

Du håller på att utveckla ett projekt för formsprutning av metall, men den tekniska komplexiteten känns överväldigande. Från insprutningsparametrar till sintringsvariabler, materialval till förebyggande av defekter - det finns otaliga rörliga delar som kan få din tillverkning att spåra ur.
Metal Injection Molding (MIM) är en pulvermetallurgisk tillverkningsprocess som kombinerar designflexibiliteten hos formsprutning av plast med styrkan och integriteten hos smidda metaller, vilket ger komplexa detaljer med hög precision genom insprutning av råmaterial, avbindning och sintring.

I den här guiden beskrivs alla kritiska aspekter av MIM-tillverkning - från grundläggande processteg till avancerade felsökningstekniker. Oavsett om du utvärderar MIM jämfört med CNC-bearbetning eller optimerar din nuvarande produktion, hittar du praktiska lösningar på verkliga tillverkningsutmaningar.
Vad definierar i grunden formsprutningssteget i Metal Injection Molding (MIM)?
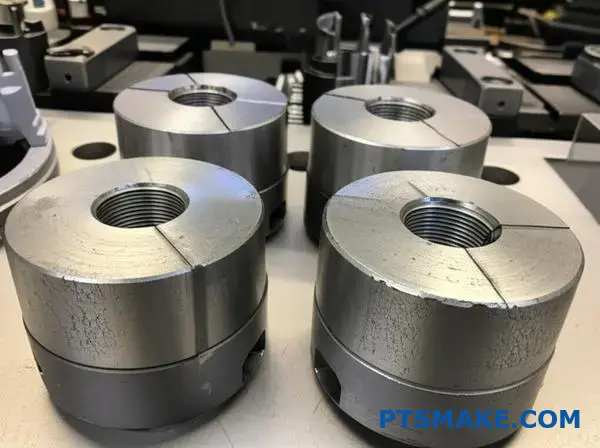
Det är i formsprutningsfasen som magin uppstår. Det förvandlar beredd råvara till en solid, formad komponent. Detta är känt som den "gröna delen"."
Vi uppnår denna form med hjälp av exakt värme och tryck. Tänk på det som en mycket kontrollerad formningsprocess. Varje variabel spelar roll.
Viktiga kontrollvariabler
Hur framgångsrikt detta steg blir beror på fyra viktiga parametrar. De har en direkt inverkan på den slutliga detaljens kvalitet. Vi måste få dem rätt.
| Variabel | Fysisk påverkan | Betydelse |
|---|---|---|
| Temperatur | Påverkar råmaterialets viskositet och flöde | Avgörande för fullständig formfyllnad |
| Tryck | För in materialet i formhålan | Säkerställer detaljtäthet och detaljrikedom |
| Insprutningshastighet | Bestämmer hur snabbt formen fylls | Påverkar ytfinish och defekter |
| Hålltid | Bibehåller trycket när detaljen svalnar | Förhindrar krympning och hålrum |
Att få dessa parametrar rätt är grundläggande. Det säkerställer integriteten hos den gröna delen innan den går vidare till nästa steg.

Fysiken bakom formfyllning
Formsprutningsfasen är en delikat fysikalisk dans. Vi hanterar i princip flödet av ett mycket komplext material. Råmaterialet, en blandning av metallpulver och bindemedel, måste flöda som en vätska.
Detta flöde måste vara perfekt. Det måste fylla varje liten skrymsle i formkaviteten utan några defekter. Målet är att skapa en homogen grön del. Denna del är ömtålig men har den exakta geometrin för den slutliga produkten.
Råvarans beteende under dessa förhållanden är komplext. Dess reologi1 förändras dramatiskt med små förändringar i temperatur eller tryck. I våra projekt på PTSMAKE har vi upptäckt att även några få grader kan göra skillnad.
Förhindrande av defekter i den gröna delen
Det är genom att kontrollera processvariablerna som vi garanterar den gröna detaljens integritet. En felaktig inställning kan leda till betydande problem. Dessa problem kan äventyra hela detaljen.
Om t.ex. insprutningshastigheten är för hög kan den fånga upp luft. Om hålltiden är för kort kan detaljen få sänkmärken. Vi balanserar dessa faktorer noggrant.
| Vanlig defekt | Primär orsak (variabel) | Hur vi hanterar det |
|---|---|---|
| Kort skott | Låg temperatur/tryck | Öka råmaterialets temperatur eller insprutningstrycket |
| Flash | Hög insprutningshastighet/tryck | Minska hastigheten eller optimera klämkraften |
| Diskbänksmärken | Otillräcklig hålltid/tryck | Öka hålltiden och trycket för att packa formen |
| Vridning | Ojämn kylning/temperatur | Justera formtemperaturen för jämn kylning |
Att behärska dessa variabler avgör hur framgångsrik processen för formsprutning av metall blir.
I formsprutningssteget används exakt värme, tryck, hastighet och tid för att forma metallråvara till en "grön del". Integriteten hos denna ömtåliga komponent är helt beroende av att dessa variabler balanseras för att säkerställa fullständig, felfri formfyllnad.
Vilka är de grundläggande begränsningarna för formsprutning av metall (MIM) när det gäller detaljdesign?
Formsprutning av metall (MIM) handlar inte bara om den slutliga formen. Framgång beror på hur man utformar själva processen.
Fysiken i råvaruflödet och sintringen skapar specifika regler. Om man ignorerar dem leder det till defekter och huvudbry i tillverkningen.
Grundläggande principer för MIM-design
Väggtjocklek och flöde
Enhetlig väggtjocklek är avgörande. Det säkerställer att formen fylls jämnt och att delen kyls konsekvent. Detta förhindrar vanliga problem som sjunkmärken och skevhet.
Utkast till vinklar och radier
Korrekta utdragsvinklar hjälper den "gröna" delen att matas ut ur formen utan skador. Generösa hörnradier minskar spänningskoncentrationerna och förhindrar sprickor under sintringen.
| Designregel | Anledning | Vanlig defekt undviks |
|---|---|---|
| Enhetliga väggar | Säkerställer konsekvent flöde och kylning | Sänkmärken, skevhet |
| Utkast till vinklar | Underlättar utmatning av detaljen från formen | Repor, sönderslagning |
| Hörnradier | Minskar spänningskoncentrationen | Sprickor, svaga punkter |

