

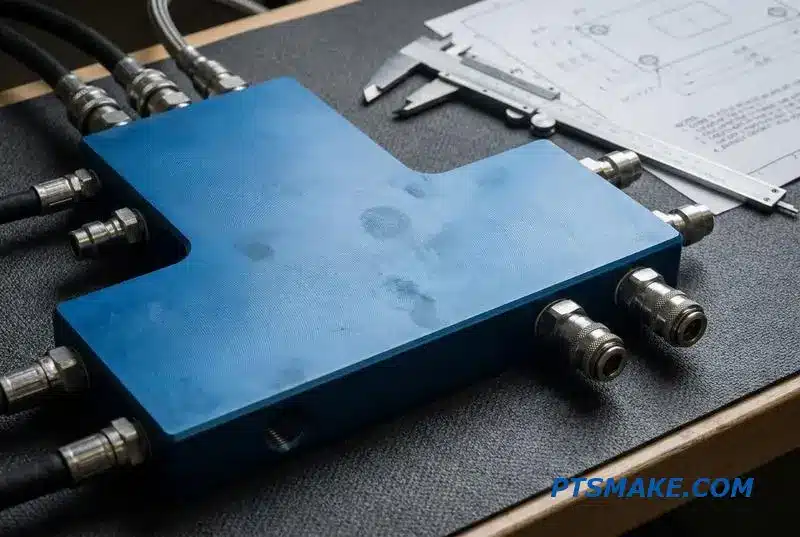
Zijn uw AI-racks nog steeds thermische knelpunten aan het bereiken, zelfs na een upgrade naar vloeistofkoeling? Het probleem ligt misschien niet bij uw cold plates of CDU. Het kan de verdeler zijn die stilletjes hotspots, drukonevenwicht en pompdruk creëert in uw hele implementatie.
Op maat gemaakte CNC-gefreesde verdelers geven vloeistofkoelsystemen voor datacenters een gebalanceerde stroom, lekvrije poortinterfaces en precieze afmetingen die standaardonderdelen niet kunnen leveren. Ze zijn de distributiehub die bepaalt of elke server in een high-density rack de koelvloeistof krijgt die het nodig heeft.

Ik heb jarenlang engineeringteams geholpen om van generieke verdelers naar op maat gemaakte CNC-oplossingen over te stappen, en het prestatieverschil is aanzienlijk. In deze gids neem ik u mee door de ontwerp-, materiaal- en bewerkingsdetails die een betrouwbare verdeler onderscheiden van een die later problemen veroorzaakt.
Uw vloeistofkoelsysteem is slechts zo sterk als zijn vloeistofdistributie
Bij koeling van datacenters stelen koudeplaten en koelvloeistofdistributie-eenheden (CDU's) vaak de show. De ware prestaties van het systeem hangen echter af van een minder gevierd onderdeel: het vloeistofkoelingsspruitstuk. Dit is de centrale hub die zorgt voor een gebalanceerde koelvloeistofstroom naar elke server.
De kritieke distributiehub
Zie het spruitstuk als het hart van het vloeistofnetwerk van uw rack. Een slecht ontworpen exemplaar creëert een ongelijkmatige stroom, wat leidt tot hotspots, drukverschillen en verminderde pompefficiëntie. De gehele koelstrategie kan slagen of falen op basis van het vermogen van dit ene onderdeel om vloeistof gelijkmatig te verdelen.
Gevolgen van een slecht spruitstukontwerp
Zelfs de krachtigste CDU is nutteloos als de koelvloeistof zijn bestemming niet effectief bereikt. De onderstaande tabel belicht de risico's die gepaard gaan met ondermaatse stroomverdeling van rack-spruitstukken.
| Uitgave | Invloed op systeem |
|---|---|
| Stroomonbalans | Hotspots en server throttling |
| Hoge drukval | Verhoogd pompenergieverbruik |
| Lekken | Catastrofale uitval van apparatuur |

Effectief spruitstukontwerp gaat verder dan eenvoudig leidingwerk. Het vereist een diepgaand begrip van hoe interne geometrie de systeembrede prestaties beïnvloedt. Bij PTSMAKE richten we ons op precisiebewerking om geoptimaliseerde stroompaden te creëren die drukval minimaliseren en een uniforme verdeling garanderen.
Materiaalkeuze en prestaties
De materiaalkeuze voor vloeistofkoelingsspruitstukken is cruciaal. Het beïnvloedt niet alleen de thermische geleidbaarheid en duurzaamheid, maar ook de productiecomplexiteit en kosten. Aluminium is gebruikelijk vanwege zijn balans, maar koper of zelfs gespecialiseerde polymeren kunnen beter zijn voor specifieke toepassingen.
| Materiaal | Belangrijkste voordeel | Gemeenschappelijke toepassing |
|---|---|---|
| Aluminium (6061) | Kosteneffectief, goede thermische eigenschappen | Algemene datacenters |
| Koper | Superieure thermische geleidbaarheid | Hoge-dichtheid computing |
| PPS/PEEK | Corrosiebestendigheid, lichtgewicht | Veeleisende omgevingen |
De rol van precisie in stroomdynamica
De interne kanalen van een spruitstuk moeten perfect zijn. Eventuele bramen of oppervlakte-onvolkomenheden door bewerking kunnen de stroom verstoren. Dit is waar de principes van Stromingsleer1 cruciaal worden. Het bereiken van laminaire stroming en het vermijden van turbulentie vereist extreem nauwe toleranties, wat een kernfocus is van ons productieproces.
Een goed ontworpen vloeistofkoelingsspruitstuk is de ruggengraat van een betrouwbaar DLC-systeem. Het ontwerp, het materiaal en de productienauwkeurigheid zijn geen kleine details; ze zijn fundamenteel voor het bereiken van een gebalanceerde stroming, het voorkomen van hotspots en het waarborgen van de algehele operationele efficiëntie voor het hele rack.
In-Rack versus rijgebaseerde verdelers — Welke architectuur past bij uw implementatie
Het kiezen van de juiste architectuur voor een vloeistofkoelingsspruitstuk is een cruciale beslissing. De twee primaire configuraties, in-rack en rij-gebaseerd, dienen verschillende behoeften. Uw keuze beïnvloedt de efficiëntie, schaalbaarheid en het onderhoud gedurende de gehele levenscyclus van het systeem. Laten we de grondbeginselen van elke benadering uiteenzetten.
In-Rack Spruitstuksystemen
In-rack spruitstukken worden direct in of op een serverrack gemonteerd, zowel verticaal als horizontaal. Dit ontwerp biedt gerichte vloeistofkoeling voor componenten met hoge dichtheid binnen één behuizing. Het is een ideale oplossing voor implementaties waarbij specifieke racks extreme warmtebelastingen hebben.
Rij-gebaseerde Spruitstuksystemen
Rij-gebaseerde systemen bedienen meerdere racks vanuit een gecentraliseerd distributiepunt. Deze assemblages lopen ofwel boven of onder de vloer, waardoor een meer georganiseerde infrastructuur ontstaat voor grootschalige datacenters. Deze architectuur is gebouwd voor uniformiteit en schaalbaarheid over hele rijen.
| Type verdeelstuk | Beste gebruikscasus |
|---|---|
| In-rack | Individuele racks met hoge dichtheid |
| Rij-gebaseerd | Grootschalige, uniforme implementaties |

