

一貫性のない亜鉛めっきの結果、寸法公差の問題、品質の問題に対処するために貴重な時間を費やしており、生産サイクルが遅れています。これらのコーティングの課題は、遅延、コストの増加、および下流の組み立てチームとの関係の緊張を引き起こします。.
亜鉛めっきは、CNC加工部品に亜鉛の薄層を堆積させる電気化学的プロセスであり、耐食性を提供し、美観を向上させ、部品の寿命を延ばしながら、大量生産のコスト効率を維持します。.

このガイドでは、亜鉛めっきの仕様、品質管理方法、サプライヤーの選択について情報に基づいた意思決定を行うために必要な技術的な詳細をカバーしています。寸法公差に影響を与える一般的な落とし穴を回避する方法と、さまざまな部品形状で一貫した結果を達成するための実績のある戦略を発見します。.
精密部品の亜鉛めっきの隠された利点
多くのエンジニアは亜鉛めっきを単なる基本的な仕上げと見なしています。しかし、その見方は単純すぎます。亜鉛めっきの真の利点は、はるかに深いところにあります。.
単なるコーティング以上のもの
錆に対する強力な保護を提供します。また、部品にクリーンでプロフェッショナルな外観を与えます。これにより、精密部品にとって賢明な選択肢となります。.
亜鉛めっきが重要な理由
この仕上げは、性能と外観の両方にとって重要です。.
| 特徴 | 精密部品への影響 |
|---|---|
| 腐食シールド | 部品の稼働寿命を延ばします。. |
| 美的な仕上げ | クリーンで一貫した外観を提供します。. |
| コスト効率 | 長期的な交換コストを削減します。. |
これらの点を理解することで、製造業において亜鉛めっきが重要である理由が明らかになります。.

Zinc plating is a go-to choice for preventing rust. However, the way it works is more complex than a simple barrier. It’s an active protective system.
The Science of Protection
The zinc coating for CNC parts acts as a 犠牲陽極1 for the base metal, like steel. This means the zinc layer corrodes first. It sacrifices itself to protect the part underneath. This is a critical feature for parts used in harsh environments.
Aesthetics and Added Defense
The process doesn’t end with plating. We often apply a chromate conversion coating. This secondary layer adds color and boosts corrosion resistance significantly. It allows for functional and visual customization.
| Chromate Finish | ビジュアル・キュー | Performance Boost |
|---|---|---|
| クリア(青) | Bright Silver | Good Protection |
| イエロー | Iridescent Gold | Excellent Protection |
| ブラック | Deep Black | Very Good Protection |
A Smart Economic Decision
The true value of zinc plating is in its long-term performance. The initial cost is low, but the real savings come from reduced maintenance and replacement needs. At PTSMAKE, we often advise this finish for its excellent balance of cost, performance, and reliability.
亜鉛めっきは、受動的なシールドだけでなく、能動的な犠牲シールドとして腐食を防ぎます。耐久性を高める多様な美的仕上げも提供します。この組み合わせは、精密部品に優れた長期的な価値と信頼性をもたらし、真に費用対効果の高いソリューションとなっています。.
亜鉛めっき対溶融亜鉛めっき:プロジェクトに適しているのはどちらですか?
亜鉛めっきと溶融亜鉛めっきを比較する場合、性能が重要です。腐食抵抗だけではありません。表面仕上げと寸法精度は、部品の機能にとって同様に重要です。.
腐食保護レベル
熱間亜鉛めっきは、はるかに厚い保護層を作成します。これにより、過酷な環境で優れた耐食性が得られます。亜鉛めっきは、薄いながらも効果的なバリアを提供します。.
表面仕上げの比較
亜鉛めっきは、滑らかで明るく均一な表面をもたらします。これにより、美的用途に最適です。溶融亜鉛めっきは、より粗く、より実用的な仕上げを残します。.
| 特徴 | 亜鉛メッキ | 溶融亜鉛メッキ |
|---|---|---|
| 終了 | 滑らかで明るい | 粗く、マットなグレー |
| 均一性 | 高い | 低く、不均一になる可能性があります |
| 最適 | 美観、屋内使用 | 過酷な環境 |
この表は、亜鉛めっきと溶融亜鉛めっきの根本的な違いを示しています。.

寸法公差の重要な役割
この選択は、部品の最終寸法に大きく影響します。これは、精密部品にとって重要な詳細です。めっき後の公差は、アセンブリを成功させるか失敗させるかの鍵となります。.
亜鉛めっきは非常に薄いコーティングを追加します。通常、厚さはわずか5〜25マイクロメートルです。これにより、ファスナーや嵌合部品のような厳しい公差を持つ部品に最適です。このプロセスは、予測可能な結果を保証します。.
熱間亜鉛めっきは異なります。厚いコーティングを作成し、多くの場合50〜100マイクロメートル以上になります。この層も均一性が低くなります。ねじ山を埋めたり、重要な寸法を変更したりする可能性があり、多くの場合、再ねじ切りなどの後処理が必要です。.
ボンドの理解
保護メカニズムも異なります。亜鉛めっきは鋼と冶金的な結合を形成します。これにより、耐久性があり、耐摩耗性のある合金層が作成されます。.
一方、亜鉛めっきは電気化学的な結合によって付着します。亜鉛層は 犠牲陽極2. として機能します。鋼を保護するために最初に腐食します。これは、亜鉛めっきと亜鉛めっきの重要な違いです。この方法は、多くの用途で信頼性の高い保護を提供します。.
最終的に、この決定は精度と保護のバランスをとります。亜鉛めっきは寸法管理に優れ、化粧仕上げを提供します。溶融亜鉛めっきは、表面の均一性とタイトな公差を犠牲にして、堅牢で長期的な耐食性を提供します。.
亜鉛めっき後のねじ込み不良を回避する方法
亜鉛めっきは耐食性を向上させます。しかし、厚みも増します。これにより、ファスナーやCNC部品のねじが詰まることがよくあります。.
設計者はこの追加層を計画する必要があります。これは、組み立ての失敗につながる一般的な見落としです。.
PTSMAKEでは、3つの主要分野でお客様をガイドします。これらは、マスキング、ねじ公差、めっき後の調整です。.
プロアクティブな設計上の選択
適切な計画が重要です。設計段階で潜在的な問題を解決することで、後で時間とコストを節約できます。これは、 亜鉛めっきねじ部品.
マスキングオプションを簡単に見てみましょう。
| マスキングタイプ | ベスト・ユースケース | 考察 |
|---|---|---|
| キャップ/プラグ | 外部/内部ねじ | 再利用可能、一貫性がある |
| テープ | 不規則な表面 | 労働集約的 |
| ラッカー | 複雑な幾何学 | きれいな除去が必要です |
事前の検討が役立ちます めっきによるねじの嵌合問題を回避する.

