

Le GPU dei tuoi server AI raggiungono i limiti termici più velocemente di quanto il tuo hardware di raffreddamento possa gestire? Con gli H100 che spingono 1000W e i B200 che salgono ancora, i dissipatori di calore standard non sono più sufficienti. Una perdita, una piastra fredda deformata, e l'intero rack si blocca.
La lavorazione CNC è il metodo di produzione che realizza le piastre fredde di precisione, i collettori e i raccordi a sgancio rapido di cui i server AI hanno bisogno per un raffreddamento a liquido affidabile. Offre tolleranze strette (±0,01 mm), caratteristiche a microcanali e superfici di tenuta senza perdite che il raffreddamento diretto al chip richiede.

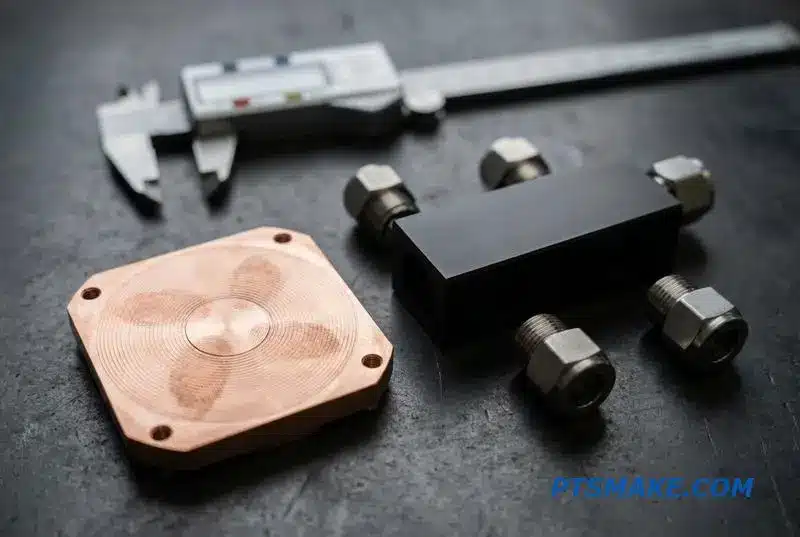
In questa guida, ti accompagnerò attraverso ogni parte lavorata CNC all'interno di un circuito di raffreddamento di un server AI. Dalla progettazione dei canali della piastra fredda al test di tenuta, alla scelta dei materiali e ai fattori di costo, otterrai i dettagli pratici per specificare parti che funzionano al primo tentativo.
Perché i Server AI Richiedono una Nuova Classe di Hardware di Raffreddamento
L'ultima generazione di processori AI sta spingendo i limiti termici oltre ciò che i metodi tradizionali possono gestire. Ora abbiamo a che fare con GPU che generano un calore immenso, rendendo il raffreddamento efficace una sfida di progettazione primaria. Le soluzioni standard, pronte all'uso, semplicemente non possono più mantenere temperature operative sicure.
La crescente sfida termica
Le GPU moderne, come la GB200 di NVIDIA, producono carichi di calore superiori a 1000W per chip. Questa intensa densità di potenza sovraccarica i sistemi di raffreddamento ad aria convenzionali. Di conseguenza, i data center iperscalabili stanno rapidamente passando a sistemi di raffreddamento a liquido più robusti per gestire efficacemente questa realtà termica.
| Modello GPU | Potenza di Progettazione Termica (TDP) |
|---|---|
| NVIDIA H100 | 700W |
| NVIDIA B200 | 1000W |
| AMD MI300X | 750W |
| NVIDIA GB200 NVL72 | ~120kW/rack |
Perché il raffreddamento tradizionale fallisce
I dissipatori di calore standard sono progettati per carichi termici inferiori. Mancano della superficie e delle proprietà dei materiali per dissipare oltre 1000W da un ingombro così ridotto. Questa inadeguatezza rischia il throttling termico, il degrado delle prestazioni e, in ultima analisi, il guasto hardware nei server AI avanzati.

Il passaggio ai sistemi di raffreddamento a liquido non è solo una tendenza; è una necessità per l'AI ad alte prestazioni. Tuttavia, questa transizione introduce nuove complessità di produzione. I componenti coinvolti, come piastre fredde e collettori, richiedono un livello di precisione che la produzione tradizionale non può fornire in modo coerente.
Il ruolo della produzione di precisione
La gestione termica efficace delle GPU AI si basa su componenti con canali interni complessi e tolleranze estremamente strette. Queste caratteristiche sono essenziali per massimizzare il contatto superficiale del liquido refrigerante e garantire un funzionamento a prova di perdite sotto alta pressione. È qui che la produzione avanzata diventa fondamentale per il successo.
Complessità del materiale e geometrica
L'hardware di raffreddamento a liquido utilizza spesso materiali come il rame per la sua eccellente conduttività termica. La sfida consiste nel creare geometrie interne complesse che promuovano Flusso turbolento1, che migliora significativamente il trasferimento di calore rispetto al flusso laminare e liscio. La realizzazione di questi progetti richiede una precisione sub-millimetrica.
| Metodo di raffreddamento | Capacità di dissipazione del calore | Complessità della produzione |
|---|---|---|
| Raffreddamento ad aria | Medio-basso | Basso |
| Raffreddamento a liquido | Alto | Alto |
Presso PTSMAKE, abbiamo scoperto che la lavorazione CNC è l'unico metodo che fornisce il controllo necessario per produrre questi componenti in modo affidabile. Ci consente di creare piastre fredde e collettori di distribuzione progettati su misura che soddisfano le specifiche esatte richieste per il raffreddamento degli acceleratori AI di prossima generazione.
Il calore estremo dei moderni server AI rende essenziali i sistemi di raffreddamento a liquido avanzati. Le soluzioni standard sono inadeguate, rendendo la lavorazione CNC di precisione il partner di produzione critico per la creazione di hardware di gestione termica efficace che funzioni in modo affidabile in condizioni impegnative.
Anatomia di un Server AI Raffreddato a Liquido: Dove si Inseriscono le Parti CNC
L'incredibile potenza dei server AI comporta un enorme problema di calore. Il raffreddamento a liquido diretto al chip non è più un lusso ma una necessità. Vedo questi sistemi come reti intricate in cui la precisione di ogni componente è fondamentale per le prestazioni e l'affidabilità. Non si tratta solo di idraulica.
La mappa dei componenti
Pensa a un circuito di raffreddamento a liquido come al sistema idrico di una città. Il liquido refrigerante deve viaggiare da un'unità di distribuzione centrale (CDU) a ogni fonte di calore (GPU/CPU) e tornare indietro senza perdere una singola goccia. La lavorazione CNC crea l'infrastruttura ad alta precisione per questo viaggio.
Parti Lavorate Chiave
Ecco una ripartizione delle parti CNC essenziali in un circuito tipico. Ognuna richiede un approccio specifico alla produzione per garantire che l'intero sistema funzioni perfettamente sotto intensi carichi termici.
| Componente | Funzione | Perché la Lavorazione CNC è Fondamentale |
|---|---|---|
| Piastre Fredde | Trasferiscono il calore da GPU/CPU al liquido refrigerante | Perfetta planarità per il contatto termico |
| Collettori | Distribuiscono il liquido refrigerante a più piastre fredde | Canali interni complessi, porte a prova di perdite |
| Accoppiamenti | Consentono lo scambio a caldo delle lame del server | Tolleranze strette per guarnizioni sicure e senza gocciolamenti |
| Raccordi e Connettori | Collegano i tubi ai componenti | Filettature precise e superfici di tenuta |