Den mest kritiska fasen som styr MIM-designen är sintringen. Under detta steg krymper detaljen avsevärt till sin slutliga densitet. Denna omvandling måste hanteras noggrant.
Navigering i sintringsprocessen
Redovisning av krympning
Denna krympning är i allmänhet förutsägbar, cirka 15-20%. Komplexa geometrier kan dock orsaka utmaningar.
Exempelvis kan materialflödets riktning under gjutningen påverka de slutliga dimensionerna efter sintringen. Detta kan leda till anisotropisk krympning2, där detaljen krymper olika mycket längs olika axlar. På PTSMAKE modellerar vi detta beteende för att säkerställa precision.
Stödets roll
Precis som vid 3D-utskrifter behöver vissa funktioner stöd. Inte under gjutningen, utan under sintringen.
Överhäng eller långa, tunna sektioner kan hänga ner eller förvrängas av sin egen vikt i ugnen. Vi utformar tillfälliga stödstrukturer eller riktar in detaljen så att den blir självbärande och håller formen.
| Funktion | Risk vid sintring | Strategi för begränsning |
|---|---|---|
| Stora, ounderstödda spännvidder | Sänkning eller distorsion | Lägg till tillfälliga stöd |
| Plötsliga förändringar av tjockleken | Ojämn krympning, sprickor | Gradvisa övergångar, kärnborrning |
| Komplexa interna kanaler | Instängd gas, distorsion | Design för självbärande |
För att klara formsprutning av metall krävs att man designar för hela processen, inte bara för den slutliga delen. Att följa reglerna för väggtjocklek, dragvinklar och i synnerhet sintringskrympning är grundläggande för att få en robust, felfri komponent som uppfyller specifikationerna.
Vilka är de viktigaste kategorierna av Metal Injection Molding (MIM)-kompatibla metallegeringar?
MIM (Metal Injection Molding) kan användas för en mängd olika metallegeringar. Denna flexibilitet är nyckeln till dess framgång. Vi kan gruppera dessa material i tre huvudfamiljer. Varje familj har unika egenskaper. Detta gör dem lämpliga för olika tillämpningar.
Järnlegeringar
Dessa är järnbaserade material. De är de vanligaste i MIM. De erbjuder hög hållfasthet och slitstyrka till ett bra pris.
Icke järnhaltiga legeringar
Dessa legeringar innehåller inte järn som huvudkomponent. De väljs för specifika egenskaper. Tänk lätt vikt eller hög ledningsförmåga.
Speciallegeringar
I denna grupp ingår material för extrema förhållanden. De klarar höga temperaturer, hög påfrestning eller hög densitet.
Här är en snabb överblick:
| Legeringsfamilj | Viktiga egenskaper | Vanliga tillämpningar |
|---|---|---|
| Järnlegeringar | Hög hållfasthet, hårdhet och kostnadseffektivitet | Fordon, skjutvapen, industriverktyg |
| Icke järnhaltiga legeringar | Lätt, korrosionsbeständig, ledande | Medicin, elektronik, flyg- och rymdindustrin |
| Speciallegeringar | Beständighet mot extrema temperaturer, hög densitet | Turbiner för flyg- och rymdindustrin, försvar, medicinsk avskärmning |

Låt oss dyka djupare in i dessa legeringsfamiljer. Rätt materialval är avgörande för att ditt projekt ska bli framgångsrikt. På PTSMAKE guidar vi våra kunder genom denna urvalsprocess. Vi matchar materialegenskaper med prestandabehov.
Järnlegeringar på djupet
Järnlegeringar är arbetshästarna inom MIM-industrin.
Rostfria stål
Vi ser ofta rostfria stål som 17-4PH och 316L användas. 17-4PH är uppskattat för sin höga hållfasthet och goda korrosionsbeständighet. 316L är ett austenitisk3 kvalitet. Den erbjuder överlägsen korrosionsbeständighet, vilket gör den idealisk för medicinska och marina tillämpningar.
Verktygsstål
Verktygsstål är kända för sin exceptionella hårdhet. De är perfekta för skärande verktyg och komponenter som utsätts för högt slitage. Deras komplexa former är lätta att uppnå med MIM.
Icke järnhaltiga legeringar på djupet
Dessa material löser specifika tekniska utmaningar.
Titanlegeringar
Titan är starkt, lätt och biokompatibelt. Det gör det till ett förstahandsval för medicinska implantat. Det används också inom flyg- och rymdindustrin för sitt höga förhållande mellan styrka och vikt.
Kopparlegeringar
Koppar är utmärkt för elektrisk och termisk ledningsförmåga. Vi använder den till små, komplexa delar i elektronik. Tänk kylflänsar och kontakter.
Speciallegeringar på djupet
När förhållandena blir tuffa vänder vi oss till speciallegeringar. Dessa material presterar där andra misslyckas.
| Legering Underkategori | Nyckelegenskap | Typisk MIM-applikation |
|---|---|---|
| Superlegeringar | Hållfasthet vid höga temperaturer | Turbinblad för jetmotorer |
| Tung legering av volfram | Mycket hög densitet | Strålningsskydd, vibrationsdämpning |
| Kobolt-krom (Co-Cr) | Slitstyrka, biokompatibilitet | Ortopediska implantat |
Dessa avancerade material flyttar fram gränserna för vad som är möjligt med formsprutning av metall.
Kort sagt är MIM-tekniken kompatibel med ett brett spektrum av metallegeringar. Dessa sträcker sig från vanliga rostfria stål till högpresterande superlegeringar. Denna mångsidighet gör det möjligt att skapa exakta, komplexa delar för nästan alla branscher och applikationer.
Vilka typer av detaljgeometrier är idealiska för metallinjektionsgjutning (MIM)?
Formsprutning av metall (MIM) är inte en universallösning. Den utmärker sig för en specifik typ av komponenter där traditionella metoder inte räcker till.
Den bästa platsen: Liten och komplex
De idealiska kandidaterna är vanligtvis små och väger under 100 gram. De har komplexa, tredimensionella former. Det är delar som ofta är för svåra eller kostsamma att tillverka med maskinbearbetning.
Viktiga kännetecken för MIM
Här är en uppdelning av de perfekta funktionerna.
| Funktion | Idealisk för MIM |
|---|---|
| Storlek | Små, vanligtvis < 100g |
| Komplexitet | Hög, med intrikata detaljer |
| Geometri | Tredimensionell, icke-symmetrisk |
| Produktion | Körningar med hög volym |

Varför komplexitet är en viktig fördel
MIM:s magi ligger i dess förmåga att hantera komplexitet på ett effektivt sätt. Vid traditionell CNC-bearbetning innebär varje komplex detalj extra tid och kostnader. För MIM är komplexiteten "gratis" när formen väl är tillverkad.
Den initiala verktygsinvesteringen är högre. Men vid högvolymproduktion sjunker kostnaden per detalj avsevärt. Detta gör det till en "game-changer" för tillverkning av tusentals identiska, komplexa delar.
På PTSMAKE arbetar vi ofta med kunder som har delar som tidigare har bearbetats. Att övergå till MIM kan leda till betydande kostnadsbesparingar utan att kvaliteten försämras. Denna process innefattar en kritisk värmebehandling som kallas sintring4 för att smälta samman metallpartiklarna.
De bästa exemplen på MIM-geometrier
Låt oss titta på några klassiska exempel för att förstå den perfekta passformen för formsprutning av metall.
| Industri | Exempel Komponent | Geometriska nyckelfunktioner |
|---|---|---|
| Skjutvapen | Avtryckare, hammare, sikten | Komplexa inre håligheter, fina detaljer |
| Medicinsk | Kirurgiska verktyg, ortodontiska fästen | Små, intrikata former, biokompatibilitet |
| Elektronik | Anslutningar, kylflänsar | Tunna väggar, komplexa interna kanaler |
| Fordon | Sensorhus, låskomponenter | Små kugghjul, gängor, underskärningar |
Vart och ett av dessa exempel skulle vara oerhört svårt eller dyrt att producera i stor skala med andra metoder. Med MIM blir produktionen av dem möjlig och kostnadseffektiv.
Sammanfattningsvis är Metal Injection Molding den perfekta lösningen för små (<100 g), geometriskt komplexa detaljer som tillverkas i stora volymer. Det är ett kostnadseffektivt alternativ till maskinbearbetning för komponenter med komplicerade tredimensionella detaljer, vilket ger större designfrihet.
Vilka är de vanligaste typerna av MIM-maskiner (Metal Injection Molding)?
När man talar om formsprutning av metall är maskinens drivsystem en nyckelfaktor. Det definierar hur maskinen fungerar. Valet har en direkt inverkan på projektresultaten.
Vi kan kategorisera dem i tre huvudtyper.
Hydrauliska maskiner
Dessa är de traditionella arbetshästarna. De använder hydraulvätska för att generera kraft. De är kraftfulla och robusta.
Elektriska maskiner
Dessa använder elektriska servomotorer. De ger överlägsen precision och kontroll. De är också mycket tystare.
Hybridmaskiner
Dessa kombinerar egenskaper från båda. De kan använda en hydraulpump för fastspänning. Men de använder en elektrisk drivenhet för insprutning.
| Typ av maskin | Primär strömkälla | Viktig funktion |
|---|---|---|
| Hydraulisk | Hydraulisk vätska | Hög effekt |
| Elektrisk | Servomotorer | Hög precision |
| Hybrid | Blandad | Balanserad utveckling |

