

هل تساءلت من قبل كيف تبدو حافظة هاتفك صلبة وناعمة في مناطق مختلفة؟ أو كيف تجمع وحدة التحكم الأنيقة في الألعاب بين المقبض الأنيق والأسطح الناعمة؟ يكمن السحر الكامن وراء هذه المنتجات المبتكرة في تقنية التصنيع التي أحدثت ثورة في تصميم المنتجات في مختلف الصناعات.
إن القولبة بالحقن ثنائية اللقطة هي عملية تصنيع متطورة تجمع بسلاسة بين مادتين أو لونين مختلفين في مكون واحد في دورة قولبة واحدة، مما يلغي خطوات التجميع مع إنشاء أجزاء معقدة متعددة المواد، وهو أمر مستحيل باستخدام التقنيات التقليدية.

ما هو القولبة بالحقن ثنائي الطلقات؟
إن القولبة بالحقن ثنائية اللقطة (وتسمى أيضاً بالقولبة ثنائية اللقطة أو متعددة المواد) هي في جوهرها عملية تصنيع بلاستيك متقدمة تسمح بإنتاج أجزاء معقدة باستخدام مادتين أو لونين مختلفين في عملية قولبة واحدة. على عكس القولبة بالحقن التقليدية، التي تنتج مكونات من مادة واحدة، فإن القولبة ثنائية اللقطة تنتج أجزاء متكاملة بخصائص مختلفة في أقسام مختلفة.
يكمن جمال هذه التقنية في قدرتها على ربط المواد المختلفة معًا على المستوى الجزيئي. ويخلق ذلك اتصالاً قويًا وسلسًا يصعب أو يستحيل تحقيقه من خلال عمليات التجميع بعد التشكيل. لقد عملت مع عدد لا يحصى من العملاء في PTSMAKE الذين كانوا متشككين في البداية بشأن قوة الترابط، إلا أنهم اندهشوا من متانة المنتجات النهائية.
كيفية عمل عملية القولبة ثنائية الطلقات
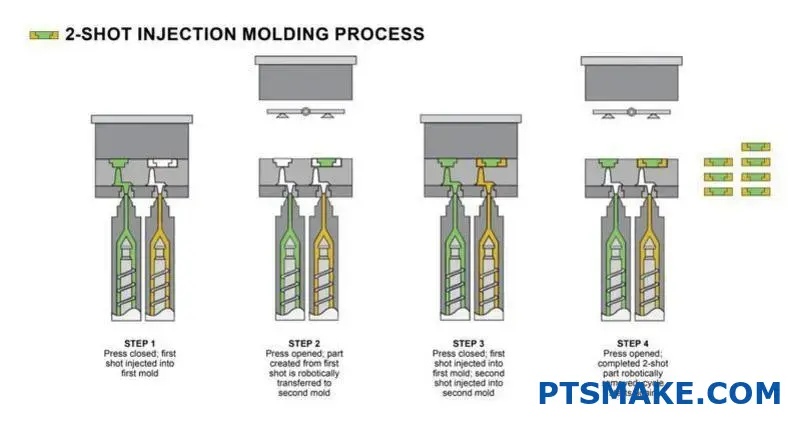
تتبع عملية القولبة بالحقن ثنائي الحقن تسلسلًا محددًا:
- اللقطة الأولى: يتم حقن المادة الأولية في تجويف القالب لتشكيل الجزء الأساسي.
- التناوب: يقوم القالب إما بتدوير أو نقل الطلقة الأولى إلى تجويف ثانٍ.
- اللقطة الثانية: يتم حقن مادة مختلفة فوق المادة الأولى أو بجانبها.
- التبريد والطرد: يبرد الجزء المكتمل ويتم إخراجه من القالب.
وتتطلب هذه العملية معدات متخصصة - إما ماكينة مزودة بوحدات حقن متعددة أو نظام صوانٍ دوّار. إن الدقة الفنية المطلوبة تجعل هذه العملية أكثر تعقيدًا من عملية القولبة بالحقن القياسية.
المعلمات الحرجة للقولبة الناجحة ثنائية الطلقات
يعتمد نجاح أي مشروع صب ثنائي الطلقات على عدة عوامل حاسمة:
| المعلمة | الوصف | الأهمية |
|---|---|---|
| توافق المواد | التوافق الكيميائي بين المادتين | ضروري للترابط السليم ومنع التفكك |
| التحكم في درجة الحرارة | إدارة دقيقة لدرجات حرارة الذوبان والقالب | أمر بالغ الأهمية لتدفق المواد والالتصاق المناسب |
| تسلسل التوقيت | التوقيت الدقيق بين الطلقة الأولى والثانية | يؤثر على جودة الرابطة وسلامة الجزء |
| تصميم القوالب | تصميم مخصص مع بوابات وفتحات تهوية مناسبة | تحديد تدفق المواد وجودة الجزء النهائي |
خلال أكثر من 15 عامًا في هذه الصناعة، وجدت أن توافق المواد غالبًا ما يكون الجانب الأكثر تحديًا. لا ترتبط جميع المواد البلاستيكية ببعضها البعض بشكل جيد، ولهذا السبب يتطلب اختيار المواد خبرة كبيرة. في PTSMAKE، نجري في PTSMAKE اختبارات توافق مكثفة قبل وضع اللمسات الأخيرة على خيارات المواد لعملائنا.
مزايا القولبة بالحقن ثنائي الطلقات
يوفر القولبة بالحقن ثنائي الطلقات العديد من المزايا التي تجعلها تحظى بشعبية متزايدة في مختلف الصناعات:
مرونة التصميم والابتكار
تفتح القدرة على الجمع بين المواد ذات الخصائص المختلفة (جامدة/مرنة، غير شفافة/شفافة، موصلة/عازلة) إمكانيات تصميم غير محدودة. يمكن لمصممي المنتجات إنشاء مكونات ذات التمايز اللمسي1 - خصائص لمسية متنوعة عبر مناطق مختلفة من نفس الجزء.
كفاءة التصنيع
من خلال التخلص من خطوات التجميع، يعمل التشكيل ثنائي الطلقات على تبسيط عملية التصنيع بشكل كبير:
- انخفاض تكاليف العمالة
- انخفاض مشكلات الجودة المتعلقة بالتجميع
- دورات إنتاج أقصر
- انخفاض متطلبات المخزون المخزون
أداء المنتج المحسّن
عادةً ما تتفوق الأجزاء المقولبة ثنائية الطلقات في الأداء على الأجزاء المجمعة بعدة طرق:
- روابط مادية أقوى
- خصائص ختم أفضل
- تحسين المقاومة الكيميائية في الواجهة البينية
- متانة أعلى
- جماليات محسّنة
فعالية التكلفة على مدار دورة حياة المنتج
في حين أن تكاليف الأدوات الأولية أعلى من تكاليف الصب التقليدي، فإن الاقتصاديات طويلة الأجل غالبًا ما تكون في صالح الصب ثنائي اللقطة. ونحن في شركة PTSMAKE، نساعد العملاء بانتظام على إجراء تحليلات التكلفة التي تُظهر وفورات كبيرة، خاصةً في عمليات الإنتاج بكميات كبيرة حيث تكون تكاليف التجميع كبيرة.
التطبيقات الشائعة
وقد وجد القولبة بالحقن ثنائي الحقن تطبيقات في العديد من الصناعات:
- الإلكترونيات الاستهلاكية: أغطية الهواتف الذكية ذات الأغطية الصلبة والمقابض الناعمة، وأجهزة التحكم في الألعاب، وأجهزة التحكم عن بعد
- السيارات: مكونات لوحة العدادات، وأزرار التحكم في عجلة القيادة، ومبدلات السرعات
- الأجهزة الطبية: الأدوات الجراحية ذات المقابض المريحة، وأغلفة المعدات ذات الأختام
- المنتجات المنزلية: أدوات المطبخ ذات المقابض المريحة، ومكونات الأجهزة
- الأدوات الصناعية: علب الأدوات الكهربائية، مقابض المعدات
يستمر تعدد استخدامات هذه التقنية في توسيع نطاق وصولها إلى تطبيقات جديدة. لقد شهدت اتجاهاً متزايداً نحو استخدام القولبة ثنائية الطلقات لصنع منتجات ذات إلكترونيات مدمجة، حيث تقوم الطلقة الثانية بتغليف المكونات الحساسة وحمايتها.
شرح عملية القوالب ثنائية الطلقات
هل شاهدت من قبل صانع شوكولاتة محترف يصنع تلك الطبقات المترابطة المثالية في كعكة الكمأة الشهية؟ إن الدقة والتوقيت والبراعة الفنية التي ينطوي عليها الأمر تعكس ما يحدث في عملية التشكيل الصناعي ثنائي الطلقات - باستثناء أننا نصنع شيئاً أكثر متانة من الشوكولاتة باستخدام الهندسة المتقدمة بدلاً من مهارات الطهي.
تمثل عملية القولبة ثنائية اللقطة تصميم الرقصات التصنيعية في أفضل حالاتها - وهي عبارة عن تسلسل زمني دقيق حيث يتم حقن مادتين مختلفتين في أدوات مصممة خصيصاً لهذا الغرض، مما يؤدي إلى إنشاء مكون واحد بخصائص مزدوجة يستحيل تحقيقها من خلال طرق التجميع التقليدية.
حقن المادة الأولى: وضع الأساس
تبدأ رحلة التشكيل ثنائي الطلقات بالتحضير الدقيق لكلتا المادتين. يعد التحكم في درجة الحرارة أمرًا بالغ الأهمية في هذه المرحلة - فلكل بوليمر نطاق درجة حرارة المعالجة الأمثل الذي يجب الحفاظ عليه طوال العملية.
عند هندسة القِطع في PTSMAKE، نبدأ بحقن المادة الأولى (عادةً ما تكون المادة الأكثر صلابة أو المكون الهيكلي) في تجويف القالب الأولي. وهذا يخلق ما نسميه "الركيزة" أو المكون الأساسي. تتطلب الحقنة الأولى عادةً:
اعتبارات تحضير المواد
- التجفيف المسبق للمواد المسترطبة لمنع العيوب المتعلقة بالرطوبة
- تحكم دقيق في درجة الحرارة لضمان التدفق المناسب
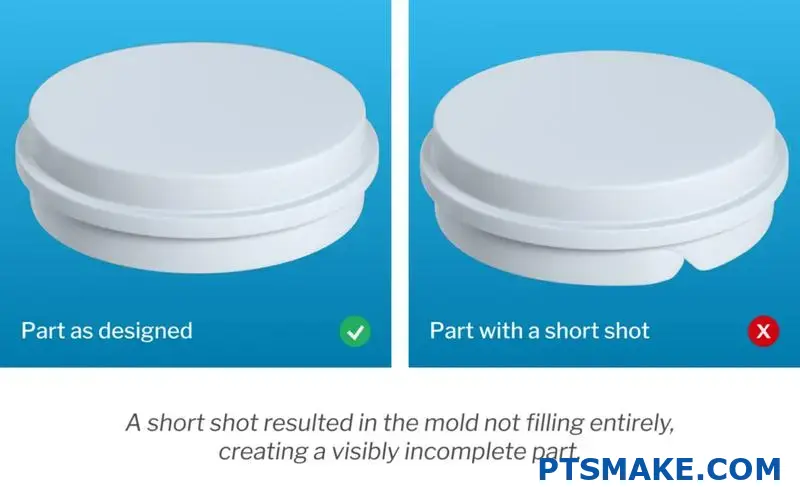
- معايرة الضغط بعناية لمنع الوميض أو اللقطات القصيرة
- وضع البوابة الاستراتيجية للحصول على أنماط تعبئة مثالية
يجب اختيار المادة الأولى ليس فقط لخصائصها الوظيفية ولكن أيضًا لتوافقها مع المادة الثانية. لقد تعلمت من خلال العديد من المشاريع أن عامل التوافق هذا يمكن أن يؤدي إلى نجاح أو فشل تطبيق ثنائي الطلقات.
المرحلة الانتقالية الحرجة: دوران القالب
بمجرد حقن المادة الأولى وتصلبها جزئيًا، يخضع القالب لعملية تحول. هناك عدة طرق لهذه المرحلة الانتقالية:
| الطريقة | الوصف | أفضل التطبيقات |
|---|---|---|
| صفيحة دوارة | يدور القالب فيزيائيًا 180 درجة لوضع الحقنة الأولى للحقن الثاني | إنتاج كميات كبيرة من الأجزاء المتماثلة بكميات كبيرة |
| الجزء الأساسي الخلفي | يتراجع القلب لخلق مساحة للمادة الثانية | الأشكال هندسية معقدة تتطلب حدود مواد دقيقة |
| التحويل | يتم نقل اللقطة الأولى آلياً إلى القالب الثاني | المكونات الكبيرة جدًا أو التطبيقات المتخصصة |
| التشكيل الزائد | يتم وضع اللقطة الأولى يدويًا أو آليًا في قالب ثانٍ | إنتاج كميات أقل أو أشكال هندسية معقدة للغاية |
في شركة PTSMAKE، نستخدم في المقام الأول تقنية الصوانى الدوارة لمعظم التطبيقات، حيث إنها توفر أسرع أوقات الدورات والأداء الأكثر موثوقية. يجب توقيت مرحلة الانتقال هذه بدقة - في وقت مبكر جدًا، وقد لا تكون المادة الأولى مستقرة بما فيه الكفاية؛ وفي وقت متأخر جدًا، وقد لا تتشكل واجهة الربط بشكل صحيح.