Precisione in Ogni Punto
La richiesta di perfezione nei sistemi di raffreddamento a liquido è assoluta. Una perdita microscopica o una piastra fredda mal posizionata possono portare a un guasto hardware catastrofico. È qui che il valore della lavorazione CNC di precisione diventa chiaro, andando oltre la semplice creazione di parti per consentire l'affidabilità a livello di sistema.
Piastre Fredde: Il Cuore del Trasferimento di Calore
La piastra fredda è il componente più critico. Si posiziona direttamente sul processore. Spesso le lavoriamo in rame per la sua eccellente conduttività termica. I micro-canali interni, che massimizzano la superficie per lo scambio di calore, richiedono una fresatura incredibilmente precisa per garantire un flusso e una pressione ottimali del liquido refrigerante.
Collettori e Raccordi: I Controllori di Flusso
I collettori di distribuzione del liquido refrigerante sono il sistema nervoso centrale del sistema. Dirigono il flusso in modo efficiente e devono essere perfettamente sigillati. Lo stesso vale per i raccordi a sgancio rapido. In PTSMAKE, ci concentriamo sul raggiungimento di finiture superficiali impeccabili e precisione dimensionale per garantire connessioni a tenuta stagna, anche dopo centinaia di cicli.
Integrità del Materiale e Stress Termico
Quando una piastra fredda utilizza una base in rame e una parte superiore in alluminio, i loro diversi tassi di espansione sotto il calore possono causare stress. Comprendere il Coefficiente di espansione termica2 è cruciale. Una progettazione e una lavorazione adeguate prevengono l'affaticamento del materiale e potenziali perdite durante la vita utile del server.
| Parte Caratteristica | Requisiti di lavorazione | Impatto del fallimento |
|---|---|---|
| Planarità della Piastra Fredda | Tolleranza < 0.01mm | Scarso trasferimento termico, surriscaldamento della CPU |
| Sigillatura della Porta del Collettore | Finitura Superficiale Ra < 0.8μm | Perdita di liquido refrigerante, cortocircuito del sistema |
| Scanalatura O-ring del Raccordo | Precisione Dimensionale ±0.02mm | Guasto della guarnizione, gocciolamento della connessione |
Nei sistemi di raffreddamento a liquido per server AI, la precisione non è solo un obiettivo; è un requisito fondamentale. La lavorazione CNC garantisce che ogni componente, dalla piastra fredda al raccordo più piccolo, soddisfi le tolleranze estreme necessarie per un funzionamento affidabile e a prova di perdite in ambienti di calcolo ad alto rischio.
Piastre Fredde: L'Interfaccia Termica Che Fa o Distrugge le Prestazioni
Una piastra fredda è il cuore di qualsiasi sistema di raffreddamento a liquido ad alte prestazioni. È il componente critico che trasferisce il calore da una sorgente, come una CPU, al liquido refrigerante. La sua progettazione e la precisione di fabbricazione dettano direttamente l'efficienza complessiva del sistema. Una piastra mal realizzata può compromettere completamente le prestazioni.
Design Comuni delle Piastre Fredde
Esistono diversi design principali, ognuno con applicazioni specifiche. La scelta dipende dal carico termico, dai requisiti di caduta di pressione e dal costo. I canali a serpentina sono semplici, mentre i microcanali offrono la massima superficie per flussi di calore estremi.
| Tipo di design | Il migliore per | Caratteristica chiave |
|---|---|---|
| Canale a Serpentina | Carichi termici da bassi a moderati | Lavorazione semplice e a basso costo |
| Piastra Forata | Applicazioni ad alta pressione | Elevata integrità strutturale |
| Microcanale | Elevata densità di flusso di calore | Superficie massimizzata |
| Alette Brasate | Esigenze termiche complesse | Elevate prestazioni termiche |

Selezione dei materiali e precisione
La scelta del materiale giusto è un equilibrio tra prestazioni termiche e compatibilità del sistema. Mentre il rame C1100 offre una conduttività termica superiore, l'alluminio 6061 è più leggero e più conveniente. Il rame cromato (C18150) offre una via di mezzo con buona conduttività e maggiore resistenza.
Tuttavia, mescolare metalli come rame e alluminio in un circuito senza adeguati inibitori può causare Corrosione galvanica3, che degrada il sistema nel tempo. In PTSMAKE, guidiamo i clienti attraverso questi compromessi per garantire l'affidabilità a lungo termine dei loro sistemi di raffreddamento a liquido.
| Materiale | Conduttività termica (W/mK) | Vantaggi principali |
|---|---|---|
| Alluminio 6061 | ~167 | Leggero e conveniente |
| Rame C1100 | ~385 | Eccellente trasferimento termico |
| Rame cromato C18150 | ~320 | Elevata resistenza, buona conduttività |
L'importanza delle tolleranze strette
La precisione non è negoziabile per una piastra fredda lavorata a CNC. Tipicamente manteniamo tolleranze generali di ±0,05 mm. Le superfici di tenuta critiche, tuttavia, sono lavorate a ±0,01 mm per prevenire perdite. La faccia di contatto richiede una finitura superficiale di Ra 0,8 µm o migliore per un trasferimento termico ottimale.
Una piastra fredda ad alte prestazioni dipende da tre fattori: il design giusto, la scelta del materiale corretto per la compatibilità termica e chimica e una precisione di lavorazione CNC rigorosa. Trascurare uno qualsiasi di questi elementi comprometterà l'efficacia e l'affidabilità dell'intero sistema di raffreddamento a liquido.
Lavorazione di Piastre Fredde a Microcanali: Quando i Canali Standard Non Sono Sufficienti
Man mano che i chip AI diventano più potenti, generano un calore immenso. I sistemi di raffreddamento a liquido standard stanno raggiungendo i loro limiti. È qui che entrano in gioco le piastre fredde a microcanali. Offrono una superficie molto più ampia per il trasferimento di calore, il che è fondamentale per queste applicazioni ad alte prestazioni.
L'ascesa dei microcanali
I canali tradizionali non sono più sufficientemente efficienti. Per raffreddare efficacemente l'elettronica moderna, dobbiamo lavorare canali incredibilmente piccoli e profondi. Ciò consente prestazioni superiori nei sistemi di raffreddamento a liquido compatti, mantenendo i componenti sensibili entro le loro temperature operative ideali.
Ostacoli principali nella lavorazione meccanica
La lavorazione di queste caratteristiche non è semplice. Spesso abbiamo a che fare con spazi tra le alette tra 0,3 mm e 0,8 mm. La vera sfida è raggiungere elevati rapporti di aspetto — il rapporto tra l'altezza dell'aletta e la sua larghezza — che spesso vanno da 8:1 a 15:1.

