

L'usinage du titane exige une extrême précision, pourtant de nombreux ateliers CNC luttent contre sa réputation notoire de durcissement à froid, d'usure rapide des outils et de défis thermiques. Ces difficultés entraînent souvent des pièces rejetées, des budgets dépassés et des délais manqués pour des composants critiques dans les secteurs aérospatial et médical.
L'usinage CNC du titane nécessite des outils de coupe spécialisés, une gestion thermique précise et des paramètres d'usinage stratégiques pour surmonter sa faible conductivité thermique et sa tendance au durcissement à froid, garantissant ainsi la production réussie de pièces haute performance.

Ce guide complet couvre tout, de la sélection des nuances de titane et des stratégies d'outillage à l'obtention de tolérances serrées et à la mise à l'échelle de la production. Vous découvrirez des techniques éprouvées qui abordent les défis courants de l'usinage du titane et apprendrez à évaluer les fournisseurs pour vos projets les plus exigeants.
Le guide complet des nuances de titane pour l'usinage CNC
Choisir le bon grade de titane est essentiel. Il a un impact direct sur les performances et le coût de votre pièce. Tout le titane n'est pas identique.
Les différences entre les grades peuvent être énormes. C'est particulièrement vrai pour les pièces en titane usinées CNC.
Nous examinerons les options les plus courantes. Vous apprendrez lequel convient le mieux à votre projet. Comparons quelques grades de titane populaires pour l'usinage.
| Grade | La force | Résistance à la corrosion | Usinabilité |
|---|---|---|---|
| Niveau 2 | Modéré | Excellent | Bon |
| 5e année | Haut | Très bon | Juste |
| Niveau 23 | Haut | Excellent | Juste |
Ce guide vous aide à choisir judicieusement l'alliage de titane.
Grade 2 : Le cheval de bataille
Le grade 2 est du titane commercialement pur. Il offre une excellente résistance à la corrosion et une bonne formabilité. Cela en fait un excellent choix pour de nombreuses applications.
Pensez aux pièces pour les applications marines ou de traitement chimique. Sa résistance plus faible par rapport aux alliages est son principal compromis. Cependant, sa facilité d'usinage est un avantage significatif. Elle permet de gagner du temps et de réduire l'usure des outils pendant la production.
Grade 5 (Ti-6Al-4V) : La norme aérospatiale
Le grade 5, ou Ti-6Al-4V, est l'alliage le plus populaire. Il offre une combinaison fantastique de haute résistance, de faible poids et de bonne résistance à la corrosion. Les propriétés du Ti-6Al-4V le rendent idéal pour l'aérospatiale.
Vous le trouverez dans les composants structurels et les pièces de moteur. Son rapport résistance/poids est tout simplement inégalé par la plupart des autres métaux. C'est pourquoi il est si apprécié dans les domaines de haute performance.
Grade 23 : Le choix médical
Le Grade 23 est une version de plus haute pureté du Grade 5. Il a une teneur plus faible en oxygène, en azote et en fer. Cela améliore sa ductilité et sa ténacité à la rupture.
Sa caractéristique clé est son excellent biocompatibilité1. Cela en fait le premier choix pour les implants médicaux. Pensez aux vis osseuses, aux broches et aux implants dentaires. Il est sans danger pour un contact à long terme avec le corps humain.
| Fonctionnalité | Niveau 2 | Grade 5 (Ti-6Al-4V) | Grade 23 (ELI) |
|---|---|---|---|
| Composition | Commercialement pur | Ti, 6% Al, 4% V | Ti, 6% Al, 4% V (Interstitiels extra bas) |
| La force | Plus bas | Haut | Haut |
| Ductilité | Haut | Modéré | Haut |
| Utilisation principale | Industriel | Aérospatiale, Automobile | Implants médicaux |
Choisir le bon grade de titane est crucial. Le Grade 2 offre une grande usinabilité. Le Grade 5 offre une résistance supérieure pour l'aérospatiale. Le Grade 23 est la norme pour les implants médicaux en raison de sa pureté et de sa sécurité. Votre application dicte le choix.
Les quatre défis majeurs de l'usinabilité du titane
Alors, pourquoi le titane est-il si difficile à usiner ? Ce n'est pas une seule chose. C'est une combinaison de quatre propriétés distinctes. Chacune crée un problème unique pour les machinistes.
Les ingénieurs et les responsables des achats doivent comprendre ces problèmes. Ils ont un impact direct sur les coûts de production, les délais et la qualité finale des pièces.
Voici un bref aperçu des principaux coupables :
| Défi | Impact primaire |
|---|---|
| Faible conductivité thermique | Chaleur extrême sur l'outil de coupe |
| Durcissement au travail | Le matériau devient plus dur pendant la coupe |
| Grippage (adhérence) | Le titane se soude à la surface de l'outil |
| Usure élevée des outils | Les outils se dégradent très rapidement |
Résoudre ces problèmes d'usinage du titane n'est pas une option. C'est essentiel pour réussir.

Comprendre le "pourquoi" derrière ces défis est la première étape pour trouver une solution. Chez PTSMAKE, nous avons passé des années à développer des stratégies pour contrer chacun de ces problèmes spécifiques dans l'usinage CNC du titane. Cela demande un état d'esprit différent de celui de l'usinage de l'acier ou de l'aluminium.
Faible conductivité thermique : le problème de la chaleur
Le titane ne dissipe pas bien la chaleur. Environ 80% de la chaleur générée pendant la coupe est transférée directement dans l'outil de coupe, pas dans le copeau. Cette chaleur extrême peut entraîner la déformation et la défaillance de l'outil.
Réactivité chimique et grippage
Le titane est très réactif à haute température. Cela provoque le soudage des copeaux sur le tranchant de l'outil. Ce phénomène, connu sous le nom de galvaudage2, entraîne une mauvaise finition de surface et peut provoquer la rupture prématurée de l'outil. C'est une bataille constante contre l'adhérence.
Comprendre l'écrouissage du titane
Le titane a tendance à durcir lorsqu'il est usiné. La pression et la chaleur de l'outil de coupe peuvent rendre la couche de surface significativement plus dure que le matériau de base. Cela rend les coupes ultérieures beaucoup plus difficiles, augmentant l'usure de l'outil.
L'effet domino sur l'usure de l'outil
Ces facteurs se combinent pour créer une usure rapide et sévère de l'outil. La chaleur élevée, la réactivité chimique et l'écrouissage attaquent tous l'outil de coupe simultanément. Sur la base de nos tests internes, la durée de vie de l'outil peut être considérablement plus courte par rapport à d'autres métaux courants.
| Matériau | Espérance de vie relative de l'outil |
|---|---|
| Aluminium 6061 | 100% (ligne de base) |
| Acier inoxydable 304 | 25% |
| Titane Ti-6Al-4V | <10% |
Cela fait de la gestion et du remplacement des outils un facteur de coût critique.
Surmonter les difficultés d'usinage du titane — chaleur, durcissement et grippage — est crucial. Ces problèmes augmentent directement l'usure de l'outil, élèvent les coûts et peuvent compromettre la qualité des pièces si elles ne sont pas gérées par un partenaire expérimenté. Le succès nécessite des stratégies spécifiques pour chaque défi.
Secrets pour sélectionner les bons outils de coupe pour le titane
Choisir le bon outil est essentiel pour l'usinage du titane. L'ennemi principal est la chaleur. Elle ne se dissipe pas à travers le copeau comme avec l'acier. Au lieu de cela, elle se concentre sur le tranchant, entraînant une usure rapide de l'outil.
C'est pourquoi les outils spécialisés sont non négociables. Les grades de carbure à grain submicronique sont un excellent point de départ. Ils offrent la ténacité nécessaire. Un revêtement approprié fournit alors la barrière thermique.
Regardons quelques choix de matériaux courants.
| Matériau de l'outil | Résistance à la chaleur | Résistance à l'usure | Application |
|---|---|---|---|
| Carbure non revêtu | Bon | Bon | Usage général |
| Carbure revêtu d'AlTiN | Excellent | Excellent | Usinage à grande vitesse |
| Carbure revêtu PVD | Très bon | Très bon | Opérations de finition |
Sélectionner les meilleurs outils de coupe pour le titane signifie faire correspondre le matériau et le revêtement à votre opération spécifique.

