

Dina CNC-delar av nylon anländer med dimensionsvariationer som faller utanför dina specifikationer. Den grundläggande orsaken? Din leverantör saknar specialkunskaper för att hantera nylonets unika bearbetningskrav, vilket leder till kostsamma förseningar och kvalitetsproblem.
CNC-bearbetning av nylon kräver specifik expertis inom materialberedning, parameteroptimering och miljökontroller för att uppnå konsekventa precisionsdelar som uppfyller snäva toleranser och prestandastandarder.

Jag har arbetat med dussintals kunder som har bytt leverantör efter att ha fått nylonkomponenter som inte uppfyller specifikationerna. Skillnaden mellan framgång och misslyckande handlar ofta om att förstå nylons hygroskopiska natur, korrekta torkningsprotokoll och optimerade skärparametrar. Den här guiden täcker de kritiska faktorerna som skiljer erfarna leverantörer av nylonbearbetning från dem som behandlar det som vilken plast som helst, vilket hjälper dig att fatta välgrundade beslut för ditt nästa projekt.
Varför är nylon ett förstahandsval för CNC-bearbetade komponenter?
Har du någonsin specificerat ett material för en kritisk del, bara för att se den slitas ut i förtid, vilket tvingar fram kostsamma driftstopp och omkonstruktioner? Denna frustration är en vanlig utmaning inom produktutveckling.
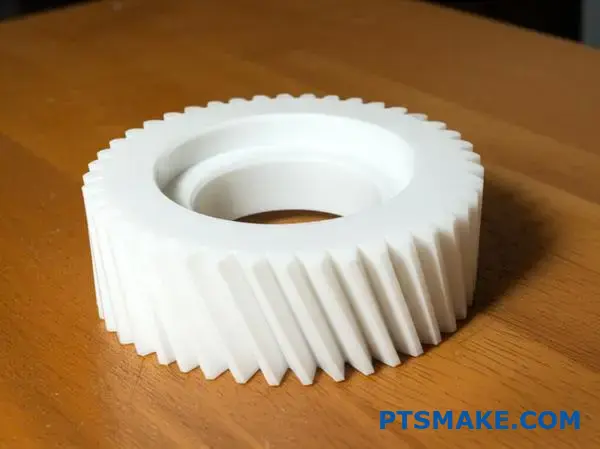
Nylon är ett förstahandsval för CNC-bearbetade komponenter eftersom den unika blandningen av hög draghållfasthet, utmärkt slitstyrka och kemisk stabilitet gör den exceptionellt hållbar. Det ger ett tillförlitligt och kostnadseffektivt alternativ till metaller för högpresterande delar som kugghjul, bussningar och lager.
De viktigaste styrkorna: Vad skiljer Nylon från andra?
När ingenjörer och inköpschefer letar efter ett material som överbryggar klyftan mellan standardplaster och metaller hamnar nylon ofta i fokus för diskussionen. Dess mångsidighet är inte bara ett påstående; det har bevisats i tusentals krävande applikationer. På PTSMAKE vänder vi oss ofta till nylon för delar som kräver en balans mellan styrka, motståndskraft och bearbetbarhet. Framgången för CNC-bearbetning av nylon är beroende av att man förstår dess grundläggande egenskaper.
Uppackning Draghållfasthet och hållbarhet
Nylon har en imponerande draghållfasthet, vilket är dess förmåga att motstå dragkrafter utan att gå sönder. Det gör det till en utmärkt kandidat för att ersätta metall i vissa applikationer, särskilt där viktminskningen är avgörande. Till exempel i automatiserade maskiner kan nylonväxlar hantera betydande vridmoment samtidigt som de är mycket lättare än sina motsvarigheter i stål eller aluminium. Detta minskar trögheten, vilket möjliggör snabbare och mer energieffektiv drift. Till skillnad från vissa plaster som blir spröda under belastning har nylon utmärkt seghet, vilket innebär att den kan absorbera stötar och deformeras utan att spricka - en avgörande egenskap för komponenter som utsätts för vibrationer eller plötsliga stötar. En sak att komma ihåg är dess hygroskopisk1 Nylon absorberar fukt från omgivningen, vilket kan förändra dess mekaniska egenskaper och dimensioner något. Detta är en viktig designfråga som vi alltid diskuterar med våra kunder för att säkerställa långsiktig stabilitet hos detaljen.
