

Você está gastando tempo valioso lidando com resultados inconsistentes de zincagem, problemas de tolerância dimensional e problemas de qualidade que retardam seus ciclos de produção. Esses desafios de revestimento criam atrasos, aumentam custos e sobrecarregam os relacionamentos com as equipes de montagem a jusante.
A galvanoplastia de zinco é um processo eletroquímico que deposita uma fina camada de zinco em peças usinadas CNC para fornecer resistência à corrosão, melhorar a estética e estender a vida útil da peça, mantendo a relação custo-benefício para produção de alto volume.

Este guia abrange os detalhes técnicos que você precisa para tomar decisões informadas sobre especificações de zincagem, métodos de controle de qualidade e seleção de fornecedores. Você aprenderá como evitar armadilhas comuns que afetam as tolerâncias dimensionais e descobrirá estratégias comprovadas para obter resultados consistentes em diferentes geometrias de peças.
Os Benefícios Ocultos da Galvanoplastia de Zinco para Peças de Precisão
Muitos engenheiros veem a galvanoplastia de zinco apenas como um acabamento básico. Mas essa visão é muito simplista. Os verdadeiros benefícios da galvanoplastia de zinco vão muito mais fundo.
Mais do que um Revestimento Simples
Ele fornece forte proteção contra ferrugem. Ele também confere às peças um visual limpo e profissional. Isso o torna uma escolha inteligente para componentes de precisão.
Por que a Galvanoplastia de Zinco é Importante
Este acabamento é crucial tanto para o desempenho quanto para a aparência.
| Caraterística | Impacto em Peças de Precisão |
|---|---|
| Proteção contra a corrosão | Estende a vida operacional das peças. |
| Acabamento Estético | Oferece uma aparência limpa e consistente. |
| Custo-eficácia | Reduz os custos de substituição a longo prazo. |
A compreensão desses pontos revela por que a galvanoplastia de zinco é importante na fabricação.

A zincagem é uma escolha ideal para prevenir a ferrugem. No entanto, a forma como funciona é mais complexa do que uma simples barreira. É um sistema de proteção ativo.
A Ciência da Proteção
O revestimento de zinco para peças CNC atua como um ânodo sacrificial1 para o metal base, como o aço. Isso significa que a camada de zinco corrói primeiro. Ela se sacrifica para proteger a peça por baixo. Esta é uma característica crítica para peças usadas em ambientes agressivos.
Estética e Defesa Adicional
O processo não termina com a galvanização. Frequentemente aplicamos um revestimento de conversão de cromato. Esta camada secundária adiciona cor e aumenta significativamente a resistência à corrosão. Permite personalização funcional e visual.
| Acabamento de Cromato | Pista visual | Aumento de Desempenho |
|---|---|---|
| Transparente (Azul) | Prata Brilhante | Boa Proteção |
| Amarelo | Dourado Iridescente | Excelente Proteção |
| Preto | Preto Profundo | Proteção Muito Boa |
Uma Decisão Econômica Inteligente
O verdadeiro valor do zinco é seu desempenho a longo prazo. O custo inicial é baixo, mas as economias reais vêm da redução das necessidades de manutenção e substituição. Na PTSMAKE, frequentemente recomendamos este acabamento pelo seu excelente equilíbrio entre custo, desempenho e confiabilidade.
O zinco oferece um escudo sacrificial ativo contra a corrosão, não apenas um passivo. Ele oferece acabamentos estéticos versáteis que também aumentam a durabilidade. Essa combinação oferece valor e confiabilidade excepcionais a longo prazo para peças de precisão, tornando-o uma solução verdadeiramente econômica.
Zinco vs. Galvanização por Imersão a Quente: Qual é a Melhor Opção Para o Seu Projeto?
Ao comparar zincagem vs. galvanização, o desempenho é fundamental. Não se trata apenas de resistência à corrosão. O acabamento da superfície e a precisão dimensional são igualmente importantes para a função de uma peça.
Níveis de Proteção Contra Corrosão
A galvanização por imersão a quente cria uma camada protetora muito mais espessa. Isso oferece resistência superior à corrosão em ambientes agressivos. O zinco fornece uma barreira mais fina, porém eficaz.
Comparação do acabamento da superfície
O zinco resulta em uma superfície lisa, brilhante e uniforme. Isso o torna ideal para aplicações estéticas. A galvanização deixa um acabamento mais áspero e utilitário.
| Caraterística | Zincagem | Galvanização por imersão a quente |
|---|---|---|
| Acabamento | Liso, Brilhante | Áspero, Cinza Fosco |
| Uniformidade | Elevado | Mais baixo, pode ser irregular |
| Melhor para | Estética, Uso Interno | Ambientes agressivos |
Esta tabela mostra uma diferença fundamental entre o zinco e a galvanização.