Wanneer we verder gaan dan de basisdefinities, worden de praktische afwegingen duidelijk. De beslissing tussen een in-rack of rij-gebaseerd verdeelstuk voor uw datacenter omvat het balanceren van toegankelijkheid, ruimte en toekomstige groei.
Onderhoud en toegankelijkheid
In-rack verdeelstuk vloeistofkoeling is eenvoudig te onderhouden op een per-rack basis. Technici kunnen een enkel rack isoleren zonder anderen te verstoren. Echter, bij een grote implementatie kan het beheren van honderden individuele verdeelstukken complex en tijdrovend worden.
Rij-gebaseerde systemen centraliseren de hoofdverbindingen, wat grootschalig onderhoud en monitoring kan vereenvoudigen. De uitdaging hier is dat elk werk aan het hoofdverdeelstuk een hele rij racks kan beïnvloeden, wat meer gecoördineerde downtime vereist.
Schaalbaarheid en ruimtegebruik
Een verticaal verdeelstuk versus horizontaal verdeelstuk DLC-debat draait vaak om ruimte binnen het rack. Beide configuraties verbruiken waardevolle rack U-ruimte. Hoewel effectief, kan dit een beperking zijn. Rij-gebaseerde systemen daarentegen behouden deze ruimte door gebruik te maken van bovenliggende of ondervloerse paden.
Om deze reden is rij-gebaseerde architectuur inherent schaalbaarder voor hyperscale implementaties. Het maakt een voorspelbare, modulaire uitbreiding mogelijk. Bij PTSMAKE merken we dat de meeste vloeistofkoelingsverdeelstukken op bestelling worden geconfigureerd, aangezien kant-en-klare oplossingen zelden perfect passen. Precisie CNC-bewerking stelt ons in staat verdeelstukken te creëren die voldoen aan exacte stroom-, druk- en poortvereisten, waardoor problemen zoals worden vermeden. Cavitatie2.
| Functie | In-rack verdeelstuk | Rij-gebaseerd verdeelstuk |
|---|---|---|
| Ruimtegebruik | Verbruikt waardevolle rack U-ruimte | Maakt gebruik van boven- of ondervloerse ruimte |
| Schaalbaarheid | Per-rack, granulaire uitbreiding | Hoog, voor hele rijen of pods |
| Onderhoud | Geïsoleerd, eenvoudiger voor één rack | Gecentraliseerd, kan invloed hebben op de hele rij |
Uiteindelijk hangt de keuze af van de schaal en dichtheid van uw implementatie. In-rack manifolds bieden nauwkeurige, gelokaliseerde koeling voor high-performance racks, terwijl rijgebaseerde systemen een schaalbaar, georganiseerd raamwerk bieden voor grote datacenters. Beide vereisen zorgvuldige planning om optimale prestaties te garanderen.
Waarom standaardverdelers tekortschieten voor high-density AI-racks
Standaard vloeistofkoelingsmanifolds zijn simpelweg niet gebouwd voor de eisen van moderne AI-infrastructuur. Systemen zoals de NVIDIA NVL72 genereren immense hitte, wat koeloplossingen vereist die verre van standaard zijn. Kant-en-klare onderdelen creëren prestatieknelpunten en betrouwbaarheidsrisico's.
De Aanpassingskloof
Kant-en-klare componenten volgen een 'one-size-fits-all'-benadering. Echter, high-density AI-racks vereisen precieze specificaties voor optimale prestaties. Elke afwijking kan de gehele koelingslus in gevaar brengen.
Standaard vs. Aangepaste Manifolds
| Functie | Kant-en-klare Manifold | Aangepaste CNC Manifold |
|---|---|---|
| Poortafstand | Vaste, generieke lay-out | Afgestemd op specifieke serverblades |
| Debiet | Standaard, vaak onvoldoende | Geoptimaliseerd voor krachtige GPU's |
| Materiaal | Algemeen aluminium/kunststof | Geselecteerd op compatibiliteit met koelvloeistof |
| Vormfactor | Past in standaard rackdieptes | Ontworpen voor elke aangepaste rackmaat |
Deze kloof benadrukt waarom een op maat gemaakte aanpak essentieel is voor bedrijfskritische AI-hardware.

De beperkingen van standaard verdelers worden duidelijk tijdens de integratie. Ik heb projecten zien vertragen omdat een standaard onderdeel het verkeerde poortschroefdraadtype had, wat lekkages onder druk veroorzaakte. Andere faalden omdat het aantal poorten onvoldoende was voor het aantal GPU's in één chassis.
Voldoen aan de vereisten voor racks met hoge dichtheid
AI-datacenters gebruiken vaak niet-standaard rackdieptes om complexe bekabeling en hardware te huisvesten. Een standaard verdeler met de verkeerde vormfactor kan de luchtstroom belemmeren of voorkomen dat de rackdeur sluit. Dit is een veelvoorkomend, maar gemakkelijk te vermijden probleem met een aangepast ontwerp.
Kritieke mismatches en oplossingen
Hoogstroom koelvloeistofdistributie-eenheden (CDU's) werken bij drukken die standaard verdelers niet aankunnen. Deze mismatch leidt tot catastrofale storingen. De vereiste Volumetrische stroomsnelheid3 voor een cluster van 140kW+ is iets waar standaard onderdelen niet op getest zijn. CNC-bewerking lost deze problemen op door volledige ontwerpcontrole mogelijk te maken.
| Mismatchprobleem | Gevolg | CNC-bewerkingsoplossing |
|---|---|---|
| Onjuiste poortschroefdraden | Lekken, systeemuitval | Nauwkeurig draadfrezen (NPT, BSPP, etc.) |
| Lage drukclassificatie | Verdeelstukfout, koelvloeistoflekkages | Dikkere wanden, materiaalversterking |
| Verkeerde vormfactor | Installatie onmogelijk | Aangepaste afmetingen voor elke ruimte |
Bij PTSMAKE bewerken we vloeistofkoelingsverdeelstukken volgens exacte specificaties, zodat elke parameter voldoet aan de eisen van de toepassing.
Standaard verdeelstukken zijn een risico in AI-systemen met hoge dichtheid. Hun generieke ontwerp voldoet niet aan de specifieke stroom-, druk- en dimensionale vereisten. Op maat gemaakte CNC-bewerkte vloeistofkoelingsverdeelstukken bieden de enige betrouwbare oplossing, zorgen voor prestaties en voorkomen kostbare storingen.
Roestvrij staal, aluminium of koper — Materiaalkeuze van de verdeler op basis van koelvloeistof en omgeving
Het kiezen van het juiste materiaal voor vloeistofkoelingsverdeelstukken is een cruciale beslissing die direct van invloed is op de betrouwbaarheid van het systeem. De selectie gaat verder dan thermische prestaties en omvat ook chemische compatibiliteit met koelvloeistoffen en de operationele omgeving. Elk materiaal biedt een unieke balans tussen kosten, gewicht en duurzaamheid.
Opties voor primair materiaal
Roestvrij staal, aluminium en koper zijn de meest voorkomende keuzes. Hoewel koper een superieure thermische geleidbaarheid biedt, is deze eigenschap vaak niet de primaire vereiste voor een verdeelstuk, dat voornamelijk dient als een distributiehub voor de koelvloeistof.
Vergelijking op hoog niveau
De beste keuze hangt af van uw specifieke systeemvereisten, inclusief het type koelvloeistof dat wordt gebruikt en andere metalen die aanwezig zijn in de koelcyclus.
| Materiaal | Belangrijkste voordeel | Belangrijkste overweging |
|---|---|---|
| Roestvrij staal | Corrosiebestendigheid | Hogere kosten/gewicht |
| Aluminium | Lichtgewicht en lagere kosten | Corrosiegevoeligheid |
| Koper | Thermische geleidbaarheid | Hoge Kosten & Gewicht |