Att välja rätt MIM-maskin är avgörande. Det handlar om att balansera kostnad, precision och effektivitet för din specifika detalj. Låt oss gå igenom hur dessa maskiner jämförs i praktiken.
Precision och kontroll
Elektriska maskiner är de klara vinnarna här. Servomotorer ger exceptionella repeterbarhet5 och noggrannhet. Detta är avgörande för komplexa detaljer med snäva toleranser, vilket är vanligt inom medicin- och flygindustrin.
Hydrauliska maskiner är mindre exakta. Temperaturförändringar i vätskan kan påverka prestandan. Hybridmaskiner är ett bra mellanting som ofta är bättre än rent hydrauliska system.
Energieffektivitet
Detta är en stor fördel för elektriska maskiner. De förbrukar bara ström när de rör sig. Våra interna studier på PTSMAKE visar att de kan använda 50-70% mindre energi än hydrauliska modeller. Detta sänker driftskostnaderna avsevärt över tid. Hydrauliska maskiner kör ständigt en pump för att upprätthålla trycket, vilket slösar energi.
Hastighet och underhåll
Hydrauliska maskiner kan erbjuda mycket höga insprutningshastigheter. Elektriska maskiner har dock ofta snabbare totala cykeltider tack vare parallella rörelser.
När det gäller underhåll har elektriska maskiner färre komponenter som slits ut. Det finns inga hydraulvätskeläckage, filter eller slangar att hantera. Detta resulterar i en renare arbetsmiljö och färre driftstopp.
| Funktion | Hydraulisk | Elektrisk | Hybrid |
|---|---|---|---|
| Precision | Bra | Utmärkt | Mycket bra |
| Energianvändning | Hög | Låg | Medium |
| Underhåll | Hög | Låg | Medium |
| Initial kostnad | Låg | Hög | Medium |
Valet mellan hydrauliska, elektriska och hybrida MIM-maskiner beror på ditt projekts specifika behov. Elektriska maskiner utmärker sig genom precision och energibesparingar, medan hydrauliska system erbjuder hög effekt till en lägre startkostnad. Hybrider ger ett balanserat tillvägagångssätt.
Hur kategoriseras vanliga defekter på metallinjektionsgjutningsdelar (MIM)?
Att förstå defekter i formsprutning av metall är nyckeln till kvalitetskontroll. Det mest effektiva sättet är att gruppera dem efter deras processursprung.
Det här tillvägagångssättet förenklar felsökningen avsevärt. Det gör det möjligt för oss att hitta exakt det steg som orsakar problemet, vilket sparar tid och resurser.
Defekter per processteg
Vi kan dela in vanliga fel i tre huvudkategorier baserat på var de uppstår i MIM-processen.
| Etapp | Vanliga defekter |
|---|---|
| Gjutning | Korta tagningar, blixt, svetslinjer |
| Avbindning | Sprickor, nedfall, blåsbildning |
| Sintring | Distorsion, porositet, felaktiga dimensioner |
Denna kategorisering ger en tydlig färdplan för att diagnostisera och lösa produktionsproblem på ett effektivt sätt.
Att kategorisera defekter efter deras ursprung är mer än bara en organisatorisk vana. Det är en viktig diagnostisk strategi. Ett fel som blir synligt på en färdigsintrad del kan i själva verket ha uppstått mycket tidigare i processen. Därför är det viktigt att ha en helhetssyn.
Ett systematiskt felsökningsramverk
En spricka som upptäcks efter sintring behöver t.ex. inte bero på en felaktig ugnsprofil. Spänningen kan ha uppstått under avbindningen, där bindemedlet avlägsnades alltför aggressivt. Utan rätt kategorisering kan du slösa tid på att justera fel parametrar.
På PTSMAKE innebär vår processtyrning kontrollpunkter i varje steg. Detta hjälper oss att fånga upp och korrigera avvikelser innan de leder till större problem senare.
MIM-stadiernas sammankopplade natur
Stegen i MIM-processen är nära sammankopplade. En till synes liten fråga i ett steg kan ha stor inverkan på nästa.
| Grundorsaksstadiet | Potentiellt resultat |
|---|---|
| Gjutning | Inkonsekvent gröndelstäthet kan leda till distorsion. |
| Avbindning | Kvarvarande bindemedel kan orsaka blåsor under sintringen. |
| Sintring | Felaktig temperatur kan leda till dåliga mekaniska egenskaper. |
Denna sammanlänkning understryker vikten av rigorös kvalitetskontroll genom hela arbetsflödet. Under sintringen förtätas delarna när atomer binds samman genom en process som kallas diffusion i fast tillstånd6. Varje tidigare fel kan störa denna kritiska omvandling och leda till att detaljen går sönder.
Att kategorisera defekter i formsprutning av metall efter deras processteg - gjutning, avbindning och sintring - är avgörande för effektiv felsökning. Den här metoden hjälper till att snabbt isolera grundorsakerna, säkerställa en jämn kvalitet på detaljerna och förhindra att kostsamma fel upprepas.
Vilka är de tillgängliga sekundära verksamheterna för MIM-delar (Metal Injection Molding)?
Formsprutning av metall (MIM) är en kraftfull process, men den del som kommer ut ur ugnen är inte alltid slutprodukten. Sekundära operationer är ofta avgörande.
Vi kan organisera dessa extra steg efter deras syfte. Var och en av dem löser en specifik teknisk utmaning för att uppfylla dina slutliga krav.
För snävare toleranser
Maskinbearbetning eller slipning förfinar specifika egenskaper. Detta är avgörande när MIM-delarnas toleranser inte är tillräckliga för din applikation.
För förbättrad styrka
Värmebehandling används för att modifiera detaljens mikrostruktur. Denna process kan avsevärt förbättra hårdheten, styrkan och den totala hållbarheten.
För ytskydd
Plätering och ytbeläggning ger ett funktionellt eller kosmetiskt skikt. Detta är perfekt för att förbättra korrosionsbeständigheten, slitstyrkan eller utseendet.
För exakta mått
Mynning eller dimensionering är en kallbearbetningsprocess. Den ger en exakt formning av viktiga dimensioner, vilket förbättrar måttnoggrannheten och ytfinheten.
| Drift | Primärt syfte |
|---|---|
| Maskinbearbetning/slipning | Uppnå snäva toleranser |
| Värmebehandling | Förbättra mekaniska egenskaper |
| Plätering/beläggning | Förbättra ytmotståndet |
| Myntning/storleksbestämning | Förbättra dimensionernas noggrannhet |