ねじの嵌合問題を防止するため、製造前にめっき厚を考慮する必要があります。後から修正できるものではありません。.
高度なマスキング戦略
効果的な ねじ付きCNC部品のマスキング, 、適切な方法を選択してください。シリコンキャップとプラグは、標準的なねじに対して、きれいで再利用可能なソリューションを提供します。シャープなめっきラインが得られます。.
より複雑な領域には、高温テープが効果的です。ただし、正確な塗布が必要で、手間がかかる場合があります。液体マスキングも選択肢の一つですが、汚染を避けるためには徹底的な除去が必要です。.
ねじ許容差の調整
最も重要なステップは、ねじ許容差の調整です。亜鉛層を収容するために、ねじはアンダーサイズで切削するように指定する必要があります。.
例えば、0.0003インチ(8µm)の亜鉛めっき厚を計画している場合、めっき前のねじ寸法はそれに応じて削減する必要があります。これにより、最終的な部品がオーバーサイズになるのを防ぎます。これを怠ると、以下のような問題が発生する可能性があります。 凛々しい3 組み立て中に。.
めっきクラスに基づいて、特定の調整をお勧めすることがよくあります。.
めっき厚と許容差
| めっきクラス | 典型的な厚さ | 推奨される措置 |
|---|---|---|
| クラス 1 (5µm) | 約0.0002インチ" | 内ネジのアンダーサイズ |
| クラス2 (8µm) | 約0.0003インチ" | 大きなアンダーサイズ |
| クラス3 (12µm) | 約0.0005インチ" | 特殊工具が必要 |
めっき後の調整
めっき後に作業が必要な場合があります。ダイまたはタップで軽くネジをなぞることで、軽微な堆積物を除去できます。また、水素脆化を防ぐために、めっき後の部品のベーキングも重要です。このプロセスは、最終的な嵌合に影響を与えることがあります。.
ネジの詰まりを避けるには、適切な設計が鍵となります。これには、適切なマスキング技術の選択、めっき前のネジ公差の正確な指定、および必要なめっき後の調整の計画が含まれます。これにより、亜鉛めっきプロジェクトの成功が保証されます。.
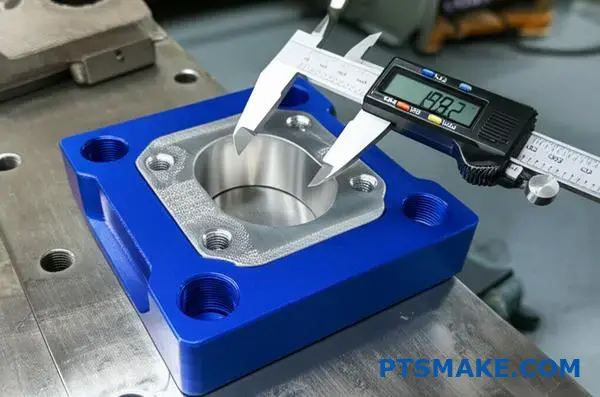
亜鉛めっきがタイトフィットアセンブリの寸法公差にどのように影響するか
亜鉛めっきは保護層を追加しますが、材料も追加します。これは、タイトフィットアセンブリにとって重要な詳細です。 亜鉛めっきの公差への影響 は大きくなる可能性があります。.
部品のすべての寸法は、めっき後に変化します。単なるコーティングではなく、寸法的なシフトです。.
めっき堆積の理解
追加される亜鉛の厚さは、通常5から25マイクロメートル(µm)の範囲です。これは小さく見えますが、精密部品を公差から簡単に外してしまう可能性があります。.
均一性の課題
厚みは完全に均一ではありません。めっきは、鋭利な外側の角やエッジに多く付着する傾向があります。これは、 亜鉛めっきされたCNC部品.
| フィーチャー・タイプ | 予想される付着量 |
|---|---|
| 平面 | 公称厚さ |
| 外部コーナー | 公称値の1.5倍~2.0倍 |
| 内部コーナー | 公称値の0.5倍~0.75倍 |
| 穴/ボア | 低減された厚さ |
この不均一な付着量のため、単純なオフセットだけでは不十分です。幾何学的な影響を考慮する必要があります。.
亜鉛めっきは単一の層ではありません。亜鉛が適用された後、耐食性と色をさらに向上させるためにクロメート変換コーティングが追加されます。この皮膜も総厚みに加算されます。.
クロメート変換皮膜の役割
クロメート層は非常に薄く、通常0.1~0.5 µmですが、最終的な寸法の一部となります。非常に厳しい公差の場合、このわずかな追加でも重要になります。総 めっき後の寸法変化 は、亜鉛層とクロメート層の合計です。.
寸法管理戦略
PTSMAKEでは、これを事前に計画することで管理しています。多くの場合、部品をわずかにアンダーサイズに加工します。これにより、亜鉛めっきプロセス中に追加される材料を補償します。.
これには、機械加工チームとメッキパートナーとの間の正確な計算と明確なコミュニケーションが必要です。 電気化学蒸着4 は制御可能ですが、専門知識が必要です。最終的な寸法だけでなく、目標メッキ厚も指定します。.
例えば、メッキ後に20.00mmになるように設計されたシャフトは、事前に19.98mmに機械加工される場合があります。これは、半径方向に10 µmの目標メッキ厚を考慮したものです。.
| 寸法 | 仕様 | メッキ前(目標) | メッキ後(結果) |
|---|---|---|---|
| シャフト径 | 20.00 mm ±0.01 | 19.98 mm | 20.00 mm |
| 穴径 | 15.00 mm ±0.01 | 15.02 mm | 15.00 mm |
この積極的なアプローチは、 亜鉛めっきされたCNC部品 が最終組み立てで完全に適合することを保証するために不可欠です。.
亜鉛メッキは、予測可能ですが変動する厚さを追加します。この積み重ねとクロメート膜は、最終的な寸法に直接影響します。タイトフィットアセンブリでの成功には、この追加分を補償するためにメッキ前の寸法を慎重に設計する必要があります。これは、PTSMAKEにおける当社のプロセスの核となる部分です。.
複雑な部品の亜鉛めっき均一性を最大化するための設計の秘訣
複雑なCNC部品に均一な亜鉛メッキ仕上げを達成することは、一般的な課題です。部品の形状が結果に直接影響します。.
特定の機能は、メッキに必要な電流をブロックする可能性があります。これにより、コーティングの厚さが不均一になります。.
主要なジオメトリの考慮事項
設計段階でめっきを考慮することは非常に重要です。小さな変更が最終的な品質と一貫性に大きな違いをもたらす可能性があります。.
| 特徴 | めっきへの影響 | 推薦 |
|---|---|---|
| シャープな内角 | 接着不良 | 半径/フィレットを使用する |
| 深く狭い穴 | 薄いまたはコーティングなし | 広げるか再評価する |
| 大きな平面 | 堆積しやすい | わずかにクラウンを追加する |
適切なラッキングは、設計自体と同じくらい重要です。これにより、最適な電流の流れが保証されます。.

