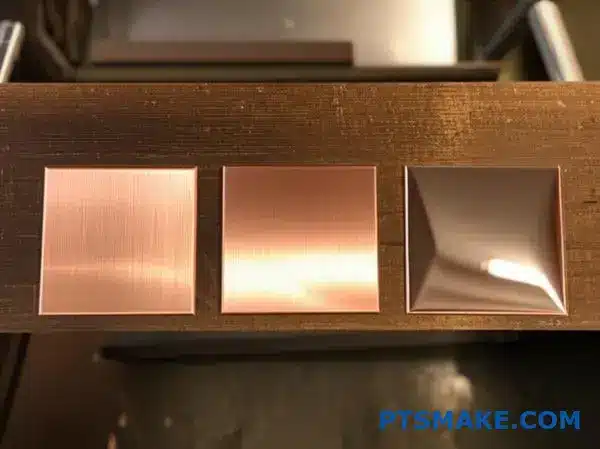
ブラッシュドカッパーとサテン、ポリッシュの違いは何ですか?
適切な銅仕上げを選択することは非常に重要です。見た目と性能の両方に影響します。各仕上げは、独自のルックと特定の機能的利点を提供します。.
これらの違いを理解することは、あらゆるプロジェクトの鍵となります。銅仕上げを直接比較してみましょう。これにより、アプリケーションに最適なオプションを選択するのに役立ちます。.
クイックフィニッシュ比較
| 仕上げタイプ | 主な特徴 | 一般的な使用 |
|---|---|---|
| ブラッシュドカッパー | 細かく平行な線 | 装飾金物 |
| サテンカッパー | 滑らかでマットな見た目 | ハイタッチ・サーフェス |
| ポリッシュカッパー | 光沢があり、反射性がある | 建築の詳細 |
このガイドでは、知っておくべきすべてを詳しく説明します。.
銅仕上げを深く掘り下げる
ブラッシュドカッパーとサテンカッパーを比較すると、その違いは質感にあります。ブラッシュドカッパーには、ワイヤーブラシによる目に見える線があります。これにより、独特の手作り感のある外観が得られます。また、指紋や小さな傷もよく隠します。.
一方、サテンカッパーは、より柔らかく拡散した仕上げです。ブラスト処理または化学処理によって実現されます。低光沢で滑らかな感触を提供し、非常に均一です。これにより、モダンでクリーンな美観を必要とするコンポーネントに最適です。.
ポリッシュカッパーは最も伝統的です。鏡のような光沢に研磨されています。この高い反射率により、目を引くアイテムに最適です。ただし、その外観を維持するには頻繁な清掃が必要です。優れたポリッシュカッパーの代替品を見つけることは、デザイナーがより優れた耐久性のためにブラッシュドまたはサテン仕上げに頼ることがよくあります。.
主要特性の比較
| プロパティ | ブラッシュドカッパー | サテンカッパー | ポリッシュカッパー |
|---|---|---|---|
| 反射率 | 低く、方向性がある | 低い、拡散 | 高く、鏡のように |
| メンテナンス | 低い | 低い | 高い |
| 傷隠し | 素晴らしい | グッド | 貧しい |
| 耐食性 | グッド | グッド | 中程度 |
When selecting a finish, you also have to consider how it will interact with other materials in an assembly to avoid issues like ガルバニック腐食1.
Choosing between brushed, satin, and polished copper depends on your project’s aesthetic, functional, and maintenance requirements. Each finish offers a distinct balance of visual appeal and practical performance, directly impacting the final product’s durability and look.
ブラッシュドカッパーアセンブリの酸化を防ぐ方法
Understanding how to prevent copper oxidation is crucial. Brushed copper’s beauty is its warm, lustrous finish. However, air and moisture quickly tarnish this surface. This process is called oxidation.
It creates a greenish layer, or patina. While some seek this aged look, most industrial applications require a pristine appearance and function. Protecting the material is essential.
Why Copper Oxidizes
Copper is a reactive metal. It readily reacts with oxygen in the atmosphere. This reaction forms copper oxide, which darkens the surface. Humidity and pollutants accelerate this process significantly.
First Line of Defense
Simple coatings are often the first step. These create a physical barrier between the copper and the environment. This directly improves brushed copper corrosion resistance.
| 治療 | 効果 | 外観 |
|---|---|---|
| Untreated | 低い | Tarnishes quickly |
| Clear Lacquer | 高い | Glossy, preserves color |
| Wax Coating | ミディアム | Natural, semi-gloss |
For robust protection, we must look beyond basic coatings. The right method depends entirely on the assembly’s final use and environment. At PTSMAKE, we guide clients to the best solution.
Protective Coatings for Copper
Clear lacquers and acrylic sprays offer excellent barriers. They seal the brushed copper surface from air and moisture. We’ve found that applying multiple thin layers provides a more durable finish than one thick coat. This method is great for decorative parts.
