

Vous développez un composant à l'échelle micro qui exige des tolérances plus fines que la largeur d'un cheveu humain. L'usinage CNC standard ne parvient pas à répondre à vos spécifications, et chaque lot rejeté retarde davantage le calendrier de votre projet.
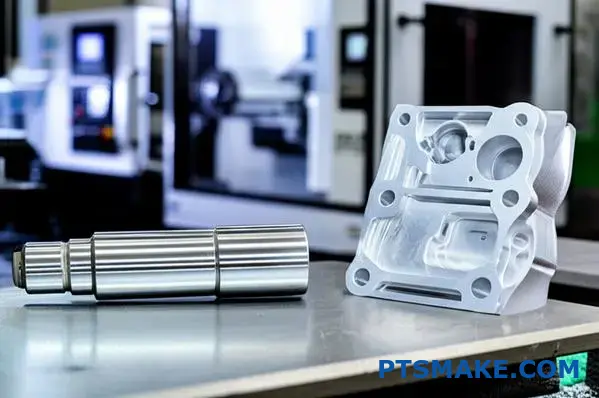
L'usinage micro CNC offre une précision au niveau du micron pour des composants de moins de 10 mm, en utilisant des outils spécialisés et un contrôle de processus avancé pour atteindre des tolérances allant jusqu'à ±0,001 mm pour les dispositifs médicaux, la robotique et les applications aérospatiales.

Ce guide couvre tout, de l'élimination des problèmes de tolérance à la mise à l'échelle des volumes de production micro. Vous découvrirez pourquoi certains projets de micro-usinage échouent tandis que d'autres réussissent, et obtiendrez des informations privilégiées sur la sélection des matériaux, les méthodes de contrôle qualité et les stratégies d'évaluation des fournisseurs qui peuvent sauver votre prochain projet.
Comment éliminer les problèmes de tolérance avec l'usinage micro CNC
Dans des industries comme le médical, la robotique et l'aérospatiale, il n'y a pas de place pour l'erreur. Même la plus petite déviation par rapport aux spécifications de conception peut entraîner des défaillances critiques.
C'est là que l'usinage micro CNC devient essentiel. Il répond directement à ces problèmes de tolérance de précision.
Nous ne parlons pas seulement de précision standard. Nous parlons d'usinage à tolérance serrée qui atteint une fabrication de précision au niveau du micron. L'objectif ultime est simple : des pièces CNC sans défaut, à chaque fois. Cette technologie rend cet objectif réalisable.
| L'industrie | Défi de tolérance courant | Solution Micro CNC |
|---|---|---|
| Médical | Ajustement et fonction de l'implant | Finitions de surface submicroniques |
| Aérospatiale | Poids et résistance des composants | Parois ultra-minces, géométrie complexe |
| Robotique | Précision des capteurs et des actionneurs | Pièces miniatures de haute précision |

L'usinage CNC traditionnel atteint souvent ses limites lorsque les tolérances se réduisent au niveau du micron. Le micro-usinage CNC dépasse cette barrière. Ce n'est pas simplement une version réduite de l'usinage conventionnel ; c'est une approche fondamentalement différente.
Le cœur de la précision au niveau du micron
Atteindre cette précision nécessite des équipements et des processus spécialisés. Les machines elles-mêmes sont conçues pour une rigidité et une stabilité thermique extrêmes. Cela empêche les expansions ou contractions minimes d'affecter la pièce pendant le processus d'usinage. Nous avons constaté que c'était un facteur critique dans nos tests.
Outils et broches avancés
Les outils de coupe sont incroyablement petits, parfois avec des diamètres inférieurs à la largeur d'un cheveu humain. Ils sont associés à des broches à haute vitesse qui peuvent atteindre plus de 100 000 tr/min. Cette combinaison permet l'enlèvement de matière avec des forces de coupe minimales, ce qui réduit la déflexion et le stress de la pièce.
Ce processus est si précis que les systèmes de contrôle utilisent des composants avancés. Par exemple, certaines machines haut de gamme utilisent des actionneurs piézoélectriques1 pour le positionnement des outils, permettant des ajustements à l'échelle nanométrique. Ce niveau de contrôle est tout simplement impossible avec les servomoteurs standard.
| Fonctionnalité | CNC conventionnelle | Usinage Micro CNC |
|---|---|---|
| Tolérance typique | ±0,025 mm | ±0,001 mm |
| Vitesse de la broche | < 20 000 tr/min | > 60 000 tr/min |
| Diamètre de l'outil | > 1 mm | 1. < 0,5 mm |
| Principaux points d'attention | 2. Vitesse et Volume | 3. Précision et Complexité |
4. L'usinage micro CNC utilise une technologie spécialisée pour résoudre les défis critiques de tolérance dans les industries exigeantes. Il permet une précision au niveau du micron grâce à des machines avancées, des outils ultra-petits et un contrôle de processus supérieur, faisant des pièces sans défaut une réalité de fabrication pour les composants complexes.
5. Pourquoi la plupart des projets de micro-usinage échouent — Et comment l'éviter
6. En micro-usinage CNC, le succès se mesure en microns. Les petits oublis deviennent rapidement des échecs majeurs. De nombreux projets échouent avant même qu'un outil ne touche le matériau.
7. Les problèmes les plus courants sont prévisibles. Ils entrent généralement dans quelques catégories clés.
8. Défauts de conception et de matériaux
9. Une mauvaise conception pour la fabrication (DFM) est une cause principale. Les concepteurs peuvent spécifier des caractéristiques qui sont tout simplement trop petites ou trop complexes pour les outils existants.
10. La sélection des matériaux est un autre problème fréquent. Un matériau qui fonctionne bien à l'échelle macro peut se comporter de manière imprévisible lorsqu'il est usiné en composants micro.
| 11. Zone de piège | Erreur courante | Meilleures pratiques |
|---|---|---|
| 12. Conception (DFM) | 13. Tailles de caractéristiques irréalistes | 14. Collaboration précoce avec l'usinier |
| Matériau | 15. Ignorer les propriétés à l'échelle micro | 16. Tests de matériaux pour l'application |
| L'inspection | 17. Utilisation d'outils de métrologie standard | 18. Investir dans l'optique ou la MMT |