الترابط المادي الثاني: إنشاء الواجهة البينية
الحقن الثاني هو المكان الذي يحدث فيه السحر الحقيقي للقولبة ثنائية اللقطة. هذا هو المكان الذي نقوم فيه بإدخال المادة الثانية - غالبًا ما تكون مادة مرنة أو بلاستيك ملون مختلف أو مادة ذات خصائص محددة مثل التوصيل أو الالتصاق الجزيئي2.
تتدفق المادة الثانية إلى حيز التجويف الذي تم إنشاؤه حديثًا وتتلامس مع المادة الأولى. هناك عدة عوامل رئيسية تؤثر على نجاح الترابط:
عوامل الترابط الحرجة
- يجب أن تكون درجة حرارة الواجهة عالية بما يكفي لتعزيز التشابك الجزيئي
- توافق المواد (التفاعلات القطبية/غير القطبية)
- الطاقة السطحية لكلتا المادتين
- نمط التدفق وضغط الحقن الثاني
- التوقيت بين الطلقة الأولى والثانية
عند التنفيذ الصحيح، تشكّل المادتان رابطة كيميائية و/أو ميكانيكية عند واجهتهما البينية. وعادةً ما تكون هذه الرابطة أقوى مما يمكن أن تحققه أي وصلة قائمة على مادة لاصقة، مما يخلق مكوناً متكاملاً يعمل كوحدة واحدة.
الأدوات الدقيقة: البطل المجهول
تمثل الأدوات المطلوبة للقولبة ثنائية الطلقة بعضًا من أكثر تصميمات القوالب تطورًا في الصناعة. يجب أن تكون هذه الأدوات:
- استيعاب نقاط الحقن المتعددة
- الحفاظ على المحاذاة الدقيقة أثناء الدوران أو النقل
- التحكم في فروق درجات الحرارة بين أقسام القالب المختلفة
- تضمين تنفيس مخصص لكل مادة
- تتميز بأنظمة طرد متطورة يمكنها إزالة الأجزاء المعقدة بأمان
في شركة PTSMAKE، نستثمر بشكل كبير في قدرات الأدوات المتقدمة لأننا ندرك أنه حتى أفضل المواد والماكينات لا يمكنها تعويض التصميم غير الملائم للأدوات. يعمل مصممو القوالب لدينا بشكل مباشر مع مهندسي العمليات لدينا لضمان أن كل جانب من جوانب الأدوات يدعم التدفق الأمثل للمواد والترابط.
توافق المواد: العلم وراء الرابطة
لا تتوافق جميع المواد البلاستيكية معًا بشكل جيد. يعتمد توافق المواد في التشكيل ثنائي الطلقات على عدة عوامل:
- التركيب الكيميائي لكلتا المادتين
- نطاقات درجة حرارة الذوبان والمعالجة
- معامل التمدد الحراري
- معدلات الانكماش أثناء التبريد
- التركيب الجزيئي وإمكانية التشابك
عندما أتشاور مع العملاء، غالباً ما أستخدم هذا المخطط المبسط للتوافق لتوضيح أزواج المواد المحتملة:
| المادة الأساسية | مواد القالب المتوافق | الملاحظات |
|---|---|---|
| ABS | TPE، TPU، TPU، سيليكون، كمبيوتر شخصي | توافق عام ممتاز |
| كمبيوتر شخصي | ABS، TPE، TPU، TPU | جيد للتطبيقات عالية الأداء |
| نايلون | مادة TPE، TPU، سانتوبرين | ترابط قوي، جيد للأجزاء الوظيفية |
| ص | TPE (معدّل)، TPV | يتطلب درجات خاصة للالتصاق الجيد |
| PBT | TPE، TPU | ممتازة للتطبيقات الكهربائية |
يوصى دائمًا بإجراء الاختبار، حيث يمكن أن تتصرف درجات معينة من المواد بشكل مختلف عما قد توحي به عائلة المواد العامة.
مراقبة العمليات وضمان الجودة
يتطلب تعقيد عملية التشكيل ثنائي الطلقات تحكمًا ومراقبة متطورة للعملية. وتشمل تدابير ضمان الجودة الرئيسية ما يلي:
- المراقبة الآنية لمعلمات الحقن في الوقت الحقيقي لكلتا الحقنتين
- أنظمة الرؤية للتحقق من وضع المواد بشكل صحيح
- الفحص الآلي للقطع للكشف عن العيوب الجمالية والوظيفية
- اختبار قوة الرابطة لضمان الالتصاق المناسب
- اختبارات التدوير الحراري للتحقق من متانة الرابطة
القوالب ثنائية الطلقات مقابل القوالب المتراكبة: الاختلافات الرئيسية
هل سبق لك أن التقطت أداة كهربائية بمقبض ناعم الملمس ومقبض ناعم الملمس يمتزج بسلاسة مع جسم صلب؟ أو هل لاحظت كيف أن بعض أدوات التحكم في السيارات تبدو صلبة بشكل لطيف لكنها مبطنة في الأماكن المناسبة؟ إن هذه الأعاجيب الملمسية ليست مصادفة سعيدة بل هي نتيجة تقنيات تصنيع متطورة غالباً ما تكون مشوشة ولكنها مختلفة جوهرياً.
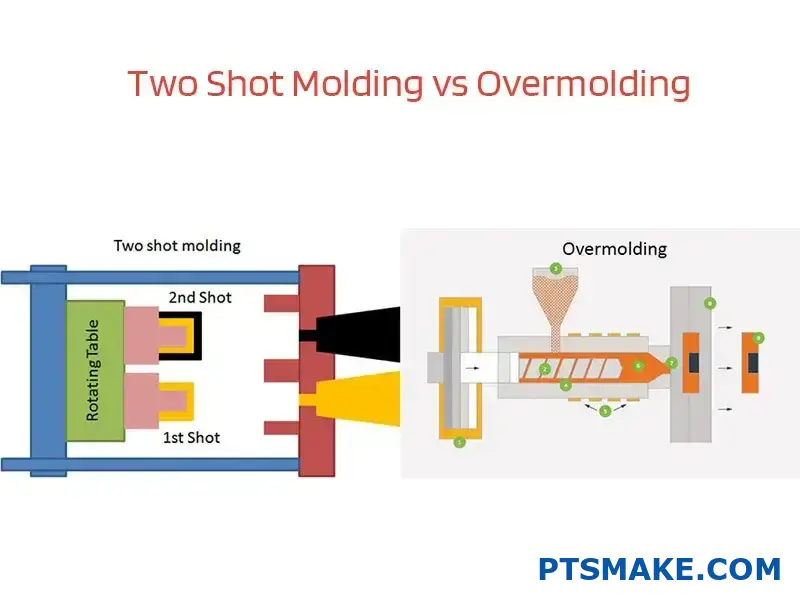
يمثل التشكيل بالقالب ثنائي الطلقات والقولبة المتراكبة نهجين مختلفين لإنشاء أجزاء بلاستيكية متعددة المواد، حيث تستخدم عملية التشكيل ثنائي الطلقات دورة إنتاج مستمرة لتحقيق التكامل السلس، بينما تستخدم عملية القولبة المتراكبة عمليات منفصلة ومتسلسلة توفر مزايا مختلفة في اختيار المواد ومرونة الإنتاج.
التمييز الجوهري
عندما يتواصل معي العملاء بشأن الأجزاء متعددة المواد، فإن أول سؤال أطرحه عليهم هو عن حجم إنتاجهم ومتطلباتهم من المواد. وهذا يساعد على الفور في تحديد ما إذا كان التشكيل ثنائي الطلقات أو التشكيل الزائد قد يكون أكثر ملاءمة لمشروعهم.
القولبة ثنائية الطلقات: نهج الدورة المستمرة
يعمل القولبة بالحقن ثنائي الطلقات كعملية تصنيع واحدة ومستمرة. وإليك كيفية عملها:
- يتم حقن المادة الأولى في تجويف القالب الأولي
- إما أن يدور القالب أو يفهرس إلى الموضع الثاني
- يتم حقن مادة ثانية إلى جانب المادة الأولى أو فوقها
- يتم إخراج الجزء المكتمل كمكوِّن واحد مترابط
الميزة الرئيسية هنا هي الاستمرارية. نظرًا لأن كل شيء يحدث في ماكينة واحدة خلال دورة واحدة، فإن الإنتاج يكون أسرع وأكثر كفاءة للأحجام الكبيرة. في PTSMAKE، يمكن لخطوط التشكيل ثنائية اللقطة لدينا إنتاج أجزاء معقدة بأزمنة دورة أطول بشكل هامشي فقط من عمليات التشكيل أحادية المادة.
التشكيل الزائد: العملية المتسلسلة
وعلى النقيض من ذلك، يتبع القولبة المتراكبة نهجًا أكثر انفصالاً:
- يتم قولبة المادة الأولى كجزء ركيزة كامل
- تتم إزالة هذه الركيزة من القالب الأول
- يتم وضع الركيزة في قالب ثانٍ (إما يدويًا أو آليًا)
- يتم حقن المادة الثانية حول الركيزة أو فوقها أو عليها
- يتم إخراج التجميع المكتمل كمنتج نهائي
تخلق هذه العملية المتسلسلة مزيدًا من المرونة ولكنها عادةً ما تؤدي إلى إطالة زمن الدورة الكلية.
اعتبارات حجم الإنتاج
أحد أهم العوامل عند الاختيار بين هذه التقنيات هو حجم الإنتاج المتوقع:
| حجم الإنتاج | العملية الموصى بها | الأساس المنطقي |
|---|---|---|
| حجم كبير (100 ألف قطعة فأكثر) | القوالب ثنائية الطلقات | تكلفة أقل للقطعة الواحدة، ودورات أسرع، وعمالة أقل |
| حجم متوسط (10 آلاف إلى 100 ألف) | أي من الطريقتين | يعتمد على متطلبات المواد ومدى تعقيد الجزء |
| حجم منخفض (أقل من 10 آلاف) | التشكيل الزائد | استثمار أقل في الأدوات، ومرونة أكبر في المواد |
عندما نعمل مع عملاء السيارات في شركة PTSMAKE، فإنهم غالبًا ما يحتاجون إلى مئات الآلاف من الأجزاء المتماثلة، مما يجعل القولبة ثنائية الطلقات الخيار الاقتصادي الواضح. أما بالنسبة لمصنعي الأجهزة الطبية الذين ينتجون مكونات متخصصة بكميات أقل، فإن القولبة المفرطة توفر في كثير من الأحيان توازنًا أفضل بين التكلفة والمرونة.
متطلبات توافق المواد
وينطوي الاعتبار الرئيسي الثاني على التوافق المادي. ويمثل هذا الأمر أهمية كبيرة القيد الفني3 التي يمكن أن تحدد في كثير من الأحيان العملية الأكثر منطقية.
قيود مواد القوالب ثنائية الطلقات
يتطلب التشكيل ثنائي الطلقات مواد ذات:
- درجات حرارة المعالجة المماثلة
- التوافق الكيميائي للترابط الكيميائي
- معدلات انكماش قابلة للمقارنة
- القدرة على الربط بدون طبقة لاصقة
قد تكون هذه المتطلبات مقيدة. عندما لا تترابط مادتان بشكل طبيعي بشكل جيد، قد لا يكون التشكيل ثنائي الطلقات قابلاً للتطبيق بدون إضافات خاصة أو معالجات سطحية.
مرونة مواد القوالب المتراكبة
يوفر القولبة المفرطة مرونة أكبر في المواد لأن:
- يمكن أن تبرد الركيزة تمامًا قبل الطلقة الثانية
- يمكن استخدام التعشيق الميكانيكي عندما لا يكون الترابط الكيميائي ممكنًا
- يمكن تطبيق المعالجات السطحية بين خطوات التشكيل
- يمكن استيعاب درجات حرارة المعالجة المختلفة بشكل كبير
لقد عملت مع عملاء احتاجوا إلى دمج مواد لا يمكن أن تترابط ببساطة في عملية ثنائية اللقطات، مما يجعل القولبة المفرطة الخيار الوحيد القابل للتطبيق على الرغم من ارتفاع تكاليف الإنتاج.