However, for components requiring electrical conductivity or high wear resistance, these coatings can be unsuitable. They act as insulators and can scratch off.
化学変換コーティング
This is where chemical treatments come in. These processes alter the surface of the copper itself. They create a more stable, non-reactive layer. This is a far more integrated solution than a simple surface coating.
One effective method is 不動態化2. This chemical process forms a microscopic protective layer. It greatly enhances the brushed copper’s natural resistance to environmental corrosion without adding significant thickness or altering its metallic properties.
| コーティング・タイプ | 最適 | 耐久性 |
|---|---|---|
| Clear Lacquer | 装飾部品 | ミディアム |
| ワックス | Low-contact items | 低い |
| 不動態化 | Functional/Industrial Parts | 高い |
Preventing oxidation in brushed copper assemblies involves understanding the material’s behavior. Choosing the right protective coatings, from simple lacquers to advanced chemical treatments like passivation, is key to maintaining both appearance and function. This ensures long-term performance and reliability for your components.
ブラッシュド仕上げに最適な銅グレードの選択
Selecting the right copper grade is critical. The alloy you choose directly impacts the final look and feel of the brushed finish. Not all coppers are created equal for this process.
Your choice affects both aesthetics and manufacturability. Let’s compare some common options for your brushed copper alloy selection.
Popular Copper Grades
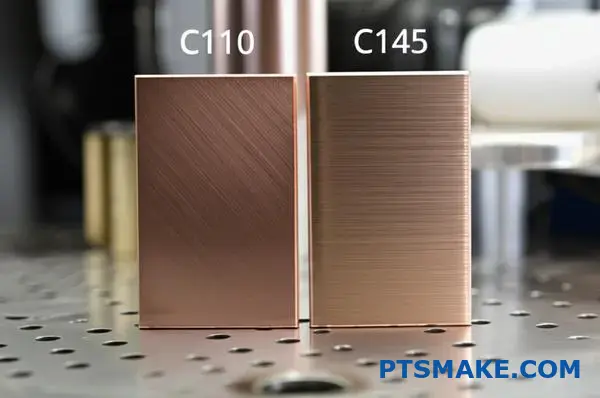
C110 (ETP Copper)
C110 is very pure. This makes it soft, which can sometimes lead to an inconsistent finish if not handled carefully. It’s often chosen for electrical applications.
C145 (Tellurium Copper)
C145 contains tellurium. This small addition dramatically improves its machinability. This makes achieving a clean, uniform brushed texture much easier.
簡単に比較してみよう:
| 特徴 | C110 銅 | C145 Copper |
|---|---|---|
| 純度 | 99.90% Cu | 99.5% Cu, 0.5% Te |
| 加工性 | Poor (20%) | Excellent (85%) |
| ブラッシュド仕上げ | Good, but requires skill | Excellent, very consistent |
This makes C145 a strong candidate for the best copper for brushed finish projects.
The choice between alloys often comes down to balancing machinability with other requirements like conductivity. For purely aesthetic parts, machinability is king.
Why Machinability Matters for Brushing
A material that machines well produces cleaner cuts. This creates a smoother base surface before the brushing even begins. It prevents metal from smearing or galling during the process.
This is why C145 is a favorite at PTSMAKE for C110 brushed copper parts. The tellurium acts as an internal lubricant. It creates small, easily broken chips. This results in a superior surface ready for a perfect brushed texture. The process is more controlled and repeatable.
The material’s grain structure also plays a role. Brushing applies fine, parallel scratches. If the material has significant 異方性3, the finish might look different depending on the brushing direction relative to the grain.
Diving Deeper into Alloy Selection
| 合金 | ブラッシングの主な利点 | 主な検討事項 |
|---|---|---|
| C110 | 高純度、優れた導電性 | 柔らかさが一貫性のない仕上がりにつながる可能性があります |
| C145 | クリーンなラインを実現する優れた加工性 | C110よりもわずかに低い導電性 |
| C101 | 最高純度(無酸素) | C110よりもさらに柔らかく、難しい |
当社のテストに基づくと、C145は最も均一で視覚的に魅力的なブラッシュド仕上げを一貫して提供します。製造プロセスを簡素化し、欠陥のリスクを軽減し、常に高品質な結果を保証します。.
高品質なブラッシュド仕上げを実現するには、適切な銅合金を選択することが重要です。C145の優れた加工性は、C110のようなより慎重な取り扱いが必要な柔らかいグレードよりも優れており、クリーンで一貫したテクスチャを実現するための最良の選択肢となることがよくあります。.
CNC加工におけるブラッシュドカッパーの公差に関する専門家ガイド
精密なブラッシュド銅加工公差の達成は一般的な目標です。それは材料固有の特性を深く理解することを必要とします。銅の柔らかさは障壁ではなく、管理すべき要因です。.