20. Une analyse approfondie 21. des défaillances en micro CNC 22. renvoie souvent à la phase de planification initiale. Ces erreurs précoces sont les plus coûteuses à corriger plus tard.
23. Mauvaise conception pour la fabrication (DFM)
24. De nombreux modèles CAO sont superbes à l'écran mais impossibles à usiner. Les erreurs DFM courantes incluent des coins internes avec des rayons plus petits que l'outil de coupe. Ou des parois trop fines pour résister aux forces de coupe. Une DFM appropriée est cruciale pour 25. éviter les défauts dans les composants micro CNC.
26. Inadéquation des matériaux et ses conséquences
27. La sélection des matériaux est plus que le simple choix dans une fiche technique. Au niveau micro, la structure du grain, la dureté et les contraintes internes ont un effet amplifié. Nous avons vu des projets où l'anisotropie du matériau spécifié 28. a provoqué une déformation inattendue après usinage. C'est un exemple classique d'une hypothèse à l'échelle macro échouant dans la micro-fabrication.2 29. Méthodes d'inspection inadéquates.
Inadequate Inspection Methods
Vous ne pouvez pas vérifier une tolérance au micron avec une paire de pieds à coulisse. S'appuyer sur des outils d'inspection inappropriés donne une fausse impression de sécurité. Cela conduit à l'expédition de pièces qui sont en réalité hors spécifications. L'adoption d'un contrôle qualité adéquat est l'une des meilleures pratiques pour la production de micro-pièces.
| Défi | Méthode inefficace | Méthode efficace |
|---|---|---|
| Vérification de la tolérance | Pieds à coulisse numériques | Système de mesure par vision (VMS) |
| Finition de la surface | Contrôle visuel | Profilomètre optique |
| Géométrie complexe | Palpeurs manuels | Machine à mesurer tridimensionnelle (MMT) |
Les projets échouent souvent en raison de fondamentaux négligés. Une mauvaise conception pour la fabrication (DFM), un choix de matériau incorrect et une inspection inadéquate créent une recette pour l'échec. Aborder ces domaines tôt dans le processus est le moyen le plus efficace d'assurer le succès de tout projet d'usinage micro CNC.
Le secret d'une qualité constante pour les micro-pièces de haute précision
Obtenir une qualité constante pour les micro-pièces n'est pas une question de chance. C'est un système basé sur des stratégies robustes. Notre approche de l'assurance qualité micro CNC se concentre sur la prévention des problèmes avant qu'ils ne deviennent des défauts. Cela garantit que chaque petite pièce répond aux spécifications exactes.
Ces stratégies fonctionnent ensemble. Elles forment un cadre qualité complet sur lequel nous nous appuyons quotidiennement.
| Stratégie | Objectif principal | Stade d'utilisation |
|---|---|---|
| CPS | Stabilité du processus | En cours |
| Surveillance en temps réel | Correction immédiate | En cours |
| Inspection CMM | Vérification finale | Post-production |
Ce contrôle systématique est fondamental. C'est ainsi que nous livrons des pièces fiables pour vos projets.

Prévention proactive des défauts
Nous n'inspectons pas seulement les pièces finies. Nous visons à prévenir les défauts avant même qu'ils ne se produisent. C'est là que Contrôle statistique des processus (CSP)3 devient essentiel dans notre flux de travail. En analysant les données du processus, nous pouvons identifier les tendances. Cela nous permet de prédire et de corriger les déviations avant qu'elles n'entraînent une pièce non conforme.
Ajustements de processus en temps réel
Pour l'usinage micro CNC, un retour d'information immédiat est essentiel. Nous intégrons des capteurs dans nos machines pour une surveillance en temps réel. Ces capteurs suivent des variables telles que l'usure des outils, la température et les vibrations. Si un paramètre sort de ses limites de contrôle, le système alerte instantanément nos techniciens pour des ajustements immédiats.
Vérification avancée avec MMT
Lorsqu'il s'agit de caractéristiques microscopiques, les outils de mesure traditionnels ne suffisent pas. Un processus d' inspection de micro-pièces CNC robuste est nécessaire. Nous nous appuyons sur des machines à mesurer tridimensionnelles (MMT) avancées pour cette étape critique.
| Méthode d'inspection | Application | Principaux avantages |
|---|---|---|
| Pieds à coulisse traditionnels | Dimensions de base | Vérifications rapides |
| Comparateurs optiques | Profils 2D | Inspection visuelle |
| MMT pour micro-pièces | Géométrie 3D complexe | Haute précision (niveau micrométrique) |
Haute résolution MMT pour micro-pièces fournit des mesures précises sans contact. Il vérifie que même les géométries les plus complexes respectent des tolérances serrées, ce qui est un élément essentiel de notre garantie de qualité chez PTSMAKE.
Cette stratégie de qualité multicouche est essentielle. Elle combine l'analyse prédictive avec des ajustements en temps réel et une vérification finale précise. Cela garantit que chaque microcomposant que nous produisons répond de manière constante aux normes les plus élevées de qualité et de précision.
Comparaison du tournage suisse et du micro-fraisage CNC : ce que vous devez savoir
Choisir le bon processus est essentiel en microfabrication. Le débat entre le micro-fraisage CNC et le tournage dépend souvent de la géométrie de la pièce et du volume de production. Chaque méthode présente des avantages distincts.
Le tournage suisse excelle dans la production de pièces longues et fines avec une grande précision. Il alimente le matériau à travers une bague de guidage, offrant un excellent support.
Le micro-fraisage 5 axes, quant à lui, est idéal pour les formes complexes et non symétriques. Il peut usiner des caractéristiques sur plusieurs faces en une seule configuration. Comparons-les directement.
Comparaison tête à tête
| Fonctionnalité | Tournage suisse | Micro-fraisage 5 axes |
|---|---|---|
| Géométrie des pièces | Long, fin, cylindrique | Complexe, massif, non symétrique |
| Meilleur pour | Axes, vis, arbres, connecteurs | Boîtiers, moules, roues à aubes |
| Temps de préparation | Plus long | Plus court pour les pièces uniques |
| Durée du cycle | Très rapide pour les gros volumes | Plus lent par pièce |
| Material Use | Barre | Billette ou bloc |
La décision entre ces deux puissantes méthodes de micro-usinage CNC nécessite un examen plus approfondi des applications spécifiques. Il ne s'agit pas seulement de la machine ; il s'agit d'aligner le processus avec votre intention de conception et vos objectifs commerciaux. J'ai vu des projets où le choix de la mauvaise méthode dès le départ a entraîné des dépassements de coûts et des retards importants.
Cas d'utilisation du tournage suisse
Le tournage suisse pour les micro-pièces est imbattable pour la production à haut volume de petits composants cylindriques complexes. Pensez aux composants d'appareils médicaux comme les vis osseuses ou les implants dentaires. Il est également parfait pour les connecteurs électroniques et les arbres utilisés en robotique. La vitesse et l'efficacité dans la création de composants micro de tournage de précision à partir de barres en font un produit très rentable à grande échelle. Le système de douille de guidage minimise la déflexion de la pièce4, ce qui est crucial pour maintenir des tolérances serrées sur les pièces longues et fines.
Quand choisir le micro-fraisage 5 axes
Inversement, le micro-fraisage 5 axes brille lorsque la complexité l'emporte sur le volume. Ce processus est destiné aux pièces qui ne sont pas du tout cylindriques. Pensez aux boîtiers de capteurs miniatures, aux inserts de moules complexes ou aux minuscules roues à aubes pour la microfluidique. La capacité d'usiner cinq côtés d'une pièce en une seule opération de bridage réduit le temps de configuration et améliore la précision en éliminant les erreurs de re-fixation. Il offre la liberté de conception nécessaire aux produits à micro-échelle les plus innovants.
Le choix entre le tournage suisse et le micro-fraisage 5 axes dépend de la géométrie, de la complexité et du volume de production de votre pièce. Le tournage suisse est destiné aux pièces fines à haut volume, tandis que le fraisage est destiné aux composants complexes à faible à moyen volume. Les deux sont des outils essentiels dans la microfabrication moderne.
Principaux matériaux pour le micro-usinage CNC — et leurs compromis
La sélection du bon matériau est une première étape essentielle. Elle a un impact direct sur les performances et le coût de la pièce finale. Pour le micro-usinage CNC, ce choix devient encore plus crucial.
Les minuscules caractéristiques et les tolérances serrées exigent des propriétés matérielles spécifiques. Ceci est un rapide guide des matériaux pour l'usinage de petites pièces pour vous aider à naviguer parmi les options. Nous nous concentrerons sur quatre choix populaires.
Principales catégories de matériaux
Chaque matériau présente un ensemble unique d'avantages et d'inconvénients.
| Matériau | Caractéristiques principales | Défi commun |
|---|---|---|
| Titane | Rapport résistance/poids élevé | Difficile à Usiner |
| PEEK | Résistance chimique | Coût plus élevé (Plastique) |
| Inconel | Résistance à la chaleur | Difficulté d'usinage extrême |
| Aluminium | Usinabilité | Force inférieure |

