

Konstruerar du en kylfläns för högeffektselektronik? Du kämpar förmodligen med det termiska gränssnittsmotståndet och undrar om din nuvarande lösning kan hantera värmebelastningen utan att bli en flaskhals som förstör prestandan.
Skived pin-kylflänsar ger överlägsen termisk prestanda genom monolitisk konstruktion, vilket eliminerar termiskt gränssnittsmotstånd mellan fenor och bas samtidigt som det ger exceptionell designflexibilitet för högeffektsapplikationer inom elektronik-, fordons- och flygindustrin.

Efter att ha arbetat med lösningar för termisk hantering på PTSMAKE har jag sett hur fel val av kylfläns kan få hela projekt att spåra ur. Den här guiden täcker allt från materialval till prestandaoptimering, vilket hjälper dig att fatta välgrundade beslut som förhindrar kostsamma omkonstruktioner och säkerställer att din värmehantering uppfyller specifikationerna.
Varför är monolitisk konstruktion termiskt överlägsen?
När man hanterar värme är varje detalj viktig. Anslutningen mellan kylflänsens bas och dess fenor är en kritisk punkt. En enda, solid metallbit är alltid bättre än sammansatta delar.
Problemet med lederna
Varje fog, oavsett hur perfekt den är, skapar en barriär. Denna barriär saktar ner värmeöverföringen. Monolitiska konstruktioner har helt enkelt inte det här problemet.
Jämförelse av prestanda
| Typ av konstruktion | Termisk barriär | Effektivitet för värmeöverföring |
|---|---|---|
| Monolitisk | Ingen | Maximalt |
| Monterad (t.ex. limmad) | Ja | Reducerad |
Denna enkla skillnad är anledningen till att monolitisk konstruktion är överlägsen.
Inom värmehantering kämpar vi ständigt mot en dold fiende. Denna fiende kallas termiskt gränssnittsmotstånd1. Den uppstår vid gränsen mellan två kontaktytor.
Även helt släta ytor har mikroskopiska luftspalter. Dessa luftspalter fungerar som isolering, fångar upp värme och hindrar den från att röra sig effektivt.
Eliminera hindret
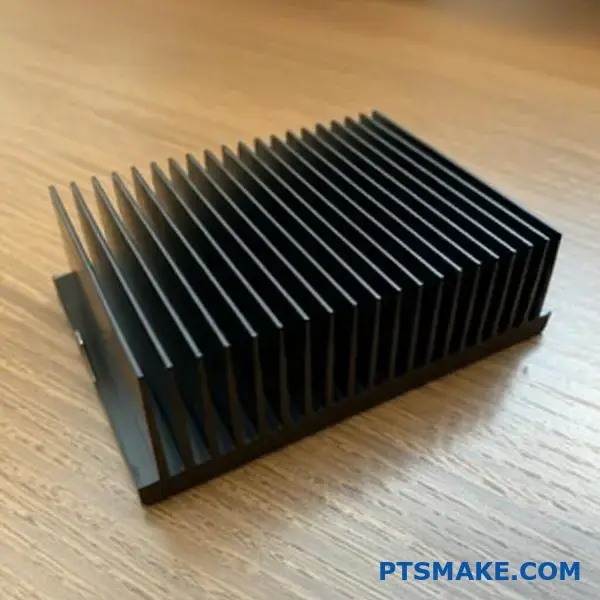
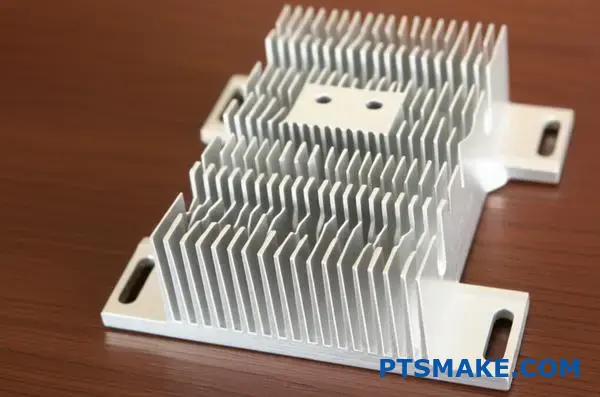
Det är här den monolitiska konstruktionen kommer till sin rätt. Tekniker som skiving skapar en kylfläns från ett enda materialblock. På PTSMAKE rekommenderar vi ofta detta för krävande applikationer.
A Kylfläns med skavt stift, har t.ex. ingen skarv mellan basen och fenorna. De är ett enda sammanhängande metallstycke.
Värmeflöde: Monolitisk vs. monterad
| Funktion | Monolitisk (Skived) | Monterad (bondad/lödd) |
|---|---|---|
| Bas-till-Fin-led | Ingen (Integral) | närvarande (t.ex. epoxi, lödning) |
| Glapp i gränssnittet | Noll | Mikroskopiska luft-/fyllnadshål |
| Värmeväg | Oavbruten | Hindrad |
| Termisk prestanda | Överlägsen | Kompromisserad |
Denna oavbrutna väg gör att värmen kan flöda från basen till fenorna med nästan noll motstånd. Detta leder till en så effektiv kylning som möjligt.
Monolitiska konstruktioner, som de som används i kylflänsar med skivor, eliminerar det termiska gränssnittsmotståndet genom att ta bort skarven mellan basen och fenorna. Detta skapar en obruten väg för värmen, vilket garanterar maximal värmeöverföring och överlägsen kylprestanda.
Hur påverkar stiftdensiteten värmeprestandan?
Pindensitet är en klassisk avvägning. Först verkar det vara en bra idé att lägga till fler pins.
Fler stift innebär större yta. Detta ger ett större utrymme för värme att försvinna ut i den omgivande luften.
Men att klämma ihop stift för tätt kan ge bakslag. Det ökar motståndet mot luftflödet. Systemet kan kvävas och kylningseffektiviteten minska.
Att hitta rätt balans är nyckeln till effektiv termisk design.
| Stifttäthet | Yta | Luftflödesmotstånd |
|---|---|---|
| Låg | Lägre | Låg |
| Hög | Högre | Hög |
| Optimal | Balanserad | Balanserad |
Sökandet efter optimal densitet
Den "perfekta" stiftdensiteten är inte ett universellt tal. Den beror i hög grad på den specifika kylmiljön, särskilt luftflödesförhållandena.
Forcerad kontra naturlig konvektion
I ett system med forcerad konvektion och kraftfulla fläktar kan du använda en högre stiftdensitet. Det starka luftflödet kan övervinna det ökade motståndet och dra full nytta av den större ytan.
För installationer med naturlig konvektion, där luften rör sig utan fläktar, är det ofta bättre med en lägre densitet. Detta tillvägagångssätt minimerar hinder, vilket gör att luften kan cirkulera mer fritt mellan stiften.
I tidigare projekt har vi upptäckt att modellering av luftflödet är avgörande. Detta gäller särskilt för en kylfläns med skived pin, där fenorna tillverkas med hög precision. Förståelse för systemets övergripande termiskt motstånd2 är målet.
| Luftflödets tillstånd | Fläkthastighet | Rekommenderad stifttäthet |
|---|---|---|
| Naturlig konvektion | Ingen | Låg |
| Forcerad konvektion | Låg | Medium |
| Forcerad konvektion | Hög | Hög |
Material- och designpåverkan
Materialet i kylflänsen, t.ex. aluminium eller koppar, spelar också en roll. Kopparens högre värmeledningsförmåga kan möjliggöra en något annorlunda densitetsoptimering jämfört med aluminium under samma förhållanden. På PTSMAKE arbetar vi tillsammans med våra kunder för att simulera dessa variabler för bästa möjliga resultat.
Målet är att maximera värmeavledningen utan att skapa en betydande blockering som gör att systemet inte får tillräckligt med sval luft. Denna balanspunkt är den optimala stiftdensiteten.