Diepgaande Materiaalanalyse
Bij PTSMAKE begeleiden we klanten regelmatig bij deze beslissing voor toepassingen variërend van datacenters tot industriële machines. De optimale keuze is zelden gebaseerd op een enkele eigenschap, maar op een holistische kijk op het ontwerp van het systeem en de langetermijndoelen.
Roestvrij staal (304/316)
Voor de meeste zeer betrouwbare systemen is 304 of 316 roestvrij staal de industriestandaard. Het is zeer corrosiebestendig en compatibel met bijna alle gangbare koelvloeistoffen, inclusief gedeïoniseerd water en glycolmengsels. Dit maakt een roestvrijstalen vloeistofkoelverdeelstuk een veilige, duurzame keuze voor kritieke toepassingen.
Aluminium
Aluminium is een uitstekende optie wanneer gewicht en kosten de belangrijkste drijfveren zijn. Het gebruik ervan vereist echter een zorgvuldig systeemontwerp vanwege de gevoeligheid voor galvanische corrosie4, vooral in combinatie met koperen componenten zoals koude platen. Voor een juiste compatibiliteit van aluminium verdeelstukken met koelvloeistof moeten glycol-watermengsels specifieke corrosie-inhibitors bevatten.
Koper
Hoewel koper de beste warmtegeleider is, is het zelden de beste keuze voor een verdeelstuk. De primaire functie is vloeistofdistributie, niet warmteafvoer. De hoge kosten en het gewicht van koper maken het vaak een onnodige uitgave voor dit onderdeel van de koelcyclus.
Interacties tussen Koelvloeistof en Afdichting
Uw keuze van koelvloeistof bepaalt het afdichtingsmateriaal. Standaard koelvloeistoffen werken goed met een EPDM-afdichtingsverdeelstuk, maar agressieve diëlektrische vloeistoffen vereisen een robuuster materiaal zoals FKM (Viton) om lekkages en degradatie na verloop van tijd te voorkomen.
| Type koelvloeistof | Aanbevolen Afdichting | Belangrijke overwegingen |
|---|---|---|
| Water/Glycol | EPDM | Zorg ervoor dat inhibitors worden gebruikt met aluminium. |
| Diëlektrische vloeistof | FKM (Viton) | Controleer de vloeistofcompatibiliteit met de specifieke FKM-kwaliteit. |
Uw materiaalkeuze voor vloeistofkoelverdeelstukken moet een balans vinden tussen kosten, prestaties en chemische compatibiliteit. Roestvrij staal biedt de hoogste betrouwbaarheid, terwijl aluminium een lichtere, kosteneffectieve optie is die zorgvuldig koelvloeistofbeheer vereist om corrosie te voorkomen en de levensduur van het systeem te waarborgen.
Hoe CNC-bewerking verdelerontwerpen mogelijk maakt die gelaste constructies niet kunnen evenaren
Bij het ontwerpen van vloeistofsystemen, vooral voor toepassingen zoals vloeistofkoelverdeelstukken, is de keuze tussen een gelaste constructie en een CNC-gefreesd blok cruciaal. Gelaste verdeelstukken lijken misschien eenvoudig, maar ze introduceren aanzienlijke prestatierisico's. De interne lasrups verstoort de stroming en creëert gebieden waar verontreinigingen zich kunnen ophopen.
De Verborgen Gebreken van Gelaste Verdeelstukken
Gelaste pijpverdeelstukken hebben inherente nadelen die de systeemintegriteit in gevaar kunnen brengen. De interne lasrups is een groot probleem, wat turbulentie en potentiële drukval veroorzaakt. Deze onregelmatigheid maakt ook een volledige systeemspoeling moeilijk, waardoor deeltjes worden vastgehouden die na verloop van tijd gevoelige stroomafwaartse componenten kunnen beschadigen.
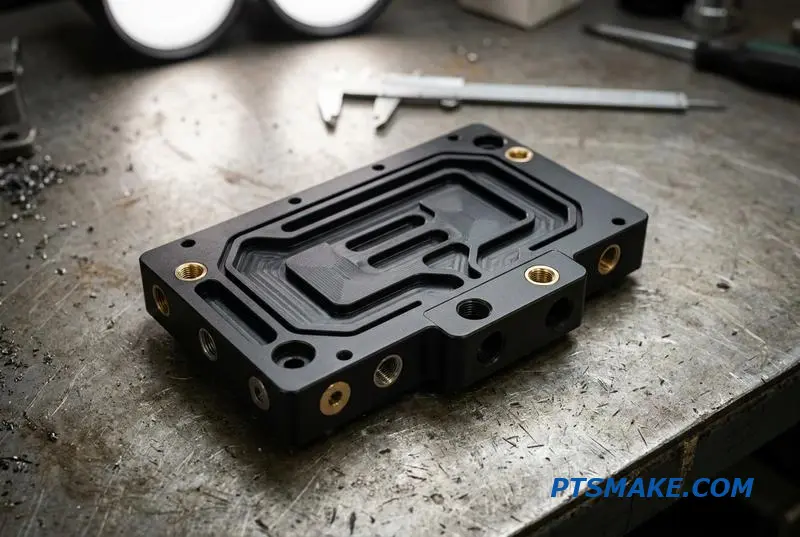
Waarom CNC-bewerking uitblinkt
Daarentegen bieden CNC-gefreesde blokverdeelstukken een superieur alternatief. Door vloeistofkanalen uit een massief blok materiaal te snijden, bereiken we perfect gladde interne boringen. Dit elimineert stroomonderbrekingen en besmettingsrisico's, wat vanaf het begin optimale prestaties en systeemzuiverheid garandeert.
Functievergelijking: CNC versus Gelast
| Functie | CNC-gefreesd verdeelstuk | Gelast pijpverdeelstuk |
|---|---|---|
| Interne afwerking | Gladde, doorlopende boring | Ruwe interne lasrups |
| Stroompad | Geoptimaliseerde, laminaire stroming | Turbulente, verstoorde stroming |
| Verontreinigingsrisico | Minimaal | Hoog (deeltjesvallen) |
| Lekpunten | Gereduceerd (één blok) | Meerdere (bij elke las) |
Een uit één stuk bestaand CNC-verdeelstuk biedt ongeëvenaarde ontwerpvrijheid. We kunnen complexe, multidirectionele kanalen en talrijke poorten integreren in één enkel, compact blok. Deze aanpak vermindert drastisch het aantal potentiële lekpunten vergeleken met een samenstelling met meerdere lasverbindingen, wat de algehele systeem betrouwbaarheid verhoogt.
Ongeëvenaarde precisie bereiken
De precisie van CNC-bewerking is een belangrijk voordeel. Bij PTSMAKE handhaven we consequent de poort-tot-poortafstand binnen ±0,05 mm. Dit nauwkeurigheidsniveau is vrijwel onmogelijk te bereiken met handmatig lassen en monteren, wat zorgt voor een perfecte uitlijning en consistente prestaties over alle verbindingen in het systeem.
De impact op vloeistofdynamica
Gladde, nauwkeurig bewerkte kanalen bevorderen voorspelbaar vloeistofgedrag. Begrip Het principe van Bernoulli5 helpt illustreren hoe inconsistenties door lassen ongewenste druk- en snelheidsvariaties kunnen veroorzaken. Een CNC-bewerkt verdeelstuk zorgt voor een stabiele stroming, wat cruciaal is voor efficiënte vloeistofdistributie in datacenters en andere gevoelige toepassingen.
Een hybride oplossing
Voor bepaalde ontwerpen biedt een hybride aanpak een praktisch compromis. We kunnen een centraal poortblok CNC-bewerken dat de meest kritieke verbindingen herbergt en er vervolgens buisverlengstukken op lassen. Dit combineert de precisie van een bewerkt blok met de flexibiliteit van gelaste buizen voor eenvoudigere secties.
CNC-bewerking levert superieure verdeelstukontwerpen door gladde interne paden te creëren, complexe geometrieën in één blok mogelijk te maken en hoge precisie te garanderen. Deze methode overwint de stroomonderbreking, besmettingsrisico's en inconsistenties die inherent zijn aan gelaste samenstellingen, waardoor de systeemprestaties en betrouwbaarheid worden verbeterd.
Kruisgeboorde poorten en interne stroompaden — De bewerkingsuitdaging verborgen in elke verdeler
De prestaties van vloeistofkoelingsverdeelstukken zijn afhankelijk van hun interne geometrie. Kruisgeboorde poorten en complexe stroompaden zijn essentieel, maar ze introduceren aanzienlijke bewerkingsuitdagingen. Deze kenmerken zijn vaak verborgen, maar zijn cruciaal voor de systeem betrouwbaarheid en efficiëntie.
Het probleem van diepe gaten
Een diep gat boren is niet eenvoudig. Wanneer de lengte-diameterverhouding (L/D) 20:1 overschrijdt, hebben standaardboren moeite. Spanenafvoer wordt een groot probleem, wat leidt tot gereedschapsbreuk en een slechte oppervlakteafwerking in het verdeelstuk.
Kruisende boringen en bramen
Elke kruising tussen een hoofdboring en een kruisgeboorde poort creëert een braam. Indien niet verwijderd, kunnen deze kleine metaalfragmenten losraken. Ze besmetten dan de koelvloeistoflus, met risico op schade aan gevoelige componenten stroomafwaarts.