Choisir le meilleur matériau implique un équilibre délicat. Vous devez peser les besoins en performances par rapport à la fabricabilité et au budget. Analysons ces matériaux plus en détail.
Métaux haute performance
Titane
Le titane est une star dans les domaines aérospatial et médical. Sa résistance et sa biocompatibilité sont inégalées pour son poids. Cependant, titane micro pièce CNC est difficile. Il dissipe mal la chaleur, ce qui peut rapidement user les micro-outils.
Inconel
Cet superalliage prospère dans des environnements extrêmes. Pensez aux moteurs à réaction ou aux réacteurs chimiques. Sa résistance à la chaleur et à la corrosion est incroyable. Mais il est extrêmement difficile à usiner en raison de sa tendance à durcissement au travail5. Cela augmente considérablement le temps et le coût d'usinage.
Options polyvalentes et légères
Aluminium
L'aluminium est souvent le choix privilégié pour les prototypes. Il est léger, abordable et facile à usiner. Cela le rend idéal pour les projets où la vitesse et le faible coût sont les principaux moteurs.
PEEK
Pour usinage plastique de haute précision, le PEEK est un choix de premier ordre. Ce thermoplastique offre une excellente résistance mécanique et une stabilité chimique. Il est souvent utilisé comme substitut du métal dans les applications médicales ou électroniques exigeantes.
| Matériau | Usinabilité | Performance | Coût relatif | Industries les plus adaptées |
|---|---|---|---|---|
| Titane | Difficile | Très élevé | Haut | Médical, aérospatial |
| PEEK | Modéré | Haut | Moyenne-élevée | Médical, Électronique |
| Inconel | Très difficile | Extrême | Très élevé | Aérospatiale, Énergie |
| Aluminium | Excellent | Moyen | Faible | Prototypage, Automobile |
Le choix du matériau en micro-usinage CNC détermine le succès. Les métaux haute performance comme le titane et l'Inconel offrent des propriétés supérieures mais présentent des défis d'usinage et des coûts plus élevés. L'aluminium et le PEEK offrent d'excellentes alternatives polyvalentes pour différents besoins d'application.
Vitesse contre précision : comment équilibrer le temps de cycle CNC avec la précision
Obtenir des cycles de production rapides sans sacrifier la précision au niveau du micron est un défi majeur en micro-usinage CNC. Cela nécessite des décisions intelligentes et tactiques. Il ne s'agit pas de choisir l'un plutôt que l'autre.
Il s'agit de créer une stratégie où les deux peuvent coexister. L'équilibre entre la vitesse et la précision en CNC est un processus dynamique. Il dépend fortement des spécificités du projet.
Voici les compromis initiaux que nous considérons chez PTSMAKE :
| Facteur | Impact sur la vitesse | Impact sur la précision |
|---|---|---|
| Vitesse de coupe | Une vitesse élevée réduit le temps | Peut augmenter l'usure des outils/les vibrations |
| Sélection des outils | Les outils spécialisés sont plus rapides | Les outils standard peuvent manquer de précision |
| Vitesse d'alimentation | Des taux plus élevés sont plus rapides | Peut compromettre l'état de surface |