Överlägsen slitstyrka och nötningsbeständighet
En av nylons mest berömda egenskaper är dess låga friktionskoefficient och höga nötningsbeständighet. Därför är det ett utmärkt material för delar som glider eller gnider mot varandra, t.ex. lager, bussningar och slitkuddar. Det har ofta självsmörjande egenskaper, vilket minskar behovet av externa smörjmedel och minimerar underhållet. I tidigare projekt med kunder har vi konstaterat att bytet från bronsbussningar till nylonbussningar inte bara minskade delkostnaden utan också minskade driftsljudet och förlängde enhetens livslängd.
| Fastighet | Nylon 6/6 | Aluminium 6061 | ABS |
|---|---|---|---|
| Draghållfasthet | Hög | Mycket hög | Medium |
| Motståndskraft mot slitage | Utmärkt | Dålig | Rättvist |
| Vikt | Låg | Låg | Låg |
| Bearbetbarhet | Utmärkt | Utmärkt | Bra |
| Kostnad | Låg | Medium | Låg |
Denna inneboende slitstyrka gör att de precisionsbearbetade delarna behåller sina snäva toleranser längre, vilket är avgörande för tillförlitligheten i alla mekaniska system. Den smidiga driften är en betydande fördel i applikationer från konsumentelektronik till industriell robotteknik.

Nylon jämfört med konkurrenterna: En praktisk jämförelse
Att välja rätt material är ett strategiskt beslut som påverkar prestanda, kostnad och tillverkningsmöjligheter. Även om metaller som aluminium och stål har sin plats är nylon ett övertygande material i många fall. Det handlar inte om vilket material som är "bäst" totalt sett, utan om vilket som är bäst för en specifik applikation. Enligt vår erfarenhet visar en genomtänkt jämförelse ofta att nylon är ett smart och praktiskt val som ger både prestanda och värde.
Vikt- och kostnadsfördelar jämfört med metaller
Den mest omedelbara fördelen med nylon jämfört med metaller är dess betydligt lägre densitet. En del av nylon kan vara upp till sju gånger lättare än en identisk del av stål. Den här viktminskningen förändrar spelplanen inom branscher som flyg- och bilindustrin, där varje gram räknas för att förbättra bränsleeffektiviteten och prestandan. Men fördelarna sträcker sig längre än så; lättare delar är också billigare att frakta och lättare att hantera under monteringen, vilket bidrar till övergripande kostnadsbesparingar. Dessutom är råmaterial av nylon vanligtvis billigare än aluminium eller rostfritt stål, och CNC-bearbetning av nylon Processen kan gå snabbare tack vare lägre skärkrafter, vilket minskar maskintiden och verktygsslitaget. Kombinationen av lägre materialkostnad och effektivare tillverkning gör nylon till en mycket ekonomisk lösning utan att kompromissa med den mekaniska integriteten för lämpliga applikationer.
Utklassar andra plastmaterial i krävande roller
Nylon står sig också väl i konkurrensen med andra tekniska plaster. Jämfört med en vanlig plast som ABS har nylon en mycket bättre slitstyrka och en högre driftstemperatur. Även om polykarbonat kan vara starkare när det gäller slagtålighet, gör nylonets lågfriktionsyta det till den klara vinnaren för rörliga delar. Delrin (Acetal) är en annan stark konkurrent som är känd för sin styvhet och utmärkta dimensionsstabilitet i våta miljöer. Nylon ger dock generellt bättre seghet och är mer motståndskraftigt mot nötning, vilket gör det bättre lämpat för situationer med hög belastning och högt slitage. Valet handlar ofta om de specifika miljömässiga och mekaniska påfrestningar som komponenten kommer att utsättas för.
| Funktion | Nylon | Delrin (Acetal) | Polykarbonat |
|---|---|---|---|
| Motståndskraft mot slitage | Utmärkt | Bra | Rättvist |
| Seghet (slagseghet) | Utmärkt | Bra | Utmärkt |
| Fuktabsorption | Hög | Låg | Mycket låg |
| Kemisk beständighet | Bra (oljor, bränslen) | Utmärkt | Rättvist |
Kemikalieresistens: En dold fördel
En ofta förbisedd fördel med nylon är dess utmärkta beständighet mot ett stort antal kemikalier, särskilt kolväten som oljor, fetter och bränslen. Detta gör den idealisk för komponenter som används i bilmotorer, industrimaskiner och hydraulsystem. Till skillnad från vissa metaller som kan korrodera eller plaster som kan brytas ned när de utsätts för starka kemikalier, behåller nylon sin strukturella integritet, vilket säkerställer tillförlitlighet och lång livslängd i utmanande kemiska miljöer.
