

يواجه مهندسو التصنيع تحديًا حاسمًا: تحقيق وصلات معدنية متناسقة وعالية القوة دون تلف حراري أو تشويه للمواد. فغالبًا ما تؤدي طرق اللحام التقليدية إلى حدوث إجهاد حراري وأكسدة واعوجاج يمكن أن يضر بالمكونات الدقيقة.
يوفر لحام المعادن بالموجات فوق الصوتية عملية لحام بالموجات فوق الصوتية عملية ربط في الحالة الصلبة تخلق روابط جزيئية من خلال الاهتزازات والضغط عالي التردد، مما يزيل المناطق المتأثرة بالحرارة مع الحفاظ على خصائص المواد ودقة الأبعاد.
بعد العمل مع العديد من تحديات ربط المعادن في شركة PTSMAKE، رأيت كيف يمكن لنهج اللحام بالموجات فوق الصوتية الصحيح أن يحل مشاكل التجميع المعقدة. يغطي هذا الدليل 12 جانبًا أساسيًا يحدد نجاح اللحام، بدءًا من توافق المواد إلى استراتيجيات تحسين العملية التي تضمن نتائج إنتاج موثوقة.
ما هي القيود المادية التي تحدد ‘قابلية اللحام’ للمادة؟
ليست كل المعادن سهلة اللحام. إن "قابلية لحام" المادة ليست مجرد نعم أو لا. فهي تعتمد على خصائصها الفيزيائية الأساسية.
تحدد هذه الخصائص كيفية استجابة المادة لعملية اللحام. وبالنسبة لتقنيات مثل لحام المعادن بالموجات فوق الصوتية، فإن هذا أمر بالغ الأهمية. فهمها هو مفتاح النجاح.
العوامل الرئيسية في قابلية اللحام
بعض الخصائص أكثر أهمية من غيرها. تلعب الصلابة والليونة والتوصيلية أدوارًا كبيرة. كما تضع سماكة المادة حدودًا واضحة.
| الممتلكات | التأثير على اللحام بالموجات فوق الصوتية |
|---|---|
| الصلابة | صلبة للغاية تمنع تشوه البلاستيك |
| الليونة | يسمح بتدفق المواد وترابطها |
| التوصيلية | موصلية عالية تبدد الطاقة |
| السُمك | يحد من انتقال الطاقة الاهتزازية |
وتحدد هذه العوامل معًا ما إذا كان اللحام القوي والموثوق به ممكنًا أم لا.

الفيزياء الكامنة وراء القيود
يعتمد نجاح اللحام بالموجات فوق الصوتية على الفيزياء. تستخدم هذه العملية اهتزازات عالية التردد لإنشاء رابطة صلبة. فهي لا تصهر المعدن. بدلاً من ذلك، تستخدم الاحتكاك والضغط.
الصلابة والليونة
الصلابة أمر بالغ الأهمية. إذا كان المعدن شديد الصلابة، لا يمكن للاهتزازات أن تخلق احتكاكًا كافيًا أو تشوهًا بلاستيكيًا في الوصلة. فلن تلتصق الأسطح. وعلى العكس من ذلك، فإن الليونة الجيدة تسمح للمواد بالتدفق والامتزاج تحت الضغط، مما يشكل لحامًا قويًا. تكون المعادن الأكثر ليونة وسلاسة مرشحة بشكل عام أفضل.
الدور المزدوج للتوصيلية
كما أن الموصلية الحرارية والكهربائية مهمة أيضًا. يمكن أن تكون المواد عالية التوصيل مثل النحاس صعبة. فهي تبدد الطاقة الاهتزازية كحرارة بسرعة كبيرة. وهذا يمنع درجات الحرارة من الارتفاع بما يكفي عند واجهة اللحام لتليين المادة.
قيود السُمك
سمك المادة هو الحاجز المادي الرئيسي. يجب أن تنتقل الاهتزازات فوق الصوتية عبر القطعة العلوية للوصول إلى المفصل. المواد السميكة تخمد هذه الطاقة. وهذا يقلل من فعالية اللحام، مما يجعل من الصعب تحقيق رابطة صلبة. تعتمد هذه العملية بأكملها على إنشاء ما يكفي من الانزلاق البيني1 بين الأسطح.
يتم تحديد ملاءمة المادة للحام بالموجات فوق الصوتية من خلال تركيبها الفيزيائي. فالصلابة والليونة والتوصيلية والسماكة ليست مجرد خصائص مجردة. فهي تتحكم بشكل مباشر فيما إذا كان يمكن تشكيل رابطة قوية في الحالة الصلبة عن طريق الحد من نقل الطاقة وتشوه المواد في واجهة اللحام.
ما هي الفئات الرئيسية لتطبيقات لحام المعادن بالموجات فوق الصوتية؟
يعد لحام المعادن بالموجات فوق الصوتية تقنية متعددة الاستخدامات. تطبيقاتها متنوعة للغاية. ويتطلب كل نوع منها نهجاً وخبرة محددة.
دعونا نقسم الفئات الرئيسية. نراها مستخدمة في العديد من الصناعات. ويتراوح ذلك من السيارات إلى الأجهزة الطبية. يتم تكييف العملية لمختلف المواد والأشكال.