適切なアプローチにより、タイトな公差は完全に実現可能です。成功は慎重に計画されたCNCセットアップにかかっています。それは精度と材料の性質のバランスをとることです。.
一般的な公差ガイドライン
当社は、タイトな公差の銅加工についてクライアントと協力することがよくあります。ここでは、当社の経験に基づいた典型的な達成可能な公差をいくつか紹介します。.
| 特徴 | 標準公差 | 厳しい公差 |
|---|---|---|
| 一般寸法 | ±0.1mm(±0.004インチ) | ±0.025mm(±0.001インチ) |
| 穴径 | ±0.05 mm (±0.002インチ) | ±0.01 mm (±0.0004インチ) |
| 表面の平坦度 | 0.1 mm/100mm | 0.05 mm/100mm |
これらの値は、専門的なセットアップで可能なことを示しています。.

銅の延性がCNCセットアップに与える影響
銅の柔らかさは特有の課題をもたらします。素材は圧力や熱で簡単に変形します。これは最終部品の精度に直接影響します。したがって、真剣なブラシ仕上げ銅プロジェクトには、堅牢なCNCセットアップが不可欠です。.
PTSMAKEでは、すべての変数を制御することに重点を置いています。これにより、納品する部品が設計仕様に完全に一致することが保証されます。適切な工具と機械パラメータから始まります。.
工具と速度の調整
シャープで特殊な工具が不可欠です。超硬工具を使用し、多くの場合TiB2コーティングを施します。このコーティングは非常に滑らかで、摩擦と切削エッジへの材料の付着を低減します。.
熱管理も重要です。切削速度を下げることがよくあります。これにより、銅が過度に熱くなり、ガム状になるのを防ぎます。高い送り速度は、切りくずを素早く除去するのに役立ち、ワークピースへの熱伝達をさらに低減します。これにより、次のような問題を防ぎます。 凛々しい4, 、素材が工具に溶接される場合。.
熱と固定の管理
適切なワーク保持が不可欠です。治具は、柔らかい表面を傷つけたり、歪みを引き起こしたりすることなく、部品を固定する必要があります。高圧のフロートクーラントも必須です。これは2つの目的を果たします。部品と工具を冷却し、そうでなければ詰まって表面仕上げや寸法精度を損なう可能性のある切りくずを勢いよく洗い流します。.
| パラメータ | ブラシ仕上げ銅の推奨事項 | 根拠 |
|---|---|---|
| 工具材料 | TiB2コーティングカーバイド | 摩擦と材料の付着を最小限に抑えます |
| 切断速度 | スチールより低い | 過度の熱と材料のガム化を防ぎます |
| フィード・レート | 通常より高い | 効果的な切りくず排出を保証します |
| クーラントの使用 | 高圧フラッド | 熱を管理し、切りくずを洗い流します |
厳密な公差の銅加工を実現するには、特殊なセットアップが必要です。銅の柔らかさには、鋭利な工具、特定の速度、および強力な冷却が必要です。これらの制御は、変形を防ぎ、最終部品が正確な仕様を満たすことを保証するために不可欠です。.
高純度ブラッシュドカッパー:仕様が本当に重要な場合
一部の業界では、「十分」は決して選択肢ではありません。標準的な銅は多くの用途に適しています。しかし、最も重要な分野では、99.9%を超える純度が交渉の余地はありません。.
ここで仕様が本当に重要になります。.
高純度ブラッシュド銅は単なる材料の選択ではありません。パフォーマンスと安全性のための基本的な要件です。それが不可欠な場所を見てみましょう。.
クリティカル産業用途
航空宇宙や医療などの分野では、わずかな不純物でも壊滅的な故障につながる可能性があります。超高純度銅部品は信頼性を保証します。.
| アプリケーションティア | 標準的な純度 | 主な要件 |
|---|---|---|
| 一般用 | 99.90% (C11000) | 費用対効果 |
| クリティカルシステム | >99.99% (OFC) | 絶対的な信頼性 |
これらの要求が特殊材料の必要性を生み出しています。.
クライアントが純度99.99%の無酸素銅(OFC)を指定する場合、それには明確な理由があります。私の経験では、これは過剰設計ではありません。結果が重大な影響を与える環境でのリスクを軽減することです。.
航空宇宙・防衛システム
衛星や航空電子機器では、電気伝導率は完璧でなければなりません。不純物は抵抗を生み出し、熱を発生させ、信号を歪ませます。これは、敏感な誘導システムや通信アレイにとって許容できません。高純度のブラッシュド銅は、クリーンな信号伝送を保証します。.
また、以下のような問題も防ぎます 発散5 真空中。不純物金属からの閉じ込められたガスは、時間の経過とともに敏感な光学および電子部品を劣化させ、ミッションを危険にさらす可能性があります。.