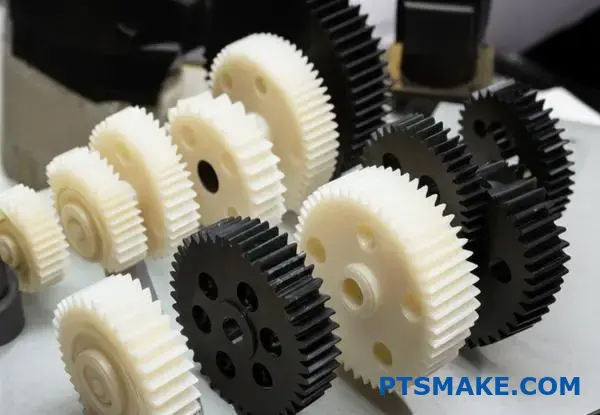
Nylon sticker ut för CNC-bearbetning tack vare sin blandning av styrka, slitstyrka och kemisk stabilitet. Det erbjuder ett lätt, kostnadseffektivt och hållbart alternativ till både metaller och andra plaster, vilket gör det till ett tillförlitligt val för högpresterande komponenter som växlar, bussningar och anpassade industriella delar.
Välja rätt nylonkvalitet för din applikation.
Har du någonsin specificerat en nylonkvalitet som såg bra ut på papperet, bara för att se den bli skev eller misslyckas i den verkliga världen? Ett sådant felsteg kan leda till kostsamma omkonstruktioner och förseningar.
För att välja rätt nylon måste du matcha materialets egenskaper med kraven i din applikation. Utvärdera faktorer som styrka, temperatur och kemisk exponering för att välja mellan PA6, PA66 med högre prestanda, styva glasfyllda kvaliteter eller oljefyllda varianter med låg friktion för optimala resultat vid CNC-bearbetning av nylon.

Nylonvärlden är mer varierad än vad många ingenjörer först tror. De två vanligaste kvaliteterna som vi bearbetar på PTSMAKE är PA6 och PA66. Även om de verkar likartade kan deras subtila skillnader ha stor inverkan på din parts prestanda. Att förstå dessa skillnader är det första steget mot att fatta ett välgrundat beslut.
Stiftelsen: PA6 jämfört med PA66
Vid en första anblick är PA6 och PA66 båda polyamidplaster som är kända för sin seghet och slitstyrka. Deras molekylära struktur skiljer sig dock åt, vilket leder till distinkta mekaniska och termiska egenskaper. Valet mellan dem handlar ofta om att balansera kostnad, prestanda och miljöförhållanden.
PA6 (Nylon 6): Den mångsidiga arbetshästen
PA6 är i allmänhet lite mer duktilt och har bättre slagtålighet, särskilt i konditionerat tillstånd. Det ger också en överlägsen ytfinish efter maskinbearbetning, vilket kan vara avgörande för estetiska delar. Dess största nackdel är dock att det är mer Hygroskopisk2 än PA66, vilket innebär att det absorberar mer fukt från luften. Denna absorption kan orsaka dimensionsförändringar och minskad styvhet. På grund av den något lägre smältpunkten är det också marginellt enklare och snabbare att bearbeta, vilket ibland ger en liten kostnadsfördel i produktionen.
PA66 (Nylon 66): Den högpresterande standarden
PA66 är det bästa valet för mer krävande applikationer. Det är hårdare, styvare och har en högre smältpunkt än PA6. Det gör den mer lämplig för delar som utsätts för högre temperaturer eller kräver större mekanisk styrka och styvhet. Dess lägre fuktabsorptionsgrad bidrar också till bättre dimensionsstabilitet vid varierande luftfuktighet. För kritiska komponenter i fordons- eller industrimaskiner är PA66 ofta det säkrare och mer tillförlitliga valet, vilket ger en prestandafördel som motiverar dess vanligtvis högre pris.
