

Výrobní inžinieri čelia kritickej výzve: dosiahnuť konzistentné kovové spoje s vysokou pevnosťou bez tepelného poškodenia alebo deformácie materiálu. Tradičné metódy zvárania často spôsobujú tepelné napätie, oxidáciu a deformácie, ktoré môžu ohroziť presné komponenty.
Ultrazvukové zváranie kovov ponúka proces spájania v pevnom stave, ktorý vytvára molekulárne väzby prostredníctvom vysokofrekvenčných vibrácií a tlaku, čím sa eliminujú zóny ovplyvnené teplom pri zachovaní vlastností materiálu a rozmerovej presnosti.
Po práci na rôznych výzvach v oblasti spájania kovov v spoločnosti PTSMAKE som videl, ako môže správny prístup k ultrazvukovému zváraniu vyriešiť zložité problémy pri montáži. Táto príručka sa zaoberá 12 základnými aspektmi, ktoré rozhodujú o úspechu zvárania, od kompatibility materiálov až po stratégie optimalizácie procesov, ktoré zabezpečujú spoľahlivé výsledky výroby.
Aké fyzikálne obmedzenia definujú ‘zvariteľnosť’ materiálu?
Nie všetky kovy sa dajú ľahko zvárať. Zvariteľnosť materiálu nie je jednoduchá odpoveď "áno" alebo "nie". Závisí to od jeho základných fyzikálnych vlastností.
Tieto vlastnosti určujú, ako materiál reaguje na proces zvárania. Pri technikách, ako je ultrazvukové zváranie kovov, je to veľmi dôležité. Ich pochopenie je kľúčom k úspechu.
Kľúčové faktory zvariteľnosti
Niektoré vlastnosti sú dôležitejšie ako iné. Tvrdosť, ťažnosť a vodivosť zohrávajú veľkú úlohu. Hrúbka materiálu tiež stanovuje jasné limity.
| Vlastníctvo | Vplyv na ultrazvukové zváranie |
|---|---|
| Tvrdosť | Príliš tvrdé zabraňuje plastickej deformácii |
| Ťažnosť | Umožňuje tok a spájanie materiálu |
| Vodivosť | Vysoká vodivosť rozptyľuje energiu |
| Hrúbka | Obmedzuje prenos vibračnej energie |
Tieto faktory spoločne určujú, či je vôbec možné vytvoriť pevný a spoľahlivý zvar.

Fyzika za obmedzeniami
Úspech ultrazvukového zvárania závisí od fyziky. Tento proces využíva vysokofrekvenčné vibrácie na vytvorenie pevného spoja. Kov sa pri ňom neroztavuje. Namiesto toho využíva trenie a tlak.
Tvrdosť a ťažnosť
Tvrdosť je rozhodujúca. Ak je kov príliš tvrdý, vibrácie nemôžu vytvoriť dostatočné trenie alebo plastickú deformáciu v kĺbe. Povrchy sa nespoja. Naopak, dobrá tvárnosť umožňuje materiálom pod tlakom prúdiť a miešať sa, čím sa vytvorí pevný zvar. Mäkšie a tvárnejšie kovy sú vo všeobecnosti vhodnejšími kandidátmi.
Dvojitá úloha vodivosti
Záleží aj na tepelnej a elektrickej vodivosti. Vysoko vodivé materiály, ako je meď, môžu byť problematické. Príliš rýchlo rozptyľujú vibračnú energiu vo forme tepla. To zabraňuje dostatočnému nárastu teploty na rozhraní zvaru, aby došlo k zmäknutiu materiálu.
Obmedzenia hrúbky
Hrúbka materiálu je hlavnou fyzickou prekážkou. Ultrazvukové vibrácie musia prejsť cez vrchný diel, aby sa dostali do spoja. Hrubšie materiály túto energiu tlmia. Tým sa znižuje účinnosť zvaru, čo sťažuje dosiahnutie pevného spoja. Celý tento proces závisí od vytvorenia dostatočného medzifázový sklz1 medzi povrchmi.
Vhodnosť materiálu na ultrazvukové zváranie je definovaná jeho fyzikálnym zložením. Tvrdosť, ťažnosť, vodivosť a hrúbka nie sú len abstraktné vlastnosti. Priamo ovplyvňujú, či sa môže vytvoriť pevný spoj v pevnom stave, pretože obmedzujú prenos energie a deformáciu materiálu na rozhraní zvaru.
Aké sú hlavné kategórie aplikácií ultrazvukového zvárania kovov?
Ultrazvukové zváranie kovov je univerzálna technológia. Jej použitie je veľmi rozmanité. Každý typ si vyžaduje špecifický prístup a odborné znalosti.
Rozdeľme si hlavné kategórie. Používajú sa v mnohých odvetviach. Od automobilového priemyslu až po zdravotnícke zariadenia. Proces je prispôsobený pre rôzne materiály a tvary.
Tu je stručný prehľad bežných aplikácií:
| Kategória aplikácie | Primárny priemysel | Bežné materiály |
|---|---|---|
| Spájanie drôtov | Automobilový priemysel, elektronika | Meď, hliník |
| Tesnenie rúrok | Zdravotníctvo, HVAC | Meď, hliník |
| Zváranie batérií | EV, spotrebná elektronika | Meď, nikel, hliník |
| Spájanie fólií/listov | Obaly, solárne zariadenia | Hliník, meď |
Pochopenie týchto kategórií je kľúčové. Pomôže vám to pri výbere správneho postupu pre váš projekt.
Riešenie výziev špecifických pre aplikáciu
Každá kategória ultrazvukového zvárania kovov predstavuje jedinečné prekážky. Úspech závisí od pochopenia týchto zložitostí. Nie je to len o vyvíjaní tlaku a vibráciách. Vyžaduje si to hlboké znalosti procesu.