La domanda di piastre fredde a microcanali personalizzate è guidata dall'intensa Flusso di calore4 richiesta di nuovi processori AI. La lavorazione di successo di queste parti richiede utensili specializzati e una configurazione molto stabile. Ci affidiamo a micro frese a candela, mandrini ad alta velocità e macchine CNC estremamente rigide per prevenire la rottura degli utensili e mantenere la precisione.
Confronto tra i Metodi di Fabbricazione
Sebbene la lavorazione CNC sia un metodo primario, esistono altre opzioni. Ognuna ha il suo posto a seconda delle esigenze specifiche del progetto. Per i miei clienti di PTSMAKE, la scelta del processo giusto è una parte fondamentale della consulenza di progettazione.
| Metodo | Precisione e Rapporto d'Aspetto | Opzioni di materiale | Il migliore per |
|---|---|---|---|
| Lavorazione CNC | Alta, buona per rapporti fino a 15:1 | Rame, alluminio | Prototipi, Volume Medio |
| Sciare | Alette molto alte, complessità limitata | Rame, alluminio | Alto Volume, Design Semplici |
| Incisione | Caratteristiche ultra-fini, profondità inferiore | Silicio, rame | Produzione di Massa, MEMS |
| Stampa 3D (DMLS) | Geometrie complesse, prestazioni termiche inferiori | Leghe di rame | Prototipi Complessi, Raffreddamento Conforme |
Sebbene l'incisione possa creare caratteristiche più fini, la lavorazione CNC rimane la soluzione più pratica ed economica per la prototipazione e la produzione di medio volume di sistemi di raffreddamento a liquido personalizzati. Offre il miglior equilibrio tra velocità e precisione.
La lavorazione di piastre fredde a microcanali è impegnativa ma essenziale per l'elettronica ad alta potenza. La lavorazione CNC offre una soluzione equilibrata per la prototipazione e la produzione su media scala, fornendo la precisione richiesta per un'efficace gestione termica nei moderni sistemi di raffreddamento a liquido.
Collettori di Distribuzione del Refrigerante: Controllo Preciso del Flusso in un Rack Stretto
Nei moderni data center, la gestione del calore in rack densamente popolati è una sfida importante. I collettori di distribuzione del refrigerante sono componenti critici nei sistemi di raffreddamento a liquido, garantendo che ogni server riceva il flusso preciso di cui ha bisogno. Senza di essi, un sistema può facilmente surriscaldarsi, portando a perdite di prestazioni o guasti hardware.
Considerazioni chiave sulla progettazione
Il design di questi collettori influisce direttamente sull'affidabilità dell'intero circuito di raffreddamento. Ci concentriamo su percorsi che minimizzano la caduta di pressione massimizzando la distribuzione del flusso. Ogni porta, canale e punto di connessione deve essere perfettamente eseguito per prevenire perdite e garantire una gestione termica costante in tutto il rack.
Scelte dei Materiali
La scelta del materiale giusto è un equilibrio tra prestazioni e costi. Ogni opzione offre vantaggi distinti per ambienti specifici all'interno dei sistemi di raffreddamento a liquido.
| Materiale | Beneficio primario | Applicazione comune |
|---|---|---|
| Alluminio 6061-T6 | Leggero, buona conduttività termica | Uso generale, design sensibili al peso |
| Acciaio Inossidabile 304/316L | Eccellente resistenza alla corrosione | Sistemi con refrigeranti aggressivi |

La produzione di un collettore di refrigerante affidabile richiede più che seguire un progetto. I dettagli del processo di lavorazione del collettore di raffreddamento a liquido sono ciò che separa una parte funzionale da una impeccabile. La precisione non è solo un obiettivo; è un requisito fondamentale per questi componenti critici.
Requisiti per la lavorazione di precisione
I canali interni complessi spesso richiedono la foratura multi-asse per creare fori trasversali intersecanti senza sbavature che potrebbero ostacolare il flusso. Le scanalature per O-ring necessitano di una finitura superficiale specifica per creare una tenuta perfetta. Una finitura impropria può causare perdite lente che sono disastrose in un ambiente di server rack. Gestiamo anche tolleranze di filettatura strette per standard come NPT, UNF e ISO.
| Caratteristica | Tolleranza Critica | Motivo della Precisione |
|---|---|---|
| Posizione Centrale della Porta | ±0,1 mm | Allineamento a innesto cieco a livello di rack |
| Finitura della scanalatura dell'O-Ring | 1.6-3.2 μm Ra | Previene perdite di fluido sotto pressione |
| Forma del filo | Secondo gli standard NPT/UNF/ISO | Garantisce connessioni di raccordo sicure e a tenuta stagna |
Progettazione e test di accoppiamento cieco
Nei sistemi su larga scala che seguono gli standard OCP, i collettori ad accoppiamento cieco sono comuni. Ciò significa che le connessioni devono allinearsi perfettamente senza conferma visiva. Questo è il motivo per cui le tolleranze di posizione sono così strette. Dopo la lavorazione, conduciamo rigorosi test di pressione, tipicamente mantenendo 10-15 bar per garantire un tasso di perdita inferiore a 0.1 cc/min. Per le parti in alluminio, un processo come anodizzazione5 è spesso specificato per migliorare la durezza superficiale e la resistenza alla corrosione.
La lavorazione di precisione, la corretta selezione dei materiali e test rigorosi sono essenziali per la creazione di collettori di distribuzione del liquido di raffreddamento. Queste parti devono fornire prestazioni affidabili e a tenuta stagna per proteggere l'elettronica sensibile nei sistemi di raffreddamento a liquido ad alta densità, garantendo un funzionamento ottimale entro i vincoli di spazio ristretti dei rack dei server.
Accoppiamenti e Raccordi a Sgancio Rapido: La Sfida della Prevenzione delle Perdite
Nei sistemi di raffreddamento a liquido ad alte prestazioni, ogni connessione è un potenziale punto di guasto. I raccordi a sgancio rapido devono fornire collegamenti veloci e affidabili, ma la loro complessità introduce rischi. Anche una piccola perdita può causare danni catastrofici all'elettronica sensibile, rendendo essenziale l'integrità dei componenti.
I Componenti Più Vulnerabili
La sfida principale risiede nella precisione delle parti interne del raccordo. Il corpo, la valvola a fungo e il manicotto devono interagire perfettamente per garantire una tenuta perfetta al momento della connessione e della disconnessione. Anche i raccordi filettati richiedono tolleranze esatte per prevenire perdite sotto pressione.
La Geometria della Tenuta è Tutto
Il design delle superfici di tenuta è critico. Che si tratti di un design a sfera e cono o a faccia piana, le superfici di accoppiamento devono essere perfette. Qualsiasi imperfezione microscopica può creare un percorso di perdita, compromettendo l'affidabilità dell'intero sistema.

Il segreto di un raccordo a tenuta stagna non è solo il design, ma la precisione di fabbricazione. Per qualsiasi raccordo a sgancio rapido tornito CNC, l'attenzione deve essere sul meccanismo della valvola interna, spesso un design a rottura a secco che previene la perdita di fluido durante la disconnessione.
Il Ruolo della Tornitura CNC di Tipo Svizzero
Per queste parti piccole e complesse, la tornitura CNC di tipo svizzero è il mio metodo preferito. Fornisce una stabilità eccezionale per componenti lunghi e sottili come i poppet, garantendo una stretta concentricità e precisione dimensionale. Questa precisione è vitale per creare le geometrie di tenuta critiche richieste nella lavorazione degli accoppiamenti per il raffreddamento a liquido.
Selezione del Materiale e Finitura Superficiale
La scelta del materiale influisce sia sulle prestazioni che sulla longevità. Lavoriamo spesso con acciaio inossidabile, ottone e PEEK, ognuno dei quali offre vantaggi distinti. Sulla base dei nostri test, la finitura superficiale finale sulle facce di tenuta non è negoziabile.
| Materiale | Vantaggio chiave | Applicazione comune |
|---|---|---|
| Acciaio Inox 303/316 | Resistenza alla corrosione | Ambienti ad alta pressione e impegnativi |
| Ottone | Conveniente ed Lavorabile | Circuiti di raffreddamento per uso generale |
| SETTIMANA | Leggero e Inerzia Chimica | Sistemi medici o elettronici specializzati |
Una finitura superficiale di Ra 0.4µm o migliore è essenziale su qualsiasi O-ring Sede6 o faccia di accoppiamento. Questa specifica, spesso allineata con standard come OCP UQD/BMQC, assicura che la tenuta possa funzionare senza che si sviluppino perdite microscopiche nel tempo.
La precisione nella produzione di questi componenti è fondamentale. Il materiale giusto, lavorato con tornitura di tipo svizzero a tolleranze esatte e una finitura superficiale impeccabile, determina direttamente l'affidabilità dei raccordi a sgancio rapido nei sistemi critici di raffreddamento a liquido.
Chassis CDU e Componenti Strutturali: Considerazioni sulla Lavorazione di Grandi Parti
Nella lavorazione di grandi parti strutturali per sistemi di raffreddamento a liquido, decisioni chiave modellano l'integrità del prodotto finale. Spesso gestiamo pannelli di contenimento, piastre di montaggio e telai, tipicamente in alluminio o acciaio inossidabile. Una considerazione primaria è la scelta tra una saldatura e la lavorazione da un blocco solido.
Saldatura vs. Lavorazione da Blocco Solido
Questa scelta influisce su costi, tempi di consegna e prestazioni strutturali. Una saldatura può essere più efficiente in termini di materiale, ma la lavorazione dal pieno offre stabilità e precisione superiori, eliminando stress e distorsioni indotti dalla saldatura.
| Caratteristica | Assemblaggio saldato | Lavorato dal pieno |
|---|---|---|
| Costo del materiale | Più basso | Più alto |
| Stabilità | Soggetto a distorsione | Eccellente |
| Precisione | Buono, ma limitato | Alto |
| Tempi di consegna | Può essere più lungo | Spesso più corto |
Montaggio dei componenti e planarità
Modelli precisi di fori filettati sono cruciali per il montaggio di pompe e scambiatori di calore. Mantenere la planarità, spesso specificata come 0,1 mm su 300 mm, è una sfida significativa che influenza direttamente la nostra strategia di fissaggio e lavorazione.