Au-delà du matériau, la géométrie de l'outil est essentielle. Pour une usinage CNC réussie du titane, je recherche toujours des outils avec un tranchant aiguisé et un angle de coupe positif. Cela réduit les forces de coupe et, par conséquent, la génération de chaleur. Un angle d'hélice plus élevé, souvent autour de 35-45 degrés, aide à l'évacuation des copeaux. Une mauvaise évacuation des copeaux peut entraîner un recarbage, ce qui est désastreux pour la durée de vie de l'outil.
Les revêtements comme le nitrure d'aluminium et de titane (AlTiN) sont standard. Ils forment une couche protectrice d'oxyde d'aluminium à haute température, isolant le substrat en carbure. C'est un facteur décisif. Nous avons constaté une prolongation significative de la durée de vie des outils lors de nos tests simplement en passant au bon revêtement.
Cependant, la stratégie de parcours d'outil est tout aussi vitale. Évitez les coins vifs et les changements brusques de direction. Utilisez plutôt des parcours de fraisage trochoïdal ou de fraisage à haute efficacité (HEM). Ceux-ci maintiennent un angle d'engagement d'outil constant. Cela évite les chocs et contrôle la chaleur, qui est une cause principale de l'usure par adhérence3. Cela fluidifie l'ensemble du processus.
Les meilleurs outils d'usinage du titane ne sont souvent pas les moins chers. Il y a un compromis clair.
| Facteur | Outils haute performance | Outils standard |
|---|---|---|
| Coût initial | Plus élevé | Plus bas |
| Durée de vie de l'outil | Beaucoup plus long | Plus court |
| Vitesse d'usinage | Plus rapide | Plus lent |
| Coût par pièce | Plus bas | Plus élevé |
Investir davantage au départ dans des outils en carbure haut de gamme pour le titane est rentable. Vous obtenez une durée de vie plus longue, des temps de cycle plus rapides et, finalement, un coût inférieur par pièce finie. Chez PTSMAKE, nous guidons nos partenaires dans cette décision.
Le succès de l'usinage du titane repose sur une combinaison stratégique de matériau d'outil, de géométrie spécifique et de parcours d'outil intelligents. Cette approche holistique gère la chaleur et l'usure, équilibrant le coût initial de l'outil par rapport aux performances à long terme pour réduire le coût final par pièce.
Comment obtenir des tolérances serrées sur les pièces CNC en titane
Atteindre une précision de ±0,001 pouces ou plus serrée sur le titane est un véritable test des compétences d'un atelier d'usinage. Il ne s'agit pas seulement de couper du métal. Il s'agit de contrôler un matériau difficile.
Succès en usinage de titane de haute précision exige une approche holistique. Vous devez gérer la chaleur, sécuriser parfaitement la pièce et utiliser le bon équipement. Chaque étape est critique.
| Défi | Stratégie de base |
|---|---|
| Accumulation de chaleur | Gestion efficace du liquide de refroidissement |
| Déflexion de la pièce | Fixation robuste |
| Précision dimensionnelle | Inspection en cours de fabrication |
Maintenir ces pièces en titane aux tolérances serrées nécessite la maîtrise de ces domaines clés. Il y a très peu de place pour l'erreur.

Stratégies d'ingénierie pour la précision
Pour réussir en usinage de précision du titane, vous devez aller au-delà des pratiques standard. Cela nécessite une compréhension approfondie du comportement du matériau sous contrainte. Ici, chez PTSMAKE, nous nous concentrons sur quatre domaines clés.
La gestion thermique est cruciale
Le titane ne dissipe pas bien la chaleur. Cela signifie que la chaleur se concentre sur l'outil de coupe, provoquant une usure rapide. Le liquide de refroidissement haute pression n'est pas juste une suggestion ; c'est une exigence. Il évacue les copeaux et empêche la chaleur de ruiner la surface et les dimensions de la pièce.
Fixation pour une rigidité absolue
Lors de l'usinage du titane, les forces de coupe sont élevées. Un montage faible permettra à la pièce de vibrer ou de fléchir, rendant les tolérances serrées impossibles. Nous concevons souvent des montages personnalisés qui soutiennent le composant de manière rigide, empêchant tout mouvement pendant l' usinage cnc titane processus.
La bonne machine pour le travail
Votre machine CNC doit être à la hauteur. Cela signifie une machine rigide et robuste avec des broches à couple élevé et un jeu minimal. Sans une machine capable, vous livrerez une bataille perdue d'avance contre la déflexion de l'outil et les vibrations.
| Exigence de la machine | Pourquoi c'est important |
|---|---|
| Grande rigidité | Empêche les vibrations et le bavardage |
| Broche à couple élevé | Maintient la vitesse de coupe sous charge |
| Glissières/Guides de précision | Assure un positionnement précis de l'outil |
Une défaillance dans l'un de ces domaines compromet l'ensemble du processus. Le risque de galvaudage4 augmente également avec des montages inappropriés, qui peuvent souder les copeaux à l'outil.
Inspection en cours de fabrication
Vous ne pouvez pas attendre la fin pour mesurer la pièce. Nous utilisons la sonde en cours de processus pour vérifier les dimensions critiques tout au long du cycle d'usinage. Cela nous permet de compenser l'usure de l'outil ou la dilatation thermique en temps réel, garantissant que la pièce finale est parfaite.
L'obtention de tolérances serrées dans le titane nécessite un système. Il combine le contrôle thermique, le maintien rigide de la pièce, des machines performantes et une mesure constante. Cette approche systématique transforme un matériau difficile en une pièce finie qui répond aux spécifications les plus exigeantes.
Le guide complet de la finition et du déburrage des pièces en titane
Après l'usinage CNC du titane, le voyage n'est pas terminé. Le post-traitement est l'étape où une bonne pièce devient exceptionnelle. Cette étape cruciale définit son aspect final, son toucher et ses performances.
Efficace ébavurage du titane élimine les arêtes vives laissées par l'usinage. Ceci est essentiel pour la sécurité et le bon fonctionnement.
La finition de surface améliore ensuite l'esthétique et les propriétés. Les options vont des revêtements durables aux finitions brillantes. Choisir le bon finition des pièces en titane méthode est la clé.
| Étape du processus | Objectif principal | Impact |
|---|---|---|
| Ébavurage | Supprimer les bavures et les arêtes vives | Sécurité, Fonctionnalité |
| Finition | Modifier les propriétés de surface | Esthétique, durabilité |