O Papel Crítico da Tolerância Dimensional
A escolha impacta fortemente as dimensões finais da sua peça. Este é um detalhe crucial para componentes de precisão. As tolerâncias após o revestimento podem fazer ou quebrar uma montagem.
O zinco adiciona um revestimento muito fino. Normalmente, tem apenas 5-25 micrômetros de espessura. Isso o torna perfeito para peças com tolerâncias apertadas, como fixadores ou componentes de acoplamento. O processo garante resultados previsíveis.
A galvanização por imersão a quente é diferente. Ela cria um revestimento espesso, frequentemente de 50-100 micrômetros ou mais. Essa camada também é menos uniforme. Ela pode preencher roscas e alterar dimensões críticas, muitas vezes exigindo pós-processamento, como re-roscagem.
Entendendo a Ligação
O mecanismo de proteção também difere. A galvanização forma uma ligação metalúrgica com o aço. Isso cria uma camada de liga durável e resistente à abrasão.
O zinco, por outro lado, adere através de uma ligação eletroquímica. A camada de zinco atua como um ânodo sacrificial2. Ela corrói primeiro para proteger o aço subjacente. Esta é uma diferença fundamental entre o zinco e a galvanização. Este método oferece proteção confiável para muitas aplicações.
Em última análise, a decisão equilibra precisão contra proteção. O zinco se destaca no controle dimensional e oferece um acabamento cosmético. A galvanização por imersão a quente fornece resistência robusta e de longo prazo à corrosão, ao custo de uniformidade da superfície e tolerâncias apertadas.
Como Evitar o Travamento de Rosca Após o Revestimento de Zinco
O zinco adiciona resistência à corrosão. Mas também adiciona espessura. Isso frequentemente causa travamento de rosca em fixadores e peças CNC.
Os projetistas devem planejar essa camada adicional. É uma falha comum que leva a falhas de montagem.
Na PTSMAKE, orientamos nossos clientes em três áreas principais. Estas são mascaramento, tolerâncias de rosca e ajustes pós-revestimento.
Escolhas de Design Proativas
O planejamento adequado é crucial. Abordar problemas potenciais durante a fase de design economiza tempo e custo posteriormente. Isso é fundamental para galvanização de zinco em peças roscadas.
Aqui está uma rápida visão geral das opções de mascaramento:
| Tipo de Mascaramento | Melhor caso de utilização | Considerações |
|---|---|---|
| Tampas/Plugues | Rosca Externa/Interna | Reutilizável, consistente |
| Fitas | Superfícies Irregulares | Trabalho intensivo |
| Lacas | Geometrias complexas | Requer remoção limpa |
Pensar adiante ajuda evitar problemas de ajuste de rosca na galvanização.

Para evitar problemas de ajuste de rosca, você deve considerar a espessura do revestimento antes da fabricação. Não é algo para ser corrigido depois.
Estratégias avançadas de mascaramento
Para um controle eficaz mascaramento de peças CNC roscadas, selecione o método correto. Tampas e plugues de silicone oferecem uma solução limpa e reutilizável para roscas padrão. Eles fornecem uma linha de galvanização nítida.
Para áreas mais complexas, fitas de alta temperatura funcionam bem. No entanto, elas exigem aplicação precisa e podem ser trabalhosas. Mascaramento líquido é outra opção, mas a remoção deve ser completa para evitar contaminação.
Ajustando Tolerâncias de Rosca
O passo mais crítico é ajustar as tolerâncias de rosca. Você deve especificar que as roscas sejam cortadas com folga para acomodar a camada de zinco.
Por exemplo, se você planeja uma espessura de galvanização de zinco de 0,0003 polegadas (8µm), as dimensões da rosca pré-galvanização devem ser reduzidas de acordo. Isso evita que a peça final fique superdimensionada. A falha em fazer isso pode causar problemas como irritante3 durante a montagem.
Frequentemente recomendamos ajustes específicos com base na classe de galvanização.
Espessura e Tolerância de Galvanização
| Classe de Galvanização | Espessura típica | Ação recomendada |
|---|---|---|
| Classe 1 (5µm) | ~0.0002" | Rosca interna com folga |
| Classe 2 (8µm) | ~0.0003" | Folga significativa |
| Classe 3 (12µm) | ~0.0005" | Requer ferramentas especiais |
Ajustes Pós-Galvanização
Às vezes, é necessário trabalho pós-galvanização. Passar levemente as roscas com uma cossinete ou macho pode remover pequenos acúmulos. Assar as peças após a galvanização também é crucial para prevenir a fragilização por hidrogênio. Este processo pode, por vezes, afetar o ajuste final.
O design adequado é fundamental para evitar o travamento das roscas. Isso inclui selecionar a técnica de mascaramento correta, especificar com precisão as tolerâncias de rosca pré-galvanização e planejar quaisquer ajustes pós-galvanização necessários. Isso garante um resultado bem-sucedido para projetos de galvanização de zinco.
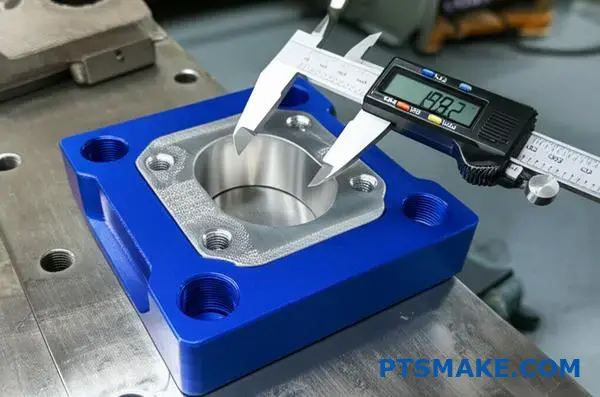
Como a Galvanização de Zinco Afeta as Tolerâncias Dimensionais em Montagens de Ajuste Apertado
A galvanização de zinco adiciona uma camada protetora, mas também adiciona material. Este é um detalhe crítico para montagens de ajuste apertado. O impacto da tolerância da galvanização de zinco pode ser significativo.
Cada dimensão de uma peça mudará após a galvanização. Não é apenas um revestimento; é uma mudança dimensional.
Compreendendo o Acúmulo da Galvanização
A espessura adicional de zinco geralmente varia de 5 a 25 micrômetros (µm). Isso parece pouco, mas pode facilmente tirar uma peça precisa da tolerância.
O Desafio da Uniformidade
A espessura não é perfeitamente uniforme. A galvanização tende a se acumular mais em cantos e bordas externas afiadas. Esta é uma preocupação chave para peças CNC com acúmulo de zinco.
| Tipo de caraterística | Acúmulo Esperado |
|---|---|
| Superfícies planas | Espessura Nominal |
| Cantos exteriores | 1,5x – 2,0x Nominal |
| Cantos internos | 0,5x – 0,75x Nominal |
| Furos | Espessura Reduzida |
Esse acúmulo desigual significa que um simples deslocamento não é suficiente. Devemos considerar os efeitos geométricos.
A galvanização de zinco é mais do que uma camada. Após a aplicação do zinco, uma camada de conversão de cromato é adicionada para maior resistência à corrosão e cor. Esta película também aumenta a espessura total.
O Papel das Películas de Conversão de Cromato
Embora a camada de cromato seja muito fina, muitas vezes apenas 0,1 a 0,5 µm, ela faz parte da dimensão final. Para tolerâncias extremamente apertadas, mesmo essa adição minúscula importa. O total dimensão após a galvanização é a soma das camadas de zinco e cromato.
Estratégias para Controle Dimensional
Na PTSMAKE, gerenciamos isso planejando com antecedência. Frequentemente usinamos as peças ligeiramente subdimensionadas. Isso compensa o material adicionado durante o processo de galvanização de zinco.
Isso requer cálculo preciso e comunicação clara entre nossa equipe de usinagem e nossos parceiros de galvanização. O processo de deposição eletroquímica4 é controlável, mas exige expertise. Especificamos não apenas a dimensão final, mas também a espessura de galvanização alvo.
Por exemplo, um eixo projetado para ter 20,00 mm após a galvanização pode ser usinado para 19,98 mm antes. Isso leva em conta uma espessura de galvanização alvo de 10 µm no raio.
| Dimensão | Especificação | Pré-Galvanização (Alvo) | Pós-Galvanização (Resultado) |
|---|---|---|---|
| Diâmetro do eixo | 20,00 mm ±0,01 | 19,98 mm | 20,00 mm |
| Diâmetro do furo | 15,00 mm ±0,01 | 15,02 mm | 15,00 mm |
Essa abordagem proativa é essencial para garantir que peças CNC com acúmulo de zinco se encaixem perfeitamente em sua montagem final.
A galvanização com zinco adiciona uma espessura previsível, mas variável. Esse acúmulo, mais a película de cromato, afeta diretamente as dimensões finais. O sucesso em montagens de ajuste justo requer o dimensionamento cuidadoso das dimensões pré-galvanização para compensar essa adição, uma parte central do nosso processo na PTSMAKE.
Segredos de Design para Maximizar a Uniformidade da Galvanização com Zinco em Peças Complexas
Obter um acabamento uniforme de zincagem em peças CNC complexas é um desafio comum. A geometria da peça influencia diretamente o resultado.
Certos recursos podem bloquear a corrente elétrica necessária para a galvanização. Isso cria uma espessura de revestimento desigual.
Considerações Chave de Geometria
Pensar na galvanização durante a fase de design é crucial. Pequenas mudanças podem fazer uma grande diferença na qualidade e consistência final.
| Caraterística | Impacto na galvanização | Recomendação |
|---|---|---|
| Cantos internos afiados | Má aderência | Use Raios/Filetes |
| Furos Profundos e Estreitos | Revestimento Fino ou Nenhum | Alargue ou Reavalie |
| Grandes superfícies planas | Propenso a Acúmulo | Adicione uma Leve Coroa |
A fixação adequada é tão importante quanto o próprio design. Ela garante o fluxo de corrente ideal.