めっきの課題に関する詳細な検討
複雑なCNCジオメトリのコーティングにおける中心的な問題は、電流密度の管理です。高電流領域は厚いめっきになり、低電流領域は薄くなります。.
これは、穴や凹部のある部品では特に当てはまります。これらの領域は、しばしば「 ファラデーケージ効果5, 」として知られるものに苦しみます。これは、フィーチャーの外側が内側を電場から遮蔽する現象です。.
ラッキング:単なる部品保持以上のもの
効果的なラッキングは科学です。PTSMAKEでは、カスタム治具を設計しています。これらの治具は、すべての重要な表面がめっき溶液と電流に適切にさらされることを保証します。.
水はけも考慮します。閉じ込められた溶液は、めっき後の変色や腐食の原因となります。ラックの向きは、完全な水はけを可能にする必要があります。.
一般的な問題領域と解決策
失敗が発生する場所を理解することが第一歩です。多数のクライアント部品をレビューした結果、一貫したパターンが見つかりました。.
| 問題領域 | めっきの問題 | 緩和戦略 |
|---|---|---|
| ブラインドホール | 内側にめっきがない | 補助アノードを使用する |
| くぼんだポケット | 薄いコーティング | ラック角度を調整し、電流泥棒を使用する |
| ねじ山部分 | 山頂に堆積 | マスキングまたはめっき後の追いかけ |
これらの亜鉛めっき均一コーティングのヒントに早期に対処することで、コストのかかる手直しを防ぎます。製造性設計、つまり仕上げプロセスを含むことについてです。.
複雑な部品への効果的な亜鉛めっきには、二重の焦点が必要です。設計段階で部品のジオメトリを考慮し、インテリジェントなラック方法を使用する必要があります。この組み合わせ戦略は、一般的な密着性や均一性の問題を回避し、高品質で一貫した仕上がりを保証します。.
亜鉛クロメート変換オプションに関する究極のガイド
亜鉛クロメート変換コーティングを選択する際、色は特性の最初の手がかりとなります。美観だけではありません。青、黄、黒の各色は、異なるレベルの耐食性を示します。.
この選択は、部品の耐久性と性能に直接影響します。これらの違いを理解することが重要です。.
クロメートカラーのクイックガイド
主要なタイプをその主な特徴で分類できます。これにより、プロジェクトの迅速で情報に基づいた意思決定が可能になります。.
| 特徴 | ブルー(クリア)クロメート | イエロークロメート | ブラッククロメート |
|---|---|---|---|
| 外観 | 明るく、わずかに青みがかった色合い | 玉虫色、黄色がかった色合い | マットと光沢のある黒 |
| 耐食性 | 基本(24-48時間) | 中程度(96-150時間) | 高(150-250時間以上) |
| 一般的な使用 | 装飾用、屋内 | 一般工業用 | 自動車、外装用 |

