

Os sistemas ferroviários enfrentam um desafio crescente com a confiabilidade de coletores transparentes. Esses componentes críticos controlam o fluxo de fluidos em sistemas de lubrificação, refrigeração e pneumáticos, mas muitos falham devido à baixa precisão de usinagem e degradação do material.
A usinagem CNC oferece a precisão dimensional e a clareza óptica necessárias para coletores transparentes em aplicações ferroviárias. A seleção adequada de ferramentas, o acabamento de superfície e a expertise em materiais garantem que esses componentes atendam aos exigentes padrões da indústria ferroviária, mantendo as capacidades de monitoramento visual.

Este guia abrange tudo, desde a seleção de materiais até os processos de controle de qualidade que previnem falhas dispendiosas. Compartilharei insights práticos sobre como obter acabamentos de grau óptico e princípios de design que estendem a vida útil do coletor em ambientes ferroviários hostis.
Por Que Coletores Transparentes São Importantes em Sistemas Ferroviários Modernos
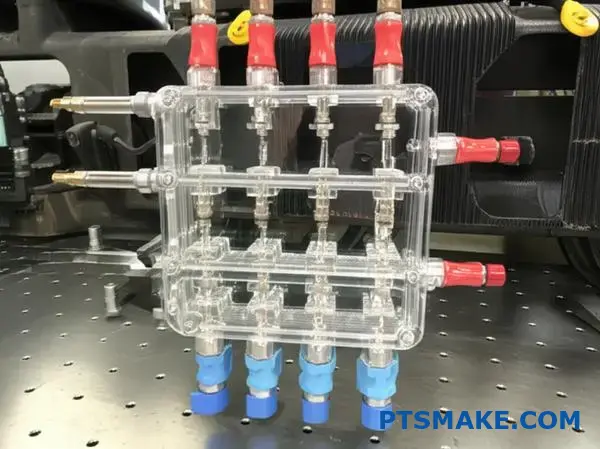
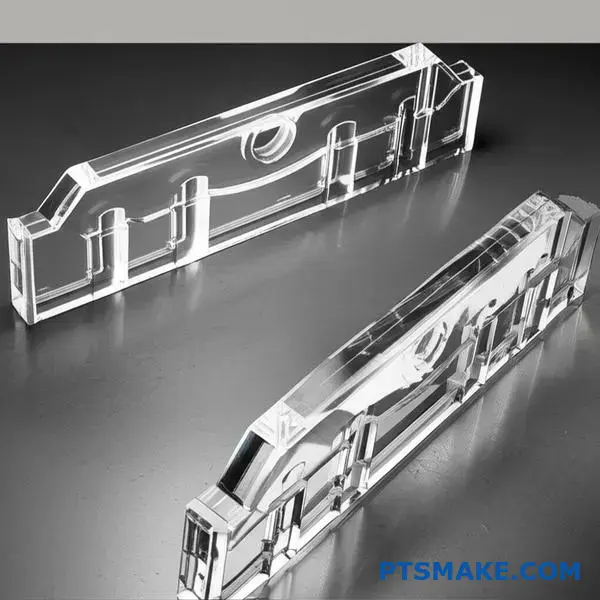
Nos sistemas ferroviários modernos, eficiência e segurança são primordiais. É por isso que estamos vendo mais manifolds transparentes em operações críticas.
Esses componentes oferecem uma visão clara da dinâmica dos fluidos. Isso permite inspeção visual instantânea e manutenção proativa.
Principais aplicações
Manifolds de fluidos para trens são cruciais para vários sistemas. Eles gerenciam tudo, desde lubrificação até pneumática, garantindo a operação suave. A capacidade de ver dentro desses sistemas é um divisor de águas.
| Sistema | Função | Benefício da Transparência |
|---|---|---|
| Lubrificação | Distribui óleo/graxa | Verifique o fluxo, identifique bloqueios |
| Fluxo do líquido de refrigeração | Regula a temperatura do motor | Verifique bolhas de ar, vazamentos |
| Pneumática | Alimenta freios, portas | Monitore contaminação |
Manifolds transparentes em sistemas ferroviários não são mais novidade. Eles estão se tornando uma ferramenta de diagnóstico essencial em locomotivas e material rodante modernos.
O desafio da produção
Embora os benefícios sejam claros, a produção dessas peças é complexa. A mudança para materiais transparentes introduz obstáculos significativos que não existiam com manifolds de metal tradicionais. A precisão é tudo.
Integridade e Clareza do Material
O principal desafio é manter a clareza óptica durante e após a fabricação. A usinagem padrão pode introduzir microfraturas e estresse interno. Essa nebulosidade ou opacidade anula o propósito de uma peça transparente. Após alguma análise, descobrimos que velocidades inadequadas da ferramenta ou acúmulo de calor são culpados comuns.
Esse estresse não afeta apenas a visibilidade, mas também a integridade estrutural. Pode levar a falhas prematuras sob as condições de alta vibração típicas das operações ferroviárias. O material pode parecer bom inicialmente, mas a birrefringência interna birrefringência1 pode revelar pontos de estresse ocultos que comprometem a durabilidade a longo prazo.
Demandas de Precisão e Durabilidade
As aplicações ferroviárias exigem durabilidade extrema e tolerâncias rigorosas. Os canais internos devem ser perfeitamente lisos para garantir o fluxo irrestrito de fluidos. Qualquer imperfeição na superfície pode criar turbulência ou reter contaminantes.