Mergulho Mais Profundo nos Desafios da Galvanização
A questão central no revestimento de geometria CNC complexa é o gerenciamento da densidade de corrente. Áreas de alta corrente recebem galvanização espessa, enquanto áreas de baixa corrente ficam finas.
Isso é especialmente verdadeiro para peças com furos e reentrâncias. Essas áreas frequentemente sofrem com o que é conhecido como o Efeito gaiola de Faraday5, onde o exterior de um recurso protege o interior do campo elétrico.
Fixação: Mais do que Apenas Segurar uma Peça
A fixação eficaz é uma ciência. Na PTSMAKE, projetamos gabaritos personalizados. Esses gabaritos garantem que todas as superfícies críticas sejam adequadamente expostas à solução de galvanização e à corrente elétrica.
Também consideramos a drenagem. Soluções retidas podem causar manchas e corrosão pós-galvanização. A orientação da fixação deve permitir a drenagem completa.
Zonas Comuns de Problemas e Soluções
Entender onde ocorrem as falhas é o primeiro passo. Após revisar inúmeras peças de clientes, encontramos padrões consistentes.
| Área problemática | Problema de Galvanoplastia | Estratégia de atenuação |
|---|---|---|
| Furos cegos | Sem galvanoplastia interna | Use ânodos auxiliares |
| Bolsos Recuados | Revestimento fino | Ajuste o ângulo do rack, use ladrões de corrente |
| Seções Rosqueadas | Acúmulo nas cristas | Mascaramento ou usinagem pós-galvanoplastia |
Ao abordar estas dicas de revestimento uniforme de zincagem antecipadamente, evitamos retrabalhos dispendiosos. Trata-se de projetar para a fabricabilidade, o que inclui o processo de acabamento.
A zincagem eficaz em peças complexas requer um duplo foco. Você deve considerar a geometria da peça durante a fase de projeto e usar métodos de fixação inteligentes. Esta estratégia combinada evita problemas comuns de adesão e uniformidade, garantindo um acabamento consistente e de alta qualidade.
O Guia Definitivo para Opções de Conversão de Cromato de Zinco
Ao escolher um revestimento de conversão de cromato de zinco, a cor é a sua primeira pista para suas propriedades. Não se trata apenas de estética. Cada cor — azul, amarela e preta — indica um nível diferente de proteção contra corrosão.
Essa escolha impacta diretamente a durabilidade e o desempenho da sua peça. Compreender essas diferenças é fundamental.
Guia Rápido para Cores de Cromato
Podemos detalhar os principais tipos por suas características principais. Isso ajuda a tomar uma decisão rápida e informada para o seu projeto.
| Caraterística | Cromato Azul (Transparente) | Cromato Amarelo | Cromato Preto |
|---|---|---|---|
| Aparência | Brilhante, leve tom azulado | Iridescente, amarelado | Preto mate a brilhante |
| Resistência à corrosão | Básico (24-48 horas) | Moderado (96-150 horas) | Alto (150-250+ horas) |
| Utilização comum | Decorativo, interno | Industrial geral | Automotivo, exterior |