فيما يلي نظرة عامة سريعة على التطبيقات الشائعة:
| فئة التطبيق | الصناعة الأولية | المواد الشائعة |
|---|---|---|
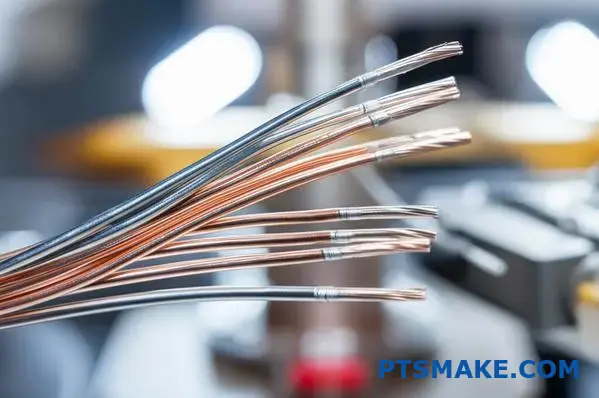
| ربط الأسلاك | السيارات، الإلكترونيات | نحاس، ألومنيوم |
| ختم الأنبوب | الطبية، التدفئة والتهوية وتكييف الهواء | نحاس، ألومنيوم |
| لحام البطارية | السيارات الكهربائية، إلكترونيات استهلاكية | النحاس والنيكل والألومنيوم |
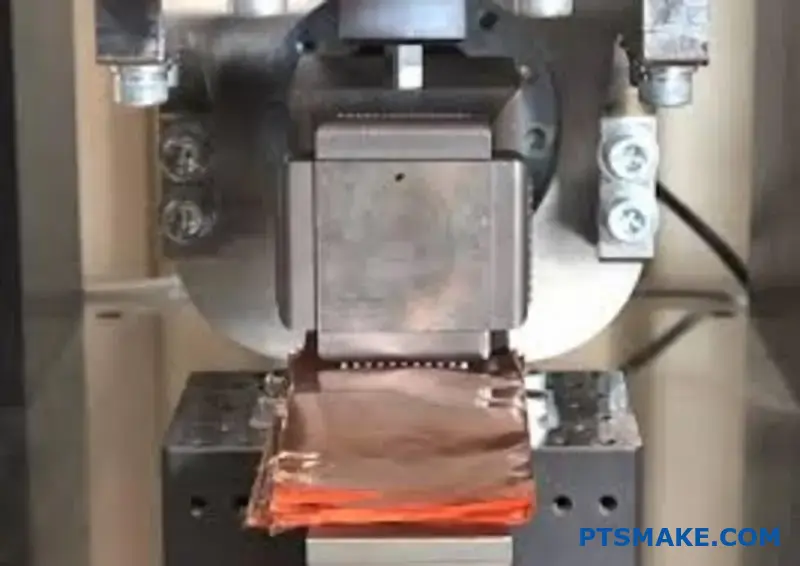
| ربط الرقائق/الصفائح المعدنية | التعبئة والتغليف، الطاقة الشمسية | ألومنيوم، نحاس |
إن فهم هذه الفئات أمر أساسي. فهو يساعد في اختيار العملية المناسبة لمشروعك.
التعامل مع التحديات الخاصة بالتطبيقات
تمثل كل فئة من فئات لحام المعادن بالموجات فوق الصوتية عقبات فريدة من نوعها. يعتمد النجاح على فهم هذه التعقيدات. فالأمر لا يتعلق فقط بالضغط والاهتزاز. بل يتطلب معرفة عميقة بالعملية.
تعقيدات ربط الأسلاك
قد يبدو ربط الأسلاك بسيطاً ومباشراً. لكن التحكم في كتلة اللحام أمر بالغ الأهمية. فالكثير من الطاقة الزائدة يمكن أن تتلف الأسلاك الرقيقة. ويؤدي القليل جدًا إلى اتصال ضعيف وغير موثوق به. يلعب مزيج المواد أيضًا دورًا كبيرًا هنا.
لحام البطارية واللحام بالرقائق المعدنية
تصنيع البطاريات هو مجال رئيسي لهذه التقنية. يتطلب لحام الرقائق الرقيقة بالألسنة دقة متناهية. وأي ضرر يمكن أن يضر بأداء البطارية وسلامتها. ويتمثل التحدي الرئيسي في الحفاظ على جودة لحام متسقة. ويجب أن يتم ذلك عبر آلاف الأجزاء. هذه العملية حساسة للغاية للتلوث السطحي.
يستحث الاهتزاز عالي التردد عملية تسمى التليين الصوتي2. وهذا يجعل المعدن أكثر مرونة للحظة. يمكّن من تكوين رابطة صلبة دون انصهار.
نظرة عامة على التحديات
| التطبيق | التحدي الرئيسي | سبب صعوبة الأمر |
|---|---|---|
| ربط الأسلاك | التحكم في كتل اللحام | تحقيق التوازن بين قوة الوصلة وسلامة الأسلاك. |
| ختم الأنبوب | تحقيق الإغلاق المحكم | التأكد من عدم وجود تسربات في الأنظمة الحرجة مثل أنظمة التدفئة والتهوية وتكييف الهواء. |
| لحام البطارية | منع تلف الرقائق المعدنية | المواد الرقيقة سهلة التمزق أو السخونة الزائدة. |
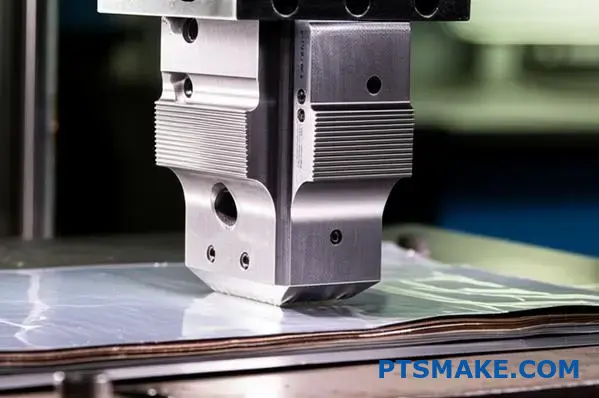
| ربط الألواح | الحفاظ على التسطيح | يمكن أن تلتوي الأسطح الكبيرة والرقيقة تحت الضغط. |
في المشاريع السابقة في شركة PTSMAKE، قمنا بتصنيع مكونات تركيبات اللحام آليًا. نحن ندرك مدى أهمية التصنيع الدقيق لدعم طرق الربط المتقدمة هذه بفعالية.
تطبيقات لحام المعادن بالموجات فوق الصوتية متخصصة للغاية. من الربط السلكي إلى لحام ألسنة البطاريات، لكل منها تحديات متميزة. يتوقف النجاح على فهم هذه الفروق الدقيقة وتطبيق التحكم الدقيق في العملية لتحقيق وصلات موثوقة وعالية الجودة لكل حالة استخدام محددة.
كيف تؤثر تركيبات المواد (على سبيل المثال، النحاس-أل) على اللحام؟
يمثل لحام المواد غير المتشابهة مثل النحاس والألومنيوم تحديات فريدة من نوعها. وتكمن المشكلة الأساسية في اختلاف خواصها الفيزيائية بشكل كبير.