Anpassa operationen till applikationen
Att välja rätt sekundärbearbetning är ett kritiskt beslut. Valet beror helt och hållet på detaljens slutliga funktion och driftsmiljö. Det är inte ett tillvägagångssätt som passar alla.
Ett kugghjul kan behöva värmebehandling för att bli slitstarkt. En medicinteknisk komponent kan behöva elektropolering för att få en slät och ren yta. Vi börjar alltid med slutmålet i åtanke.
Kostnad kontra prestanda
Varje sekundär process ökar den slutliga kostnaden och ledtiden för detaljen. Det är en klassisk teknisk avvägning. Vi arbetar ofta med kunder för att analysera om prestandavinsten är motiverad.
Ibland kan en mindre konstruktionsändring eliminera behovet av ett kostsamt sekundärt steg. Det är här som ett tidigt samarbete i designfasen lönar sig.
För detaljer som kräver en hård yta med en seg kärna, sätthärdning7 är en vanlig och effektiv metod som vi använder. Denna selektiva behandling optimerar prestandan utan att göra hela detaljen spröd.
Överväganden om processen
Varje operation har sin egen uppsättning tekniska överväganden. För att lyckas måste man förstå hur dessa processer samverkar med MIM-materialet och detaljens geometri.
| Drift | Viktiga överväganden | Potentiell nackdel |
|---|---|---|
| Maskinbearbetning | Tillgång till funktioner, materialhårdhet | Ökad kostnad, längre ledtid |
| Värmebehandling | Materialkompatibilitet, egenskaper | Risk för distorsion av delar |
| Plätering | Ytbehandling, vidhäftningskvalitet | Ökad tjocklek, vätgasrisk |
| Myntning | Delgeometri, materialets duktilitet | Begränsad till enklare former |
Sekundära operationer för MIM-delar grupperas efter deras mål. Maskinbearbetning ger precision, värmebehandling ger ökad styrka, plätering skyddar ytorna och prägling förfinar dimensionerna. Rätt val balanserar prestandakrav mot kostnad, materialegenskaper och potentiella processutmaningar.
Hur skiljer sig MIM-verktyg (Metal Injection Molding) från verktyg för formsprutning av plast?
Även om namnen låter lika är verktygen för MIM (Metal Injection Molding) och plastgjutning fundamentalt olika. Den krävande karaktären hos MIM-råvaran kräver ett helt annat tillvägagångssätt.
MIM-verktyg måste tåla mycket abrasiva material. Detta innebär att man måste använda mycket hårdare verktygsstål. Utstötningssystemen måste också vara mer robusta och exakta. Slutligen är den mest kritiska skillnaden att hantera den enorma krympning av detaljen som sker efter gjutningen.
| Funktion | Krav på MIM-verktyg | Behov av plastverktyg |
|---|---|---|
| Verktygsstål | Härdat, slitstarkt stål | Mjukare, standard verktygsstål |
| Utskjutning | Mycket exakt och robust system | Standard utskjutningssystem |
| Krympning | Passar för krympning av 15-25% | Passar för krympning 0,5-5% |
Verktygsstål: Byggt för nötning
Råmaterialet i Metal Injection Molding är en blandning av fina metallpulver och ett polymerbindemedel. Denna blandning är extremt slipande, mycket mer än någon fylld plast.
Standardverktygsstål som P20, som är vanligt för plastformar, skulle slitas ut mycket snabbt.
För MIM måste vi använda härdade verktygsstål. Detta inkluderar material som D2, M2 eller till och med formar med hårdmetallinsatser för områden med extremt högt slitage. Detta säkerställer verktygets livslängd och bibehåller detaljnoggrannheten under hela produktionskörningen.
Utskjutningssystem: Hantering av ömtåliga gröna delar
Efter gjutningen är MIM-delen i sitt "gröna" tillstånd. Den är otroligt ömtålig och har en konsistens som liknar krita. Ett vanligt utskjutningssystem skulle lätt bryta eller deformera den.
MIM-verktyg kräver mer komplexa och robusta utmatningssystem. Det handlar ofta om fler utmatningsstift som är noggrant placerade för att fördela kraften jämnt. Själva utskjutningsrörelsen är långsammare och mer kontrollerad för att försiktigt trycka ut den känsliga delen ur kaviteten utan att orsaka skador.
Krympningsfaktorn: Designa en större del
Detta är den största skillnaden. Plastdelar krymper lite, kanske upp till 5%. MIM-delar krymper dock dramatiskt under det sista sintringssteget - vanligtvis mellan 15% och 25%.
Detta innebär att formkaviteten måste vara betydligt större än den slutliga delen. Att beräkna detta är inte enkelt. Krympningen är inte alltid helt jämn. Faktorer som detaljgeometri och materialflöde påverkar de slutliga dimensionerna. För att klara detta krävs djup processkunskap för att kunna förutsäga hur detaljen kommer att förändras, med sikte på idealiska Isotropisk krympning8.
På PTSMAKE utnyttjar vi simuleringsprogram i kombination med vår projekterfarenhet för att konstruera dessa komplexa kaviteter på ett exakt sätt. Detta säkerställer att den slutliga sintrade delen uppfyller de exakta specifikationer som våra kunder kräver.
Sammanfattningsvis kräver MIM-verktyg mycket hårdare och slitstarkare stål. Det krävs också mer exakta utmatningssystem för ömtåliga gröna delar och, viktigast av allt, expertdesign för att hantera den massiva och komplexa krympning som sker under sintringsprocessen.
Hur kontrollerar du dimensionsvariationen i MIM-detaljer (Metal Injection Molding)?
Att kontrollera dimensionerna i formsprutade detaljer av metall kräver ett noggrant tillvägagångssätt i flera steg. Det handlar inte om en enda magisk lösning. Det handlar om precision i varje steg.
Från råmaterialet till den slutliga ugnscykeln påverkar varje fas det slutliga resultatet. En liten avvikelse i ett tidigt skede kan leda till betydande variationer senare.
Viktiga kontrollpunkter för processen
| Etapp | Primärt mål |
|---|---|
| Förberedelse av råmaterial | Säkerställa enhetliga satser |
| Gjutning | Skapa enhetliga gröna delar |
| Avbindning | Ta bort bindemedlet utan stress |
| Sintring | Uppnå förutsägbar krympning |
Det är tack vare denna systematiska kontroll som vi på PTSMAKE konsekvent uppnår snäva toleranser för våra kunder.