Aprofundando: Propriedades e Aplicações
Além da tabela de cores básica, cada revestimento de conversão de cromato de zinco tem pontos fortes específicos. Selecionar o correto é crucial para a longevidade e confiabilidade de seus componentes. A escolha afeta não apenas a resistência à corrosão, mas também a adesão da tinta e a condutividade elétrica.
Propriedades do Cromato Amarelo
O cromato amarelo é frequentemente a escolha padrão para uso industrial geral. Ele oferece um ótimo equilíbrio entre custo e desempenho. As propriedades do cromato amarelo incluem excelente adesão da tinta, tornando-o uma base de primer confiável. Frequentemente o recomendamos para peças que precisam de proteção e de um revestimento subsequente.
O Acabamento Superior de Zinco Preto
O acabamento de zinco preto oferece o mais alto nível de resistência à corrosão. Isso o torna ideal para peças expostas a intempéries severas ou agentes corrosivos. É uma escolha comum para componentes automotivos, hardware militar e equipamentos externos. Sua aparência decorativa preta é um bônus adicional.
Quando Usar Cromato Azul (Transparente)
O cromato azul ou transparente oferece proteção mínima. Sua função principal é evitar a oxidação na zincagem durante o armazenamento. É usado quando a aparência metálica da peça é importante e o ambiente não é exigente. O processo cria uma camada protetora através de passivação6, que mantém a superfície brilhante.
A escolha entre cromato azul, amarelo e preto envolve o equilíbrio entre resistência à corrosão, aparência e custo. O preto oferece proteção máxima, o amarelo fornece uma solução versátil de médio alcance e o azul é ideal para proteção básica onde a estética é fundamental. Sua aplicação dita a melhor opção.
Aumente o Rendimento na Primeira Passagem Com Estes Padrões de Qualidade de Galvanização de Zinco
Alcançar um controle de qualidade consistente na zincagem não é mágica. Depende de padrões estabelecidos pela indústria. Essas estruturas garantem que todos falem a mesma língua.
Eles fornecem diretrizes claras para o sucesso. Esse alinhamento evita mal-entendidos entre você e seu fornecedor.
Principais normas do sector
Para a maioria das peças comerciais, o padrão ASTM B633 é crucial. Ele detalha espessura, tipos e classes para zinco eletrodepositado em ferro e aço. É nossa referência principal em PTSMAKE.
Aqui está uma rápida comparação de padrões comuns:
| Padrão | Área de incidência | Utilização primária |
|---|---|---|
| ASTM B633 | Comercial | Industrial geral, automotivo, bens de consumo |
| MIL-STD-870 | Militar | Aeroespacial, defesa, aplicações de alta confiabilidade |
| ISO 2081 | Internacional | Comércio global, mercados europeus |
Esses padrões são a base para um projeto bem-sucedido.

Conhecer os padrões é apenas metade da batalha. A verdadeira chave para o rendimento na primeira tentativa é o controle de qualidade proativo e em processo. Você não pode apenas inspecionar o produto final. Você tem que monitorar todo o processo. É assim que se inspeciona a zincagem de forma eficaz.
Verificações de Controle de Qualidade em Processo
Na PTSMAKE, construímos verificações de qualidade em cada etapa. Monitoramos a química do banho, a temperatura e a densidade de corrente em tempo real. Isso evita defeitos antes que aconteçam. É muito mais eficiente do que encontrar um problema na inspeção final. Essa abordagem garante que o revestimento de zinco forneça consistentemente proteção catódica7 para o metal base.
Usamos vários métodos para verificar a qualidade durante e após a galvanização. Nossas descobertas mostram que uma combinação de testes fornece os resultados mais confiáveis.
| Método de inspeção | Objetivo | Quando Usar |
|---|---|---|
| Fluorescência de raios X (XRF) | Mede a espessura do revestimento | Em processo e final |
| Ensaios de aderência | Verifica a aderência do revestimento | Pós-galvanização |
| Ensaio de névoa salina | Verifica a resistência à corrosão | Qualificação final |
| Inspeção visual | Encontra defeitos superficiais | Ao longo de todo o processo |
Além dos Padrões
Embora os padrões forneçam uma base, a experiência é importante. Um bom fornecedor sabe como a geometria da peça afeta a distribuição da galvanização. Eles ajustam os parâmetros para garantir uma cobertura uniforme em formas complexas. Essa expertise é o que realmente aumenta a qualidade.
Aderir a padrões como ASTM B633 e implementar verificações rigorosas em processo são inegociáveis. Essa abordagem proativa ao controle de qualidade da galvanização a zinco garante que as peças atendam às especificações, reduzindo retrabalho e melhorando significativamente seu rendimento na primeira tentativa.
Quanto Tempo Dura a Galvanização a Zinco? Testes de Durabilidade do Mundo Real Explicados
Como prevemos a vida útil da galvanização a zinco? A indústria depende fortemente de testes padronizados. O mais comum é o teste de névoa salina.
Este teste fornece uma base crucial para o desempenho do teste de corrosão. Ele nos ajuda a comparar diferentes acabamentos de galvanização em condições controladas.
Referenciais do Teste de Névoa Salina
Neste teste acelerado, as peças são expostas a uma névoa salina. Medimos as horas até o aparecimento de ferrugem branca (corrosão do zinco) e ferrugem vermelha (corrosão do aço). Os resultados variam com base no tipo de passivação.
| Tipo de Passivação | Horas até Ferrugem Branca (ASTM B633) | Horas até Red Rust |
|---|---|---|
| Transparente (trivalente) | 12 – 24 horas | 72 – 120 horas |
| Amarelo (trivalente) | 72 – 96 horas | 150 – 200 horas |
| Preto (Trivalente) | 48 – 72 horas | 120 – 180 horas |
Esses números fornecem uma medida padronizada de desempenho.