Aqui estão os principais desafios em que nos concentramos na PTSMAKE ao lidar com projetos de usinagem CNC de coletores transparentes para ferrovias:
| Desafio | Impacto no desempenho | Solução de Fabricação |
|---|---|---|
| Tensão do material | Clareza e durabilidade reduzidas | Ferramentas especializadas, controle climático |
| Geometrias complexas | Fluxo de fluido ineficiente | Usinagem CNC avançada de 5 eixos |
| Acabamento da superfície | Acúmulo de contaminantes, vazamentos | Polimento a vapor, corte otimizado |
| Estabilidade dimensional | Vedação inadequada, falha do sistema | Processos de recozimento para alívio de tensões |
Alcançar este nível de qualidade requer um profundo conhecimento da ciência de polímeros e técnicas avançadas de usinagem CNC. É um equilíbrio entre engenharia de precisão e expertise em manuseio de materiais.
Coletores transparentes oferecem insights operacionais vitais para ferrovias. No entanto, sua produção exige a superação de desafios significativos em clareza de material, usinagem de precisão e durabilidade a longo prazo para garantir que funcionem de forma confiável em condições adversas.
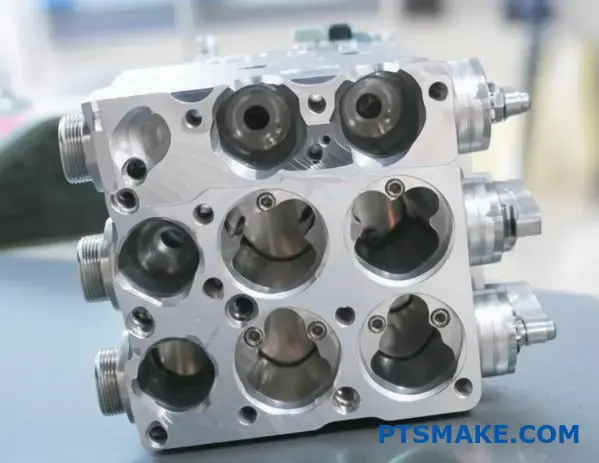
O Custo Oculto de Coletores Imprecisos no Transporte Ferroviário
A imprecisão dimensional em coletores cria falhas operacionais a longo prazo. Não se trata de quebra imediata. É uma decadência lenta.
Pequenas imperfeições levam a vazamentos crônicos e quedas de pressão. Esses problemas estressam todo o sistema ao longo do tempo.
O Impacto de Tolerâncias Falhas
Componentes se desgastam mais rapidamente. Vedações se degradam. O resultado é manutenção inesperada e custosa. Esse tempo de inatividade impacta diretamente os cronogramas de serviço e a lucratividade.
Usinagem CNC como Solução
A precisão CNC para peças ferroviárias é a resposta. Coletores de alta precisão com controle rigoroso de tolerâncias garantem encaixes perfeitos. Essa precisão evita vazamentos e mantém a integridade do sistema. Reduz significativamente o tempo de inatividade de manutenção.
| Fonte de Imprecisão | Consequência |
|---|---|
| Controle de Tolerância Ruim | Vazamentos graduais de fluido ou ar |
| Imperfeições de superfície | Falha prematura da vedação |
| Canais desalinhados | Pressão ineficiente do sistema |

Um Olhar Mais Profundo sobre Falhas Operacionais
Um coletor impreciso em um sistema de freio ou hidráulico ferroviário é um relógio em contagem regressiva. A falha não é súbita, mas gradual, tornando mais difícil o diagnóstico até que seja crítica.
Um pequeno desalinhamento em uma porta pode restringir o fluxo. Isso força bombas e atuadores a trabalhar mais. Ao longo dos meses, essa tensão adicional leva à falha prematura de componentes, muito antes da vida útil programada. Este é um custo oculto que se acumula.
Como a Precisão Previne o Tempo de Inatividade
É aqui que o valor dos manifolds de alta precisão fica claro. A usinagem CNC fornece o nível necessário de controle de tolerância. Não se trata apenas de fazer uma boa peça. Trata-se de fazer todas as peças idênticas dentro de mícrons.
Essa consistência elimina as variáveis que causam desgaste gradual. Quando cada manifold funciona exatamente como projetado, todo o sistema opera com mais eficiência. O problema geralmente se resume a gerenciar empilhamento de tolerância2. Na PTSMAKE, usamos programação CNC avançada para mitigar esses erros cumulativos.
| Qualidade do Manifold | Ciclo de manutenção | Confiabilidade do Sistema |
|---|---|---|
| Baixa Precisão | Reparos frequentes e não programados | Imprevisível, baixo |
| Alta Precisão (CNC) | Serviço programado e previsível | Consistente, alto |
Manifolds imprecisos levam a uma cascata de falhas operacionais de longo prazo, aumentando o tempo de inatividade e os custos de manutenção. A usinagem CNC de alta precisão fornece os controles de tolerância necessários, garantindo a confiabilidade do sistema e reduzindo drasticamente a necessidade de reparos não programados no transporte ferroviário.
Análise Completa de Materiais Para Coletores Transparentes Usinados em CNC
A escolha do material certo é a decisão mais crítica no projeto do manifold. Ela impacta diretamente o desempenho, a vida útil e o custo. Sua escolha dita como a peça resiste à pressão, produtos químicos e impacto.
Principais Polímeros Transparentes
Trabalhamos principalmente com três tipos de polímeros transparentes. Cada um tem vantagens distintas para aplicações específicas. A seleção adequada do material do manifold é fundamental.
Comparando Suas Principais Opções
Aqui está uma visão geral rápida que desenvolvemos a partir dos nossos resultados de testes. Isso ajuda os clientes a tomar decisões iniciais.
| Material | Caraterísticas principais | Melhor para |
|---|---|---|
| Policarbonato (PC) | Elevada resistência ao impacto | Ambientes exigentes e de alta pressão |
| Acrílico (PMMA) | Clareza Óptica Superior | Inspeção visual, peças estéticas |
| Copolímeros (por exemplo, PETG) | Excelente Resistência Química | Processamento médico ou químico |
Esta comparação inicial simplifica o primeiro passo.