عوامل تعقيد التصميم
يؤثر تعقيد تصميم الجزء الخاص بك أيضًا على العملية الأكثر منطقية:
اعتبارات تصميم اللقطتين
- أفضل للأجزاء التي تلتقي فيها المواد عند حدود واضحة المعالم
- ممتازة للتركيبات الصلبة/الناعمة ذات المساحات البينية الكبيرة
- مثالي لتباين الألوان والعناصر الزخرفية
- قدرة محدودة على إنشاء أقسام مغلفة بالكامل
مزايا تصميم القوالب المتراكبة
- متفوقة لإنشاء طبقات رقيقة على أشكال هندسية معقدة
- أفضل لتغليف المكونات الإلكترونية بالكامل
- أكثر ملاءمة لسماكات المواد المختلفة بشكل كبير
- يمكن إنشاء واجهات ثلاثية الأبعاد أكثر تعقيدًا بين المواد
عند تصميم مكونات متعددة المواد في شركة PTSMAKE، نقوم بتقييم المتطلبات الهندسية بدقة قبل التوصية بنهج التصنيع. في بعض الأحيان، ما يبدو أحيانًا تطبيقًا مثاليًا ثنائي اللقطة يجب أن يتحول إلى صب زائد بسبب متطلبات تصميم محددة.
اعتبارات اقتصادية تتجاوز الحجم
في حين أن حجم الإنتاج هو العامل الاقتصادي الأساسي، إلا أن هناك اعتبارات مالية أخرى تدخل في الاعتبار:
الاستثمار في الأدوات
يتطلب القولبة ثنائية الطلقات عادةً أدوات أكثر تطوراً مع صفائح دوارة أو آليات نقل، مما يزيد من الاستثمار الأولي. يمكن للقولبة المفرطة أن تستخدم أدوات أبسط ولكنها تتطلب قالبين منفصلين.
متطلبات العمل
يقلل القولبة ثنائية الطلقات بشكل كبير من تكاليف العمالة من خلال عمليتها الآلية المستمرة. قد يتطلب القولبة المفرطة عمليات نقل يدوية بين القوالب للكميات المنخفضة، على الرغم من أنه يمكن أتمتة ذلك للكميات الأعلى.
اتساق الجودة
يوفر القولبة ثنائية الطلقات بشكل عام جودة أكثر اتساقًا مع فرص أقل لتلف المناولة أو اختلال المحاذاة. وهذا يمكن أن يقلل من معدلات الخردة وتكاليف مراقبة الجودة على مدار فترة الإنتاج.
التطبيقات العملية: اتخاذ القرار
بعد العمل مع مئات المشاريع متعددة المواد، قمت بتطوير إطار عمل بسيط لتقديم التوصيات:
-
اختر القوالب ثنائية الطلقات عندما:
- الكميات الكبيرة تبرر الاستثمار في الأدوات
- مواد ذات توافق كيميائي ممتاز
- تقليل وقت الدورة الزمنية أمر بالغ الأهمية
- تمثل تكاليف العمالة مصدر قلق كبير
- الاتساق من جزء إلى جزء أمر بالغ الأهمية
-
اختر القوالب المتراكبة عندما:
- أحجام الإنتاج معتدلة إلى منخفضة
- المواد لها متطلبات معالجة مختلفة بشكل كبير
- هناك حاجة إلى تغليف معقد
- قد تكون تغييرات التصميم مطلوبة أثناء دورة حياة المنتج
- تحد قيود ميزانية المشروع من الاستثمار في الأدوات الأولية
قد تبدو الفروق بين هذه العمليات دقيقة على الورق، ولكنها تُحدث فرقًا هائلاً في كفاءة الإنتاج وجودة القطع. وقد وفر فهم هذه الاختلافات على عملائنا الملايين من التكاليف غير الضرورية على مر السنين.
اعتبارات اختيار المواد والتوافق
هل تساءلت يومًا لماذا تبدو بعض المنتجات متعددة المواد مدمجة بسلاسة بينما تتفكك منتجات أخرى بعد أقل استخدام؟ لا يكمن السر في تقنيات التجميع ولكن في الكيمياء غير المرئية التي تحدث عندما تلتقي المواد المختلفة. يحدد هذا العلم الدقيق ما إذا كان منتجك المقولب ثنائي المواد سيحقق نجاحاً في السوق أو فشلاً مكلفاً.
يمثل اختيار المواد اللازمة للقولبة بالحقن ثنائي الطلقات القرار الوحيد الأكثر أهمية في رحلة مشروعك، مما يتطلب تحليلاً دقيقًا للتوافق الكيميائي والخصائص الحرارية والخصائص الميكانيكية لإنشاء منتجات ذات متانة ووظائف وجاذبية جمالية استثنائية.
الكيمياء الكامنة وراء الترابط الناجح للمواد
خلال السنوات التي قضيتها في العمل في مجال القولبة بالحقن ثنائي الطلقات في شركة PTSMAKE، اكتشفت أن اختيار المواد لا يتعلق فقط بالعثور على المواد ذات الخصائص الفيزيائية المناسبة - بل يتعلق بفهم العلاقة الجزيئية بينها. يعتمد نجاح أي جزء مقولب ثنائي الطلقات في النهاية على مدى جودة الترابط بين المواد المختارة على المستوى الجزيئي.
أساسيات التوافق الكيميائي
يحدد التوافق الكيميائي بين المواد ما إذا كانت المواد ستشكل روابط جزيئية قوية أثناء عملية الطلقتين. يتأثر هذا التوافق بعدة عوامل:
قطبية البوليمر والطاقة السطحية
عادةً ما ترتبط المواد ذات القطبية المتشابهة بشكل أفضل مع بعضها البعض. على سبيل المثال، تميل المواد القطبية مثل النايلون (PA) إلى الارتباط بشكل جيد مع المواد القطبية الأخرى مثل البولي يوريثان بالحرارة (TPU). غالبًا ما تتطلب المواد غير القطبية مثل البولي بروبيلين (PP) معدِّلات التصاق خاصة للارتباط بالمواد القطبية.
تلعب طاقة السطح أيضًا دورًا حاسمًا في ترابط المواد. عادةً ما تنشئ المواد ذات الطاقة السطحية العالية روابط أقوى من تلك ذات الطاقة السطحية المنخفضة. وهذا ما يفسر لماذا يميل البولي بروبيلين، بطاقته السطحية المنخفضة نسبيًا، إلى أن يكون أكثر صعوبة في الترابط من مواد مثل ABS أو PC.
قدرات التشابك الجزيئي
عندما تلتقي مادتان متوافقتان في حالتهما المنصهرة أثناء التشكيل ثنائي الطلقات، يمكن أن تتشابك سلاسل البوليمر الخاصة بهما في الواجهة البينية. وهذا الانتشار الجزيئي البيني الجزيئي4 تخلق رابطة فيزيائية قوية تقاوم الانفصال. تميل المواد ذات التركيبات الكيميائية المتشابهة إلى السماح بتشابك السلسلة بشكل أفضل.
إليك مخطط توافق مبسط نرجع إليه غالباً مع العملاء:
| المادة الأساسية | متوافق للغاية | متوافق إلى حد ما | التوافق الضعيف |
|---|---|---|---|
| ABS | كمبيوتر شخصي، PMMA، SAN | TPE، TPU، PVC | بولي إيثيلين البولي بروبيلين، بولي بروبيلين، بوم |
| كمبيوتر شخصي | ABS، PMMA، TPU | PBT، PET، PA | بولي إيثيلين البولي بروبيلين، بولي بروبيلين، PTFE |
| السلطة الفلسطينية (نايلون) | TPU، TPE، PET | PC، PBT، PPS | PP، PE، PTFE |
| ص (مع المعدلات) | TPV، TPE (أوليفينيك) | مادة TPU المعدلة | PC، PA، POM |
| بوم | TPU (مع برايمر) | PBT | ABS، PC، PP |
اعتبارات الخصائص الحرارية
بالإضافة إلى التوافق الكيميائي، تؤثر الخواص الحرارية بشكل كبير على اختيار المواد المستخدمة في التشكيل ثنائي الطلقات.
توافق درجة حرارة المعالجة
يجب أن تكون درجات حرارة المعالجة لكلا المادتين متوافقة. ومن الناحية المثالية، يجب أن تكون درجة انصهار المادة الثانية أقل من المادة الأولى لمنع تشوه الركيزة أثناء الحقن الثاني.
على سبيل المثال، عند العمل مع ركيزة الكمبيوتر الشخصي (درجة حرارة المعالجة حوالي 280-320 درجة مئوية) والقالب المغطى ب TPE (درجة حرارة المعالجة حوالي 190-230 درجة مئوية)، تمنع درجة الحرارة المنخفضة للطلقة الثانية تلف المادة الأولى مع السماح بتدفق وترابط جيدين.
معامل التمدد الحراري (CTE)
تتمدد المواد وتنكمش بمعدلات مختلفة مع تغير درجات الحرارة. عندما يتم ربط مادتين مختلفتين إلى حد كبير في CTEs معًا، يمكن أن يؤدي التدوير الحراري إلى حدوث إجهاد في الواجهة، مما قد يؤدي إلى التفكك بمرور الوقت.
| نوع المادة | نطاق CTE النموذجي (10^-6/ درجة مئوية) | الاقتران الموصى به |
|---|---|---|
| شبه بلورية (PP، PA، POM) | 80-150 | من الأفضل إقرانها مع البوليمرات المرنة التي يمكن أن تستوعب التمدد |
| غير متبلور (ABS، PC، PMMA) | 50-90 | متوافق مع معظم مواد القوالب المتراكبة |
| مركبات مملوءة بالزجاج | 20-40 | يتطلب اختيارًا دقيقًا لتجنب الانفصال الناجم عن الإجهاد |
ميزان الخواص الميكانيكية
يتطلب الجزء المصبوب الناجح ثنائي الطلقات توازنًا مدروسًا في الخواص الميكانيكية بين المواد المختارة.
اعتبارات الصلابة والمرونة
تهدف العديد من التطبيقات ثنائية الطلقات إلى الجمع بين الصلابة في منطقة والمرونة في منطقة أخرى. وهذا يخلق منتجات مريحة يمكن أن توفر الهيكل والراحة في آن واحد. يجب أن يكون تدرج الخصائص الميكانيكية بين المواد مقصوداً ومناسباً للتطبيق.
على سبيل المثال، في مقبض الأداة الكهربائية، قد نختار النايلون المملوء بالزجاج أو النايلون المملوء بالزجاج للمكون الهيكلي الصلب (بمعامل انثناء يتراوح بين 2000 و10000 ميجا باسكال) مقترنًا ب TPE بمعامل انثناء أقل بكثير (10-100 ميجا باسكال) لمنطقة المقبض.
إدارة تفاضل الصلابة
يجب إدارة فرق الصلابة بين المواد بعناية، خاصةً بالنسبة للأجزاء ذات المقاطع الرقيقة. يمكن لمادة صلبة للغاية مجاورة لمادة لينة للغاية أن تخلق تركيزات إجهاد تؤدي إلى فشل سابق لأوانه.
من خلال خبرتنا في PTSMAKE، فإن التحولات التدريجية تعمل بشكل أفضل - على سبيل المثال، استخدام مادة TPE ذات درجة 40-50 شور D مقابل ركيزة صلبة بدلاً من مادة لينة للغاية بدرجة 30 شور A، ما لم يتم إجراء تعديلات على التصميم.
عوامل اختيار المواد الخاصة بالتطبيق
بالإضافة إلى عوامل التوافق الأساسية، فإن المتطلبات الخاصة بالتطبيق تقيد اختيار المواد بشكل أكبر.
متطلبات المقاومة البيئية
تقدم بيئة تشغيل الجزء المصبوب ثنائي الطلقات معايير اختيار إضافية:
- التعرض للمواد الكيميائية: هل يلامس الجزء الزيوت أو المذيبات أو مواد التنظيف؟
- التعرض للأشعة فوق البنفسجية: هل سيتم استخدام الجزء في الهواء الطلق أو تحت إضاءة شديدة؟
- نطاق درجة الحرارة: ما هي درجات الحرارة الدنيا والقصوى التي سيتعرض لها الجزء؟
- التعرض للرطوبة: هل سيتعرض الجزء للرطوبة العالية أو الغمر؟
قد يؤدي كل من هذه العوامل إلى استبعاد تركيبات المواد المتوافقة. على سبيل المثال، قد يستبعد الجزء الذي يتطلب ثباتًا ممتازًا للأشعة فوق البنفسجية مادة ABS القياسية كمادة ركيزة على الرغم من خصائص الترابط الممتازة مع العديد من TPEs.