医療・科学機器
MRI装置では、強力な磁気コイルに超高純度銅部品が必要です。これにより、磁場効率と画像鮮明度が最大化されます。わずかなばらつきでも誤診につながる可能性があります。.
加速器や実験装置では、材料の純度が予測可能で再現可能な結果を保証します。これは、微視的なレベルでの精度に関するものです。.
| 純度レベル | 導電率(% IACS) | 主な利点 |
|---|---|---|
| 99.90% ETP | 100% | 一般的な配線に適しています |
| 99.95% OF | 101% | オーディオ/ビデオに適しています |
| 99.99% OFHC | >101% | 真空エレクトロニクスに不可欠 |
当社の社内テストでは、純度99.95%から99.99%に移行することで、極端な熱ストレス下での性能が大幅に向上することが示されています。.
航空宇宙や医療などの重要産業にとって、高純度のブラッシュド銅は不可欠です。これは、故障が許されないシステムに求められる信頼性、信号整合性、安全性を保証します。材料の選択は性能に直接影響し、壊滅的な結果を防ぎます。.
カスタムブラッシュドカッパー部品注文のスマートな予算編成
CNC銅加工の見積もりを受け取るとき、それは単なる最終的な数字以上のものです。予算を真に管理するには、見積もりの内訳を見る必要があります。.
価格は固定費と変動費の組み合わせです。この違いを理解することが重要です。賢明な意思決定に役立ちます。これは、成功する「予算ブラッシュド銅」プロジェクトにとって非常に重要です。.
以下に簡単に説明します:
| コストタイプ | 説明 |
|---|---|
| 固定費 | 注文ごとの一回限りの料金 |
| 変動費 | 数量によって変動する費用 |
この分離により、実際にお金がどこに使われているかを特定できます。.
これらの費用がカスタムブラッシュド銅部品にどのような意味を持つかをさらに掘り下げてみましょう。明確な理解は、より良い交渉と生産計画の効率化に役立ちます。単純な見積もりを戦略的なツールに変えます。.
見積もりにおける固定費の内訳
固定費は、各生産バッチの初期の一回限りの費用です。10個注文しても1,000個注文しても変わりません。これらには、CNCプログラミング、機械セットアップ、および特定の設計に必要なカスタム工具や治具が含まれます。.
これらの初期費用を生産される部品の総数で割ることは、一種の 償却6. 注文量が増加すると、各部品の最終価格における固定費の割合が大幅に減少します。.
変動費の分析
変動費は、注文する部品の数量に直接関係しています。生産量が増えるほど総変動費は高くなりますが、規模が大きくなるにつれて部品あたりのコストは一定またはわずかに減少することがよくあります。.
主な変動費には以下が含まれます。
| 変動費 | 詳細 |
|---|---|
| 原材料 | 銅自体の価格。. |
| マシン・タイム | 各部品が切断に費やす時間。. |
| 労働 | 検査や取り扱いなどの手作業。. |
| 仕上げ | ブラッシュ仕上げの特定プロセス。. |
PTSMAKE では、見積もりで明確な内訳を提供し、これらの要因を確認できるようにしています。.
見積もりにおける固定費と変動費の違いを理解することは非常に重要です。これにより、注文数量が部品あたりの価格にどのように影響するかを把握でき、ブラッシュ仕上げの銅部品の予算を計画する際に、より賢明な意思決定が可能になります。.
屋外使用のためのブラッシュドカッパー:バイヤーが知っておくべきこと
ブラッシュ仕上げの銅を屋外に置くと、自然な変化が始まります。これは品質の低下を示すものではなく、金属が環境と相互作用している証拠です。このプロセスを理解することが重要です。.
銅が要素にどのように反応するか
大気腐食が変化の主な要因です。表面の外観と材料の長期的な性能を決定します。パティーナの形成は、この直接的な結果です。.
この自然な緑または青の層は、銅の耐久性の証です。ユニークな美観と保護シールドを提供します。あるいは、ラッカーコーティングを施すこともできます。これにより、元のブラッシュ仕上げが維持されますが、それ自体にも考慮すべき点があります。.
| 特徴 | 未処理のブラッシュ仕上げ銅 | ラッカー仕上げのブラッシュドカッパー |
|---|---|---|
| 外観 | 時間とともに進化する(緑青) | 当初は一貫している |
| メンテナンス | 非常に低い(自己保護) | 定期的な再塗装が必要 |
| 耐久性 | 優秀(天然の盾) | コーティングの完全性による |

屋外銅の耐久性の科学
大気腐食について詳しく見てみましょう。水と酸素だけではありません。大気中の汚染物質、特に都市部や工業地帯の空気中に含まれる硫黄化合物は、このプロセスを著しく加速させます。これが、都市部で銅製器具がより早く黒ずむ理由を説明しています。.
