

Por que a Usinagem CNC para Componentes de Resfriamento Líquido Importa Agora
AI GPUs now push past 1000W TDP. Data center racks hit 50+ kW. Air cooling can’t keep up, and one leaky cold plate can take down a $2M server rack overnight.
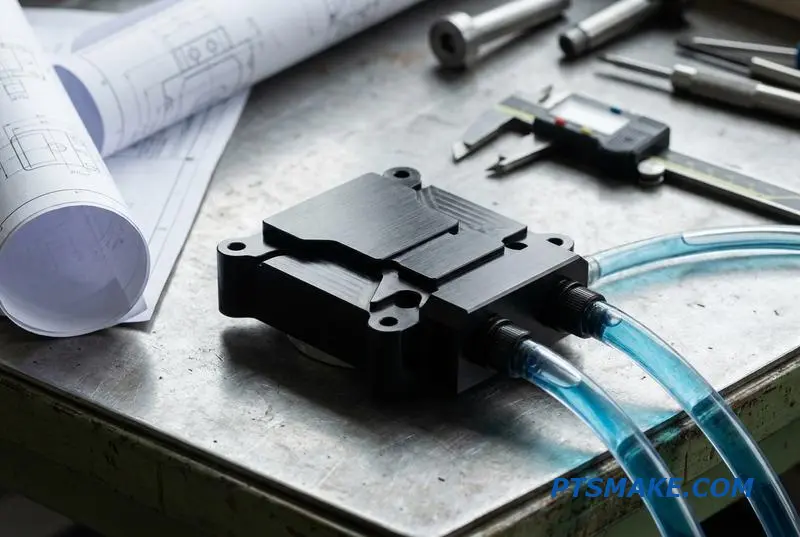
CNC machining is the dominant process for making liquid cooling components like cold plates, manifolds, and fluid connectors because it delivers tight sealing tolerances, complex flow channels, and zero tooling cost — all critical for reliable thermal management in modern high-power electronics.

I’ve spent the last few years helping thermal engineers move from prototype to production on liquid cooling projects. Below, I’ll walk you through what really matters — from channel design to O-ring grooves to pressure testing.
Por que a Usinagem CNC Assumiu a Fabricação de Componentes de Resfriamento Líquido
Modern electronics are generating immense heat. We see AI GPUs now exceeding 1000W TDP and data center racks pushing past 50 kW. Air cooling simply can’t keep up, making the shift to liquid cooling essential. This is where CNC machining became the dominant manufacturing process for these critical components.
Unlocking Complex Designs
CNC machining allows for the creation of intricate internal geometries like serpentine paths and microchannels. These designs are vital for maximizing thermal transfer, and CNC machining makes them possible without the high initial tooling costs associated with other methods, especially for prototyping and small batches.
The Importance of Precision and Materials
Tight tolerances on sealing surfaces are non-negotiable to prevent leaks. Our CNC machining services consistently achieve this. Furthermore, material flexibility is a significant advantage, allowing us to use the best material for the job.
| Caraterística | Maquinação CNC | Fundição |
|---|---|---|
| Custo das ferramentas | Baixo a nenhum | Elevado |
| Precisão | Muito elevado | Baixo a médio |
| Complexidade | Elevado | Médio |
| Prazo de execução | Curto | Longo |

CNC machining for liquid cooling is not just about cutting metal; it’s about enabling advanced thermal designs. It directly bridges the gap between a thermal engineer’s simulation and a physical part that performs reliably. This direct translation from digital model to finished component is key.
Achieving Optimal Fluid Dynamics
The performance of a liquid cooling system depends heavily on the internal flow path. We use CNC milling to create microchannels that maximize the surface area for heat exchange. Unlike other methods, this process ensures the channels are clean and dimensionally accurate, which is critical for efficient performance.
Material Integrity and Thermal Expansion
Material choice is also crucial. While copper offers superior thermal conductivity, aluminum provides a lighter, more cost-effective solution. The manufacturing process must not compromise the material’s properties. Our process also carefully considers the Coeficiente de expansão térmica1 when mating different materials to prevent stress-induced failures.
| Material | Condutividade térmica (W/mK) | Benefício chave |
|---|---|---|
| Cobre C110 | ~385 | Maximum Performance |
| Alumínio 6061 | ~167 | Cost-Effective & Lightweight |
At PTSMAKE, we frequently work with engineers to select the optimal material based on thermal requirements and budget, ensuring the final part meets all specifications without compromise.
CNC machining has become the industry standard for high-performance liquid cooling components. Its ability to produce complex internal geometries with high precision and material flexibility makes it the only practical choice for meeting the demands of modern electronics.
Tipos de Placas Frias e Quando Cada Uma Precisa de Usinagem CNC
Choosing the right cold plate involves balancing performance and cost. Not every design requires extensive CNC machining. The level of precision needed often dictates the manufacturing approach. Let’s break down the main types and where CNC becomes essential for performance.
Tube-Embedded vs. Machined Channel
Tube-embedded plates are cost-effective for moderate heat loads. We use CNC to machine precise grooves for the copper tubes, ensuring optimal thermal contact. Machined channel plates, however, have the fluid path milled directly into the metal for more complex designs and better performance.
Microchannel and Brazed Assemblies
For high-power applications, microchannel plates feature tiny, CNC-milled fins. Vacuum-brazed assemblies also rely on CNC to create intricate fin stacks. Both methods provide maximum surface area for heat dissipation but involve more intensive machining processes.