Stiftdensitet innebär en kritisk avvägning. Högre densitet ökar ytarean men kan begränsa luftflödet. Den optimala densiteten beror helt och hållet på systemets specifika luftflödesförhållanden och balanserar ytarea med lufttryckfall för att uppnå maximal termisk prestanda.
Vilka är de främsta fördelarna med skrovade stiftfenor?
Skivade stiftfenor erbjuder otrolig termisk prestanda. Detta beror främst på att de är tillverkade av ett enda materialblock.
Det finns inget värmemotstånd från en löd- eller epoxifog. Detta skapar en mycket effektiv väg för värme att försvinna.
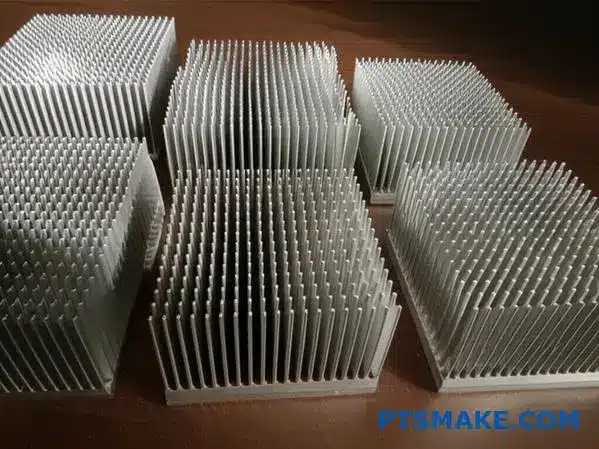
Processen möjliggör mycket tunna, tätt packade fenor. Detta maximerar ytan för värmeavledning. Det är en viktig anledning till att vi rekommenderar dem för kompakt elektronik.
Nedan följer en snabb översikt över de viktigaste fördelarna.
| Fördel | Påverkan på resultatet |
|---|---|
| Hög findensitet | Ökar ytan för kylning |
| Kapacitet för tunna fenor | Minskar vikt och materialåtgång |
| Utmärkt konduktivitet | Ingen förlust av termiskt gränssnitt |
| Högt bildförhållande | Maximerar kylningen i ett litet utrymme |
Denna kombination gör att en kylfläns med skived pin är ett förstahandsval.
Fördelning av fördelarna
Låt oss titta närmare på varför dessa funktioner är viktiga. Själva tillverkningsprocessen är källan till dessa fördelar. Skiving skär ut fenor från ett massivt block, inte sammanfogar dem.
Denna konstruktion i ett stycke förändrar spelplanen. Den säkerställer att värmevägen från basen till fenspetsarna är obruten. Resultatet är en överlägsen värmeledningsförmåga jämfört med limmade eller stansade lameller.
Högt bildförhållande och hög densitet
Ett högt aspektförhållande innebär att fenorna är mycket högre än de är tjocka. Den här designen maximerar kylytan utan att öka kylflänsens fotavtryck. Det är avgörande för enheter med begränsat utrymme.
I våra tidigare projekt på PTSMAKE har vi sett hur detta direkt förbättrar kylningen. Fler fenor kan packas in i samma område. Men detta kräver noggrann design för att hantera luftflödet. Balansen är avgörande för att bibehålla optimal interstitiell hastighet3 och uppnå effektiv kylning.
| Fin Densitet | Luftflödesmotstånd | Typisk tillämpning |
|---|---|---|
| Låg | Låg | Naturlig konvektion |
| Medium | Medium | Fläktar med låg hastighet |
| Hög | Hög | Högtrycksfläktar |
Flexibilitet i designen
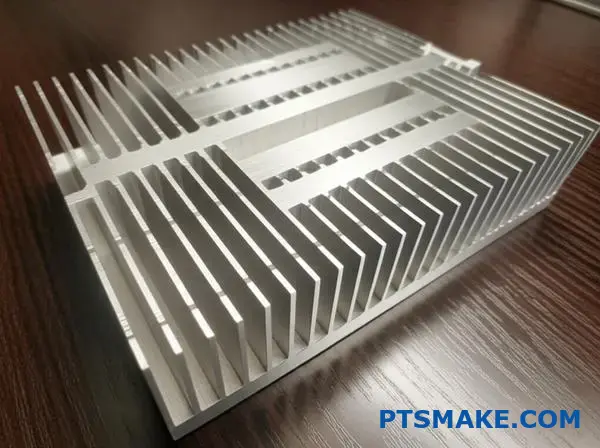
Skiving-tekniken ger oss på PTSMAKE stor designfrihet. Vi kan justera fenornas höjd, tjocklek och lutning. Detta gör att vi kan skapa en anpassad kylfläns med skived pin som är perfekt anpassad till dina specifika termiska behov och luftflödesförhållanden.
Skived pin-fenor ger överlägsen termisk hantering. Konstruktionen i ett stycke, den höga lamelltätheten och designflexibiliteten ger en betydande kylningsfördel i en kompakt formfaktor, vilket gör dem idealiska för högpresterande applikationer.
Vilka är de inneboende begränsningarna i skivingprocessen?
Skivingprocessen är mycket effektiv. Ändå har den tydliga fysiska gränser. Dessa gränser definierar vad som är möjligt inom tillverkningen.
Ingenjörer måste förstå dessa begränsningar tidigt. Detta säkerställer att deras konstruktioner är genomförbara redan från början. Det sparar tid och man undviker kostsamma omkonstruktioner. Viktiga faktorer är bland annat materialblockens storlek och lamellernas geometri.
Maximala block- och lamellmått
Skivmaskinens storlek avgör den maximala detaljstorleken. Verktygets hållfasthet och materialegenskaper begränsar finmåtten. Om man inte tar hänsyn till detta kan det leda till produktionsfel.
Här är några typiska begränsningar som vi ser.
| Begränsning | Typiskt Maximum/Minimum | Anledning |
|---|---|---|
| Blockbredd | ~500 mm | Maskinens sängstorlek |
| Fin höjd | ~120 mm | Verktygets stabilitet |
| Fin tjocklek | ~0,1 mm | Materialintegritet |
Detta är allmänna riktlinjer. De kan ändras beroende på materialet och den specifika maskin som används.
Genomförbar design och praktiska begränsningar
Att förstå dessa begränsningar är avgörande för design för tillverkningsbarhet (DFM). En design kan se bra ut i ett CAD-program. Men den måste vara fysiskt producerbar. I våra projekt på PTSMAKE vägleder vi ofta kunder om dessa praktiska aspekter.
Material Blockstorlek
Råvarublocket har en maximal storlek. Detta begränsas av vår maskinkapacitet. Om din kylflänsdesign är större än maskinens arbetsområde är skiving inte rätt val. Du kan behöva överväga andra metoder.
Finnernas höjd-till-tjocklek-förhållande
Detta förhållande är mycket viktigt. Du kan inte ha extremt långa och tunna fenor. När fenan blir längre sträcker sig skivingverktyget längre ut från sitt stöd. Denna förlängning kan leda till problem som verktygets avböjning4, vilket påverkar den slutliga detaljens noggrannhet. Ett högre förhållande ökar risken för att fenorna böjs eller går sönder under processen.
Detta gäller särskilt för en kylfläns med skurna stift. Varje stift måste vara stabilt.
| Funktion | Designerns önskan | Verklighetens tillverkning |
|---|---|---|
| Fin höjd | 150 mm | Ofta begränsad till <120 mm |
| Fin tjocklek | 0,05 mm | Sällan genomförbart under 0,1 mm |
| Fin Pitch | Mycket tät | Begränsas av verktygets bredd |
Vi rekommenderar alltid att man balanserar värmeprestanda med dessa tillverkningsbegränsningar för att få ett lyckat resultat.
Praktiska begränsningar som blockstorlek, lamellhöjd och lamelltjocklek är inte förslag, utan regler som fastställs av fysik och maskinens kapacitet. Framgångsrik design för skiving kräver att dessa begränsningar respekteras från början för att säkerställa en producerbar och effektiv slutprodukt.