Il dibattito tra saldature e lavorazione dal pieno per le parti strutturali di raffreddamento dei data center spesso si riduce ai requisiti di tolleranza. Sebbene le saldature sembrino economiche, le zone termicamente alterate possono introdurre deformazioni imprevedibili, rendendo difficile mantenere strette tolleranze di planarità e posizionali per i fori di montaggio.
L'impatto dello stress del materiale
Per grandi piastre di alluminio, lo stress interno Sollecitazione residua7 derivante dal processo di fabbricazione può essere un problema importante. Man mano che lavoriamo il materiale, questo stress viene rilasciato, causando l'incurvamento o la torsione del pezzo. Ciò compromette direttamente la planarità richiesta. Un fissaggio adeguato è essenziale, ma può fare solo fino a un certo punto.
Strategie di distensione e fissaggio
Per contrastare ciò, spesso raccomandiamo un processo a più fasi. Questo include la sgrossatura, seguita da un trattamento termico di distensione e quindi una passata di finitura finale. Le nostre tecniche di fissaggio sono progettate per bloccare saldamente il pezzo senza introdurre nuove sollecitazioni, garantendo che il componente finale per il telaio CDU soddisfi tutte le specifiche geometriche. In PTSMAKE, abbiamo sviluppato metodi che minimizzano la deformazione durante questo processo critico.
La lavorazione di grandi parti strutturali CDU richiede un attento equilibrio tra costo, stabilità e precisione. La scelta tra una saldatura e un blocco solido, combinata con una meticolosa gestione dello stress e del fissaggio, è cruciale per ottenere tolleranze di planarità strette e garantire un assemblaggio affidabile dei componenti.
Selezione dei Materiali per i Componenti di Raffreddamento a Liquido: La Compatibilità Conta
La selezione dei materiali giusti per i sistemi di raffreddamento a liquido è fondamentale per le prestazioni e l'affidabilità a lungo termine. Ogni componente ha uno scopo distinto e il suo materiale deve essere scelto di conseguenza. L'obiettivo è bilanciare prestazioni termiche, integrità strutturale e costi, prevenendo al contempo il guasto del sistema.
Scelte Specifiche per Componenti
Per le piastre fredde, dove il trasferimento di calore è fondamentale, il rame è il chiaro vincitore grazie alla sua elevata conduttività termica. Per le parti strutturali come i collettori, l'alluminio offre un ottimo mix di lavorabilità e convenienza.
Panoramica dei Materiali
Di seguito una guida rapida che utilizzo per la selezione iniziale.
| Componente | Materiale consigliato | Vantaggi principali |
|---|---|---|
| Piastre Fredde | Rame (C110) | Conducibilità Termica (>380 W/m·K) |
| Collettori / Parti CDU | Alluminio 6061-T6 | Conveniente ed Lavorabile |
| Raccordi / QD | Acciaio inox 316L | Resistenza alla corrosione |
| Guarnizioni / Isolanti | PEEK / PTFE | Inerzia chimica |
Oltre alle prestazioni individuali, l'interazione dei materiali all'interno del circuito del refrigerante è cruciale. Un sistema ad alte prestazioni può fallire rapidamente se i suoi componenti non sono chimicamente compatibili. Questo è il motivo per cui un approccio olistico ai materiali per la lavorazione CNC per il raffreddamento a liquido è irrinunciabile nel mio lavoro presso PTSMAKE.
Raccordi, Guarnizioni e Compatibilità
Per raccordi e attacchi rapidi, raccomando l'acciaio inossidabile 316L. Offre un'eccellente resistenza alla corrosione, specialmente con i comuni refrigeranti a base di acqua-glicole. Per guarnizioni e isolanti, plastiche come PEEK o PTFE sono ideali grazie alla loro inerzia chimica e stabilità a varie temperature operative.
Gestione delle Reazioni Elettrochimiche
Mescolare metalli dissimili, come rame e alluminio, nello stesso circuito di raffreddamento è un errore comune. Si stabilisce una differenza di potenziale a causa della loro diversa Forza elettromotrice8. Questo innesca una reazione elettrochimica che degrada il metallo meno nobile, portando a perdite e guasti del sistema.
| Trattamento | Materiale di base | Scopo |
|---|---|---|
| Nichelatura | Rame | Creare una barriera non reattiva |
| Anodizzazione | Alluminio | Migliorare la resistenza alla corrosione |
| Passivazione | Acciaio inox | Migliorare la stabilità della superficie |
I trattamenti superficiali sono una soluzione pratica. La nichelatura del rame o l'anodizzazione dell'alluminio creano una barriera protettiva, consentendo di utilizzare il materiale migliore per ogni lavoro senza rischiare la corrosione.
In sintesi, l'efficace selezione dei materiali per il raffreddamento a liquido implica l'abbinamento dei materiali alla loro funzione, come il rame per il trasferimento di calore e l'alluminio per la struttura. Garantire la compatibilità elettrochimica, spesso tramite trattamenti superficiali protettivi, è essenziale per costruire sistemi affidabili e duraturi.
Requisiti di Tolleranza e Finitura Superficiale per una Tenuta Senza Perdite
Nei sistemi di raffreddamento a liquido, prevenire le perdite si riduce alla precisione. Non si tratta solo del design, ma dei dettagli microscopici delle parti lavorate. Ottenere una tenuta perfetta dipende interamente dal controllo delle tolleranze dimensionali e della finitura superficiale. Questi fattori determinano quanto bene due superfici si accoppiano.
Tolleranze Dimensionali Chiave
Per una tenuta affidabile, le dimensioni specifiche devono essere mantenute con tolleranze strette. Le scanalature per O-ring, ad esempio, richiedono profondità e larghezza precise per garantire una compressione corretta. Se una scanalatura è troppo profonda, l'O-ring non si comprimerà a sufficienza; troppo poco profonda, e potrebbe danneggiarsi.
Specifiche Comuni
Ecco alcune tolleranze tipiche con cui lavoriamo per i componenti di raffreddamento a liquido presso PTSMAKE.
| Caratteristica | Tolleranza tipica | Scopo |
|---|---|---|
| Profondità della Scanalatura dell'O-ring | ±0,05 mm | Garantisce la corretta compressione dell'O-ring |
| Planarità della Superficie di Tenuta | 0.01 mm | Previene fessure nelle guarnizioni metallo-metallo |
| Classe di accoppiamento della filettatura | 2A/2B Minimo | Garantisce connessioni sicure e a prova di perdite |
Standard di finitura superficiale
La texture di una superficie di tenuta è altrettanto importante quanto le sue dimensioni. Una superficie ruvida può creare minuscoli percorsi per la fuoriuscita del fluido, portando a perdite nel tempo.