Techniques efficaces d'ébavurage du titane
La ténacité du titane rend les bavures tenaces. L'ébavurage manuel est courant mais peut être incohérent. Pour la précision, nous nous tournons souvent vers des méthodes automatisées.
Le tribofinition est excellent pour les petites pièces. Il utilise des médias abrasifs pour éliminer en douceur les bavures. Pour les caractéristiques internes complexes, l'ébavurage électrochimique offre une solution sans contact. Il dissout les bavures sans affecter l'intégrité de la pièce.
Options clés de traitement de surface du titane
La bonne finition dépend entièrement de l'application. Chaque traitement de surface du titane offre des avantages uniques pour la fonction et l'apparence.
Anodisation
L'anodisation crée une couche d'oxyde durable sur le titane. Ce procédé améliore la résistance à l'usure et à la corrosion. Il permet également des couleurs vives et permanentes sans peinture. Ceci est réalisé par un passivation électrochimique5 qui épaissit le film d'oxyde naturel.
Sablage de perles
Le sablage produit un fini mat uniforme et non directionnel. Il nettoie la surface et peut améliorer la durée de vie en fatigue en créant une contrainte de compression. C'est un moyen rentable d'obtenir un aspect propre et professionnel.
Polissage
Pour les applications nécessitant une surface lisse et réfléchissante, le polissage est idéal. Il réduit la friction de surface et améliore l'attrait esthétique. C'est souvent un processus en plusieurs étapes, commençant par des abrasifs grossiers et se terminant par des composés fins.
| Méthode de finition | Principaux avantages | Candidature commune |
|---|---|---|
| Anodisation | Résistance à la corrosion, Couleur | Implants médicaux, Aérospatiale |
| Sablage de perles | Finition mate uniforme | Pièces automobiles, Outillage |
| Polissage | Faible frottement, esthétique | Électronique grand public, Bijoux |
L'usinage post-production n'est pas une réflexion après coup. Un ébavurage approprié du titane assure la sécurité et l'ajustement, tandis qu'une finition de surface stratégique dicte les performances finales de la pièce, sa résistance à la corrosion et sa valeur esthétique, qui sont vitales après usinage cnc titane.
Les facteurs de coût dans l'usinage CNC du titane : une analyse transparente
Comprendre le prix des pièces en titane nécessite un examen attentif de ses principaux facteurs de coût. Ce n'est pas une seule chose qui le rend cher ; c'est une combinaison de facteurs.
Principaux facteurs de coût
Les principales raisons pour lesquelles l'usinage du titane est cher sont simples. Le coût élevé des matières premières est le point de départ.
Vient ensuite le temps d'usinage lent. Nous devons faire fonctionner les machines à des vitesses plus basses pour gérer la chaleur et l'usure des outils. Cela augmente directement le nombre d'heures nécessaires par pièce.
Enfin, la consommation rapide d'outils et les opérations secondaires nécessaires s'ajoutent au coût final.
| Inducteur de coût | Impact sur le prix final | Raison |
|---|---|---|
| Matières premières | Haut | Rareté intrinsèque et processus d'extraction difficile. |
| Temps d'usinage | Haut | Faibles vitesses de coupe nécessaires pour la gestion thermique. |
| Coût de l'outillage | Haut | Usure rapide d'outils de coupe spécialisés et coûteux. |
| Opérations secondaires | Moyen | Souvent requis pour l'intégrité et la finition de surface. |

Creusons plus profondément pour comprendre pourquoi ces éléments ont un tel impact sur le coût d'usinage du titane. C'est plus que le simple prix de la barre de métal. Le véritable coût apparaît à l'atelier.
Le multiplicateur de temps d'usinage
L'usinage lent n'est pas seulement un inconvénient ; c'est un multiplicateur de coût majeur. La faible conductivité thermique du titane piège la chaleur au tranchant. Cela nous oblige à réduire les vitesses pour éviter la défaillance de l'outil et les dommages au matériau.
Ce processus lent augmente également le risque de durcissement au travail6, où le matériau devient encore plus dur pendant la coupe. Cela rend les passes ultérieures plus difficiles et use davantage les outils. C'est un cycle difficile.
Coûts d'outillage et de traitement secondaire
Chez PTSMAKE, nous utilisons des outils spécialisés en carbure avec des revêtements spécifiques pour l'usinage CNC du titane. Ils sont plus chers et s'usent plus rapidement que les outils standard, nécessitant un remplacement fréquent. Cette consommation est un coût direct et récurrent.
Les opérations secondaires comme le traitement thermique ou l'anodisation ne sont souvent pas optionnelles. Elles sont essentielles pour obtenir les propriétés mécaniques ou la résistance à la corrosion requises de la pièce. Chaque étape ajoute une nouvelle couche de coût et de temps au projet.
| Fonctionnement | Objectif | Impact relatif sur les coûts |
|---|---|---|
| Traitement thermique | Détente des contraintes, amélioration de la résistance | Moyen |
| Anodisation | Résistance à la corrosion, finition de surface | Faible à moyen |
| Broyage | Atteindre des tolérances serrées | Haut |
| Passivation | Amélioration de la résistance à la corrosion | Faible |
Les principaux facteurs de coût — le matériau, le temps d'usinage considérable, la consommation élevée d'outils et les opérations secondaires essentielles — expliquent collectivement pourquoi l'usinage CNC du titane est un service haut de gamme. Une planification adéquate est cruciale pour une budgétisation et un contrôle des coûts précis.
Secrets de conception pour la fabricabilité (DFM) pour les pièces en titane
Lors de la conception de pièces en titane, vous devez suivre des règles spécifiques. Ce n'est pas un matériau qui pardonne facilement les défauts de conception.
Suivre un guide DFM clair sur le titane est essentiel. Il vous aide à éviter les problèmes d'usinage courants et coûteux avant qu'ils ne surviennent.
Dimensions clés pour la conception de titane usinable
Concentrons-nous d'abord sur la géométrie de base. L'épaisseur de paroi et les rayons internes sont des points de départ critiques pour toute conception réussie.
Des rayons généreux nous permettent d'utiliser des outils plus grands et plus stables. Cela réduit les vibrations et améliore l'état de surface, impactant directement la qualité de la pièce.
Sur la base de nos tests, s'en tenir à ces paramètres est un pari sûr.
| Fonctionnalité | Spécification recommandée | Raison principale |
|---|---|---|
| Épaisseur minimale de la paroi | > 1,0 mm (0,040") | Empêche le gauchissement de la pièce et les vibrations |
| Rayon interne minimum | > 0,8 mm (0,031") | Réduit le stress de l'outil et les forces de coupe |
Ces règles simples constituent la base d'une conception de titane efficace et usinable.