Hur påverkar fenans tjocklek värmeöverföringseffektiviteten?
Finnernas tjocklek är inte en enkel "mer är bättre"-ekvation. Det är en noggrann balansgång. Det viktigaste begreppet att förstå här är ‘lamellens effektivitet’. Detta mäter hur effektivt en lamell överför värme.
En tjockare lamell leder värme bättre längs hela sin längd. Men den tar också upp mer utrymme. Tunnare fenor möjliggör fler fenor i samma område. Detta ökar den totala ytan där värmen kan försvinna. Det är viktigt att hitta den perfekta balansen.
Avvägningar mellan tjockleken på fenan
| Funktion | Tjockare fenor | Tunnare fenor |
|---|---|---|
| Ledning | Högre | Lägre |
| Fin Densitet | Lägre | Högre |
| Yta | Potentiellt lägre | Potentiellt högre |
| Vikt | Tyngre | Lättare |

Fysiken bakom prestandan hos finländare
För att förstå balansen kan man tänka sig att värmen rör sig från basen till spetsen på en fena. Denna resa är nyckeln till dess prestanda.
Värmens resa: Ledning
En fenas uppgift är att leda bort värme från källan. Den överför sedan värmen till den omgivande luften. En tjockare lamell ger en bredare väg för värmen. Detta innebär mindre motstånd. Lamellens spets håller sig närmare bastemperaturen, vilket gör hela ytan effektiv.
En tunn lamell har däremot högre motstånd. Spetsen blir mycket svalare än basen. Detta minskar värmeöverföringsförmågan hos fenans yttre del.
Täthet kontra individuell prestation
Så varför inte alltid använda tjocka fenor? För att utrymmet är begränsat. Med tunnare fenor kan vi packa in mer yta i en given volym. Detta ser man ofta i kylfläns med avskalad stift5 design som vi producerar på PTSMAKE.
Fler fenor innebär mer total yta för konvektion. Målet är att hitta den punkt där fler fenor (och större yta) uppväger den minskade effektiviteten hos varje enskild fena. I våra tidigare projekt har vi funnit att denna balans är olika för varje applikation. Det beror på luftflöde, effekt och utrymmesbegränsningar.
| Aspekt | Tjocklekens inverkan | Mål för design |
|---|---|---|
| Fin effektivitet | Tjockare fenor är mer effektiva var för sig. | Maximera värmeöverföringen per lamell. |
| Yta | Tunnare fenor ger större total yta. | Maximera den totala värmeavledningen. |
| Tillämpning | Högt värmeflöde kan kräva tjockare lameller. | Hitta den optimala balansen för systemet. |
Lamellernas tjocklek innebär en grundläggande avvägning. Du måste balansera den överlägsna värmeledningen hos tjockare lameller mot den ökade ytarea som erbjuds av en tätare uppsättning tunnare lameller. Den optimala lösningen är alltid skräddarsydd för den specifika applikationens termiska krav.
Varför ska man välja koppar framför aluminium för en kylfläns?
Valet mellan koppar och aluminium är en klassisk teknisk avvägning. Det handlar om att balansera prestanda mot praktiska begränsningar. Din applikations behov avgör vilket material som är det rätta.
Termisk prestanda kontra kostnad
Kopparens främsta fördel är dess överlägsna värmeledningsförmåga. Den överför värme nästan dubbelt så effektivt som aluminium. Detta gör den idealisk för situationer med hög värme.
Aluminium är dock lättare och mer kostnadseffektivt. Dessa faktorer är ofta kritiska vid produktdesign.
Här är en direkt jämförelse:
| Funktion | Koppar | Aluminium |
|---|---|---|
| Termisk konduktivitet | ~400 W/mK | ~205 W/mK |
| Densitet (vikt) | Hög | Låg |
| Relativ kostnad | Högre | Lägre |
Detta beslut är grundläggande för alla typer av kylflänsar. Du måste väga vad som är viktigast.

Anpassning av material till applikation
I praktiken är det denna avvägning som styr ditt materialval. Vi ser detta ofta i projekt på PTSMAKE. Det specifika användningsfallet är allt.
Miljöer med hög värme
För högeffekts-processorer, GPU:er eller kraftelektronik är värme fienden. I dessa fall är koppar ofta det enda valet. Dess förmåga att snabbt dra bort värme från källan är avgörande. Den högre kostnaden motiveras av prestandan. Koppar har lägre termisk impedans6 säkerställer att komponenterna håller sig inom säkra driftstemperaturer.
Vikt- och budgetstyrda konstruktioner
Omvänt är aluminium perfekt för viktkänsliga applikationer. Tänk på bärbara enheter eller komponenter för flyg- och rymdindustrin. Det är också det bästa valet för kostnadskänslig konsumentelektronik. Dess prestanda är mer än tillräcklig för många vanliga termiska utmaningar. En kylfläns av aluminium med skived pin erbjuder en fantastisk balans mellan prestanda och värde.
Denna tabell visar typiska kopplingar mellan applikation och material:
| Tillämpningstyp | Primärt intresse | Rekommenderat material |
|---|---|---|
| Servrar för datacenter | Max kylning | Koppar |
| Bärbara datorer för konsumenter | Vikt och kostnad | Aluminium |
| LED-belysning | Kostnadseffektivitet | Aluminium |
| Industriella kraftomvandlare | Hög tillförlitlighet | Koppar |
I slutändan hjälper en förståelse för dessa skillnader dig att göra ett smartare och effektivare val för ditt projekt.
Valet mellan koppar och aluminium för en skived kylfläns beror på dina specifika behov. Koppar erbjuder oöverträffad termisk prestanda för krävande applikationer, medan aluminium ger en lättare och mer kostnadseffektiv lösning för ett bredare användningsområde. Beslutet hänger på denna balans.
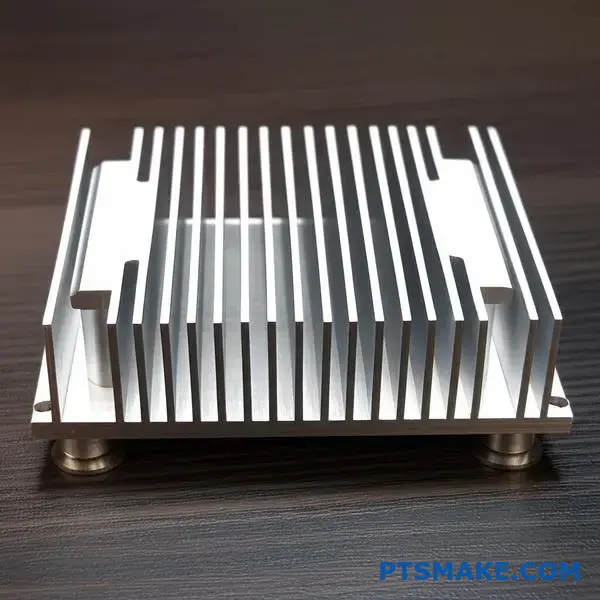
Vad är den integrerade basens roll?
Den integrerade basen är grunden för hela kylsystemet. Tänk på den som den primära värmespridaren. Dess huvuduppgift är att samla upp värme från en källa, t.ex. en CPU, och fördela den jämnt.
Denna fördelning är avgörande för att resten av kylflänsen ska fungera effektivt. Utan en solid bas blir värmeöverföringen ineffektiv.
Den första kontaktpunkten
Basen kommer i direkt kontakt med värmekällan. Dess utformning har en direkt inverkan på hur snabbt värmen transporteras bort. Denna initiala överföring är ett kritiskt steg i kylningsprocessen för alla kylflänsar med skaftade stift.