عندما تحاول وصلهما، لا يندمجان ببساطة. فهما يتفاعلان كيميائيًا عند واجهة اللحام.
مشكلة خلط المعادن
يخلق هذا التفاعل طبقات هشة يمكن أن تتسبب في فشل اللحام تحت الضغط. هذه الطبقات صلبة ولكنها تفتقر إلى الصلابة. فهي الحلقة الضعيفة في السلسلة.
دعونا نلقي نظرة على الاختلافات الأساسية بينهما.
| الممتلكات | النحاس (النحاس) | الألومنيوم (Al) |
|---|---|---|
| نقطة الانصهار | ~1083°C | ~660°C |
| التوصيل الحراري | عالية | عالية جداً |
| البنية البلورية | لجنة الاتصالات الفيدرالية | لجنة الاتصالات الفيدرالية |
هذه الخصائص المتضاربة تجعل التحكم في عملية اللحام أمرًا بالغ الأهمية لنجاح الوصلة.

التحكم في التكوين الهش بين الفلزات الهشة
عندما يتم تسخين النحاس والألومنيوم وخلطهما، فإنهما يشكلان مركبات بين الفلزات3. ومن المعروف أن هذه المركبات، مثل Al₂Cu و Al₄Cu₉Cu₉، هشة وعرضة للتشقق.
سمك هذه الطبقة بين الفلزية هو العدو. فالطبقة السميكة تؤدي إلى مفصل أضعف. والهدف الأساسي دائمًا هو إبقاء هذه الطبقة رقيقة قدر الإمكان، ومن الناحية المثالية بضعة ميكرومترات فقط.
الضبط الدقيق لمعلمات اللحام
إذن، كيف نحقق ذلك؟ الإجابة هي التحكم الدقيق في معلمات اللحام. إدخال الحرارة هو العامل الوحيد الأكثر أهمية. حرارة أقل تعني وقت تفاعل أقل وطبقة هشة أرق.
وهنا تتفوق العمليات المتقدمة مثل لحام المعادن بالموجات فوق الصوتية. فهي تنشئ رابطة في حالة صلبة بأقل قدر من الحرارة، متجاوزة العديد من مشاكل اللحام بالانصهار.
في PTSMAKE، نقوم في PTSMAKE بضبط معلمات متعددة لكل تطبيق فريد من نوعه.
| المعلمة | التعديل | التأثير على لحام النحاس-أل |
|---|---|---|
| مدخلات الحرارة | التقليل إلى الحد الأدنى | يقلل من سماكة الطبقة بين الفلزية |
| سرعة اللحام | الزيادة | يحد من وقت النمو بين الفلزات |
| الضغط | تحسين | يضمن التلامس الذري الجيد |
استناداً إلى خبرتنا في المشروع، فإن تحقيق التوازن بين هذه المتغيرات هو المفتاح. فالأمر لا يتعلق بإعداد واحد، بل بالتآزر فيما بينها. هذه هي الطريقة التي نضمن بها وجود رابطة قوية ومتينة وموثوقة للمكونات الهامة لعملائنا.
من الصعب لحام المعادن غير المتشابهة مثل النحاس-أل بسبب هشاشة المعادن البينية. ويتمثل الحل في التحكم الدقيق في المعاملات، وخاصة تقليل الحرارة. هذه الإدارة الدقيقة تحد من نمو هذه الطبقات الضعيفة، مما يضمن تشكيل وصلة قوية وموثوقة.
ما هي أنماط الفشل الشائعة في اللحامات بالموجات فوق الصوتية؟
إن التعرف على عيوب اللحام هو الخطوة الأولى نحو التحكم في العملية. كل عيب هو دليل يشير مباشرةً إلى مشكلة محددة في الإعداد الخاص بك. يتعلق الأمر بتشخيص الأعراض للعثور على العلاج.
وهذا يمنع حالات الرفض المكلفة والتأخير في الإنتاج. دعنا نستكشف أوضاع الفشل الأكثر شيوعًا التي ستواجهها.
اللحام السفلي
وينتج عن ذلك رابطة ضعيفة تفشل بسهولة. قد تبدو الأجزاء ملتحمة ولكنها تفتقر إلى السلامة الهيكلية. إنها علامة واضحة على عدم كفاية الطاقة التي تصل إلى واجهة اللحام.
اللحام الزائد
هنا، يتم تطبيق الكثير من الطاقة. يمكن أن يتسبب ذلك في حدوث تشققات أو تدهور المواد أو وميض (طرد). ويضر بشدة بقوة التجميع النهائي ومظهره.
التصاق المواد
عندما تذوب المادة وتلتصق بالقرن، فإن ذلك يمثل مشكلة كبيرة. هذا العيب يضر بسطح المكون ويمكن أن يوقف الإنتاج لتنظيف الأداة.

من الضروري فهم أسباب هذه العيوب. من واقع خبرتي، تعود معظم المشكلات إلى عدد قليل من معلمات العملية الرئيسية. من خلال ربط وضع الفشل بمعامل ما، يمكنك إجراء تعديلات مستهدفة. هذا النهج المنهجي أكثر فعالية بكثير من التخمين العشوائي.
تعتمد العملية على التحكم في الاحتكاك البيني4 لتوليد الحرارة. عندما تكون المعلمات معطلة، يكون هذا الاحتكاك إما منخفضًا جدًا أو مرتفعًا جدًا، مما يؤدي إلى عيوب يمكن التنبؤ بها. غالبًا ما تنبع التحديات في لحام المعادن بالموجات فوق الصوتية من تحقيق هذا التوازن بشكل صحيح.
تشخيص السبب الجذري
في شركة PTSMAKE، غالبًا ما نساعد العملاء على استكشاف أخطاء عمليات اللحام وإصلاحها. دائمًا ما تكون طريقة التشخيص المنطقي هي أفضل طريق للمضي قدمًا. فيما يلي جدول يربط العيوب الشائعة بأسبابها المحتملة.
| عيب اللحام | مشكلة المعلمة المحتملة | التصحيح الشائع |
|---|---|---|
| اللحام السفلي | سعة منخفضة وزمن لحام قصير وضغط منخفض | قم بزيادة معلمات مدخلات الطاقة تدريجيًا. |
| اللحام الزائد/التشقق | السعة العالية، وقت اللحام الطويل، الضغط العالي | تقليل مدخلات الطاقة بشكل منهجي. |
| التصاق المواد | حرارة زائدة، تشطيب أداة رديء، مادة خاطئة | انخفاض السعة/الزمن، تحقق من حالة البوق. |
| قشر غير متناسق | تذبذب البارامترات، ضعف ملاءمة الأجزاء | معايرة ماكينة اللحام، وتحسين تركيبات القِطع. |
يعمل هذا الجدول كنقطة بداية قوية لاستكشاف الأخطاء وإصلاحها. اضبط دائمًا معلمة واحدة في كل مرة لعزل المتغير المسبب للمشكلة.