Het bereiken van een vlekkeloos intern pad in een verdeelstuk vereist gespecialiseerde technieken. Standaard spiraalboren zijn vaak onvoldoende voor diepe gaten. We moeten de juiste gereedschappen en processen kiezen om precisie en reinheid te garanderen in elke kruisgeboorde verdeelstukpoort.
Diepgatboren vs. Spiraalboren
Diepgatboren is een geprefereerde methode voor het creëren van diepe, rechte gaten. In tegenstelling tot standaard boren, gebruikt het hogedruk, door-de-spil koelvloeistof om spanen continu weg te spoelen. Dit voorkomt spanenophoping en resulteert in een superieure interne boorgatfinish. Deze finish is cruciaal, aangezien een ruw oppervlak de drukval verhoogt.
| Functie | Pistool boren | Standaard Spiraalboren |
|---|---|---|
| L/D Verhouding | Overschrijdt 300:1 | Typisch < 10:1 |
| Koelvloeistoftoevoer | Door het gereedschap | Externe spoeling |
| Chip evacuatie | Uitstekend (weggespoeld) | Slecht (vereist pikken) |
| Gat rechtheid | Hoog | Matig |
| Afwerking oppervlak | Superieur | Standaard |
De Kritieke Ontbraamstap
Na het boren is intern ontbramen niet onderhandelbaar. Het is een nauwgezet proces om een spaanvrij koelvloeistofpad te creëren. We gebruiken vaak thermische of elektrochemische methoden voor ontoegankelijke kruispunten. Voor elke pikboor6 bewerking is spaanbeheer de sleutel tot het voorkomen van interne gebreken die het gehele koelsysteem in gevaar kunnen brengen. Moderne CNC-bewerkingscentra met door-de-spil koelvloeistof zijn ideaal voor deze taken.
1. De interne kwaliteit van een verdeelstuk is net zo belangrijk als het externe uiterlijk ervan. Het beheren van diepgatboren, spaanafvoer en ontbramen is essentieel voor het creëren van betrouwbare, hoogwaardige vloeistofkoelingsverdeelstukken die voldoen aan strenge operationele eisen.
Poortafstand, draadtype en oriëntatie — De juiste interface krijgen voor elk server slot
2. De interface correct krijgen is niet onderhandelbaar. Het succes van een vloeistofkoelingsverdeelstuk hangt volledig af van hoe goed de poorten uitlijnen met serverslots. Verkeerde uitlijning betekent verbindingsfouten, lekken en kostbare downtime. Elk detail telt voor een perfecte pasvorm.
3. Afstemmen van de Rack Unit Afstand
4. De eerste stap is het afstemmen van de poortafstand van het verdeelstuk op de U-hoogte van het rack. Of het nu 1U, 2U of 4U is, de poortlocaties moeten exact zijn. Dit vereist precisieproductie om ervoor te zorgen dat elk verbindingspunt perfect aansluit op de invoer en uitvoer van de server.
| 5. Rack Unit | 6. Standaard Hoogte | 7. Typische Poortconfiguratie |
|---|---|---|
| 8. 1U | 9. 1,75 inch | 10. Enkele rij, compacte afstand |
| 11. 2U | 12. 3,5 inch | 13. Enkele of dubbele rij |
| 14. 4U | 15. 7,0 inch | Multiple rows, high density |
Aansluiting en Oriëntatie
Tot slot, overweeg de oriëntatie van de verdeelstukpoorten. Aansluitingen aan de voor- of achterzijde bepalen de gehele lay-out. Voor blind-mate systemen zijn links- of rechtshandige oriëntaties cruciaal voor snelkoppelingen (QDs) om zonder visuele bevestiging te kunnen koppelen. Handmatig gekoppelde aansluitingen bieden meer flexibiliteit, maar vereisen nog steeds een doordachte plaatsing.

Het schroefdraadtype is een andere cruciale beslissing, vaak bepaald door regionale standaarden of specifieke toepassingsbehoeften. Het kiezen van de verkeerde garandeert lekkages. Het is een veelvoorkomend faalpunt dat ik zie wanneer ontwerpen niet zorgvuldig worden beoordeeld voordat de productie begint.
Gangbare schroefdraadtypen
NPT is gebruikelijk in de VS en maakt gebruik van een conisch ontwerp om een afdichting te creëren. BSPP (of G-draad) is standaard in Europa en vereist een pakking voor een afdichting. SAE O-ring boss schroefdraden zijn uitstekend voor omgevingen met hoge trillingen, aangezien de O-ring een superieure afdichting biedt.
| Type schroefdraad | Verzegelingsmethode | Gemeenschappelijke regio | Belangrijkste voordeel |
|---|---|---|---|
| NPT | Schroefdraadconus | Noord-Amerika | Op grote schaal beschikbaar |
| BSPP (G) | Pakking/Ring | Europa/Azië | Herbruikbaar, geen afdichtmiddel nodig |
| SAE ORB | O-ring | Wereldwijd | Uitstekende trillingsbestendigheid |
Het voordeel van CNC-bewerking
Dit is waar precisie CNC-bewerking essentieel wordt voor vloeistofkoelingsverdeelstukken. We kunnen poorten nauwkeurig plaatsen om te passen bij elke verdeelstukpoortafstand-rackconfiguratie. Onze machines kunnen meerdere schroefdraadtypen, zoals NPT en BSPP, op hetzelfde verdeelstuk snijden om te koppelen met diverse hardware.
Bovendien maakt CNC een aangepaste oriëntatie van de verdeelstukpoorten mogelijk. We kunnen uitgangen onder een hoek van 45 of 90 graden bewerken om krappe ruimtes te navigeren. Deze flexibiliteit is onmogelijk met standaardcomponenten. De betrouwbaarheid van een verdeelstuk met schroefdraadpoorten in een datacenter is afhankelijk van deze precisie, vooral voor conische schroefdraden7, die een exacte geometrie vereisen.
Het perfect integreren van vloeistofkoelingsmanifolds vereist nauwkeurige controle over poortafstand, schroefdraadtype en oriëntatie. CNC-bewerking biedt de nodige nauwkeurigheid en flexibiliteit om aan elke serverrackspecificatie te voldoen, wat een betrouwbare, lekvrije verbinding voor elk afzonderlijk servervak garandeert.
O-ring groefontwerp voor verdeler-naar-QD-verbindingen — Waarom het achteraf aanpakken van lekken hier begint
De verbinding tussen een manifold en een snelkoppeling (QD) is een veelvoorkomende bron van lekken in vloeistofsystemen. Het probleem is bijna altijd terug te voeren op het ontwerp van de O-ringgroef. Goede afdichting is een kwestie van precisie, niet alleen van materiaalkeuze.
Belangrijkste ontwerpelementen
Een effectieve afdichting hangt af van drie kernfactoren: de vorm van de groef, de compressie van de O-ring en de oppervlakteafwerking. Als een van deze factoren verkeerd is, ontstaat er een potentieel faalpunt, vooral in vloeistofkoelingsmanifolds waar temperatuurveranderingen materialen doen uitzetten en krimpen.
Keuze van groeftype
De keuze tussen een standaard rechthoekige groef en een zwaluwstaartgroef beïnvloedt de retentie van de O-ring tijdens montage en onderhoud. Hoewel zwaluwstaartgroeven de O-ring vasthouden, zijn ze complexer te bewerken.
| Groeftype | Primaire gebruikssituatie | Belangrijkste voordeel |
|---|---|---|
| Rechthoekig | Standaard statische vlakafdichtingen | Eenvoudig te bewerken |
| Zwaluwstaart | Toepassingen met vastgehouden O-ring | Voorkomt uitvallen van O-ring |