Um mergulho mais profundo nas propriedades dos materiais
A seleção do melhor material vai além de um gráfico simples. Cada polímero apresenta desafios e benefícios únicos na usinagem de polímeros transparentes. As especificidades da sua aplicação, como as de manifolds transparentes para ferrovias que exigem usinagem CNC, demandam reflexão cuidadosa.
Policarbonato (PC)
O policarbonato é a minha escolha para tenacidade. Sua resistência ao impacto é excepcional, tornando-o perfeito para ambientes industriais. Por exemplo, manifolds de policarbonato para aplicações ferroviárias devem suportar vibrações constantes e potenciais impactos. Isso o torna uma escolha óbvia nesses casos. No entanto, ele pode ser suscetível a fissuração por corrosão sob tensão3 com certos produtos químicos.
Acrílico (PMMA)
Quando a clareza absoluta é inegociável, recomendo o Acrílico. Ele oferece transparência semelhante ao vidro, o que é ideal para monitoramento de fluidos. Sua usinagem requer técnicas específicas para evitar o craqueamento. É menos resistente ao impacto que o PC, mas mais econômico.
Copolímeros
Copolímeros como PETG ou PVC transparente especializado oferecem um perfil equilibrado. Frequentemente proporcionam melhor resistência química do que PC ou Acrílico. Isso os torna adequados para coletores que manuseiam uma variedade de fluidos. Nossa experiência na PTSMAKE mostra que eles são usinados de forma limpa com as ferramentas certas.
| Imóveis | Policarbonato (PC) | Acrílico (PMMA) | Copolímeros (PETG) |
|---|---|---|---|
| Resistência ao impacto | Excelente | Justo | Bom |
| Clareza | Muito bom | Excelente | Bom |
| Resistência química | Justo | Bom | Excelente |
| Temp. máxima de serviço | ~120°C (248°F) | ~80°C (176°F) | ~70°C (158°F) |
A escolha final sempre depende de uma revisão detalhada do projeto.
A seleção de materiais é um ato de equilíbrio. A necessidade de sua aplicação por resistência (policarbonato), clareza (acrílico) ou resistência química (copolímeros) guiará a melhor escolha. Cada material apresenta desafios e benefícios únicos de usinagem de polímeros transparentes que devem ser cuidadosamente considerados para um desempenho ideal.
Segredos Para Alcançar Clareza Óptica em Coletores Usinados em CNC
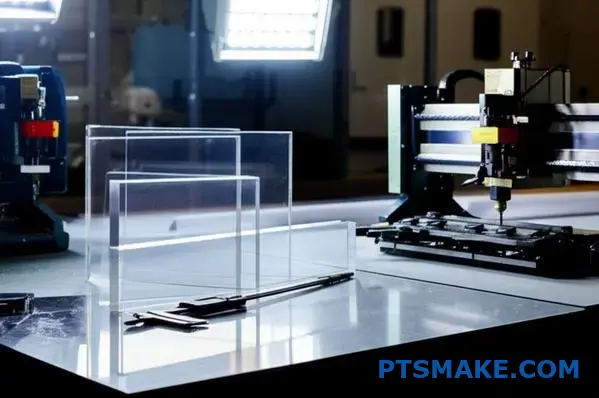
Obter um acabamento semelhante ao vidro em um coletor usinado em CNC não é apenas polimento. A jornada para a clareza óptica começa no momento em que a fresa toca o material. É uma ciência precisa.
O sucesso depende do controle de cada variável. Isso inclui a seleção da ferramenta, as taxas de avanço e a profundidade de corte. Cada escolha impacta diretamente a transparência final.
Dominando os Parâmetros de Usinagem
A seleção adequada da ferramenta é fundamental. Para materiais como policarbonato ou acrílico, usamos fresas de canal único ou de canal em V extremamente afiadas, projetadas para plásticos. Isso minimiza o calor e evita o derretimento. Um ótimo acabamento de superfície em CNC para policarbonato começa aqui.
| Parâmetro | Recomendação para Policarbonato | Impacto na clareza |
|---|---|---|
| Tipo de ferramenta | Canal único, ascendente | Reduz o calor, cisalhamento limpo |
| Velocidade do fuso | 18.000 – 24.000 RPM | Previne o derretimento, corte suave |
| Taxa de alimentação | 100 – 300 pol/min | Evita marcas de ferramenta, acabamento uniforme |
| Líquido de refrigeração | Ar Comprimido / Álcool Isopropílico | Limpa cavacos, reduz o atrito |
Controlar esses parâmetros é fundamental para qualquer projeto de usinagem de qualidade óptica.

A passada inicial de usinagem prepara o palco para o polimento final. Qualquer imperfeição, por menor que seja, será visível. Nosso objetivo é uma superfície já lisa e livre de marcas de vibração antes mesmo de qualquer polimento começar.
Da Usinagem ao Polimento
Um erro comum é depender demais do polimento para corrigir um acabamento superficial ruim. Na PTSMAKE, vemos o polimento como uma etapa de refinamento, não corretiva. O trabalho real é feito na máquina CNC. Essa abordagem é vital para componentes complexos como coletores transparentes, onde a clareza consistente é inegociável.
Isso envolve um processo de várias etapas. Começamos com lixas de grão muito fino para remover as marcas sutis de ferramenta deixadas até mesmo pela usinagem mais precisa. Esta etapa deve ser feita com cuidado para manter a precisão geométrica da peça. O objetivo é uma aparência uniforme e fosca. Isso se torna a base para o polimento de peças transparentes por meio de métodos CNC ou manuais.
| Fase de polimento | Método/Material | Objetivo |
|---|---|---|
| Etapa 1: Lixamento | Lixa d'água de grão 400-800 | Remover linhas de usinagem |
| Etapa 2: Refinamento | Lixa d'água de grão 1000-2000 | Crie um acabamento fosco uniforme |
| Etapa 3: Polimento | Roda de polimento com composto | Obtenha transparência inicial |
| Etapa 4: Acabamento | Polimento a vapor / Polimento manual | Obtenha clareza óptica final |
Após o lixamento, passamos ao polimento com compostos especializados. O processo remove os arranhões finos do lixamento, realçando a transparência inerente do material. Tensões internas podem causar problemas como birrefringência4, portanto, técnicas controladas e de baixa temperatura são essenciais. É um equilíbrio delicado entre pressão e velocidade.