إن التعرف على هذه العيوب أمر بالغ الأهمية. يسمح ربطها بمعلمات العملية مثل الضغط والوقت والسعة باستكشاف الأخطاء وإصلاحها بدقة. وهذا يضمن الحصول على لحامات متسقة وعالية الجودة، مما يوفر وقتًا ثمينًا ويمنع هدر المواد في خط الإنتاج لديك.
كيف تؤثر نظافة الأجزاء على عملية اللحام؟
تمثل الملوثات السطحية عقبة كبيرة أمام تحقيق لحام قوي. تشكل مواد مثل الزيوت والأكاسيد ومركبات السحب حاجزًا على المعدن.
ويمنع هذا الحاجز التلامس المباشر بين المعدن والمعدن المطلوب لرابطة صلبة. وغالباً ما تكون النتيجة وصلة لحام غير متناسقة وضعيفة هيكلياً.
الملوثات الشائعة وتأثيراتها
| الملوثات | التأثير الأساسي |
|---|---|
| الزيوت والشحوم | يخلق مسامية، ويضعف المفصل. |
| الأكاسيد (الصدأ) | محتجزة في شكل شوائب، تسبب الهشاشة |
| مركبات الرسم | يعمل كحاجز مادي ويمنع الاندماج |
لذلك، يعد التنظيف المناسب خطوة حاسمة وغير قابلة للتفاوض في سير عمل اللحام.

كيف تعطل الملوثات اللحام
تتداخل الملوثات بشكل فعال مع عملية اللحام. فهي تُدخل عناصر غير مرغوب فيها وتمنع تكوين رابطة معدنية حقيقية بنجاح.
مشكلة الزيوت والشحوم
عند تسخينها أثناء اللحام، تتبخر الزيوت والشحوم أثناء اللحام. تطلق هذه العملية غازات، والتي يمكن أن تصبح محاصرة في حوض اللحام المنصهر. وهذا يخلق فقاعات صغيرة، تعرف باسم المسامية، مما يجعل اللحام النهائي ضعيفًا وغير موثوق به.
مشكلة الأكاسيد
عادةً ما يكون للأكاسيد، مثل الصدأ، درجة انصهار أعلى بكثير من المعدن الأساسي. فهي لا تذوب بشكل صحيح أثناء اللحام. وبدلاً من ذلك، فإنها تنحصر في صورة شوائب صلبة داخل اللحام، مما يقلل من قوة الوصلة وليونتها.
تأثير الحاجز
في نهاية المطاف، تشكل جميع الملوثات الطبقة البينية5 على سطح المادة. يفصل هذا الحاجز بين الأجزاء المعدنية فيزيائياً. تعتمد بعض العمليات، مثل لحام المعادن بالموجات فوق الصوتية، على أسطح نقية تمامًا لإنشاء رابطة. تمتص هذه الطبقة الملوثة الطاقة وتعطل تدفق الحرارة وتمنع حدوث الاندماج المناسب.
| نوع الملوثات | آلية التعطيل | العواقب |
|---|---|---|
| عضوي (زيت) | التبخير وتكوين الغازات | المسامية، التقصف الهيدروجيني |
| غير عضوي (أكسيد) | درجة انصهار عالية | الشوائب، انخفاض الليونة |
| المعالجة (مركب) | الحاجز المادي | عدم الاندماج وضعف الترابط |
في المشاريع السابقة في شركة PTSMAKE، حددنا أن التنظيف غير الكافي هو السبب المباشر لفشل المكونات. إنها خطوة أساسية لأي عملية تصنيع موثوقة.
تُنشئ الملوثات مثل الزيوت والأكاسيد حاجزًا يمنع الترابط المناسب بين المعدن والمعدن. وهذا يؤدي إلى لحامات ضعيفة بها عيوب مثل المسامية والشوائب. الإعداد السليم للسطح غير قابل للتفاوض لتحقيق جودة وقوة لحام موثوقة.
ما أنواع أدوات التحكم في التغذية الراجعة الموجودة في آلات اللحام الحديثة؟
توفر آلات اللحام الحديثة تحكمًا دقيقًا في عملية الوصل. اختيار وضع التحكم الصحيح هو المفتاح للحصول على نتائج متسقة. إنها ليست حالة واحدة تناسب الجميع.
يوفر كل وضع طريقة مختلفة لإدارة دورة اللحام. يعتمد الاختيار على المواد وهندسة القِطع ومتطلبات الجودة.
مقارنة أوضاع التحكم الرئيسية
فهم أفضل حالة استخدام لكل وضع يمنع عيوب اللحام الشائعة. ويضمن الاستقرار في خط الإنتاج الخاص بك.
| وضع التحكم | الوظيفة الأساسية |
|---|---|
| الوقت | اللحامات لمدة محددة. |
| الطاقة | توفر كمية محددة مسبقاً من الطاقة. |
| ذروة الطاقة | يوقف اللحام عند مستوى الطاقة المستهدف. |
| المسافة | يلحم حتى يتحقق انهيار محدد. |
يؤثر هذا الاختيار بشكل مباشر على جودة المنتج النهائي.

دليل عملي لأنماط التحكم
يعد اختيار عنصر التحكم المناسب خطوة حاسمة. فهو يضمن أن كل لحام يلبي المواصفات الصارمة. وهذا ينطبق بشكل خاص على التطبيقات عالية الدقة. في المشاريع السابقة في PTSMAKE، رأينا كيف يمكن لتغيير الوضع أن يحل مشاكل الجودة المستمرة.