Prise de décision stratégique pour les micro-pièces
Dans l'usinage efficace de pièces micro, chaque seconde compte. Mais chaque micron aussi. Nous commençons par analyser la géométrie de la pièce et le matériau. Cela dicte notre approche globale du projet.
Optimisation des trajectoires d'outils et des paramètres de machine
Le micro-usinage CNC à haute vitesse repose sur plus que de simples vitesses de broche élevées. Nous nous concentrons sur des trajectoires d'outils optimisées. Cela réduit les mouvements inutiles de la machine et le temps de coupe à vide. C'est une première étape essentielle pour l'efficacité.
Nous gérons également soigneusement la dilatation thermique pendant l'usinage. Pour les micro-pièces, même de légers changements de température peuvent entraîner des déviations par rapport aux spécifications requises. C'est là que les fonctionnalités avancées de la machine, comme la compensation d'erreur volumétrique, deviennent inestimables pour maintenir la stabilité.
Nos ingénieurs travaillent souvent avec les clients pour définir les caractéristiques critiques pour la qualité (CTQ). Cela nous permet d'appliquer la plus haute précision uniquement là où elle est absolument nécessaire. Nous pouvons ensuite augmenter la vitesse sur les caractéristiques moins critiques, optimisant ainsi le temps de cycle global.
Voici un aperçu de notre cadre de décision :
| Tactique | Objectif | Avantage pour le client |
|---|---|---|
| Simulation | Prédire et prévenir les erreurs | Réduction des déchets et livraison plus rapide |
| Palpage en cours de processus | Vérifier les dimensions à mi-cycle | Assure la cohérence sans arrêt |
| Outillage automatisé | Changements d'outils rapides | Minimise les temps d'arrêt de la machine |
| Usinage hybride | Combiner plusieurs processus | Réduit les configurations et le temps de cycle |
En fin de compte, équilibrer vitesse et précision n'est pas un compromis. C'est une stratégie. En utilisant des tactiques intelligentes comme l'optimisation de la trajectoire d'outil et en se concentrant sur les caractéristiques critiques, l'usinage efficace de micro-pièces peut atteindre à la fois des cycles rapides et une précision extrême pour vos composants.
Comment des tolérances plus serrées réduisent les défaillances lors de l'assemblage et du fonctionnement
La précision au niveau du micron réduit directement les défauts en aval. Cela améliore les performances mécaniques du produit final. C'est un avantage fondamental de l'usinage CNC à tolérances serrées.
Le lien direct avec le rendement de l'assemblage
Mieux précision d'ajustement des micro-pièces signifie moins de rebuts. Les composants s'assemblent simplement comme prévu. Ceci est crucial pour améliorer le rendement de l'assemblage des micro-composants.
Nous avons observé un schéma clair dans nos projets.
| Niveau de tolérance | Taux d'échec d'assemblage |
|---|---|
| Standard (±0,1 mm) | ~5-10% |
| Serré (±0,01 mm) | <1% |
| Micron (±0,005 mm) | Près de 0% |
Amélioration de la fonction mécanique
Des tolérances plus serrées ne sont pas seulement pour l'assemblage. Elles définissent la performance d'une pièce au fil du temps. C'est l'un des principaux avantages du CNC à tolérance serrée.
Au-delà de l'ajustement initial
La véritable valeur de la précision au niveau du micron apparaît pendant le fonctionnement. Il s'agit d'éviter les défaillances bien après que le produit quitte l'usine. Cette précision est réalisable grâce à des technologies avancées. usinage micro CNC.
Par exemple, dans la robotique à haute vitesse, même un léger déséquilibre peut provoquer des vibrations. Ces vibrations entraînent une usure prématurée et une défaillance catastrophique. Des composants précis éliminent ce risque dès le départ.
L'effet cumulatif sur la longévité du système
Pensez à une boîte de vitesses complexe. Si un engrenage présente une légère déviation, cela affecte tous les autres engrenages qu'il touche. Cette petite erreur se multiplie, dégradant le système. propriétés tribologiques6 et raccourcissant sa durée de vie.
Chez PTSMAKE, nous nous concentrons sur cet impact au niveau du système. Assurer la perfection de chaque micro-composant protège l'ensemble de l'assemblage.
Nos données issues d'études clients soulignent cette relation.
| Précision de l'ajustement des composants | Durée de vie estimée du système |
|---|---|
| Tolérances lâches | Base de référence |
| Tolérances serrées | +40% |
| Précision au niveau du micron | +75% ou plus |
Cela montre qu'investir dans la précision dès le départ est rentable. Cela crée des produits plus fiables et durables. Cela renforce également la confiance des utilisateurs finaux qui dépendent de ces performances.
Précision au niveau du micron obtenue grâce à usinage micro CNC réduit considérablement les défauts d'assemblage. Il améliore également les performances mécaniques à long terme et la fiabilité de l'ensemble du système, prévenant les défaillances pendant le fonctionnement et prolongeant la durée de vie du produit.
Conception pour la fabricabilité dans les projets de micro CNC
La transition vers des projets à micro-échelle nécessite un nouvel état d'esprit. Les pratiques CAO standard échouent souvent ici. Des conceptions trop complexes peuvent rendre la fabrication impossible ou extrêmement coûteuse.
C'est là que la Conception pour la Fabrication (DFM) est essentielle. Je vais partager quelques directives DFM clés pour les micro-pièces.
Nous nous concentrerons sur des conseils pratiques de conception CAO micro CNC. Comprendre les micro-géométries usinables par CNC dès le départ permet d'économiser du temps et de l'argent. Il s'agit de concevoir plus intelligemment, pas seulement plus petit. Cela garantit un usinage micro CNC réussi.

Repenser la géométrie à l'échelle micro
Le plus grand changement est d'adopter la simplicité. Les caractéristiques qui sont faciles à grande échelle deviennent des défis majeurs en usinage de micro CNC. Chaque ligne de votre modèle CAO compte. C'est un principe fondamental que nous suivons chez PTSMAKE.
Ajustements CAO clés
Évitez les coins internes vifs. Tous les coins internes auront un rayon laissé par l'outil de coupe. Spécifier un rayon légèrement supérieur au rayon de l'outil est idéal pour la durée de vie de l'outil et la finition de surface.
L'épaisseur de paroi est un autre facteur critique. Les parois trop fines peuvent se déformer ou se casser pendant l'usinage. Ceci est dû aux forces de coupe et aux contraintes du matériau à une si petite échelle.
Tolérances et outillage
Les tolérances nécessitent une attention particulière. Maintenir des tolérances serrées sur les micro-pièces est possible mais augmente les coûts. Ne les spécifiez que lorsque cela est absolument nécessaire. Le processus est sensible à des facteurs tels que déviation de l'outil7, qui peuvent affecter les dimensions finales.
Voici une comparaison rapide basée sur nos études internes :
| Fonctionnalité | DFM standard | Ligne directrice DFM micro |
|---|---|---|
| Rayons internes | Aussi grand que possible | Au moins 0,15 mm, > rayon de l'outil |
| Épaisseur de la paroi | > 1,5 mm (Métal) | > 0,5 mm, selon le matériau |
| Profondeur du trou | Jusqu'à 10x le diamètre | Max 6x le diamètre recommandé |
| Tolérances | Standard +/- 0,1 mm | Plus serré si nécessaire, par exemple, +/- 0,01 mm |
Ces lignes directrices aident les équipes matérielles à adapter efficacement leurs conceptions. Elles évitent la sur-complication dès le départ.
L'adaptation de la CAO pour la microfabrication est non négociable. L'application du DFM spécifique au micro, la simplification des géométries et la gestion des tolérances sont essentielles. Cette approche garantit que vos conceptions sont fabricables, rentables et livrées dans les délais, en particulier dans les projets d'usinage de micro CNC de haute précision.
Le processus de validation complet pour les pièces micro CNC
La validation des micro-composants CNC n'est pas seulement une vérification finale. C'est un processus complet. Cela garantit que chaque pièce répond aux spécifications exactes.
Ce processus commence par une inspection du premier article (FAI). Il passe ensuite aux études de capacité et aux protocoles de validation.
Étapes clés de qualification
Ces étapes sont essentielles à la certification des pièces de précision. Elles renforcent la confiance dans le processus de fabrication.
| Procédure | Objectif | Métrique clé |
|---|---|---|
| Inspection du premier article | Vérifier que le processus produit une pièce correcte | Rapport dimensionnel complet |
| Étude de capacité | Évaluer la stabilité et la cohérence du processus | Cpk, Ppk |
| Protocole de validation | Preuve formelle de l'intégrité du processus | Rapports IQ/OQ/PQ |
Correct Micro-usinage FAI confirme que notre configuration est parfaite avant le début de la production complète.