A obtenção de clareza óptica depende de parâmetros precisos de CNC e de um processo sistemático de polimento em várias etapas. O acabamento superficial inicial da máquina é o fator mais crítico, ditando a qualidade da peça transparente final.
Principais Falhas de Design Que Levam a Falhas de Coletores em Aplicações Ferroviárias
No projeto de coletores para trilhos, pequenas falhas frequentemente levam a grandes problemas. A integridade do sistema frequentemente depende de detalhes perdidos durante a fase inicial de CAD. Esses erros aparentemente pequenos podem ter consequências significativas no futuro.
Três falhas comuns de projeto aparecem consistentemente. Estas são espessura de parede inconsistente, canais internos mal roteados e superfícies de vedação com acabamento inadequado. Cada falha introduz um modo de falha único e evitável.
Abordar essas falhas de projeto de CNC antecipadamente é crucial. Garante a segurança e a confiabilidade exigidas em aplicações ferroviárias exigentes.
| Falha de conceção | Consequência primária |
|---|---|
| Espessura de parede inconsistente | Concentração de tensão, potenciais rachaduras |
| Canais Bloqueados/Angulares | Quedas de pressão, fluxo ineficiente |
| Superfícies de Vedação Ruins | Vazamentos críticos de fluidos, falha do sistema |
A Criticidade da Espessura da Parede
A espessura uniforme da parede é fundamental. Quando as paredes variam abruptamente em espessura, elas criam pontos de concentração de tensão. Sob a vibração constante das operações ferroviárias, esses pontos podem facilmente se tornar a origem de rachaduras e falhas.
Uma boa prática de CAD envolve o uso de ferramentas de análise. Estas podem simular pressão e tensão, destacando áreas fracas antes que qualquer material seja cortado. Este passo preventivo é uma parte central do nosso processo de revisão de projeto na PTSMAKE, prevenindo tais falhas de projeto de CNC.
Otimizando Canais Internos
As passagens dentro do manifold são suas artérias. Curvas acentuadas de 90 graus criam turbulência. Isso interrompe o fluxo e causa quedas de pressão significativas, reduzindo a eficiência do sistema. É aqui que uma compreensão básica de Dinâmica dos Fluidos5 se torna inestimável para designers que criam manifolds transparentes.
Visualizar o caminho do fluxo ajuda a projetar curvas suaves. Uma das melhores dicas de CAD para manifolds transparentes é priorizar curvas suaves em vez de ângulos agudos. Canais otimizados garantem um fluxo mais suave e mantêm a pressão do sistema. Nossa pesquisa interna confirma que isso melhora muito o desempenho geral.
Aperfeiçoando Superfícies de Vedação
Um manifold só é tão bom quanto suas vedações. Superfícies para anéis O ou juntas requerem um acabamento específico. Se a superfície do processo de usinagem CNC for muito áspera, ela cria caminhos de vazamento microscópicos, levando à falha eventual.
| Exemplo de Falha | Melhor Abordagem de Projeto | Benefício |
|---|---|---|
| Espessura da parede | Alterações bruscas de espessura | Transições graduais, paredes uniformes |
| Canais | Cantos internos afiados | Cantos arredondados, curvas suaves |
| Superfície de vedação | Acabamento áspero ou irregular | Valor Ra específico, acabamento liso |
A atenção aos detalhes na fase CAD evita falhas físicas dispendiosas. Paredes uniformes, canais lisos e superfícies de vedação precisas são inegociáveis para manifolds de ferrovias confiáveis. O projeto adequado para fabricação (DFM) é a base de uma peça bem-sucedida e durável.
O Guia do Engenheiro Para a Usinabilidade de Plásticos Transparentes
Usinar plásticos transparentes é um ato de equilíbrio. Você precisa de precisão sem causar estresse, rachaduras ou derretimento. O sucesso depende do domínio dos detalhes.
Compreendendo as Forças de Corte
Forças de corte mais baixas são a chave. Elas evitam deflexão e estresse interno. Isso é vital para manter a clareza óptica na peça final.
Gerenciando o Desgaste da Ferramenta
Plásticos transparentes podem ser abrasivos. O desgaste da ferramenta leva a acabamentos ruins. Ferramentas afiadas e especializadas não são opcionais; são um requisito para a qualidade.
| Parâmetro | Acrílico (PMMA) | Policarbonato (PC) |
|---|---|---|
| Sensibilidade ao calor | Elevado | Muito elevado |
| Taxa de desgaste da ferramenta | Moderado | Elevado |
Controlar o calor e a evacuação de cavacos é crítico. Sem resfriamento adequado, o material pode derreter na ferramenta. Isso arruína tanto a peça quanto a fresa.
Estratégias de Remoção de Cavacos e Resfriamento
A remoção eficaz de cavacos é inegociável. Cavacos pegajosos de materiais como policarbonato podem entupir as ranhuras. Isso gera instantaneamente calor excessivo, arriscando a falha da peça.
Recomendamos ar comprimido para acrílico. Ele resfria e remove cavacos sem interação química. Para policarbonato, um sistema de lubrificação de quantidade mínima (MQL) geralmente funciona melhor. Ele evita o derretimento sem causar choque térmico.