The decision to use a specific type of CNC cold plate depends entirely on the thermal requirements. Each construction method offers a different level of performance, directly tied to the complexity of its CNC machining process. Understanding this link is key to efficient product design.
Tube-Embedded and Machined Channel Details
With tube-embedded plates, CNC machining is limited to creating the groove. The tube’s surface quality is the primary factor. For machined channel plates, our Serviços de maquinagem CNC mill the entire serpentine or parallel path, creating a seamless fluid channel after a cover is sealed.
Soluções térmicas avançadas
Microchannel plates levam o desempenho térmico aos seus limites. Usinamos aletas com espessura de 200-500 mícrons. Montagens de placas-aletas soldadas a vácuo envolvem empilhar e unir aletas usinadas em CNC em um forno, um processo conhecido como Brasagem2. Isso cria uma unidade térmica forte, à prova de vazamentos e altamente eficiente.
| Aplicação | Placa Fria Recomendada | Nível de Envolvimento CNC |
|---|---|---|
| IGBT de Alta Potência | Canal Usinado / Soldado | Elevado |
| CPU/GPU | Microcanal | Muito elevado |
| Diodo a Laser | Canal Usinado | Elevado |
| Bateria de Veículo Elétrico | Tubo Embutido | Médio |
A escolha certa da placa fria equilibra o desempenho térmico com a complexidade de fabricação. Aplicações de alto calor exigem designs intrincados, tornando a usinagem CNC de precisão essencial para confiabilidade e eficiência. Isso garante que os componentes operem dentro de limites de temperatura seguros.
Design de Canal de Fluxo — O Que a Usinagem CNC Torna Possível Que Outros Métodos Não Conseguem
O Desafio do Gerenciamento Térmico
O gerenciamento térmico eficaz geralmente se resume ao design dos canais de fluxo internos. O objetivo é maximizar a transferência de calor enquanto gerencia a queda de pressão. No entanto, métodos de fabricação tradicionais impõem restrições significativas, limitando a eficiência com que podemos mover o fluido para remover o calor.
Limitações dos Métodos Tradicionais
Métodos como extrusão ou estampagem são econômicos para canais simples e retos, mas lutam com a complexidade. A fundição sob pressão oferece mais opções, mas envolve altos custos de ferramental e limitações de design, como ângulos de saída. Essas restrições podem comprometer o desempenho térmico desde o início.
| Método de fabrico | Vantagem principal | Restrição Chave de Design |
|---|---|---|
| Extrusão | Baixo custo para peças longas | Apenas perfis retos e uniformes |
| Estampagem | Alto volume, baixo preço por peça | Profundidade limitada e formas simples |
| Fundição injectada | Formas externas complexas | Requer ângulos de saída; MOQ alto |
A vantagem da maquinagem CNC
A usinagem CNC remove essas barreiras. Ela permite a criação de caminhos de fluxo otimizados e intrincados diretamente de um modelo digital. Essa liberdade permite que os engenheiros projetem primeiro para o desempenho, em vez de serem limitados por restrições de fabricação. Nossos Serviços de Usinagem CNC fornecem exatamente essa capacidade.

Desbloqueando a Liberdade de Design com CNC
A usinagem CNC oferece liberdade incomparável para criar caminhos de fluxo de refrigerante. Ao contrário da extrusão, que se limita a formas retas e prismáticas, o CNC pode produzir canais serpentinos com curvas completas de 180 graus. Isso maximiza o comprimento do canal em uma determinada área para melhor absorção de calor.
Geometrias Complexas Tornadas Simples
A estampagem limita a profundidade do canal e requer ângulos de saída, enquanto a fundição sob pressão requer moldes caros e altos pedidos mínimos. A usinagem CNC contorna completamente esses problemas. Podemos fresar arranjos de pinos com densidade variável, criar coletores de entrada assimétricos ou até mesmo produzir canais cônicos que garantem uma distribuição uniforme do fluxo.
Engenharia para Desempenho
Esse controle preciso sobre a geometria impacta diretamente a dinâmica dos fluidos, um fator chave no desempenho térmico. Manipulando a largura e o caminho do canal, podemos influenciar a Número de Reynolds3, que governa a transição entre o fluxo laminar e turbulento. Isso ajuda a equilibrar a resistência térmica em relação à queda de pressão.
Por exemplo, produzimos recentemente uma de 200x200mm Placa fria com canal de fluxo CNC para um cliente. Apresentava um canal serpentino de 5 passagens, com 3 mm de largura e 4 mm de profundidade, fresado em uma única configuração em uma de nossas máquinas de 3 eixos, alcançando contato térmico ideal.
A usinagem CNC desbloqueia desempenho térmico superior, permitindo geometrias complexas de canais de fluxo. Esses designs otimizados, impossíveis com métodos como extrusão ou fundição, permitem que os engenheiros controlem com precisão a dinâmica de fluidos e maximizem a eficiência da transferência de calor em componentes críticos.
Placas Frias de Microcanal — A Fronteira de Precisão da Usinagem CNC
Ao lidar com aplicações de alto fluxo de calor, as soluções de resfriamento padrão não são suficientes. Já vi isso em projetos envolvendo diodos a laser e módulos de potência SiC. É aqui que entram as placas frias de microcanal, oferecendo desempenho térmico superior ao maximizar a área de superfície para transferência de calor.
A Ascensão do Resfriamento de Alta Densidade
A demanda por eletrônicos compactos e poderosos empurra os limites térmicos. As placas frias tradicionais não conseguem acompanhar. Os designs de microcanal, no entanto, fornecem um caminho eficaz para dissipar calor intenso e localizado, garantindo confiabilidade e desempenho para componentes sensíveis. Os serviços de usinagem CNC são essenciais para criar essas estruturas intrincadas.
Principais aplicações
Esses componentes especializados são críticos em várias indústrias avançadas. Sua capacidade de gerenciar cargas térmicas intensas é essencial para a longevidade do dispositivo e a eficiência operacional.
| Aplicação | Desafio Térmico Chave |
|---|---|
| Díodos laser | Calor concentrado no emissor |
| Módulos de Potência SiC | Alta densidade de potência e perdas de comutação |
| Fotovoltaicos Concentrados | Energia solar intensa focada em uma pequena célula |