الوضع الزمني
هذا هو التحكم الأساسي. تعمل ماكينة اللحام لفترة زمنية محددة مسبقًا. إنه بسيط وقابل للتكرار للتطبيقات التي يكون فيها اتساق القِطع والمواد عاليًا جدًا. ومع ذلك، لا يمكنها تعويض الاختلافات.
وضع الطاقة
يوفر وضع الطاقة كمية محددة من الطاقة الكهربائية للحام. هذا الوضع ممتاز لتعويض الاختلافات الطفيفة في سطح الجزء أو المادة. وغالباً ما يُستخدم في لحام المعادن بالموجات فوق الصوتية لضمان تكوين رابطة جزيئية صلبة.
وضع ذروة الطاقة
هنا، تتوقف دورة اللحام بمجرد الوصول إلى مستوى طاقة محدد مسبقًا. وهذا مفيد لحماية المكونات الحساسة من الإفراط في الطاقة. فهو يمنع السخونة الزائدة أو التلف.
وضع المسافة / الانهيار
يوفر هذا الوضع التغذية الراجعة المادية الأكثر مباشرة. تتوقف العملية بمجرد توقف العملية بمجرد تحديد انهيار اللحام6 يتم قياسها. وهذا يضمن اتساق قوة الوصلة وأبعاد التجميع النهائي. وهو مثالي للتطبيقات الحرجة.
| وضع التحكم | أفضل حالة استخدام | الميزة الرئيسية |
|---|---|---|
| الوقت | أجزاء متناسقة للغاية ومفاصل بسيطة. | البساطة والسرعة. |
| الطاقة | الأجزاء ذات الاختلافات السطحية الطفيفة. | يعوض عن التناقضات. |
| ذروة الطاقة | إلكترونيات حساسة أو حساسة للحرارة. | يمنع تلف المكونات. |
| المسافة | التجميعات الحرجة التي تتطلب دقة الأبعاد. | يضمن السلامة الميكانيكية. |
يعد اختيار وضع التحكم الصحيح - الوقت أو الطاقة أو الطاقة أو الطاقة أو المسافة - أمرًا أساسيًا لاستقرار العملية. ويرتبط الاختيار الأفضل دائمًا بالتطبيق المحدد والمواد ومتطلبات الجودة لضمان الحصول على لحامات متسقة وموثوقة في كل مرة.
كيف تؤثر سماكة قطعة العمل على اختيار المعلمات؟
سمك كومة اللحام الكلي عامل رئيسي. تمثل المواد الأكثر سمكًا عقبة كبيرة أمام اللحامات الناجحة. فهي تتطلب طاقة أكبر بكثير لإنشاء رابطة صلبة.
لا يتعلق الأمر فقط بزيادة الطاقة. يصبح اختيار المعلمة توازنًا دقيقًا. يجب أن نأخذ في الاعتبار الطاقة والتردد وحتى تصميم الأدوات للحصول على ذلك بشكل صحيح.
تحولات المعلمات الرئيسية
تتطلب سماكة أكبر تحولاً جوهرياً في النهج المتبع.
| العامل | قطعة عمل رقيقة | قطعة عمل سميكة |
|---|---|---|
| الطاقة | أقل | أعلى |
| الأدوات | قياسي | أكثر قوة |

التغلب على تبديد الطاقة
عند لحام المواد السميكة، يتم فقدان المزيد من الطاقة الاهتزازية. تتبدد كحرارة في جميع أنحاء قطعة العمل بدلاً من التركيز على واجهة اللحام. هذا التأثير هو شكل من أشكال التخميد المادي7. لإنشاء رابطة قوية، يجب التغلب على فقدان الطاقة هذا.
ضبط الطاقة والتردد
للتعويض، يحتاج النظام إلى توفير المزيد من الطاقة. وهذا يخلق سعة أعلى للاهتزاز. وغالبًا ما نجد أن الترددات المنخفضة، مثل 20 كيلو هرتز، تعمل بشكل أفضل من 40 كيلو هرتز على المداخن السميكة. تساعد الحركة الأكبر على نقل الطاقة عبر المادة بشكل أكثر فعالية.
تعديلات المعلمات النموذجية
تُظهر تجربتنا في المشاريع السابقة اتجاهاً واضحاً.
| المعلمة | كومة رقيقة (أقل من 1 مم) | كومة سميكة (> 3 مم) |
|---|---|---|
| الطاقة | منخفضة إلى متوسطة | عالية |
| التردد | 40 كيلوهرتز أو 30 كيلوهرتز | 20 كيلوهرتز أو 15 كيلوهرتز |
| السعة | أقل | أعلى |
| الأدوات | تصميم قياسي | معزز/قوي |
الحاجة إلى أدوات قوية
تضع القوة والسعة المتزايدة ضغطًا هائلاً على الأدوات. يمكن أن تتشقق الأبواق والسنادين القياسية أو تتعطل في ظل هذه الظروف. في PTSMAKE، نقوم في PTSMAKE بتصميم أدوات أكثر قوة لهذه التطبيقات. وهذا أمر بالغ الأهمية لتحقيق أداء ثابت في لحام المعادن بالموجات فوق الصوتية ويمنع تعطل المعدات المكلفة.
يتطلب لحام المواد الأكثر سمكًا معايرة دقيقة للنظام. تشمل التعديلات الرئيسية طاقة أعلى وترددًا أقل وأدوات أكثر متانة. يدير هذا النهج بفعالية متطلبات الطاقة المتزايدة ويضمن وجود رابطة قوية وموثوقة لقطعة العمل.
ما هو هيكل نظام مراقبة جودة اللحام الشامل؟
يتجاوز النظام الشامل حقًا الفحوصات البصرية البسيطة. فهو يعتمد على البيانات في الوقت الفعلي لإنشاء توقيع رقمي لكل لحام على حدة. وهذا هو جوهر مراقبة الجودة الحديثة.
تعطينا مراقبة نقاط البيانات الرئيسية فحصًا فوريًا لصحة البيانات. يسمح لنا برؤية ما بداخل العملية أثناء حدوثها.
نقاط البيانات الرئيسية في الوقت الحقيقي
فيما يلي المقاييس المهمة التي نتتبعها:
| نقطة البيانات | ما الذي يقيسه |
|---|---|
| منحنى الطاقة | الطاقة المستهلكة طوال دورة اللحام. |
| الانهيار النهائي | السُمك النهائي للمواد الملحومة. |
| تحول التردد | التغييرات في تردد رنين النظام. |
توفر هذه البيانات صورة كاملة لسلامة اللحام.