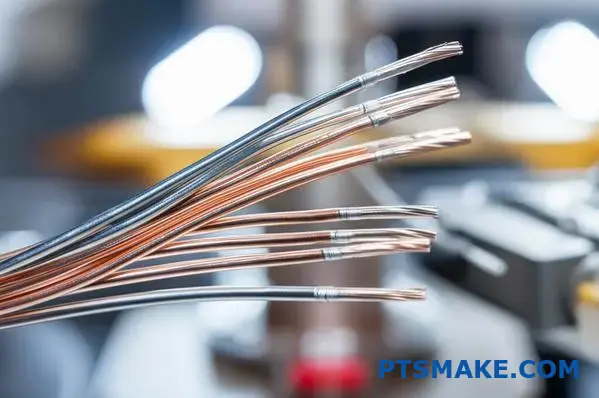
Zložitosti spájania drôtov
Spájanie drôtov sa môže zdať jednoduché. Kontrola zvarového spoja je však veľmi dôležitá. Príliš veľa energie môže poškodiť tenké drôty. Príliš malá má za následok slabé a nespoľahlivé spojenie. Veľkú úlohu tu zohráva aj kombinácia materiálov.
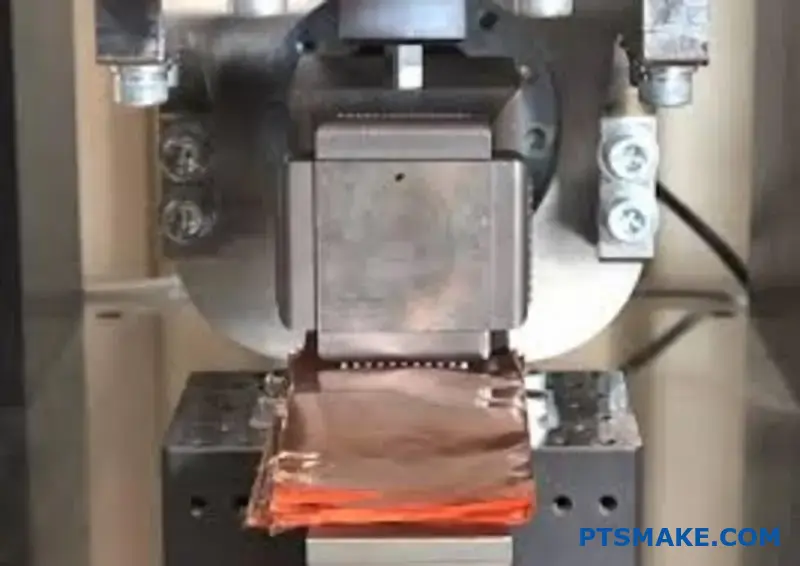
Zváranie batérií a fólií
Výroba batérií je hlavnou oblasťou pre túto technológiu. Zváranie tenkých fólií na karty si vyžaduje mimoriadnu presnosť. Akékoľvek poškodenie môže ohroziť výkon a bezpečnosť batérie. Hlavnou výzvou je udržanie konzistentnej kvality zvaru. Tá sa musí vykonávať na tisícoch dielov. Tento proces je veľmi citlivý na znečistenie povrchu.
Vysokofrekvenčné vibrácie vyvolávajú proces nazývaný akustické zmäkčenie2. Tým sa kov na chvíľu stane poddajnejším. Umožňuje spojenie v pevnom stave bez tavenia.
Prehľad výziev
| Aplikácia | Kľúčová výzva | Prečo je to ťažké |
|---|---|---|
| Spájanie drôtov | Kontrola samovýrobkov zvaru | Vyváženie pevnosti spoja a celistvosti drôtu. |
| Tesnenie rúrok | Dosiahnutie hermetického utesnenia | Zabezpečenie, aby v kritických systémoch, ako je HVAC, nedochádzalo k únikom. |
| Zváranie batérií | Predchádzanie poškodeniu fólie | Tenké materiály sa ľahko roztrhnú alebo prehrejú. |
| Spájanie plechov | Udržiavanie rovinnosti | Veľké a tenké povrchy sa môžu pod tlakom deformovať. |
V minulých projektoch spoločnosti PTSMAKE sme obrábali komponenty pre zváracie prípravky. Chápeme, aká je presná výroba rozhodujúca pre efektívnu podporu týchto moderných metód spájania.
Ultrazvukové zváranie kovov je vysoko špecializované. Od spájania drôtov až po zváranie batérií, každá z nich má odlišné výzvy. Úspech závisí od pochopenia týchto nuáns a uplatnenia presnej kontroly procesu na dosiahnutie spoľahlivých a vysokokvalitných spojov pre každý špecifický prípad použitia.
Ako ovplyvňujú zváranie kombinácie materiálov (napr. Cu-Al)?
Zváranie rozdielnych materiálov, ako je meď a hliník, predstavuje jedinečnú výzvu. Hlavný problém spočíva v ich výrazne odlišných fyzikálnych vlastnostiach.
Keď sa ich pokúsite spojiť, jednoducho sa nespoja. Na rozhraní zvaru reagujú chemicky.
Problém s miešaním kovov
Táto reakcia vytvára krehké vrstvy, ktoré môžu pri namáhaní spôsobiť zlyhanie zvaru. Tieto vrstvy sú tvrdé, ale nemajú dostatočnú húževnatosť. Sú slabým článkom reťaze.
Pozrime sa na ich základné rozdiely.
| Vlastníctvo | Meď (Cu) | Hliník (Al) |
|---|---|---|
| Bod topenia | ~1083°C | ~660°C |
| Tepelná vodivosť | Vysoká | Veľmi vysoká |
| Kryštálová štruktúra | FCC | FCC |
Vďaka týmto protichodným vlastnostiam je kontrola procesu zvárania absolútne nevyhnutná pre úspešný spoj.