Fabricação de Microcanais
A criação desses canais minúsculos e precisos requer técnicas especializadas. Embora existam várias opções, cada uma apresenta um equilíbrio diferente entre custo, velocidade e capacidade. Na PTSMAKE, focamos no que oferece o maior valor, do protótipo à produção, para nossos parceiros.
CNC Micro-Milling: The Sweet Spot
For most applications, CNC micro-milling is the ideal solution. It offers design flexibility with near-zero tooling cost, allowing for rapid iteration. We can machine slots from 0.2mm to 1.0mm wide with aspect ratios up to 10:1, turning designs into hardware in days.
Alternative Manufacturing Methods
Other methods have their place. Micro-EDM achieves finer details but is significantly slower. Chemical etching is fast for shallow features but lacks depth control. Deep Reactive-Ion Etching4, or DRIE, offers incredible precision but is typically reserved for silicon wafer fabrication due to its high cost.
| Método | Caso de utilização típico | Cost Profile |
|---|---|---|
| CNC Micro-Milling | Prototype to medium volume | Baixa a moderada |
| Micro-EDM | Ultra-fine features | Elevado |
| Gravura química | Shallow, mass-produced channels | Baixo (à escala) |
| Silicon DRIE | Semiconductor-level precision | Muito elevado |
Tooling and Machining Challenges
Working at this scale has its difficulties. Micro-endmills under 0.5mm are fragile and require precise control to prevent breakage. Effective cooling is also critical, which is why we rely on high-pressure, through-spindle coolant systems to clear chips and maintain a clean surface finish inside the narrow slots.
As placas frias de microcanais são essenciais para aplicações de alto fluxo de calor. Embora existam vários métodos de fabricação, a microfresagem CNC oferece o melhor equilíbrio entre precisão, custo e velocidade para prototipagem e produção de volume médio, tornando-a uma escolha altamente prática para gerenciamento térmico avançado.
Materiais para Componentes de Resfriamento Líquido Usinados em CNC
Escolher o material certo para componentes de resfriamento líquido é um primeiro passo crítico. Sua decisão impacta o desempenho térmico, o custo e a complexidade de fabricação. A melhor escolha sempre depende das demandas específicas da aplicação e das restrições orçamentárias.
As Escolhas Mais Comuns
O Alumínio 6061-T6 é frequentemente a escolha padrão. Ele oferece boa condutividade térmica e é fácil de usinar, tornando-o uma opção econômica e versátil. Para desempenho superior, o Cobre C110 é o principal concorrente devido às suas propriedades térmicas superiores.
Comparação rápida
| Material | Condutividade térmica (W/mK) | Caraterísticas principais |
|---|---|---|
| Alumínio 6061-T6 | 167 | Melhor valor geral |
| Cobre C110 | 395 | Maior desempenho térmico |
| Aço inoxidável 316L | 16 | Excelente resistência à corrosão |
Esse equilíbrio entre desempenho e custo é um tema constante no fornecimento de Serviços de Usinagem CNC para gerenciamento térmico.

Embora alumínio e cobre sejam as principais escolhas, aplicações especializadas exigem materiais diferentes. Por exemplo, usamos aço inoxidável 316L para conexões em circuitos de glicol automotivos onde a resistência à corrosão é mais importante do que a condutividade térmica. O Titânio Grau 2 é para ambientes industriais altamente corrosivos.
Placas Frias de Alumínio vs. Cobre
Os clientes frequentemente perguntam se o desempenho do cobre justifica seu custo. O cobre oferece quase 2,5 vezes a condutividade térmica do alumínio 6061. No entanto, ele também pode ser de 3 a 5 vezes mais caro em custos de material e usinagem. O cobre é justificado para aplicações onde cada grau importa, como CPUs ou lasers de alta potência.
Considerações avançadas
Para circuitos de metal misto, o alumínio niquelado é uma ótima solução. O revestimento impede Corrosão galvânica5, que pode ocorrer quando metais diferentes entram em contato com um eletrólito. Nossos Serviços de Usinagem CNC são adaptados para lidar com esses requisitos específicos de material e acabamento de forma eficaz.
Matriz de Tomada de Decisão
| Aplicação | Necessidade Térmica | Material recomendado | Usinabilidade CNC | Custo relativo |
|---|---|---|---|---|
| PC de Consumo | Médio | Alumínio 6061-T6 | Excelente | Baixa |
| Servidor de Ponta | Elevado | Cobre C110 | Justo | Elevado |
| Circuito Automotivo | Baixo (Conectores) | Aço inoxidável 316L | Bom | Médio |
| Dispositivo médico | Alto (Pureza) | Cobre C101 OFHC | Justo | Muito elevado |
A seleção do material ideal é um equilíbrio crucial entre necessidades térmicas, usinabilidade, resistência à corrosão e orçamento. Para a maioria dos projetos, o alumínio oferece um ótimo ponto de partida, mas o cobre é essencial quando a dissipação máxima de calor é o objetivo principal.
Precisão de Vedação — Por Que a Tolerância da Ranhura do O-Ring Decide Se Sua Placa Fria Vazará
A falha mais comum em refrigeração líquida é o vazamento. Isso quase sempre acontece na interface de vedação onde um anel O-ring se encaixa. A precisão da ranhura do anel O-ring não é apenas um detalhe; é o fator mais importante para determinar se sua placa fria vaza sob pressão.
Princípios Chave de Design de Ranhuras
O sucesso depende do controle da profundidade da ranhura, acabamento superficial e perpendicularidade da parede. Mesmo pequenos desvios podem comprometer a vedação. Nós nos concentramos nesses detalhes em nosso processo de usinagem de ranhuras para anéis O-ring porque eles previnem falhas em campo antes mesmo que aconteçam.
Comparação de Tipos de Ranhuras
| Caraterística | Ranhura em Cauda de Andorinha | Ranhura Retangular |
|---|---|---|
| Retenção de Anel O-ring | Excelente | Bom |
| Custo de maquinagem | Mais alto | Inferior |
| Utilização comum | Alta vibração | Objetivo geral |

Why Manufacturing Method is Crucial
You can design the perfect groove, but the manufacturing method determines the final quality. Die casting, for example, often struggles to achieve the necessary tolerances and surface finish directly. The resulting grooves usually require a secondary machining operation to become reliable for sealing.
This is where precision CNC machining provides a clear advantage. We can machine grooves that meet specifications from the start.
A Case of Critical Failure
I recall a project where a client’s cold plates were failing at 8 bar. The groove depth was specified at 2.5mm, but a previous supplier produced them at 2.6mm. This tiny 0.1mm error reduced O-ring compression, allowing seal Extrusão6 and subsequent leakage.
This highlights how critical O-ring groove machining is. Below are the typical tolerances we work with, which our CNC machining services consistently achieve.
| Parâmetro | Tolerância típica | Aplicação crítica |
|---|---|---|
| Groove Depth | ±0,05 mm | ±0,025 mm |
| Acabamento da superfície (Ra) | ≤ 0.8 µm | ≤ 0.4 µm |
| Wall Perpendicularity | Within 0.1° | Within 0.05° |
By holding these tight tolerances, we ensure every part creates a perfect, lasting seal.
A precise O-ring groove is non-negotiable for reliable liquid cooling. Deviations in depth, finish, or perpendicularity lead to leaks. Precision O-ring groove machining is not an expense but an investment in product reliability, directly preventing costly field failures and ensuring long-term performance.
Usinagem de Coletores — Conectando Múltiplas Placas Frias Sem Desequilíbrio de Pressão
Liquid cooling manifolds are central to modern Coolant Distribution Units (CDU) and rack-level systems. Their job is to distribute coolant evenly to multiple cold plates. Achieving this without pressure imbalance or leaks is the main challenge we face in manufacturing them.
O design exige precisão absoluta. Isso inclui a criação de passagens internas de fluxo complexas e múltiplas portas roscadas em locais exatos. Cada conexão deve ser perfeitamente vedada. Nossa abordagem, utilizando serviços avançados de usinagem CNC, garante que cada manifold atenda a esses requisitos rigorosos para desempenho ideal.
O Papel na Integridade do Sistema
Os manifolds atuam como o sistema circulatório para eletrônicos de alta densidade. Qualquer falha, como um vazamento ou fluxo desbalanceado, pode levar a danos catastróficos no hardware. É por isso que usiná-los a partir de um bloco sólido é frequentemente o método mais confiável.