Un errore comune è supporre che una superficie più liscia sia sempre migliore. La finitura superficiale ottimale dipende dal metodo di tenuta. La giusta texture aiuta il materiale della guarnizione a conformarsi e a mantenere la pressione in modo efficace, il che è essenziale per i sistemi di raffreddamento a liquido ad alte prestazioni.
Abbinamento della finitura al metodo di tenuta
Diverse guarnizioni richiedono diverse caratteristiche superficiali. Ad esempio, una guarnizione a compressione morbida beneficia di una superficie leggermente più ruvida (Ra 0.8 μm) per "mordere". Questo crea un blocco meccanico più forte e impedisce alla guarnizione di scivolare sotto pressione o cicli termici.
Un O-ring, tuttavia, necessita di una superficie della sede più liscia (Ra 1.6 μm) per evitare l'abrasione durante l'installazione e il funzionamento. Al contrario, le guarnizioni metallo-metallo richiedono una finitura eccezionalmente liscia (Ra 0.4 μm) e un'elevata Piattezza9 per ottenere un legame senza alcun materiale di guarnizione.
Perché la rugosità superficiale determina il tasso di perdita
La rugosità superficiale, o Ra, misura i picchi e le valli microscopiche sulla superficie di un pezzo. Queste minuscole imperfezioni possono formare un percorso di perdita continuo se non adeguatamente controllate. Dopo aver eseguito diversi test, abbiamo confermato che una superficie più ruvida del previsto aumenta direttamente il potenziale tasso di perdita sotto pressione.
Ecco perché i rapporti di ispezione della macchina di misura a coordinate (CMM) non sono solo burocrazia. Forniscono prove documentate che le caratteristiche critiche come la planarità e le dimensioni delle scanalature soddisfano il progetto. Presso PTSMAKE, forniamo questi rapporti per garantire che i nostri clienti abbiano piena fiducia in ogni parte.
Per i sistemi di raffreddamento a liquido senza perdite, il successo è nei dettagli. Il controllo dimensionale preciso e le finiture superficiali specificate non sono negoziabili. Questi fattori lavorano insieme per creare una tenuta affidabile che funziona sotto pressione e nel tempo, prevenendo guasti costosi.
Test di Tenuta e Garanzia di Qualità per i Componenti del Server Raffreddato
Nei data center AI, un guasto di un componente non è solo un difetto; è una potenziale catastrofe. Ecco perché la nostra garanzia di qualità per i componenti server raffreddati non è negoziabile. Ogni parte deve soddisfare rigorosi standard di tenuta stagna prima di lasciare la nostra struttura. Ciò richiede un approccio multifattoriale.
Protocolli di Test Chiave
Ci affidiamo a diversi test critici per convalidare l'integrità. Ciascuno serve a uno scopo specifico, dal rilevamento di perdite microscopiche all'assicurazione che un componente possa resistere alle pressioni operative. Ciò garantisce prestazioni robuste per i sistemi di raffreddamento a liquido esigenti sul campo.
| Tipo di test | Scopo | Requisito Tipico dell'OEM |
|---|---|---|
| Spettrometro di Massa ad Elio | Rileva micro-perdite | <1×10⁻⁶ mbar·L/s |
| Decadimento della Pressione | Verifica l'integrità della tenuta nel tempo | Nessuna perdita di pressione rilevabile |
| Prova Idrostatica | Conferma la resistenza strutturale | Resiste a 1,5 volte la pressione di esercizio |

Per gli OEM di data center AI, il controllo qualità dei componenti lavorati a CNC va ben oltre le semplici misurazioni. Richiede l'integrazione di protocolli di test avanzati direttamente nel flusso di produzione per garantire l'affidabilità. Non ci limitiamo a ispezionare i pezzi alla fine; costruiamo la qualità in ogni fase.
Integrazione dei Test nella Produzione
I test sono programmati in corrispondenza di tappe fondamentali. Ad esempio, i controlli iniziali avvengono dopo la lavorazione per identificare qualsiasi porosità del materiale prima di investire tempo nell'assemblaggio. I test più rigorosi, tuttavia, vengono eseguiti su componenti completamente assemblati come le piastre fredde, garantendo che tutte le guarnizioni e i giunti siano perfetti.
Strategie di Campionamento e Validazione
Il nostro approccio al campionamento è basato sul rischio. Per i componenti critici che gestiscono direttamente il fluido, come le piastre fredde e i raccordi rapidi (QD), eseguiamo test di tenuta al 100%. Per i componenti strutturali, è sufficiente un piano di campionamento AQL statisticamente significativo.
Questo è completato da ispezioni CMM o Faro Arm. Questi strumenti convalidano le dimensioni critiche, perché un difetto dimensionale può facilmente portare a una perdita. Ad esempio, il test di prova idrostatico si basa su il principio di Pascal10 per distribuire uniformemente la pressione, il che può rivelare debolezze se la geometria di una parte non è perfetta.
Un'efficace garanzia di qualità per i sistemi di raffreddamento a liquido combina test di tenuta, validazione della pressione e ispezione dimensionale precisa. Questo processo integrato, applicato durante tutta la produzione CNC, è essenziale per fornire componenti che soddisfano la tolleranza di zero guasti richiesta nei data center odierni.
Prototipazione vs Produzione: Abbinare il Processo CNC al Volume
Scegliere l'approccio giusto alla lavorazione CNC è fondamentale per gestire costi e tempistiche. La strategia per realizzare un prototipo è completamente diversa da quella per realizzare mille pezzi. La chiave è abbinare il processo al volume richiesto, specialmente per i componenti in assemblaggi complessi come i sistemi di raffreddamento a liquido.
La Fase di Prototipazione (1-50 Pezzi)
Per i prototipi iniziali, la velocità è la priorità. L'obiettivo è ottenere una parte funzionale per i test il più rapidamente possibile. Di solito lavoriamo da un blocco solido di materiale utilizzando una programmazione semplice per ridurre al minimo i tempi di setup e consentire rapide modifiche al design.
Fresatura da Blocco Solido
Questo approccio offre la massima flessibilità di progettazione. Possiamo creare geometrie complesse per componenti come una piastra fredda per il raffreddamento a liquido senza investire in utensili personalizzati. L'attenzione è sulla verifica di forma, adattamento e funzione, non sull'ottimizzazione per la velocità di produzione di massa.
| Approccio | Il migliore per | Vantaggi principali |
|---|---|---|
| Fresatura a 3 Assi | Geometrie più semplici, setup più rapido | Conveniente e veloce per i concetti iniziali |
| Fresatura a 5 assi | Curve e caratteristiche complesse | Riduce i setup, lavora parti complesse in un'unica operazione |
Produzione a basso volume (50-1.000 pezzi)
Una volta convalidato il design, ci concentriamo sull'efficienza. Per queste quantità, ottimizzare il processo di produzione diventa essenziale per ridurre il costo per pezzo. Si tratta di trovare un equilibrio tra tempo di setup e velocità di lavorazione.