Kontrola krehkej tvorby intermetalov
Keď sa meď a hliník zahrievajú a miešajú, vytvárajú rôzne intermetalické zlúčeniny3. Tieto zlúčeniny, ako napríklad Al₂Cu a Al₄Cu₉, sú notoricky známe svojou krehkosťou a náchylnosťou na praskanie.
Hrúbka tejto intermetalickej vrstvy je nepriateľom. Silnejšia vrstva má za následok slabší spoj. Hlavným cieľom je vždy udržať túto vrstvu čo najtenšiu, ideálne len niekoľko mikrometrov.
Dolaďovanie parametrov zvárania
Ako to teda dosiahneme? Odpoveďou je presná kontrola parametrov zvárania. Najdôležitejším faktorom je príkon tepla. Menej tepla znamená kratší reakčný čas a tenšiu krehkú vrstvu.
Práve tu vynikajú pokročilé procesy, ako je ultrazvukové zváranie kovov. Vytvárajú spoj v pevnom stave s minimálnym množstvom tepla, čím obchádzajú mnohé problémy tavného zvárania.
V spoločnosti PTSMAKE upravujeme viaceré parametre pre každú jedinečnú aplikáciu.
| Parameter | Úprava | Vplyv na zvar Cu-Al |
|---|---|---|
| Príkon tepla | Minimalizujte | Znižuje hrúbku intermetalickej vrstvy |
| Rýchlosť zvárania | Zvýšenie | Obmedzuje čas pre rast intermetalických prvkov |
| Tlak | Optimalizácia | Zabezpečuje dobrý kontakt s atómom |
Na základe našich skúseností s projektmi je vyváženie týchto premenných kľúčové. Nie je to o jednom nastavení, ale o ich vzájomnej synergii. Takto zabezpečujeme pevné, trvanlivé a spoľahlivé spojenie kritických komponentov našich klientov.
Zváranie nepodobných kovov, ako je Cu-Al, je náročné kvôli krehkým intermetalickým častiam. Riešením je presná kontrola parametrov, najmä minimalizácia tepla. Toto starostlivé riadenie obmedzuje rast týchto slabých vrstiev, čím sa zabezpečí vytvorenie pevného a spoľahlivého spoja.
Aké sú bežné spôsoby porúch ultrazvukových zvarov?
Rozpoznanie porúch zvarov je prvým krokom ku kontrole procesu. Každá chyba je vodítkom, ktoré priamo poukazuje na konkrétny problém vo vašom nastavení. Ide o diagnostikovanie príznakov, aby ste našli liek.
Tým sa predchádza nákladným zmetkom a oneskoreniu výroby. Preskúmame najčastejšie spôsoby porúch, s ktorými sa stretnete.
Zváranie pod vodou
Výsledkom je slabý spoj, ktorý ľahko zlyhá. Diely sa môžu zdať spojené, ale chýba im štrukturálna integrita. Je to jasný znak nedostatočnej energie, ktorá sa dostáva na rozhranie zvaru.
Nadmerné zváranie
V tomto prípade sa používa príliš veľa energie. To môže spôsobiť praskliny, degradáciu materiálu alebo vzplanutie. To vážne ohrozuje pevnosť a vzhľad konečnej zostavy.
Lepenie materiálu
Keď sa materiál roztopí a priľne k rohu, je to veľký problém. Táto chyba poškodzuje povrch súčiastky a môže zastaviť výrobu pre čistenie nástroja.

Je dôležité pochopiť, čo tieto chyby spôsobuje. Podľa mojich skúseností väčšina problémov súvisí s niekoľkými kľúčovými parametrami procesu. Spojením spôsobu poruchy s parametrom môžete vykonať cielené úpravy. Tento systematický prístup je oveľa účinnejší ako náhodné dohady.
Tento proces sa opiera o kontrolované Medzifázové trenie4 na výrobu tepla. Ak sú parametre vypnuté, toto trenie je buď príliš nízke, alebo príliš vysoké, čo vedie k predvídateľným chybám. Problémy pri ultrazvukovom zváraní kovov často vyplývajú zo správneho nastavenia tejto rovnováhy.
Diagnostika hlavnej príčiny
V spoločnosti PTSMAKE často pomáhame klientom riešiť problémy s ich zváracími procesmi. Logická diagnostická metóda je vždy najlepšou cestou vpred. Nižšie je uvedená tabuľka, ktorá spája bežné poruchy s ich pravdepodobnými príčinami.
| Defekt zvaru | Potenciálny problém parametrov | Spoločná oprava |
|---|---|---|
| Zváranie pod vodou | Nízka amplitúda, krátky čas zvárania, nízky tlak | Postupne zvyšujte parametre príkonu energie. |
| Nadmerné zváranie/praskanie | Vysoká amplitúda, dlhý čas zvárania, vysoký tlak | Systematicky znižujte príkon energie. |
| Lepenie materiálu | Nadmerné teplo, zlá povrchová úprava nástroja, nesprávny materiál | Znížte amplitúdu/čas, skontrolujte stav klaksónu. |
| Nedôsledný peeling | Kolísanie parametrov, zlé prispôsobenie dielov | Kalibrácia zváračky, vylepšenie prípravkov na diely. |
Táto tabuľka slúži ako pevný východiskový bod pre riešenie problémov. Vždy upravujte jeden parameter po druhom, aby ste izolovali premennú, ktorá spôsobuje problém.
Rozpoznanie týchto chýb je veľmi dôležité. Ich prepojenie s parametrami procesu, ako je tlak, čas a amplitúda, umožňuje presné riešenie problémov. Tým sa zabezpečia konzistentné a vysokokvalitné zvary, čím sa ušetrí drahocenný čas a zabráni sa plytvaniu materiálom vo výrobnej linke.