لضمان الجودة، نحن لا نجمع البيانات فحسب، بل نستخدمها لاتخاذ قرارات آلية. يولد كل لحام توقيعًا فريدًا بناءً على القوة والانهيار والتردد.
في عملنا في شركة PTSMAKE، وضعنا بصمة لحام "ذهبية". ويستند ذلك إلى اختبارات وتحليلات مكثفة للأجزاء المثالية. ويصبح هذا التوقيع معيارنا للجودة.
من البيانات إلى الرفض الآلي
ثم نطبق حدود التحكم حول هذا المعيار. غالباً ما تسمى هذه العملية نافذة المعلمة8. يتم وضع علامة تلقائيًا على أي لحام ينتج عنه توقيع خارج هذه الحدود المحددة.
هذا النظام لا يخمن. إذا انحرفت بيانات جزء ما، يتم رفضه أو فرزه على الفور لمراجعته. وهذا أمر بالغ الأهمية للإنتاج بكميات كبيرة. فهو يضمن عدم انزلاق أي جزء مشكوك فيه.
بالنسبة لعمليات مثل لحام المعادن بالموجات فوق الصوتية، فإن هذه الدقة غير قابلة للتفاوض.
الكشف عن العيوب الشائعة
إليك كيف يمكن أن تشير انحرافات البيانات إلى مشاكل محددة:
| انحراف البيانات | العيب المحتمل |
|---|---|
| طاقة منخفضة | طاقة غير كافية، رابطة ضعيفة |
| انهيار عالٍ | اللحام الزائد، تلف المواد |
| التردد غير النموذجي | التلوث، سوء ملاءمة القطعة |
هذا النهج الآلي يزيل الخطأ البشري. كما أنه يوفر سجلاً رقمياً كاملاً للتتبع، وهو أمر حيوي لعملائنا في القطاع الطبي وقطاع السيارات.
تعمل البيانات في الوقت الحقيقي على تحويل مراقبة اللحام من عملية تفاعلية إلى عملية استباقية. من خلال تتبع المقاييس الرئيسية، يمكننا الكشف عن الأجزاء المشتبه بها ورفضها تلقائيًا، مما يضمن جودة متسقة وإمكانية تتبع كاملة لكل مكون يتم إنتاجه.
تحليل لحام بطارية بطارية فاشلة: ما هي العملية التي تقوم بها؟
عندما يفشل لحام علامة تبويب البطارية، فإن السؤال الأول دائمًا هو "لماذا؟ قراءة المقاومة العالية هي عرض واضح، ولكن ليس السبب.
تتجنب عمليتي التخمين. إنه تحقيق منهجي مبني على أربع ركائز. يساعدنا هذا الهيكل على الانتقال من الأعراض إلى الحل بكفاءة.
الركائز الأربع للتحليل
نبدأ بالأمور البسيطة أولاً. ثم ننتقل إلى التحليلات الأكثر تعقيداً. وهذا يوفر الوقت والموارد.
فيما يلي لمحة سريعة عن مقاربتي الأولية.
| ركيزة التحليل | التركيز الأساسي |
|---|---|
| الفحص البصري | العيوب على مستوى السطح، وتغير اللون، والمحاذاة |
| مراجعة بيانات اللحام | المعلمات المسجلة أثناء دورة اللحام |
| الاختبار التدميري | الهيكل الداخلي وقوة الرابطة |
| مراجعة المواد | التلوث والسمك والتركيب |
تضمن لنا هذه الخطة المنهجية عدم تفويت أي دليل حاسم.

صياغة خطة الأسباب الجذرية
من الضروري وضع خطة شاملة. نبدأ بتحليل بيانات اللحام من الماكينة. هل انحرفت الطاقة أو الوقت أو مسافة الانهيار عن المعلمات المحددة؟ غالبًا ما توفر هذه البيانات الدليل الأول.
بعد ذلك، ننتقل إلى الاختبار التدميري. وهذا أمر غير قابل للتفاوض لإيجاد السبب الحقيقي. يمكن لاختبار التقشير البسيط تحديد قوة اللحام. ولكن لرؤية ما بالداخل، نحتاج إلى طرق أكثر تقدمًا.
الغوص العميق مع التحليل التدميري والتحليل المادي
هذا هو المكان الذي يتفوق فيه فريقي في PTSMAKE. نقوم بإجراء مقطع عرضي لكتلة اللحام. وهذا يسمح بـ تحليل المعادن9, وكشف البنية الداخلية تحت المجهر. نبحث عن الفراغات أو الشقوق أو عدم كفاية الترابط في واجهة اللحام.
هذه الخطوة حاسمة في عمليات مثل لحام المعادن بالموجات فوق الصوتية. ويؤكد ما إذا كان قد تم تكوين رابطة معدنية حقيقية. وأخيرًا، نراجع المواد الخام. هل كانت ألواح النيكل أو رقائق النحاس ملوثة بالزيوت أو الأكاسيد؟
ويرد هذا النهج الشامل في الجدول أدناه.
| طريقة الاختبار | الهدف الرئيسي | النتائج المحتملة |
|---|---|---|
| اختبار التقشير | قياس قوة اللحام الكمي | تشير قوة N-قوة منخفضة إلى ضعف الرابطة |
| المقطع العرضي | عرض الهيكل الداخلي | الفراغات، وسوء تدفق المواد، والتشققات الدقيقة |
| تحليل SEM/EDX | التحقق من نقاء المواد | ملوثات السطح، سبيكة غير صحيحة |
الجمع بين هذه الطرق يعطينا صورة كاملة للفشل.
التحليل المنظم للأسباب الجذرية هو المفتاح. من خلال الجمع بين الفحوصات البصرية وبيانات اللحام والاختبارات التدميرية ومراجعة المواد، يمكننا تجاوز الأعراض لتحديد آلية الفشل الحقيقية. وهذا يضمن أن تكون أي إجراءات تصحيحية فعالة ودائمة.
نقد تصميم القطب الصوتي للحام رقائق معقدة متعددة الطبقات.