Betydelsen av enhetlig spridning
En väl utformad bas säkerställer att värmen sprids till alla de skavda stiften. Detta maximerar den yta som är tillgänglig för värmeavledning.
| Basfastighet | Påverkan på resultatet |
|---|---|
| Tjocklek | Påverkar spridningshastighet och jämnhet |
| Material | Bestämmer värmeledningsförmågan |
| Planhet | Säkerställer optimal kontakt med värmekällan |
Denna struktur förhindrar heta punkter och säkerställer att hela enheten fungerar som avsett. Basen är mer än bara en monteringsplattform.

Basen fungerar som den kritiska bryggan mellan värmekällan och lamellerna. Dess fysiska egenskaper, särskilt tjocklek och materialintegritet, avgör dess prestanda. Det handlar inte om små detaljer, utan de är grundläggande för kylflänsens funktion.
Optimering av basens tjocklek
En för tunn bas kan inte sprida värmen på ett effektivt sätt. Detta kan skapa lokala hot spots som överbelastar stiften direkt ovanför källan.
Omvänt kan en för tjock bas sakta ner värmeöverföringen till lamellerna. I tidigare projekt med kunder har det visat sig att det är viktigt att hitta den här balansen för att få optimal prestanda. Vi siktar på den perfekta punkten där spridningen är snabb och jämn.
Säkerställande av materialintegritet
Själva materialet, vanligen koppar eller aluminium, måste vara rent. Tomrum, orenheter eller inkonsekvenser i metallen kan skapa hinder för värmeflödet.
Dessa brister stör den enhetliga fördelningen av värmeenergi. Detta beror på att varje defekt kan öka den termiska energin avsevärt. termisk impedans7 av materialet.
| Materialfel | Konsekvenser |
|---|---|
| Luftens tomrum | Dålig ledare, stänger inne värme |
| Föroreningar | Lägre total värmeledningsförmåga |
| Inkonsekvent densitet | Ojämn värmespridning |
På PTSMAKE ser vi till att våra råvaror uppfyller strikta standarder. Detta garanterar basens integritet och tillförlitlig prestanda hos den slutliga kylflänsen med skuret stift. Detta kvalitetsåtagande förhindrar flaskhalsar i prestandan.
Den integrerade basen är den primära värmespridaren. Dess effektivitet beror helt på dess tjocklek och materialintegritet. Dessa faktorer säkerställer en jämn värmefördelning från källan till lamellerna, vilket är avgörande för den totala kylprestandan.
Skived Pin vs. Extruderad: Vilka är de viktigaste skillnaderna?
När du väljer kylfläns är det praktiska faktorer som är viktigast. Det handlar inte bara om att den ena är "bättre". Det handlar om vilken som är rätt för ditt projekts specifika behov.
En kylfläns med skavt stift vinner ofta när det gäller prestanda. Extruderade kylflänsar kan vara bättre för behov av stora volymer till lägre kostnad.
Här är en snabb jämförelsetabell som hjälper dig att fatta beslut. Den täcker de viktigaste urvalskriterierna som vi tittar på i våra projekt på PTSMAKE.
| Funktion | Kylfläns med skavt stift | Extruderad kylfläns |
|---|---|---|
| Fin Densitet | Mycket hög | Måttlig |
| Aspect-förhållande | Hög | Låg till måttlig |
| Termisk prestanda | Utmärkt | Bra |
| Kostnad för verktyg (NRE) | Ingen | Hög |
| Flexibilitet i designen | Hög | Begränsad |

Djupare dykning i jämförelsen
Låt oss bryta ner tabellen ytterligare. Skillnaderna blir tydliga när man tittar på tillverkningsprocessen och dess resultat. Varje metod har unika styrkor.
Findens densitet och prestanda
Skiving-tekniken rakar bokstavligen ut fenorna från ett massivt metallblock. Detta möjliggör mycket tunna, tätt packade fenor. Fler fenor innebär större yta för värmeavledning.
Denna process möjliggör en högre bildförhållande8, vilket är avgörande för den termiska effektiviteten. Vid extrudering pressas däremot materialet genom en form. Detta begränsar hur tunna och höga fenorna kan vara.
Baserat på våra tester kan kylflänsar med skurna stift förbättra värmeprestandan med 10-20% jämfört med extruderade motsvarigheter i miljöer med påtvingad konvektion.
Verktygskostnader vs. enhetspris
Verktyg är en viktig faktor. Extrudering kräver en anpassad matris, vilket skapar en betydande engångskostnad i förväg för teknik (NRE). Detta gör det olämpligt för prototyper eller små serier.
Skiving kräver inga särskilda verktyg, så NRE är noll. Det gör den perfekt för snabb prototyptillverkning och produktion av låga till medelhöga volymer. Även om kostnaden per enhet kan vara högre, är den totala projektkostnaden ofta lägre för mindre kvantiteter.
Kylflänsar med skurna stift har utmärkt prestanda och flexibilitet utan verktygskostnader, vilket gör dem idealiska för prototyper och krävande applikationer. Extruderade kylflänsar är det kostnadseffektiva valet för högvolymproduktion där värmekraven är mindre kritiska.
När ska man välja kylflänsar med skivor framför kylflänsar med limmade fenor?
Valet handlar ofta om det termiska gränssnittet. Detta är den kritiska punkt där värmen måste transporteras från kylflänsens bas till lamellerna.
Förstå skillnaden mellan olika gränssnitt
Bondade fenor förlitar sig på en epoxi eller lödning för att sammanfoga fenorna med basen. Detta sammanfogningsmaterial är visserligen effektivt, men lägger till ett lager av motstånd. Detta kan hindra värmeöverföringen.
En kylfläns med skrovade fenor är tillverkad av ett enda stycke metall. Denna monolitiska design innebär att det inte finns någon termisk skarv mellan basen och lamellerna.
| Funktion | Bondad kylfläns | Kylfläns med skavd yta |
|---|---|---|
| Fin-till-bas-fog | Epoxi eller lödning | Ingen (monolitisk) |
| Gränssnittsresistans | Nuvarande (högre) | Försumbar (lägre) |
För högeffektsapplikationer blir denna till synes lilla detalj en viktig prestandafaktor.
Effekterna av gränssnittsmotstånd
Låt oss gräva djupare i den sammanfogade fenan. Epoxin eller lodet är helt enkelt inte lika värmeledande som aluminium- eller kopparbasen. Detta skapar en flaskhals där värmen har svårt att passera effektivt från basen till fenorna.
Denna flaskhals kvantifieras som termiskt motstånd9. Ett högre värmemotstånd innebär att komponenten blir varmare under samma belastning. Det är en avgörande faktor i termisk design.
Applikationer med hög effekttäthet
I enheter med hög effekttäthet är detta extra motstånd oacceptabelt. När mycket värme genereras i ett litet utrymme kan även en liten barriär orsaka en betydande och skadlig temperaturökning. Det är här som de avskalade fenorna erbjuder en klar fördel.
Genom att vara ett enda metallstycke eliminerar en kylfläns med skavda fenor helt detta gränssnittsmotstånd. I tidigare projekt på PTSMAKE har vi sett att denna enda faktor sänker driftstemperaturerna med flera grader, vilket direkt ökar enhetens tillförlitlighet och livslängd.
| Nivå för effekttäthet | Typisk ΔT från bondat gränssnitt | ΔT från Skived Interface |
|---|---|---|
| Låg | ~1-2°C | 0°C |
| Medium | ~3-5°C | 0°C |
| Hög | >7°C | 0°C |
Sammanfattning
Den avgörande skillnaden är den termiska fogen i limmade lameller, som ger ett motstånd som försämrar prestandan. Skived-fenor är monolitiska och eliminerar denna flaskhals helt och hållet. Detta gör dem till det självklara valet för krävande högeffektsapplikationer där varje grad av kylning räknas.
Hur kategoriseras design av skived pin efter luftflödestyp?