Ako vplýva čistota dielov na proces zvárania?
Povrchové nečistoty sú významnou prekážkou pri dosahovaní pevného zvaru. Látky ako oleje, oxidy a výkresové zlúčeniny vytvárajú na kove bariéru.
Táto bariéra zabraňuje priamemu kontaktu kovu s kovom, ktorý je potrebný na vytvorenie pevného spoja. Výsledkom je často nekonzistentný a štrukturálne slabý zvarový spoj.
Bežné kontaminanty a ich účinky
| Kontaminant | Primárny vplyv |
|---|---|
| Oleje a mazivá | Vytvára pórovitosť, oslabuje kĺb |
| Oxidy (hrdza) | Zachytené ako inklúzie, spôsobujú krehkosť |
| Kreslenie zlúčenín | Pôsobí ako fyzická bariéra, zabraňuje fúzii |
Preto je správne čistenie kritickým a neoddiskutovateľným krokom v pracovnom procese zvárania.

Ako znečisťujúce látky narušujú zváranie
Kontaminanty aktívne zasahujú do procesu zvárania. Vnášajú nežiaduce prvky a bránia úspešnému vytvoreniu skutočného metalurgického spoja.
Problém s olejmi a tukmi
Pri zváraní sa oleje a tuky odparujú. Pri tomto procese sa uvoľňujú plyny, ktoré sa môžu zachytiť v roztavenom zvarovom kúpeli. Vznikajú tak malé bublinky, známe ako pórovitosť, ktoré spôsobujú, že konečný zvar je slabý a nespoľahlivý.
Problém s oxidmi
Oxidy, ako napríklad hrdza, majú zvyčajne oveľa vyššiu teplotu topenia ako základný kov. Počas zvárania sa správne neroztavia. Namiesto toho sa vo zvare zachytia ako pevné inklúzie, čo znižuje pevnosť a ťažnosť spoja.
Bariérový efekt
V konečnom dôsledku všetky kontaminanty tvoria špinavú medzifázová vrstva5 na povrchu materiálu. Táto bariéra fyzicky oddeľuje kovové časti. Niektoré procesy, ako napríklad ultrazvukové zváranie kovov, závisia od absolútne čistého povrchu, aby sa vytvoril spoj. Táto znečistená vrstva pohlcuje energiu, narúša tok tepla a bráni správnemu spojeniu.
| Typ kontaminantu | Mechanizmus narušenia | Dôsledky |
|---|---|---|
| Organické (olej) | Odparovanie a tvorba plynu | Pórovitosť, vodíková krehkosť |
| Anorganické (oxid) | Vysoký bod topenia | Inklúzie, znížená ťažnosť |
| Spracovanie (zložené) | Fyzická bariéra | Nedostatok fúzie, slabé spojenie |
V minulých projektoch spoločnosti PTSMAKE sme identifikovali nedostatočné čistenie ako priamu príčinu zlyhania komponentov. Je to základný krok pre každý spoľahlivý výrobný proces.
Znečisťujúce látky, ako sú oleje a oxidy, vytvárajú bariéru, ktorá bráni správnemu spojeniu kovu s kovom. To vedie k slabým zvarom s defektmi, ako sú pórovitosť a inklúzie. Správna príprava povrchu je nevyhnutná na dosiahnutie spoľahlivej kvality a pevnosti zvaru.
Aké typy spätnej väzby existujú v moderných zváračkách?
Moderné zváračky ponúkajú presnú kontrolu nad procesom spájania. Výber správneho režimu riadenia je kľúčom k dosiahnutiu konzistentných výsledkov. Nie je to univerzálna situácia.
Každý režim poskytuje iný spôsob riadenia cyklu zvárania. Výber závisí od materiálov, geometrie dielov a požiadaviek na kvalitu.
Porovnanie režimov ovládania kľúčov
Pochopenie najlepšieho prípadu použitia pre každý režim zabraňuje bežným chybám pri zváraní. Zabezpečuje stabilitu vašej výrobnej linky.
| Režim ovládania | Primárna funkcia |
|---|---|
| Čas | Zvára na pevne stanovený čas. |
| Energia | Dodáva prednastavené množstvo energie. |
| Špičkový výkon | Zastaví zváranie na cieľovej úrovni výkonu. |
| Vzdialenosť | Zvára, kým sa nedosiahne určitý kolaps. |
Tento výber priamo ovplyvňuje kvalitu konečného výrobku.

Praktická príručka o režimoch riadenia
Výber správneho ovládacieho prvku je rozhodujúcim krokom. Zabezpečuje, aby každý zvar spĺňal prísne špecifikácie. Platí to najmä pre vysoko presné aplikácie. V minulých projektoch spoločnosti PTSMAKE sme videli, ako môže zmena režimu vyriešiť pretrvávajúce problémy s kvalitou.
Časový režim
Ide o najzákladnejšie ovládanie. Zváračka pracuje počas vopred nastaveného času. Je to jednoduché a opakovateľné pre aplikácie, kde je konzistencia dielov a materiálov veľmi vysoká. Nemôže však kompenzovať odchýlky.
Energetický režim
Energetický režim dodáva zvaru určité množstvo elektrickej energie. Tento režim je vynikajúci na kompenzáciu malých odchýlok v povrchu alebo materiáli dielu. Často sa používa pri ultrazvukovom zváraní kovov, aby sa zabezpečilo vytvorenie pevnej molekulárnej väzby.
Režim špičkového výkonu
Tu sa zvárací cyklus zastaví po dosiahnutí vopred stanovenej úrovne výkonu. To je užitočné na ochranu chúlostivých komponentov pred nadmerným výkonom. Zabraňuje prehriatiu alebo poškodeniu.