دعونا نقيّم تصميم سونوترود افتراضي. هذا أمر بالغ الأهمية للحام الرقائق المعقد متعدد الطبقات.
يهدف التصميم إلى الحصول على رابطة قوية ومتسقة. يعتمد النجاح كلياً على هندسة الأداة.
عناصر التصميم الرئيسية
يضمن السطح المحدد التلامس المتساوي. يتم تضمين موجهات الطاقة لتركيز الاهتزازات فوق الصوتية بدقة. هذا المزيج شائع.
ولكن، هل هو الأمثل للرقائق الرقيقة ذات الطبقات؟ يجب أن ننظر بشكل أعمق.
| الميزة | الغرض المقصود |
|---|---|
| سطح محيطي | توزيع ضغط التشبيك بالتساوي |
| مديرو الطاقة | تركيز الطاقة عند واجهة اللحام |
| فولاذ مقوى | توفير المتانة ومقاومة التآكل |
تحليل نقاط الفشل المحتملة
تكشف العين الناقدة عن المشاكل المحتملة. حتى التصميم حسن النية يمكن أن يفشل تحت الضغط، خاصة في لحام المعادن بالموجات فوق الصوتية. التفاعل بين القطب الصوتي والرقائق والسندان معقد.
قد لا يتطابق السطح المحيطي مع رقائق الرقائق بشكل مثالي. يمكن أن يتسبب ذلك في توزيع غير متساوٍ للضغط، مما يؤدي إلى نقاط ضعف أو لحام زائد في مناطق معينة. إنها مشكلة شائعة عالجناها في المشاريع السابقة في PTSMAKE.
يمكن لمخرجات الطاقة، إذا كانت حادة للغاية، أن تمزق بسهولة طبقة الرقائق العلوية قبل تشكيل اللحام المناسب. المادة المعاوقة الصوتية10 يلعب دورًا كبيرًا هنا أيضًا. يمكن لعدم التطابق بين السونوترود وقطعة العمل أن يعكس الطاقة بدلاً من إرسالها.
الطريق إلى تصميم محسّن
بدلاً من المخرجين الحادين، يمكننا استخدام سطح ذو نسيج دقيق. يوفر ذلك تماسكاً وتركيزاً للطاقة دون الإضرار بالرقائق المعدنية.
استنادًا إلى نتائج اختباراتنا، فإن تحليل العناصر المحدودة (FEA) لا يقدر بثمن أيضًا. فهو يساعد على محاكاة الحرارة والضغط، مما يسمح لنا بتحسين محيط القطب الصوتي رقميًا قبل قطع أي معدن.
| الفشل المحتمل | السبب المحتمل | التحسينات المقترحة |
|---|---|---|
| اللحام غير المتكافئ | سوء توزيع الضغط | صقل الكفاف باستخدام محاكاة FEA |
| تمزيق الرقائق المعدنية | مديرو الطاقة العدوانيون | استبدلها بسطح ذي نسيج دقيق |
| رابطة ضعيفة | انعكاس الطاقة | طابق مادة السونوترود الصوتي مع كومة الرقائق المعدنية |
يكشف النقد النظري عن عيوب خطيرة. من خلال التنبؤ بأوجه القصور مثل تمزق الرقائق واقتراح تحسينات مستندة إلى البيانات، يمكننا إنشاء تصميم أكثر قوة لعملية موثوقة.
كيف ستتعامل مع لحام سبيكة جديدة أو ‘غير قابلة للحام’؟
عند مواجهة مادة جديدة، لا يمكنك التخمين فقط. أنت بحاجة إلى خطة. خطة البحث والتطوير (R&D) هي خارطة طريقنا. فهي تحول التحدي المجهول إلى سلسلة من الخطوات التي يمكن التحكم فيها.
هذا النهج المنظم هو الطريقة التي نتعامل بها مع دراسات الجدوى في PTSMAKE. فهو يضمن حصولنا على بيانات موثوقة. إنها الخطوة الأولى لجعل اللحام "غير القابل للحام" قابلاً للحام.
مراحل البحث والتطوير الأولية
تبدأ خطتنا بفهم الأساسيات. نقوم بتقسيم المشكلة إلى مراحل رئيسية.
| المرحلة | الهدف |
|---|---|
| المرحلة 1 | توصيف المواد |
| المرحلة 2 | اختبار معلمات خط الأساس |
| المرحلة 3 | تطوير التقنيات الجديدة |
التعمق أكثر في التصميم التجريبي
إن جوهر خطة البحث والتطوير لدينا هو تصميم تجارب ذكية. يجب أن نعزل المتغيرات لنرى ما الذي يعمل حقًا. بالنسبة لأي سبيكة جديدة، نبدأ بإنشاء خط أساس. وهذا يخبرنا كيف تتصرف المادة في ظل الظروف القياسية.
ثم نختبر الحدود بشكل منهجي. الهدف هو إيجاد "نافذة لحام" مستقرة. هذه هي المجموعة المحددة من الإعدادات التي تنتج رابطة قوية وموثوقة. تتوقف العملية بأكملها على خلق ما يكفي من الحرارة وتدفق المواد من خلال الاحتكاك البيني11 دون صهر المعدن.
استكشاف معلمات اللحام
في بحثنا التعاوني مع العملاء، وجدنا أن النهج المنهجي هو المفتاح. نقوم بتعديل متغير واحد في كل مرة لتعيين تأثيره على جودة اللحام. هذه العملية القائمة على البيانات ضرورية لنجاح عملية لحام المعادن بالموجات فوق الصوتية.
| متغير | نطاق الاختبار | الأثر المتوقع |
|---|---|---|
| السعة | منخفض إلى مرتفع | يتحكم في الطاقة الاهتزازية وتوليد الحرارة. |
| الضغط | منخفض إلى مرتفع | يضمن التلامس الحميم بين الأسطح. |
| وقت اللحام | من القصير إلى الطويل | يحدد مدة تطبيق الطاقة. |
يساعدنا هذا الاختبار التفصيلي على تطوير تقنيات جديدة. وقد يتضمن ذلك تصميمات قرون مخصصة أو طرق تحضير السطح المصممة خصيصاً للسبائك الجديدة.