より深く掘り下げる:特性と用途
基本的なカラーチャートを超えて、各亜鉛クロメート化成処理には特定の強みがあります。適切なものを選択することは、コンポーネントの寿命と信頼性にとって非常に重要です。この選択は、耐食性だけでなく、塗装の密着性や導電性にも影響します。.
黄色クロメートの特性
黄色クロメートは、一般的な工業用途のデフォルトの選択肢となることがよくあります。コストと性能の優れたバランスを提供します。黄色クロメートの特性には、優れた塗料密着性が含まれており、信頼性の高いプライマーベースとなります。保護と後続のコーティングの両方が必要な部品には、よく推奨されます。.
優れたブラック亜鉛仕上げ
ブラック亜鉛仕上げは、最高の耐食性を提供します。これにより、過酷な天候や腐食性物質にさらされる部品に最適です。自動車部品、軍用ハードウェア、屋外機器で一般的に選択されています。装飾的な黒い外観は、追加のボーナスです。.
ブルー(クリア)クロメートの使用時期
ブルーまたはクリアクロメートは、最小限の保護を提供します。その主な役割は、保管中の亜鉛めっきの酸化を防ぐことです。部品の金属的な外観が重要で、環境が厳しくない場合に使用されます。このプロセスは、表面を明るく保つ保護層を生成します。 不動態化6, 、表面を明るく保ちます。.
ブルー、イエロー、ブラッククロメートの選択は、耐食性、外観、コストのバランスを取ることを伴います。ブラックは最大の保護を提供し、イエローは汎用性の高い中間ソリューションを提供し、ブルーは美観が重要な基本的な保護に最適です。あなたの用途が最良の選択肢を決定します。.
これらの亜鉛めっき品質基準で初回パス歩留まりを向上させる
一貫した亜鉛めっき品質管理の達成は、魔法ではありません。それは確立された業界標準に依存しています。これらのフレームワークは、誰もが同じ言語を話すことを保証します。.
それらは成功のための明確なガイドラインを提供します。この連携により、あなたとサプライヤー間の誤解を防ぎます。.
主要業界標準
ほとんどの商業部品にとって、ASTM B633規格は非常に重要です。鉄および鋼上の電気めっき亜鉛の厚さ、種類、およびクラスを詳述しています。それはPTSMAKEでの私たちの主な参照です。.
一般的な規格の簡単な比較を以下に示します。
| スタンダード | フォーカス・エリア | 主要用途 |
|---|---|---|
| ASTM B633 | コマーシャル | 一般工業、自動車、一般消費財 |
| MIL-STD-870 | ミリタリー | 航空宇宙、防衛、高信頼性アプリケーション |
| ISO 2081 | インターナショナル | グローバルコマース、欧州市場 |
これらの規格は、プロジェクト成功の基盤となります。.

規格を知っていることは、戦いの半分にすぎません。初回パス収率の真の鍵は、プロアクティブな工程内品質管理です。最終製品を検査するだけではいけません。プロセス全体を監視する必要があります。亜鉛メッキを効果的に検査する方法は次のとおりです。.
工程内品質管理チェック
PTSMAKEでは、あらゆるステップに品質チェックを組み込んでいます。浴槽の化学組成、温度、電流密度をリアルタイムで監視しています。これにより、欠陥が発生する前に防止できます。最終検査で問題を見つけるよりもはるかに効率的です。このアプローチにより、亜鉛コーティングが一貫した 防食性能7 ベースメタル用。.
メッキ中およびメッキ後に品質を検証するために、いくつかの方法を使用しています。私たちの調査によると、テストの組み合わせが最も信頼性の高い結果をもたらします。.
| 検査方法 | 目的 | 使用時期 |
|---|---|---|
| 蛍光X線 (XRF) | メッキ厚を測定します | 工程内および最終 |
| 接着試験 | コーティングの密着性をチェックします | メッキ後 |
| 塩水噴霧試験 | 耐食性を検証します | 最終認定 |
| 目視検査 | 表面の欠陥を検出します | プロセス全体を通じて |
標準を超える
標準は基準を提供しますが、経験が重要です。優れたサプライヤーは、部品の形状がめっきの分布にどのように影響するかを知っています。複雑な形状でも均一に被覆されるようにパラメータを調整します。この専門知識こそが、真に品質を高めるものです。.
ASTM B633のような標準に準拠し、厳格な工程内チェックを実施することは譲れません。亜鉛めっき品質管理に対するこの積極的なアプローチにより、部品は仕様を満たし、手直しを減らし、初回パス収率を大幅に向上させることができます。.
亜鉛めっきはどのくらい持続しますか?実世界の耐久性テストの説明
亜鉛めっきの寿命をどのように予測しますか?業界は標準化された試験に大きく依存しています。最も一般的なのは塩水噴霧試験です。.
この試験は、耐食性試験の重要な基準を提供します。管理された条件下で異なるめっき仕上げを比較するのに役立ちます。.
塩水噴霧試験のベンチマーク
この加速試験では、部品を塩霧にさらします。白錆(亜鉛の腐食)と赤錆(鋼の腐食)が現れるまでの時間を測定します。結果はパッシベーションの種類によって異なります。.
| パッシベーションの種類 | 白錆までの時間(ASTM B633) | 赤錆へ至る時間 |
|---|---|---|
| クリア(三価) | 12~24時間 | 72~120時間 |
| 黄色(三価) | 72~96時間 | 150~200時間 |
| 黒(三価) | 48~72時間 | 120~180時間 |
これらの数値は、標準化されたパフォーマンス測定値を提供します。.