Vzdialenosť / režim zhrnutia
Tento režim ponúka najpriamejšiu fyzickú spätnú väzbu. Proces sa zastaví, keď sa zadaná zrútenie zvaru6 sa meria. Tým sa zabezpečí konzistentná pevnosť spojov a konečné rozmery zostavy. Je ideálny pre kritické aplikácie.
| Režim ovládania | Najlepší prípad použitia | Kľúčový prínos |
|---|---|---|
| Čas | Vysoko konzistentné diely, jednoduché spoje. | Jednoduchosť a rýchlosť. |
| Energia | Diely s menšími povrchovými odchýlkami. | Kompenzuje nezrovnalosti. |
| Špičkový výkon | Chúlostivá alebo na teplo citlivá elektronika. | Zabraňuje poškodeniu komponentov. |
| Vzdialenosť | Kritické zostavy vyžadujúce presnosť rozmerov. | Zaručuje mechanickú integritu. |
Výber správneho režimu riadenia - čas, energia, výkon alebo vzdialenosť - je základom stability procesu. Najlepšia voľba je vždy spojená s konkrétnou aplikáciou, materiálmi a požiadavkami na kvalitu, aby sa vždy zabezpečili konzistentné a spoľahlivé zvary.
Ako ovplyvňuje hrúbka obrobku výber parametrov?
Celková hrúbka zvarového stohu je dôležitým faktorom. Silnejšie materiály predstavujú významnú prekážku pre úspešné zvary. Na vytvorenie pevného spoja potrebujú oveľa viac energie.
Nejde len o zvýšenie výkonu. Výber parametrov sa stáva krehkou rovnováhou. Musíme zvážiť výkon, frekvenciu a dokonca aj konštrukciu nástroja, aby sme dosiahli správny výsledok.
Posuny kľúčových parametrov
Väčšia hrúbka si vyžaduje zásadnú zmenu prístupu.
| Faktor | Tenký obrobok | Silný obrobok |
|---|---|---|
| Napájanie | Nižšie | Vyššie |
| Nástroje | Štandard | Robustnejšie |

Prekonanie rozptylu energie
Pri zváraní hrubších materiálov sa stráca viac vibračnej energie. Tá sa rozptýli vo forme tepla po celom obrobku namiesto toho, aby sa sústredila na rozhraní zvaru. Tento efekt je formou tlmenie materiálu7. Ak chcete vytvoriť silné puto, musíte prekonať túto stratu energie.
Nastavenie výkonu a frekvencie
Na kompenzáciu musí systém dodávať viac energie. To spôsobuje vyššiu amplitúdu vibrácií. Často sa stretávame s tým, že nižšie frekvencie, napríklad 20 kHz, fungujú lepšie ako 40 kHz na hrubších komínoch. Väčší pohyb pomáha efektívnejšie prenášať energiu cez materiál.
Typické úpravy parametrov
Naše skúsenosti z minulých projektov ukazujú jasný trend.
| Parameter | Tenký komín (<1 mm) | Hrubý stoh (>3 mm) |
|---|---|---|
| Napájanie | Nízka až stredná | Vysoká |
| Frekvencia | 40 kHz alebo 30 kHz | 20 kHz alebo 15 kHz |
| Amplitúda | Nižšie | Vyššie |
| Nástroje | Štandardný dizajn | Zosilnené/odolné |
Potreba robustného náradia
Zvýšená sila a amplitúda enormne zaťažujú nástroje. Štandardné rohy a kovadliny môžu za týchto podmienok prasknúť alebo zlyhať. V spoločnosti PTSMAKE navrhujeme pre tieto aplikácie robustnejšie nástroje. To je rozhodujúce pre konzistentný výkon pri ultrazvukové zváranie kovov a predchádza nákladným poruchám zariadenia.
Zváranie hrubších materiálov si vyžaduje dôkladnú kalibráciu systému. Kľúčové úpravy zahŕňajú vyšší výkon, nižšiu frekvenciu a odolnejšie nástroje. Tento prístup účinne riadi zvýšené energetické nároky a zabezpečuje pevný a spoľahlivý spoj obrobku.
Aká je štruktúra komplexného systému monitorovania kvality zvarov?
Skutočne komplexný systém presahuje rámec jednoduchých vizuálnych kontrol. Spolieha sa na údaje v reálnom čase a vytvára digitálny podpis pre každý jeden zvar. To je jadro modernej kontroly kvality.
Monitorovanie kľúčových dátových bodov nám umožňuje okamžitú kontrolu stavu. Umožňuje nám nahliadnuť do procesu v jeho priebehu.
Kľúčové údaje v reálnom čase
Tu sú dôležité ukazovatele, ktoré sledujeme:
| Dátový bod | Čo meria |
|---|---|
| Krivka výkonu | Energia spotrebovaná počas celého cyklu zvárania. |
| Konečný kolaps | Konečná hrúbka zváraných materiálov. |
| Frekvenčný posun | Zmeny rezonančnej frekvencie systému. |
Tieto údaje poskytujú úplný obraz o integrite zvaru.

Aby sme zabezpečili kvalitu, údaje nielen zhromažďujeme, ale používame ich aj na automatizované rozhodovanie. Každý zvar vytvára jedinečný podpis na základe výkonu, kolapsu a frekvencie.
V našej práci na PTSMAKE sme stanovili "zlatú" signatúru zvaru. Tá je založená na rozsiahlom testovaní a analýze dokonalých dielov. Tento podpis sa stáva naším meradlom kvality.
Od údajov k automatizovanému odmietnutiu
Na túto referenčnú hodnotu potom aplikujeme kontrolné limity. Tento proces sa často nazýva okná s parametrami8. Každý zvar, ktorý vytvára signatúru mimo týchto definovaných limitov, je automaticky označený.