En djupare titt på kontrollåtgärder
Effektiv kontroll börjar långt innan detaljen är gjuten. Det börjar med själva materialet och det verktyg som används för att forma det.
Design av råmaterial och verktyg
Råmaterialet måste vara helt konsekvent. Alla variationer i metallpulvrets storlek, form eller bindemedelsförhållande mellan olika batcher kommer att förändra krympningshastigheten. Detta är den första kritiska kontrollpunkten.
Samtidigt är verktygsdesignen av största vikt. Formhålan görs avsiktligt större än den slutliga delen. Efter att ha arbetat med kunder vet vi att det måste ta exakt hänsyn till krympning, som kan vara 15-20%.
Gjutning och avgradning Precision
När materialet och verktyget är klart fokuserar vi på processen. Gjutningsparametrar som temperatur, tryck och insprutningshastighet övervakas noggrant för att säkerställa att varje "grön" del är identisk.
I avbindningssteget avlägsnas bindemedlet försiktigt. Denna process måste vara jämn för att förhindra att detaljen deformeras. Den inkluderar ofta en kontrollerad termisk pyrolys9 steg, som bryter ner bindemedlet före den slutliga sintringsfasen.
Sintring: Den slutliga omvandlingen
Sintring är den mest kritiska fasen för dimensionell kontroll. Här värms detaljen upp och metallpartiklar smälter samman, vilket gör att den krymper till sina slutliga mått.
| Sintring Variabel | Påverkan på dimensioner |
|---|---|
| Temperaturprofil | Kontrollerar direkt krympningsmängden |
| Cykeltid | Säkerställer fullständig partikelfusion |
| Atmosfären i ugnen | Förhindrar oxidation och ytdefekter |
En strikt hantering av dessa parametrar säkerställer att krympningen är förutsägbar och repeterbar, del efter del.
Att bemästra dimensionsvariationer vid formsprutning av metall är ett holistiskt arbete. Det krävs noggrann kontroll över råvarans konsistens, exakt verktygskonstruktion och stabila parametrar under hela formnings-, avbindnings- och sintringsstegen för att säkerställa att den slutliga detaljen är exakt.
Hur väljer man lämpligt material för en MIM-applikation (Metal Injection Molding)?
Att välja rätt material är avgörande för alla projekt inom formsprutning av metall. Det är en avvägning mellan prestanda, miljö och kostnad.
Jag vägleder mina kunder med hjälp av ett enkelt ramverk. Vi fokuserar på tre nyckelområden. Detta säkerställer att den slutliga delen uppfyller alla specifikationer utan överdriven ingenjörskonst.
Grundläggande urvalskriterier
| Faktor | Viktiga överväganden |
|---|---|
| Mekaniska egenskaper | Styrka, hårdhet, slitstyrka |
| Miljömässig resistens | Korrosion, temperatur, kemisk exponering |
| Total kostnad | Råmaterialpris, komplexitet i bearbetning |
Detta strukturerade tillvägagångssätt hjälper till att klargöra avvägningarna. Det leder till det bästa materialet för din specifika applikation.

Ett praktiskt urvalsramverk
Låt oss dyka djupare in i detta ramverk. Det handlar om att ställa rätt frågor för att hitta den optimala lösningen för dina MIM-delar.
Mekaniska och miljömässiga behov
Definiera först vad detaljen ska användas till. Behöver den hög hållfasthet och hårdhet? Eller är korrosionsbeständighet högsta prioritet? Du kan inte alltid få båda till en låg kostnad.
Rostfritt stål 17-4PH har t.ex. utmärkt hållfasthet. Detta kommer från dess förmåga att genomgå utskiljningshärdning10. Den är perfekt för komponenter som utsätts för stora påfrestningar.
Däremot ger rostfritt stål 316L överlägsen korrosionsbeständighet. Det används ofta i medicintekniska produkter eller marina applikationer. Dess hållfasthet är lägre än 17-4PH.
I tidigare projekt på PTSMAKE har vi hjälpt kunder att navigera i detta val. Ett medicinskt verktyg behöver 316L för biokompatibilitet. Ett kugghjul med hög slitstyrka drar nytta av hårdheten hos 17-4PH.
Jämförelse av vanliga rostfria MIM-stål
Här är en snabb jämförelse baserad på våra testresultat.
| Fastighet | 17-4PH rostfritt stål | 316L rostfritt stål |
|---|---|---|
| Primär fördel | Hög hållfasthet och hårdhet | Utmärkt korrosionsbeständighet |
| Draghållfasthet | Mycket hög | Måttlig |
| Motståndskraft mot korrosion | Bra | Utmärkt |
| Värmebehandlingsbar | Ja | Nej |
| Typiska användningsfall | Flyg- och rymdindustrin, skjutvapen, verktyg för högt slitage | Medicin, marin, livsmedelsbearbetning |
Balans mellan prestanda och kostnad
Kostnaden är alltid en faktor. 17-4PH innebär ofta ett extra värmebehandlingssteg. Detta lägger till det slutliga styckpriset. 316L kräver vanligtvis inte detta, vilket förenklar processen. Det rätta valet beror på vilka egenskaper som verkligen är nödvändiga.
En systematisk utvärdering av mekaniska egenskaper, miljötålighet och kostnad är avgörande. Detta ramverk, som jämför material som 17-4PH och 316L, säkerställer att du väljer det optimala och mest kostnadseffektiva materialet för din applikation för formsprutning av metall.
Hur skulle du hantera oacceptabel distorsion i en tunnväggig detalj?
Att lösa distorsion handlar inte om en magisk lösning. Det krävs ett kombinerat tillvägagångssätt. Vi måste analysera hela processen för att hitta grundorsaken. Det innebär att vi måste titta på hur detaljen är placerad under sintringen.
Inställning för sintring
Uppställningen är avgörande. Korrekt orientering och stöd förhindrar att tyngdkraften orsakar problem vid höga temperaturer. Tänk på det som att bygga en stark grund för detaljen.
| Faktor | Påverkan på distorsionen |
|---|---|
| Delorientering | Kan minska hängande under tyngdkraften |
| Stöd för fixturer | Förhindrar att ytor utan stöd vrider sig |
| Kontaktpunkter | Minimerar spänningskoncentratorer |
Det är genom detta systematiska tillvägagångssätt som vi säkerställer stabilitet.