塩水噴霧試験は不可欠ですが、それだけではすべてを物語るわけではありません。これらは「最悪のシナリオ」を表します。実際の亜鉛の耐久性は、これらの試験では完全にシミュレートできない他の多くの要因に依存します。.
ラボデータ対環境現実
連続した塩霧は、毎日の環境暴露とは大きく異なります。実際の条件には、変動する湿度、温度サイクル、および紫外線放射が含まれます。これらの変数は、実際の亜鉛メッキの寿命に大きく影響します。.
亜鉛の主な保護メカニズムは、 ガルバニック腐食8, 、亜鉛が犠牲となって下地の鋼を保護することです。この犠牲の速度は、環境によって劇的に変化します。.
さまざまな環境における性能
部品の場所は、その寿命に最も影響を与える要因です。私たちの経験では、環境がラボテストよりもパフォーマンスを決定することが示されています。.
| 環境 | 一般的な条件 | 予想される寿命(適切な不動態化処理後) |
|---|---|---|
| マイルド / 屋内 | 温度管理、低湿度 | 15年以上 |
| モデレート / 都市部 | 中程度の湿度、一部の汚染物質 | 5~10年 |
| 重度/海洋環境 | 高湿度、塩分暴露、工業用途 | 1~5年 |
PTSMAKEでは、お客様が適切な表面処理を選択できるよう支援しています。私たちは部品の最終的な用途に焦点を当て、仕様が単なる試験証明書ではなく、実際の要求を満たしていることを確認します。.
塩水噴霧試験は、耐食性の標準的なベンチマークを提供します。しかし、実際の亜鉛の耐久性は、最終的には特定の動作環境によって決まります。望ましい製品寿命を達成するためには、めっき仕様と用途を一致させることが重要です。.
究極の比較:B2B部品のラックめっき対バレルめっき
ラックめっきとバレルめっきのどちらを選択するかは、収益に直接影響します。これは、量と精度の古典的なトレードオフです。.
バレルめっきは一度に大量のバッチを処理します。これにより、適切な部品に対して非常に費用対効果が高くなります。.
ラックめっきは部品を個別に処理します。このプロセスは部品あたりのコストは高くなりますが、特定のニーズに対して比類のない品質を提供します。これを理解することは、成功のための鍵となります。.
| ファクター | バレルめっき | ラックめっき |
|---|---|---|
| 人件費 | 低い | 高い |
| スループット | 大量 | 少量 |
| 単価 | 非常に低い | より高い |

最適な用途と費用対効果
最適な選択肢は、部品の設計と最終的な用途に完全に依存します。亜鉛めっきに単一の「より良い」方法は存在しません。.
万能選手:バレルめっき
大量処理においては、バレルめっきに勝るものはありません。これは理想的な 小部品の亜鉛コーティング方法. です。ファスナー、ナット、プレス加工されたブラケットなどを考えてください。.
私たちはよく使います バレルめっき CNC部品 部品が小さく、重要な外観面がない場合。部品は一緒に転がるため、非常に効率的です。これにより軽微な表面の傷が発生する可能性がありますが、これは多くのクライアントが、耐食性が主な目的である目に見えない部品に対して受け入れているトレードオフです。.
スペシャリスト:ラックめっき
キーポイント ラック亜鉛めっきの利点 複雑な部品で輝きを放ちます。この方法は、バレルでは損傷する可能性のある、大きくて繊細な、または複雑な形状の部品に適しています。.
各部品は個別にワイヤーで固定されます。これにより、接触痕のない、一貫した高品質の仕上がりが保証されます。このプロセスは、次のような原則によって管理されます。 ファラデーの電気分解の法則9, 、正確なコーティング厚を保証します。自動車の外観部品やハイエンドの電子シャーシに最適です。.
PTSMAKEでは、通常、次のように意思決定をガイドします。
| 部品特性 | 推奨方法 | 理由 |
|---|---|---|
| 小型でシンプル、耐久性がある | バレルめっき | 最高のコスト効率 |
| 大きな形状または複雑な形状 | ラックめっき | 損傷を防ぎ、被覆を保証します |
| 繊細で絡まりやすい | ラックめっき | 個別処理により部品を保護 |
| 高い外観要求 | ラックめっき | 均一で優れた仕上がり |
バレルめっきは、大量生産される耐久性のある小型部品にコスト効率の高い選択肢です。ラックめっきは、より大型またはデリケートな部品に対して、より高いコストで優れた仕上がりを提供します。亜鉛めっきの決定は、価格だけでなく、部品の特定の要件によって導かれるべきです。.
亜鉛めっき密着性における母材選択の役割
めっきされる部品の基材がその基礎となります。その特性は、亜鉛コーティングの密着性に直接影響します。すべての金属が亜鉛めっきに適しているわけではありません。.
亜鉛コーティングとの材料適合性を理解することが鍵となります。一部の金属は亜鉛と容易に結合します。他の金属は、耐久性のある仕上がりを実現するために、特別な多段階の前処理が必要です。.
選択はすべてに影響します。プロセス、コスト、最終的な部品の性能に影響します。.
| ベースメタル | 一般的なめっきの難易度 |
|---|---|
| スチール | 低い |
| 真鍮 | ミディアム |
| アルミニウム | 高い |
| ステンレス鋼 | 高い |
最初から亜鉛めっきに最適な基材を選択することで、時間とリソースを大幅に節約できます。.
亜鉛めっきの成功は、金属によって大きく異なります。各基材は独自の表面化学と冶金学的特性を持っています。これらの要因は、強力な密着性を確保するために、明確な前処理戦略を要求します。適切な前処理なしでは、めっきは失敗します。.
鋼:理想的な候補
炭素鋼は、亜鉛めっきで最も一般的で簡単な材料です。その表面は受け入れやすく、標準的な洗浄と活性化で強力な密着性を実現します。しかし、合金鋼へのめっきはより難しい場合があります。クロムやマンガンなどの合金元素は表面特性を変更する可能性があり、調整された前処理が必要になる場合があります。.
アルミニウム:酸化物の課題
アルミニウムは自然に強固で薄い酸化物層を形成します。この層は直接的な亜鉛の密着を防ぎます。アルミニウムをめっきするには、まずジンケート化成処理コーティングを適用する必要があります。このプロセスは酸化物を取り除き、薄い亜鉛膜を堆積させ、これが最終的な電気めっき層の基盤となります。.
真鍮および銅合金:拡散リスク
真鍮は比較的めっきしやすいです。課題は亜鉛の拡散です。時間の経過とともに、真鍮からの亜鉛がめっき層に移行する可能性があります。これにより、外観の問題が発生したり、耐食性が低下したりする可能性があります。このを防ぐために、銅またはニッケルのバリア層が最初に適用されることがよくあります。.
ステンレス鋼:不動態化の問題
ステンレス鋼は、その パッシベーション層10 クロム酸化物層のため、めっきが困難です。この層は鋼を耐食性にするだけでなく、めっきを受け入れにくくします。適切な密着性を確保するには、表面を活性化する必要があります。多くの場合、特殊な酸ピクルまたはウッズニッケルストライクを使用します。.
| 素材 | プライマリー・チャレンジ | 一般的な前処理 |
|---|---|---|
| スチール | 最小限。錆/スケール | アルカリ洗浄、酸ピクル |
| アルミニウム | 酸化物層 | ジンケート浸漬 |
| 真鍮 | 亜鉛拡散 | 銅またはニッケルストライク |
| ステンレス鋼 | 不活性表面 | ウッズニッケルストライク |
ベース材料の選択は、単なる設計上の決定ではありません。それは重要なプロセス変数です。鋼は高品質の亜鉛めっきへの直接的な道を提供しますが、アルミニウム、真鍮、ステンレス鋼は、信頼性の高い密着性と性能を達成するために、専門知識と中間ステップを必要とします。.
化粧用亜鉛めっき部品の色むらを回避する
化粧用亜鉛めっき部品に均一な仕上がりを得ることは、一般的な課題です。不均一性は、めっきプロセス自体に起因することがよくあります。.
効果的なサプライヤー管理が最初のステップです。それなしでは、常にばらつきが見られます。.
部品の位置決めが重要
めっき中に部品をどのように保持するかは、結果に大きく影響します。異なる位置決めは、異なる厚さと色につながります。これは、外観管理の亜鉛めっきにとって非常に重要です。.
| ファクター | 仕上がりへの影響 |
|---|---|
| サプライヤープロセス | 高い |
| パート・オリエンテーション | 高い |
| バス化学 | ミディアム |
これは、最初から最後まで厳格な化粧品部品QCを必要とします。.