Tento systém neodhaduje. Ak sa údaje o diele odchýlia, okamžite sa odmietnu alebo roztriedia na preskúmanie. To je pri veľkosériovej výrobe veľmi dôležité. Zabezpečuje, aby neprešiel žiadny podozrivý diel.
Pri procesoch, ako je ultrazvukové zváranie kovov, je táto presnosť neoddiskutovateľná.
Zisťovanie bežných chýb
Tu sa dozviete, ako môžu odchýlky údajov naznačovať konkrétne problémy:
| Odchýlka údajov | Potenciálna chyba |
|---|---|
| Nízky výkon | Nedostatočná energia, slabá väzba |
| Vysoký kolaps | Nadmerné zváranie, poškodenie materiálu |
| Atypická frekvencia | Kontaminácia, zlé uloženie dielu |
Tento automatizovaný prístup eliminuje ľudské chyby. Poskytuje tiež úplný digitálny záznam pre vysledovateľnosť, čo je pre našich klientov v lekárskom a automobilovom sektore veľmi dôležité.
Údaje v reálnom čase menia monitorovanie zvarov z reaktívneho na proaktívny proces. Sledovaním kľúčových metrík môžeme automaticky odhaliť a odmietnuť podozrivé diely, čím zabezpečíme konzistentnú kvalitu a úplnú sledovateľnosť každého vyrobeného komponentu.
Analýza neúspešného zvaru karty batérie: aký je váš postup?
Keď zvar na karte batérie zlyhá, prvá otázka vždy znie: "Prečo?". Vysoký odpor je jasným príznakom, ale nie príčinou.
Môj postup sa vyhýba dohadom. Je to systematické vyšetrovanie postavené na štyroch pilieroch. Táto štruktúra nám pomáha efektívne prejsť od symptómu k riešeniu.
Štyri piliere analýzy
Najprv začneme s jednoduchými vecami. Potom prejdeme na zložitejšie analýzy. To šetrí čas a zdroje.
Tu je stručný prehľad môjho pôvodného prístupu.
| Pilier analýzy | Primárne zameranie |
|---|---|
| Vizuálna kontrola | Povrchové chyby, zmena farby, zarovnanie |
| Prehľad údajov o zváraní | Zaznamenané parametre počas cyklu zvárania |
| Deštruktívne testovanie | Vnútorná štruktúra a pevnosť spoja |
| Prehľad materiálov | Kontaminácia, hrúbka a zloženie |
Tento metodický plán zaručuje, že nám neuniknú dôležité dôkazy.

Formulovanie plánu koreňovej príčiny
Komplexný plán je nevyhnutný. Začíname analýzou údajov o zvaroch zo stroja. Odchýlil sa výkon, čas alebo vzdialenosť zvaru od nastavených parametrov? Tieto údaje často poskytujú prvé vodítko.
Potom prejdeme k deštruktívnemu testovaniu. To je nevyhnutné na zistenie skutočnej príčiny. Jednoduchou skúškou odlupovania možno kvantifikovať pevnosť zvaru. Aby sme však videli dovnútra, potrebujeme pokročilejšie metódy.
Hĺbkový ponor s deštruktívnou a materiálovou analýzou
Práve v tom môj tím v PTSMAKE vyniká. Vykonávame priečny rez zvarovým jadrom. To umožňuje metalografická analýza9, čím sa pod mikroskopom odhalí vnútorná štruktúra. Hľadáme dutiny, trhliny alebo nedostatočné spojenie na rozhraní zvaru.
Tento krok je rozhodujúci v procesoch, ako je ultrazvukové zváranie kovov. Potvrdzuje, či sa vytvorila skutočná metalurgická väzba. Nakoniec preskúmame suroviny. Boli niklové tabule alebo medené fólie znečistené olejmi alebo oxidmi?
Tento komplexný prístup je uvedený v nasledujúcej tabuľke.
| Testovacia metóda | Kľúčový cieľ | Potenciálne zistenie |
|---|---|---|
| Test odlupovania | Kvantifikácia pevnosti zvaru | Nízka sila N naznačuje slabú väzbu |
| Prierez | Zobrazenie vnútornej štruktúry | Dutiny, zlý tok materiálu, mikrotrhliny |
| Analýza SEM/EDX | Kontrola čistoty materiálu | Povrchové nečistoty, nesprávna zliatina |
Kombináciou týchto metód získame úplný obraz o zlyhaní.
Kľúčom k úspechu je štruktúrovaná analýza hlavných príčin. Kombináciou vizuálnych kontrol, údajov o zvaroch, deštruktívnych skúšok a preskúmania materiálu môžeme prekročiť príznaky a identifikovať skutočný mechanizmus poruchy. Tým sa zabezpečí, že všetky nápravné opatrenia budú účinné a trvalé.
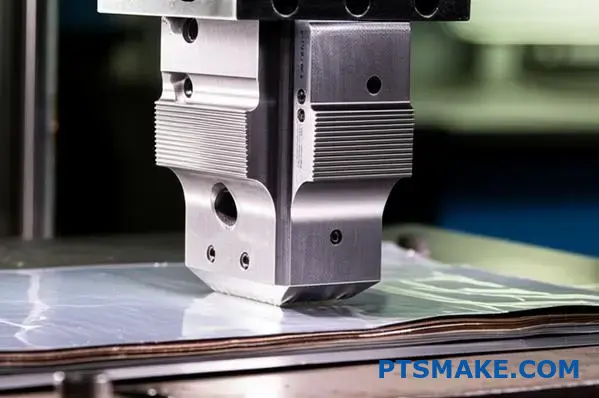
Kritizujte konštrukciu sonotródy pre komplexný viacvrstvový zvar fólie.