الاعتبارات التنظيمية والامتثال
تقدم الصناعات الخاضعة للتنظيم متطلبات اختيار إضافية:
التطبيقات الطبية
بالنسبة للأجهزة الطبية، يصبح التوافق الحيوي والتوافق مع التعقيم أمرًا بالغ الأهمية. يجب أن تستوفي المواد في كثير من الأحيان:
- معايير التوافق الحيوي USP من الفئة السادسة أو ISO 10993 ISO 10993
- مقاومة طرق التعقيم (أكسيد الإيثيلين، والإشعاع بأشعة غاما، والأوتوكلاف)
- امتثال إدارة الغذاء والدواء الأمريكية لملامسة الأغذية (إن أمكن)
متطلبات السيارات
تتطلب تطبيقات السيارات عادةً:
- مقاومة الحرارة (غالباً 85 درجة مئوية متواصلة، مع ارتفاعات تصل إلى 120 درجة مئوية)
- انبعاثات منخفضة للمركبات العضوية المتطايرة لتلبية معايير جودة الهواء داخل السيارة
- مثبطات اللهب وفقًا لمعايير UL94
- اعتمادات المواد من كبرى الشركات المصنعة للسيارات
بروتوكولات اختبار توافق المواد
في PTSMAKE، لا نعتمد أبدًا على أوراق بيانات المواد فقط عند تحديد التوافق. فنحن نجري اختبارات صارمة للتحقق من صحة تركيبات المواد:
طرق اختبار الالتصاق
- اختبار التقشير: قياس القوة اللازمة لفصل المواد عند واجهتها البينية
- اختبار الشد: تقييم قوة الرابطة تحت الشد
- اختبار التأثير: تقييم سلامة السندات تحت القوة المفاجئة
- التدوير الحراري: تعريض المواد الملتصقة لدرجات حرارة قصوى لتقييم المتانة
نهج التحقق من صحة النموذج الأولي
بالنسبة للتطبيقات الحرجة، نوصي باتباع نهج التحقق المنهجي:
- فحص زوج المواد باستخدام عينات اختبار صغيرة
- اختبار الالتصاق في ظروف مختلفة
- الاختبار الوظيفي للنموذج الأولي
- اختبارات الشيخوخة المعجّلة للتنبؤ بالأداء على المدى الطويل
يقلل هذا النهج من المخاطر ويضمن أداء المواد المختارة على النحو المتوقع طوال دورة حياة المنتج.
تحسين اختيار المواد من أجل كفاءة الإنتاج
بالإضافة إلى التوافق والأداء، يؤثر اختيار المواد أيضًا على كفاءة الإنتاج.
متطلبات التجفيف
تتطلب المواد المسترطبة مثل النايلون والكمبيوتر الشخصي وال PBT تجفيفًا شاملاً قبل المعالجة. يمكن أن يؤدي إقران مادتين عاليتي الاسترطاب إلى إطالة أوقات الدورات وتعقيد المعالجة. ضع في اعتبارك إقران مادة غير مسترطبة مع مادة مسترطبة عندما يكون ذلك ممكنًا لتبسيط المعالجة.
مطابقة خصائص التدفق
المواد ذات خصائص التدفق المختلفة إلى حد كبير يمكن أن تخلق تحديات في المعالجة. يجب أن تكون المادة الثانية قادرة على التدفق بشكل صحيح في الواجهة البينية مع المادة الأولى، والتي تكون قد بردت بالفعل إلى حد ما. غالبًا ما تتم معالجة المواد ذات منحنيات اللزوجة المتشابهة بشكل أكثر اتساقًا في تطبيقات اللقطتين.
مواد مبتكرة توسع من إمكانيات اللقطتين
أدت التطورات الأخيرة في المواد إلى توسيع إمكانيات التشكيل ثنائي الطلقات:
- الدرجات المعدلة بالالتصاق: تركيبات المواد الخاصة ذات خصائص الترابط المعززة
- مركبات اللدائن الحرارية: المواد المقواة بالألياف مع تحسين نسب القوة إلى الوزن
- مواد ناعمة الملمس: بوليمرات TPEs المتخصصة ذات الخصائص اللمسية المعززة
- المركبات المضادة للميكروبات: مواد ذات مقاومة مدمجة لنمو البكتيريا
- البلاستيك الحيوي المستدام: المواد القائمة على أساس حيوي توسع الخيارات الصديقة للبيئة
وتستمر هذه الابتكارات في توسيع نطاق استخدامات التشكيل ثنائي الطلقات في مختلف الصناعات.
إرشادات تصميم الأجزاء المقولبة ثنائية الطلقات
هل سبق لك أن أعجبت بالقبضة المثالية لفرشاة أسنانك أو المزيج الأنيق بين الملمس الصلب والناعم على وحدة التحكم في الألعاب؟ إن ابتكار هذه التحف الفنية متعددة المواد ليس مجرد فن، بل هو هندسة دقيقة تتطلب اهتماماً دقيقاً بمبادئ التصميم التي لا يلاحظها معظم المستهلكين.
تتطلب القِطع المصبوبة بالحقن ثنائي الطلقات اعتبارات تصميمية متخصصة توازن بين المظهر الجمالي وجدوى التصنيع، مما يتطلب تخطيطًا مدروسًا حول انتقالات سماكة الجدار ومناطق واجهة المواد والسمات الهندسية التي تضمن كفاءة الإنتاج والأداء الاستثنائي للمنتج.

تحسين سُمك الجدار لتحقيق النجاح في الطلقتين
يمثل تصميم سُمك الجدار في القولبة ثنائية اللقطة تحديات فريدة تتجاوز الأجزاء أحادية المادة. عند تصميم المكونات في PTSMAKE، أتبع إرشادات محددة لضمان الأداء الأمثل في كلتا المادتين وفي الواجهة الحرجة.
الحفاظ على سُمك موحد داخل كل منطقة من مناطق المواد
بالنسبة لكل مادة في تطبيق ثنائي الطلقات، فإن الاتساق هو المفتاح. سمك الجدار الموحد يمنع العيوب الشائعة مثل:
- علامات الغرق من المقاطع السميكة التي تبرد بشكل غير متساوٍ
- التشوه الناتج عن الانكماش التفاضلي
- خطوط التدفق حيث يتغير سمك المادة بشكل مفاجئ
- الفراغات الناتجة عن الملء غير الكامل للمقاطع السميكة
عند تصميم مكونات الركيزة الصلبة (الطلقة الأولى)، أوصي عادةً بسماكات جدران تتراوح بين 1.5 مم و3 مم لمعظم اللدائن الهندسية. بالنسبة للطلقة الثانية، خاصةً مع المواد المرنة مثل TPE أو TPU، توفر السماكات التي تتراوح بين 1 مم و2.5 مم بشكل عام أفضل توازن بين المرونة وقابلية التشكيل.
إدارة انتقالات السماكة بين المواد
تتطلب المنطقة الانتقالية بين المواد اهتمامًا خاصًا. وغالباً ما تؤدي التغيرات المفاجئة في السماكة عند واجهات المواد إلى:
| الإصدار | حل التصميم | المزايا |
|---|---|---|
| تركيز الإجهاد | انتقالات تدريجية مع أنصاف أقطار | يمنع التشقق والتفكك |
| اختلال توازن التدفق | تقليل السُمك على مراحل | يضمن الملء الكامل لكلتا المادتين |
| علامات الحوض | معدلات تبريد متوازنة | يحسن من جودة تشطيب السطح |
| ضعف السندات | منطقة تلامس محسّنة | يعزز التعشيق الميكانيكي |
لقد وجدت أن الحد من الاختلافات في السُمك بين المواد المتجاورة إلى ما لا يزيد عن 25% يحسن بشكل كبير من قوة الرابطة وجودة الجزء بشكل عام. عندما تكون الاختلافات الأكبر ضرورية، فإن تنفيذ الانتقال المتدرج بدلاً من التغيير المفاجئ يؤدي إلى نتائج أفضل.
تصميم مناطق انتقال المواد الفعالة
تمثل الواجهة البينية التي تلتقي فيها المواد أكثر مناطق التصميم أهمية في التشكيل ثنائي الطلقات. تحدد هذه المنطقة الانتقالية كلاً من المظهر الجمالي والسلامة الهيكلية.
إنشاء روابط ميكانيكية قوية
في حين أن التوافق الكيميائي بين المواد أمر ضروري، فإن التشابك الميكانيكي يعزز قوة الترابط بشكل كبير. وتشمل ميزات الترابط الميكانيكي الفعال ما يلي:
التجاويف السفلية والاستراحات
يسمح دمج القواطع السفلية الموضوعة بشكل استراتيجي للمادة الثانية بالتدفق حول المادة الأولى و"الانغلاق" عليها. وهذا يخلق اتصالاً فيزيائياً يعزز الرابطة الكيميائية. وتتميز القطع السفلية الأكثر فعالية بما يلي:
- تتراوح نسب العمق إلى العرض بين 0.5:1 و1:1
- زوايا سحب بزاوية 1-3 درجات لسهولة الطرد
- زوايا داخلية مستديرة لمنع تركز الضغط
تركيب السطح
يمكن أن يؤدي تركيب سطح السطح البيني في اللقطة الأولى إلى تحسين قوة الرابطة بشكل كبير من خلال:
- زيادة مساحة السطح الفعالة للترابط
- إنشاء ميزات ميكانيكية متشابكة ميكانيكية مجهرية
- الترويج التصاق واجهة المواد[^5] من خلال زيادة نقاط الاتصال
في PTSMAKE، غالبًا ما نطبق في PTSMAKE تركيبًا خفيفًا (16-32 ميكرو بوصة) على أسطح الربط في الطلقة الأولى لتعزيز الالتصاق بالمادة الثانية.
إدارة حدود الألوان
بالنسبة للأجزاء ذات الألوان المتباينة، يتطلب التحكم في الحدود المرئية بين المواد تصميمًا دقيقًا:
- تحديد خطوط فراق واضحة على طول خطوط المنتج الطبيعية
- استخدام ميزات مرتفعة أو غائرة لإخفاء اختلافات المحاذاة الصغيرة
- تنفيذ تفاصيل "فاصل الألوان" التي تخلق فصلًا بصريًا مقصودًا
- ضع في اعتبارك إمكانية نزف الألوان عند اختيار الألوان المتباينة
تتضمن أنجح التصاميم الملونة ذات اللقطتين أكثر التصاميم نجاحاً خط الفراق كعنصر تصميم مقصود بدلاً من محاولة إخفائه.
تنفيذ زوايا السحب الفعالة
تعتبر زوايا السحب - وهي الزوايا المستدقة الطفيفة المطبقة على الأسطح الرأسية - أمرًا بالغ الأهمية في جميع عمليات التشكيل بالحقن، ولكنها تتطلب اعتبارًا خاصًا في التطبيقات ثنائية اللقطة.
مسودة متطلبات اللقطة الأولى والثانية
تتطلب مادة الطلقة الأولى عادةً زوايا سحب قياسية (من 0.5 درجة إلى 3 درجات حسب المادة والسطح النهائي). ومع ذلك، غالبًا ما تحتاج المناطق التي ستتداخل مع المادة الثانية إلى مسودة إضافية لضمان:
- الملء الكامل للمادة الثانية
- تنفيس مناسب في الواجهة البينية
- منع الجيوب الهوائية المحتبسة
- سهولة إخراج الجزء المكتمل بسهولة
بالنسبة إلى اللقطة الثانية، أوصي عادةً بما يلي:
- 1.5 درجة كحد أدنى للأسطح الملساء
- 2-5° غاطس 2-5° للأسطح المزخرفة
- 3-7 درجات غاطس للأضلاع العميقة أو الملامح ذات نسب العرض إلى الارتفاع العالية
مشروع تخطيط التوجهات الاستراتيجية
يصبح تخطيط اتجاه السحب أكثر تعقيدًا في التشكيل ثنائي الطلقات لأن الطلقة الأولى تصبح جزءًا من القالب للطلقة الثانية. وهذا يتطلب دراسة دقيقة لـ
- اتجاه الطرد الأساسي للجزء المكتمل
- اتجاهات الاستخراج الثانوية للميزات الداخلية
- إمكانية حدوث تقصير في المواد الأولى أو الثانية
- تأثير موقع البوابة على متطلبات التدفق والغاطس
من الناحية المثالية، يجب أن تشترك كلتا المادتين في اتجاه سحب مشترك لتبسيط عملية التشكيل وتصميم الأدوات.
اعتبارات تصميم الضلع والزعيم
تعد الأضلاع والرؤوس من السمات الهيكلية الشائعة التي تتطلب اهتمامًا خاصًا في التصميمات ثنائية الطلقات، خاصةً عندما تتقاطع مع حدود المواد.
تصميم الضلع الأمثل لمادتين
عندما تنتقل الأضلاع من مادة إلى أخرى، ضع في اعتبارك هذه الإرشادات:
- الحفاظ على نسب سمك ضلع متناسقة من الضلع إلى الجدار (عادةً 60-80% من الجدار المجاور)
- الأضلاع المستدقة التي تعبر حدود المواد (أكثر سمكًا في المواد الصلبة، وأرق في المواد المرنة)
- دمج انتقالات نصف القطر في واجهات المواد
- إضافة ميزات تهوية للأضلاع التي قد تحبس الهواء أثناء اللقطة الثانية
بالنسبة للأضلاع الإنشائية في المكوّن الصلب، تعمل سماكة 40-60% من الجدار الاسمي بشكل جيد في معظم التطبيقات، بحد أدنى 0.5 مم لمعظم اللدائن الهندسية.