Embora os testes de névoa salina sejam essenciais, eles não contam toda a história. Eles representam um cenário de "pior caso". A durabilidade real do zinco depende de muitos outros fatores que esses testes não conseguem simular completamente.
Dados de Laboratório vs. Realidade Ambiental
Uma névoa salina constante é muito diferente da exposição ambiental diária. As condições do mundo real incluem flutuações de umidade, ciclos de temperatura e radiação UV. Essas variáveis influenciam significativamente a vida útil real da galvanização a zinco.
O principal mecanismo de proteção do zinco é através da corrosão galvânica8, onde o zinco se sacrifica para proteger o aço subjacente. A taxa desse sacrifício muda drasticamente dependendo do ambiente.
Desempenho em diferentes ambientes
A localização de uma peça é o maior fator em sua longevidade. Nossa experiência mostra que o ambiente dita o desempenho mais do que um teste de laboratório.
| Ambiente | Typical Conditions | Expected Lifespan (with proper passivation) |
|---|---|---|
| Mild / Indoor | Controlled temperature, low humidity | 15+ years |
| Moderate / Urban | Moderate humidity, some pollutants | 5 – 10 anos |
| Severe / Marine | High humidity, salt exposure, industrial | 1 – 5 anos |
Na PTSMAKE, ajudamos os clientes a selecionar o acabamento correto. Focamos na aplicação final da peça, garantindo que a especificação atenda às demandas do mundo real, não apenas a um certificado de teste.
Salt spray tests provide a standardized benchmark for corrosion resistance. However, true real-world zinc durability is ultimately determined by the specific operating environment. Matching the plating specification to the application is critical for achieving the desired product lifespan.
Ultimate Comparison: Rack Vs. Barrel Zinc Plating For B2B Parts
A escolha entre zincagem em tambor e em gancheira impacta diretamente o seu resultado final. É um clássico dilema entre volume e precisão.
Barrel plating processes huge batches at once. This makes it incredibly cost-effective for the right parts.
Rack plating handles parts individually. This process costs more per piece but offers unmatched quality for specific needs. Understanding this is key for successful outcomes.
| Fator | Revestimento de barril | Galvanização em rack |
|---|---|---|
| Custo do trabalho | Baixa | Elevado |
| Rendimento | Volume elevado | Baixo volume |
| Custo por unidade | Muito baixo | Mais alto |

Best Uses and Cost-Effectiveness
A melhor escolha depende inteiramente do design da peça e da aplicação final. Não existe um método único "melhor" para a zincagem.
The Workhorse: Barrel Plating
Para processamento em massa, nada supera a zincagem em tambor. É o ideal small parts zinc coating method. Think fasteners, nuts, and stamped brackets.
We often use barrel plating CNC parts quando os componentes são pequenos e não possuem superfícies cosméticas críticas. As peças tombam juntas, o que é altamente eficiente. Isso pode causar pequenas marcas na superfície, um compromisso que muitos clientes aceitam para componentes não visíveis onde a resistência à corrosão é o objetivo principal.
The Specialist: Rack Plating
The key vantagens do zinco em cremalheira brilho com peças complexas. Este método é para geometrias grandes, delicadas ou intrincadas que seriam danificadas em um tambor.
Cada peça é individualmente encapada. Isso garante um acabamento consistente e de alta qualidade, sem marcas de contato. O processo é regido por princípios como Leis da eletrólise de Faraday9, garantindo espessura de revestimento precisa. É perfeito para componentes automotivos visíveis ou chassis eletrônicos de alta especificação.
Na PTSMAKE, é assim que geralmente orientamos a decisão:
| Caraterística da peça | Método recomendado | Motivo |
|---|---|---|
| Pequeno, simples, durável | Revestimento de barril | Maior custo-benefício |
| Forma grande ou complexa | Galvanização em rack | Previne danos, garante cobertura |
| Delicado, facilmente emaranhado | Galvanização em rack | Manuseio individual protege as peças |
| Alto requisito cosmético | Galvanização em rack | Acabamento superior e uniforme |
O banho em tambor é a escolha econômica para peças pequenas duráveis e de alto volume. O banho em cremalheira oferece acabamentos superiores para componentes maiores ou delicados a um custo mais elevado. Os requisitos específicos da sua peça — não apenas o preço — devem orientar sua decisão de banho de zinco.
O Papel da Escolha do Material Base na Aderência do Banho de Zinco
O material base é a fundação da sua peça banhada. Suas propriedades influenciam diretamente o quão bem o revestimento de zinco irá aderir. Nem todos os metais são iguais para o banho de zinco.
Compreender a compatibilidade do material com revestimentos de zinco é fundamental. Alguns metais aderem facilmente ao zinco. Outros requerem preparações especiais e multifásicas para obter um acabamento durável.
A escolha impacta tudo. Afeta o processo, o custo e o desempenho da peça final.
| Metal de base | Dificuldade Geral de Banho |
|---|---|
| Aço | Baixa |
| Latão | Médio |
| Alumínio | Elevado |
| Aço inoxidável | Elevado |
Selecionar os melhores metais base para banho de zinco desde o início pode economizar tempo e recursos significativos.
O sucesso do banho de zinco varia muito entre diferentes metais. Cada substrato apresenta química de superfície e propriedades metalúrgicas únicas. Esses fatores exigem estratégias de pré-tratamento distintas para garantir forte aderência. Sem a preparação correta, o banho falhará.
Aço: O Candidato Ideal
O aço carbono é o material mais comum e direto para banho de zinco. Sua superfície é receptiva, tornando a aderência forte com limpeza e ativação padrão. No entanto, o banho em aço liga pode ser mais complicado. Elementos de liga como cromo ou manganês podem alterar as propriedades da superfície, às vezes exigindo pré-tratamento ajustado.
Alumínio: O Desafio do Óxido
O alumínio forma naturalmente uma camada de óxido dura e fina. Essa camada impede a aderência direta do zinco. Para banhar alumínio, devemos primeiro aplicar um revestimento de conversão de zincato. Este processo remove o óxido e deposita uma fina película de zinco, que atua como base para a camada eletrodepositada final.
Latão e Ligas de Cobre: O Risco de Difusão
O latão é relativamente fácil de banhar. O desafio é a difusão do zinco. Com o tempo, o zinco do latão pode migrar para a camada de banho. Isso pode causar problemas cosméticos ou reduzir a resistência à corrosão. Uma camada de barreira de cobre ou níquel é frequentemente aplicada primeiro para evitar isso.
Aço Inoxidável: O Problema Passivo
O aço inoxidável é difícil de banhar devido à sua camada de passivação10 de óxido de cromo. Essa camada torna o aço resistente à corrosão, mas também não receptivo ao banho. Devemos ativar a superfície, muitas vezes usando um decapante ácido especializado ou um banho de níquel Woods, para permitir a aderência adequada.
| Material | Desafio primário | Tratamento Pré-Tratamento Típico |
|---|---|---|
| Aço | Mínimo; ferrugem/incrustação | Limpeza alcalina, decapagem ácida |
| Alumínio | Camada de óxido | Imersão em zincato |
| Latão | Difusão de Zinco | Deposição de Cobre ou Níquel |
| Aço inoxidável | Superfície Passiva | Deposição de Níquel Woods |
Sua escolha de material base não é apenas uma decisão de design. É uma variável crítica do processo. O aço oferece um caminho direto para a zincagem de qualidade, enquanto alumínio, latão e aço inoxidável exigem conhecimento especializado e etapas intermediárias para obter adesão e desempenho confiáveis.
Evitando Variação de Cor em Peças com Revestimento Cosmético de Zinco
Obter um acabamento uniforme em peças com revestimento cosmético de zinco é um desafio comum. Inconsistências geralmente surgem do próprio processo de galvanoplastia.
O controle eficaz do fornecedor é o primeiro passo. Sem ele, você verá variações constantes.
A Orientação da Peça Importa
Como uma peça é segurada durante a galvanoplastia afeta drasticamente o resultado. Diferentes orientações levam a diferentes espessuras e cores. Isso é crucial para o controle de aparência do zinco.
| Fator | Impacto no acabamento |
|---|---|
| Processo do Fornecedor | Elevado |
| Orientação da peça | Elevado |
| Química do Banho | Médio |
Isso requer um controle de qualidade rigoroso das peças cosméticas do início ao fim.