Den mest kritiska faktorn i konstruktionen av en kylfläns med skived pin är luftflödet. Detta enskilda element dikterar hela geometrin för delen. Konstruktioner delas in i två huvudkategorier. Dessa är naturlig konvektion och forcerad konvektion.
Varje kategori kräver ett fundamentalt annorlunda tillvägagångssätt när det gäller lamellavstånd och höjd. Om du väljer fel design för din luftflödestyp leder det till dålig termisk prestanda.
| Typ av luftflöde | Avstånd mellan fenor | Fin höjd |
|---|---|---|
| Naturlig konvektion | Bred | Kortare |
| Forcerad konvektion | Smal (tät) | Högre |
Detta val är grunden för effektiv kylning.
Naturlig konvektion: Utformning för passiv luftrörelse
Naturlig konvektion bygger på principen att varm luft stiger. Värmesänkan värmer upp den omgivande luften, som då blir mindre tät och rör sig uppåt. Detta drar in svalare luft underifrån.
För att detta ska fungera måste fenorna ha ett stort avstånd. Detta skapar tydliga kanaler där luften kan röra sig utan större motstånd. Om lamellerna sitter för nära varandra fångar de upp luften och stoppar upp cykeln.
Viktiga designfunktioner:
- Bredare stiftgap: Möjliggör obegränsat, flytkraftsdrivet luftflöde.
- Kortare stifthöjd: Minskar det totala luftmotståndet och vikten.
Forcerad konvektion: Maximering av ytarea
Vid forcerad konvektion används en fläkt eller blåsmaskin för att flytta luft över kylflänsen. Detta aktiva luftflöde är mycket kraftfullare och effektivare när det gäller att avlägsna värme.
Eftersom vi aktivt trycker ut luft kan vi göra fenorna mycket högre och närmare varandra. Detta ökar dramatiskt den yta som kommer i kontakt med den rörliga luften. Målet med designen är att störa termiskt gränsskikt10 på varje fena.
| Konvektionstyp | Typisk tillämpning | Viktig fördel |
|---|---|---|
| Naturligt | Tysta datorer, ljudförstärkare | Inget buller, ingen ström behövs |
| Tvingad | Servrar, nätaggregat, LED-belysning | Högpresterande kylning |
På PTSMAKE är den första frågan vi ställer alltid om din kylmiljö. Detta säkerställer att den del vi bearbetar är optimerad för dess verkliga tillämpning.
Den grundläggande skillnaden är enkel: konstruktioner med naturlig konvektion prioriterar lågt luftmotstånd, medan konstruktioner med forcerad konvektion maximerar ytan. Det rätta valet är helt beroende av om det finns en fläkt eller inte, vilket direkt påverkar kylflänsens fysiska struktur för optimal prestanda.
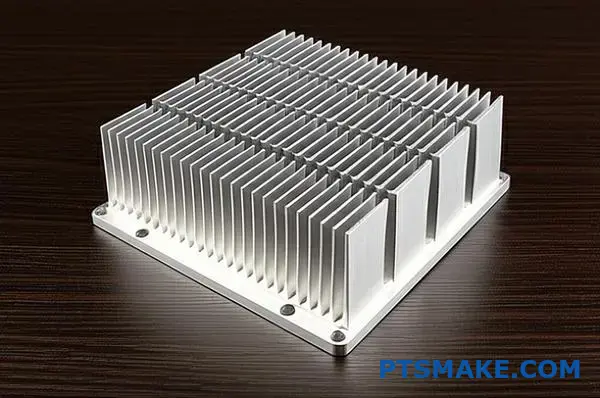
Vilka är de vanligaste användningsområdena för kylflänsar med skived pin?
Kylflänsar med skavda stift är utmärkta där hög värmetäthet möter begränsat utrymme. Du hittar dem i krävande elektronik.
Deras unika design gör dem idealiska för kylning av komponenter som genererar intensiv, koncentrerad värme.
Högpresterande databehandling
Högeffektiva processorer och GPU:er är bra exempel. Deras kompakta storlek och höga värmeeffekt kräver effektiv kylning. Skivade fenor ger en massiv yta för att snabbt avleda värmen, särskilt med forcerat luftflöde från fläktar.
Kraft- och kommunikationselektronik
Du ser dem också i kraftelektronik som IGBT:er, servrar och telekommunikationsutrustning. Dessa applikationer kräver tillförlitlighet och konsekvent prestanda. Konstruktionen i ett stycke av en kylfläns med skiva säkerställer en solid termisk väg.
Här är en snabb uppdelning:
| Tillämpning | Viktig utmaning | Varför skiving passar bra |
|---|---|---|
| Processorer/GPU:er | Högt värmeflöde | Täta stift maximerar ytarean |
| Serverkomponenter | Tillförlitlighet 24/7 | Design i ett stycke förhindrar fel |
| LED-belysning | Långsiktigt resultat | Jämn värmeavledning, inga heta punkter |
| Telekomutrustning | Kompakta utrymmen | Lameller med högt bildförhållande är effektiva |

Låt oss titta närmare på varför skiving ofta är det bästa valet för dessa specifika fall. Det handlar inte bara om fendens densitet, utan om strukturell integritet och långsiktig termisk prestanda.
Fördelen med serverkomponenter
Servrar arbetar kontinuerligt, så komponentfel är inte ett alternativ. Bondade eller stansade kylflänsar har fogar mellan basen och lamellerna. Dessa fogar kan försämras med tiden, vilket ökar det termiska motståndet.
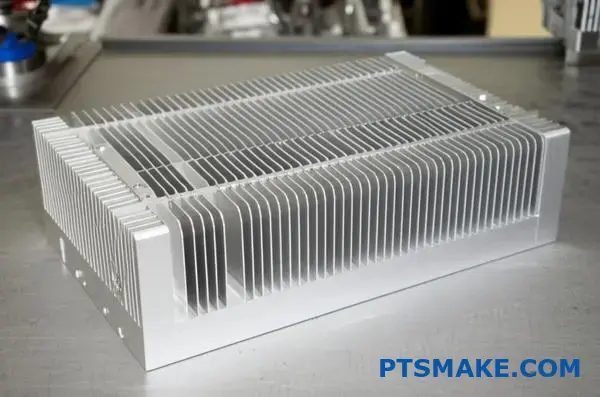
En skived pin-kylfläns är maskinbearbetad från ett enda block av koppar eller aluminium. Denna monolitiska design eliminerar allt gränssnittsmaterial. Detta ger en konsekvent och mycket låg termisk impedans11 under produktens hela livslängd. På PTSMAKE rekommenderar vi detta för alla applikationer där långsiktig tillförlitlighet är det primära.
Varför det fungerar för LED och Telecom
I högeffekts LED-belysning är det avgörande att hålla en stabil temperatur. Det har en direkt inverkan på LED-lampans livslängd och färgprecision. Den enhetliga strukturen hos en kylfläns med skiva drar bort värmen jämnt. Detta förhindrar lokala heta fläckar som kan orsaka förtida fel.
I telekommunikationsutrustning är komponenterna tätt packade. Luftflödet är ofta komplicerat och begränsat. Skived pins kan göras mycket tunna och höga, vilket skapar en optimal profil för att fånga upp värme i dessa utmanande miljöer.
Kylflänsar med skavda stift är lösningen för elektronik med hög densitet. De kyler kraftfulla processorer, servrar och lysdioder på ett effektivt sätt. Konstruktionen i ett stycke garanterar överlägsen tillförlitlighet och konsekvent termisk prestanda, vilket gör dem idealiska för krävande applikationer med lång livslängd där fel inte är ett alternativ.
Hur påverkar stiftets form och placering luftflödet?
Konstruktionen av en kylfläns handlar om mer än bara storlek. Stiftgeometri och layout är avgörande. De styr direkt hur luften rör sig genom kylflänsarna.
Det här är inte bara teori. Rätt val kan dramatiskt förbättra kylningsprestandan för din specifika applikation.