تصميم رئيس تصميم لتركيب الأجهزة
تمثل الرؤوس الخاصة بالمثبتات أو الإدخالات تحديات فريدة من نوعها في التصميمات ثنائية الطلقات:
| موقع الرئيس | توصية التصميم | المنطق |
|---|---|---|
| في المواد الصلبة فقط | تصميم رئيسي قياسي مع أضلاع داعمة | يزيد من السلامة الهيكلية إلى أقصى حد |
| عند واجهة المادة | تشكل المادة الصلبة النواة الداخلية، بينما تشكل المادة المرنة الطبقة الخارجية | يوفر تخميداً للاهتزاز مع الحفاظ على القوة |
| ضمن المواد المرنة | مادة صلبة "جزيرة" محاطة بمادة مرنة | تمكين تركيب الأجهزة في المناطق الرخوة |
بالنسبة للإدخالات الملولبة، أوصي بإبقاء الرأس بالكامل داخل المادة الصلبة كلما أمكن، مع حد أدنى لسُمك الجدار يبلغ 0.4 ضعف قطر الإدخال.
موقع البوابة واستراتيجيات التنفيس
يعد وضع البوابة والتهوية المناسبة أمرًا ضروريًا لنجاح التشكيل ثنائي الطلقات، مما يؤثر على كل من الشكل الجمالي وجودة القطعة.
وضع البوابة الاستراتيجية
يؤثر موقع البوابة على أنماط التدفق وخطوط اللحام والعلامات المرئية. ضع في اعتبارك هذه الإرشادات:
- ضع بوابات الطلقة الأولى بعيدًا عن مناطق التلامس في الطلقة الثانية عندما يكون ذلك ممكنًا
- ضع البوابات لإنشاء أنماط تدفق تعزز الترابط بدلاً من مقاومته
- استخدام بوابات متعددة للأشكال الهندسية المعقدة لضمان الملء الكامل للواجهات البينية
- النظر في البوابات المتسلسلة للتحكم في التدفق عند التحولات الحرجة
بالنسبة للطلقة الثانية، عادةً ما توفر بوابات الحواف أفضل توازن بين الجماليات وضغط التعبئة عند وضعها في الجزء الأكثر سمكًا من المادة.
متطلبات التنفيس المعززة
يتطلب الصب ثنائي الطلقات تنفيساً أكثر شمولاً من الصب التقليدي للأسباب التالية:
- يمكن أن ينحصر الهواء في واجهات المواد
- تخلق الأشكال الهندسية المعقدة العديد من مصائد الهواء المحتملة
- قد تسد الطلقة الأولى مسارات التنفيس التقليدية
تتضمن استراتيجيات التنفيس الفعالة ما يلي:
- فتحات خط الفراق في مواقع مصائد الهواء المتوقعة (عمق 0.025-0.04 مم)
- تنفيس متدرج عند انتقالات المواد
- وضع الفتحات الاستراتيجية بناءً على تحليل التدفق
- تنفيس بمساعدة التفريغ للأجزاء المعقدة للغاية
يؤدي عدم كفاية التنفيس إلى عدم اكتمال الحشو وعلامات الاحتراق وضعف الترابط - وهي مشكلات تمثل مشكلة خاصة في الاستخدامات ثنائية الطلقات.
إدارة الانكماش والتحمّل
تُعد إدارة الانكماش التفاضلي بين المواد من بين أكثر الجوانب تحديًا في التصميم ثنائي الطلقات.
استيعاب الانكماش التفاضلي
تتقلص المواد المختلفة بمعدلات مختلفة أثناء التبريد، مما قد يتسبب في حدوث تشوه أو إجهاد في الواجهات. للتحكم في ذلك:
- اختر مواد ذات معدلات انكماش متوافقة عند الإمكان
- تصميم المكوّن الصلب "للتحكم" في هندسة الجزء الكلي
- السماح للمكوِّن المرن باستيعاب المزيد من الحركة التفاضلية
- دمج المرونة في التصميم لامتصاص ضغوط الانكماش
بالنسبة للأجزاء التي تجمع بين البلاستيك الهندسي الصلب والبلاستيك متعدد الألياف، توقع أن تكون فروق الانكماش من 0.5-1.5% التي يجب استيعابها في التصميم.
وضع تفاوتات واقعية
تختلف قدرة التحمل في التشكيل ثنائي الطلقات حسب:
- تركيبة المواد
- هندسة الجزء الهندسي
- اتجاه الأبعاد (تدفق داخلي مقابل تدفق عرضي)
- المسافة من البوابات
- سُمك الجدار
كمبدأ توجيهي عام، يجب احتواء الأبعاد الحرجة داخل مادة واحدة بدلاً من تقاطعها مع المواد البينية. عندما يجب أن تتقاطع الأبعاد مع المواد، استخدم هذه الإرشادات:
- التفاوت المسموح به القياسي داخل المادة الواحدة: ± 0.005 بوصة/بوصة
- التفاوت المسموح به عبر حدود المواد: ± 0.010 بوصة/بوصة
- تفاوت إضافي للجدران الرقيقة: إضافة 0.001 بوصة للجدران الأقل من 1.5 مم
تحسين كفاءة الإنتاج
بالإضافة إلى الاعتبارات التقنية، يجب أن تعمل التصميمات ثنائية الطلقات على تحسين كفاءة التصنيع.
موازنة أوقات تعبئة التجويف
يجب أن يكون حجم ومسافة تدفق كلتا المادتين متوازنين لضمان:
- أزمنة تعبئة مماثلة لكلا اللقطتين
- معدلات تبريد متناسقة
- متطلبات الضغط المتوازن
- أزمنة الدورات المثلى
عادةً ما أهدف إلى أن يتراوح حجم اللقطة الثانية بين 30-701 تيرابايت و11 تيرابايت من اللقطة الأولى من أجل المعالجة الأكثر كفاءة.
التصميم للإنتاج الآلي
للإنتاج بكميات كبيرة
التطبيقات والصناعات التي تستفيد من تقنية اللقطتين
هل تساءلت يوماً عن السبب الذي يجعل حافظة هاتفك الذكي الأنيق تبدو ناعمة ومتماسكة في مناطق مختلفة؟ أو كيف تحقق السيارات الفاخرة أزرار التحكم في لوحة العدادات المذهلة ذات الملمس المثالي؟ تكمن وراء هذه المنتجات السلسة متعددة المواد ثورة في التصنيع تعمل بهدوء على تغيير المنتجات التي نستخدمها كل يوم.
أصبحت تقنية القولبة بالحقن ثنائي الطلقة حجر الزاوية في الابتكار في العديد من الصناعات، مما يتيح للمصنعين إنشاء منتجات معقدة بمواد وأنسجة ووظائف متعددة في عملية تصنيع واحدة - مما يلغي خطوات التجميع مع تعزيز كل من الجماليات والأداء.

تطبيقات السيارات: دفع عجلة الابتكار من خلال المكونات متعددة المواد
تبنّت صناعة السيارات تقنية التشكيل ثنائي الطلقات بحماس غير مسبوق. فمع تطور السيارات إلى آلات متطورة تعطي الأولوية لكل من الأداء الوظيفي وتجربة الركاب، أصبحت المكونات متعددة المواد ضرورية لتلبية توقعات المستهلكين.
عناصر التحكم والشاشات الداخلية
تُظهر التصميمات الداخلية الحديثة للسيارات بعضاً من أكثر التطبيقات وضوحاً لتقنية التشكيل ثنائي الطلقات:
- عناصر التحكم في لوحة التحكم الجمع بين المكونات الهيكلية الصلبة والطبقات ذات الملمس الناعم، مما يخلق أزراراً ومقابض ذات ردود فعل لمسية مثالية
- أزرار التحكم في عجلة القيادة دمج الركائز الصلبة مع الأسطح الناعمة والناعمة لتحسين بيئة العمل والراحة أثناء القيادة الطويلة
- مكونات الكونسول المركزي تتميز بعلب صلبة مزودة بموانع تسرب وعناصر تخميد مدمجة لخلق عناصر تحكم ذات ملمس متميز تعمل بسلاسة وهدوء
لا تقتصر هذه المكونات على الشكل والمظهر الأفضل من سابقاتها أحادية المادة فحسب، بل توفر أيضًا متانة ومقاومة أفضل للاستخدام المستمر المعتاد في بيئات السيارات.
التطبيقات تحت الغطاء
بالإضافة إلى المكونات الداخلية المرئية، وجد التشكيل ثنائي الطلقات طريقه إلى المكونات الوظيفية المهمة:
| المكوّن | مادة الطلقة الأولى | مادة الطلقة الثانية | الميزة الرئيسية |
|---|---|---|---|
| خزانات السوائل | بلاستيك صلب (PA، PBT) | المطاط الصناعي (TPE، TPV) | أختام مدمجة تمنع التسرب |
| الموصلات الكهربائية | نايلون مملوء بالزجاج | TPE | مقاومة محسنة للعوامل الجوية والاهتزازات |
| مكونات سحب الهواء | صلابة PP/PE | مادة TPE الناعمة | تخميد الاهتزازات المحسّن، وتقليل الضوضاء |
| علب المستشعرات | جهاز كمبيوتر شخصي/مكيف هوائي | سيليكون | أختام مقاومة للماء بخصائص كهربائية دقيقة |
يقلل التخلص من موانع التسرب والحشيات المنفصلة في هذه التطبيقات من تعقيد التجميع مع تحسين الموثوقية - وهو اعتبار بالغ الأهمية في بيئة غطاء المحرك الصعبة.
المكونات الخارجية
تستفيد تطبيقات السيارات الخارجية بشكل خاص من المقاومة البيئية للأجزاء المقولبة ثنائية الطلقات:
- مقابض الأبواب مع نوى صلبة وإدخالات ناعمة الملمس توفر القوة والراحة في آن واحد
- قطع الزخارف الخارجية الجمع بين ألوان أو مواد متعددة للحصول على تصميم مميز للعلامة التجارية
- علب المرايا دمج موانع تسرب مدمجة وعناصر تخميد الاهتزازات
- التجميعات الخفيفة تتميز بعلب صلبة مع حشوات مرنة للحفاظ على إحكام إغلاق المياه
من خلال العمل مع العديد من الشركات المصنعة للسيارات في PTSMAKE، لاحظت كيف أن القولبة ثنائية الطلقات قد قللت بشكل كبير من وقت التجميع مع تحسين قابلية المكونات الخارجية للعوامل الجوية - وهو عامل حاسم في طول العمر ورضا العملاء.
تطبيقات الأجهزة الطبية: الدقة في الأماكن الأكثر أهمية
تتطلب الصناعة الطبية أعلى مستويات من الدقة والموثوقية والسلامة - وهي متطلبات تنفرد صناعة القوالب ثنائية الطلقات بمكانة فريدة لتلبيتها.
الأدوات الجراحية
تستفيد الأدوات الجراحية الحديثة من التشكيل ثنائي الطلقات للجمع بين الأداء الوظيفي وبيئة العمل:
- المقابض الجراحية مع نوى صلبة وقبضات ناعمة غير قابلة للانزلاق توفر للجراحين تحكمًا دقيقًا
- المشابك والملقط دمج المكونات الهيكلية الصلبة مع نقاط لمس ناعمة لتحسين التماسك أثناء الإجراءات
- أدلة القطع الجمع بين هياكل القياس الصلبة وأسطح التلامس اللينة لمنع تلف الأنسجة
إن القدرة على إنشاء هذه الأدوات كمكونات مفردة ومتكاملة تقضي على نقاط الفشل المحتملة مع تحسين فعالية التعقيم.
معدات التشخيص
تستفيد أجهزة التشخيص بشكل كبير من تقنية اللقطتين:
- ماسحات ضوئية محمولة باليد تتميز بأغطية صلبة مع موانع تسرب ناعمة مدمجة لحماية السوائل
- معدات تحليل الدم تجمع بين نوافذ الرؤية الشفافة والمكونات الهيكلية المعتمة
- أجهزة مراقبة المريض دمج صفائف الأزرار مع مانع تسرب مدمج ضد السوائل
إن التوافق الحيوي[^6] متطلبات الأجهزة الطبية تجعل اختيار المواد أمرًا بالغ الأهمية بشكل خاص في هذه التطبيقات.
أنظمة توصيل الأدوية
ولعل الأمر الأكثر إثارة للإعجاب هو أن التشكيل ثنائي الطلقات أحدث ثورة في أنظمة توصيل الأدوية:
- الحاقنات التلقائية الجمع بين المكونات الهيكلية ومسارات السوائل المتكاملة وموانع التسرب
- أقلام الأنسولين تتميز بنوافذ شفافة ذات علامات قياس دقيقة ملتصقة بالأجسام الهيكلية
- أجهزة الاستنشاق دمج الآليات الصلبة مع مكونات مانعة للتسرب مرنة في وحدة واحدة موثوقة
يعد التخلص من خطوات التجميع ذا قيمة خاصة في هذه التطبيقات، حيث يمكن أن تؤثر حتى الاختلافات الطفيفة في التصنيع على دقة الجرعات وسلامة المرضى.