Usinagem de Precisão para Desempenho Impecável
A criação de um manifold confiável requer um processo de usinagem CNC em várias etapas. Para designs complexos com múltiplas portas, usamos fresamento de 4 ou 5 eixos para usinar as características externas e as localizações das portas com alta precisão. Isso é fundamental para garantir o alinhamento adequado na montagem final.
Criação de Passagens Internas
Longas passagens internas de fluxo são criadas usando técnicas especializadas. Após nossos testes, descobrimos que perfuração de furos profundos BTA7 é ideal para manter a retilinidade e um acabamento liso em longas distâncias, o que é essencial para uma dinâmica de fluidos previsível. As passagens são então cuidadosamente tampadas para criar um caminho de fluxo contínuo e selado.
Criação de Portas: Rosqueamento vs. Macho
Para roscas de porta, o fresamento de roscas é superior ao macho. Ele oferece um controle muito melhor sobre a tolerância posicional e a qualidade da rosca. Essa precisão é inegociável para garantir conexões sem vazamentos em todas as portas.
| Caraterística | Fresagem de roscas | Tocar |
|---|---|---|
| Precisão posicional | Elevado | Moderado |
| Qualidade da linha | Excelente | Bom |
| Custo das ferramentas | Mais alto | Inferior |
| Controlo de processos | Superior | Padrão |
Por exemplo, usinamos um manifold de distribuição de 12 portas para um gabinete de servidor de IA a partir de um único bloco de alumínio 6061. Este projeto de manifold de resfriamento líquido CNC eliminou 24 pontos de vazamento potenciais que existiriam com conexões de tubo tradicionais.
A usinagem CNC de precisão é a chave para produzir manifolds de resfriamento líquido confiáveis e sem vazamentos. Essa abordagem de fabricação garante fluxo balanceado e aumenta a integridade geral do sistema, o que é fundamental para aplicações de computação de alto desempenho e previne falhas custosas.
Conectores de Fluido e Acoplamentos de Desconexão Rápida — Torneamento Suíço no Seu Melhor
Em sistemas de resfriamento líquido, o desempenho depende dos menores componentes. Acoplamentos de desconexão rápida (QD), conexões e válvulas são onde os tornos CNC tipo suíço realmente se destacam. Sua capacidade de produzir peças altamente concêntricas com acabamentos superficiais excepcionais é crucial para desempenho à prova de vazamentos e confiabilidade.
Componentes Chave em Resfriamento Líquido
Estas peças pequenas e cilíndricas são a espinha dorsal de qualquer circuito de fluidos. Elas devem ser usinadas perfeitamente para evitar falhas dispendiosas. Na PTSMAKE, focamos em alcançar essa precisão desde a primeira peça.
Tipos e Funções de Conexões
Conexões diferentes desempenham papéis específicos dentro de um circuito de refrigeração. Cada uma requer uma abordagem de fabricação única para garantir uma conexão segura.
| Tipo de encaixe | Utilização primária | Foco na maquinagem |
|---|---|---|
| Conexões Barb | Tubos flexíveis | Barbas afiadas e consistentes |
| Acessórios de compressão | Tubulação rígida | Rosca e assento de virola precisos |
| Acoplamentos QD | Conexão frequente | Cone de vedação e assentos de válvula |
É aqui que a usinagem suíça demonstra sua superioridade na fabricação de conectores de refrigeração líquida.
A usinagem suíça não é apenas uma preferência para esses componentes; é uma necessidade. O processo suporta inerentemente a peça ao longo de seu comprimento, minimizando a deflexão e a vibração. Isso é crucial para alcançar as tolerâncias apertadas necessárias para conectores de fluidos confiáveis.
Superfícies de Vedação de Precisão
A característica mais crítica de qualquer acoplamento é sua capacidade de criar uma vedação perfeita. Para cones de vedação e assentos de válvula, frequentemente precisamos de um acabamento superficial de Ra ≤ 0,2 μm. Qualquer coisa inferior compromete a vedação, levando a vazamentos ao longo do tempo, especialmente sob pressão.
Rosca e Canais
Para roscas de acoplamento QD, a laminação de rosca é frequentemente superior à roscagem de ponto único. Ela cria roscas mais fortes e lisas, o que melhora a durabilidade em muitos ciclos de conexão. A usinagem de canais para O-ring em diâmetros inferiores a 10 mm também exige extrema estabilidade para evitar vibrações da ferramenta e garantir que a geometria do canal seja perfeita para a compressão da vedação. Verdadeiro Concentricidade8 é fundamental aqui.
Estudo de Caso: Acoplamento QD Automotivo
Recentemente, produzimos um corpo de acoplamento QD para um circuito de refrigeração de baterias automotivas. A peça foi usinada em aço inoxidável 316L. Um desafio chave foi usinar um cone de vedação de 60 graus com uma tolerância posicional de ±0,01 mm. Nossos serviços de usinagem CNC suíça entregaram a precisão necessária de forma consistente em toda a produção.
A torneamento suíço é o método ideal para produzir conectores de refrigeração líquida de alto desempenho. Sua capacidade de manter tolerâncias apertadas, alcançar acabamentos superficiais finos e garantir a concentricidade é essencial para criar os componentes confiáveis e à prova de vazamentos necessários em sistemas críticos como refrigeração automotiva e eletrônica.
Requisitos de Teste de Pressão para Componentes de Resfriamento Usinados em CNC
Ao fabricar componentes de refrigeração usinados em CNC, o teste de pressão não é opcional. É uma etapa crítica para garantir o desempenho sem vazamentos e a segurança operacional. Uma peça defeituosa pode levar a danos catastróficos no sistema, tornando o teste robusto um pilar da confiabilidade para qualquer projeto que eu supervisione.
Parâmetros Chave de Teste
Os engenheiros devem definir claramente a pressão de teste, tipicamente 1,5 vezes a pressão máxima de operação, e um tempo de espera. Essa duração geralmente varia de 30 segundos a vários minutos. O tempo específico depende da criticidade da aplicação e dos materiais envolvidos no projeto.
Métodos de teste comuns
Aplicações diferentes exigem abordagens diferentes. Com base em nossa experiência trabalhando com clientes em PTSMAKE, um entendimento claro de cada tipo de teste é crucial para especificar os requisitos corretos.
| Tipo de teste | Objetivo primário | Aplicação comum |
|---|---|---|
| Hidrostática | Validação de vazamento e resistência | Placas frias preenchidas com líquido |
| Pneumático | Detecção de vazamento de alta sensibilidade | Conjuntos brasados a vácuo |
| Ruptura | Verificação da margem de projeto | Validação de novo produto |