この反応は、理解するための基本です ブラッシュドカッパー屋外耐久性. 。これは予測可能でよく文書化された化学的挙動です。.
保護緑青プロセス
初期の黒ずみは、緑青形成の最初の段階です。この酸化物・硫化物層は表面にしっかりと密着しています。数年かけて、徐々に銅硫酸塩や炭酸銅のよく知られた青緑色の層に変化します。.
この緑青は鋼鉄の錆とは異なります。これは、深い腐食を効果的に停止させる、密で安定したバリアです。この自己保護により、銅は長持ちする最良の選択肢の1つとなっています。, 耐候性銅部品.
ラッカーコーティングの役割
透明なラッカーは物理的なバリアを作成します。これは、ブラッシュド表面を大気中の要素から密閉し、元の外観を維持します。これは、屋外での使用を目的としたアクリルまたはウレタンコーティングであることがよくあります。.
ただし、この保護は永続的ではありません。引っかき傷、摩耗、または紫外線による劣化は、弱点を作り出す可能性があります。その後、湿気がコーティングの下に忍び込み、局所的な腐食を引き起こす可能性があります。 硫化7 シールが破れた場合でも発生する可能性があります。コーティングの完全性を維持するために、定期的な点検と再塗布が必要であることをクライアントにアドバイスしています。.
| ステージ | 期間(約) | 色/外観 |
|---|---|---|
| 1 | 1〜6ヶ月 | 薄茶色から濃茶色/黒 |
| 2 | 1〜5年 | 暗くなり、初期の緑色の斑点が見られる |
| 3 | 5〜20年以上 | 安定した青緑色または緑色の緑青 |
未処理のブラッシュド銅は保護的な緑青を発達させ、屋外での耐久性を高めます。ラッカー仕上げは初期の外観を維持しますが、コーティングの故障を防ぐためには定期的なメンテナンスが必要です。選択は、プロジェクトの美的目標とメンテナンススケジュールとの比較によって決まります。.
ブラッシュドカッパーを使用した一般的なCNC設計ミスとその回避策
ブラッシュド銅部品の設計には特別な注意が必要です。一般的な銅部品の設計上の欠陥は、それ以外は優れたデザインを簡単に台無しにする可能性があります。機能の配置が悪いという問題がよく見られます。.
穴やポケットなどのフィーチャーをエッジに近すぎると、材料が弱くなります。同様に、壁が薄すぎると、加工中に大きな問題が発生する可能性があります。.
これらのブラッシュドカッパーのDFMエラーは、しばしばコストの増加につながります。また、部品の最終的な品質と性能を損なう可能性もあります。.
| 一般的な欠陥 | 結果 |
|---|---|
| フィーチャー配置の不備 | エッジの弱化、応力集中点 |
| 薄い壁 | 変形、加工時の振動 |
| バリが発生しやすい公差 | 仕上げ不良、組み立ての問題 |
これらの点を理解することが、それらを回避するための第一歩です。.
これらのブラッシュドカッパーのDFMエラーをより詳しく見ていきましょう。フィーチャー配置の不備が主な懸念事項です。フィーチャーが密集していたり、エッジの近くにあったりすると、材料の内部構造が損なわれます。これにより、 応力集中8, 、ひび割れや破損のリスクが高まります。.
工具へのアクセスも実用的な問題です。窮屈なフィーチャーは、適切な工具が表面に到達することを不可能にする可能性があります。これにより、効率と仕上げ品質の両方に影響を与える妥協が必要になります。.
薄い壁は、ブラッシュドカッパーのような柔らかい素材では特に問題となります。CNC加工中、薄い部分は過度に振動します。これにより、厳しい公差を維持し、滑らかな表面を実現することが非常に困難になります。.
薄い部分では熱も蓄積します。素早く放散できないため、銅の焼き戻しや構造特性に影響を与える可能性があります。.
最後に、バリについて対処する必要があります。銅の延性は、きれいにせん断されるのではなく、押し出されて変形する傾向があることを意味します。特定のバリ取り工程を計画せずに厳しい公差を設定すると、しばしば品質の低い仕上がりにつながります。.
| 設計パラメータ | 推奨ガイドライン(銅) | 理由 |
|---|---|---|
| 壁厚 | > 0.8mm (0.031") | 振動や変形を回避 |
| フィーチャー・スペーシング | > 1.5倍の穴径 | 構造的完全性を維持 |
| 端部距離 | > 2倍の板厚 | 端部割れを防止 |
PTSMAKEでは、当社のDFMプロセスがこれらの問題を早期に検出します。金属が切断される前に、お客様と協力して製造に適した設計に最適化します。.
効果的な製造容易性設計(DFM)は、ブラッシュドカッパーにとって非常に重要です。フィーチャー配置、板厚、現実的な公差に細心の注意を払うことは、一般的な銅部品の設計上の欠陥を回避するのに役立ちます。これにより、よりスムーズな生産プロセスと高品質な最終部品が保証されます。.