Un plan de qualification robuste est essentiel pour tout projet sérieux usinage micro CNC projet. Cela va bien au-delà de la simple mesure de la première pièce sortie de ligne.
Inspection du premier article (FAI)
Le FAI est la base. Nous effectuons une mise en plan dimensionnelle complète de la première pièce de production. Cela vérifie que nos outillages, notre configuration de machine et nos paramètres de processus sont corrects. C'est une méthode formelle pour. valider les micro-composants CNC.
Prouver la capacité du processus
Après le FAI, nous effectuons des études de capacité. Cela implique l'analyse d'un échantillon de pièces. Nous utilisons des outils de Contrôle statistique des processus8 pour mesurer la variation du processus. Sur la base de nos études avec les clients, une valeur Cpk de 1,33 ou plus indique un processus stable et capable, garantissant une cohérence à long terme. C'est ainsi que nous garantissons la qualité de la première pièce à la dernière.
Protocoles de validation formels
Pour les industries comme le médical et l'aérospatiale, nous mettons en œuvre des protocoles de validation formels.
| Stade | Nom | Description |
|---|---|---|
| IQ | Qualification d'installation | Vérifie que l'équipement est correctement installé. |
| OQ | Qualification opérationnelle | Confirme que l'équipement fonctionne dans les limites définies. |
| PQ | Qualification de performance | Prouve que le processus produit constamment de bonnes pièces. |
Ce cadre rigoureux fournit les preuves documentées nécessaires pour certification de pièces de précision. Il démontre que chaque aspect de la fabrication est contrôlé et répétable. Chez PTSMAKE, cette approche systématique renforce la confiance dont nos partenaires ont besoin.
Un processus de validation structuré est non négociable. De l'FAI détaillé aux études de capacité et aux protocoles formels, ces étapes garantissent que chaque micro-composant répond aux normes de qualité et de cohérence les plus élevées pour la certification de pièces de précision.
Précision à grande échelle : le micro-usinage CNC peut-il répondre à vos volumes de production ?
Beaucoup considèrent le micro-usinage CNC comme un outil pour les prototypes. Ou pour des séries très petites et spécialisées. C'est une idée fausse courante.
La véritable évolutivité ne concerne pas seulement plus de machines. Il s'agit d'un processus plus intelligent et plus automatisé. Avec la bonne stratégie, la production à haut volume est entièrement réalisable. Cette approche garantit que la production évolutive de micro-pièces répond à la demande.
Facteurs d'échelle
| Fonctionnalité | L'accent mis sur les faibles volumes | L'accent mis sur les gros volumes |
|---|---|---|
| Mise en place | Fréquent, Manuel | Minimisé, Automatisé |
| Automatisation | Faible | Élevé (Robotique, Cellules) |
| Méthode de CQ | Inspection manuelle | En ligne, Automatisé |
Chez PTSMAKE, nous avons mis en place des systèmes pour répondre à ces demandes. Nous obtenons la précision à n'importe quelle échelle.
La principale préoccupation est de maintenir la qualité lors de la production à haut volume. Comment garantir que la dix-millième pièce est identique à la première ? La réponse réside dans l'optimisation des processus et l'automatisation. C'est là que le micro-usinage CNC à capacité volumique excelle vraiment.
Stratégies pour l'augmentation de la production
Nous nous concentrons sur la création d'un écosystème de fabrication. Ce système est conçu pour la cohérence et l'efficacité, en particulier pour la production par lots de micro-pièces. Il ne s'agit pas seulement de faire fonctionner les machines plus rapidement.
Automatisation et cellules dédiées
La robotique pour le chargement et le déchargement des pièces réduit les temps de cycle. Les systèmes d'inspection en ligne automatisés vérifient les pièces sans arrêter la production. Cela garantit que la qualité est maintenue de manière constante. Nous utilisons des cellules de production dédiées pour les projets de longue durée. Cela minimise considérablement les temps d'installation et de changement.
Qualité à grande échelle
Pour les volumes élevés, l'inspection manuelle ne suffit pas. Nous nous appuyons sur des méthodes basées sur les données. La mise en œuvre Contrôle statistique des processus (CSP)9 est essentiel. Il nous permet de surveiller et de contrôler le processus. Cette approche proactive empêche les défauts avant qu'ils ne surviennent. Il est crucial de maintenir des tolérances serrées sur l'ensemble des séries de production.
| Avantages de l'automatisation | Impact sur la production |
|---|---|
| Débit plus élevé | Les machines fonctionnent en continu avec un temps d'arrêt minimal. |
| Une qualité constante | Élimine les erreurs humaines dans les tâches répétitives. |
| Stabilité du processus | La surveillance des données garantit que le processus reste dans les spécifications. |
L'augmentation du micro-usinage CNC du prototype à la production est réalisable. Cela nécessite une stratégie dédiée axée sur l'automatisation, le contrôle des processus et des systèmes de qualité robustes. La clé est de passer d'une mentalité d'atelier à un flux de travail de fabrication rationalisé et à haut volume.
Aperçu : Comment les leaders de l'industrie utilisent le micro-usinage CNC dans le développement de produits
Les entreprises du Fortune 500 ne devinent pas. Elles valident. Lors du passage du concept à la production, elles s'appuient sur l'usinage micro CNC.
Cette méthode permet une itération rapide. Elle garantit que la première pièce fonctionnelle est presque identique au produit final.
Prototypage de dispositifs médicaux
Une grande entreprise médicale avait besoin d'un composant chirurgical complexe. Ils ont commencé par des prototypes micro CNC. Cela a confirmé la viabilité de la conception en utilisant le matériau final, biocompatible.
Cette approche est standard. Elle réduit les risques de l'ensemble de la montée en puissance de la production.
| Stade | Méthode | Avantage |
|---|---|---|
| Concept | Impression 3D | Vitesse, faible coût |
| Prototype | Micro CNC | Matériau final, tolérance serrée |
| Production | Micro CNC/Moulage | Scalabilité, cohérence |
Du prototype au marché
Ces études de cas de micro-usinage CNC révèlent un schéma clair. Le prototypage de pièces micro-usinées conduit directement à une transition de production plus fluide. Il élimine les surprises coûteuses.