الإلكترونيات الاستهلاكية: دمج الجماليات مع الوظيفة
ربما تمثل الإلكترونيات الاستهلاكية مجال التطبيق الأكثر وضوحًا للقولبة ثنائية الطلقات، حيث يشتمل كل جهاز حديث تقريبًا على بعض المكونات متعددة المواد.
ملحقات الأجهزة المحمولة
لقد تغيرت سوق إكسسوارات الهواتف المحمولة من خلال التشكيل ثنائي الطلقات:
- حافظات الهواتف الذكية تجمع بين الحماية الصلبة مع المناطق اللينة لامتصاص الصدمات والثبات
- أغطية سماعات الأذن تتميز بأغلفة هيكلية صلبة مع نقاط تلامس ناعمة للأذن لتوفير الراحة
- نطاقات الأجهزة القابلة للارتداء دمج نقاط التوصيل الصلبة مع أسطح التآكل المرنة
يجب ألا تقتصر هذه الملحقات على الشكل والمظهر المتميز فحسب، بل يجب أن تتحمل آلاف دورات التفاعل والتحديات البيئية - وهي متطلبات تتفوق الأجزاء المصبوبة ثنائية الطلقات في تلبيتها.
أجهزة التحكم في الألعاب وأجهزة الإدخال
تعرض الأجهزة الطرفية للألعاب بعضاً من أكثر التطبيقات تطوراً:
- وحدات التحكم في الألعاب تتميز بهيكل هيكلي صلب مع مقابض ناعمة الملمس موضوعة بشكل استراتيجي
- مكونات لوحة المفاتيح الجمع بين أغطية المفاتيح الصلبة وعناصر التخميد الناعمة لتحسين الإحساس
- وحدات تحكم الواقع الافتراضي دمج العديد من القوام والأسطح لتعزيز الانغماس في العمل
تتأثر تجربة اللعب بشكل كبير بملمس أدوات التحكم في يد المستخدم، مما يجعل الخصائص اللمسية للمكونات المصبوبة ثنائية اللقطة أمراً بالغ الأهمية لنجاح المنتج.
الأجهزة والأدوات الصغيرة
اعتمدت الإلكترونيات المنزلية تقنية اللقطتين على نطاق واسع:
- فراشي الأسنان الكهربائية تجمع بين العلب المقاومة للماء مع أقسام ذات قبضة ناعمة
- أدوات التحكم في أجهزة المطبخ تتميز بأزرار صلبة مع تراكبات ناعمة لمقاومة الماء
- علب الأدوات الكهربائية دمج الهياكل الصلبة مع مناطق التماسك المثبطة للاهتزازات
في شركة PTSMAKE، ساعدنا العديد من الشركات المصنعة للإلكترونيات الاستهلاكية على الانتقال من المكونات المجمعة إلى التصميمات المدمجة ثنائية اللقطات، محققين باستمرار تحسينات كبيرة في متانة المنتج مع تقليل مطالبات الضمان.
المعدات الصناعية: تعزيز الأداء في البيئات المتطلبة
تفرض التطبيقات الصناعية متطلبات شديدة على المكونات، مما يجعل مزايا المتانة التي يوفرها التشكيل ثنائي الطلقات ذات قيمة خاصة.
الأدوات اليدوية وأدوات التحكم
تستفيد الأدوات الاحترافية بشكل كبير من تقنية اللقطتين:
- علب الأدوات الكهربائية تجمع بين الصلابة الهيكلية ومناطق التماسك المثبطة للاهتزازات
- أدوات قياس دقيقة دمج القشور الصلبة مع أسطح الإمساك الناعمة
- لوحات التحكم تتميز بمصفوفات أزرار محكمة الغلق مع عناصر ردود فعل لمسية
بالنسبة للمستخدمين الصناعيين، تُترجم بيئة العمل المحسّنة مباشرةً إلى تقليل مخاطر الإرهاق والإصابة أثناء الاستخدام الممتد.
مكونات مناولة السوائل
تستفيد أنظمة السوائل الصناعية من التشكيل ثنائي الطلقات لتحسين الموثوقية:
- مكونات المضخة دمج العناصر الهيكلية الصلبة مع الأختام المرنة
- علب الصمامات الجمع بين مواد متعددة لتحسين خصائص التدفق مع ضمان تشغيل مانع للتسرب في الوقت نفسه
- تجميعات المرشحات تتميز بهياكل دعم صلبة مع أسطح مانعة للتسرب مرنة
يعمل التخلص من الحشيات وموانع التسرب المنفصلة على تحسين الموثوقية بشكل كبير في هذه التطبيقات، مما يقلل من متطلبات الصيانة ووقت التعطل.
معدات السلامة
لقد أحدثت معدات سلامة العمال ثورة في تكنولوجيا الطلقتين:
- نظارات واقية يجمع بين الإطارات الصلبة ونقاط التلامس الناعمة لراحة طوال اليوم
- مكونات جهاز التنفس الصناعي دمج العناصر الهيكلية الصلبة مع الأسطح الناعمة المانعة للوجه
- أنظمة تعليق القبعات الصلبة تتميز بآليات ضبط صلبة مع نقاط تلامس ناعمة
تساعد القدرة على إنشاء انتقالات مثالية للمواد بدون خطوات تجميع على ضمان أداء متسق في التطبيقات الحرجة للسلامة.
السلع الرياضية: تعزيز الأداء والراحة
اعتمدت الشركات المصنعة للأدوات الرياضية على التشكيل ثنائي الطلقات لابتكار منتجات تتفوق في الأداء والراحة على حد سواء.
أحذية عالية الأداء
تستفيد الأحذية الرياضية الحديثة من المكونات ثنائية الطلقات في المناطق الحرجة:
- المرابط والمسامير الجمع بين هياكل الدعم الصلبة بدرجات متفاوتة من المرونة
- واقيات الأصابع يتميز بحماية صلبة مع واجهات ناعمة على القدم
- عدادات الكعب دمج هياكل الثبات مع عناصر الراحة
يجب أن تتحمل هذه المكونات قوى هائلة مع الحفاظ على الراحة أثناء الاستخدام الممتد - وهو تطبيق مثالي لتقنية اللقطتين.
المضارب والمضارب
تستفيد أدوات الضرب من إمكانيات ترطيب الاهتزازات للمكونات متعددة المواد:
- مقابض مضرب التنس تجمع بين النوى الصلبة والطبقات الخارجية المريحة للقبضة
- مقابض مضرب البيسبول تتميز بنقاط توصيل صلبة مع أسطح معالجة ناعمة
- مكونات مضرب الجولف دمج مواد متعددة لنقل الطاقة والإحساس بها على النحو الأمثل
تتيح القدرة على التحكم الدقيق في الانتقال بين المناطق الصلبة والمرنة للمصنعين ضبط خصائص الأداء بدقة غير مسبوقة.
معدات الحماية
تُظهر الحماية الرياضية فوائد السلامة في التشكيل ثنائي الطلقات:
- مكونات الخوذة تجمع بين الحماية من الصدمات الصلبة والبطانات الناعمة المريحة
- واقيات الساق تتميز بدروع صلبة مزودة بعناصر توسيد مدمجة
- واقيات الفم استخدام مواد متعددة الصلابة لتوفير الحماية والراحة المثلى
ويضمن الترابط المثالي بين المواد أداء هذه المكونات المهمة للسلامة بشكل متسق في ظل ظروف الصدمات.
مستقبل التطبيقات ذات الطلقتين
مع استمرار تطور تكنولوجيا القولبة ثنائية الطلقات في التطور، تُظهر العديد من مجالات التطبيق الناشئة وعودًا خاصة:
منتجات مستدامة
تفتح القدرة على الجمع بين المواد المختلفة بدقة إمكانيات جديدة للتصميم المستدام:
- المنتجات القابلة لإعادة التدوير مع تركيبات مواد يمكن فصلها بسهولة
- مكونات المواد الحيوية مدمجة مع البوليمرات التقليدية
- التركيبات الموفرة للمياه مع تحسين أداء الختم المحسّن
الأجهزة الذكية
يتطلب إنترنت الأشياء مكونات تجمع بين العناصر الهيكلية والجمالية والوظيفية:
- علب المستشعرات مع أختام بيئية متكاملة
- أجهزة المراقبة الصحية القابلة للارتداء الجمع بين حاويات الإلكترونيات الصلبة مع أسطح تلامس مريحة للجسم
- وحدات التحكم في المنزل الذكي تتميز بواجهات لمسية سهلة الاستخدام
الابتكارات الطبية
ستدفع الأجهزة الطبية من الجيل التالي تقنية اللقطتين إلى حدود جديدة:
- الأجهزة القابلة للزرع بخصائص سطحية مضبوطة بدقة متناهية
- الأطراف الاصطناعية المخصصة مع ميزات الراحة المدمجة
- **النقطة
تحليل التكلفة-الفائدة للقولبة بالحقن ثنائي الطلقات
هل يستحق الاستثمار في تكنولوجيا التصنيع المتقدمة ثمنها دائماً؟ عندما يواجه المديرون التنفيذيون في مجال التصنيع قرار اعتماد القولبة بالحقن ثنائي الطلقات، فإنهم غالبًا ما يواجهون صعوبة في تبرير الاستثمار الأولي المرتفع مقابل الفوائد الموعودة على المدى الطويل التي تبدو رائعة على الورق ولكنها غير مؤكدة في الواقع.
يمثل القولبة بالحقن ثنائي الطلقات حالة اقتصادية مقنعة عند تقييمها بشكل شامل، حيث تقدم مزايا كبيرة من حيث التكلفة من خلال التخلص من عمليات التجميع، وتقليل متطلبات العمالة، وانخفاض معدلات الرفض، وتحسين جودة المنتج - خاصةً في عمليات الإنتاج المتوسطة إلى الكبيرة الحجم حيث يمكن إطفاء الاستثمار الأولي في الأدوات بشكل فعال.
فهم المشهد الاستثماري
عند تقييم الآثار المالية المترتبة على القولبة بالحقن ثنائي الطلقات، من الضروري النظر في كل من الاستثمارات الأولية والوفورات النهائية. في شركة PTSMAKE، قمتُ بتوجيه العديد من العملاء من خلال هذا التحليل، وساعدتهم على فهم متى تكون التكنولوجيا منطقية من الناحية المالية ومتى تكون الطرق البديلة أكثر ملاءمة.
متطلبات الاستثمار الأولي
عادةً ما تتجاوز تكاليف بدء التشغيل لعمليات القولبة بالحقن ثنائي الحقن تكاليف عمليات القولبة التقليدية. وتشمل هذه الاستثمارات ما يلي:
تكاليف المعدات المتخصصة
يتطلب القولبة بالحقن ثنائي الطلقات ماكينات مخصصة تختلف بشكل كبير عن معدات القولبة بالحقن القياسية:
| نوع المعدات | نطاق التكلفة التقريبي | الميزات الرئيسية |
|---|---|---|
| ماكينة الصفيحة الدوارة | $300،000 - $750،000 | آلية دوران مدمجة ووحدات حقن مزدوجة |
| ماكينة الظهر الأساسية | $12T250,000 - $600,000 | القدرة على حركة القوالب المتخصصة |
| نقل الأتمتة | $150,000 - $400,000 (إضافي) | أنظمة روبوتية لنقل القِطع بين القوالب |
وتمثل هذه الماكينات المتخصصة نفقات رأسمالية كبيرة، وعادةً ما تكون أعلى بـ 30-50% من معدات القولبة بالحقن التقليدية ذات الحمولة المماثلة.
الاستثمار في الأدوات المتقدمة
تمثل الأدوات اللازمة للقولبة ثنائية الطلقات تكلفة مقدمة كبيرة أخرى:
- القوالب ثنائية الطلقة تكلف عادةً 1.5-2.5 مرة أكثر من القوالب أحادية الطلقة
- تزيد متطلبات التصميم المعقدة من الوقت والتكاليف الهندسية
- تضيف الميزات المتخصصة مثل النوى الدوارة تعقيداً ميكانيكياً
- تمديد وقت التطوير يطيل الفترة التي تسبق بدء الإنتاج
قد يكلف القالب النموذجي ثنائي اللقطة لقطعة متوسطة التعقيد $50,000-$150,000، مقارنة ب $30,000-1T12T70,000 لقالب مماثل أحادي اللقطة.
نفقات تطوير العمليات
بالإضافة إلى المعدات والأدوات، يجب أن تستثمر الشركات أيضًا في:
- تدريب المشغلين للمعدات المتخصصة
- تحسين العملية والتحقق من صلاحيتها
- اختبار توافق المواد
- تطوير بروتوكول مراقبة الجودة
وغالبًا ما تضيف هذه "التكاليف غير المباشرة" 10-151 تيرابايت إلى إجمالي استثمارات المشروع ولكنها ضرورية للتنفيذ الناجح.
التحديد الكمي للوفورات التشغيلية
يقابل الاستثمار الأولي الكبير في تقنية القولبة ثنائية الطلقة مزايا تشغيلية كبيرة تولد وفورات مستمرة طوال دورة حياة المنتج.