産業ケーススタディ:実働中の高性能ブラッシュドカッパー部品
理論的なメリットは一つです。部品が現場でどのように機能するかを見ることが、本当に重要なことです。私たちは、ブラッシュドカッパーが成功の鍵となった多くのプロジェクトに取り組んできました。.
これらの実際のブラッシュドカッパーの成功事例は、その実用的な利点を示しています。2つの具体的な産業用途を見てみましょう。.
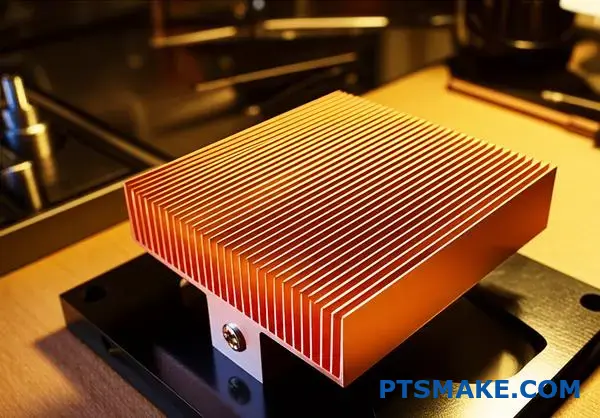
電子機器:先進的なヒートシンク
あるクライアントは、高出力サーバーの熱管理を改善する必要がありました。以前のアルミニウム製ヒートシンクでは不十分でした。私たちは、ブラッシュドカッパーの代替品を製造しました。.
当社の共同テストの結果は顕著でした。.
| メートル | 以前(アルミニウム) | 新規(ブラッシュドカッパー) |
|---|---|---|
| 最高温度 | 95°C | 78°C |
| 放熱 | ベースライン | +35% |
| システムの安定性 | 時折のスロットリング | 安定 |
ロボティクス:高電流コネクタ
ロボットアームのアプリケーションでは、信頼性の高い電力供給が不可欠でした。元のコネクタは時間の経過とともに摩耗と抵抗を示しました。ブラシ仕上げの銅部品は、より耐久性のあるソリューションを提供しました。.
これらのブラシ仕上げの銅製産業用ユースケースを探求すると、明確なエンジニアリング上の利点が明らかになります。見た目だけでなく、プレッシャー下でのパフォーマンスが重要です。.
詳細解説:エレクトロニクスアプリケーション
サーバークライアントの主な問題はサーマルスロットリングでした。これにより、重いワークロード中にプロセッサのパフォーマンスが制限されていました。標準的なソリューションは失敗していました。.
ブラシ仕上げの銅の高い熱伝導率が答えでした。切り替えることで、ピーク温度を下げただけでなく、システム全体の効率も向上しました。これにより、ハードウェアの寿命が延びました。.
詳細解説:ロボティクスアプリケーション
ロボティクスクライアントは接続の失敗に直面していました。これらの失敗は、組み立てラインで高額なダウンタイムを引き起こしました。問題は、表面の酸化と摩耗による電気抵抗の増加でした。.
当社は、その優れた導電性と耐久性から、ブラシ仕上げの銅を推奨しました。また、問題を防ぐために、嵌合部品を慎重に検討しました。 ガルバニック腐食9. 。新しいコネクタは、多くのサイクルを通じて低抵抗の接続を維持しました。.
この表は、クライアントとともに確認した改善点を強調しています。.
| 特徴 | 古いコネクタ | ブラッシュドカッパーコネクタ |
|---|---|---|
| 電気抵抗 | 時間とともに増加 | 一貫して低い |
| 寿命(サイクル) | ~5,000 | >20,000 |
| ダウンタイムの影響 | 頻繁 | 最小限 |
これらのプロジェクトは、材料の選択がどのように複雑な運用上の問題を直接解決するかを示しています。.
電子機器およびロボット工学におけるこれらのブラッシュドカッパーの成功事例は、その価値を証明しています。この材料は、熱管理から電気伝導率まで、測定可能なパフォーマンスの向上をもたらし、要求の厳しい産業用途における重要なエンジニアリング課題を解決し、システムの信頼性を向上させます。.
バイヤーが知っておくべきブラッシュドカッパー製造用語集
ブラッシュドカッパー部品で最良の結果を得るには、その言語を理解する必要があります。この短い製造用銅用語集がお役に立ちます。.
これらの重要な用語を理解することで、サプライヤーとの明確なコミュニケーションが保証されます。これにより、コストのかかる誤解を防ぐことができます。ここでは、一般的でありながら非常に重要な4つの用語を定義します。.