仕上げのばらつきを制御するには、亜鉛メッキプロセスを深く理解する必要があります。バスの化学組成、温度、または電流のわずかなずれは、色と明るさの目に見える変化を引き起こす可能性があります。.
サプライヤー管理の習得
すべてのステップを文書化するサプライヤーが必要です。これには、前処理、メッキパラメータ、および後処理クロメートプロセスが含まれます。私たちは完全な透明性を提供するパートナーと協力しています。これにより、亜鉛表面の均一な仕上げを実現できます。.
メッキラック上の部品の向きも重要です。アノードに近い領域はより多くの電流を受け、より厚く、時にはより明るい堆積物をもたらします。この不均一な 電流密度分布11 は、不整合の主な原因です。この効果を最小限に抑えるために、カスタムラッキングを設計することがよくあります。.
化粧品部品QC基準
明確な視覚基準を確立することは譲れません。承認された境界サンプルを使用して、許容できる色範囲を定義します。.
| 制御方法 | ベネフィット |
|---|---|
| プロセス・ドキュメンテーション | 再現性とトレーサビリティ |
| カスタムラック | 均一なメッキ厚 |
| 境界サンプル | 明確な受け入れ基準 |
| 定期的な監査 | プロアクティブな問題解決 |
外観が重要なあらゆるプロジェクトにおいて、これらの管理は不可欠です。.
亜鉛めっきにおける仕上げの一貫性の管理は、厳格なサプライヤープロセス管理と戦略的な部品の向きに依存します。視覚的なサンプルを用いた明確な外観品質管理基準を確立することは、望ましい均一な外観を実現し、コストのかかる手直しを避けるために不可欠です。.
アセンブリの亜鉛めっき:フィット、ねじ、ファスナーの管理方法
組立品に亜鉛めっきを施す場合、精度が重要です。追加された層は、薄いとはいえ、完璧な嵌合を妨げる可能性があります。これは特にねじ部品に当てはまります。.
めっき厚の理解
亜鉛めっきの厚さは、寸法公差に直接影響します。数ミクロンでも、きつい嵌合部品では大きな違いを生む可能性があります。組立品の効果的な寸法管理は非常に重要です。.
一般的な厚さを簡単に見てみましょう:
| クラス | 厚さ(マイクロメートル) | 申し込み |
|---|---|---|
| Fe/Zn 5 | 5 µm | マイルド、屋内 |
| Fe/Zn 12 | 12 µm | モデレート、屋外 |
| Fe/Zn 25 | 25 µm | ヘビー、工業用 |
これらの変更を管理することで、最終組立品の成功が保証されます。.