Protocolos de teste avançados
Além das verificações padrão, frequentemente vemos testes combinados. Por exemplo, ciclagem térmica combinada com ciclagem de pressão simula as condições operacionais do mundo real com mais precisão. Esse processo expõe fraquezas que podem não aparecer sob pressão estática sozinha, garantindo um produto final mais robusto e confiável.
Para placas frias soldadas a vácuo, o teste pneumático com um detector de vazamento de hélio é padrão. Ele oferece sensibilidade muito maior do que testes hidrostáticos para detectar microvazamentos. O teste de pressão de ruptura, embora destrutivo, é inestimável para validar a margem de projeto final durante a fase crítica de prototipagem.
Como a Qualidade de Usinagem Afeta os Resultados
A qualidade de nossos Serviços de Usinagem CNC impacta diretamente os resultados dos testes. Espessura de parede inconsistente, um problema comum com programação inadequada de caminhos de ferramenta, cria áreas de alta concentração de tensões9. Essas áreas são os pontos de falha mais prováveis quando um componente é submetido a pressão.
Um acabamento superficial liso em ranhuras de O-ring é igualmente vital. Qualquer imperfeição menor ou marca de ferramenta pode criar um caminho de vazamento, fazendo com que uma peça falhe em um teste. A usinagem de precisão elimina esses riscos e garante uma vedação perfeita. Essa atenção aos detalhes é fundamental para o sucesso dos testes de componentes de resfriamento líquido.
| Critérios | Condição de aprovação | Condição de falha |
|---|---|---|
| Queda de pressão | Nenhuma queda observável durante o tempo de retenção | Qualquer perda de pressão abaixo da tolerância especificada |
| Inspeção visual | Sem vazamentos, rachaduras ou deformação permanente | Qualquer vazamento de fluido visível ou cedência de material |
| Taxa de Vazamento (Pneumático) | Abaixo da taxa máxima especificada | Excede o limite da taxa de vazamento de hélio |
Especificar os protocolos corretos de teste de componentes de resfriamento líquido é essencial. Esses testes só terão sucesso se a qualidade subjacente da usinagem CNC for alta. A precisão na fabricação garante diretamente a confiabilidade sob pressão, evitando falhas custosas para nossos clientes em campo.
Usinagem CNC vs. Extrusão para Placas Base de Placas Frias
Escolher o método de fabricação correto para as placas base de placas frias é uma decisão crítica. A escolha entre usinagem CNC completa e extrusão com usinagem secundária depende do volume, complexidade do projeto e prazo de entrega. Cada abordagem tem vantagens distintas que vi em diversos projetos.
Vantagens da Usinagem CNC Completa
Com nossos serviços de usinagem CNC, você obtém liberdade de design ilimitada. Canais de fluido complexos e não lineares são tão viáveis quanto os simples e retos. Alterações de projeto são fáceis e econômicas, pois não há investimento em ferramentas. Este método também permite a integração de recursos de montagem e portas em uma única configuração.
Extrusão com Vantagens Secundárias de CNC
A extrusão é ideal para a produção de alto volume de placas frias com designs de canais retos. O custo inicial da matriz é significativo, mas o preço por unidade cai drasticamente à medida que as quantidades aumentam. Isso a torna uma solução econômica para produção em massa onde o design está finalizado.
| Caraterística | Usinagem CNC Completa | Extrusão + CNC Secundário |
|---|---|---|
| Geometria | Complexidade ilimitada | Apenas canais retos |
| Prazo de execução | Curto (sem ferramental) | Longo (prazo de entrega da matriz de 6-8 semanas) |
| Custo inicial | Custo de ferramental zero | Alto custo da matriz |
| Custo unitário | Mais alto em alto volume | Mais baixo em alto volume |
| Quantidade Mínima | Nenhum | Alto (para compensar o custo da matriz) |