Confronto de Materiais: Usinabilidade CNC Acrílico vs. Policarbonato
Estes dois são comuns, mas usinam de forma muito diferente. O acrílico é duro e quebradiço. Ele lasca limpo com os parâmetros corretos. O policarbonato é mais resistente e macio. Ele tende a deformar e criar cavacos longos e fibrosos. Seu estrutura amorfa6 contribui para esse comportamento.
| Caraterística | Acrílico (PMMA) | Policarbonato (PC) |
|---|---|---|
| Formação de aparas | Cavacos quebradiços e pequenos | Cavacos pegajosos e longos |
| Geometria da ferramenta | Ângulo de corte positivo alto | Ângulo de corte neutro a baixo |
| Necessidades de Refrigeração | Ar, fluido mínimo | MQL, refrigeração por inundação |
| Melhor para | Clareza óptica, displays | Alto impacto, carcaças |
Usinagem Específica da Aplicação
Para aplicações como usinagem de plásticos transparentes para trilhos componentes, a resistência ao impacto é primordial. Isso torna o policarbonato uma escolha frequente, apesar de seus desafios. Para sistemas fluidos, a seleção do melhor plástico para coletores muitas vezes leva ao acrílico devido à sua estabilidade e clareza. Os requisitos únicos de usinagem cnc de coletores transparentes para ferrovias exigem um profundo entendimento dessas compensações de materiais para um desempenho confiável.
Dominar a usinagem de plástico transparente requer controle de calor, uso de ferramentas afiadas e gerenciamento da remoção de cavacos. Compreender as propriedades distintas do acrílico em comparação com o policarbonato é crucial para obter peças transparentes de alta qualidade para qualquer aplicação, de coletores a componentes ferroviários.
Reduzindo o Tempo de Entrega em Coletores Ferroviários Personalizados com Eficiência CNC
No setor ferroviário, tempo é dinheiro. Longos prazos de entrega para peças personalizadas são um grande gargalo. A usinagem CNC aborda diretamente esse desafio.
Ela permite protótipos CNC rápidos para testes e validação. Isso é vital para componentes complexos como coletores personalizados.
Do ficheiro digital à peça física
Nosso processo começa com seu arquivo de design digital. Isso acelera tudo, desde a cotação até a produção. Essa eficiência é crucial para coletores transparentes de curta tiragem e sua usinagem CNC.
| Estágio | Método tradicional | Maquinação CNC |
|---|---|---|
| Citações | 3-5 Dias | < 24 Horas |
| Prototipagem | 4-6 Semanas | 5-7 Dias |
| Produção | 8-12 Semanas | 2-4 semanas |

O fluxo de trabalho digital é o cerne da nossa velocidade. Um único modelo CAD 3D é a única fonte de verdade. Ele impulsiona a cotação, a programação e a própria máquina CNC. Isso elimina erros de comunicação e entrada manual de dados, que é um problema comum que já vi.
O poder da prototipagem rápida
Protótipos CNC rápidos permitem que seus engenheiros testem forma, ajuste e função. Eles podem ter uma peça física em dias, não em semanas. Isso é essencial para aperfeiçoar coletores transparentes personalizados para ferrovias antes que a produção em larga escala comece.
Essa velocidade permite rápida design iterativo7, onde os engenheiros podem refinar seus conceitos rapidamente com base em feedback do mundo real. Ajuda a evitar alterações dispendiosas posteriormente.
Produção de Curta Duração sem Penalidades
Os prazos de entrega da CNC também são curtos para tiragens de produção de baixo volume. Não precisamos criar moldes ou ferramentas caras. Isso torna a produção de algumas dezenas de coletores transparentes personalizados economicamente viável e rápida.
| Vantagem do Fluxo de Trabalho Digital | Impacto no tempo de execução |
|---|---|
| Cotação Automatizada a partir de CAD | Reduz a cotação de dias para horas. |
| Programação CAM Direta | Elimina erros de programação manual. |
| Simulação Digital | Previne retrabalho físico dispendioso. |
| Arquivo de Design Centralizado | Garante controle de versão e precisão. |
A usinagem CNC transforma o cronograma de fabricação. Seu fluxo de trabalho digital permite protótipos CNC rápidos e produção eficiente de curta duração. Isso reduz drasticamente os prazos de entrega da CNC para coletores transparentes ferroviários personalizados, entregando peças críticas para você mais rapidamente.
Escolhendo o Parceiro CNC Certo Para Projetos de Coletores Transparentes
Encontrar o parceiro CNC certo é crucial. Isso é especialmente verdadeiro para projetos de coletores transparentes. A qualidade da peça final depende inteiramente de sua habilidade.
Uma escolha ruim pode levar a projetos fracassados. Você deve verificar suas capacidades minuciosamente. Isso garante o sucesso do seu projeto.
Critérios Chave de Verificação
Aqui estão as áreas que você deve investigar. Cada uma delas é vital para a usinagem de plásticos transparentes.
| Capacidade | Importância | O que procurar |
|---|---|---|
| Acabamento da superfície | Elevado | Valores de Ra consistentes, habilidade de polimento |
| Experiência em Polímeros | Crítico | Conhecimento específico de materiais (PC, Acrílico) |
| Garantia de qualidade | Essencial | Processos documentados, relatórios de inspeção |
Escolhendo seu trilho de seleção de fornecedor CNC requer diligência. Não pule estas verificações essenciais.

Verificando um potencial parceiro de fabricação de manifold em trilho vai além da lista de suas máquinas. Você precisa de provas de sua expertise, especialmente com plásticos transparentes. Eu sempre começo pedindo amostras de seu trabalho anterior em polímeros semelhantes.
Avaliando a Consistência do Acabamento Superficial
Um verdadeiro especialista em usinagem de plástico transparente entende o acabamento superficial. Solicite relatórios de rugosidade superficial (Ra) de projetos anteriores. Acabamentos inconsistentes podem causar distorção óptica. Este é um ponto de falha importante em manifolds transparentes. Um parceiro confiável terá um processo claro e repetível para alcançar a clareza óptica.