En djupdykning i Sintering Control
Låt oss syntetisera vår kunskap för att ta itu med denna komplexa fråga. I tidigare projekt på PTSMAKE har vi funnit att en tredelad strategi fungerar bäst. Den börjar med att analysera hur detaljen sitter på sintringsbrickan.
Optimering av detaljorientering
Vi måste positionera delen för att minimera ostödda spännvidder. Detta innebär ofta att den måste orienteras vertikalt eller i en vinkel. Målet är att låta gravitationen arbeta med oss, inte mot oss.
Ny utformning av sintringsfixturen
En standardfixtur är sällan tillräcklig för komplexa, tunnväggiga detaljer. Vi konstruerar ofta anpassade keramiska fixturer. Dessa fixturer ger ett heltäckande stöd och matchar detaljens geometri perfekt. Detta förhindrar rörelse och skevhet när detaljen konsolideras. Fixturdesignen är ett avgörande steg i avancerad formsprutning av metall.
Utvärdering av kylningshastigheten
Slutligen analyserar vi kylcykeln. Snabb kylning inducerar termisk påfrestning11, en av de främsta orsakerna till skevhet. Våra tester visar att en långsammare, kontrollerad kylningshastighet gör att spänningarna avtar gradvis. Detta säkerställer att detaljen behåller sin avsedda form.
| Kylningshastighet | Stressnivå | Risk för skevhet |
|---|---|---|
| Snabb | Hög | Hög |
| Måttlig | Medium | Medium |
| Långsam | Låg | Låg |
Genom att noggrant kontrollera dessa variabler kan vi övervinna distorsionsutmaningar.
För att lösa problemet med oacceptabel distorsion krävs en helhetssyn. Du måste analysera detaljens orientering, omkonstruera sintringsfixturerna för bättre stöd och noggrant kontrollera kylhastigheten för att minimera påfrestningarna. Varje element är avgörande för ett lyckat resultat.
Hur utför du en DFM-analys av en ny detaljkonstruktion?
Tillämpning av en DFM-checklista för MIM
Metallinjektionsgjutning (MIM) är en kraftfull process. Men den har sina egna unika designregler. Att använda en detaljerad DFM-checklista är inte bara till hjälp, det är avgörande för att lyckas.
Det hjälper oss att upptäcka potentiella tillverkningsproblem tidigt. På så sätt undviker vi kostsamma verktygsmodifieringar och produktionsförseningar i ett senare skede.
Viktiga fokusområden
Vi tittar alltid noga på enhetlig väggtjocklek. Vi kontrollerar också dragvinklar och hörnradier. Dessa element är avgörande för en framgångsrik MIM-produktion. De förhindrar vanliga defekter och säkerställer en smidig utmatning av detaljen från formen.
| Punkt i checklistan | Betydelse |
|---|---|
| Enhetliga väggar | Förhindrar skevhet och sjunkmärken |
| Utkast till vinklar | Underlättar borttagning av delar från gjutformen |
| Generösa radier | Minskar stress och förbättrar flödet |

Förenklad verktygstillverkning och förbättrad kvalitet
Ett primärt mål under vår DFM-granskning för MIM är att förenkla formkonstruktionen så mycket som möjligt. Komplexa detaljfunktioner kräver ofta glidskenor eller lyftare i verktyget.
Dessa mekanismer medför betydande kostnader, komplexitet och underhållskrav för gjutformen. Vi försöker alltid föreslå mindre designjusteringar som kan eliminera behovet av sådana åtgärder utan att äventyra detaljens funktion.
Lösning av vanliga MIM-utmaningar
Gasfällor är ett annat stort problem vid formsprutning av metall. Det är små fickor där luft fångas upp under formsprutningen. Detta kan lätt orsaka hålrum eller ytfel på den slutliga delen.
Vi analyserar noggrant konstruktionen med avseende på detaljer som kan hindra utmatningen av detaljen. Skarpa invändiga hörn eller djupa ribbor är vanliga orsaker. Genom att lägga till generösa radier eller justera avskiljningslinjen kan dessa problem lösas.
Den sintring12 är den fas där detaljen krymper avsevärt till sin slutliga densitet. Ojämna väggar leder till oförutsägbar krympning och distorsion av detaljen. Därför är en jämn väggtjocklek en icke förhandlingsbar regel.
Praktiska modifieringar
| Utgåva | Föreslagen modifiering | Förmån |
|---|---|---|
| Komplexa underskärningar | Omdesign för att eliminera eller förenkla | Förenklad verktygstillverkning, lägre kostnad |
| Inneslutning av gas | Justera portens placering, lägg till ventilationskanaler | Förbättrad delintegritet |
| Tjocka sektioner | Utborrat material för enhetliga väggar | Minskad cykeltid, förebygger defekter |
En systematisk DFM-checklista för formsprutning av metall är avgörande. Den identifierar designfel tidigt, förenklar verktyg, sänker kostnaderna och förhindrar huvudvärk i produktionen. Detta säkerställer en högkvalitativ slutdel som uppfyller alla specifikationer och fungerar som avsett.
Hur skulle du motivera att använda MIM (Metal Injection Molding) framför CNC-bearbetning för ett projekt?
Att välja mellan MIM och CNC handlar ofta om en kostnads- och nyttoanalys. Det handlar inte bara om den första offerten. Du måste titta på den totala kostnaden under hela produktionstiden.
Detta innebär att beräkna break-even-punkten. Vi kommer att jämföra MIM:s höga initiala verktygskostnad med den låga kostnaden per detalj.
Sedan kontrasterar vi det med CNC-bearbetningens låga installationsavgifter men högre kostnader per del. Låt oss dyka ner i siffrorna för att göra ett datadrivet val för ditt projekt.

Låt oss konstruera en tydlig kostnads- och nyttoanalys. Nyckeln är att förstå var ditt projekts volym motiverar den initiala investeringen i Metal Injection Molding.
Verktyg kontra kostnad per del
Med CNC är installationen minimal. Du kan få betala en mindre avgift för programmering och fixturer. Kostnaden ligger främst i bearbetningstiden för varje enskild del.
MIM är motsatsen. Det kräver en betydande investering i en högprecisionsform. På PTSMAKE bygger vi dessa formar för att de ska hålla i hundratusentals cykler.
När gjutformen är klar blir kostnaden per detalj för MIM mycket låg. Detta beror på att processen är mycket automatiserad och snabb, vilket gör att detaljerna tillverkas snabbt.
Beräkning av break-even-punkten
Beslutet beror på produktionsvolymen. För några hundra delar är CNC nästan alltid mer ekonomiskt. Men när kvantiteterna stiger till tusentals, vänder borden.
Den höga kostnaden för gjutformen fördelas på många delar. Detta koncept är känt som avskrivningar13. Så småningom sjunker den totala projektkostnaden för MIM under den för CNC. Denna korsning är din break-even-punkt.
Övriga kostnadsfaktorer
Vi måste också ta hänsyn till materialspill och komponenternas komplexitet. Dessa faktorer kan påverka den slutliga kostnaden avsevärt.
| Faktor | Formsprutning av metall (MIM) | CNC-bearbetning |
|---|---|---|
| Initial kostnad | Hög (verktyg) | Låg (Setup) |
| Kostnad per del | Låg (vid volym) | Hög |
| Material Avfall | Minimal (nära nätform) | Signifikant (subtraktiv) |
| Komplexitet Kostnad | Absorberad i verktyg | Ökar kostnaden per styck |
CNC är en subtraktiv process som skapar avfall genom att skära bort material. Med MIM använder vi nästan allt råmaterial, vilket minskar materialkostnaderna. Detta gäller särskilt för dyra legeringar.
Valet är datadrivet. MIM:s höga initiala verktygskostnad motiveras av den låga kostnaden per detalj vid höga volymer. CNC-bearbetning är bättre för låga volymer på grund av dess minimala inställningsavgifter. Komplexitet och materialspill talar också för MIM vid stora serier.
Hur tolkar man en mikroskopisk bild av en sintrad MIM-del (Metal Injection Molding)?
En mikrograf är inte bara en bild. Det är en detaljerad berättelse om komponentens interna kvalitet. Att förstå den är nyckeln till att kunna förutsäga prestanda.
När jag tittar på en ser jag inte bara mönster. Jag bedömer hur framgångsrik sintringsprocessen har varit.
Viktiga mikrostrukturella indikatorer
Vi fokuserar på ett fåtal kritiska egenskaper. Dessa berättar för oss om detaljens framtida styrka och tillförlitlighet. De viktigaste är kornstorlek, korngränser och porositet.
Här är en snabb uppdelning:
| Funktion | Vad det säger oss |
|---|---|
| Kornstorlek | Påverkar hållfasthet och hårdhet. |
| Gränser för korn | Det "lim" som håller samman kornen. |
| Porositet | Hålrum som kan försvaga detaljen. |
Korrekt analys säkerställer att den slutliga komponenten för formsprutning av metall uppfyller dina exakta specifikationer.