主要用語の概要
| 期間 | 関連 | 第一次影響 |
|---|---|---|
| 結晶粒の方向 | 美学 | ブラッシュラインの視覚的な一貫性 |
| RA仕上げ | 表面品質 | 表面の滑らかさと質感 |
| 不動態化 | 耐久性 | 腐食・変色耐性 |
| 降伏強度 | 機械的性質 | 永久的な曲げに対する耐性 |
このブラッシュドカッパーの用語集は、バイヤーにとって素晴らしい出発点となります。.

技術仕様の理解は、PTSMAKEでの私の仕事の中核です。これらの用語をさらに詳しく解説し、自信を持って部品を指定できるようにしましょう。.
結晶粒の方向
この用語は、銅の表面におけるブラッシュ加工の主な方向を指します。これは純粋に美的な選択ですが、非常に重要です。複数の部品でグレインの方向が不均一だと、最終的な組み立て品がプロフェッショナルに見えなくなります。図面には常に希望する方向を指定してください。.
RA仕上げ(算術平均粗さ)
RA仕上げは表面の質感を測定するものです。表面の平均的な粗さを定量化します。RA値が低いほど、より滑らかで反射率の高い表面になります。RA値が高いほど、より粗い質感を示します。.
| RA値 | 表面の感触 | 共通アプリケーション |
|---|---|---|
| 低い(例:16 µin) | 非常に滑らか | 装飾パネル、ハイエンド電子機器 |
| 高い(例:125 µin) | 粗い/テクスチャ加工 | 工業用部品、目に見えない部品 |
不動態化
Passivation is a chemical treatment. It creates a protective oxide layer on the copper’s surface. This layer significantly improves corrosion and tarnish resistance. For brushed copper, this step is essential for maintaining its appearance over time, especially in humid environments.
降伏強度
This is a critical mechanical property. It defines the maximum stress a material can withstand before it starts to deform permanently. Knowing the 降伏強度10 is vital for any copper part that will be under load. It ensures the component won’t bend or fail in its application.
These terms—covering aesthetics, surface quality, durability, and structural integrity—are fundamental for specifying brushed copper parts. Mastering them ensures you get exactly what you designed, avoiding costly remakes and delays.
ブラッシュドカッパーの美観を向上させるトップ5のCNC仕上げ技術
While a standard brushed copper finish is classic, we can elevate it. Advanced techniques add unique character and functionality. These methods enhance the copper CNC visual quality.
They allow for branding, texturing, or creating unique patterns. It’s about moving beyond the basic surface treatment. This customization can truly set a product apart. Let’s explore some powerful options for brushed copper finish enhancement.
| テクニック | 主な効果 | 最適 |
|---|---|---|
| レーザーマーキング | High-contrast surface marks | Logos, serials, patterns |
| Matte Brushing | Fine, non-reflective texture | Modern, subtle aesthetics |
| 塗装 | Controlled chemical aging | Antique, colored finishes |
To truly enhance a brushed copper part, we must understand the material’s properties. This knowledge guides our choice of finishing techniques, ensuring both beauty and durability.
Laser Marking for Precision
Laser marking is excellent for adding permanent details. It creates precise, high-contrast graphics or text without removing material. This is perfect for branding or adding serial numbers cleanly. The heat from the laser alters the surface, creating a mark that won’t wear off.
アルマイト処理の誤解
多くのお客様から銅のアルマイト処理についてお問い合わせがありますが、明確にしておくべきことがあります。アルマイト処理はアルミニウムやチタンなどの金属に対する電気化学的プロセスです。純銅には適用できません。なぜなら、酸化銅は安定した保護層ではないからです。このプロセスを適用すると、結果は悪くなります。これは、適切な仕上げを選択するために、当社が常に議論する重要な技術的詳細です。一部の表面処理では、異なる化学反応によって同様の色の効果を生み出すことができます。 パテーション11 プロセスだ。
マットブラッシュ仕上げ:落ち着いた外観に
マットブラッシュ仕上げは、洗練された代替案を提供します。標準的なブラッシュ仕上げよりも細かい研磨材を使用します。その結果、柔らかく反射しない表面が得られます。この仕上げは指紋を目立たなくし、ブラッシュ加工された銅にモダンで高級感を与えます。.
これらの高度なオプションを簡単に比較します。
| 特徴 | レーザーマーキング | パティネーション(着色) | Matte Brushing |
|---|---|---|---|
| 耐久性 | 素晴らしい | 多様、シーリングが必要 | グッド |
| 美的 | ハイテク、精密 | 芸術的、古風 | モダン、ソフト |
| 複雑さ | 中程度 | 高い | 低い |
| ユースケース | ブランディング、識別 | 装飾部品 | 建築、一般消費者向け製品 |
これらの高度な技術は、ブラッシュ加工された銅部品をカスタマイズするための強力な方法を提供します。材料の限界と美的目標を理解することで、視覚的な品質を高め、CNC加工されたコンポーネントに独特のキャラクターを加えるための完璧な仕上げを選択できます。.