Avaliando Experiência em Polímeros
Usinar policarbonato é diferente de acrílico. Cada material tem propriedades únicas. Seu parceiro deve entender como evitar trincas de tensão e craqueamento. Descobrimos que ferramentas de corte específicas e estratégias de refrigeração são essenciais. Pergunte a eles sobre sua abordagem para usinagem cnc de coletores transparentes para ferrovias. A resposta deles revela a profundidade de seu conhecimento.
Verificando Garantia de Qualidade
A garantia de qualidade não é apenas uma inspeção final. Deve fazer parte de todo o processo. Um aspecto chave é rastreabilidade dos materiais8. Você deve saber a origem e o lote da matéria-prima.
Aqui está uma comparação rápida com base no que procuro:
| Controlo de qualidade | Um Parceiro Forte Fornece | Um Parceiro Fraco Fornece |
|---|---|---|
| Certificados de materiais | Certificados completos para cada lote | Documentação vaga ou inexistente |
| Verificações em Processo | Verificações dimensionais documentadas | Apenas uma verificação "visual" final |
| Relatórios Finais | Relatórios CMM, testes de clareza óptica | Uma nota simples de aprovação/reprovação |
Peça para ver a documentação de QA deles. Este é um passo inegociável no meu processo de seleção na PTSMAKE.
A verificação das capacidades de um fornecedor é essencial. Concentre-se na consistência do acabamento superficial, experiência específica com polímeros e etapas documentadas de garantia de qualidade. Essa diligência garante que você encontre um parceiro confiável para seus projetos críticos de manifold transparente.
Como o Controle de Qualidade Ruim em Coletores Afeta a Segurança nos Trilhos
Defeitos em manifolds ferroviários não são falhas menores. São ameaças diretas à segurança operacional. Uma rachadura oculta ou um pequeno bloqueio pode levar a uma falha catastrófica do sistema nos trilhos.
O controle de qualidade inadequado durante a usinagem CNC pode introduzir esses perigos invisíveis. Esses problemas comprometem a integridade de todo o sistema.
Modos Comuns de Falha
Rachaduras internas podem causar quedas súbitas de pressão. Bloqueios de canal interrompem o fluxo de fluidos e distorções ópticas em peças transparentes podem impedir verificações visuais precisas.
| Tipo de defeito | Impacto Potencial em Sistemas Ferroviários |
|---|---|
| Rachaduras Internas | Falha do sistema hidráulico ou pneumático |
| Bloqueio de Canal | Resposta inconsistente de freio ou sinal |
| Distorção Óptica | Leituras imprecisas de nível de fluido ou sensor |
Isso torna o controle de qualidade rigoroso essencial.
Não podemos esperar que um manifold falhe em campo. A prevenção proativa através de inspeção avançada é a única abordagem responsável em aplicações ferroviárias. Isso é especialmente verdadeiro para usinagem cnc de coletores transparentes para ferrovias, onde a integridade estrutural e visual são cruciais.
Técnicas de Inspeção Crítica
Na PTSMAKE, confiamos em um processo de inspeção em várias etapas para eliminar riscos antes que uma peça saia de nossas instalações. Isso é central para nosso controle de qualidade para manifolds.
CMM para Integridade de Canais
Uma Máquina de Medição por Coordenadas (CMM) verifica se os canais internos são usinados de acordo com as especificações exatas. Isso evita restrições de fluxo ou bloqueios completos que poderiam desabilitar funções críticas. Garante que cada caminho esteja livre e com o tamanho correto.
Teste de Vazamento para Solidez Estrutural
Testes de vazamento e pressão podem detectar microfissuras que são completamente invisíveis. Essas pequenas fraturas podem se expandir sob estresse operacional, levando a vazamentos. Uma perda gradual de pressão pode não ser imediatamente óbvia, mas pode resultar em falha do sistema.
Prevenindo Defeitos Ópticos
Para manifolds transparentes, a usinagem inadequada pode criar tensões internas. Isso pode causar um efeito óptico conhecido como birrefringência9, que distorce a luz e dificulta a inspeção visual. Realizamos inspeção detalhada de peças transparentes inspeção de peças transparentes para garantir clareza perfeita.
| Método de inspeção | Defeito evitado |
|---|---|
| Inspeção CMM | Bloqueio de canal, erro dimensional |
| Teste de Vazamento e Pressão | Microfissuras, falha de vedação |
| Verificações Visuais e Ópticas | Distorção óptica, defeitos de superfície |
Coletores impecáveis exigem mais do que apenas usinagem precisa; eles exigem inspeção intransigente. Defeitos internos minúsculos podem levar a grandes riscos de segurança nos trilhos. Técnicas como CMM, teste de vazamento e verificações ópticas são essenciais para garantir a confiabilidade e a segurança de cada componente.
Desbloqueando Economias com Design Para Usinagem CNC (DFM)
DFM para Coletores Transparentes
Ao usinar coletores transparentes, a complexidade aumenta o custo. Cada configuração extra ou caminho de ferramenta complexo adiciona tempo e despesa. O design inteligente de CNC para peças transparentes é essencial.
Isso significa simplificar a geometria sempre que possível. Também significa pensar em como uma peça é fixada e usinada desde o início.
A aplicação desses princípios de DFM para coletores pode reduzir drasticamente os custos. O objetivo é ter menos operações de máquina e tempos de ciclo mais rápidos, especialmente para projetos que exigem alta clareza.
Principais Áreas de Foco para DFM de Coletores
| Princípio | Impacto nos custos |
|---|---|
| Reduzir Configurações | Reduz o tempo de mão de obra e o tempo ocioso da máquina |
| Simplificar Caminhos de Ferramenta | Diminui o tempo de programação e usinagem |
| Normalizar caraterísticas | Permite o uso de ferramentas comuns e mais rápidas |

Minimizando a Complexidade da Configuração
Um custo importante na usinagem CNC é o tempo de configuração. Cada vez que reorientamos uma peça, isso custa dinheiro. Para coletores transparentes, isso é crítico. Múltiplas configurações arriscam desalinhamento e danos às superfícies transparentes.