Avkodning av mikrostrukturen
När vi går djupare blir sambandet mellan dessa egenskaper och de mekaniska egenskaperna tydligt. Det är en direkt orsak-verkan-länk som vi har sett i tidigare projekt på PTSMAKE. Den här analysen är grundläggande för vår kvalitetssäkring.
Kornstorlek och avgränsningar
Vi letar vanligtvis efter fina, enhetliga korn. En struktur med konsekvent, liksidiga korn14` indikerar ofta en välkontrollerad process och resulterar i högre hållfasthet och hårdhet.
Korngränserna ska vara rena och väldefinierade. Om det finns orenheter vid dessa gränser kan de fungera som svaga punkter och leda till förtida brott under påfrestning.
Utmaningen med porositet
Porositet är prestandans fiende. Vi skiljer mellan två typer:
- Intra-granulär: Porer fångade inuti kornen.
- Inter-granulär: Porer som ligger vid korngränserna.
Intergranulär porositet är farligare. De kan kopplas samman och bilda ett nätverk som drastiskt minskar detaljens duktilitet och seghet. Vi strävar efter en densitet över 97% för att minimera denna risk.
Koppling mellan mikrostruktur och resultat
I tabellen sammanfattas mikrostrukturens direkta inverkan på viktiga egenskaper:
| Mikrostrukturell egenskap | Påverkan på mekaniska egenskaper |
|---|---|
| Fina, enhetliga korn | Ökar styrka och hårdhet |
| Hög porositet | Minskar duktilitet och hållfasthet |
| Förorenade gränser | Minskar tåligheten |
| Välsmorda halsar | Förbättrar den övergripande integriteten |
Att analysera dessa egenskaper är ett steg som inte går att förhandla bort. Det säkerställer att den sintrade MIM-delen har den styrka och duktilitet som krävs för att fungera tillförlitligt i den slutliga applikationen och förhindrar oväntade fel på fältet.
Hur anpassar man en MIM-process (Metal Injection Molding) för komponenter i mikroskala?
Att anpassa metallformsprutningsprocessen för detaljer i mikroskala innebär unika utmaningar. Det handlar inte bara om att krympa ner allt. Vi måste börja med ultrafina metallpulver.
Dessa pulver är mycket mindre än de som används i konventionell MIM. Detta är viktigt för att exakt fylla små hålrum i gjutformen.
Specialiserad utrustning är inte förhandlingsbar
Framgång inom Micro-MIM är beroende av specialiserade maskiner och verktyg. Gjutformar kräver mikrodetaljer med extrem precision. Formsprutningsmaskiner behöver överlägsen kontroll.
| Funktion | Konventionell MIM | Mikro-MIM |
|---|---|---|
| Pulverstorlek | 5-25 mikrometer | < 5 mikrometer |
| Tolerans för verktyg | Standard | Extremt snävt |
| Insprutningskontroll | Exakt | Ultra-precis |