Plongée plus profonde : profondeur des trous et accessibilité des caractéristiques
De nombreuses conceptions trébuchent en ce qui concerne les trous et les caractéristiques complexes. Les propriétés uniques du titane rendent ces zones particulièrement difficiles pour l'usinage CNC.
Les trous profonds, par exemple, sont une source majeure de défaillance des outils. La chaleur ne se dissipe pas bien et l'évacuation des copeaux devient incroyablement difficile. Le mauvais accès aux outils complique également les choses. Cela nécessite souvent des fixations personnalisées ou des outils plus longs, ce qui réduit la rigidité et la précision.
Pendant le processus d'usinage, des avances et des vitesses incorrectes peuvent causer durcissement au travail7, rendant le matériau encore plus difficile à couper. C'est un problème que nous rencontrons souvent avec des conceptions qui ne sont pas optimisées.
Optimisation pour l'accès aux outils et l'efficacité
Considérez toujours comment un outil approchera chaque caractéristique. Si l'accès est bloqué, cela force des configurations multi-axes plus complexes et coûteuses.
Nous avons constaté que ces directives améliorent grandement l'usinabilité.
| Aspect de la conception | Directive DFM | Impact sur l'usinage CNC du titane |
|---|---|---|
| Rapport entre la profondeur et le diamètre du trou | Restez en dessous de 6:1 | Améliore l'évacuation des copeaux, réduit le risque de casse d'outil |
| Accessibilité des fonctionnalités | Assurez des trajectoires d'outils claires | Minimise les configurations, permet des outils plus courts/plus rigides |
En simplifiant la géométrie et en assurant un bon accès, vous rendez la pièce intrinsèquement plus facile et moins chère à produire. C'est un principe fondamental d'une bonne conception pour la fabrication.
Le respect de ces directives DFM pour le titane concernant l'épaisseur des parois, les rayons et les profondeurs de trous est crucial. Une conception appropriée réduit considérablement le temps d'usinage, diminue les coûts et évite les retards de production, garantissant un processus plus fluide du prototype à la production à PTSMAKE.
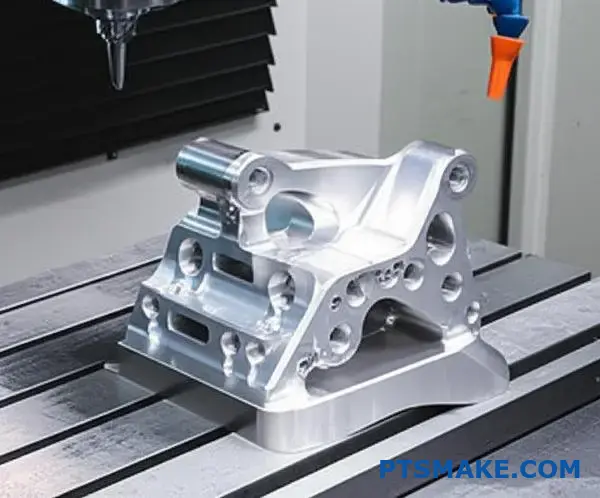
Usinage CNC 5 axes pour les géométries complexes en titane
Lors de l'usinage du titane, la complexité est souvent inévitable. C'est particulièrement vrai pour des pièces comme les supports aérospatiaux ou les implants médicaux. Ces composants exigent une précision absolue.
C'est là que l'usinage 5 axes du titane excelle. Il nous permet d'aborder des caractéristiques complexes sous plusieurs angles en une seule configuration.
Cette méthode améliore directement la précision et l'intégrité. Elle minimise les risques liés au re-serrage d'une pièce. Les avantages pour les pièces complexes en titane sont clairs.
| Avantage | Impact sur les pièces en titane |
|---|---|
| Moins de configurations | Réduit l'erreur cumulative |
| Meilleur accès aux outils | Permet des contours complexes |
| Une plus grande précision | Répond aux spécifications strictes de l'aérospatiale/médical |
L'avantage d'une seule installation
Le principal avantage de l'usinage CNC multi-axes du titane est l'approche "configuration unique". Chaque fois que vous déplacez et re-fixez une pièce, vous introduisez un petit risque d'erreur. Cela peut être un problème majeur.
En usinant sur cinq côtés sans re-fixation, nous éliminons pratiquement cette variable. Cela protège la précision géométrique de la pièce du début à la fin. C'est un principe fondamental que nous suivons chez PTSMAKE pour tous les composants critiques.
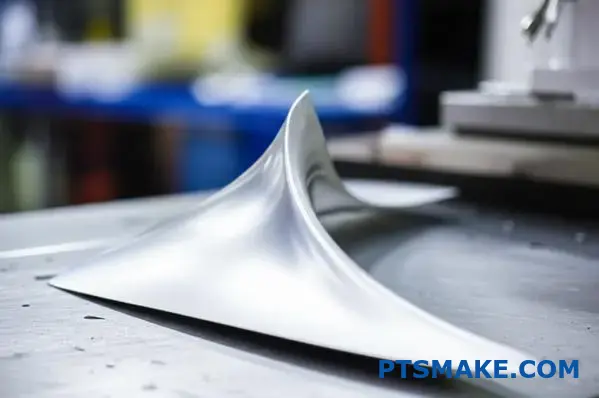
Déverrouiller les géométries complexes
Pour les composants avec des surfaces contournées, comme les composants de fluides ou les implants, le 5 axes n'est pas seulement meilleur ; il est nécessaire. Il permet à l'outil de coupe de rester tangent à la surface.
Ce mouvement continu crée des finitions de surface supérieures. Il nous permet également d'usiner des poches profondes et complexes qui sont impossibles sur les machines 3 axes. L'erreur cumulative, également connue sous le nom de empilement de tolérances8, est considérablement réduite avec cette méthode.
3 axes vs. 5 axes pour le titane
| Fonctionnalité | Usinage 3 axes | Usinage 5 axes |
|---|---|---|
| Configurations requises | Multiple | Unique (souvent) |
| Précision sur les contours | Plus bas | Très élevé |
| Durée du cycle | Plus long | Plus court |
| Intégrité de la partie | Bon, mais risques de re-fixation | Excellent |
Cette efficacité dans l'usinage CNC du titane conduit à de meilleures pièces, plus rapidement.
En résumé, l'usinage 5 axes change la donne pour les pièces complexes en titane. Il réduit le nombre de changements d'outils, augmente la précision sur les surfaces courbes et garantit une intégrité supérieure des pièces. Cela le rend essentiel pour les applications critiques dans les industries aérospatiale et médicale.
Comment assurer la traçabilité des matériaux pour les composants critiques en titane
Dans des industries à enjeux élevés comme l'aérospatiale et le médical, la traçabilité des matériaux n'est pas seulement une bonne pratique. C'est une exigence absolue.
Chaque composant critique en titane doit avoir un historique vérifiable. Ce processus garantit la performance, la sécurité et la fiabilité dans des conditions extrêmes.
Tout commence par l'approvisionnement en matériaux certifiés. Un suivi méticuleux de la chaleur et du numéro de lot s'ensuit. Ceci est essentiel pour usinage de titane certifié.
L'ensemble du parcours, de la matière première à la pièce finie, doit être documenté.
| Fonctionnalité | Titane Traçable | Titane Non Traçable |
|---|---|---|
| Vérification | Rapports de Mill Certifiés | Origine inconnue |
| Risque | Faible ; Conforme aux normes | Élevé ; Risque de défaillance |
| Conformité | Prêt pour l'audit | Non conforme |

Les piliers de la traçabilité : Approvisionnement, Suivi et Documentation
L'approvisionnement certifié est la base. Nous travaillons uniquement avec des fournisseurs qui fournissent une documentation complète pour chaque lot de titane. Cela comprend toujours des rapports de test de production (MTR) qui vérifient les propriétés chimiques et physiques exactes du matériau par rapport aux spécifications requises.
Suivi de la coulée et du numéro de lot
Une fois le matériau certifié arrivé dans nos installations, nous lui attribuons un numéro de suivi interne unique. Ce numéro est directement lié au numéro de coulée ou de lot du fournisseur d'origine.
Ce lien est maintenu tout au long du processus usinage cnc titane de travail. De la coupe et du fraisage à la finition et à l'inspection finale, chaque étape est enregistrée par rapport à ce numéro. Cela crée une chaîne de traçabilité9 ininterrompue, du stock de barres brutes au composant final que vous recevez.
Assurer la préparation aux audits
Cette documentation méticuleuse rend les audits simples et transparents. Nous pouvons instantanément extraire l'historique de fabrication complet de n'importe quelle pièce. Cette préparation est cruciale pour répondre aux normes strictes des titanes aérospatiaux comme l'AS9100 et prouve notre contrôle de processus.
| Type de document | Objectif |
|---|---|
| Rapport de test de production (MTR) | Certifie les propriétés des matières premières de l'usine. |
| Certificat de conformité (CoC) | Confirme que les pièces répondent à toutes les exigences spécifiées. |
| Bon de commande interne | Suit le parcours de la pièce tout au long de la production. |
Robuste traçabilité du titane repose sur un approvisionnement certifié, un suivi diligent et une documentation approfondie. Ce système n'est pas seulement destiné à la conformité ; il s'agit d'un élément fondamental de la gestion des risques et de l'assurance qualité pour chaque composant critique que nous fabriquons.
Le guide ultime du titane vs. aluminium pour les pièces CNC
Choisir entre le titane et l'aluminium est une décision critique. Elle a un impact direct sur les performances, le poids et le coût final de votre pièce. Il ne s'agit pas seulement de choisir le matériau le plus résistant.
Il s'agit de faire correspondre les propriétés aux besoins spécifiques de votre application. Pour les leaders du matériel, la compréhension de cette comparaison de matériaux pour le CNC est la clé du succès.
Comparaison en bref
Un aperçu rapide des différences fondamentales est essentiel. Voici un aperçu général des nuances les plus courantes avec lesquelles nous travaillons.
| Fonctionnalité | Titane (Ti-6Al-4V) | Aluminium (6061-T6) |
|---|---|---|
| La force | Très élevé | Modéré |
| Poids | Plus lourd que l'Al | Très léger |
| Coût | Haut | Faible |
| Usinabilité | Difficile | Excellent |
Ce tableau montre les compromis fondamentaux que nous gérons quotidiennement.