Engenheiros frequentemente me perguntam sobre o ponto de cruzamento onde um método se torna mais econômico que o outro. Essa decisão raramente é preto no branco; é uma escolha estratégica baseada no ciclo de vida do seu projeto, orçamento e requisitos de desempenho.
A Análise de Ponto de Equilíbrio
O fator principal é o volume de ponto de equilíbrio. Para extrusão, o alto custo inicial da matriz deve ser amortizado ao longo do lote de produção. Isso torna lotes de baixo volume de 100 peças muito caros. A usinagem CNC completa evita totalmente esse custo de ferramenta, tornando-a o padrão para prototipagem e produção de baixo volume.
Com base em nossa análise com clientes, o ponto de equilíbrio onde a extrusão mais CNC secundária se torna mais barata geralmente fica entre 500 e 2.000 unidades. O número exato depende do tamanho da placa e da complexidade das operações de usinagem secundária. Recursos complexos como ranhuras de o-ring ou portas intrincadas podem aumentar o volume de ponto de equilíbrio. Também é importante considerar as propriedades do material, pois o processo de extrusão às vezes pode causar problemas como Inchaço da matriz10, o que pode afetar as tolerâncias finais.
Um Framework de Decisão para Engenheiros
Aqui está um framework simples para guiar sua escolha entre os métodos de fabricação de placas frias usinadas em CNC vs. extrudadas.
| Cenário | Método recomendado | Justificação |
|---|---|---|
| Protótipo / < 500 unidades | Usinagem CNC Completa | Sem custo de ferramenta, flexibilidade de design, entrega rápida. |
| Alto Volume / > 2000 unidades | Extrusão + CNC Secundário | O custo por unidade mais baixo supera significativamente o custo da matriz. |
| Caminho de Fluido Complexo | Usinagem CNC Completa | A extrusão não pode criar canais não lineares ou complexos. |
| Design Incerto | Usinagem CNC Completa | Permite iterações de design de baixo custo. |
Para protótipos e produção de baixo volume, a usinagem CNC completa oferece flexibilidade e velocidade incomparáveis. À medida que sua produção aumenta e o design se estabiliza, a extrusão com usinagem CNC secundária se torna a solução mais econômica para designs de canais simples e retos. A escolha, em última análise, equilibra custo, volume e complexidade do design.
Especificação de Planicidade para Superfícies de Acoplamento de Placas Frias — O Que é Realmente Atingível
A planicidade é uma dimensão crítica nos desenhos de placas frias, mas também é uma das mais frequentemente excessivamente especificadas. Compreender o que é praticamente alcançável com serviços de usinagem CNC ajuda a equilibrar desempenho e custo. Para a maioria das aplicações, podemos alcançar planicidade padrão sem operações secundárias.
Planicidade Padrão vs. Precisão
A usinagem padrão oferece excelentes resultados para necessidades de resfriamento de propósito geral. No entanto, aplicações mais exigentes com alto fluxo de calor requerem controle mais rigoroso. Isso envolve etapas adicionais, como alívio de tensões do material antes do corte final para garantir estabilidade e precisão.
| Nível | Planicidade (por 300 mm) | Notas |
|---|---|---|
| Padrão | 0,05 mm / 0,002 pol | Alcançada com práticas padrão de fresamento CNC. |
| Precisão | 0,02 mm / 0,0008 pol | Requer alívio de tensões e fixação otimizada. |
| Ultra-Precisão | 0,005 mm / 0,0002 pol | Requer polimento pós-usinagem. |

O Trade-off de Custo e Desempenho
O objetivo principal de uma superfície de placa fria plana é minimizar a espessura do Material de Interface Térmica (TIM). Uma camada de TIM mais fina resulta em menor resistência térmica e melhor transferência de calor. No entanto, a busca por planicidade extrema tem retornos decrescentes.
Impacto nos Custos de Usinagem
Alcançar uma tolerância mais apertada que 0,02 mm, especialmente em placas maiores, aumenta significativamente os custos. Frequentemente requer múltiplas configurações de usinagem, um ciclo dedicado de alívio de tensões e passes de acabamento com controle de temperatura. Para a mais alta precisão, como superfícies para módulos IGBT ou diodos a laser, pós-usinagem Lapidação11 é necessário.
Guia de Especificação Prática
Antes de finalizar uma tolerância de planicidade da placa fria, considere o TIM que você planeja usar. Especificar uma planicidade de ±0,02 mm em uma placa de 400 mm adiciona um custo significativo para um benefício térmico mínimo se você estiver usando uma almofada térmica de 0,2 mm de espessura. Na PTSMAKE, ajudamos os clientes a analisar essa troca.
| Espessura do TIM | Planicidade Recomendada | Justificação |
|---|---|---|
| > 0,15 mm | 0,05 mm | O TIM pode preencher lacunas maiores, tornando a planicidade extrema redundante. |
| 0,05 – 0,15 mm | 0,02 mm | Um bom equilíbrio entre desempenho térmico e custo de fabricação. |
| < 0,05 mm | < 0,01 mm | Necessário para resistência térmica mínima com materiais de interface muito finos. |
Especificar a planicidade requer o equilíbrio entre metas térmicas e custos de fabricação. Uma tolerância extremamente apertada só é eficaz quando combinada com um material de interface térmica fino. Sempre avalie todo o conjunto térmico para evitar o excesso de engenharia e despesas desnecessárias em seus serviços de usinagem CNC.
Portas Rosqueadas em Componentes de Resfriamento Líquido — NPT vs G vs UNF
Selecionando a rosca da porta de refrigeração líquida correta é crucial para criar um sistema confiável e sem vazamentos. A escolha entre os padrões NPT, G (BSPP) e UNF impacta diretamente a eficácia da vedação, a montagem e a compatibilidade regional. Cada tipo tem considerações específicas de design e fabricação.
Principais diferenças num relance
Tomar uma decisão informada começa com a compreensão das diferenças fundamentais em como essas roscas são projetadas para vedar. Essa escolha influencia todo o design do componente, desde a espessura da parede até os requisitos de acabamento superficial, que nossos serviços de usinagem CNC tratam com expertise.
| Tipo de rosca | Método de selagem | Geometria | Região comum |
|---|---|---|---|
| NPT | Interferência de rosca (requer selante) | Cónico | América do Norte |
| G (BSPP) | Junta ou anel de vedação na face | Paralelo | Europa, Ásia |
| UNF | Anel de vedação em um canal (vedação de boss) | Paralelo | Alta Pressão (SAE J1926) |
Compreender essas distinções é o primeiro passo para prevenir vazamentos dispendiosos e garantir o desempenho a longo prazo em seu sistema de gerenciamento térmico.
Regras de Fabricação e Design
Além do tipo básico, a forma como a rosca é fabricada e integrada ao design do componente é crítica para o desempenho. A escolha do processo de fabricação pode afetar significativamente a qualidade e a confiabilidade da vedação, especialmente para aplicações de refrigeração líquida onde vazamentos são inaceitáveis.
Considerações de Usinagem CNC
Para roscas cônicas NPT, frequentemente recomendamos fresamento de rosca em vez de macho. O fresamento de rosca produz um acabamento superficial superior nos flancos da rosca, o que é essencial para obter uma vedação confiável com selante. O macho pode, às vezes, rasgar o material, criando potenciais caminhos de vazamento.
A rosqueamento de ponto único é outra técnica valiosa, especialmente para tamanhos ou perfis não padronizados. Este método nos dá controle preciso sobre a geometria da rosca, garantindo que ela atenda às especificações exatas para soluções de resfriamento personalizadas. É uma capacidade central de nossos serviços avançados de usinagem CNC.
Parâmetros Críticos de Design
Ao posicionar portas, manter uma espessura de parede adequada entre a porta e um canal de refrigeração adjacente é uma regra de design fundamental. Nossa pesquisa colaborativa com clientes mostra que um mínimo de 3 mm é uma diretriz segura para peças de alumínio a 5 bar de pressão.
Para roscas G e UNF, a vedação depende de um O-ring. A face do componente deve ser lisa e plana. Mais importante ainda, o eixo da porta requer excelente Perpendicularidade12 para a face de vedação. Isso garante que o O-ring seja comprimido uniformemente, evitando vazamentos sob pressão.
| Caraterística | NPT | G (BSPP) | UNF (O-Ring Boss) |
|---|---|---|---|
| Selante/Fita | Necessário | Não é necessário | Não é necessário |
| Canaleta para O-Ring | Não | Não (usa vedação de face) | Sim |
| Acabamento da superfície | Crítico nas roscas | Crítico na face | Crítico na face e canaleta |
| Perpendicularidade | Menos crítico | Altamente crítico | Altamente crítico |
Escolher o correto da porta de refrigeração líquida correta envolve entender os compromissos entre os padrões NPT, G e UNF. O sucesso depende da adesão a práticas precisas de usinagem CNC e regras de design como espessura de parede e perpendicularidade da superfície para garantir um componente de refrigeração robusto e à prova de vazamentos.
Quando Usar CNC de 5 Eixos para Componentes de Resfriamento Líquido
A usinagem CNC de cinco eixos nem sempre é necessária, mas para certas peças complexas de refrigeração líquida, é a única solução prática. Ela nos permite criar geometrias que são impossíveis com máquinas tradicionais de 3 eixos, garantindo desempenho e confiabilidade no produto final.
Recursos Contornados e Angulados
Muitas aplicações modernas exigem que as placas frias se acoplem a superfícies não planas, como módulos IGBT curvos ou diodos laser cilíndricos. A usinagem de cinco eixos nos permite criar essas superfícies contornadas e perfurar portas anguladas nelas em uma única configuração, mantendo a precisão posicional crítica.
Complex Internal Geometries
Internal features are where 5-axis CNC truly shines for liquid cooling. Manifold blocks often have intersecting passages that can only be reached from compound angles. This capability is essential for minimizing pressure drop and ensuring uniform coolant flow throughout the system.