Le passage d'un prototype fonctionnel à la production de masse est semé d'embûches. Pour les leaders de l'industrie, l'usinage micro CNC comble efficacement cet écart. Il ne s'agit pas seulement de fabriquer une petite pièce ; il s'agit de la fabriquer correctement, de manière constante et à grande échelle.
Utilisation par les entreprises de la micro-usinage
Dans l'électronique grand public, une grande marque avait besoin d'un nouveau connecteur miniature. Ils ont utilisé la micro CNC pour tester cinq conceptions différentes en deux semaines. Ce retour rapide est inestimable. Ce serait impossible avec le moulage traditionnel.
Ce processus souligne l'importance de paramètres précis. La sensation et la fonction finales dépendent de facteurs tels que la Rugosité de surface moyenne (Ra)10, qui doit être cohérente. Sur la base de nos collaborations avec nos clients, le contrôle de ces détails dès le début est essentiel.
L'utilisation de la micro-usinage par les entreprises est un choix stratégique. Elle offre de la flexibilité et réduit le temps de mise sur le marché. Pendant que les moules de production sont préparés, nous chez PTSMAKE fournissons souvent des lots initiaux à l'aide de la micro CNC. Cela permet au projet d'avancer sans interruption.
| Phase de transition | Défi majeur | Solution Micro CNC |
|---|---|---|
| Validation de la conception | Propriétés des matériaux | Utilisation de matériaux de qualité production finale |
| Tests fonctionnels | Tolérances serrées | Atteindre une précision sub-micronique |
| Production de ponts | Délai de livraison de l'outillage | Approvisionnement immédiat de pièces en faible volume |
| Production de masse | Évolutivité | Processus validé pour une transition transparente |
Cette approche intégrée garantit que ce qui fonctionne en laboratoire fonctionne également sur la chaîne de montage. C'est un élément essentiel du développement matériel moderne.
Les entreprises du Fortune 500 utilisent l'usinage micro CNC pour valider les conceptions avec des matériaux finaux, garantissant une transition transparente et dérisquée du prototypage de pièces micro-usinées à la production à grande échelle. Cette stratégie accélère le temps de mise sur le marché et améliore la qualité des produits.
Quelles questions votre fournisseur CNC devrait-il poser sur les micro-pièces ?
La qualité de vos micro-pièces dépend souvent de la qualité de la conversation avec votre fournisseur. Lors de l'évaluation de partenaires de micro-usinage, écoutez les questions qu'ils vous posent. Un partenaire proactif va au-delà du fichier CAO.
Leurs questions révèlent leur expertise et leur engagement. Ils devraient remettre en question la fabricabilité de votre conception. C'est une étape clé dans l'évaluation des fournisseurs pour les projets de micro CNC.
Les questions critiques sur la tolérance
Un bon fournisseur voudra comprendre le pourquoi derrière vos tolérances. Ce ne sont pas juste des chiffres sur un dessin.
| Type de caractéristique | Un bon fournisseur demande... |
|---|---|
| Dimensions critiques | "Quelles tolérances sont absolument critiques pour le fonctionnement ?" |
| Zones non critiques | "Y a-t-il une certaine flexibilité dans les zones non critiques pour améliorer le rendement ?" |
| Pièces d'accouplement | "Quelle est la tolérance de la pièce d'accouplement pour ce composant ?" |
Ces questions montrent qu'ils réfléchissent à l'assemblage final et au succès global du projet. C'est ce à quoi ressemblent les bonnes pratiques de communication CNC.

Un véritable partenariat dans l'usinage micro CNC va au-delà de la simple exécution d'une commande. Il implique un dialogue collaboratif. Un fournisseur compétent agit comme un consultant en fabrication. Il identifie les risques potentiels avant qu'un outil ne touche le métal. Ce dialogue est essentiel lors de la sélection de partenaires d'usinage micro.
Sondage sur les limitations de caractéristiques et de finition
Pour les micro-pièces, certaines caractéristiques peuvent être difficiles ou impossibles à usiner ou à inspecter. Votre fournisseur devrait s'interroger sur ces limitations spécifiques dès le début du processus. Cela évite des refontes coûteuses et des retards ultérieurs.
Ils doivent comprendre comment la pièce sera utilisée et testée. Par exemple, les exigences de finition de surface ont un impact direct sur l'outillage, le temps de cycle et le coût. Un fournisseur qui ne pose pas de questions sur vos méthodes d'inspection pourrait livrer une pièce que vous ne pouvez pas vérifier. Ce niveau de détail dans Métrologie11 n'est pas négociable.
Voici comment repérer un véritable partenaire :
| Sujet | Le fournisseur passif | Le partenaire proactif (comme PTSMAKE) |
|---|---|---|
| Coins tranchants | "D'accord, un rayon interne de 0,05 mm." | "Ce coin interne peut-il avoir un rayon légèrement plus grand pour permettre un outil plus solide, augmentant ainsi la fiabilité ?" |
| L'inspection | "Le plan spécifie Ra 0,4 μm." | "Comment allez-vous mesurer cette finition Ra 0,4 μm sur cette caractéristique interne ? Quel équipement utiliserez-vous ?" |
| Matériau | "Nous utiliserons le matériau spécifié." | "Compte tenu de la fonction de la pièce, avez-vous envisagé un matériau alternatif offrant une meilleure usinabilité pour ces caractéristiques ?" |
Cette communication proactive fait partie intégrante de notre processus chez PTSMAKE. Nous visons à être un partenaire de fabrication de confiance, pas seulement un autre fournisseur sur votre liste.
Un fournisseur qui pose des questions pertinentes sur les tolérances, les caractéristiques et les tests ne crée pas de problèmes. Il les prévient. Cette approche collaborative est la marque d'un partenaire fiable pour les projets complexes d'usinage micro CNC.
Résoudre les défis invisibles dans la fabrication de composants au niveau micron
Lors de l'usinage de micro-caractéristiques, les problèmes ne sont pas toujours visibles. La déflexion de l'outil, la formation de bavures et la distorsion thermique sont des défis majeurs en micro-usinage CNC.
Ils peuvent ruiner la tolérance et la fonction d'une pièce. Les ignorer entraîne des échecs coûteux. Un contrôle de processus efficace est essentiel.
Le champ de bataille au niveau micron
Le contrôle de ces minuscules forces est crucial pour le succès. Voici un aperçu rapide de ces problèmes courants en micro-usinage CNC.
| Défi | Cause première | Impact sur la pièce |
|---|---|---|
| Déviation de l'outil | Forces de coupe sur de minuscules outils | Dimensions inexactes, finition de surface médiocre |
| Formation des bavures | Déformation plastique du matériau | Problèmes d'assemblage, risque de courts-circuits |
| Déformation thermique | Friction due à la coupe | Déformation, propriétés du matériau altérées |
Surmonter avec succès les limitations des micro-pièces nécessite une compréhension approfondie de ces facteurs.