Zhodnoťme hypotetickú konštrukciu sonotródy. To je rozhodujúce pri komplexnom zváraní viacvrstvových fólií.
Cieľom konštrukcie je pevná a konzistentná väzba. Úspech závisí výlučne od geometrie nástroja.
Kľúčové prvky dizajnu
Profilovaný povrch zabezpečuje rovnomerný kontakt. Súčasťou balenia sú energetické smerovače na presné zameranie ultrazvukových vibrácií. Táto kombinácia je bežná.
Je však optimálny pre jemné, vrstvené fólie? Musíme sa pozrieť hlbšie.
| Funkcia | Zamýšľaný účel |
|---|---|
| Profilovaný povrch | Rovnomerné rozloženie upínacieho tlaku |
| Riaditelia pre energetiku | Koncentrácia energie na rozhraní zvaru |
| Kalená oceľ | Poskytujú trvanlivosť a odolnosť proti opotrebovaniu |
Analýza potenciálnych miest porúch
Kritický pohľad odhalí potenciálne problémy. Aj dobre premyslená konštrukcia môže pod tlakom zlyhať, najmä pri ultrazvukovom zváraní kovov. Interakcia medzi sonotródou, fóliami a kovadlinou je zložitá.
Profilovaný povrch nemusí dokonale zodpovedať skladaniu fólie. To môže spôsobiť nerovnomerné rozloženie tlaku, čo môže viesť k slabým miestam alebo nadmernému zváraniu v určitých oblastiach. Je to bežný problém, ktorý sme riešili v minulých projektoch spoločnosti PTSMAKE.
Príliš ostré energetické režimy môžu ľahko roztrhnúť vrchnú vrstvu fólie ešte pred vytvorením správneho zvaru. Materiál je akustická impedancia10 tu tiež zohráva veľkú úlohu. Nesúlad medzi sonotródou a obrobkom môže energiu odrážať namiesto jej prenosu.
Cesta k vylepšenému dizajnu
Namiesto ostrých režisérov by sme mohli použiť povrch s mikrotextúrou. Ten poskytuje priľnavosť a sústreďuje energiu bez poškodenia fólie.
Na základe výsledkov našich testov je neoceniteľná aj analýza metódou konečných prvkov (MKP). Pomáha simulovať teplo a tlak, čo nám umožňuje digitálne zdokonaliť obrys sonotródy ešte pred rezaním kovu.
| Potenciálne zlyhanie | Pravdepodobná príčina | Navrhované zlepšenie |
|---|---|---|
| Nerovnomerné zváranie | Zlé rozloženie tlaku | Spresnenie obrysu pomocou simulácie metódou konečných prvkov |
| Trhanie fólie | Agresívni energetickí riaditelia | Nahradiť povrch s mikrotextúrou |
| Slabá väzba | Odraz energie | Zhodný materiál sonotródy so zásobníkom fólie |
Teoretická kritika odhaľuje kritické nedostatky. Predvídaním porúch, ako je trhanie fólie, a navrhovaním zlepšení na základe údajov môžeme vytvoriť oveľa robustnejší návrh spoľahlivého procesu.
Ako by ste pristupovali k zváraniu novej alebo ‘nezvárateľnej’ zliatiny?
Keď sa stretnete s novým materiálom, nemôžete len tak hádať. Potrebujete plán. Plán výskumu a vývoja (R&D) je náš plán. Vďaka nemu sa neznáma výzva zmení na sériu zvládnuteľných krokov.
Takýmto štruktúrovaným prístupom riešime štúdie uskutočniteľnosti v spoločnosti PTSMAKE. Vďaka nemu získavame spoľahlivé údaje. Je to prvý krok k tomu, aby sa "nezvariteľné" dalo zvárať.
Počiatočné fázy výskumu a vývoja
Náš plán sa začína pochopením základov. Problém rozdelíme do kľúčových fáz.
| Fáza | Cieľ |
|---|---|
| Fáza 1 | Charakteristika materiálu |
| Fáza 2 | Testovanie základných parametrov |
| Fáza 3 | Vývoj nových techník |
Hlbší ponor do experimentálneho dizajnu
Základom nášho plánu výskumu a vývoja je navrhovanie inteligentných experimentov. Musíme izolovať premenné, aby sme zistili, čo skutočne funguje. Pri každej novej zliatine začíname stanovením základnej úrovne. Tá nám ukáže, ako sa materiál správa za štandardných podmienok.
Potom metodicky otestujeme limity. Cieľom je nájsť stabilné "zváracie okno". Ide o špecifickú kombináciu nastavení, ktorá vytvára pevný a spoľahlivý spoj. Celý proces závisí od vytvorenia dostatočného tepla a toku materiálu cez medzifázové trenie11 bez roztavenia kovu.
Skúmanie parametrov zvárania
V našom spoločnom výskume s klientmi sme zistili, že kľúčový je systematický prístup. Upravujeme jednu premennú za druhou, aby sme zmapovali jej vplyv na kvalitu zvaru. Tento proces založený na údajoch je kľúčový pre úspech pri ultrazvukovom zváraní kovov.
| Variabilné | Rozsah testu | Očakávaný vplyv |
|---|---|---|
| Amplitúda | Nízka až vysoká | Riadi vibračnú energiu a tvorbu tepla. |
| Tlak | Nízka až vysoká | Zabezpečuje tesný kontakt medzi povrchmi. |
| Čas zvárania | Od krátkeho k dlhému | Určuje trvanie aplikácie energie. |
Toto podrobné testovanie nám pomáha vyvíjať nové techniky. Tie môžu zahŕňať vlastné konštrukcie rohov alebo metódy prípravy povrchu prispôsobené špeciálne pre novú zliatinu.