Plongée plus profonde : Performances vs Coût
Lorsque nous analysons le rapport résistance/poids, le titane est le vainqueur incontesté. Cela en fait un élément de base dans l'aérospatiale et les implants médicaux. Ses performances sous contrainte et à haute température sont inégalées par l'aluminium. Cependant, ces performances haut de gamme ont un prix.
Les défis dans usinage cnc titane sont importants. Il a une faible conductivité thermique, ce qui piège la chaleur à la pointe de l'outil. Cela entraîne une usure plus rapide de l'outil et des vitesses d'usinage plus lentes. Notre processus chez PTSMAKE implique des outils spécialisés et des stratégies de refroidissement pour gérer cela.
Résistance à la corrosion et nuances d'application
Le titane forme une couche d'oxyde stable et passive. Cela le rend incroyablement résistant à la corrosion par l'eau salée et de nombreux produits chimiques industriels. L'aluminium est également résistant à la corrosion mais peut être vulnérable. Il est susceptible de Corrosion galvanique10 lorsqu'il est en contact avec des métaux plus nobles.
Le présent titane vs usinage d'aluminium la décision dépend souvent de l'environnement d'exploitation. Une application marine peut exiger du titane, tandis qu'un boîtier d'électronique grand public est parfait pour l'aluminium.
Comparaison de matériaux basée sur les données
| Propriété | Titane (grade 5) | Aluminium (6061) | Aluminium (7075) |
|---|---|---|---|
| Densité (g/cm³) | 4.43 | 2.70 | 2.81 |
| Résistance à la traction (MPa) | ~950 | ~310 | ~572 |
| Cote d'usinabilité | Pauvre | Bon | Juste |
Nos résultats de test montrent que même l'aluminium 7075 à haute résistance n'atteint pas le niveau du titane. Ces données sont cruciales lors du choix du titane ou de l'aluminium pour des pièces exigeantes.
Le choix entre le titane et l'aluminium pour les pièces CNC est un équilibre. Vous devez peser la résistance supérieure et la résistance à la corrosion par rapport aux coûts plus élevés des matériaux et de l'usinage. Les exigences spécifiques de l'application guideront toujours la meilleure sélection de matériaux pour votre projet.
Comment prévenir la déformation des pièces en titane pendant l'usinage
La déformation des pièces en titane est un casse-tête courant. Elle provient des contraintes résiduelles élevées dans le matériau. Les forces de l'usinage libèrent ces contraintes de manière inégale.
Cela entraîne une déformation et une instabilité dimensionnelle. Prévenir la déformation du titane nécessite une stratégie réfléchie dès le départ. Il ne s'agit pas seulement de couper du métal.
Le problème principal : les contraintes d'usinage
Les contraintes d'usinage dans le titane sont importantes. La faible conductivité thermique du matériau piège la chaleur dans la zone de coupe. Cette chaleur, combinée aux forces de coupe, induit des contraintes. Une mauvaise stratégie aggrave la situation.
Une approche intelligente contrôle soigneusement ces facteurs.
Un processus en plusieurs étapes est crucial pour prévenir la déformation du titane. Nous ne pouvons pas le traiter comme de l'aluminium ou de l'acier. Chaque étape doit être conçue pour gérer et relâcher les contraintes. Ignorer cela garantit des problèmes dimensionnels ultérieurs.
Ébauche et finition stratégiques
Nous n'usinons jamais une pièce en titane à sa dimension finale en une seule fois. Premièrement, nous effectuons une opération d'ébauche. Nous laissons une quantité de matière constante, généralement de 0,5 mm à 1,5 mm, sur toutes les surfaces. Cette première passe retire la majeure partie de la matière et absorbe le gros de la Contrainte résiduelle11.
Après l'ébauche, une étape de détente est essentielle. Il peut s'agir d'un traitement thermique. La pièce est chauffée à une température spécifique puis refroidie lentement. Ce processus détend les contraintes internes introduites lors de l'ébauche.
| Méthode de détente | Principaux avantages | Application typique |
|---|---|---|
| Recuit thermique | Très efficace pour réduire le stress | Pièces aérospatiales critiques |
| Anti-stress vibratoire | Plus rapide, pas de distorsion thermique | Grandes structures non critiques |
Techniques de bridage avancées
Enfin, nous effectuons le passage de finition. Un bridage approprié est essentiel ici. Nous utilisons des dispositifs de bridage à faible force de serrage. Cela évite d'introduire de nouvelles contraintes dans la pièce maintenant stabilisée. L'objectif est de maintenir la pièce en toute sécurité sans la déformer. Cela garantit que les dimensions finales sont précises et stables après le usinage cnc titane processus.
La gestion des contraintes internes est essentielle pour éviter la déformation des pièces en titane. Une séquence d'usinage brut, de détente et de finition soignée n'est pas facultative. Elle est fondamentale pour obtenir la précision dimensionnelle et la stabilité de chaque composant en titane que nous produisons chez PTSMAKE.
Le guide définitif des meilleures pratiques de prototypage en titane
Le prototypage efficace en titane permet de gagner du temps et de l'argent. La clé est de savoir quand s'engager sur ce matériau haut de gamme. Pour les vérifications initiales de forme et d'ajustement, l'utilisation d'un substitut est souvent plus judicieuse.
Cette approche vous permet d'affiner rapidement votre conception. Une fois le concept solide, vous pouvez passer au titane réel. Cela protège votre budget des révisions coûteuses en début de projet.
Quand utiliser des matériaux de substitution
Envisagez des substituts pour les prototypes en début de projet. Cela permet de valider l'ergonomie et l'assemblage sans le coût élevé du titane.
| Le stade du prototype | Matériau recommandé | Objectif principal |
|---|---|---|
| Modèle conceptuel | Plastique imprimé en 3D (PLA, ABS) | Forme et ajustement |
| Fonctionnel (faible contrainte) | Aluminium (par exemple, 6061) | Mécanique de base |
| Préproduction | Titane (Ti-6Al-4V) | Validation complète |
L'utilisation de cette méthode progressive garantit que vous n'investissez que dans usinage de prototypes en titane lorsque vous êtes confiant dans la conception.