Val av stiftgeometri
Fyrkantiga stift ger ofta större yta. Men runda stift kan ibland ge lägre motstånd mot luftflödet. Valet beror på fläktens effekt.
Strategi för arrangemang
Arrangemanget har också betydelse. Vi måste ta hänsyn till hur in-line och förskjutna mönster påverkar luftturbulens och tryck, vilket jag kommer att beskriva nedan.
| Stiftform | Primär fördel | Bäst för |
|---|---|---|
| Fyrkant | Maximal yta | Applikationer med låga luftflöden |
| Round-Top | Lägre luftflödesmotstånd | Applikationer med höga luftflöden |
Att välja rätt stiftdesign är en balansgång. Det handlar om att hantera luftflödesturbulens och tryckfall. Varje faktor har en direkt inverkan på kylningseffektiviteten.
Turbulens: Vän eller fiende?
Turbulens är när luften rör sig kaotiskt. Ett förskjutet stiftarrangemang skapar mer turbulens. Detta stör den isolerande Gränsskikt12 luft runt varje stift.
Denna störning tvingar fler luftmolekyler att komma i kontakt med stiftets yta. Resultatet är bättre värmeöverföring. Detta kommer dock till en kostnad.
Förståelse för tryckfall
Ökad turbulens innebär också högre motstånd, eller tryckfall. Detta tvingar systemets fläkt att arbeta hårdare. Om fläkten inte kan övervinna tryckfallet kommer luftflödet att minska.
Detta kan motverka turbulensens kylningsfördelar. Ett in-line-arrangemang ger däremot en fri väg. Detta resulterar i mindre tryckfall men också i mindre effektiv värmeöverföring.
På PTSMAKE hjälper vi våra kunder att skapa den här balansen. Vi ser till att kylflänsen, oavsett om det är en standardkylfläns eller en kylfläns med skived pin, matchar fläktens prestandakurva perfekt.
| Arrangemang | Turbulensnivå | Tryckfall | Idealiskt scenario |
|---|---|---|---|
| I linje | Låg | Låg | System med lågeffektsfläktar eller öppna utrymmen |
| Förskjuten | Hög | Hög | System med kraftfulla fläktar, trånga utrymmen |
Stiftets form och placering skapar en avvägning mellan termisk prestanda och luftflödesmotstånd. Förskjutna, fyrkantiga stift ger hög ytarea och turbulens men skapar ett stort tryckfall. Den bästa designen beror alltid på den specifika fläkten och systembegränsningarna.
Hur ser kostnadsstrukturen ut jämfört med andra tillverkningsmetoder?
Att förstå den verkliga kostnaden är avgörande. Det handlar inte bara om priset per styck. Du måste titta på den totala projektinvesteringen.
Olika tillverkningsmetoder har mycket olika kostnadsmodeller. För en kylfläns med skavt stift är den ekonomiska fördelen tydlig i vissa scenarier.
Låt oss analysera hur skiving står sig i jämförelse med en vanlig metod som extrudering. Den här analysen säkerställer att du fattar det smartaste affärsbeslutet för din budget.

Den mest betydande kostnadsskillnaden är den initiala investeringen. Skiving-tekniken eliminerar helt verktygskostnaderna, vilket innebär en stor förändring.
Inga verktygsinvesteringar
Traditionella metoder som extrudering eller pressgjutning kräver anpassade formar. Dessa verktyg kan vara dyra och ta flera veckor att tillverka. Denna initiala kostnad kan vara ett stort hinder för nya projekt eller prototyper.
På PTSMAKE ser vi ofta detta hos kunder som utvecklar innovativa produkter. Skiving gör det möjligt för dem att snabbt få fysiska delar utan stora kapitalutgifter. Detta undvikande av Ingenjörsverksamhet av engångskaraktär13 är en stor fördel för lågvolymproduktion.
Dynamik för enhetskostnader
Även om skiving ger lägre verktygskostnader kan kostnaden per enhet vara högre än för strängpressning vid stora volymer. Skivingprocessen är noggrann för varje enskild kylfläns.
Extrudering har däremot en hög ingångskostnad för verktyget. Men när verktyget väl är tillverkat blir det otroligt billigt att producera tusentals enheter per styck.
Detta skapar en tydlig break-even-punkt.
| Kostnadskomponent | Skiving-processen | Extruderingsprocess |
|---|---|---|
| Verktyg (NRE) | Ingen | Betydande |
| Kostnad per enhet | Konsekvent | Minskar med volymen |
| Ledtid | Kort | Lång (på grund av verktyg) |
| Bästa användningsfall | Prototyper, låg volym | Produktion av stora volymer |
Din önskade produktionsvolym är den viktigaste faktorn. Den avgör direkt vilken tillverkningsmetod som är den mest ekonomiska för ditt projekt.
Skiving är mycket kostnadseffektivt för prototyper och lågvolymserier eftersom det inte kostar något att tillverka verktygen. För massproduktion blir metoder som extrudering billigare i det långa loppet. Ditt beslut bör alltid baseras på den totala kvantitet som krävs för projektet.
Hur påverkas prestandan hos en kylfläns med skavt stift?
Effektiviteten hos en kylfläns med skived pin är inte ett fast värde. Den förändras dramatiskt beroende på omgivningen. Två viktiga faktorer avgör dess prestanda: luftflöde och värmebelastning.
Dynamiken för luftflöde och värmebelastning
Ökat luftflöde från en fläkt förbättrar kylningen direkt. Mer luft som rör sig över fläktvingarna leder bort värmen snabbare. Men det finns en punkt där avkastningen minskar.
Förståelse för kurvan
Förhållandet är inte en rak linje. Datablad visar detta med en prestandakurva. Detta hjälper dig att välja rätt lösning.
| Luftflöde (CFM) | Typisk termisk resistans (°C/W) |
|---|---|
| 10 | 0.95 |
| 20 | 0.65 |
| 30 | 0.50 |
| 40 | 0.42 |
Som du kan se halveras inte motståndet om luftflödet fördubblas.
Avkodning av en prestandakurva
När du tittar på ett datablad för en kylfläns med skavt stift ser du ett diagram. Diagrammet visar värmemotståndet mot luftflödet. Det är nyckeln till att förstå prestanda.
Termisk resistans vs. luftflöde
Värmemotståndet, som mäts i °C/W, anger hur mycket temperaturen stiger per watt värme. Lägre är alltid bättre. När luftflödet ökar sjunker värmemotståndet till en början kraftigt.
Sedan börjar kurvan plana ut. Detta indikerar minskande avkastning. Att trycka in mer luft ger en allt mindre ökning av kylningen. Detta händer när luften ändras från en jämn laminärt flöde14 till en mer turbulent, som kan vara mindre effektiv när det gäller att transportera bort värme på ett jämnt sätt.
Värmelastens roll
En kylfläns prestanda beror också på den värme som den måste avleda. En lösning som är perfekt för en processor på 60 W kommer att få problem med en på 120 W under samma luftflödesförhållanden.
På PTSMAKE analyserar vi ofta dessa kurvor tillsammans med våra kunder. Vi hjälper dem att hitta den bästa lösningen. Det handlar om att balansera fläkthastighet, buller och erforderlig termisk prestanda för deras specifika enhet.
| Värmebelastning (W) | Luftflöde (CFM) | Förväntad temperaturökning (°C) |
|---|---|---|
| 50 | 20 | 32.5 |
| 100 | 20 | 65.0 |
| 100 | 40 | 42.0 |
En skived pin-kylfläns prestanda förbättras med mer luftflöde, men med minskande avkastning. Att analysera värmemotståndskurvan på ett datablad är avgörande för att matcha kylflänsen till den specifika värmebelastningen och luftflödesförhållandena i din applikation.