Deciding between 3+2 and full simultaneous 5-axis machining is a critical step. From my experience, most 5-axis CNC liquid cooling components only require 3+2 positional machining. This approach offers most of the benefits without the higher programming and cycle time costs of full 5-axis.
3+2 vs. Full Simultaneous 5-Axis
Full simultaneous 5-axis is necessary for parts like impellers or components with continuously curving internal channels. For most manifolds and cold plates with angled features, 3+2 is the more efficient choice. It positions the part at a compound angle and then performs 3-axis machining operations.
The primary benefit here is setup reduction. A complex coolant distribution unit (CDU) manifold might need four or more separate setups on a 3-axis machine. Each new setup introduces a potential for error, leading to empilhamento de tolerâncias13.
| Tipo de caraterística | 3-Axis Setups | 5-Axis Setups | Vantagem chave |
|---|---|---|---|
| Angled Ports on 5 Faces | 4-5 | 1 | Reduced tolerance stack-up |
| Contoured Cold Plate | 2-3 | 1 | Better surface continuity |
| Helical Battery Sleeve | 2 (with rotary) | 1 | Superior accuracy & finish |
Na PTSMAKE, orientamos os clientes nesta escolha para otimizar custo e precisão. Ao usinar uma peça em uma única configuração, garantimos que todas as características estejam perfeitamente alinhadas, o que é fundamental para sistemas de gerenciamento térmico à prova de vazamentos e eficientes. Nossos serviços de usinagem CNC são baseados nessa expertise.
A CNC de cinco eixos é indispensável para peças complexas de resfriamento líquido. Ela permite a criação de geometrias intrincadas, reduz as configurações e minimiza o acúmulo de tolerâncias. Isso leva a componentes de maior qualidade e mais confiáveis para aplicações exigentes de gerenciamento térmico, tornando-a uma tecnologia de fabricação crucial.
Expectativas de Prazo de Entrega para Pedidos de Resfriamento Líquido CNC
Compreender o tempo de entrega típico de uma peça de resfriamento líquido é crucial para o planejamento do projeto. Uma peça simples não é o mesmo que uma montagem complexa. Na PTSMAKE, detalhamos os prazos para fornecer clareza e ajudá-lo a gerenciar as expectativas de forma eficaz desde o início.
Estimativas de Tempo de Entrega Padrão
A previsibilidade é fundamental na fabricação. Aqui está um guia geral baseado na complexidade da peça. Essas estimativas cobrem o processo desde a revisão do desenho e programação até o envio final.
Detalhamento por Tipo de Peça
| Tipo de peça | Tempo Estimado de Produção |
|---|---|
| Coletor/Conector Simples | 5 a 7 dias úteis |
| Placa fria padrão | 7-14 Dias Úteis |
| Placa de Resfriamento Complexa (Microcanais) | 10-18 Dias Úteis |
Esta estrutura fornece uma base sólida para o agendamento de suas construções iniciais.