Stratégies pour les prototypes à rotation rapide
La vitesse est essentielle dans prototypage rapide en titane. Le succès dépend d'une planification intelligente et d'une communication claire avec votre partenaire de fabrication. Nous nous concentrons sur cela chez PTSMAKE.
Un examen bien défini de la conception pour la fabrication (DFM) est la première étape. Pour le titane, cela signifie simplifier les géométries si possible. Cela signifie également concevoir pour un accès optimal aux outils afin de réduire le temps de machine.
Le titane a des propriétés uniques. Il est sujet à l'écrouissage et a une faible conductivité thermique. Ces facteurs peuvent entraîner l'usure des outils et des problèmes de finition de surface. Un problème courant est galvaudage12, où les matériaux adhèrent sous pression.
Notre analyse DFM, basée sur des recherches collaboratives avec les clients, aide à prévenir ces problèmes. Elle rationalise le usinage cnc titane processus.
Validation de votre conception en titane
Avant la production complète, des tests rigoureux sont essentiels. Cela confirme que votre pièce répond à toutes les exigences fonctionnelles et de performance.
| Étape de validation | Objectif | Méthode |
|---|---|---|
| Analyse dimensionnelle | Vérifier la précision géométrique | Contrôle par machine à mesurer tridimensionnelle (MMT), numérisation 3D |
| Essais mécaniques | Tester la résistance et la durabilité | Essais de traction, de fatigue, de choc |
| Tests fonctionnels | Confirmer les performances en conditions réelles | Essais d'assemblage et sur le terrain |
Ces tester les conceptions en titane étapes garantissent que votre produit final est fiable et efficace, évitant ainsi des défaillances coûteuses ultérieurement.
Le prototypage efficace en titane nécessite une approche stratégique. Utilisez des matériaux de substitution pour la validation précoce, appliquez les principes de conception pour la fabrication (DFM) pour la rapidité, et effectuez des tests approfondis avant de vous engager dans la production à grande échelle. Cela équilibre efficacement le coût, le temps et la qualité.
Comment passer du prototype en titane à la production
Passer d'un prototype unique en titane à une production à grande échelle est un grand pas. Il ne s'agit pas seulement de fabriquer plus de pièces. Cela nécessite un état d'esprit complètement différent et un plan robuste.
Une transition réussie repose sur une stratégie solide. Ce plan doit tout couvrir. Il comprend l'outillage, la validation des processus, le contrôle qualité et votre chaîne d'approvisionnement. Sans cela, les coûts explosent et les délais sont manqués.
Piliers clés de la transition
| Stade | Focus | Objectif |
|---|---|---|
| Outillage | Durabilité et rapidité | Minimiser les temps d'arrêt et les temps de cycle |
| Processus | Répétabilité | Assurer que chaque pièce répond aux spécifications |
| Qualité | Évolutivité | Maintenir les normes à haut volume |
| Chaîne d'approvisionnement | Fiabilité | Sécuriser le flux de matériaux et de livraison |

La mise à l'échelle de votre production de pièces en titane nécessite un plan de transition documenté. Ce n'est pas juste une suggestion ; c'est essentiel pour réussir lors du passage de la fabrication de titane à faible volume à celle à haut volume. Chez PTSMAKE, nous nous concentrons sur quatre domaines critiques pour assurer une montée en puissance en douceur.
Optimiser votre stratégie d'outillage
Votre outillage de prototypage ne survivra pas aux séries de production. Pour la production à grande échelle usinage cnc titane, vous avez besoin d'un outillage robuste fabriqué en carbure ou dans d'autres matériaux durables. Nous optimisons les parcours d'outils et les stratégies de refroidissement spécifiquement pour une production à haut volume. Cela réduit les temps de cycle et prolonge la durée de vie des outils.
Valider le processus de fabrication
Un processus validé est un processus répétable. Nous passons des contrôles de pièces uniques au contrôle statistique des processus (SPC). Cela garantit la stabilité et la prévisibilité. Les rapports d'inspection de premier article (FAI) confirment que le processus de production crée systématiquement des pièces qui répondent à toutes les spécifications. La cohérence Maintien de la main d'œuvre13 est un aspect critique mais souvent négligé de cette étape.
Mise à l'échelle du contrôle qualité et de la logistique
L'inspection manuelle n'est pas réalisable pour des milliers de pièces. Nous mettons en œuvre des systèmes automatisés tels que les machines à mesurer tridimensionnelles (MMT) et les scanners optiques. Cela permet de mettre à l'échelle le contrôle qualité efficacement. Sur le plan logistique, nous sécurisons des contrats à long terme pour le titane brut. Cela garantit la disponibilité des matériaux et stabilise les prix, ce qui est crucial pour la fabrication de pièces en titane à grande échelle.
| Aspect | Phase de prototypage | Phase de production |
|---|---|---|
| Outillage | Plus doux, moins durable | Carbure durci, longue durée de vie |
| Validation | Mesure manuelle | Contrôle statistique des processus (CSP) |
| L'inspection | 100% vérification manuelle | MMT automatisée, plans d'échantillonnage |
| Approvisionnement | Achats ponctuels | Accords d'approvisionnement à long terme |
Un plan structuré est non négociable pour augmenter la production de titane. En abordant stratégiquement l'outillage, la validation des processus, le contrôle qualité et la logistique de la chaîne d'approvisionnement, vous pouvez passer en douceur d'un prototype unique à une fabrication à haut volume, en garantissant la cohérence et la fiabilité.
Le guide complet de l'inspection de qualité pour le titane usiné
L'inspection des pièces en titane est plus que de simples mesures. Elle nécessite une approche systématique du contrôle qualité. Cela garantit que chaque composant répond aux spécifications exactes.
Chez PTSMAKE, nous intégrons des outils avancés à des cadres de processus stricts. Cette combinaison est cruciale pour obtenir des résultats cohérents.
Méthodologies d'inspection clés
Nous nous appuyons sur plusieurs instruments de haute précision pour une validation approfondie. Chaque outil remplit un objectif spécifique dans notre flux de travail de contrôle qualité pour l'inspection des pièces en titane.
| Outil | Utilisation principale | Niveau de précision |
|---|---|---|
| CMM | Géométries 3D complexes | Très élevé |
| Comparateur optique | Profils et caractéristiques 2D | Haut |
| Testeur de rugosité | Mesure de l'état de surface | Niveau micro |
| Calibres filetés | Précision du filetage (Passe/Ne passe pas) | Standardisé |
Ces outils fournissent les données dont nous avons besoin. Mais le cadre du processus garantit que les données sont utilisées efficacement pour un véritable contrôle qualité du titane.