Maîtriser le contrôle des processus pour les micro-pièces
Chez PTSMAKE, notre approche du contrôle des processus est proactive, pas réactive. Nous anticipons ces problèmes lors de l'usinage de micro-caractéristiques. Cela garantit que nous respectons les spécifications dès la première pièce. Il s'agit de construire la qualité dans le processus lui-même.
Atténuer la déflexion de l'outil
Les minuscules outils se plient facilement sous la pression. Nous utilisons des outils en carbure à haute rigidité et des revêtements spécialisés. Notre logiciel CAM crée également des parcours d'outils avec un engagement constant de l'outil. Cela évite les chocs soudains qui provoquent la déflexion.
Prévenir la formation de bavures
Les bavures sont de minuscules morceaux de matériau indésirables. Elles sont un cauchemar pour la micro-électronique. Nous ajustons finement les avances et les vitesses pour chaque matériau. Parfois, une étape de rébarbage finale sous microscope est nécessaire. Cela garantit des bords nets et précis.
Contrôler la distorsion thermique
La chaleur est l'ennemi de la précision. Un liquide de coupe haute pression est essentiel. Il évacue les copeaux et refroidit instantanément la zone de coupe. Nous gérons également les vitesses de coupe pour minimiser la friction. Cela empêche la chaleur de s'accumuler et de modifier la pièce. contrainte résiduelle12 et la forme finale.
| Stratégie de contrôle | Déviation de l'outil | Formation des bavures | Déformation thermique |
|---|---|---|---|
| Parcours d'outils optimisés | ✅ | ✅ | ✅ |
| Liquide de refroidissement à haute pression | ✅ | ✅ | |
| Outillage spécialisé | ✅ | ✅ | |
| Avances/vitesses précises | ✅ | ✅ | ✅ |
La maîtrise de ces contrôles est la façon dont nous livrons des composants micro fiables.
Le contrôle des processus en micro-usinage CNC consiste à gérer des forces invisibles. L'anticipation de la déflexion de l'outil, des bavures et de la distorsion thermique avec des stratégies précises est essentielle. Cette approche proactive garantit l'intégrité de la pièce et surmonte les limitations inhérentes au travail à l'échelle micrométrique.
Le guide de l'acheteur averti sur les tolérances et spécifications micro CNC
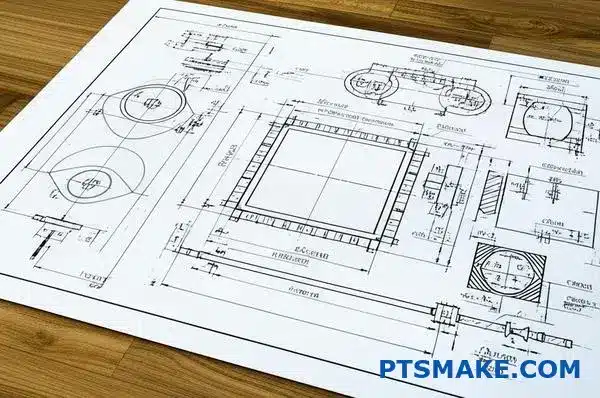
Comprendre le plan pour les micro-pièces
L'interprétation des dessins techniques pour les micro-dimensions peut être difficile. Un seul symbole mal placé ou une tolérance trop serrée peut considérablement augmenter les coûts.
Cette section sert de guide de base pour le dimensionnement micro CNC. Nous explorerons comment lire ces spécifications avec précision. L'objectif est d'éviter des dépenses inutiles dues à une sur-spécification. Comprendre comment des spécifications strictes ont un impact sur le coût est crucial pour le succès de tout projet d'usinage micro CNC.
Un guide pratique pour lire les micro-tolérances
Apprendre à lire les tolérances pour les micro-pièces n'est pas réservé aux ingénieurs. Les décideurs ont besoin de cette compétence pour gérer efficacement les budgets. Chaque ligne d'un dessin a des implications sur les coûts.
Éléments clés sur un dessin de micro-pièce
Un dessin communique plus que la simple forme. Il détaille la finition de surface, le matériau et les tolérances cruciales qui définissent la fonction. Une mauvaise compréhension de ces détails est un piège courant.
Voici une explication simplifiée des symboles courants :
| Symbole | Signification | Implication pour l'usinage micro-CNC |
|---|---|---|
| Ø | Diamètre | Définit la taille d'une caractéristique circulaire. |
| R | Rayon | Spécifie la courbure d'un bord ou d'une surface. |
| +/- | Tolérance bilatérale | Permet une variation dans les directions positive et négative. |
| ⌖ | Tolérance de position | Contrôle l'emplacement d'une caractéristique. |
Comment des spécifications strictes affectent le coût
La sur-spécification est un problème fréquent. Par exemple, passer d'une tolérance de ±0,01 mm à ±0,005 mm peut sembler minime. Cependant, cela peut facilement doubler le temps et le coût d'usinage.
Chez PTSMAKE, nous conseillons souvent nos clients sur leurs conceptions. Nous les aidons à trouver un équilibre entre fonctionnalité et fabricabilité. Cela garantit que la pièce fonctionne comme prévu sans coût excessif. Comprendre un système tel que Dimensionnement et tolérancement géométriques13 est essentiel pour ce processus d'optimisation.
L'interprétation correcte des dessins de micro-dimensions est la clé du contrôle des coûts. La sur-spécification des tolérances augmente directement la complexité et le coût de fabrication. Une communication claire avec votre partenaire de fabrication, comme nous chez PTSMAKE, permet d'optimiser la conception pour la performance et le budget.
Usinage micro-CNC pour dispositifs médicaux : ce que vous devez savoir
Lors de la production de pièces pour dispositifs médicaux, la précision va au-delà des dimensions. La conformité réglementaire et la propreté sont non négociables. Pour les ingénieurs de dispositifs médicaux, la compréhension de ces exigences est essentielle.
Cela garantit la sécurité des patients et le succès des lancements de produits. Discutons des normes clés.
Normes réglementaires dans l'usinage médical
La norme principale est l'ISO 13485. Elle régit le système de management de la qualité pour la fabrication de dispositifs médicaux. C'est un cadre pour la cohérence et la sécurité.
Le rôle de la propreté
Le contrôle de la contamination est vital. Les particules ou les résidus peuvent entraîner une défaillance de l'appareil ou nuire aux patients. C'est là que des environnements spécialisés entrent en jeu pour tout micro-usinage CNC pour le médical des applications.
| Norme/Pratique | Objectif principal |
|---|---|
| ISO 13485 | Système de gestion de la qualité |
| Propreté | Contrôle de la contamination |
| Traçabilité | Historique des pièces et des matériaux |