メッキのリップル効果
本当の課題は単一の部品ではありません。メッキされた複数の部品がどのように相互作用するかです。この累積効果はとして知られています トレランス・スタックアップ12. 。メッキされた各コンポーネントは、全体の寸法変動に寄与します。.
これは、クリアランスフィットが意図されていた場所に干渉フィットを引き起こす可能性があります。PTSMAKE のプロジェクトでは、設計段階で常にこれを考慮に入れています。.
表面の相互作用と焼き付き
亜鉛は比較的柔らかい金属です。メッキ後、表面特性が変化します。これにより、特に特定のファスナー材料で、焼き付きが発生する場合があります。亜鉛層は、締め付け中にねじ山がせん断されて固着する可能性があります。.
成功のために 亜鉛メッキファスナー, 、メッキ後の潤滑剤を検討してください。以下にいくつかご紹介します。 コーティング後の組み立てのヒント 役立つことがわかりました。
| ヒント | 説明 | ベネフィット |
|---|---|---|
| マスキング | メッキから重要なねじ山を保護します。. | 元のフィット感を保証します。. |
| アンダーサイジング | ねじ山をわずかにアンダーサイズに加工します。. | めっき厚に対応します。. |
| 潤滑 | ワックスまたは焼き付き防止剤を塗布します。. | 組み立て時の焼き付きを防ぎます。. |
これらの戦略は、当社の 寸法管理アセンブリの中核です。. これにより、コーティング後に部品がスムーズに組み合わされることが保証されます。.
亜鉛めっきは材料を追加するため、ねじの固着や公差の問題を引き起こす可能性があります。めっき前の寸法の調整やめっき後の潤滑剤の使用など、プロアクティブな寸法管理は、スムーズな組み立てと焼き付きなどの表面の問題を防ぐために不可欠です。.
クリアまたはイエロー亜鉛めっきよりもブラック亜鉛めっきを選択する時期
適切な亜鉛コーティングを選択することは非常に重要です。性能、コスト、外観に影響します。単に色を選ぶだけではありません。各仕上げは、特定の用途に独自の利点を提供します。.
この決定は、部品の寿命に直接影響します。黒色、透明色、黄色の亜鉛めっきを比較してみましょう。.
主要な要因を概観
これらの主な違いを考慮してください。.
| 特徴 | 黒亜鉛 | 黄亜鉛 | クリア亜鉛 |
|---|---|---|---|
| 外観 | 洗練された、マット/光沢 | 玉虫色、黄色がかった色合い | ブライト、メタリック |
| 腐食 | 中程度から良好 | 素晴らしい | ベーシック |
| コスト | より高い | 中程度 | 最低 |
Understanding these basics helps narrow down your options quickly. This is a common discussion I have with clients.

When selecting a zinc plating finish, we must look beyond the surface. The chromate conversion coating applied after plating defines these properties. The choice between them involves a trade-off.
Detailed Comparison: Performance vs. Aesthetics
Black zinc finish benefits are often aesthetic. It provides a non-reflective, uniform black finish. This is ideal for automotive interiors or electronics. It also offers good corrosion resistance.
Yellow vs Black Chromate
Yellow chromate provides superior corrosion protection. This is due to its thicker hexavalent chromium film. However, black chromate, often trivalent, is a close second. It also meets many RoHS compliance standards. Many of our clients in the automotive sector prefer yellow for under-hood components.
Clear Zinc Coating Comparison
Clear zinc offers the least corrosion resistance. It’s mainly for a clean, metallic look with basic protection. It’s suitable for parts used in dry, indoor environments. The 不動態化13 layer is very thin compared to yellow or black.
UV Resistance and Application
In our tests, black zinc has shown better UV resistance than dyed clear or yellow coatings. This prevents color fading in sun-exposed parts. Yellow is the workhorse for industrial fasteners. Clear is common for consumer goods where aesthetics are key.
| 属性 | 黒亜鉛 | 黄亜鉛 | クリア亜鉛 |
|---|---|---|---|
| 紫外線安定性 | グッド | フェア | Poor (can discolor) |
| 一般的な使用 | 自動車、エレクトロニクス | Industrial, Outdoor | Indoor, Decorative |
| ROHS | Often Trivalent (Yes) | 六価(いいえ) | 三価(はい) |
適切な亜鉛めっきの選択は、お客様の優先順位によって異なります。黒色亜鉛は、美観と適度な保護に優れています。黄色亜鉛は、過酷な環境に最適な選択肢です。透明亜鉛は、金属的な外観が必要な基本的なニーズに対して、コスト効率の高い選択肢です。.
3D部品の形状が亜鉛めっきの被覆範囲にどのように影響するか
部品の3Dジオメトリは、機能性だけでなく、亜鉛めっきの成功を直接左右します。均一なコーティングはしばしば当然のことと考えられますが、複雑な形状は現実的な課題を提示します。.
深い凹部、鋭い内角、オーバーハングなどの領域は、自然に亜鉛の堆積さえも妨げます。これにより、コーティングが薄くなり、耐食性が損なわれる可能性があります。生産前に、コーティングに対するジオメトリの影響を理解することが重要です。.
一般的な幾何学上の課題
| 特徴 | 亜鉛めっきへの影響 |
|---|---|
| 深い穴 | 内部へのめっき浸透力が低い |
| シャープなコーナー | 端部への過剰な堆積 |
| 広範な平坦部 | 均一でない仕上がりの可能性 |
| 凹部 | 不十分なコーティング厚 |