信頼できるブラッシュドカッパーメーカーとの提携のためのステップバイステップガイド
真の製造パートナーシップは、単なる注文書以上のものに基づいています。相互理解と明確な期待という強固な基盤が必要です。.
これは、ブラッシュ加工された銅部品のような特殊な作業では特に当てはまります。.
コミットする前に、あなたにとって成功するコラボレーションがどのようなものかを定義することが不可欠です。この明確さにより、適切な質問をし、目標に合致するパートナーを見つけることができます。.
| パートナーシップの柱 | 主要な期待事項 |
|---|---|
| コミュニケーション | プロアクティブで定期的なアップデート |
| 透明性 | 明確なコストとプロセスの可視性 |
| 品質 | 合意された基準 |
| 信頼性 | 一貫した納期厳守 |
これらの期待事項を早期に設定することで、後々の誤解を防ぐことができます。.

強力なパートナーシップの基盤を築く
具体的な内容について話し合う準備ができたら、質問は的を絞ったものにすべきです。これにより、営業トークを超えて、製造業者の真の能力を測ることができます。これは、 信頼できる銅メーカー 中国.
技術およびプロセス能力の探求
部品を作れるかどうかだけを尋ねないでください。どのように作るのかを尋ねてください。ブラッシングプロセスにはどのような特定の機器を使用していますか?大量の部品全体で均一性をどのように確保していますか?彼らの答えは、彼らの専門知識を明らかにします。ここで、一般的な機械加工工場と、 ブラッシュドカッパー受託製造.
潜在的なパートナーは、材料調達から最終検査までのプロセス全体を説明できる必要があります。私たちPTSMAKEでは、プロセスの透明性が鍵となります。私たちは文書化された 品質マネジメントシステム12 を運用しており、すべてのステップが管理され、繰り返し可能であることを保証します。.
主な質問
潜在的なパートナーをより明確に把握するために、私が常に推奨する質問をいくつかご紹介します。.
| 調査分野 | 質問例 |
|---|---|
| 材料管理 | "「銅材のグレードと純度をどのように確認していますか?」" |
| 仕上がりの一貫性 | "「ブラッシュ仕上げのテクスチャと色に関する具体的なQCチェックは何ですか?」" |
| プロジェクト管理 | "「プロジェクトの進捗状況について、私の単一の連絡窓口は誰になりますか?」" |
| 物流 & 配送 | "「梱包と国際貨物に関する標準的な手順は何ですか?」" |
これらの質問に自信を持って答えられる能力は、その信頼性の強力な指標となります。.
明確な期待値を設定し、詳細な質問をすることは、最初の重要なステップです。この初期のデューデリジェンスは、信頼できるブラッシュドカッパー製造パートナーを選択するのに役立ち、長期的な成功のための強固な基盤を築き、コストのかかる遅延や品質の問題を防ぎます。.
今すぐPTSMAKEでブラッシュドカッパーパーツの見積もりを取得しましょう
プレミアムなブラッシュドカッパーソリューションで、次の工業プロジェクトをレベルアップする準備はできていますか?カスタムCNC加工されたブラッシュドカッパー部品の迅速かつ正確な見積もりについては、PTSMAKEにお問い合わせください。プロトタイプから量産まで、当社の専門知識、信頼性、そして仕様を超えることへのコミットメントを信頼してください。今すぐRFQをお送りください!

この電気化学プロセスが金属をどのように劣化させるか、そしてそれをどのように防ぐかを学びましょう。. ↩
この化学処理と、それがどのように保護的で非反応性の表面を作成するかについて詳しく学びましょう。. ↩
材料の内部構造が部品の最終的な表面仕上げにどのように影響するかを理解しましょう。. ↩
軟金属におけるこの一般的な加工問題と、それを効果的に防ぐ方法について学びましょう。. ↩
閉じ込められたガスが真空または高純度環境で敏感なコンポーネントをどのように劣化させるかを理解しましょう。. ↩
この財務原則が、部品あたりのコストと予算計画にどのように直接影響するかを学びましょう。. ↩
特定の汚染物質が銅の表面を化学的にどのように変化させ、長期的な耐久性にどのように影響するかを学びましょう。. ↩
ストレスポイントが予期せぬ部品の破損をどのように引き起こすかを理解し、それらに対する設計方法を学びます。. ↩
この電気化学プロセスが、複数の金属を使用した設計にどのように影響するかを理解します。. ↩
この重要な材料特性が、部品の設計と耐久性にどのように影響するかについて詳しく学びます。. ↩
化学プロセスが銅の表面にさまざまなユニークで経年変化した色合いをどのように作り出すかを発見します。. ↩
認定されたQMSがどのように一貫した品質を保証し、プロジェクトのサプライチェーンリスクを最小限に抑えるかを学びます。. ↩