Naviguer dans le paysage réglementaire est un défi majeur. Il ne s'agit pas seulement de fabriquer une pièce selon un plan ; il s'agit de prouver comment vous l'avez fabriquée, avec quels matériaux et dans quel environnement. C'est là qu'un partenariat avec un fabricant expérimenté devient inestimable.
ISO 13485 : plus qu'un certificat
La fabrication de micro-pièces selon l'ISO 13485 nécessite un système de management de la qualité (SMQ) robuste. Ce système impose des contrôles stricts sur chaque processus. Il couvre tout, de l'approvisionnement en matériaux à l'inspection finale et à la documentation. La traçabilité est essentielle ici. Nous devons être en mesure de retracer chaque pièce jusqu'à son lot de matière première.
Atténuation des risques et validation
Une partie importante de l'ISO 13485 est la gestion des risques. Nous analysons les modes de défaillance potentiels pour chaque étape de production. Nous mettons ensuite en place des contrôles pour atténuer ces risques. Cette approche systématique garantit la fiabilité. Elle implique également une validation rigoureuse Validation des processus14 pour confirmer que nos étapes de fabrication produisent systématiquement des pièces qui répondent aux spécifications.
Propreté en production
Pour de nombreux composants sensibles, micro-usinage en salle blanche est essentiel. Cet environnement contrôlé minimise les particules en suspension dans l'air, protégeant les pièces de la contamination.
| Stratégie d'atténuation des risques | Description |
|---|---|
| AMDEC | Analyse des défaillances potentielles du processus. |
| Validation (QI/QO/QP) | Vérification des équipements et des processus. |
| Traçabilité des matériaux | Documentation des origines et des lots de matériaux. |
| Contrôle de la salle blanche | Gestion des contaminants environnementaux. |
Pour le micro-usinage médical, le succès dépend d'une adhésion rigoureuse aux normes telles que l'ISO 13485. Un environnement contrôlé et propre et une gestion proactive des risques ne sont pas facultatifs, ils sont essentiels pour produire des pièces sûres et fiables.
Évitez les lacunes de communication : 7 détails indispensables dans les RFQ de micro-usinage CNC
Une demande de devis (RFQ) est votre première communication, la plus critique, avec un fabricant. Pour le micro-usinage CNC, les détails sont primordiaux.
Des RFQ vagues conduisent souvent à des suppositions. Cela entraîne des erreurs de devis, des retards de production et des pièces qui ne répondent pas à vos normes.
Fournir des informations claires et complètes est le seul moyen d'obtenir des prix précis. Cela garantit également que les composants finaux sont exactement ceux que vous avez conçus. Ce guide sert de liste de contrôle essentielle pour vos RFQ. Il vous aide à spécifier les micro-caractéristiques CNC pour un processus fluide.

Une RFQ pour l'usinage micro CNC nécessite plus qu'un simple modèle 3D. Ce doit être un dossier technique complet. Les informations manquantes nous obligent à faire des suppositions sur les tolérances, les finitions, voire les matériaux. Cela crée un risque pour vous et pour le fournisseur. Chez PTSMAKE, nous avons constaté que les projets les plus réussis commencent par les RFQ les plus détaillées.
Des instructions claires éliminent l'ambiguïté. Elles nous permettent de chiffrer avec précision les micro-composants et de planifier le chemin de fabrication le plus efficace. Cela permet de gagner du temps et d'éviter des retouches coûteuses plus tard. Votre objectif doit être de ne laisser aucune place à l'interprétation. Chaque caractéristique critique doit être clairement définie.
Liste de contrôle essentielle des RFQ pour le micro-usinage CNC
Pour éviter les lacunes de communication, assurez-vous que votre RFQ inclut ces détails cruciaux. Ces informations nous aident à comprendre vos besoins exacts pour toute Métrologie15 exigences et autres spécifications.
| Détail de la RFQ | Pourquoi c'est crucial | Exemple |
|---|---|---|
| Qualité des matériaux | Affecte le choix de l'outil, la vitesse et le coût. | Aluminium 6061-T6, pas seulement "Aluminium" |
| Tolérances critiques | Concentre l'effort sur ce qui compte le plus. | Mettez en évidence ±0,005 mm sur le dessin 2D. |
| Finition de la surface (Ra) | Dictent les étapes d'usinage finales et le coût. | Spécifiez Ra 0,8 µm sur les surfaces d'étanchéité. |
| Seuils de quantité | Permet une tarification précise basée sur le volume. | Demandez une tarification pour 100, 500 et 1000 unités. |
| Besoins d'inspection | Garantit que les normes de qualité sont respectées et vérifiées. | Demandez un rapport CMM pour les caractéristiques critiques. |
| Post-traitement | Définit les opérations secondaires nécessaires. | Anodisation Type II, Noir ; ou Traitement thermique à HRC 45. |
| CAO et Dessins 2D | Fournit des données complètes sur la géométrie et les tolérances. | Soumettez un fichier STEP et un dessin PDF. |
Une RFQ bien préparée avec des détails spécifiques sur les matériaux, les tolérances et les finitions est non négociable. C'est la meilleure façon d'éviter les erreurs, d'obtenir des devis fiables et d'assurer le succès de votre projet de micro-usinage CNC dès le départ.
Prêt à améliorer votre micro-usinage CNC ? Contactez PTSMAKE dès aujourd'hui !
Débloquez un micro-usinage CNC ultra-précis pour des pièces de haute précision, sans les tracas des problèmes de tolérance, des retards de fournisseurs ou des risques de qualité. Prêt pour des composants sans défaut et un support réactif et expert ? Envoyez votre RFQ à PTSMAKE dès maintenant et faites passer votre projet au niveau supérieur !

Découvrez comment ces composants traduisent l'énergie électrique en mouvements physiques précis, sub-micrométriques, pour une précision d'usinage ultime. ↩
Découvrez comment les propriétés directionnelles d'un matériau peuvent affecter la précision du micro-usinage. ↩
Apprenez-en davantage sur cette méthode statistique de contrôle de processus pour comprendre son impact sur la cohérence de la fabrication. ↩
Découvrez comment ce phénomène physique peut affecter la précision et comment nos processus sont conçus pour le contrôler. ↩
Découvrez comment cette propriété peut affecter l'usure de l'outil et la précision en micro-usinage. ↩
Apprenez comment la friction, l'usure et la lubrification à un niveau microscopique impactent la durée de vie des pièces mécaniques. ↩
Comprenez comment la flexion de l'outil affecte la précision des micro-pièces et découvrez des stratégies de conception pour l'éviter. ↩
Apprenez comment cette méthode statistique garantit une qualité constante dans la production à grand volume. ↩
Apprenez comment cette méthodologie axée sur les données garantit que chaque pièce répond aux spécifications, même lors de productions à grand volume. ↩
Apprenez comment un contrôle précis de l'état de surface impacte les performances et la fonctionnalité des composants. ↩
Découvrez la science de la mesure et son rôle essentiel dans la fabrication de précision. ↩
Apprenez comment les forces internes des matériaux peuvent affecter la précision et la stabilité à long terme de votre pièce. ↩
Explorez notre guide détaillé sur le GD&T pour mieux définir la fonction de la pièce et maîtriser les coûts de fabrication. ↩
Découvrez pourquoi cette validation est essentielle pour garantir une qualité constante et la conformité réglementaire de vos pièces médicales. ↩
Apprenez comment la science de la mesure de précision garantit que vos micro-composants répondent aux spécifications exactes. ↩