Het bereiken van de ideale compressieverhouding
Voor de meeste standaard O-ringen in statische toepassingen is een compressieverhouding van 15-25% ideaal. Te weinig compressie, en de afdichting zal niet goed functioneren onder lage druk. Te veel, en u riskeert beschadiging van de O-ring of het creëren van overmatige montagekracht, wat leidt tot voortijdig falen.
De cruciale rol van oppervlakteafwerking
Een glad oppervlak is essentieel voor een betrouwbare afdichting. Wij specificeren een oppervlakteafwerking van Ra 0,8 μm of beter op zowel de groefbodem als de zijwanden. Een ruwer oppervlak kan microscopische lekpaden creëren over het afdichtingsvlak. De wetenschap van het meten van oppervlaktetextuur, bekend als Oppervlaktemetrologie8, is fundamenteel voor het diagnosticeren en voorkomen van deze storingen.
Waarom CNC-bewerking de oplossing is
Dit is waar productiemethoden een significant verschil maken. Gegoten onderdelen hebben vaak inconsistenties door krimp en loslaathellingen, waardoor het moeilijk is om nauwe toleranties te handhaven. Dit verklaart waarom de ene verdeler perfect afdicht, terwijl een andere identieke lekt. CNC-bewerking produceert elke keer perfect consistente groefafmetingen.
| Functie | CNC-bewerking | Spuitgieten |
|---|---|---|
| Groeftolerantie | Hoog (bijv. ±0,05 mm) | Lager (bijv. ±0,15 mm+) |
| Afwerking oppervlak | Uitstekend (Ra < 0,8 μm) | Variabel, vereist vaak nabewerking |
| Onderdeel Consistentie | Vrijwel identiek | Onderhevig aan procesvariaties |
Bij PTSMAKE bewerken we deze kenmerken volgens precieze specificaties, zodat elke snelkoppeling-afdichtingsinterface betrouwbaar presteert. Dit elimineert giswerk en voorkomt kostbare lekken in vloeistofkoelingsverdelers en andere kritieke systemen.
Een correct O-ringgroefontwerp – met aandacht voor type, compressie en oppervlakteafwerking – is essentieel voor betrouwbare verbindingen. Precisie-CNC-bewerking biedt de consistentie die gegoten onderdelen niet kunnen bieden, waardoor lekken bij de snelkoppeling-afdichtingsinterface direct worden voorkomen en de systeemintegriteit op lange termijn wordt gewaarborgd en problemen met het voorkomen van lekken in verdelers worden voorkomen.
Drukval over de verdeler — Hoe poortontwerp en interne boringdiameter de systeemefficiëntie beïnvloeden
Inzicht in hydraulische prestaties is essentieel voor systeemefficiëntie. De interne boringdiameter en poortafmetingen van de verdeler zijn niet zomaar ontwerpdetails; ze hebben een directe invloed op de drukval (ΔP). Een restrictief ontwerp dwingt de koelvloeistofdistributie-eenheid (CDU) pomp harder te werken, wat de operationele kosten na verloop van tijd opdrijft.
Boringdiameter en Drukval
Een grotere interne boring resulteert over het algemeen in een lagere vloeistofsnelheid en, bijgevolg, een kleinere drukval. Een te grote boring kan echter de materiaalkosten en de afmetingen van de verdeler verhogen. Het vinden van de juiste balans is cruciaal voor optimale prestaties.
Poortgrootte is belangrijk
De poortgrootte moet overeenkomen met de snelkoppelingen (QD) om onnodige beperkingen te voorkomen. Meerdere parallelle poorten zijn een effectieve strategie om de totale drukval van het systeem te verminderen.
| Boringdiameter (mm) | Typisch debiet (L/min) | Geschatte drukval (kPa/m) |
|---|---|---|
| 12.7 (1/2") | 10 – 20 | 15 – 50 |
| 19.0 (3/4") | 20 – 40 | 5 - 20 |
| 25.4 (1") | 40 – 80 | 2 – 8 |
Een goed ontworpen vloeistofkoelverdeelstuk handhaaft een optimale stroomsnelheid, typisch tussen 2-4 m/s. Overschrijding van dit bereik verhoogt de drukval en de benodigde pompvermogen aanzienlijk. Dit beïnvloedt direct de dimensionering van de CDU-pomp en de totale weerstand van het verdeelstuk, waardoor een nauwkeurige berekening van de drukval van het verdeelstuk essentieel is.
Parallelle stroming en de uitdagingen ervan
Het gebruik van meerdere parallelle stroompaden is een veelgebruikte methode om de efficiëntie van een parallel stroomverdeelstuk te verhogen. Het verlaagt effectief de totale weerstand. Dit ontwerp is echter niet zonder risico's. Bij langere verdeelstukken kan het moeilijk zijn om een gebalanceerde stroming over alle poorten te garanderen.
Het Risico van Stroomonbalans
Stroomonbalans kan ertoe leiden dat sommige componenten onvoldoende koeling ontvangen. Dit wordt vaak veroorzaakt door het Venturi-effect9 waarbij vloeistof versnelt door vernauwde gebieden, wat lokale drukverlagingen veroorzaakt. Een juiste interne geometrie en poortplaatsing, waar wij ons bij PTSMAKE op richten, zijn cruciaal om dit risico te beperken.
Een juist spruitstukontwerp, gericht op boringdiameter en poortafmetingen, is cruciaal voor het beheersen van drukverlies. Deze optimalisatie vermindert direct de belasting van de CDU-pomp en de operationele kosten op lange termijn, wat zorgt voor efficiënte en betrouwbare systeemprestaties.
Hot-Swap-mogelijkheid — Hoe in de verdeler geïntegreerde QD-koppelingen live serveronderhoud mogelijk maken
In datacenters is downtime geen optie. Operators moeten servers vervangen of onderhouden zonder het hele systeem uit te schakelen. Dit is waar een hot-swap spruitstuk voor een datacenter essentieel wordt. Het maakt live onderhoud mogelijk, een cruciale functie voor moderne infrastructuur.
De Belangrijkste Mogelijkemaker: Geïntegreerde Koppelingen
Spruitstukken met geïntegreerde snelkoppelingen (QD) zijn de oplossing. Ze stellen technici in staat om servers onmiddellijk los te koppelen en opnieuw aan te sluiten op de vloeistofkoelingslus. Dit ontwerp is fundamenteel voor het handhaven van continue werking en het maximaliseren van de uptime, wat het primaire doel is voor elke datacenterbeheerder.
| Functie | Impact op Onderhoud |
|---|---|
| Geïntegreerde QD's | Maakt directe, live serverwissels mogelijk |
| Droogkoppelingen | Voorkomt koelvloeistoflekkages en luchttoetreding |
| Gereedschapsloos Ontwerp | Versnelt het onderhoudsproces |
Elimineert Verbindingsfouten
Bovendien voorkomen deze systemen verbindingsfouten. Het verkeerd aansluiten van aanvoer- en retourleidingen kan catastrofale gevolgen hebben. Kleurcodering en fysieke sleuteling op de verdeelstukpoorten maken dergelijke fouten vrijwel onmogelijk. Het vereenvoudigt een complexe taak onder druk.

Bij PTSMAKE richten we ons op de praktische details die deze systemen betrouwbaar maken. Een belangrijk kenmerk van onze vloeistofkoelingsverdeelstukken is het gereedschapsloze snelkoppelingsontwerp van het verdeelstuk. Technici kunnen verbindingen maken met een simpele druk, waarbij ze tactiele feedback ontvangen die een veilige vergrendeling bevestigt. Dit elimineert giswerk.
Het belang van lekvrije verbindingen
De geïntegreerde droogkoppelingen zijn cruciaal voor een lekvrije verdeelstukverbinding. Bij ontkoppeling sluiten zowel de serverzijde als de verdeelstukzijde onmiddellijk af. Dit voorkomt lekkage van koelvloeistof op gevoelige elektronica en voorkomt dat lucht de koelcyclus binnendringt, wat de prestaties zou kunnen verminderen.
Maatwerk voor foutpreventie
Om waterdichte verbindingen te garanderen, implementeren we verschillende functies. Kleurgecodeerde verdeelstukpoorten voor datacenters zijn een eenvoudige visuele gids. Belangrijker nog, we gebruiken CNC-bewerking om aangepaste mechanische sleutelfuncties te creëren. Dit is een praktijktoepassing van Poka-yoke10 principes, waardoor het fysiek onmogelijk is om een slang op de verkeerde poort aan te sluiten.
We kunnen ook aangepaste montagebeugels bewerken en labels rechtstreeks op het verdeelstuklichaam graveren. Dit integratieniveau, bereikt door precisieproductie, stroomlijnt installatie en onderhoud, waardoor het risico op menselijke fouten tijdens hogedruksituaties aanzienlijk wordt verminderd.
In het verdeelstuk geïntegreerde snelkoppelingen zijn cruciaal voor de uptime van datacenters. Ze maken veilige, live serverwissels mogelijk via gereedschapsloze, lekvrije verbindingen. Aangepaste functies zoals kleurcodering en mechanische sleuteling, mogelijk gemaakt door CNC-bewerking, voorkomen kostbare verbindingsfouten en verbeteren de systeem betrouwbaarheid.
Drukontlastings- en ontluchtingskleppen — Ingebouwde veiligheidsfuncties die uw verdeler zou moeten hebben
Bij het ontwerpen van vloeistofkoelingsverdeelstukken worden veiligheidsvoorzieningen zoals overdruk- en ontluchtingskleppen vaak als bijzaak behandeld. Het direct integreren ervan in het verdeelstukontwerp is echter cruciaal voor de levensduur en prestaties van het systeem. Deze componenten zijn geen optionele toevoegingen; ze zijn fundamenteel voor een betrouwbaar systeem.
De rol van overdrukventielen (PRV)
Een overdrukventiel in het verdeelstuk fungeert als een cruciale beveiliging. Het beschermt de gehele koelvloeistofcyclus tegen overdrukgebeurtenissen, die kunnen worden veroorzaakt door thermische uitzetting van de vloeistof of plotselinge pompschommelingen. Zonder een dergelijk ventiel riskeert u een catastrofale storing van buizen, fittingen of de gekoelde componenten.
Waarom ontluchtingskleppen essentieel zijn
Ontluchtingskleppen dienen een ander, maar even belangrijk doel. Ze maken het mogelijk om ingesloten lucht uit het systeem te verwijderen, vooral tijdens de eerste vulling. Het verwijderen van luchtbellen is essentieel om stroomproblemen te voorkomen en de pomp te beschermen tegen schade. Dit is een veelvoorkomende vereiste voor systemen zoals een ontluchtingsverdeelstuk in een datacenter.
| Type Klep | Primaire functie | Beschermt tegen |
|---|---|---|
| Drukontlastingsventiel (DOV) | Voert overtollige druk af | Overdruk, schade aan componenten |
| Ontluchtingsventiel | Verwijdert ingesloten lucht | Pomp cavitatie, onvoldoende doorstroming |