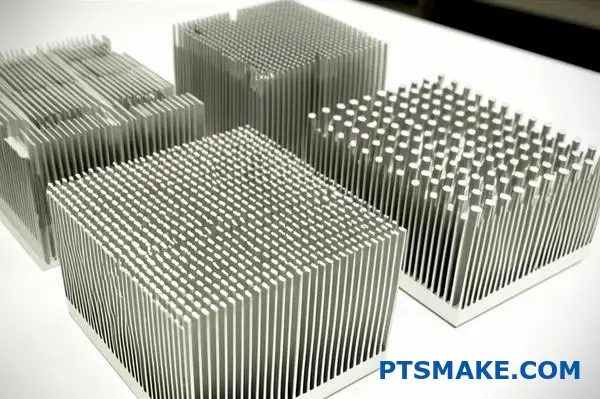
Hur klassificerar du mönster efter stiftdensitet?
Det är viktigt att klassificera kylflänsar med skavda stift efter stiftdensitet. Det hjälper till att matcha rätt lösning till en specifik termisk utmaning. Vi grupperar dem i allmänhet i tre huvudkategorier.
Arrayer med låg densitet
Dessa konstruktioner har större avstånd mellan stiften. De är perfekta för passiva kylningsscenarier där naturlig konvektion är den primära metoden för värmeavledning.
Arrayer med medelhög densitet
Detta är den mångsidiga mellanvägen. Den erbjuder en balans mellan yta och luftflödesmotstånd. Den fungerar bra med forcerade luftsystem med låg hastighet.
Arrayer med hög densitet
Med mycket smala mellanrum mellan stiften maximeras ytarean. De kräver ett högt luftflöde från fläktar för att fungera effektivt.
| Densitet Kategori | Typisk stiftplacering | Idealiskt luftflöde |
|---|---|---|
| Låg densitet | > 2,5 mm | Passiv / naturlig konvektion |
| Medelhög densitet | 1,5 - 2,5 mm | Låg hastighet Forcerad luft |
| Hög densitet | < 1,5 mm | Forcerad luft med hög hastighet |
Att välja rätt stiftdensitet är en balansgång. Det ger en direkt koppling mellan termisk prestanda och systemets luftflödeskapacitet. Det är ett grundläggande beslut som vi på PTSMAKE tar upp tidigt i varje projekt.
Låg densitet för passiv kylning
Kylflänsar med låg densitet och skived pin är idealiska för applikationer utan fläktar. Det stora avståndet mellan lamellerna gör att luften kan röra sig fritt via naturlig konvektion. Detta gör dem lämpliga för tyst drift i konsumentelektronik eller utomhuskapslingar. De ger lägre mottryck, vilket är viktigt här.
Medium densitet: Den mångsidiga lösningen
Konstruktioner med medelhög densitet är ofta standardvalet. De ger en betydande ökning av ytarean jämfört med alternativ med låg densitet utan att skapa överdrivet luftmotstånd. De är perfekta för enheter med små fläktar med låg effekt där det krävs en balans.
Hög densitet för krävande applikationer
När maximal kylning krävs i ett kompakt utrymme är hög densitet svaret. Dessa konstruktioner kombineras med kraftfulla fläktar som pressar luft genom den täta lamelluppsättningen. Den här installationen sänker kraftigt den totala termiskt motstånd15 men ökar systemets ljudnivå och strömförbrukning.
| Densitetsnivå | Viktig fördel | Viktigaste avvägningen |
|---|---|---|
| Låg | Utmärkt för passiv kylning | Lägre ytarea |
| Medium | Balanserad utveckling | Inte optimal för extrema förhållanden |
| Hög | Maximal värmeavledning | Kräver högt luftflöde |
Stiftdensiteten avgör hur en kylfläns med skurna stift fungerar. Låg densitet är avsedd för passiv kylning, medan hög densitet kräver aktiv luft med hög hastighet. Medium densitet erbjuder en flexibel lösning för många vanliga applikationer, med balans mellan ytarea och luftflödesmotstånd.
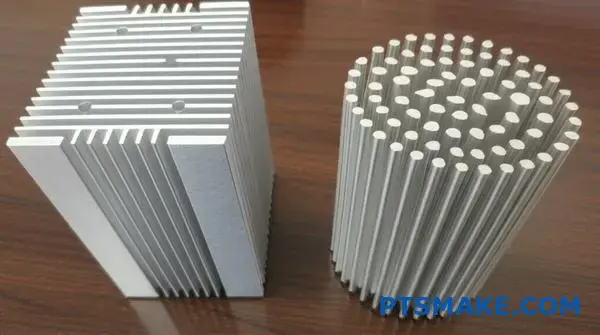
Hur väljer man mellan en rak fen- eller pin-fin-skivedesign?
Valet av rätt lamelldesign beror helt på luftflödet i ditt system. Denna enda faktor är det mest kritiska elementet. Genom att göra rätt val säkerställer du optimal termisk prestanda.
Raka flänsar för linjärt luftflöde
Raka lameller är det bästa valet för ett linjärt, obehindrat luftflöde. Tänk på system med kanalfläktar som trycker luft i en riktning. De ger minimalt motstånd här.
Pin Fins för komplexa luftflöden
Pin-fenor briljerar i komplexa miljöer. Om luftflödet har låg hastighet, går i flera riktningar eller blockeras av andra komponenter är stiftfenor överlägsna. De skapar turbulens, vilket förbättrar kylningen.
En enkel guide:
| Typ av luftflöde | Rekommenderad utformning av fenan | Viktig fördel |
|---|---|---|
| Linjär och obehindrad | Rak fena | Lågt tryckfall |
| Låg hastighet eller hinder | Stiftfinne | Förbättrad turbulens |
| Multi-direktionell | Stiftfinne | Fångar upp luft på ett effektivt sätt |
En djupare titt på luftflödesdynamiken
Det första steget är att förstå luftflödesvägen. Du måste veta hur luften rör sig genom ditt skåp. Finns det kablar eller komponenter i vägen?
I våra projekt på PTSMAKE börjar vi alltid med en termisk analys. Det hjälper oss att visualisera luftflödet och förhindra kostsamma konstruktionsmisstag i slutändan.
Effektiviteten hos raka fenor
Raka lameller skapar en tydlig kanal för luften. Denna design minimerar tryckfallet, vilket gör att fläktarna kan arbeta så effektivt som möjligt. De är perfekta för scenarier med riktade luftflöden med höga hastigheter.
Våra tester visar att den här konstruktionen är mycket effektiv. Den används ofta i tillämpningar där en kraftfull och jämn luftström måste garanteras.
Kraften i pin fenor
En kylfläns med skaftade stift fungerar genom att störa luftens gränsskikt. Stiften genererar små virvlar som blandar luften. Denna process förbättrar Forcerad konvektion16 och drar bort mer värme.
Detta är särskilt användbart i trånga utrymmen. Här kan luftflödet vara svagt eller oförutsägbart. Stiftkonstruktionen gör det mesta av det luftflöde som finns tillgängligt.
| Exempel på tillämpning | Dominerande luftflöde | Optimalt val av finfördelare |
|---|---|---|
| 1U serverrack | Hög hastighet, ventilation | Rak fena |
| LED-belysningsarmatur | Naturlig konvektion | Stiftfinne |
| Bärbar elektronik | Låg hastighet, Hinder | Stiftfinne |
Ditt beslut om flänsdesign dikteras av luftflödet. Raka fenor är för direkta, linjära vägar, medan stiftfenor utmärker sig i miljöer med låg hastighet, hinder eller flera riktningar genom att skapa turbulens för att förbättra värmeavledningen.
Hur balanserar man prestanda mot vikt för en flyg- och rymdapplikation?
Inom flyg- och rymdindustrin räknas varje gram. Detta skapar en kritisk avvägning, särskilt när det gäller termisk hantering. Koppar erbjuder överlägsen värmeledningsförmåga. Dess vikt kan dock vara en betydande nackdel för flygtillämpningar.