これらの特徴がなぜ問題を引き起こすのかを詳しく見ていきましょう。亜鉛めっきは、電流を利用して部品の表面に亜鉛を堆積させます。この電流は、抵抗の少ない経路をたどります。.
外側の角や端部のような高電流密度領域は、より多くの亜鉛イオンを引き付け、より厚いコーティングにつながります。逆に、穴の内側や深い溝のような低電流密度領域は、はるかに少ないイオンしか受け取りません。.
これにより、亜鉛めっきの堆積量が少ない領域が生まれます。極端な場合、複雑な部品の内部は、 ファラデーケージ効果14, のように機能し、内部表面を電場から効果的に遮蔽し、意味のある堆積を防ぎます。PTSMAKEでは、お客様がこれを回避するための設計変更についてアドバイスを提供しています。.
複雑な形状のめっきのヒント
均一な仕上がりを実現するために、設計変更を推奨することがよくあります。これらの調整は、製造効率と最終的な部品の品質に大きな違いをもたらします。.
| 設計変更 | めっきの利点 |
|---|---|
| 角に十分なRを設ける | 電流の流れを均一にする |
| ブラインドホールではなく、貫通穴を使用する | 溶液が自由に流れるようにする |
| 深い凹部を最小限にする | 低めっき領域を減らす |
| 複雑な部品には補助アノードを追加する | 凹部へ電流を誘導するのに役立つ |
形状がコーティングにどのように影響するかを理解することが第一歩です。めっきに適した設計を行うことで、不均一な被覆を防ぎ、コストのかかる手直しを避け、部品が最初から耐食性の仕様を満たすことを保証できます。.
国際サプライチェーンにおける外部委託亜鉛めっきの隠れた落とし穴
海外での亜鉛めっき調達はコスト効率が良いように思えます。しかし、最初の見積もりが物語のすべてを語ることはめったにありません。予期せぬ物流上の障害が、それらの節約を急速に侵食する可能性があります。.
プロジェクトのタイムラインが危険にさらされています。遅延は一般的です。.
距離の真のコスト
国際的なサプライメッキ戦略を計画する際には、輸送、通関、コミュニケーションを考慮する必要があります。これらの要因により、リードタイムが数週間長くなることがよくあります。.
グローバル輸送のナビゲーション
ロジスティクスは単なる輸送ではありません。タイムゾーンをまたいだ調整が含まれます。単純な書類上のミスが、重大な遅延を引き起こす可能性があります。.
| ステージ | 予想所要時間 | 実際の所要時間(見込み) |
|---|---|---|
| 製造 | 10日 | 12日 |
| 海上輸送 | 25日 | 35日以上 |
| 通関 | 2日 | 7日以上 |
海外での亜鉛メッキ調達を考える際には、全体のタイムラインを現実的に把握する必要があります。.

グローバルなコーティングベンダーの問題に対処する際、コミュニケーションは最大の課題であり、最大の武器となります。時差による応答の遅延は、生産または出荷を丸一日停止させる可能性があります。この問題は急速に悪化します。.
コミュニケーションの断絶とその影響
亜鉛メッキ仕様に関する誤解は一般的です。言語の壁は、単純な技術的な問い合わせを重大な品質問題に変える可能性があります。これらは単なる不便ではなく、あなたの収益に直接影響します。.
税関の迷宮
通関は大きなボトルネックです。書類の不備が頻繁に原因となります。部品は正しい書類を待つために数週間保留される可能性があります。これにより、リードタイムが予測不能に延長されます。.
真の 船積みコスト15 を計算することは重要です。これには、部品の価格に加えて、すべての物流、通関、保険料が含まれます。多くの企業はこの数値を大幅に過小評価しています。.
堅実な国際供給メッキ戦略には、これらの事象に対するバッファーを含める必要があります。.
| 隠れたコスト要因 | 総コストへの潜在的な影響 |
|---|---|
| 港湾滞船料 | +5-10% |
| 航空貨物(急送のため) | +20-40% |
| コミュニケーションミスによる手直し | +15-25% |
| 通関業者手数料 | +2-5% |
PTSMAKE では、お客様がこれらの問題を予測するサプライチェーンを構築するお手伝いをし、よりスムーズな納品を保証します。.
物流、通関、コミュニケーションのギャップは、海外での亜鉛メッキにおいて重大なリスクです。これらの隠れた変数により、コストが膨れ上がり、プロジェクトが遅延する可能性があり、専門的な戦略で管理されない場合、見かけ上の節約が大幅な損失に変わる可能性があります。.
PTSMAKEプレシジョンで亜鉛めっきプロジェクトをさらに進めましょう
CNC加工部品または射出成形部品を、信頼性の高い亜鉛メッキで強化しましょう!RFQをPTSMAKEに送信して、専門家のアドバイス、迅速な対応、世界クラスの品質を手に入れましょう。世界中の主要企業から信頼されています。今すぐカスタム亜鉛メッキの見積もりをリクエストして、妥協のない製造を体験してください!

このコーティングが母材を腐食からどのように保護するか、その電気化学的科学を発見してください。. ↩
Explore the science of how a sacrificial anode provides electrochemical corrosion protection for the base metal. ↩
Understand how this specific type of material failure occurs and its impact on threaded connections. ↩
Learn how metal ions form a solid, protective coating on a part’s surface through this controlled process. ↩
Understand this electrical principle to improve your part designs for better plating outcomes. ↩
Learn how this chemical process creates a non-reactive surface layer, greatly enhancing a part’s corrosion resistance. ↩
Learn how zinc sacrificially protects steel from corrosion, even when the coating is scratched. ↩
Understand how this electrochemical process works to protect the steel base metal. ↩
Understand the scientific principle controlling coating thickness and efficiency in zinc plating processes. ↩
Learn about the invisible protective film that makes some metals resistant to both corrosion and plating. ↩
Understand how this electrical principle directly impacts the uniformity and quality of your zinc-plated finish. ↩
Learn how to calculate and control the cumulative effect of tolerances in your designs. ↩
Learn how this chemical process enhances corrosion resistance on zinc plated parts. ↩
Discover how this electrical shielding phenomenon can impact your part’s final coating quality and performance. ↩
Understand how to calculate the total expense of your zinc-plated parts beyond the vendor’s price. ↩