Štruktúrovaný plán výskumu a vývoja je jediným spôsobom, ako sa vysporiadať s "nezvariteľnými" zliatinami. Poskytuje jasnú, údajmi podloženú cestu potrebnú na vývoj inovatívnych zváracích riešení a premenu náročných výrobných výziev na úspešné výsledky pre našich klientov.
Ako ovplyvňuje okolitá teplota a vlhkosť stabilitu procesu?
Výrazné zmeny prostredia môžu narušiť aj tie najstabilnejšie procesy. Teplota a vlhkosť sú tiché premenné. Môžu zmeniť samotnú fyziku vášho nastavenia.
Tieto faktory priamo ovplyvňujú ultrazvukový komín aj materiály, s ktorými pracujete.
Vplyv na kľúčové zložky
Zmeny teploty spôsobujú rozťahovanie alebo zmršťovanie materiálov. Tým sa mení rezonančná frekvencia ultrazvukového komína. Určité materiály môže ovplyvniť aj vlhkosť.
Stabilné prostredie je rozhodujúce pre konzistentné výsledky.
| Faktor | Vplyv na ultrazvukový komín | Vplyv na obrobok |
|---|---|---|
| Teplota | Mení rezonančnú frekvenciu | Mení vlastnosti materiálu |
| Vlhkosť | Môže spôsobiť koróziu komponentov | Pôsobí na hygroskopické materiály |

Fyzika v pozadí problému
Ultrazvukový zásobník je naladený na presnú rezonančnú frekvenciu. Pri zmene teploty sa komponenty rozťahujú alebo zmršťujú. Táto zmena fyzikálnych rozmerov priamo posúva frekvenciu. Nesúlad frekvencie znižuje účinnosť a konzistenciu zvárania.
Zraniteľné sú aj materiály obrobkov. Teplota ovplyvňuje ich plasticitu a tvrdosť. Vlhkosť môže vniesť vlhkosť, čo je problematické najmä pre polyméry. To mení vlastnosti materiálu akustická impedancia12, čo ovplyvňuje prenos energie.
Stratégie zmierňovania pre citlivé procesy
V minulých projektoch spoločnosti PTSMAKE sme zistili, že proaktívna kontrola je nevyhnutná. Pri aplikáciách s vysokou mierou rizika, ako je ultrazvukové zváranie kovov, nemôžete nechať prostredie na náhodu. Malé odchýlky môžu viesť k závažným problémom s kvalitou.
Klientom sme pomohli zaviesť spoľahlivé stratégie na boj proti týmto účinkom.
| Stratégia | Popis | Benefit |
|---|---|---|
| Kontrola klímy | Zavedenie systémov HVAC na udržiavanie stabilnej úrovne teploty a vlhkosti. | Zabraňuje posunu frekvencie a zmenám materiálu. |
| Pravidelná rekalibrácia | Pravidelne kontrolujte a nastavujte rezonančnú frekvenciu systému. | Zabezpečuje optimálnu dodávku energie. |
| Predbežná príprava materiálu | Obrobky pred spracovaním skladujte v kontrolovanom prostredí. | Stabilizuje vlastnosti materiálu. |
| Monitorovanie v reálnom čase | Používajte senzory na sledovanie podmienok prostredia a výkonu systému. | Umožňuje okamžité úpravy. |
Prijatím týchto opatrení môžete izolovať svoj proces od premenných vplyvov prostredia. Tým sa zabezpečia predvídateľné a opakovateľné výsledky.
Významné zmeny prostredia priamo ovplyvňujú rezonančnú frekvenciu a vlastnosti materiálu. Kontrola teploty a vlhkosti je rozhodujúca pre udržanie stability procesu a zabezpečenie kvality konečného výrobku.
Odomknite svoj úspech pri ultrazvukovom zváraní kovov s PTSMAKE
Ste pripravení vyriešiť svoje najťažšie výzvy v oblasti ultrazvukového zvárania kovov? Kontaktujte spoločnosť PTSMAKE a vyžiadajte si rýchlu cenovú ponuku - naši odborníci vám pomôžu prekonať problémy so zvariteľnosťou, optimalizovať parametre aplikácie a dosiahnuť opakovateľné a presné výsledky. Vytvorme spolu kvalitné riešenia - pošlite svoj dopyt teraz!

Zistite viac o mikromechanizmoch, ktoré umožňujú zváranie spojov v pevnom stave. ↩
Zistite, ako tento jav umožňuje vytvárať silné zvary bez tavenia kovu. ↩
Objavte vedecké poznatky o týchto zlúčeninách a ich vplyve na pevnosť spojov pri zváraní rôznorodých materiálov. ↩
Zistite, ako tento základný princíp určuje tvorbu tepla a kvalitu zvaru v ultrazvukových aplikáciách. ↩
Zistite, ako je táto mikroskopická hraničná vrstva rozhodujúca pre spojenie materiálu a celkovú integritu zvaru. ↩
Zistite, ako toto meranie zabezpečuje konzistentnú pevnosť spojov a konečné rozmery dielov. ↩
Zistite, ako vlastnosti materiálu ovplyvňujú absorpciu a rozptyl vibračnej energie počas zvárania. ↩
Zistite, ako nastavenie presných digitálnych limitov zabezpečuje 100% kontrolu kvality v procese. ↩
Zistite, ako mikroskopické vyšetrenie odhalí skryté chyby a potvrdí integritu zvaru. ↩
Pozrite sa, ako táto vlastnosť ovplyvňuje prenos energie a integritu zvaru. ↩
Zistite viac o tom, ako je trenie kľúčom k vytváraniu pevných spojov pri ultrazvukovom zváraní. ↩
Zistite viac o tom, ako táto vlastnosť ovplyvňuje účinnosť prenosu ultrazvukovej energie. ↩