De traditionele methode om deze ventielen toe te voegen, omvat extra T-stukken en leidingen. Deze aanpak introduceert meerdere potentiële faalpunten. Elke extra verbinding is een nieuwe mogelijkheid voor het ontstaan van een lek na verloop van tijd als gevolg van trillingen, thermische cycli of onjuiste installatie. Dit bemoeilijkt het montage- en onderhoudsproces.
De superioriteit van geïntegreerd ontwerp
Modern CNC-bewerken stelt ons in staat om poorten voor deze ventielen direct in het verdeelstukblok te integreren. Dit elimineert de noodzaak van externe fittingen, waardoor een compacter, robuuster en lekbestendiger systeem ontstaat. Bij PTSMAKE bewerken we deze kenmerken met hoge precisie, wat zorgt voor een perfecte afdichting en optimale prestaties voor elk veiligheidsventiel in een koelvloeistofcircuit.
Hoe integratie de betrouwbaarheid verbetert
Een geïntegreerd ontwerp volgt het principe van Wet van Pascal11, waarbij druk die op een vloeistof wordt uitgeoefend, gelijkmatig wordt overgedragen. Een enkel, goed geplaatst DOV kan het hele systeem beschermen. Deze gestroomlijnde aanpak verbetert niet alleen de veiligheid, maar vereenvoudigt ook de algehele architectuur van uw vloeistofkoelingsverdeelstukken, waardoor zowel de montagetijd als het langetermijnrisico worden verminderd.
| Functie | Traditionele vergadering | Geïntegreerd verdeelstuk |
|---|---|---|
| Lekpunten | Meervoudig | Minimaal |
| Assemblagetijd | Hoog | Laag |
| Systeemgrootte | Grotere voetafdruk | Compact |
| Betrouwbaarheid | Onder | Hoger |
Geïntegreerde drukverlichtings- en ontluchtingsventielen zijn essentiële in het verdeelstuk geïntegreerde veiligheidsvoorzieningen. Precisie-CNC-bewerking maakt deze integratie naadloos, verbetert de systeem betrouwbaarheid, vermindert potentiële lekpunten en vereenvoudigt het algehele ontwerp van vloeistofkoelingsverdeelstukken voor superieure prestaties en veiligheid.
Montage en uitlijning — Waarom een verdeler die niet goed past een domino-effect creëert
Een verkeerd uitgelijnd vloeistofkoelverdeelstuk is meer dan een ongemak; het is het begin van een domino-effect. Zelfs een millimeter afwijking kan later grote problemen op systeemniveau veroorzaken. Deze initiële fout leidt tot gespannen verbindingen en voortijdige slijtage van kritieke componenten.
De Rimpeleffecten van Verkeerde Uitlijning
Slechte uitlijning van het rackverdeelstuk introduceert onmiddellijke mechanische spanning. Quick-disconnect (QD) koppelingen grijpen onder een hoek aan, wat leidt tot versnelde afbraak van afdichtingen en potentiële lekken. Slanggeleiding raakt gecompromitteerd, waardoor knikken ontstaan die de doorstroming beperken en fittingen belasten, wat een ander faalpunt creëert.
Montage- en Onderhoudsproblemen
De meest directe impact is op montage en service. Technici worstelen om servers in racks te schuiven, wat de installatietijd verlengt en het risico op beschadiging van gevoelige hardware vergroot. Wat een eenvoudige taak zou moeten zijn, wordt een frustrerende bottleneck.
| Oorzaak van Verkeerde Uitlijning | Direct Gevolg | Lange Termijn Impact |
|---|---|---|
| Onnauwkeurige Montagegaten | Scheve QD-Aangrijping | Versnelde Afdichtingsslijtage, Lekken |
| Slechte Beugeltoleranties | Geknikte Slangroutes | Verminderde Doorstroming, Fittingbelasting |
| Mismatch in Rackintegratie | Moeilijke Serverinstallatie | Verhoogde arbeidskosten, risico op schade |

Montageoplossingen verkennen
Traditioneel worden verdeelstukken bevestigd met behulp van afzonderlijke beugels of rails. Een met beugels gemonteerde oplossing is gebruikelijk, maar voegt problemen met tolerantie-opbouw toe. Een met rails gemonteerd ontwerp biedt meer ondersteuning, maar kan complex zijn om te integreren in een drukke datacenter rackomgeving.
Geavanceerde integratie met blind-mate docking
Een geavanceerdere benadering is het blind-mate verdeelstuk docking systeem. Dit maakt het mogelijk dat servers automatisch verbinding maken met de koelingslus wanneer ze in het rack worden geschoven. Dit vereist echter extreme precisie, aangezien zelfs de kleinste verkeerde uitlijning een succesvolle verbinding zal voorkomen.
Het voordeel van CNC-bewerking
Dit is waar precisiebewerking essentieel wordt. Bij PTSMAKE elimineren we afzonderlijke beugels door montagefuncties direct in het verdeelstuklichaam te integreren. We bewerken nauwkeurig geboorde en getapte gaten, uitlijnpennen en sleufgaten direct in het onderdeel. Dit ontwerp uit één stuk vereenvoudigt de montage en verbetert de betrouwbaarheid.
Dit niveau van integratie is alleen mogelijk met strakke controle over Geometrische dimensionering en toleranties (GD&T)12. Succesvolle CAD-integratie van het verdeelstuk met het rackontwerp is cruciaal. Wij vinden dat vroege samenwerking tussen de verdeelstukontwerper en de rackintegrator de beste manier is om problemen te voorkomen.
| Montagewijze | Belangrijkste voordeel | Primaire uitdaging |
|---|---|---|
| Met beugel gemonteerd | Eenvoudig ontwerp | Tolerantie-opbouw |
| Met rail gemonteerd | Hoge Stabiliteit | Ruimte en complexiteit |
| Geïntegreerd (CNC) | Hoogste precisie | Vereist CAD-coördinatie |
Correcte montage en uitlijning van het verdeelstuk zijn essentieel voor de betrouwbaarheid van het gehele vloeistofkoelsysteem. Het integreren van montagefuncties door middel van CNC-bewerking elimineert variabelen, verkort de montagetijd en voorkomt de opeenvolgende storingen die voortkomen uit een slechte initiële pasvorm.
Aangepast spruitstukontwerp van concept tot eerste artikel — De CNC-prototyping tijdlijn
Bij het plannen van een op maat gemaakt verdeelstukproject, vooral voor kritieke toepassingen zoals vloeistofkoelsystemen, is het essentieel om de tijdlijn te begrijpen. Het stellen van realistische verwachtingen vanaf het begin voorkomt vertragingen. Een goed gedefinieerd CNC-prototypingproces zorgt voor een soepele overgang van concept naar een functioneel eerste artikel.
Belangrijke Prototypingfasen
De reis van ontwerp naar een fysiek onderdeel omvat verschillende afzonderlijke stappen. Elke fase heeft zijn eigen tijdlijn, die kan variëren op basis van complexiteit. Duidelijke communicatie met uw productiepartner tijdens deze fasen is essentieel om op schema te blijven en het gewenste resultaat voor uw onderdelen te bereiken.
Typische tijdlijnoverzicht
Hier is een algemene tijdlijn voor een op maat gemaakt CNC-verdeelstukprototype. Dit gaat ervan uit dat standaard aluminium of roestvrijstalen stafmateriaal wordt gebruikt.
| Stadium | Geschatte tijd | Opmerkingen |
|---|---|---|
| Ontwerpherziening | 1–2 Dagen | DFM-feedback en definitieve aanpassingen |
| CAM-programmering | 2–3 Dagen | Complexe 5-assige onderdelen duren langer |
| Bewerking | 3–7 Dagen | Varieert met geometrie en kenmerken |
| Nabewerking | 2–4 Dagen | Afwerking, montage en testen |
Dit proces zorgt ervoor dat uw op maat gemaakte verdeelstuk binnen een voorspelbaar tijdsbestek klaar is om te testen.