På mikronivå beter sig fysiken annorlunda. Krafter som är försumbara i standard-MIM blir dominerande. Detta är en kritisk faktor som vi alltid tar hänsyn till i projekt på PTSMAKE.
Påverkan av krafter i mikroskala
Ytspänning och statisk elektricitet har en mycket större inverkan på ultrafina pulver. Dessa krafter gör att partiklarna klumpar ihop sig. Det gör det svårt att hantera och blanda pulvret på ett konsekvent sätt.
Denna agglomerering påverkar direkt råmaterialets konsistens. Det kan leda till en ojämn fördelning av pulvret inom bindemedelssystemet. Den resulterande reologiskt beteende15 kan vara oförutsägbar under injektionen.
Denna oförutsägbarhet kan orsaka defekter. Problem som ofullständig fyllning av formhålan eller variationer i detaljdensitet är vanliga om de inte hanteras korrekt. Exakt processkontroll är avgörande för att övervinna dessa utmaningar. Vi har genom våra tester lärt oss att specialiserad råmaterialformulering är nyckeln.
Övervinna materialutmaningar
| Utmaning | Påverkan på Micro-MIM | Lösning |
|---|---|---|
| Ytspänning | Agglomerering av pulver | Optimerade bindemedelssystem |
| Statisk elektricitet | Inkonsekvent pulverflöde | Antistatisk hantering |
| Dåligt flöde av råmaterial | Ofullständig formfyllning | Insprutningsenheter med hög precision |
Mikro-MIM kräver ett specialiserat tillvägagångssätt. För att lyckas måste man använda ultrafina pulver, precisionsverktyg och avancerade gjutmaskiner. Att förstå och kontrollera krafter som ytspänning och statisk elektricitet är helt avgörande för att uppnå önskad kvalitet och jämnhet hos detaljerna.
Utmaningarna med formsprutning av mikrometall tar inte slut när detaljen är gjuten. Avbindnings- och sintringsstegen är lika kritiska och innebär en egen uppsättning svårigheter för komponenter i mikroskala.
Slipning och sintring av mikrodelar
Mikrodelar har ett betydligt högre förhållande mellan yta och volym. Denna egenskap påskyndar avbindningsprocessen drastiskt. Om den inte kontrolleras noggrant kan det leda till att detaljen förvrids eller spricker.
Under sintringen innebär det höga förhållandet också att komponenterna når den erforderliga temperaturen mycket snabbare. Korntillväxt kan bli ett stort problem, vilket potentiellt kan äventyra de slutliga mekaniska egenskaperna hos den lilla komponenten. Exakt termisk profilering är inte bara en rekommendation, det är ett krav.
En jämförande granskning
I vårt arbete med kunderna har vi kommit fram till att det är viktigt att modifiera de termiska cyklerna. Små justeringar kan göra stor skillnad när det gäller slutproduktens integritet.
| Processens steg | Standard MIM Bekymmer | Mikro-MIM Bekymmer |
|---|---|---|
| Avbindning | Borttagningshastighet för bindemedel | Snabbt, okontrollerat avlägsnande |
| Sintring | Kontroll av krympning | Överdriven tillväxt av spannmål |
| Hantering | Delvis hållbarhet | Bräcklighet, delförlust |
Sammanfattningsvis är det en komplex uppgift att anpassa MIM-processen för komponenter i mikroskala. Det krävs mer än att bara skala ner utrustningen. Det krävs en djup förståelse för materialvetenskap och mikroskalig fysik.
Från ultrafina pulver och precisionsverktyg till hantering av krafter som statisk elektricitet - varje steg måste kontrolleras minutiöst. Framgång ligger i att navigera genom dessa unika utmaningar med expertis. På PTSMAKE utnyttjar vi vår erfarenhet för att bemästra dessa svårigheter och säkerställa högkvalitativa mikrokomponenter från början till slut.
Hur kan du utnyttja processimulering för att förbättra resultaten inom formsprutning av metall (MIM)?
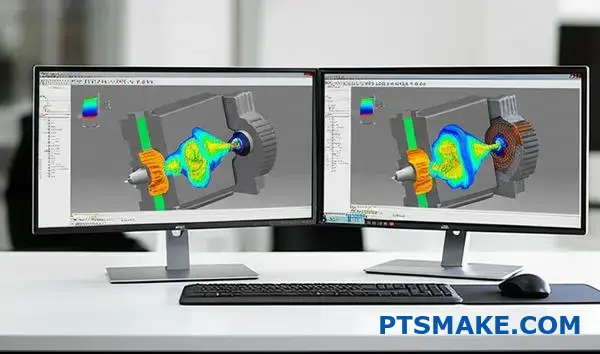
Programvara för processimulering, som Moldflow, är ett kraftfullt verktyg i modern tillverkning. Det går från teori till praktisk tillämpning. Det är som att ha en kristallkula för formsprutningsprocessen för metall.
På PTSMAKE använder vi det för att visualisera exakt hur råmaterialet kommer att bete sig i gjutformen. Det hjälper oss att förutse och lösa problem innan de uppstår. Det är ett kritiskt steg i vår kvalitetssäkringsprocess.
| Aspekt | Utan simulering | Med simulering |
|---|---|---|
| Risk för defekter | Hög (upptäcktes sent) | Låg (förutspås tidigt) |
| Omarbetning av mögel | Ofta | Minimal |
| Tid till marknad | Långsammare | Snabbare |
| Kostnad | Högre | Lägre |
Denna förutsägbarhet är nyckeln till att minska riskerna i ett projekt. Det säkerställer att de första fysiska delarna vi tillverkar är mycket närmare perfektion, vilket sparar värdefull tid och resurser.
En digital förstahandsstrategi för MIM
Vi integrerar simulering djupt i vårt arbetsflöde. Det är inte en eftertanke, det är ett grundläggande steg. På så sätt kan vi skapa en digital tvilling av gjutningsprocessen, vilket ger insikter som är omöjliga att se med blotta ögat. Denna digitala förstahandsstrategi är central för vårt engagemang för precision.
Förutsägelse av råvaruflödet
Det första steget är att simulera injektionsfasen. Programvaran visar oss en detaljerad animering av hur råmaterialet fyller formhålan. Den tar hänsyn till faktorer som tryck, temperatur och materialviskositet. På så sätt säkerställs att detaljen fylls helt och jämnt, vilket är avgörande för komplexa geometrier.
Identifiering och eliminering av defekter
Denna flödesanalys visar omedelbart på potentiella problemområden.
| Typ av defekt | Simuleringens roll |
|---|---|
| Svetslinjer | Förutsäger var smältfronter möts |
| Luftfällor | Visar var luft kan fångas upp |
| Diskbänksmärken | Identifierar områden med ojämn kylning |
Genom att se dessa problem på en skärm kan vi justera formkonstruktionen eller processparametrarna för att eliminera dem. Denna proaktiva felsökning är mycket mer effektiv än reaktiva lösningar på fysiska delar.
Optimering av grind- och löpardesign
Var materialet kommer in i detaljen (grinden) är av avgörande betydelse. Simulering hjälper oss att testa flera olika grindplaceringar virtuellt. Vi kan hitta den optimala platsen som säkerställer en balanserad fyllning, minimerar spänningar i detaljen och minskar synligheten av svetslinjer.
Simulering av sintring för slutlig noggrannhet
En unik fördel med MIM är möjligheten att simulera sintring. Programvaran förutser hur detaljen kommer att krympa och eventuellt förvrängas under det sista uppvärmningssteget. Den tar hänsyn till faktorer som volymetrisk krympning16 för att förutse de slutliga dimensionerna med anmärkningsvärd noggrannhet. Detta säkerställer att den slutliga metalldelen uppfyller snäva toleranser.
Processimulering omvandlar formsprutning av metall från en konst till en datadriven vetenskap. Det ger en digital plan för framgång, vilket gör att vi kan förfina formen och processen på en dator, vilket säkerställer ett mer förutsägbart, kostnadseffektivt och högkvalitativt resultat innan tillverkningen påbörjas.
Lås upp precisa MIM-lösningar med PTSMAKE-expertis
Är du redo att lyfta ditt projekt med avancerad formsprutning av metall? Kontakta PTSMAKE för en snabb offert utan förpliktelser och upptäck varför ledande tillverkare litar på oss för komplexa MIM-detaljer med hög precision. Ta nästa steg - begär din förfrågan idag!

Upptäck hur materialflödesvetenskap är avgörande för att optimera MIM-processparametrar och uppnå överlägsen detaljkvalitet. ↩
Lär dig hur materialflöde och partikeluppriktning påverkar detaljens noggrannhet under sintring. ↩
Förstå hur denna specifika stålkonstruktion ger utmärkt korrosionsbeständighet och formbarhet. ↩
Upptäck hur denna uppvärmningsprocess förvandlar pulver till en tät och stark metalldel. ↩
Klicka här för att se hur detta mått påverkar enhetligheten och kvaliteten hos dina slutprodukter. ↩
Lär dig hur atomrörelser får metalldelar att stelna under den viktiga sintringsfasen. ↩
Läs mer om denna värmebehandlingsprocess och hur den selektivt härdar ytan på en metalldel. ↩
Upptäck hur denna princip påverkar slutmåtten och precisionen hos dina MIM-detaljer. ↩
Lär dig mer om den termiska nedbrytningen som avlägsnar bindemedel före det slutliga sintringssteget vid hög temperatur. ↩
Läs mer om hur denna värmebehandlingsprocess dramatiskt ökar materialstyrkan för högpresterande applikationer. ↩
Lär dig hur temperaturskillnader skapar inre krafter som orsakar distorsion. ↩
Utforska hur sintringsprocessen påverkar din detaljs slutliga styrka, dimensioner och övergripande prestanda. ↩
Förstå hur spridningen av initialkostnaderna över produktionsenheterna påverkar projektets totalkostnad. ↩
Upptäck hur kornformen påverkar en komponents hållfasthet och långsiktiga hållbarhet. ↩
Lär dig hur flödesegenskaperna hos råmaterialet är avgörande för att producera högkvalitativa, felfria mikrokomponenter. ↩
Förstå hur detta viktiga mått avgör den slutliga noggrannheten och den strukturella integriteten hos dina MIM-komponenter. ↩