Gerenciar os prazos de entrega envolve mais do que apenas horas de usinagem. Vários fatores podem adicionar tempo à linha do tempo, e é importante levá-los em consideração. Estar ciente dessas variáveis ajuda a evitar atrasos inesperados e mantém seu projeto nos trilhos.
Fatores que Estendem os Prazos de Entrega
Certos processos e materiais inerentemente exigem mais tempo. Por exemplo, peças que necessitam de brasagem a vácuo terão 5-7 dias adicionados para o ciclo de brasagem e as verificações de qualidade associadas. Esta é uma etapa que não podemos apressar se quisermos garantir uma ligação perfeita.
Considerações de Material e Acabamento
Materiais e acabamentos especiais também impactam o cronograma. O cobre, por exemplo, usina mais lentamente que o alumínio, então geralmente adicionamos 3-5 dias para placas frias de cobre. Se você precisar de um tamanho específico de matéria-prima que não esteja em estoque, a aquisição pode adicionar vários dias.
| Processo Adicional | Tempo Adicional |
|---|---|
| Ciclo de Brasagem a Vácuo | +5-7 Dias |
| Usinagem de Material de Cobre | +3-5 dias |
| Niquelagem electrolítica | +3 Dias por Lote |
| Ferramentas Personalizadas para Microfresamento | +Variável |
O microfresamento de canais complexos geralmente requer ferramentas personalizadas, que têm seu próprio tempo de entrega. Além disso, o controle Desvio da ferramenta14 durante este processo é crítico para a precisão, o que pode exigir velocidades de usinagem mais lentas. Nossos Serviços de Usinagem CNC são otimizados para equilibrar velocidade com precisão.
Protótipos vs. Produção
Curiosamente, pequenas tiragens de protótipos de 1-50 peças podem ser concluídas mais rapidamente por peça do que grandes lotes de produção. Isso se deve em grande parte à eficiência da inspeção CMM; configurar e verificar todo o lote de uma vez é mais rápido do que inspecionar peças individualmente ao longo de uma corrida de produção mais longa.
Compreender os prazos de entrega típicos e os possíveis atrasos de materiais, ferramentas personalizadas e processos secundários é crucial. O planejamento adequado garante que seu projeto de resfriamento líquido permaneça no cronograma e atenda aos mais altos padrões de qualidade, uma parte central do nosso compromisso na PTSMAKE.
Controle de Qualidade para Peças de Resfriamento Líquido CNC — Além da Precisão Dimensional
Ao avaliar peças de resfriamento líquido usinadas em CNC, confiar apenas na precisão dimensional é um erro crítico. O controle de qualidade real se estende ao desempenho funcional. Uma peça pode ser dimensionalmente perfeita, mas falhar sob pressão operacional ou temperatura, levando a falhas catastróficas do sistema.
O Imperativo do Teste Funcional
Para qualquer aplicação de alto desempenho, a verificação funcional é inegociável. Isso significa submeter os componentes a testes que simulam condições do mundo real. Sem isso, você está obtendo apenas metade do quadro de qualidade. Na PTSMAKE, nosso processo integra essas etapas cruciais desde o início.
Key Performance Verification Tests
We focus on a suite of tests designed to guarantee performance and reliability. These are the benchmarks a quality-conscious CNC machining services provider should meet.
| Tipo de teste | Objetivo | Especificação típica |
|---|---|---|
| Flow Testing | Verify pressure drop | ±10% of CFD prediction |
| Helium Leak Testing | Ensure seal integrity | <1×10⁻⁶ mbar·L/s |
| Thermal Measurement | Validate heat dissipation | Matches design spec |
| Burst Pressure | Confirm structural safety | Varies by application |
These tests move beyond simple measurements to ensure the part works as intended.
Além do Paquímetro: Protocolos Essenciais de Qualidade
Um fornecedor confiável deve ter protocolos robustos para o controle de qualidade de peças de resfriamento líquido. Esses protocolos fornecem os dados necessários para confirmar que cada componente não apenas se encaixa, mas também funciona corretamente. Essa abordagem minimiza os riscos para gerentes de compras e engenheiros.
Validando a Dinâmica dos Fluidos
O teste de fluxo é essencial. Verificamos se a queda de pressão através do componente corresponde à previsão inicial de Dinâmica de Fluidos Computacional (CFD), tipicamente dentro de uma tolerância de ±10%. Isso confirma que os canais internos estão livres de rebarbas ou obstruções que possam impedir o fluxo do refrigerante.
Garantindo a Integridade à Prova de Vazamentos
Para placas frias soldadas a vácuo ou brasadas, o teste de vazamento de hélio é o padrão. Após a realização de nossos testes, descobrimos que uma especificação de taxa de vazamento inferior a 1×10⁻⁶ mbar·L/s é um ponto de referência confiável para garantir a operação livre de vazamentos a longo prazo em ambientes exigentes.
Medindo o Desempenho Térmico
Também medimos o componente Resistência térmica15 para garantir que ele atenda à especificação de projeto. Isso é feito usando um veículo de teste térmico ou uma câmera de infravermelho para confirmar que a peça dissipa o calor de forma eficaz. É uma medida direta da função principal da peça.
Documentação Crítica para Gerentes de QA
Para garantir rastreabilidade total e garantia de qualidade, um profissional de compras deve sempre solicitar documentos importantes.
| Tipo de documento | Informações Chave Incluídas |
|---|---|
| Relatório FAI | Dimensões, acabamento superficial, resultados do teste de fluxo |
| Certificado de material | Composição da liga, dados de condutividade térmica |
| Certificado de Teste de Pressão | Pressão de teste, duração e gráfico de resultados |
Este pacote de documentação fornece um registro completo de qualidade, formando a base para um fornecedor confiável de CNC de resfriamento líquido.
O controle de qualidade de peças de resfriamento líquido verdadeiro integra validação funcional com precisão dimensional. Protocolos essenciais como teste de fluxo, detecção de vazamento e medição térmica, apoiados por documentação abrangente, são necessários para garantir que o componente final funcione de forma confiável e segura em sua aplicação pretendida.

Compreender esta propriedade é fundamental para prevenir falhas de componentes em sistemas com temperaturas flutuantes. ↩
Entenda como este processo de união metalúrgica cria ligações robustas e termicamente condutoras em sistemas de resfriamento avançados. ↩
Compreender este valor ajuda os engenheiros a prever o comportamento do fluido para otimizar a eficiência térmica e minimizar a queda de pressão em projetos personalizados. ↩
Explore como esta técnica de semicondutores permite microestruturas de alta proporção para aplicações de ponta. ↩
Compreender este processo é fundamental para projetar sistemas confiáveis de metais mistos e prevenir falhas prematuras. ↩
Compreender este mecanismo de falha é crucial para projetar aplicações robustas de vedação de alta pressão. ↩
Aprenda como esta técnica de perfuração cria os canais profundos essenciais para a dinâmica de fluidos de alto desempenho. ↩
Entenda como a concentricidade garante pressão uniforme nas vedações para desempenho à prova de vazamentos. ↩
Compreender este conceito é crucial para projetar peças duráveis que resistem eficazmente à falha sob cargas operacionais. ↩
Compreender este efeito ajuda a prever as dimensões finais da peça e a garantir que as tolerâncias de extrusão sejam atendidas. ↩
Explore como este processo de acabamento abrasivo cria planicidade extrema da superfície para aplicações críticas. ↩
Aprenda como este controle GD&T garante compressão uniforme do O-ring para uma vedação perfeita e à prova de vazamentos em seus projetos. ↩
Compreender este conceito é fundamental para apreciar como a usinagem em uma única configuração melhora a precisão da peça. ↩
Compreender isso ajuda no projeto de peças que são mais rápidas e precisas para usinar. ↩
Essencial para prever a eficiência de resfriamento e validar o desempenho térmico em relação às simulações de projeto. ↩