عمليات التجميع الملغاة
ولعل أهم ميزة اقتصادية للقولبة ثنائية الطلقات تأتي من التخلص من عمليات التجميع الثانوية:
تخفيض تكلفة العمالة
عند تصنيع منتجات متعددة المواد أو المنتجات متعددة المكونات باستخدام الطرق التقليدية، يتطلب التجميع عادةً:
- محطات التجميع اليدوية أو شبه الآلية
- فحص الجودة في مراحل متعددة
- إدارة القوى العاملة الإضافية
- تكاليف التدريب والإشراف
يلغي التشكيل ثنائي الطلقات هذه المتطلبات من خلال إنتاج المكونات النهائية مباشرةً من ماكينة التشكيل. بالنسبة للمنتجات ذات التعقيد المعتدل، يقلل هذا عادةً من تكاليف العمالة المباشرة بنسبة 30-60%.
القضاء على معدات التجميع
بالإضافة إلى العمالة المباشرة، يتطلب التجميع التقليدي:
- تركيبات وتركيبات التجميع والرقصات
- أنظمة تطبيق المواد اللاصقة أو معدات اللحام بالموجات فوق الصوتية
- أنظمة النقل والبنية التحتية لخطوط التجميع
- مساحة أرضية المصنع الإضافية
من خلال التخلص من هذه الاحتياجات، يمكن أن يقلل التشكيل ثنائي الطلقات من متطلبات المعدات الرأسمالية ويوفر مساحة إنتاج قيمة لعمليات أخرى.
الحد من تعقيد إدارة المخزون
خطوط انسيابية للقولبة ثنائية الطلقات إدارة المخزون بواسطة:
- تقليل عدد الأجزاء الفريدة التي يجب تتبعها
- تقليل مخزون العمل قيد التنفيذ بين العمليات
- تقليل مخاطر نقص المكونات التي تعطل الإنتاج إلى أدنى حد ممكن
- تقليل متطلبات مساحة المستودعات لتخزين المكونات
بالنسبة للمصنعين الذين يديرون آلاف القطع، يوفر هذا التبسيط وفورات مباشرة في التكاليف وتحسينات في الكفاءة التشغيلية.
تحسينات الجودة وتقليل الخردة
تمثل الوفورات المتعلقة بالجودة فائدة اقتصادية كبيرة أخرى:
| عامل الجودة | التجميع التقليدي | القوالب ثنائية الطلقات | الأثر الاقتصادي |
|---|---|---|---|
| معدل العيب | 2-5% نموذجي 2-5% | 0.5-5-1.5% نموذجي | 60-80% تخفيض الخسائر المتعلقة بالجودة |
| تكاليف إعادة العمل | مهم | الحد الأدنى | وفورات في العمالة 15-30% |
| مطالبات الضمان | مخاطر أعلى | مخاطر أقل | انخفاض تكاليف الأعطال الميدانية |
| الاتساق | متغير | متناسق للغاية | تحسين رضا العملاء |
هذه التحسينات في الجودة لها فوائد مالية مضاعفة تمتد إلى ما هو أبعد من أرضية التصنيع، مما يؤثر على كل شيء بدءًا من رضا العملاء إلى سمعة العلامة التجارية.
موازنة التكاليف والفوائد: معادلة الحجم
تتأثر الجدوى الاقتصادية للقولبة ثنائية الطلقات بشكل كبير بحجم الإنتاج، حيث أن الكميات الأكبر تسمح باستهلاك الاستثمار الأولي عبر المزيد من الوحدات.
تحليل نقطة التعادل حسب حجم الإنتاج
استنادًا إلى بيانات من العديد من المشاريع في PTSMAKE، لاحظت نقاط التعادل النموذجية هذه:
- حجم منخفض (أقل من 10,000 وحدة سنوياً): نادرًا ما يوفر التشكيل ثنائي الطلقات مزايا من حيث التكلفة ما لم تكن عملية التجميع معقدة بشكل استثنائي أو كثيفة العمالة
- حجم متوسط (10,000-100,000 وحدة سنوياً): تحدث نقطة التعادل عادةً بين 20,000 إلى 50,000 وحدة، اعتمادًا على مدى تعقيد القطعة
- حجم كبير (أكثر من 100,000 وحدة سنوياً): مزايا اقتصادية واضحة، مع وفورات في التكلفة لكل قطعة 15-40% مقارنة بالبدائل المجمعة
تعتمد نقطة التعادل الدقيقة على العديد من العوامل بما في ذلك هندسة القطع واختيار المواد وتعقيد التجميع ومعدلات العمالة في منطقة الإنتاج.
مقارنة التكلفة للجزء الواحد عبر المجلدات
قد تبدو المقارنة النموذجية للتكلفة لكل جزء على النحو التالي:
| حجم الإنتاج | تكلفة/جزء التجميع التقليدي | تكلفة/جزء القوالب ثنائية الطلقات | فرق التكلفة |
|---|---|---|---|
| 10,000 وحدة | $2.15 | $2.85 | +32% (تكلفة أعلى) |
| 50,000 وحدة | $1.85 | $1.70 | -8% (توفير) |
| 100,000 وحدة | $1.75 | $1.45 | -17% (التوفير) |
| أكثر من 500,000 وحدة | $1.65 | $1.20 | -27% (توفير) |
يوضح هذا المثال كيف أن الاقتصاديات تتغير بشكل كبير مع زيادة الحجم، حيث تنتقل من عقوبة التكلفة في الأحجام المنخفضة إلى وفورات كبيرة في الأحجام الكبيرة.
الاعتبارات الاقتصادية الخاصة بالصناعة
تتفاوت الحالة الاقتصادية للقولبة ثنائية الطلقات بشكل كبير عبر الصناعات بسبب اختلاف الأولويات وبيئات التصنيع.
اقتصاديات صناعة السيارات
غالبًا ما يقدم قطاع السيارات أقوى حالة اقتصادية للقولبة ثنائية الطلقات بسبب:
- أحجام إنتاج عالية (عادةً أكثر من 50,000 وحدة سنوياً)
- متطلبات الجودة الصارمة التي تستفيد من التجميع الملغى
- التركيز على تقليل الوزن الذي يتماشى مع المكونات المتكاملة
- دورات حياة طويلة للمنتجات تستهلك تكاليف الأدوات بفعالية
بالنسبة للمكونات الداخلية للسيارات مثل مقابض التحكم، وقطع الزخرفة، والتركيبات الوظيفية، عادةً ما يقلل التشكيل ثنائي الطلقات من إجمالي تكاليف الإنتاج بنسبة 15-25% مقارنةً بالطرق التقليدية.
اعتبارات تصنيع الأجهزة الطبية
تواجه صناعة الأجهزة الطبية معادلة اقتصادية مختلفة:
- أحجام إنتاج أقل للعديد من الأجهزة
- متطلبات جودة عالية للغاية مع أهداف عدم وجود عيوب على الإطلاق
- تكاليف المصادقة التنظيمية التي يجب إطفاءها
- ارتفاع تكاليف المواد للبوليمرات الطبية المتخصصة من الدرجة الطبية
على الرغم من هذه التحديات، غالبًا ما يظل التشكيل ثنائي الطلقات مجديًا اقتصاديًا للأجهزة الطبية نظرًا للأهمية الحاسمة للقضاء على مخاطر التلوث المرتبطة بالتجميع وضمان جودة متسقة.
عوامل تكلفة الإلكترونيات الاستهلاكية
تمثل الإلكترونيات الاستهلاكية اعتبارات اقتصادية فريدة من نوعها:
- دورات حياة المنتج القصيرة التي تتطلب استهلاكًا أسرع للأدوات
- معايير تجميلية عالية تستفيد من الانتقال السلس للمواد
- الضغط الشديد لخفض التكاليف في الأسواق التنافسية
- الأشكال الهندسية المعقدة التي يصعب تجميعها بشكل تقليدي
يمكن أن تعمل دورات الابتكار السريعة في مجال الإلكترونيات الاستهلاكية في بعض الأحيان ضد اقتصاديات القولبة ثنائية الطلقات، مما يجعل التنبؤ الدقيق بالحجم أمرًا ضروريًا قبل الالتزام بهذه التقنية.
الفوائد الاقتصادية الخفية
بالإضافة إلى الوفورات الواضحة في تكاليف الإنتاج، يجب أن يكون هناك العديد من الفوائد الاقتصادية الأقل وضوحًا في قرار التشكيل ثنائي الطلقات.
قيمة التمايز بين المنتجات
يتيح القولبة ثنائية الطلقات ميزات التصميم التي تخلق مزايا في السوق:
- خصائص اللمس المتميزة التي تزيد من القيمة المتصورة للمنتج
- السمات الجمالية المميزة التي تعزز هوية العلامة التجارية
- تحسينات مريحة تعزز تجربة المستخدم
- فوائد وظيفية يستحيل تحقيقها مع الأجزاء المجمعة
يمكن أن تؤدي مزايا التصميم هذه إلى الحصول على علاوات سعرية أو زيادة الحصة السوقية، مما يحقق فوائد اقتصادية تتجاوز الوفورات المباشرة في تكاليف التصنيع.
تسريع وقت الوصول إلى السوق
بالنسبة للعديد من المنتجات، فإن سرعة طرحها في الأسواق يخلق قيمة اقتصادية كبيرة:
- ضغط الجداول الزمنية للإنتاج من خلال إلغاء إعداد خط التجميع
- تقليل وقت التحقق من الصحة من خلال تبسيط عملية التحقق من العملية
- توسيع نطاق أسرع للأحجام الكبيرة مع توسع أقل للقوى العاملة
- تعقيدات أقل في سلسلة التوريد مع عدد أقل من المكونات
في الأسواق التنافسية حيث يوفر الوصول أولاً إلى السوق مزايا دائمة، يمكن أن تطغى هذه الوفورات في الوقت على اعتبارات تكلفة التصنيع البحتة.
الأثر البيئي والاستدامة
يمكن ترجمة الفوائد البيئية للقولبة ثنائية الطلقات إلى مزايا اقتصادية:
- انخفاض استهلاك الطاقة من عمليات التجميع التي تم التخلص منها
- انخفاض تكاليف النقل مع انخفاض عدد المكونات المراد شحنها
- انخفاض مواد التعبئة والتغليف لعدد أقل من الأجزاء المنفصلة
- مزايا الامتثال التنظيمي المحتملة في بعض الأسواق
ومع تطور اللوائح البيئية وتوقعات المستهلكين، تترجم فوائد الاستدامة هذه بشكل متزايد إلى قيمة اقتصادية ملموسة.
التخفيف من مخاطر الاستثمار
يمكن إدارة الاستثمار الأولي الكبير في التشكيل ثنائي الطلقات من خلال عدة أساليب استراتيجية.
استراتيجيات التنفيذ المرحلي
بدلاً من اتباع نهج الكل أو لا شيء، يمكن للشركات اعتماد التنفيذ التدريجي:
- ابدأ بقطع بسيطة وكبيرة الحجم لبناء الخبرة
- الانتقال التدريجي لمكونات أكثر تعقيدًا مع نمو الخبرة
استكشاف التحديات الشائعة في القوالب ثنائية الطلقات وإصلاحها
هل شاهدت من قبل طاهياً محترفاً يصنع سوفليه مثالي لتراه ينهار في اللحظة الأخيرة؟ خيبة الأمل واضحة. في التصنيع، نواجه في التصنيع لحظات مماثلة عالية المخاطر عندما تظهر عيوب غير متوقعة في الأجزاء المصبوبة التي تبدو مثالية في لقطتين والتي يمكن أن تعرقل جداول الإنتاج وتؤثر على جودة المنتج.
تتطلب تحديات القولبة بالحقن ثنائي الطلقات أساليب منهجية لاستكشاف الأخطاء وإصلاحها تعالج الأسباب الجذرية بدلاً من الأعراض، حيث تمثل مشكلات توافق المواد، وتكوين الوميض، والتعبئة غير المكتملة، وفشل الربط أكثر العقبات شيوعًا التي يجب على الشركات المصنعة التغلب عليها لتحقيق جودة إنتاج متسقة.
عدم التوافق المادي: أساس معظم المشاكل
عند استكشاف مشكلات القولبة ثنائية الطلقات وإصلاحها، وجدت أن عدم توافق المواد يكمن في صميم ما يقرب من 60% من مشكلات الإنتاج المستمرة. يعد فهم تحديات التوافق هذه ومعالجتها أمرًا ضروريًا لتحقيق جودة متسقة.