Ottimizzazione per la ripetibilità
In questa fase, passiamo da setup unici alla creazione di processi ripetibili. Sviluppiamo attrezzature dedicate per tenere i pezzi in modo sicuro e costante. Ciò riduce l'errore dell'operatore e garantisce che il 500° pezzo sia identico al primo. Anche l'ottimizzazione dei percorsi utensile diventa fondamentale per ridurre il tempo ciclo.
Produzione ad alto volume (oltre 1.000 pezzi)
Per volumi elevati, la strategia cambia completamente. L'obiettivo è minimizzare il tempo ciclo e lo spreco di materiale. Ogni secondo risparmiato su un singolo pezzo si traduce in significativi risparmi sui costi per l'intera produzione. È qui che entrano in gioco macchinari specializzati e processi alternativi.
Valutazione di processi alternativi
In PTSMAKE, quando un progetto si espande, valutiamo se un approccio ibrido sia migliore. Per un collettore di raffreddamento a liquido complesso, la lavorazione dal pieno è troppo lenta e dispendiosa. Invece, potremmo suggerire la fusione della forma quasi finita e quindi l'utilizzo della lavorazione CNC per le caratteristiche critiche e le superfici di accoppiamento. Questo ha stabilito una base stabile Dato11 per tutte le successive operazioni di alta precisione.
| Volume | Obiettivo primario | Tecniche comuni |
|---|---|---|
| 1 – 50 | Velocità e Iterazione | Fresatura a 3/5 assi dal pieno |
| 50 – 1.000 | Efficienza e Ripetibilità | Percorsi utensile ottimizzati, attrezzature personalizzate |
| 1,000+ | Riduzione dei costi e dei tempi di ciclo | Torni multi-mandrino, fusione + lavorazione di finitura |
Abbinare il processo di lavorazione CNC al volume di produzione è essenziale per il successo. La prototipazione privilegia la velocità, i bassi volumi si concentrano sulla creazione di efficienza ripetibile e la produzione ad alto volume richiede un'ottimizzazione profonda per costi e velocità, spesso incorporando metodi di produzione ibridi per i migliori risultati.
Lavorazione CNC a 5 Assi per Geometrie di Raffreddamento Complesse
I moderni sistemi di raffreddamento a liquido richiedono design complessi che la lavorazione tradizionale non può produrre in modo efficiente. La lavorazione CNC a 5 assi risponde direttamente a questa esigenza, consentendo la creazione di geometrie altamente complesse in un'unica configurazione. Questa capacità è cruciale per massimizzare le prestazioni termiche.
Prestazioni di raffreddamento migliorate
Caratteristiche come le porte del refrigerante ad angolo composto e i complessi passaggi interni sono fondamentali. Migliorano la dinamica del flusso e il contatto con la superficie. La lavorazione a 5 assi rende possibili questi design, superando i limiti dei metodi a 3 assi e migliorando l'efficienza dei componenti.
Consolidamento della produzione
Completando i pezzi in un'unica serrata, riduciamo i tempi di setup e il potenziale di errore. Ciò è particolarmente vero per le piastre fredde con caratteristiche su più facce. Il risultato è una maggiore precisione e una consegna più rapida per i componenti di raffreddamento critici.

La decisione principale per la lavorazione multiasse dei componenti di raffreddamento è tra il posizionamento 3+2 e il movimento simultaneo completo a 5 assi. Sebbene entrambi utilizzino una macchina a 5 assi, le loro applicazioni differiscono in modo significativo. Comprendere questo aiuta a giustificare l'investimento in processi di produzione più avanzati.
3+2 vs. 5 assi simultanei completi
La lavorazione a 3+2 assi, o lavorazione posizionale, blocca il pezzo in lavorazione con un angolo composto. La macchina esegue quindi operazioni a 3 assi. Questo è ottimo per forare fori angolati o lavorare tasche su facce inclinate. È spesso più veloce ed economico per queste caratteristiche specifiche.
La lavorazione simultanea completa a 5 assi implica il movimento continuo dell'utensile e del pezzo. Questo è essenziale per creare contorni complessi, caratteristiche sottosquadro e passaggi interni lisci e raccordati che si trovano nei collettori avanzati. Elimina i bordi taglienti lasciati dalle strategie posizionali, migliorando il flusso del refrigerante. Questo processo si riferisce direttamente alla macchina cinematica12.
Confronto di applicazioni pratiche
Sulla base dei nostri test, il movimento completo a 5 assi può ridurre i tempi di ciclo fino al 25% su parti con superfici curve complesse rispetto a più configurazioni 3+2. Il costo aggiuntivo è giustificato quando la dinamica dei fluidi è critica.
| Tipo di Lavorazione | Il migliore per | Tempo di ciclo | Finitura superficiale |
|---|---|---|---|
| 3+2 Posizionale | Porte ad angolo composto, tasche angolate | Inferiore per caratteristiche semplici | Buona, ma con potenziali segni di gradino |
| 5 Assi Completi | Passaggi interni raccordati, sottosquadri | Superiore per caratteristiche semplici | Finitura superiore, continua |
La lavorazione CNC a 5 assi sblocca geometrie complesse per sistemi di raffreddamento a liquido ad alte prestazioni. La scelta tra il movimento 3+2 e il movimento simultaneo completo dipende dalla complessità della caratteristica, dalla finitura superficiale richiesta e dagli obiettivi di prestazione complessivi, giustificando l'investimento per applicazioni critiche.
Finitura superficiale e post-lavorazione per l'integrità dei canali del refrigerante
Dopo la lavorazione, il lavoro su una piastra fredda è tutt'altro che finito. I passaggi di post-elaborazione non sono opzionali; sono critici per l'affidabilità dei sistemi di raffreddamento a liquido ad alte prestazioni. Trascurarli può portare al guasto del sistema. Questi processi assicurano che i canali del refrigerante siano puliti, lisci e protetti dalla corrosione.
L'Importanza della Sbavatura
Le bave sono piccoli pezzi di metallo affilati rimasti dalla lavorazione. Se si staccano, possono ostruire i canali stretti del refrigerante o danneggiare componenti sensibili come le pompe. Una sbavatura adeguata è essenziale per una finitura pulita e affidabile dei canali del refrigerante.
| Deburring Method | Il migliore per | Considerazioni chiave |
|---|---|---|
| Manuale | Geometrie semplici, basso volume | Intensivo di manodopera, potenziale di inconsistenza |
| Termico | Canali interni complessi | Richiede un controllo preciso per evitare danni al pezzo |
| Elettrochimica | Aree ad alta precisione, difficili da raggiungere | Costo iniziale più elevato, specifico del materiale |
Protocolli di Pulizia Finale
Anche residui microscopici di fluidi da taglio o agenti detergenti possono causare problemi nel tempo. Implementiamo la pulizia a ultrasuoni come fase finale. Questo processo utilizza onde sonore ad alta frequenza per rimuovere i contaminanti dalle profondità dei canali del refrigerante, garantendo che il componente sia incontaminato prima dell'assemblaggio.

Una corretta lavorazione post-lavorazione meccanica influisce direttamente sulle prestazioni a lungo termine. Per i componenti nei sistemi di raffreddamento a liquido, i trattamenti superficiali sono vitali per prevenire la corrosione, che può degradare l'efficienza termica e causare perdite. Il trattamento giusto dipende dal materiale di base e dal tipo di refrigerante utilizzato.
Passivazione per Acciaio Inossidabile
Per i componenti in acciaio inossidabile, utilizziamo la passivazione. Questo è un processo chimico che rimuove il ferro libero dalla superficie. Migliora la naturale resistenza alla corrosione dell'acciaio formando uno strato di ossido passivo. Questo è fondamentale per prevenire che particelle di ruggine contaminino il circuito di raffreddamento.
Placcatura per Rame e Alluminio
Quando si utilizzano piastre fredde in rame o alluminio, specialmente in sistemi a metalli misti con refrigeranti a base di acqua-glicole, la corrosione è un rischio significativo. La nichelatura chimica fornisce una barriera protettiva uniforme. Questo rivestimento previene il contatto diretto tra il refrigerante e il metallo di base, offrendo una forma di Protezione Catodica13.
| Trattamento | Materiale di base | Beneficio primario |
|---|---|---|
| Passivazione | Acciaio inox | Migliora la naturale resistenza alla corrosione |
| Nichel elettrolitico | Rame, alluminio | Crea una barriera protettiva, previene la corrosione galvanica |
Specifichiamo attentamente lo spessore della placcatura, poiché deve essere sufficientemente spesso per la protezione ma non così spesso da influire negativamente sulle prestazioni termiche. Questi dettagli sono vitali per la lavorazione post-lavorazione meccanica delle piastre fredde.
Una post-lavorazione efficace, inclusa la sbavatura, la passivazione e la placcatura, è cruciale per l'integrità dei canali del refrigerante. Questi passaggi prevengono ostruzioni e corrosione, migliorando direttamente l'affidabilità e le prestazioni dei sistemi di raffreddamento a liquido e garantendo stabilità operativa a lungo termine per il prodotto finale.
Fattori di costo nelle parti per il raffreddamento a liquido lavorate a CNC
Comprendere i fattori di costo per i componenti di raffreddamento a liquido lavorati a CNC è cruciale per una pianificazione efficace del budget. I fattori principali sono la scelta del materiale, la complessità della lavorazione e i requisiti di finitura. Ogni decisione influenza direttamente il prezzo finale dei vostri sistemi di raffreddamento a liquido.
Selezione del materiale
Il materiale è una parte significativa del costo. L'alluminio è una base comune grazie alla sua buona conduttività termica e lavorabilità. Il rame offre prestazioni superiori ma a un costo di materiale e lavorazione più elevato.
Confronto dei costi dei materiali
| Materiale | Costo Relativo del Materiale (Alluminio = 1x) | Conduttività termica (W/mK) | Note |
|---|---|---|---|
| Alluminio (6061) | 1x | ~167 | Ottimo equilibrio tra costo e prestazioni. |
| Rame (C110) | 2x - 3x | ~385 | Migliori prestazioni termiche, ma più pesante. |
| Acciaio inox (304) | 1,5x - 2x | ~16 | Utilizzato per la resistenza alla corrosione, non per le prestazioni. |
Lavorazione e finitura
I design semplici con canali forati sono i più convenienti. Tuttavia, geometrie complesse come microcanali o collettori a 5 assi aumentano il tempo macchina e i costi degli utensili, influenzando direttamente il costo di lavorazione CNC di una piastra fredda.