Un plan d'inspection complet est la feuille de route de la qualité. Il détaille chaque vérification, de la vérification des matières premières à la validation finale. Ce plan n'est pas statique ; c'est un document évolutif.
Inspection du premier article (FAI)
La première inspection d'article (FAI) est une étape cruciale. Il s'agit d'une vérification complète de la première pièce de la série de production par rapport aux dessins de conception. Pour les pièces complexes en titane usinées par CNC, la FAI confirme que l'ensemble de notre processus - outillage, programmation et réglage - est correct avant le début de la production de masse. Cela évite des erreurs coûteuses par la suite.
Contrôle en cours de fabrication
Nous n'attendons pas la fin pour trouver des problèmes. Nous utilisons des méthodes telles que Contrôle statistique des processus (CSP)14 pour surveiller le processus de fabrication en temps réel. Cela nous permet de détecter et de corriger toute déviation au fur et à mesure qu'elle se produit. Cette approche proactive garantit la stabilité et la répétabilité.
Le tableau ci-dessous décrit un flux d'inspection typique pour un composant en titane.
| Stade | Activité | Considération clé pour le titane |
|---|---|---|
| Réception | Vérification du certificat matière | Nuance correcte (par exemple, Grade 5) et provenance |
| En cours | Surveillance des caractéristiques clés (SPC) | Usure des outils, dilatation thermique |
| Finale | Contrôle des dimensions critiques 100% | Conformité aux GD&T, mesure par MMT |
Ce processus structuré est fondamental. C'est ainsi que nous garantissons que chaque pièce que nous livrons est identique et répond à toutes les exigences.
Un contrôle qualité efficace du titane intègre des outils de précision comme les MMT à des processus structurés comme la FAI et le SPC. Cela garantit que la stabilité du processus et la conformité des pièces sont maintenues du premier article à l'unité de production finale, garantissant ainsi la fiabilité.
Comment évaluer un partenaire CNC pour l'usinage du titane
Le choix d'un fournisseur d'usinage de titane est essentiel. Le bon partenaire garantit que vos pièces haute performance répondent aux spécifications. Le mauvais peut entraîner des retards et des défaillances coûteuses.
Cette liste de contrôle vous aide à évaluer systématiquement les ateliers d'usinage CNC. Elle couvre les domaines essentiels qui comptent le plus pour la réussite des projets en titane.
Domaines clés pour la vérification
Utilisez ce guide pour les équipes d'approvisionnement et d'ingénierie. Il fournit un cadre clair pour prendre une décision éclairée.
| Catégorie d'évaluation | Questions clés à poser |
|---|---|
| Capacité de la machine | Ont-ils des machines 5 axes rigides et à couple élevé ? |
| Expertise des matériaux | Peuvent-ils discuter de nuances spécifiques de titane (par exemple, Grade 5 vs Grade 2) ? |
| Systèmes de qualité | Sont-ils certifiés AS9100 ou ISO 13485 ? |
| Expérience pertinente | Peuvent-ils montrer des exemples de pièces complexes similaires ? |
Un partenaire de fabrication de titane compétent répondra avec confiance à ces questions.

Trouver le bon partenaire pour l'usinage CNC de titane va au-delà d'une simple comparaison de devis. Vous devez approfondir leurs capacités techniques et leurs processus de qualité. Une évaluation solide protège votre projet contre les risques.
Capacité des machines-outils
Les machines standard ont du mal avec le titane. Recherchez des ateliers dotés de centres CNC 5 axes modernes et rigides. Ces machines minimisent les vibrations, ce qui est crucial pour maintenir des tolérances serrées et obtenir une bonne finition de surface sur les pièces en titane.
Les systèmes de refroidissement à haute pression sont également non négociables. Ils sont essentiels pour évacuer les copeaux et gérer la chaleur dans la zone de coupe. Cela évite l'usure des outils et les dommages matériels.
Expertise en matériaux et procédés
Une expertise avérée est essentielle lors du choix d'un fournisseur d'usinage du titane. Le fournisseur doit comprendre les nuances entre les différents alliages de titane. L'usinage du Grade 5 (Ti-6Al-4V) est très différent de l'usinage du Grade 2 pur commercial.
Demandez quelles sont leurs stratégies pour atténuer durcissement au travail15. Un partenaire compétent discutera des outils spécifiques, des vitesses d'avance et des stratégies de coupe conçues pour relever ce défi. Chez PTSMAKE, nous avons développé des paramètres de processus propriétaires pour divers alliages.
| Certification | Focus sur l'industrie | Ce qu'il garantit |
|---|---|---|
| AS9100 | Aérospatiale et défense | Contrôle strict des processus, traçabilité et gestion des risques. |
| ISO 13485 | Dispositifs médicaux | Gestion de la qualité pour les composants de dispositifs médicaux. |
| ISO 9001 | Fabrication générale | Un système de gestion de la qualité fondamental. |
Expérience éprouvée
Enfin, examinez leur portfolio. Demandez des études de cas ou des exemples de pièces similaires aux vôtres en termes de complexité et de matériau. C'est la meilleure preuve de leur capacité à livrer. Un historique de production de composants haute performance démontre qu'il s'agit d'un partenaire fiable en fabrication de titane.
Cette liste de contrôle fournit une approche structurée pour évaluer les ateliers CNC. Elle vous aide à aller au-delà du prix pour évaluer les véritables capacités, vous assurant de trouver un partenaire capable de répondre aux exigences uniques de l'usinage CNC du titane et de livrer des pièces de qualité de manière constante.
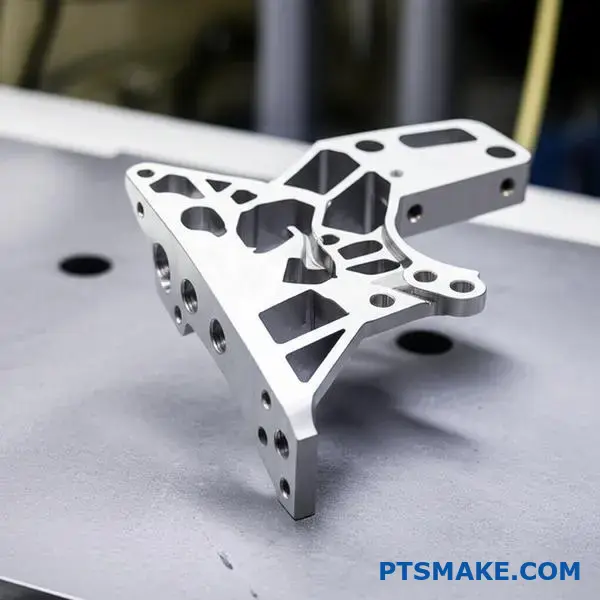
Étude de cas : Résoudre un défi complexe d'usinage de support en titane
La théorie est une chose, mais les résultats sont ce qui compte. Passons en revue une étude de cas d'usinage du titane dans le monde réel.
Un client du secteur aérospatial nous a contactés avec un support en titane complexe. Cette pièce présentait des parois fines et des géométries complexes. Leur fournisseur précédent a eu des difficultés, rencontrant des coûts élevés et une qualité incohérente. C'est une histoire courante dans usinage cnc titane.
Le défi initial
Les principaux problèmes étaient la déformation de la pièce et l'usure rapide des outils. Cela a entraîné un taux de rebut élevé, ce qui a considérablement augmenté le prix unitaire.
| Zone de défi | Impact sur la production |
|---|---|
| Déformation de la pièce | Non-respect des tolérances dimensionnelles |
| Usure des outils | Coûts d'outillage accrus et temps d'arrêt |
| Durée du cycle | Temps d'usinage longs, coût de main-d'œuvre élevé |
| Taux de rebut | Plus de 20% de pièces ont été rejetées |
Notre objectif était de résoudre ces problèmes. Nous devions livrer un exemple réussi de pièce en titane qui respectait les objectifs de performance et de budget.
Une approche collaborative de DFM
La première étape n'a pas été de commencer l'usinage. Au lieu de cela, nous avons initié une revue de Conception pour la Fabrication (DFM) avec l'équipe d'ingénierie du client. Ce processus collaboratif est essentiel chez PTSMAKE.
Nous avons identifié quelques coins internes avec des rayons extrêmement serrés. Bien que possibles à usiner, ces caractéristiques étaient des facteurs majeurs de contrainte et d'usure de l'outil. Nous avons proposé une légère augmentation des rayons. Ce changement n'a eu aucun impact sur l'ajustement ou la fonction du support. Le client l'a rapidement approuvé.
La stratégie d'usinage
Avec la conception optimisée, nous avons développé une stratégie d'usinage à facettes multiples. Le succès avec un support complexe en titane nécessite plus que la bonne machine.
Premièrement, nous avons choisi un centre d'usinage CNC 5 axes à haute rigidité. Cela a minimisé les vibrations, ce qui est essentiel pour les pièces à parois minces. La sélection des matériaux pour l'outillage était également cruciale. Nous avons opté pour des fraises en bout en carbure spécifiques avec des revêtements conçus pour les alliages de titane. Ces revêtements réduisent la friction et combattent durcissement au travail16.
Notre stratégie s'est concentrée sur le maintien d'un engagement constant de l'outil. Le fraisage à haute vitesse avec une trajectoire d'outil trochoidale a été employé. Cette approche empêche les impacts soudains sur l'outil, prolongeant sa durée de vie et améliorant la finition de surface.
| Composant de stratégie | Raison d'être |
|---|---|
| CNC 5 axes | Accéder aux caractéristiques complexes, réduire les configurations |
| Outils en carbure revêtus | Résister à la chaleur et à l'usure abrasive |
| Liquide de refroidissement à haute pression | Évacuation efficace des copeaux et refroidissement |
| Broyage trochoïdal | Maintenir une charge d'outil constante, réduire l'usure |
Le résultat réussi
Les résultats ont été immédiats et significatifs. Après la mise en œuvre de notre stratégie, nous avons constaté une amélioration spectaculaire de tous les indicateurs clés.
En collaboration avec notre client, nous avons constaté que le taux de rebut est tombé en dessous de 2%. Le temps de cycle par pièce a été réduit d'environ 35%. Cet exemple réussi d'usinage de titane démontre comment une approche intelligente et collaborative peut surmonter même les défis d'usinage les plus difficiles.
Cette étude de cas sur l'usinage du titane met en évidence un principe fondamental. La collaboration proactive et une stratégie d'usinage bien planifiée sont essentielles. Elles transforment un projet difficile en un succès répétable et rentable, livrant une pièce qui fonctionne parfaitement dans des conditions aérospatiales exigeantes.
L'avenir de l'usinage du titane : Technologies avancées à surveiller
Le monde de l'usinage CNC du titane est sur le point de connaître un changement majeur. Nous allons au-delà des simples broches plus rapides et des outils plus tranchants.
La prochaine vague d'innovation
Trois domaines clés sont à l'origine de ce changement. Il s'agit de la fabrication hybride, des revêtements d'outils avancés et des commandes pilotées par l'IA.
Pourquoi c'est important
Ce ne sont pas que des théories. Elles promettent des avantages concrets. Pensez à une production plus rapide, de meilleures pièces et des processus plus intelligents. L'avenir de l'usinage du titane est passionnant.
| Technologie | Approche traditionnelle | Impact futur |
|---|---|---|
| Création de pièces | Purement soustractif | Additif + Soustractif |
| Outillage | Carbure standard | Outils intelligents, revêtus |
| Processus | Réglage manuel | Piloté par l'IA, adaptatif |