Detta tvingar oss att utforska lättare alternativ. Aluminium är ofta förstahandsvalet. Det ger en bra balans mellan prestanda och vikt. Men materialvalet är bara en del av pusslet.
Det materiella dilemmat
Att välja rätt material är ett grundläggande steg. Beslutet har en direkt inverkan på komponentens slutliga vikt och termiska effektivitet.
| Material | Termisk konduktivitet (W/mK) | Densitet (g/cm³) |
|---|---|---|
| Koppar | ~400 | 8.96 |
| Aluminium (6061) | ~167 | 2.70 |
Den här tabellen visar tydligt utmaningen. Du får bra prestanda med koppar, men till mer än tre gånger så hög vikt som med aluminium.
Att gå bortom basmetaller öppnar upp för nya möjligheter. Avancerade kompositer erbjuder till exempel otroliga styrke- och viktförhållanden. Deras egenskaper kan skräddarsys för specifika behov, även om detta ofta ökar tillverkningskomplexiteten och kostnaden.
De verkliga vinsterna kommer dock från designoptimering. Det är här som avancerade simuleringsverktyg blir oumbärliga för vårt team på PTSMAKE.
Optimera geometrin med CFD
CFD (Computational Fluid Dynamics) är ett kraftfullt verktyg. Det gör att vi kan simulera luftflöde och värmeöverföring utan att bygga fysiska prototyper. Vi kan testa dussintals designiterationer digitalt.
Detta hjälper oss att förfina geometrin hos komponenter som en kylfläns med skived pin. Vi kan optimera lamellavståndet, höjden och tjockleken för att maximera ytan och kyleffektiviteten samtidigt som vi använder minsta möjliga mängd material.
I samarbete med våra kunder har vi upptäckt att material som avancerade kompositer kan vara mycket anisotropisk17. Deras termiska egenskaper ändras beroende på värmeflödets riktning, vilket ger ytterligare ett lager till vår analys.
| Analys Steg | Mål | Verktyg/Metod |
|---|---|---|
| 1. Baslinje | Etablera prestanda med koppar | Specifikationsblad för material |
| 2. Alternativ | Utvärdera aluminiumets prestanda | Specifikationsblad för material |
| 3. Optimering | Förbättra geometrin för viktminskning | CFD-simulering |
| 4. Validering | Testa optimerad prototyp | Fysisk benchmarking |
Detta strukturerade tillvägagångssätt säkerställer att vi metodiskt tar bort varje möjligt gram utan att kompromissa med den prestanda som krävs.
Att balansera vikt och prestanda inom flyg- och rymdindustrin är en komplex uppgift. Det kräver smarta materialval, från aluminium till avancerade kompositer, och utnyttjande av kraftfulla simuleringsverktyg som CFD för att optimera varje aspekt av konstruktionen för maximal effektivitet.
Vilka är de nya trenderna inom teknik för skrovfenor?
Skived fin-tekniken utvecklas ständigt. Vi ser stora framsteg som flyttar fram gränserna för termisk prestanda. Framtiden är inriktad på precision och materialinnovation.
Dessa trender möjliggör en mer effektiv värmeavledning. Detta är avgörande i alltmer kompakt och kraftfull elektronik.
Finer Fin Pitches
Drivkraften för mindre och tätare fenor är avgörande. Finare steg ökar den yta som är tillgänglig för värmeöverföring. Detta förbättrar effektiviteten utan att kylflänsens fotavtryck blir större.
Avancerad materialintegration
Vi rör oss bortom bara koppar och aluminium. Nya material och legeringar testas. Dessa material erbjuder bättre termiska egenskaper eller lägre vikt.
| Funktion | Traditionell skiving | Framväxande trender |
|---|---|---|
| Fin Pitch | > 0,5 mm | < 0,3 mm |
| Material | Koppar, aluminium | Avancerade legeringar, kompositer |
| Basstruktur | Massivt block | Komplex, integrerad |
Framtiden för skrovliga fenor handlar inte bara om att förfina befintliga metoder. Det handlar om att kombinera teknik för att skapa verkligt innovativa lösningar. Det är här det blir riktigt spännande för oss som ingenjörer.
Hybrida tillverkningsprocesser
En av de mest lovande trenderna är hybridtillverkning. Vi utforskar möjligheten att skiva fenor på en bas som skapats med hjälp av additiv tillverkning18. Detta tillvägagångssätt öppnar upp för helt nya designmöjligheter.
Denna metod möjliggör komplexa interna kanaler. Föreställ dig en kylfläns med integrerade vätskekylningsvägar. Det här är geometrier som traditionell maskinbearbetning helt enkelt inte kan åstadkomma. Här kombineras den stora ytan vid skiving med designfriheten vid 3D-printing.
Förbättrad ytstrukturering
Ett annat innovationsområde är ytstrukturering. Vi testar mikrotexturer på fenornas ytor. Dessa texturer är utformade för att störa luftens gränsskikt. Detta förbättrar den konvektiva värmeöverföringen.
Baserat på vår forskning kan den här tekniken öka effektiviteten. Den förbättrar prestandan utan att ändra kylflänsens totala storlek.
| Ytfinish | Förbättring av värmeöverföringseffektiviteten |
|---|---|
| Slät yta | Baslinje |
| Mikrotexturerad | Upp till 15% |
Dessa nya trender - finare pitch, avancerade material, hybridprocesser och ytstrukturering - flyttar fram gränserna för termisk hantering. De möjliggör kraftfullare och mer kompakta elektroniska konstruktioner och öppnar dörrar för nästa generations teknik.
Starta ditt kylflänssprojekt med PTSMAKE redan idag
Är du redo att optimera din nästa generations hårdvara med avancerade kylflänsar med skived pin? Kontakta PTSMAKE nu för en snabb, konkurrenskraftig offert och expertstöd för teknik. Förvandla dina prototyper och produktionskörningar med oöverträffad precision, tillförlitlighet och uppmärksamhet på detaljer. Skicka din förfrågan idag!

Dyk djupare in i vetenskapen kring detta viktiga hinder för effektiv värmehantering. ↩
Förstå hur detta viktiga mått beräknas och används för att utvärdera kylflänsens effektivitet. ↩
Förstå hur vätskedynamiken mellan fenorna påverkar kylflänsens prestanda i verkligheten. ↩
Läs mer om hur detta fenomen påverkar precisionen i bearbetningen. ↩
Upptäck hur denna tillverkningsteknik skapar lameller med hög densitet för överlägsen termisk prestanda i kompakta utrymmen. ↩
Förstå hur detta kritiska mått påverkar komponenttemperaturen och systemets totala tillförlitlighet. ↩
Läs mer om hur denna viktiga egenskap mäter ett materials motstånd mot värmeflöde. ↩
Läs mer om hur förhållandet mellan lamellhöjd och lamelltjocklek påverkar den termiska verkningsgraden. ↩
Förstå hur detta nyckeltal direkt påverkar din enhets temperatur och tillförlitlighet. ↩
Förstå hur detta tunna luftlager påverkar kyleffektiviteten. ↩
Upptäck hur detta nyckeltal påverkar kylningseffektiviteten och den övergripande tillförlitligheten hos dina komponenter. ↩
Upptäck hur detta tunna luftlager påverkar värmeprestanda och konstruktionseffektivitet. ↩
Läs mer om hur dessa engångskostnader påverkar din totala projektbudget och dina tillverkningsval. ↩
Lär dig hur olika luftflödesegenskaper direkt kan påverka din strategi för termisk hantering. ↩
Läs mer om hur detta viktiga mått avgör kylflänsens kyleffektivitet. ↩
Läs mer om hur olika luftflödestyper påverkar värmeöverföringseffektiviteten i system för termisk styrning. ↩
Förstå hur anisotropiska egenskaper påverkar materialprestanda i komplexa konstruktioner. ↩
Klicka för att förstå hur denna 3D-printingteknik revolutionerar design och tillverkning av kylflänsar. ↩