Approfondiamo come le scelte di design influenzano i prezzi dei componenti di raffreddamento a liquido. La complessità della lavorazione non riguarda solo la forma; riguarda il numero di impostazioni, gli utensili specializzati e il tempo dell'operatore richiesto per il componente.
Impatto della Complessità del Design
Una semplice piastra fredda potrebbe richiedere solo una fresatrice a 3 assi. Un collettore con passaggi interni intricati, tuttavia, spesso richiede una lavorazione simultanea a 5 assi per ottenere la geometria desiderata, il che aumenta significativamente le tariffe orarie della macchina e il tempo di programmazione.
Complessità della Lavorazione vs. Costo
| Complessità delle caratteristiche | Approccio alla lavorazione | Impatto relativo dei costi |
|---|---|---|
| Canali Forati Semplici | Fresatura CNC a 3 Assi | Linea di base |
| Passaggi interni complessi | 3 Assi + Impostazioni Multiple | Da +50% a +150% |
| Caratteristiche dei Microcanali | Utensili/Processo Specializzati | Da +100% a +300% |
| Collettori Integrati | Fresatura CNC a 5 assi | +200% to +500% |
Progettazione per la produzione (DFM)
Per gestire i costi, applica i principi DFM. Evita tolleranze inutilmente strette Tolleranza14 dove non è funzionalmente critico. Semplificare i passaggi interni e standardizzare i tipi di filettatura può anche ridurre i tempi e i costi di produzione. Infine, il volume di produzione ha un impatto significativo, con i costi per pezzo che diminuiscono notevolmente all'aumentare delle quantità grazie all'ammortamento dei costi di setup. In PTSMAKE, guidiamo i nostri partner attraverso queste scelte DFM.
I principali fattori di costo per i sistemi di raffreddamento a liquido sono il materiale, la complessità della lavorazione e le tolleranze. Scelte di progettazione intelligenti e la considerazione del volume di produzione sono essenziali per gestire il budget in modo efficace senza compromettere le prestazioni necessarie dei componenti finali.
Progettazione per la produzione: Ottimizzare i disegni dei componenti di raffreddamento per la lavorazione CNC
Ottimizzare i disegni per la lavorazione CNC è fondamentale per creare sistemi di raffreddamento a liquido efficaci. Semplici aggiustamenti possono ridurre significativamente i costi e i tempi di consegna. Un DFM chiaro per i componenti CNC di raffreddamento a liquido previene interpretazioni errate e garantisce che il componente finale funzioni come previsto. Si tratta di comunicare efficacemente con il proprio partner di produzione.
Regole DFM Generali per i Componenti di Raffreddamento
Evita angoli interni acuti, poiché questi richiedono utensili o processi specializzati. Specifica invece un raggio che si adatti a una fresa a candela standard. Inoltre, definisci chiaramente le profondità delle filettature e fornisci superfici di riferimento chiare per setup precisi. Questa chiarezza elimina le congetture durante la produzione.
Tolleranze di Tenuta e Posizionali
È fondamentale specificare la finitura per le superfici di tenuta separatamente dalla finitura superficiale generale. Le aree di tenuta richiedono una texture specifica per un corretto funzionamento. Evita tolleranze posizionali inutilmente strette su caratteristiche non critiche, come i fori di montaggio, poiché ciò aumenta i tempi e i costi di lavorazione senza aggiungere valore.
| Caratteristica | Errore comune | Raccomandazione DFM |
|---|---|---|
| Angoli interni | Angolo acuto di 90 gradi | Specifica un raggio (es. 1mm o maggiore) |
| Fili | "Filettatura M4" | "M4x0.7, profondità filettatura completa 8mm MIN" |
| Tolleranze | ±0.01mm su tutti i fori | Allenta la tolleranza sui fori non critici |

Quando si progetta una piastra fredda, i canali interni del refrigerante sono la caratteristica più critica. Il vostro progetto deve tenere conto dell'accesso dell'utensile. Percorsi complessi e tortuosi che un utensile da taglio non può raggiungere fisicamente sono impossibili da lavorare direttamente. Spesso vediamo progetti che sembrano ottimi in CAD ma non sono producibili.
Progettare Piastre Fredde Producibili
Una parte fondamentale della progettazione di una piastra fredda producibile è la semplificazione del percorso del refrigerante. Considerate come una fresa a candela entrerà e si muoverà attraverso il materiale. I canali dritti o le curve dolci sono sempre più convenienti. Se sono necessari percorsi complessi, un design modulare potrebbe essere un approccio migliore.
Design Modulari e Finiture Superficiali
Scomporre una piastra fredda complessa in più componenti più semplici che vengono successivamente assemblati può essere molto efficace. Questo approccio semplifica le operazioni di fissaggio e lavorazione per ogni pezzo. Per la sigillatura di O-ring o guarnizioni, la Ruvidità della superficie15 è fondamentale. Una finitura specifica e liscia nella scanalatura previene le perdite, e questo requisito dovrebbe essere chiaramente indicato sul disegno.
| Elemento di design | Considerazione | Impatto sulla produzione |
|---|---|---|
| Canali del Refrigerante | Diametro e lunghezza dell'utensile | Determina la fattibilità e il tempo di lavorazione |
| Fissaggio | Complessità e stabilità del pezzo | Influisce sul tempo di setup e sulla precisione del pezzo |
| Sigillatura delle superfici | Indicazione della finitura (valore Ra) | Critico per prestazioni a prova di perdite |
Ottimizzare i vostri disegni con i principi DFM è fondamentale per parti di raffreddamento a liquido di successo. Specificando raggi d'angolo, riferimenti chiari e tolleranze appropriate, si ottimizza la produzione. Per le piastre fredde, concentrarsi sull'accesso dell'utensile e sulle indicazioni intelligenti della finitura superficiale garantisce funzionalità ed economicità.
Aerospaziale vs Data Center: Cosa può imparare la lavorazione per il raffreddamento a liquido da ciascuno
Sebbene apparentemente mondi a parte, i sistemi di raffreddamento a liquido per l'aerospaziale e i data center condividono una dipendenza fondamentale dalla lavorazione di precisione. Un campo protegge i sistemi di volo critici, mentre l'altro abilita la rivoluzione dell'IA. Tuttavia, le loro priorità di produzione divergono significativamente.
Divergenza dei Requisiti Fondamentali
L'aerospaziale richiede affidabilità assoluta e documentata. I data center, tuttavia, danno priorità alla rapida scalabilità e all'efficienza dei costi. Comprendere queste differenze è fondamentale per ottimizzare la produzione per entrambi.
| Industria | Obiettivo primario | Sfida chiave |
|---|---|---|
| Aerospaziale | Affidabilità e sicurezza | Ambienti Estremi |
| Data Center | Scalabilità e costi | Cicli Tecnologici Rapidi |
Entrambi i settori convergono su un punto non negoziabile: l'integrità contro le perdite. Un guasto in entrambi gli ambienti è catastrofico.