Het voordeel van CNC-prototyping
Het voornaamste voordeel van CNC-bewerking voor prototypes is snelheid. In tegenstelling tot gieten, wat aanzienlijke investeringen in gereedschap en tijd vereist, werkt CNC-bewerking direct vanuit een CAD-bestand. Dit elimineert de lange doorlooptijden die gepaard gaan met het maken van mallen, en biedt een veel snellere weg naar een fysiek onderdeel.
Tijdlijnvergelijking: CNC versus Gieten
Het verschil in doorlooptijd is aanzienlijk. Voor een op maat gemaakt vloeistofkoelverdeelstukproject kan een gegoten prototype maanden duren, voornamelijk vanwege het maken van de mal. Een CNC-prototype kan echter binnen enkele weken worden geproduceerd, wat snelle iteratie en testen mogelijk maakt.
| Methode | Levertijd van gereedschappen | Doorlooptijd onderdeel | Totale geschatte tijd |
|---|---|---|---|
| CNC-bewerking | Geen | 7–21 Dagen | 1–3 Weken |
| Gieten | 8–12 Weken | 2–3 Weken | 10–15 Weken |
Factoren die de tijdlijn beïnvloeden
Verschillende factoren beïnvloeden de totale prototypetijdlijn. De geometrische complexiteit, materiaalbeschikbaarheid en vereiste oppervlaktebehandelingen spelen allemaal een rol. Tijdens de assemblage is rigoureuze lektest met methoden zoals Heliumlekdetectie13 cruciaal voor het valideren van de prestaties, wat een dag of twee aan het proces toevoegt, maar de betrouwbaarheid garandeert. Bij PTSMAKE beheren we deze variabelen om het ontwerp-tot-productieproces van het verdeelstuk te optimaliseren.
Een op maat gemaakt CNC-verdeelstukprototype duurt doorgaans 7-21 dagen, afhankelijk van de complexiteit. Dit flexibele proces vermijdt de doorlooptijd van 8-12 weken voor gereedschap die nodig is voor gieten, waardoor snellere ontwerpvalidatie mogelijk is en uw product eerder op de markt komt.
Lektesten van rack-spruitstukken — Waarom elke poort individueel moet worden geverifieerd
Een vloeistofkoelverdeelstuk heeft meerdere poorten, en deze tijdens het testen als één geheel behandelen is een cruciale omissie. Een lek in slechts één poort compromitteert de integriteit van het hele systeem. Uitgebreide validatie vereist dat elk potentieel lekpad individueel wordt geverifieerd.
Het probleem met batchtesten
Het testen van een verdeelstuk als geheel kan subtiele, individuele poortlekken maskeren. Een klein lek bij één poort kan worden uitgemiddeld over het gehele volume, waardoor het onder de detectiedrempel van de test valt. Dit creëert een vals gevoel van veiligheid voor een component dat bestemd is voor een kritieke omgeving.
Een poort-voor-poort mandaat
Een robuuste lektestprocedure voor verdeelstukken isoleert elk aansluitpunt. Dit zorgt ervoor dat elke afdichting, draad en las onafhankelijk voldoet aan de vereiste specificaties. Deze methodische aanpak is de enige manier om de betrouwbaarheid van de gehele assemblage te garanderen.
| Testaanpak | Lekisolatie | Nauwkeurigheid | Betrouwbaarheid |
|---|---|---|---|
| Batchtesten | Slecht | Laag | Twijfelachtig |
| Individuele poorttesten | Uitstekend | Hoog | Gegarandeerd |
Een juiste lektestprocedure voor verdeelstukken omvat verschillende afzonderlijke methoden, elk met een specifiek doel. Het negeren van één kan een kritieke kwetsbaarheid onontdekt laten. We moeten verder gaan dan eenvoudige drukcontroles om de totale systeem betrouwbaarheid te garanderen, vooral voor toepassingen met hoge inzet.
Uitgebreide testprotocollen
Structurele en afdichtingsintegriteit
We beginnen met een individuele poortdrukvervaltest, waarbij alle andere poorten veilig zijn afgesloten. We voeren ook een hydrostatische test uit, waarbij het verdeelstuk vaak tot 1,5 keer de maximaal nominale druk wordt gebracht. Dit verifieert de structurele integriteit van het hydrostatische testkoelverdeelstuk onder extreme omstandigheden.
Detecteren van microlekken
Voor de meest veeleisende toepassingen, zoals een heliumtestverdeelstuk voor een datacenter, gebruiken we helium massaspectrometrie14. Deze methode kan minuscule lekken detecteren tot 10⁻⁶ mbar·L/s, die volledig onzichtbaar zijn voor drukvervaltests. Het is een essentiële stap voor missiekritieke componenten.
| Testmethode | Primair doel | Gemeenschappelijke toepassing |
|---|---|---|
| Drukverval | Detectie van grove lekken | Algemene kwaliteitscontrole |
| Hydrostatische test | Structurele integriteit | Hogedruksystemen |
| Heliummassaspectrometrie | Microlekdetectie | Datacenters, medisch |
| Stroomverificatie | Prestatievalidatie | Alle vloeistofkoelsystemen |
Bij PTSMAKE merken we dat onze precisie CNC-bewerking essentieel is. Door extreem consistente poortgeometrieën en schroefdraadprofielen te produceren, verminderen we de initiële afkeuringspercentage tijdens deze strenge tests aanzienlijk. Consistente productie vertaalt zich direct naar betrouwbare prestaties in het veld.
Het individueel verifiëren van elke poort is ononderhandelbaar voor betrouwbare vloeistofkoelingsmanifolds. Dit nauwgezette proces, van hydrostatische tests tot stroomverificatie, zorgt ervoor dat het onderdeel feilloos zal presteren onder operationele stress, waardoor kostbare systeemstoringen worden voorkomen en de integriteit op lange termijn wordt gewaarborgd.
Oppervlakteafwerking voor spruitstukken — Passivering, stroomloos nikkel en wanneer anodiseren de verkeerde keuze is
Het kiezen van de juiste oppervlakteafwerking voor een manifold is een cruciale beslissing die de prestaties en levensduur beïnvloedt. Het gaat niet alleen om het uiterlijk. De behandeling moet overeenkomen met het materiaal en de toepassing ervan, vooral voor veeleisende systemen zoals vloeistofkoelingsmanifolds. Elk materiaal heeft unieke behoeften.
Vereisten voor roestvrij staal
Voor roestvrij staal is het doel maximale corrosiebestendigheid. Bewerking kan vrij ijzer op het oppervlak achterlaten, wat de natuurlijke beschermlaag van het staal aantast. Dit is waar passivering essentieel wordt voor componenten die met koelvloeistoffen worden gebruikt.
Overwegingen voor aluminium en koper
Aluminium biedt verschillende uitdagingen. Hoewel anodiseren gebruikelijk is, is het mogelijk niet geschikt voor alle manifoldtoepassingen. Koper, hoewel minder gebruikelijk, vereist ook specifieke behandelingen om oxidatie te voorkomen en de systeemintegriteit te behouden.
| Verdeelstukmateriaal | Primaire afwerking | Belangrijkste voordeel |
|---|---|---|
| Roestvrij staal (304/316) | Passiveren | Verwijdert vrij ijzer, herstelt corrosiebestendigheid |
| Aluminium (6061) | Nikkel-elektrolytisch | Biedt geleidbaarheid en corrosiebescherming |
| Koper | Vernikkelen | Voorkomt oxidatie |