Controlar a variação do acabamento requer um profundo entendimento do processo de galvanoplastia a zinco. Pequenas variações na química do banho, temperatura ou corrente elétrica podem causar mudanças visíveis na cor e no brilho.
Dominando os Controles do Fornecedor
Você precisa de um fornecedor que documente cada etapa. Isso inclui pré-tratamento, parâmetros de galvanoplastia e processos de cromagem pós-tratamento. Trabalhamos com parceiros que oferecem total transparência. Isso nos ajuda a obter um acabamento uniforme em superfícies de zinco.
A orientação das peças no rack de galvanoplastia também é crítica. Áreas mais próximas do ânodo recebem mais corrente, resultando em um depósito mais espesso, às vezes mais brilhante. Este desequilíbrio distribuição da densidade da corrente11 é uma causa primária de inconsistência. Frequentemente projetamos racks personalizados para minimizar esse efeito.
Padrões de Controle de Qualidade de Peças Cosméticas
Estabelecer padrões visuais claros é inegociável. Usamos amostras de limite aprovadas para definir faixas de cores aceitáveis.
| Método de controlo | Benefício |
|---|---|
| Documentação do processo | Repetibilidade e Rastreabilidade |
| Estantes personalizadas | Espessura Uniforme de Galvanoplastia |
| Amostras de Limite | Critérios de Aceitação Claros |
| Auditorias Regulares | Resolução Proativa de Problemas |
Estes controles são essenciais para qualquer projeto onde a aparência é fundamental.
O controle das inconsistências de acabamento em galvanoplastia de zinco depende do gerenciamento rigoroso do processo do fornecedor e da orientação estratégica das peças. O estabelecimento de padrões claros de controle de qualidade cosmética com amostras visuais é essencial para alcançar a aparência uniforme desejada e evitar retrabalhos dispendiosos.
Galvanoplastia de Zinco Para Montagens: Como Gerenciar Ajustes, Rosqueamentos e Fixadores
Ao lidar com galvanoplastia de zinco para montagens, a precisão é fundamental. A camada adicionada, embora fina, pode perturbar os ajustes perfeitos. Isso é especialmente verdadeiro para componentes roscados.
Compreendendo a Espessura do Revestimento
A espessura da galvanoplastia de zinco impacta diretamente as tolerâncias dimensionais. Alguns mícrons podem fazer uma grande diferença em peças de ajuste justo. O gerenciamento dimensional eficaz para montagens é crucial.
Aqui está uma rápida visão geral das espessuras comuns:
| Classe | Espessura (microns) | Aplicação |
|---|---|---|
| Fe/Zn 5 | 5 µm | Suave, interno |
| Fe/Zn 12 | 12 µm | Moderado, externo |
| Fe/Zn 25 | 25 µm | Severo, industrial |
Gerenciar essas mudanças garante uma montagem final bem-sucedida.