Il contrasto negli standard di produzione diventa chiaro quando si osservano i dettagli. Ogni settore ha esigenze uniche che modellano l'intero processo di produzione, dalla selezione dei materiali all'ispezione finale.
Aerospaziale: Lo Standard d'Oro
Per la lavorazione di componenti per il raffreddamento a liquido aerospaziale, gli standard MIL-spec sono la legge. Ciò comporta un'ampia documentazione per la tracciabilità dei materiali e la convalida del processo. Lavoriamo spesso con leghe esotiche scelte per il loro rapporto resistenza-peso e la resistenza a temperature estreme. Si pensi alle piastre fredde per avionica che devono funzionare in modo impeccabile a 30.000 piedi.
Data Center: Il Motore dell'Efficienza
Al contrario, gli standard di produzione per il raffreddamento dei data center sono guidati da costi e velocità. I materiali sono tipicamente leghe di alluminio, ottimizzate per la conduttività termica e la facilità di produzione. L'obiettivo è produrre sistemi affidabili e a prova di perdite su vasta scala, con design che possono essere iterati rapidamente per adattarsi al nuovo hardware dei server. Abbiamo scoperto che i materiali devono avere proprietà uniformi, Isotropo16 proprietà per gestire l'espansione termica in modo coerente su migliaia di unità.
| Aspetto | Standard Aerospaziali | Standard per Data Center |
|---|---|---|
| Materiale | Leghe esotiche (es. Inconel) | Alluminio (ad esempio, 6061) |
| Documentazione | Esteso (MIL-STD) | Snello (QA Interno) |
| Velocità di Iterazione | Lento, metodico | Veloce, agile |
| Focus sui costi | Prestazioni prima del costo | Il costo per unità è critico |
In PTSMAKE, la nostra esperienza in entrambi i settori offre un vantaggio unico. Applichiamo la precisione di livello aerospaziale ai progetti di data center e apportiamo intuizioni sull'efficienza dei costi al nostro lavoro aerospaziale.
Sebbene l'aerospaziale richieda conformità robusta e MIL-spec e i data center necessitino di scalabilità economicamente vantaggiosa, entrambi si affidano alla lavorazione di precisione per sistemi di raffreddamento a liquido a prova di perdite. Questa base condivisa di affidabilità è dove la nostra esperienza offre valore in tutti i settori.
Tendenze future: Miniaturizzazione delle piastre fredde, raffreddamento a due fasi e microfluidica integrata
Il futuro della gestione termica si sta riducendo. Ci stiamo allontanando dalle tradizionali e ingombranti piastre fredde verso soluzioni altamente integrate. Questa evoluzione è guidata dall'intenso calore generato dai chip AI di prossima generazione e di calcolo ad alte prestazioni, che richiedono una dissipazione del calore più efficiente.
Passi Evolutivi Chiave
La direzione del settore è chiara. Stiamo assistendo a una spinta verso il raffreddamento a due fasi per una maggiore efficienza e la microfluidica integrata per la gestione termica diretta al chip. Questi cambiamenti richiedono un ripensamento completo dei processi di produzione per raggiungere la complessità e la precisione necessarie.
| Tecnologia di Raffreddamento | Stato Attuale | Direzione Futura |
|---|---|---|
| Fattore di forma | Piastre Fredde Esterne | Microcanali Incorporati |
| Metodo di raffreddamento | Monofase (Liquido) | Bifase (Evaporativo) |
| Integrazione | A livello di sistema | Livello Chip-Substrato |

La prossima ondata di sistemi di raffreddamento a liquido sarà definita dalla loro complessità di produzione. Il raffreddamento bifase, ad esempio, si basa su intricate geometrie interne dei canali per gestire in modo efficiente la transizione da liquido a vapore. Qualsiasi imperfezione superficiale o errore dimensionale può interrompere questo delicato processo, portando al guasto del sistema.
Produzione per il Raffreddamento di Domani
È qui che la precisione diventa fondamentale. Ricerche autorevoli, come quella di Microsoft su Microfluidica17, indicano canali di raffreddamento incorporati direttamente nei substrati dei chip. Queste caratteristiche sono spesso inferiori a 100 micrometri. Basandoci sulle nostre collaborazioni con i clienti in questo settore, raggiungere tali design in modo coerente è un ostacolo importante.
Le nuove tecniche additive, come l'ECAM di Fabric8Labs, mostrano il potenziale per la creazione di piastre fredde complesse. Tuttavia, la lavorazione a CNC è la tecnologia ponte critica. Offre le tolleranze di ±0,005 mm richieste per i prototipi avanzati di oggi, pur essendo abbastanza adattabile da lavorare gli stampi e gli utensili per le soluzioni di raffreddamento integrate di domani.
| Tendenza futura | Implicazioni per la produzione | Ruolo della Lavorazione CNC |
|---|---|---|
| Raffreddamento bifase | Canali interni complessi e a prova di perdite | Prototipazione, lavorazione finale |
| Microfluidica Incorporata | Fabbricazione di canali inferiori a 100µm | Utensili ad alta precisione, lavorazione diretta |
| Integrazione del telaio | Percorsi personalizzati con tolleranze strette | Creazione di superfici di interfaccia affidabili |
I futuri sistemi di raffreddamento a liquido dipendono dall'innovazione nella produzione. La miniaturizzazione, i design bifase e i canali incorporati richiedono una precisione senza precedenti. La lavorazione CNC è la tecnologia fondamentale che consente lo sviluppo e la produzione di queste soluzioni di gestione termica di nuova generazione.

Comprendere questo principio di dinamica dei fluidi è fondamentale per progettare sistemi di raffreddamento a liquido ad alte prestazioni per la massima dissipazione del calore. ↩
Comprendere questo aiuta a prevenire lo stress del materiale e le perdite nei componenti sottoposti a cicli termici. ↩
Comprendere questo processo elettrochimico è cruciale per prevenire guasti prematuri nei sistemi di raffreddamento a liquido con metalli misti. ↩
Comprendere il flusso di calore aiuta a progettare soluzioni termiche efficaci per l'elettronica ad alte prestazioni. ↩
Scopri come questo processo elettrochimico migliora le proprietà superficiali per una maggiore durabilità. ↩
Comprendere la progettazione della sede è cruciale per garantire una corretta compressione dell'O-ring e prevenire il cedimento della tenuta in applicazioni ad alta pressione. ↩
Comprendere questo concetto aiuta a prevenire la deformazione dei pezzi e garantisce stabilità a lungo termine negli assemblaggi di precisione. ↩
Comprendere questo concetto aiuta a prevedere e prevenire la corrosione dei materiali quando metalli diversi vengono utilizzati in un sistema fluido. ↩
Comprendi come viene misurato questo controllo geometrico e il suo ruolo vitale nelle applicazioni di tenuta ad alta pressione. ↩
Comprendi la fisica fondamentale che convalida i test di pressione idrostatica per l'integrità dei componenti. ↩
Comprendere i riferimenti garantisce che l'intento progettuale sia mantenuto dal prototipo alla produzione. ↩
Comprendere la cinematica della macchina aiuta a ottimizzare i percorsi utensile per una migliore finitura superficiale e un tempo di lavorazione ridotto. ↩
Comprendere questo principio aiuta a selezionare rivestimenti che prevengono il cedimento corrosivo nei sistemi multi-metallici. ↩
Esplora come una tolleranza precisa garantisce l'adattamento e la funzione dei componenti, influenzando al contempo i costi di produzione. ↩
Scopri come il controllo della texture superficiale è fondamentale per prevenire perdite e garantire l'affidabilità dei tuoi sistemi di raffreddamento a liquido. ↩
Scopri come questa proprietà garantisce la stabilità del materiale sotto stress termico, prevenendo il cedimento del componente. ↩
Comprendere la microfluidica è fondamentale per capire come la dinamica dei fluidi su scala micrometrica ridefinirà la gestione termica. ↩