علامات عدم توافق المواد الكيميائية وحلولها
يظهر عدم التوافق الكيميائي بين المواد بعدة طرق متميزة:
- التصفيح - تنفصل المواد عند الواجهة البينية بعد التشكيل أو أثناء الاستخدام
- الترابط الضعيف - الأجزاء تجتاز الفحص البصري ولكنها تفشل تحت الحد الأدنى من الضغط
- عيوب السطح - وجود فقاعات أو تغير في اللون أو ضبابية عند حدود المواد
- انكماش لا يمكن التنبؤ به - التشوه أو مشاكل الأبعاد من معدلات الانكماش غير المتوافقة
تنبع هذه المشكلات عادةً من سوء اختيار المواد أو عدم كفاية تحسين المعالجة. وفيما يلي مقاربتي المنهجية لحل مشكلة عدم التوافق الكيميائي:
- التحقق من مخططات توافق المواد - لا تثق بادعاءات التوافق العامة؛ اختبر درجات المواد المحددة
- تحليل التوافق الجزيئي - النظر في القطبية وطاقة السطح والتركيب الجزيئي
- اختبار قوة الرابطة - تنفيذ اختبارات التقشير أو الشد الموحدة لقياس مدى الالتصاق
- ضبط اختيارات المواد - ضع في اعتبارك الدرجات المعدلة بالالتصاق المصممة خصيصًا للقولبة المفرطة
- تعديل معلمات العملية - ضبط درجات الحرارة والضغط ومعدلات التبريد لتحسين الترابط
في مشروع حديث في شركة PTSMAKE، واجهنا تفككًا مستمرًا بين مكونات PC وTPE. وبدلاً من تغيير المواد على الفور، قمنا أولاً بتعديل ملف تعريف درجة حرارة الواجهة، مما أدى إلى زيادة درجة حرارة القالب في منطقة الرابطة بمقدار 15 درجة مئوية. وقد أدى هذا التعديل البسيط إلى تحسين الانتشار الجزيئي بين المواد وحل مشكلة التفكك تمامًا.
إدارة عدم التوافق الحراري
يحدث عدم التوافق الحراري عندما يكون للمواد متطلبات درجة حرارة معالجة أو خصائص تمدد حراري مختلفة بشكل كبير:
| المشكلة الحرارية | الأعراض الشائعة | الحلول العملية |
|---|---|---|
| عدم تطابق درجة حرارة المعالجة | تحلل المادة الأولى أثناء الطلقة الثانية | حدد المواد ذات نوافذ المعالجة المتداخلة |
| فروق التمدد الحراري | الالتواء والتشقق الإجهادي بعد التبريد | ميزات تصميم لاستيعاب الحركة التفاضلية |
| الحساسية للحرارة | تغير اللون، انهيار المواد | استخدام الواقيات الحرارية أو تحسين أوقات الدورات |
| فروق معدل التبريد | الإجهاد الداخلي، مشاكل الأبعاد | قنوات تبريد متوازنة لخلق تبريد موحد |
يمكن حل معظم مشكلات التوافق الحراري من خلال التحكم المناسب في درجة حرارة القالب. يتيح تنفيذ مناطق درجة حرارة مستقلة لمناطق مختلفة من القالب إدارة حرارية دقيقة في الواجهة الحرجة بين المواد.
تشكيل الوميض: التحكم في تدفق المواد غير المرغوب فيها
يمثل الوميض - المادة الزائدة الرقيقة التي تتسرب من تجويف القالب على طول خطوط الفراق - أحد العيوب البصرية الأكثر شيوعًا في التشكيل ثنائي الطلقة. على الرغم من وجودها في جميع عمليات التشكيل، إلا أن التشكيل ثنائي اللقطة يخلق تحديات وميض فريدة من نوعها في الواجهة بين المواد.
تحديد الأسباب الجذرية للوميض
يمكن أن ينبع الوميض من مصادر متعددة في تطبيقات اللقطتين:
-
مشكلات تصميم القالب
- قوة تشبيك غير كافية في واجهات المواد
- تهوية غير كافية تتسبب في تراكم الضغط
- تصميم غير مناسب لخط الفصل عند انتقالات المواد
-
مشاكل معلمات العملية
- ضغط الحقن المفرط الذي يدفع المواد إلى الفجوات
- ضغط احتجاز غير كافٍ يسمح بتمدد المادة
- لزوجة المواد غير الصحيحة من مشاكل في درجة الحرارة
-
العوامل الخاصة بالمواد
- المواد عالية التدفق التي تجد مسارات مجهرية عالية التدفق
- المواد ذات المراحل السائلة الممتدة قبل التصلب
- إعداد المواد غير المتناسق (الرطوبة والملوثات)
القضاء على الوميض المنهجي
لإزالة الوميض بشكل فعال في التطبيقات ذات اللقطتين، أتبع هذا الأسلوب المنهجي:
-
فحص أنماط موقع الوميض
- يشير الوميض عند خطوط الفراق إلى مشاكل في التشبيك
- يشير الوميض عند دبابيس القاذف إلى وجود مشاكل في تركيب المسمار
- يشير الوميض في واجهات المواد إلى مشكلات في التصميم
-
التحقق من حالة العفن
- تحقق من تلف العفن أو التآكل في مواقع الوميض
- قياس قوة التشبيك الفعلية عبر وجه القالب
- افحص الفتحات المسدودة التي تزيد من ضغط التجويف
-
تحسين معلمات العملية
- تقليل سرعة الحقن والضغط إن أمكن
- ضبط درجة حرارة القالب للتحكم في تدفق المواد
- تنفيذ ملفات تعريف الحقن المرحلي لتقليل ارتفاعات الضغط
-
تنفيذ تعديلات التصميم إذا لزم الأمر
- إضافة آبار فائضة في المناطق التي بها مشاكل
- إعادة تصميم خطوط الفواصل لتجنب المناطق الجمالية الحرجة
- زيادة مساحة سطح التثبيت عند نقاط الضغط العالي
في شركة PTSMAKE، واجهنا مشاكل وميض مستمرة في مكون جهاز طبي حيث تم قولبة TPE على الكمبيوتر الشخصي. من خلال تنفيذ ملف تعريف حقن مرحلي يقلل الضغط تدريجيًا مع امتلاء التجويف، تخلصنا من الوميض مع الحفاظ على الملء الكامل للهندسة المعقدة.
التعبئة غير الكاملة: ضمان تشكيل الجزء المثالي
يؤدي الملء غير الكامل - حيث تفشل المادة في الوصول إلى جميع مناطق تجويف القالب - إلى إنشاء أجزاء غير وظيفية أو غير مقبولة من الناحية الجمالية. في التطبيقات ثنائية اللقطة، يتفاقم هذا التحدي بسبب التفاعل بين مادة اللقطة الأولى المبردة بالفعل والمادة الثانية الواردة.
مشكلات تعبئة الطلقة الأولى
عندما تفشل المادة الأولى في ملء التجويف بالكامل، فإنها تخلق سلسلة من المشاكل:
- الميزات المفقودة في المكون الأساسي
- ركيزة غير مناسبة للطلقة الثانية
- أنماط تبريد غير متناسقة تؤثر على تدفق الطلقة الثانية
- لقطات قصيرة محتملة في كلتا المادتين
لحل مشاكل تعبئة الطلقة الأولى
- تحسين موقع البوابة وحجمها - ضمان التدفق المناسب للمواد إلى المناطق النائية
- ضبط درجة حرارة المادة - زيادة درجة الحرارة لتحسين خصائص التدفق
- تعديل ملف تعريف سرعة الحقن - إنشاء ملف تعريف ديناميكي للسرعة مطابق لهندسة التجويف
- تحقق من وجود مصائد الهواء - إضافة أو تكبير الفتحات حيث قد يمنع الهواء من الامتلاء الكامل
- النظر في اختيار المواد - قم بالتبديل إلى درجات التدفق الأعلى إذا لزم الأمر
التحديات الخاصة باللقطة الثانية
تمثل الطلقة الثانية تحديات تعبئة فريدة من نوعها لأن المادة يجب أن تتدفق حول أو بجانب مكون متصلب بالفعل:
- تداخل الركيزة الباردة - الطلقة الأولى تبرد المادة الثانية قبل الأوان
- مسارات التدفق المقيدة - تخلق الأشكال الهندسية المعقدة مسارات تدفق صعبة
- انحباس الهواء - ينحصر الهواء بين الطلقة الأولى وأسطح القالب
- امتصاص الحرارة - تمتص المادة الأولى الحرارة من المادة الثانية
في الحالات الصعبة بشكل خاص، نوظف محاكاة التدفق الحاسوبي لتحسين مواقع البوابات وظروف المعالجة قبل قطع الفولاذ، مما يوفر تكاليف إعادة العمل الكبيرة وتسريع الجداول الزمنية للتطوير.
تحسين العملية للتعبئة الكاملة
للحصول على تعبئة متسقة في التطبيقات ذات اللقطتين، ضع في اعتبارك هذه التعديلات في العملية:
| المعلمة | التعديل | النتيجة المتوقعة |
|---|---|---|
| درجة حرارة العفن | زيادة بمقدار 10-20 درجة مئوية في المناطق البينية | يمنع التجميد المبكر للمادة الثانية |
| سرعة الحقن | زيادة السرعة الأولية، ثم الاعتدال | يضمن وصول المواد إلى الأطراف قبل تبريدها |
| الضغط الخلفي | زيادة معتدلة (50-100 رطل لكل بوصة مربعة) | يحسن تجانس المواد ويقلل من المحتوى الغازي |
| الضغط المستمر | تمديد الوقت بمقدار 10-20% | يعوض عن تأثيرات التبريد في الطلقة الأولى |
| تجفيف المواد | ضمان الإزالة الكاملة للرطوبة | يمنع مشاكل اللزوجة من التلوث بالرطوبة |
تتطلب معالجة الملء غير المكتمل اتباع نهج شامل يراعي عوامل التصميم والعملية على حد سواء. عندما يتم تحسين كلاهما بشكل صحيح، يمكن ملء حتى أكثر الأشكال الهندسية ثنائية اللقطة تعقيدًا بشكل متسق.
إخفاقات الترابط: ضمان وجود واجهات قوية للمواد
إن السمة المميزة للأجزاء المقولبة الناجحة ثنائية اللقطة هي الترابط القوي والمتين بين المواد. عندما يفشل هذا الترابط، فإن الغرض الكامل من عملية التشكيل ثنائي الطلقات يتعرض للخطر.
التمييز بين أنواع فشل الرابطة
يساعد فهم النوع المحدد لفشل الرابطة في استهداف الحلول المناسبة:
-
فشل المادة اللاصقة - فصل كامل عند السطح البيني مع أسطح المواد النظيفة
- يشير إلى عدم التوافق الكيميائي الأساسي
- يشير إلى طاقة سطح غير مناسبة بين المواد
- قد ينتج عن التلوث السطحي
-
فشل التماسك - تمزقات المواد بالقرب من السطح البيني ولكن ليس بالضبط عند السطح البيني
- يشير بشكل عام إلى ترابط جيد ولكن ضعف مادي
- يمكن أن ينتج عن تدهور خصائص المواد
- يحدث أحيانًا بسبب تركيز الإجهاد المفرط
-
فشل مختلط - مزيج من فشل الالتصاق والتماسك
- الأكثر شيوعًا في بيئات الإنتاج
- يشير إلى التوافق الجزئي أو عدم اتساق العملية
- يوفر أدلة على التحسينات المادية والعملية على حد سواء
تحسين إعداد السطح
تؤثر حالة سطح الطلقة الأولى بشكل كبير على قوة الرابطة:
- نظافة السطح - إزالة جميع مخلفات إطلاق العفن والملوثات
- الطاقة السطحية - ضع في اعتبارك المعالجة بالبلازما أو الاكليل لزيادة قابلية الترابط
- نسيج السطح - تنفيذ التركيب المجهري لزيادة مساحة السطح الفعالة
- تكييف درجة الحرارة - تحسين درجة حرارة السطح قبل الطلقة الثانية
يعد إعداد السطح أمرًا بالغ الأهمية بشكل خاص عند العمل مع تركيبات المواد الصعبة مثل البولي أوليفينات (PP/PE) مع اللدائن الحرارية الهندسية.
معلمات المعالجة للربط المعزز
يمكن أن يؤدي الضبط الدقيق لمعلمات العملية إلى تحسين الترابط بشكل كبير دون تغييرات في المواد:
-
إدارة درجة حرارة الواجهة
- زيادة درجة حرارة القالب في المناطق البينية
- تحسين وقت التبريد بين اللقطات
- النظر في تسخين العفن المحلي في مناطق الترابط الحرجة
-
تعديل معلمات الحقن
- سرعة حقن معتدلة لمنع قص المواد
- تحسين ضغط الإمساك الأمثل لضمان التلامس الحميم للمادة
- ضبط الضغط الخلفي لإزالة الهواء المحبوس
-
تحسين التوقيت
- تقليل التأخير بين الطلقات عند الرغبة في الربط الساخن
- السماح بفترات تبريد محددة للبوليمرات شبه البلورية
- تعلّم كيف يمكن أن يحسّن تنوّع نسيج الأسطح من بيئة عمل المنتج وتجربة المستخدم. ↩
- اكتشف كيف يمكن لاختيار المواد المناسبة تحسين أداء المنتج ومتانته بشكل كبير. ↩
- تعرّف على كيفية تأثير توافق المواد على متانة المنتج وتكاليف التصنيع. ↩
- تعلم كيف يمكن للاختيار المناسب للمواد أن يحسن بشكل كبير من قوة الرابطة ومتانة المنتج. ↩