O Efeito Cascata do Revestimento
O verdadeiro desafio não é uma única peça. É como várias peças revestidas interagem. Esse efeito cumulativo é conhecido como empilhamento de tolerâncias12. Cada componente revestido adiciona à variação dimensional total.
Isso pode levar a ajustes de interferência onde um ajuste de folga foi pretendido. Para projetos em PTSMAKE, sempre levamos isso em consideração durante a fase de projeto.
Interações de Superfície e Travamento
O zinco é um metal relativamente macio. Após o revestimento, as propriedades da superfície mudam. Isso às vezes pode levar ao travamento, especialmente com certos materiais de fixadores. A camada de zinco pode cisalhar e travar as roscas durante o aperto.
Para ter sucesso fixadores galvanizados a zinco, considere lubrificantes pós-revestimento. Aqui estão algumas dicas de montagem após o revestimento que achamos úteis:
| Dica | Descrição | Benefício |
|---|---|---|
| Mascaramento | Proteja roscas críticas do revestimento. | Garante o ajuste original. |
| Subdimensionamento | Rosqueamento da máquina ligeiramente subdimensionado. | Acomoda a espessura do revestimento. |
| Lubrificação | Aplique cera ou composto anti-engripante. | Previne o engripamento durante a montagem. |
Estas estratégias são centrais para nossas montagens de gerenciamento dimensional. Elas garantem que as peças se encaixem perfeitamente após o revestimento.
O revestimento de zinco adiciona material, o que pode causar travamento de roscas e problemas de tolerância. O gerenciamento dimensional proativo, como o ajuste das dimensões pré-revestimento e o uso de lubrificantes pós-revestimento, é essencial para uma montagem suave e para prevenir problemas de superfície como o engripamento.
Quando Escolher Zinco Preto Em Vez de Revestimento de Zinco Claro Ou Amarelo
Escolher o revestimento de zinco correto é crucial. Impacta o desempenho, o custo e a aparência. É mais do que apenas escolher uma cor. Cada acabamento oferece vantagens distintas para aplicações específicas.
Essa decisão afeta diretamente a vida útil da sua peça. Vamos comparar a zincagem preta, transparente e amarela.
Fatores Chave em Resumo
Considere estas diferenças primárias.
| Caraterística | Zinco Preto | Zinco Amarelo | Zinco Claro |
|---|---|---|---|
| Aparência | Elegante, fosco/brilhante | Iridescente, amarelado | Brilhante, metálico |
| Corrosão | Moderado a bom | Excelente | Básico |
| Custo | Mais alto | Moderado | Mais baixo |
Entender estes conceitos básicos ajuda a reduzir rapidamente suas opções. Esta é uma discussão comum que tenho com clientes.

Ao selecionar um acabamento de revestimento de zinco, devemos olhar além da superfície. O revestimento de conversão de cromato aplicado após o revestimento define estas propriedades. A escolha entre eles envolve um compromisso.
Comparação Detalhada: Desempenho vs. Estética
Os benefícios do acabamento de zinco preto são frequentemente estéticos. Ele fornece um acabamento preto uniforme e não reflexivo. Isso é ideal para interiores automotivos ou eletrônicos. Ele também oferece boa resistência à corrosão.
Cromato Amarelo vs. Preto
O cromato amarelo oferece proteção superior contra corrosão. Isso se deve à sua película mais espessa de cromo hexavalente. No entanto, o cromato preto, frequentemente trivalente, é um segundo lugar próximo. Ele também atende a muitos padrões de conformidade RoHS. Muitos de nossos clientes no setor automotivo preferem o amarelo para componentes sob o capô.
Comparação de Revestimento de Zinco Claro
O zinco claro oferece a menor resistência à corrosão. É principalmente para um visual limpo e metálico com proteção básica. É adequado para peças usadas em ambientes secos e internos. passivação13 camada é muito fina em comparação com o amarelo ou preto.
Resistência UV e Aplicação
Em nossos testes, o zinco preto mostrou melhor resistência UV do que revestimentos transparentes ou amarelos tingidos. Isso evita o desbotamento da cor em peças expostas ao sol. O amarelo é o cavalo de batalha para fixadores industriais. O transparente é comum para bens de consumo onde a estética é fundamental.
| Atributo | Zinco Preto | Zinco Amarelo | Zinco Claro |
|---|---|---|---|
| Estabilidade UV | Bom | Justo | Ruim (pode descolorir) |
| Utilização comum | Automóvel, Eletrónica | Industrial, Exterior | Interior, Decorativo |
| ROHS | Frequentemente Trivalente (Sim) | Hexavalente (Não) | Trivalente (Sim) |
A escolha do revestimento de zinco certo depende de suas prioridades. O zinco preto é excelente para estética e proteção moderada. O zinco amarelo é a melhor opção para ambientes hostis. O zinco transparente é uma opção econômica para necessidades básicas onde um visual metálico é desejado.
Como a Geometria da Peça 3D Impacta a Cobertura do Revestimento de Zinco
A geometria 3D de uma peça não é apenas sobre função; ela controla diretamente o sucesso do seu revestimento de zinco. O revestimento uniforme é frequentemente assumido, mas formas complexas apresentam desafios reais.
Áreas como reentrâncias profundas, cantos internos afiados e saliências naturalmente resistem até mesmo à deposição de zinco. Isso pode levar a pontos finos, comprometendo a resistência à corrosão. Compreender o efeito da geometria no revestimento é crucial antes da produção.
Desafios geométricos comuns
| Caraterística | Impacto na galvanização com zinco |
|---|---|
| Furos profundos | Baixo poder de penetração no interior |
| Cantos afiados | Acúmulo excessivo nas bordas |
| Grandes Áreas Planas | Potencial para acabamento irregular |
| Zonas Recuadas | Espessura de revestimento insuficiente |