De verkeerde afwerking kan leiden tot systeemfalen. Ik heb aluminium vloeistofkoelverdeelstukken zien falen omdat de ontwerper hard anodiseren specificeerde zonder de implicaties ervan te overwegen. Anodiseren creëert een hard, slijtvast oppervlak, maar het is ook elektrisch niet-geleidend. Dit kan interfereren met aardingsvereisten in complexe elektronische systemen.
Een betere keuze voor aluminium
Een betere optie voor aluminium verdeelstukken is vaak chemisch vernikkelen. Deze afwerking biedt uitstekende corrosiebescherming met behoud van elektrische geleidbaarheid. Het zorgt ervoor dat het hele systeem correct geaard blijft, een detail dat niet over het hoofd mag worden gezien.
Materiaal- en koelvloeistofcompatibiliteit
De interactie tussen het verdeelstukmateriaal en de koelvloeistof is ook cruciaal. Voor een gepassiveerd roestvrijstalen verdeelstuk, met name 316L, werkt een glycol-watermengsel uitzonderlijk goed. Het combineren van puur gedeïoniseerd water met onbehandeld koper kan echter snelle corrosie veroorzaken. Dit komt doordat agressieve ionen in het water het metaal aantasten. Onjuist behandeld roestvrij staal kan ook last hebben van problemen zoals interkristallijne corrosie15 wanneer blootgesteld aan bepaalde omgevingen.
| Afwerkingsproces | Pro | Con | Beste voor |
|---|---|---|---|
| Passiveren | Herstelt corrosiebestendigheid | Biedt geen slijtvastheid | Roestvrijstalen koelvloeistofverdeelstukken |
| Nikkel-elektrolytisch | Geleidend, corrosiebestendig | Hogere kosten dan anodiseren | Aluminium spruitstukken die aarding nodig hebben |
| Hard anodiseren | Hoge slijtvastheid | Elektrisch niet-geleidend | Componenten waar isolatie een voordeel is |
Het kiezen van de juiste afwerking is essentieel voor de betrouwbaarheid van het spruitstuk. Passivering is standaard voor roestvrij staal, terwijl stroomloos nikkel vaak beter presteert dan anodiseren voor aluminium in vloeistofkoelsystemen vanwege geleidbaarheidsbehoeften. Houd altijd rekening met de compatibiliteit van de koelvloeistof om vroegtijdige storingen te voorkomen.
Opschalen van prototype naar serverpark — Hoe CNC-bewerking de consistentie van spruitstukken over volumes heen behoudt
Het opschalen van een gevalideerd ontwerp van enkele prototypes naar honderden eenheden is een cruciale stap. CNC-bewerking vormt de basis voor deze groei en zorgt ervoor dat het 500e vloeistofkoelspruitstuk identiek is aan het eerste. Deze consistentie is gebaseerd op een herhaalbare digitale workflow.
De kracht van herhaling
Zodra een CAM-programma is afgerond, wordt het het masterrecept. Elk volgend onderdeel wordt bewerkt met exact dezelfde gereedschapspaden, opspanningen en kwaliteitscontroles. Dit proces elimineert de variabiliteit die vaak voorkomt bij handmatige of minder precieze methoden, wat zorgt voor een echte opschaling van de productie van spruitstukken.
Belangrijke factoren bij opschaling
| Factor | Prototype (1-10 eenheden) | Productie (500+ eenheden) |
|---|---|---|
| Programma | Iteratief, vaak aangepast | Vergrendeld en gevalideerd |
| Gereedschap | Standaard, algemeen doel | Geoptimaliseerd, vaak toegewijd |
| Opspannen | Eenvoudig, aanpasbaar | Maatwerk, hoge doorvoer |
| Inspectie | 100% handmatige controle | Eerste artikel + bemonstering |
Opschalen vereist meer dan alleen het herhaaldelijk uitvoeren van hetzelfde programma. Het vraagt om strategische planning voor de productie van grote volumes spruitstukken. Bij PTSMAKE wijden we vaak specifieke 5-assige machines toe aan een langlopend spruitstukproject. Dit minimaliseert setup-wijzigingen en handhaaft een consistente productieomgeving voor optimale resultaten.
Strategische planning voor productie
Materiaal inkoop
Materiaalkosten kunnen ook worden geoptimaliseerd. Het in bulk bestellen van aluminium of koperen stafmateriaal voor 500+ eenheden kan aanzienlijke besparingen opleveren, vaak in de orde van 10-20%, vergeleken met het kopen van materiaal voor kleine batches. Dit heeft directe invloed op de uiteindelijke kosten per onderdeel.
Protocollen voor kwaliteitscontrole
Kwaliteitsborgingsmethoden moeten ook evolueren. Hoewel elk prototype een volledige inspectie krijgt, is dit niet praktisch voor grote volumes. We implementeren een eerste artikelinspectie (FAI) om de setup goed te keuren, gevolgd door Statistische procesbeheersing16 om de consistentie van batches te bewaken. Deze datagestuurde aanpak garandeert kwaliteit zonder in te boeten aan snelheid.
| Productiemethode | Consistentie boven volume | Impact van gereedschapsslijtage |
|---|---|---|
| CNC-bewerking | Extreem hoog | Minimale, voorspelbare snijslijtage |
| Gieten | Daalt na verloop van tijd | Vervorming van de mal verandert de geometrie |
Dit staat in schril contrast met methoden zoals gieten, waarbij slijtage van de mal de afmetingen van onderdelen subtiel kan veranderen over duizenden cycli. Bij CNC-bewerking blijft de digitale precisie absoluut, wat de herhaalbaarheid van CNC-spruitstukken garandeert.
CNC-bewerking zorgt ervoor dat het opschalen van prototype naar volledige productie perfecte consistentie behoudt. Strategische planning voor machinecapaciteit, materiaalinkoop en kwaliteitscontroleprotocollen maakt het proces zowel betrouwbaar als kosteneffectief voor vloeistofkoelingsspruitstukken in grote volumes.

Het begrijpen van dit principe helpt bij het optimaliseren van stroompaden voor betere koelprestaties en systeemefficiëntie. ↩
Het begrijpen van dit fenomeen helpt pompschade te voorkomen en garandeert de betrouwbaarheid van het systeem op lange termijn. ↩
Ontdek hoe deze metriek direct van invloed is op thermisch beheer en GPU-throttling voorkomt in high-performance computing-omgevingen. ↩
Het begrijpen van dit elektrochemische proces is essentieel voor het voorkomen van vroegtijdig systeemfalen in koelcircuits met gemengde metalen. ↩
Leer hoe dit principe de relatie verklaart tussen vloeistofsnelheid en druk in het ontwerp van verdeelstukken. ↩
Leer hoe deze boortechniek gereedschapsbreuk voorkomt en zorgt voor schone kanalen bij diepgatbewerkingen. ↩
Leer hoe de geometrie van conische schroefdraden een metaal-op-metaal afdichting creëert en de implicaties daarvan voor hogedruksystemen. ↩
Het begrijpen van dit vakgebied helpt bij het diagnosticeren van afdichtingsfouten, verder dan alleen O-ringmateriaal of compressie. ↩
Dit principe helpt bij het voorspellen van drukveranderingen, wat essentieel is voor het ontwerpen van efficiënte vloeistofkoelingsverdeelstukken. ↩
Ontdek hoe dit Japanse foutpreventieprincipe uit de productie wordt toegepast om de veiligheid en betrouwbaarheid van datacentersystemen te verbeteren. ↩
Verken dit principe om de vloeistofdrukverdeling in gesloten systemen te begrijpen. ↩
Het begrijpen van dit systeem is essentieel voor het communiceren van precieze ontwerpintenties voor productie en het waarborgen van compatibiliteit van onderdelen. ↩
Leer hoe deze geavanceerde methode het hoogste niveau van afdichtingsintegriteit garandeert in kritieke vloeistof- en vacuümsystemen. ↩
Begrijp hoe deze methode specifieke elementen detecteert, cruciaal voor het vinden van spoorlekkages in productie en wetenschappelijk onderzoek. ↩
Leer hoe dit corrosietype onzichtbare materiaaluitval kan veroorzaken en waarom het cruciaal is om dit te voorkomen. ↩
Zie hoe deze methodologie ervoor zorgt dat elk onderdeel voldoet aan de specificaties bij grootschalige productie. ↩