1. Ao projetar peças que podem ser usinadas de menos lados, reduzimos esses riscos. Por exemplo, agrupar recursos em uma única face é uma estratégia simples, mas eficaz. Essa abordagem é vital para manifolds transparentes, desde fluidos médicos até sistemas de monitoramento complexos, incluindo aqueles usados em indústrias como ferrovias.
2. Simplificando a Complexidade do Caminho da Ferramenta
3. Caminhos de ferramenta longos e intrincados significam tempos de execução de máquina mais longos. Isso aumenta diretamente o custo final da peça. Projetar canais internos com curvas suaves em vez de ângulos agudos é um ótimo exemplo de DFM inteligente.
4. Isso não apenas acelera a usinagem, mas também melhora a dinâmica de fluidos dentro do manifold. Otimização eficaz do caminho da ferramenta 5. pode levar a economias significativas. Após revisar os projetos com nossos clientes, vimos essa abordagem reduzir o tempo de usinagem em até 30%.10 6. Redução de Custo Através de Design Simplificado.
7. Consolide recursos em um lado
| Mudança de conceção | Potencial de poupança de tempo |
|---|---|
| 8. Redução de 15-25% nas configurações | 9. Caminhos de ferramenta 10-20% mais rápidos |
| Utilizar raios de canto normalizados | 10. Furos perfurados retos vs. angulados |
| 11. Redução de 20-30% na complexidade | 12. DFM inteligente para manifolds transparentes trata de reduzir configurações e simplificar caminhos de ferramenta. Essas mudanças reduzem diretamente o tempo de usinagem e os custos de mão de obra, levando a economias significativas sem comprometer a função ou a clareza da peça. Isso é redução de custo CNC em ação. |
13. Na engenharia de manifolds ferroviários, um desafio chave é equilibrar durabilidade com acesso visual. Você precisa de peças que possam suportar condições adversas. No entanto, você também precisa ver o interior para inspeções.
Equilibrando Resistência e Transparência na Engenharia de Coletores Ferroviários
14. Isso cria um trade-off direto. Materiais mais fortes ou paredes mais espessas geralmente reduzem a clareza óptica. Encontrar o equilíbrio certo é crucial.
15. A Escolha do Material.
The Material Choice
A escolha entre plásticos de manifold transparentes vs. resistentes é fundamental. Cada material oferece uma mistura diferente de propriedades. Esta decisão impacta tanto o desempenho quanto a vida útil.
| Material | Resistência ao impacto | Clareza ótica |
|---|---|---|
| Policarbonato | Muito elevado | Bom a muito bom |
| Acrílico (PMMA) | Médio | Excelente |
| PETG | Elevado | Excelente |
Para aplicações ferroviárias exigentes, a resistência do policarbonato é frequentemente a base. Ele fornece a resistência ao impacto necessária para segurança e confiabilidade.
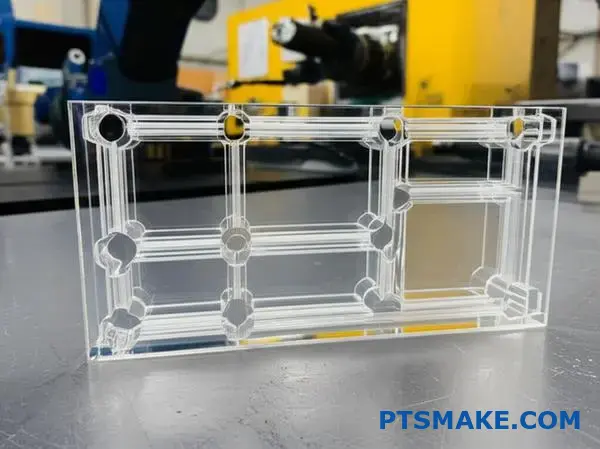
Espessura da Parede e Clareza
Paredes mais espessas aumentam a resistência, mas podem diminuir a transparência. Este é um trade-off crítico de CNC. Mais material pode distorcer a luz que passa pelo manifold.
Ao projetar manifolds transparentes para ferrovias, o objetivo é encontrar o ponto ideal. O material e sua espessura devem atender aos requisitos mecânicos e visuais. Não se trata apenas de escolher um material; trata-se de projetar uma solução completa. Na PTSMAKE, orientamos os clientes nessas decisões críticas.
Impacto da Usinagem CNC na Clareza
A precisão da usinagem CNC é essencial. No entanto, o próprio processo pode afetar o acabamento da superfície e o estresse interno do material. Isso impacta diretamente a clareza óptica. Caminhos de ferramenta, taxas de avanço e fluidos de corte desempenham um papel. Uma superfície mal usinada, mesmo em um material transparente como acrílico, parecerá turva.
Além disso, a usinagem pode introduzir tensões internas. Essas tensões podem criar distorções ópticas sutis. Este fenômeno é conhecido como Birrefringência11, que pode ser uma preocupação em aplicações ópticas de alta precisão.
Trade-offs de Design e Material
Frequentemente aconselhamos uma abordagem equilibrada. Começa com a análise das tensões operacionais específicas que o manifold enfrentará.
| Espessura da parede | Resistência ao impacto | Transmitância de Luz | Tempo de Usinagem CNC |
|---|---|---|---|
| Fino (por exemplo, 3 mm) | Inferior | Mais alto | Mais curto |
| Médio (por exemplo, 6 mm) | Equilibrado | Bom | Moderado |
| Espesso (por exemplo, 12 mm) | Mais alto | Inferior | Mais tempo |
Com base em nossos testes, um policarbonato bem escolhido pode frequentemente fornecer excelente resistência sem um grande sacrifício na clareza, especialmente quando usinado corretamente. A troca de CNC para clareza é gerenciável com a experiência e o equipamento certos.