Décomposons ces innovations dans la fabrication du titane. Chacune résout un défi fondamental différent dans l'usinage CNC du titane, faisant progresser l'industrie vers une nouvelle norme.
Usinage Hybride : Le Meilleur des Deux Mondes
Imaginez construire une pièce complexe en titane proche de sa forme finale à l'aide de l'impression 3D. Ensuite, vous utilisez l'usinage CNC pour les finitions critiques. C'est la fabrication hybride.
Cette approche réduit considérablement le gaspillage de matière. Elle diminue également le temps d'usinage global, qui est un facteur de coût majeur pour les projets en titane. C'est un élément clé de la stratégie avancée d'usinage CNC du titane.
Revêtements d'outils avancés
La chaleur est l'ennemi lors de la coupe du titane. Les nouveaux revêtements d'outils sont notre meilleure défense. Ils créent une barrière incroyablement dure et lisse entre l'outil et le matériau.
Ces nouveaux revêtements améliorent considérablement les tribologique17 propriétés à l'interface de coupe. Sur la base de nos tests internes, certains revêtements peuvent prolonger la durée de vie de l'outil de plus de 30% tout en permettant des vitesses de coupe plus élevées.
| Type de revêtement | Principaux avantages | Application idéale |
|---|---|---|
| TiAlN | Dureté à haute température | Ébauche à grande vitesse |
| AlCrN | Résistance supérieure à l'usure | Opérations de finition |
| Nanocomposite | Dureté extrême et faible friction | Pièces aérospatiales exigeantes |
Contrôle Adaptatif Piloté par l'IA
C'est là que la fabrication devient vraiment intelligente. Des capteurs sur la machine écoutent le processus de coupe. L'IA analyse ces données en temps réel.
S'il détecte des problèmes tels que l'usure de l'outil ou le bavardage, il ajuste automatiquement les paramètres de coupe. Cela évite les défaillances et garantit une qualité constante sans surveillance constante de l'opérateur.
L'avenir de l'usinage du titane combine les méthodes additives et soustractives, des outils améliorés et l'IA. Ces innovations sont appelées à révolutionner l'efficacité, à réduire les déchets et à améliorer la qualité des pièces, définissant la prochaine génération de fabrication avancée de titane CNC.
Obtenez un devis personnalisé pour l'usinage CNC du titane de PTSMAKE dès aujourd'hui !
Prêt à faire passer votre projet d'usinage CNC de titane du concept à la production avec une précision et une fiabilité inégalées ? Contactez l'équipe d'experts de PTSMAKE pour un devis rapide et sans engagement — découvrez une qualité de classe mondiale, un support réactif et une livraison à temps pour vos pièces haute performance !

En savoir plus sur la raison pour laquelle cette propriété est essentielle pour les matériaux utilisés à l'intérieur du corps humain. ↩
Découvrez comment l'usure par adhérence se produit et impacte l'intégrité de surface de vos pièces usinées. ↩
Découvrez comment ce type spécifique de transfert de matière entre l'outil et la pièce provoque une défaillance prématurée de l'outil. ↩
Comprenez comment cette adhérence de matière peut détruire votre pièce et votre outil, et apprenez des méthodes de prévention efficaces. ↩
Explorez comment ce processus renforce la résistance inhérente du titane à la corrosion dans des environnements difficiles. ↩
Explorez comment cet effet métallurgique impacte la durée de vie de l'outil et la rentabilité de votre projet. ↩
Découvrez comment cet effet métallurgique complique l'usinage et quelles mesures nous prenons pour l'éviter. ↩
Découvrez comment cette erreur cumulative affecte la qualité de votre pièce finale et comment la contrôler. ↩
Découvrez comment une chaîne de traçabilité documentée protège votre projet et garantit la conformité totale. ↩
Apprenez à prévenir la défaillance des matériaux lorsque des métaux dissemblables sont utilisés dans un assemblage. ↩
Comprenez les forces internes qui peuvent compromettre la précision dimensionnelle de votre pièce. ↩
En savoir plus sur ce défi d'usinage critique et comment l'éviter. ↩
Découvrez comment une fixation appropriée augmente l'efficacité de la production et la cohérence des pièces dans l'usinage CNC à haut volume. ↩
Découvrez comment le SPC aide à réduire les défauts et à améliorer la cohérence de la fabrication pour vos projets. ↩
Découvrez comment cette propriété du matériau impacte la durée de vie de l'outil et la qualité des pièces lors de l'usinage. ↩
Apprenez comment cette propriété du matériau affecte l'usinabilité et la durée de vie de l'outil dans notre guide détaillé. ↩
Comprenez la science de la friction et de l'usure pour voir comment les nouveaux revêtements révolutionnent les performances des outils. ↩