Vamos explorar por que esses recursos causam problemas. A galvanoplastia de zinco depende de uma corrente elétrica para depositar zinco na superfície da peça. Essa corrente segue o caminho de menor resistência.
Áreas de alta densidade de corrente, como cantos externos e bordas, atraem mais íons de zinco, levando a um revestimento mais espesso. Inversamente, áreas de baixa densidade de corrente, como o interior de furos ou sulcos profundos, recebem muito menos íons.
Isso cria áreas de baixo depósito de revestimento de zinco. Em casos extremos, o interior de uma peça complexa age como um Efeito gaiola de Faraday14, efetivamente protegendo as superfícies internas do campo elétrico e impedindo qualquer deposição significativa. Na PTSMAKE, orientamos nossos clientes sobre modificações de design para evitar isso.
Dicas de Revestimento para Formas Complexas
Para obter um acabamento uniforme, frequentemente recomendamos pequenas alterações de design. Esses ajustes podem fazer uma grande diferença na eficiência de fabricação e na qualidade final da peça.
| Modificação de Design | Benefício do Revestimento |
|---|---|
| Adicionar raios generosos aos cantos | Promove fluxo de corrente uniforme |
| Usar furos passantes em vez de furos cegos | Permite que a solução flua livremente |
| Minimize reentrâncias profundas | Reduz áreas de baixo depósito |
| Adicione ânodos auxiliares para peças complexas | Ajuda a direcionar a corrente para zonas reentrantes |
Entender como a geometria afeta o revestimento é o primeiro passo. Ao projetar para galvanoplastia, você pode evitar cobertura irregular, retrabalho caro e garantir que suas peças atendam às especificações de resistência à corrosão desde o início.
Armadilhas Ocultas na Galvanoplastia de Zinco Terceirizada para Cadeias de Suprimentos Internacionais
Obter galvanoplastia de zinco no exterior parece econômico. Mas a cotação inicial raramente conta toda a história. Obstáculos logísticos inesperados podem rapidamente corroer essas economias.
Seu cronograma de projeto está em risco. Atrasos são comuns.
O Verdadeiro Custo da Distância
Ao planejar uma estratégia internacional de galvanoplastia para suprimentos, você deve considerar o frete, os impostos alfandegários e a comunicação. Esses fatores frequentemente adicionam semanas aos prazos de entrega.
Navegando no Frete Global
A logística não se trata apenas de transporte. Envolve coordenação entre fusos horários. Um simples erro de documentação pode causar contratempos significativos.
| Estágio | Tempo Esperado | Tempo Real Potencial |
|---|---|---|
| Produção | 10 dias | 12 dias |
| Frete Marítimo | 25 dias | 35+ dias |
| Alfândega | 2 dias | 7+ dias |
Pensar em obter galvanoplastia de zinco no exterior requer uma visão realista do cronograma total.

Ao lidar com problemas de fornecedores globais de revestimento, a comunicação é seu maior desafio e sua maior ferramenta. Uma resposta atrasada devido às diferenças de horário pode interromper a produção ou o envio por um dia inteiro. Esse problema se agrava rapidamente.
Falhas de Comunicação e Seu Impacto
Mal-entendidos sobre especificações de galvanoplastia de zinco são comuns. Barreiras linguísticas podem transformar uma simples consulta técnica em um grande problema de qualidade. Isso não são apenas inconvenientes; afetam diretamente seus resultados.
O Labirinto da Alfândega
O desembaraço aduaneiro é um grande gargalo. Documentação incorreta é um culpado frequente. Suas peças podem ficar retidas por semanas, aguardando a documentação correta. Isso estende imprevisivelmente seus prazos de entrega.
Calcular o verdadeiro Custo de Chegada15 é crítico. Inclui o preço da peça mais todas as taxas de logística, alfândega e seguro. Muitas empresas subestimam significativamente esse valor.
Uma estratégia sólida de suprimento internacional de galvanoplastia deve incluir buffers para esses eventos.
| Fator de Custo Oculto | Impacto Potencial no Custo Total |
|---|---|
| Taxas de Demurrage de Porto | +5-10% |
| Frete Aéreo (para agilizar) | +20-40% |
| Retrabalho devido a Falha de Comunicação | +15-25% |
| Taxas de Despachante Aduaneiro | +2-5% |
Na PTSMAKE, ajudamos os clientes a construir cadeias de suprimentos que antecipam esses problemas, garantindo entregas mais tranquilas.
Lacunas de logística, alfândega e comunicação são riscos significativos na galvanoplastia de zinco no exterior. Essas variáveis ocultas podem inflar custos e atrasar projetos, transformando economias aparentes em perdas substanciais se não forem gerenciadas com uma estratégia especializada.
Leve Seus Projetos de Galvanoplastia de Zinco Mais Longe Com a Precisão da PTSMAKE
Potencialize suas peças usinadas em CNC ou moldadas por injeção com galvanoplastia de zinco confiável! Envie seu RFQ para a PTSMAKE e obtenha aconselhamento especializado, entrega rápida e qualidade de classe mundial — confiável por empresas líderes globalmente. Solicite seu orçamento personalizado de galvanoplastia de zinco hoje e experimente a fabricação sem compromisso!

Descubra a ciência eletroquímica por trás de como esse revestimento protege o metal base contra a corrosão. ↩
Explore a ciência de como um ânodo de sacrifício fornece proteção eletroquímica contra corrosão para o metal base. ↩
Entenda como esse tipo específico de falha de material ocorre e seu impacto nas conexões roscadas. ↩
Aprenda como os íons metálicos formam um revestimento sólido e protetor na superfície de uma peça através deste processo controlado. ↩
Entenda este princípio elétrico para melhorar o design de suas peças para melhores resultados de galvanoplastia. ↩
Aprenda como este processo químico cria uma camada superficial não reativa, melhorando muito a resistência à corrosão de uma peça. ↩
Aprenda como o zinco protege sacrificialmente o aço contra a corrosão, mesmo quando o revestimento está arranhado. ↩
Entenda como este processo eletroquímico funciona para proteger o metal base de aço. ↩
Entenda o princípio científico que controla a espessura e a eficiência do revestimento em processos de galvanoplastia de zinco. ↩
Aprenda sobre o filme protetor invisível que torna alguns metais resistentes à corrosão e à galvanoplastia. ↩
Entenda como este princípio elétrico impacta diretamente a uniformidade e a qualidade do seu acabamento galvanizado a zinco. ↩
Aprenda a calcular e controlar o efeito cumulativo das tolerâncias em seus projetos. ↩
Aprenda como este processo químico aumenta a resistência à corrosão em peças galvanizadas a zinco. ↩
Descubra como este fenômeno de blindagem elétrica pode impactar a qualidade e o desempenho do revestimento final de sua peça. ↩
Entenda como calcular o custo total de suas peças zincadas além do preço do fornecedor. ↩