Escolher o material e a espessura de parede corretos é um ato de equilíbrio. Requer um profundo entendimento da ciência dos materiais e dos processos de fabricação para alcançar tanto a resistência ao impacto quanto a clareza óptica necessária para aplicações ferroviárias.
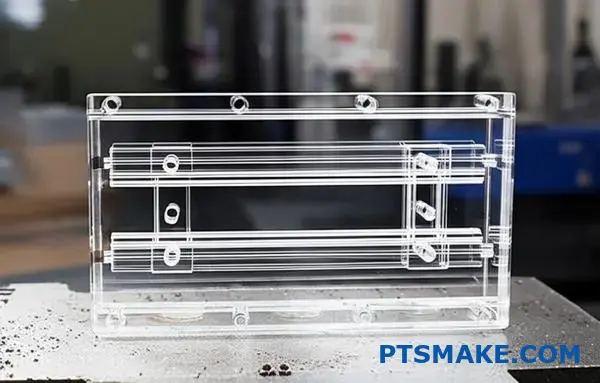
Como Escalar a Produção de Coletores Transparentes Sem Perder a Precisão
Transicionar um manifold transparente de um único protótipo para milhares de unidades é um grande desafio. O verdadeiro teste é manter a mesma precisão e clareza em cada peça individual.
Não se trata apenas de fazer mais; trata-se de fazer mais, perfeitamente.
Escalando Sem Compromisso
Na PTSMAKE, focamos na qualidade consistente durante o escalonamento CNC para peças transparentes. Nossos fluxos de trabalho são projetados para essa transição. Garantimos que a décima milésima peça seja idêntica à primeira.
| Estágio | Foco principal | Resultado |
|---|---|---|
| Protótipo | Viabilidade | Uma peça única e perfeita |
| Volume Médio | Estabilidade do processo | Qualidade consistente |
| Alto volume | Eficiência e Custo | Precisão escalonada |
Essa estrutura ajuda a gerenciar expectativas e qualidade.
Escalar a produção requer uma mentalidade completamente diferente da prototipagem. Você deve construir um processo repetível e validado. É aqui que muitos projetos falham. Eles não planejam a consistência desde o início.
Construindo Fluxos de Trabalho CNC Escaláveis
Na PTSMAKE, nosso processo começa com o projeto para fabricação. Em seguida, criamos gabaritos e ferramentas dedicados para as tiragens de produção. Esse investimento inicial evita erros posteriores e garante que cada manifold seja idêntico. Contamos com automação e verificações de qualidade robustas em todas as etapas.
Para projetos de alto volume, usamos sistemas avançados como máquinas CNC de produção em massa para trilhos. Essas configurações fornecem a velocidade e a rigidez necessárias para usinagem contínua e de alta precisão de plásticos transparentes. Trata-se de criar uma linha de produção para suas peças.
A consistência é fundamental
A consistência do material também é fundamental. Frequentemente implementamos um sistema VMI de manifold transparente com nossos fornecedores de materiais confiáveis. Isso garante que a matéria-prima de cada lote tenha exatamente as mesmas propriedades. Também usamos técnicas como Programação Paramétrica12 para adaptar rapidamente os caminhos de ferramenta para pequenas variações de peças sem um esforço completo de reprogramação, economizando tempo e reduzindo erros.
| Fator | Abordagem de Prototipagem | Abordagem de Produção em Massa |
|---|---|---|
| Ferramentas | Fixações de uso geral | Fixações personalizadas de alto rendimento |
| Programação | G-code manual | Programas paramétricos automatizados |
| Inspeção | 100% verificação manual | Scans CMM e ópticos automatizados |
| Material | Folha/bloco único | Estoque controlado por lote gerenciado por VMI |
Essa abordagem sistemática é como entregamos precisão em qualquer escala.
A escalabilidade da produção de manifolds transparentes exige uma mudança da perfeição única para a precisão repetível. Nossos fluxos de trabalho CNC estruturados, gerenciamento de materiais e uso de maquinário avançado garantem qualidade consistente do protótipo à produção em massa.
Desbloqueie o Sucesso do Manifold Ferroviário com a Expertise da PTSMAKE
Pronto para otimizar seus manifolds transparentes de trilhos com precisão CNC? Confie na experiência comprovada da PTSMAKE para entregar componentes de alta clareza e alta precisão que mantêm seus trens funcionando com segurança e eficiência. Obtenha um orçamento rápido e detalhado agora — envie sua consulta para PTSMAKE hoje mesmo!

Descubra como essa propriedade óptica indica estresse interno em plásticos. ↩
Descubra como pequenos desvios de peças podem se acumular e impactar o desempenho geral de uma montagem. ↩
Entenda como ambientes químicos podem causar falha prematura em peças sob estresse. ↩
Entenda como o estresse interno do material pode impactar o desempenho óptico e a integridade da peça. ↩
Descubra como os princípios de comportamento de fluidos podem melhorar drasticamente o desempenho e a eficiência do seu manifold. ↩
Aprenda como a estrutura interna de um material dita seu comportamento de corte e acabamento superficial. ↩
Descubra como essa abordagem ágil ajuda a refinar projetos e reduzir custos de desenvolvimento antes da produção completa. ↩
Aprenda por que o histórico completo do material é vital para garantir o desempenho e a segurança da peça. ↩
Aprenda como essa propriedade óptica pode revelar estresse oculto em peças transparentes usinadas em CNC. ↩
Explore como estratégias avançadas de software CAM podem reduzir drasticamente os tempos de ciclo e aumentar a qualidade da superfície da sua peça. ↩
Descubra como essa propriedade óptica impacta a integridade e a clareza de componentes transparentes usinados com precisão. ↩
Descubra como este método de programação otimiza a usinagem CNC para lotes de produção mais rápidos e flexíveis. ↩