إن خطة البحث والتطوير المنظمة هي الطريقة الوحيدة لمعالجة السبائك "غير القابلة للحام". فهي توفر المسار الواضح المدعوم بالبيانات اللازمة لتطوير حلول لحام مبتكرة وتحويل تحديات التصنيع الصعبة إلى نتائج ناجحة لعملائنا.
كيف تؤثر درجة الحرارة والرطوبة المحيطة على استقرار العملية؟
يمكن أن تؤدي التحولات البيئية الكبيرة إلى تعطيل حتى أكثر العمليات استقرارًا. درجة الحرارة والرطوبة متغيرات صامتة. يمكنهما تغيير فيزياء الإعداد الخاص بك.
تؤثر هذه العوامل بشكل مباشر على كل من المكدس فوق الصوتي والمواد التي تعمل بها.
التأثير على المكونات الرئيسية
تتسبب التغيرات في درجة الحرارة في تمدد المواد أو انكماشها. وهذا يغير تردد الرنين للمكدس فوق الصوتي. يمكن أن تؤثر الرطوبة أيضاً على مواد معينة.
البيئة المستقرة أمر بالغ الأهمية لتحقيق نتائج متسقة.
| العامل | التأثير على المكدس فوق الصوتي | التأثير على قطعة العمل |
|---|---|---|
| درجة الحرارة | يغير تردد الرنين | تغيير خصائص المواد |
| الرطوبة | يمكن أن يتسبب في تآكل المكونات | يؤثر على المواد المسترطبة |

الفيزياء الكامنة وراء المشكلة
يتم ضبط المكدس فوق الصوتي على تردد رنين دقيق. عندما تتغير درجة الحرارة، تتمدد المكونات أو تنكمش. هذا التغيير في الأبعاد المادية يغير التردد مباشرة. يقلل عدم تطابق التردد من كفاءة اللحام واتساقه.
مواد الشُّغْلَة ضعيفة أيضًا. تؤثر درجة الحرارة على مرونتها وصلابتها. يمكن أن تؤدي الرطوبة إلى حدوث رطوبة، وهو ما يمثل مشكلة خاصة بالنسبة للبوليمرات. يؤدي ذلك إلى تغيير المواد المعاوقة الصوتية12, التي تؤثر على نقل الطاقة.
استراتيجيات التخفيف من حدة العمليات الحساسة
في المشاريع السابقة في PTSMAKE، وجدنا أن التحكم الاستباقي ضروري. بالنسبة للتطبيقات عالية المخاطر مثل لحام المعادن بالموجات فوق الصوتية، لا يمكنك ترك البيئة للصدفة. يمكن أن تؤدي الاختلافات الصغيرة إلى مشاكل كبيرة في الجودة.
لقد ساعدنا العملاء على تنفيذ استراتيجيات قوية لمواجهة هذه التأثيرات.
| الاستراتيجية | الوصف | المزايا |
|---|---|---|
| التحكم في المناخ | تنفيذ أنظمة التدفئة والتهوية وتكييف الهواء HVAC للحفاظ على مستويات مستقرة لدرجة الحرارة والرطوبة. | يمنع انجراف التردد والتغيرات المادية. |
| إعادة المعايرة المنتظمة | تحقق دورياً من تردد الرنين في النظام واضبطه. | يضمن التوصيل الأمثل للطاقة. |
| التكييف المسبق للمواد | تخزين مواد قطع العمل في بيئة خاضعة للرقابة قبل المعالجة. | يثبّت خصائص المواد. |
| المراقبة في الوقت الحقيقي | استخدم المستشعرات لتتبع الظروف البيئية وأداء النظام. | يسمح بإجراء تعديلات فورية. |
من خلال اعتماد هذه التدابير، يمكنك عزل عمليتك عن المتغيرات البيئية. وهذا يضمن نتائج يمكن التنبؤ بها وتكرارها.
تؤثر التغيرات البيئية الكبيرة بشكل مباشر على تردد الرنين وخصائص المواد. يعد التحكم في درجة الحرارة والرطوبة أمرًا بالغ الأهمية للحفاظ على استقرار العملية وضمان جودة المنتج النهائي.
أطلق العنان لنجاحك في لحام المعادن بالموجات فوق الصوتية مع PTSMAKE
هل أنت مستعد لحل أصعب تحديات لحام المعادن بالموجات فوق الصوتية؟ اتصل ب PTSMAKE اليوم للحصول على عرض أسعار سريع - يساعدك خبراؤنا في التغلب على مشكلات قابلية اللحام، وتحسين معلمات التطبيق، وتقديم نتائج دقيقة وقابلة للتكرار. دعونا نبني حلولاً عالية الجودة معًا - أرسل استفسارك الآن!

تعرف على المزيد حول الميكانيكا الدقيقة التي تمكّن روابط اللحام في الحالة الصلبة. ↩
تعرّف على كيفية سماح هذه الظاهرة باللحامات القوية دون ذوبان المعدن. ↩
اكتشف العلم وراء هذه المركبات وسبب تأثيرها على قوة الوصلة في لحام المواد غير المتشابهة. ↩
اكتشف كيف يحدد هذا المبدأ الأساسي توليد الحرارة وجودة اللحام في تطبيقات الموجات فوق الصوتية. ↩
تعرّف على مدى أهمية هذه الطبقة الحدودية المجهرية في ترابط المواد وسلامة اللحام بشكل عام. ↩
تعرّف على كيفية ضمان هذا القياس اتساق قوة الوصلة وأبعاد الجزء النهائي. ↩
تعلم كيف تؤثر خصائص المواد على امتصاص وتبديد الطاقة الاهتزازية أثناء اللحام. ↩
تعرّف على كيفية ضمان وضع حدود رقمية دقيقة تضمن التحكم في الجودة أثناء العملية 100%. ↩
اكتشف كيف يكشف الفحص المجهري عن العيوب المخفية ويؤكد سلامة اللحام. ↩
انظر كيف تؤثر هذه الخاصية على نقل الطاقة وسلامة اللحام. ↩
تعرف على المزيد حول كيف أن الاحتكاك هو مفتاح تشكيل روابط الحالة الصلبة في اللحام بالموجات فوق الصوتية. ↩
تعرف على المزيد حول كيفية تأثير هذه الخاصية على كفاءة نقل الطاقة بالموجات فوق الصوتية. ↩