Här följer en snabb jämförelse baserad på våra interna tester och projektdata:
| Fastighet | PA6 (Nylon 6) | PA66 (Nylon 66) | Viktiga faktorer att ta hänsyn till vid CNC-bearbetning |
|---|---|---|---|
| Draghållfasthet | Bra | Utmärkt | PA66 håller bättre under belastning. |
| Styvhet | Måttlig | Hög | PA66 är att föredra för styva delar. |
| Smältpunkt | ~220°C (428°F) | ~265°C (509°F) | PA66 erbjuder ett bredare driftstemperaturområde. |
| Fuktabsorption | Högre | Lägre | PA66 ger bättre dimensionsstabilitet. |
| Kostnad | Lägre | Högre | PA6 erbjuder ett mer budgetvänligt alternativ. |

Utöver standard PA6 och PA66 finns det många tillämpningar som kräver egenskaper som dessa baspolymerer inte kan leverera på egen hand. Det är här tillsatser och fyllmedel kommer in i bilden och skapar specialiserade kvaliteter som är konstruerade för specifika utmaningar som extrem stress eller ständig rörelse. Dessa modifierade nyloner ger en ny nivå av prestanda, men de medför också nya överväganden för design- och bearbetningsprocessen.
Bortom grunderna: Modifierade nylonkvaliteter
När din komponent behöver bli starkare, stabilare eller självsmörjande är det dags att titta på fyllda nylon. De två vanligaste varianterna vi arbetar med är glasfyllda för strukturell förstärkning och oljefyllda för tillämpningar med låg friktion.
Glasfylld (GF) nylon: För styrka och stabilitet
Genom att tillsätta korta glasfibrer, vanligtvis i koncentrationer på 15% till 30% (t.ex. PA66-GF30), förändras nylonets egenskaper dramatiskt. Fibrerna fungerar som en förstärkning och ökar draghållfastheten, styvheten och dimensionsstabiliteten avsevärt, särskilt vid förhöjda temperaturer. I ett projekt med en kund inom fordonsindustrin bytte vi från standard PA66 till PA66-GF30 för en komponent i motorrummet. Bytet förhindrade att komponenten vred sig under värme, vilket löste ett kritiskt felproblem på fältet. Avvägningen? Glasfylld nylon är mycket abrasiv. Det orsakar snabbare verktygsslitage vid CNC-bearbetning, vilket är en faktor som vi måste ta hänsyn till i vår processplanering och kostnadsberäkning för att säkerställa en jämn kvalitet på detaljerna.
Oljefylld nylon: För prestanda med låg friktion
För applikationer med rörliga delar som kugghjul, lager eller glidplattor är oljefylld nylon ett utmärkt val. Ett flytande smörjmedel integreras direkt i polymermatrisen under tillverkningen. Detta skapar ett material med en extremt låg friktionskoefficient och utmärkt slitstyrka. Den självsmörjande egenskapen innebär att delarna fungerar smidigt utan behov av externt fett eller olja, vilket minskar underhållet och förenklar konstruktionen. Bearbetning av oljefylld nylon liknar standardkvaliteter, men resultatet är en del som i sig är hal, perfekt för att skapa långvariga, tysta och effektiva mekaniska enheter.
Så här ser de modifierade betygen ut:
| Betyg | Viktig fördel | Bäst för | Bearbetningsöverväganden |
|---|---|---|---|
| Standard PA66 | Balanserade fastigheter | Komponenter för allmänt bruk | Standardverktyg och -hastigheter. |
| PA66-GF30 | Hög hållfasthet och styvhet | Strukturella delar, höljen | Slipande; kräver härdade verktyg. |
| Oljefylld nylon | Låg friktion, självsmörjande | Kugghjul, lager, slitkuddar | Ger släta, hala ytor. |

Att välja rätt nylon är ett viktigt steg i konstruktionen. Det kräver att man balanserar behovet av styrka, värmebeständighet och dimensionsstabilitet mot den specifika miljö som din del kommer att möta. Skillnaden mellan PA6, PA66, glasfyllda och oljefyllda kvaliteter kan avgöra om ditt projekt blir lyckat eller misslyckat.
Kritiska steg före maskinbearbetning: Torkning och stressavlastning.
Har du någonsin bearbetat en nylondel till perfektion för att några dagar senare upptäcka att den är skev eller avviker från specifikationerna? Denna vanliga frustration beror ofta på att man har försummat två viktiga förberedelser.
Korrekt torkning av nylon före CNC-bearbetning är avgörande för att avlägsna absorberad fukt och förhindra dimensionsinstabilitet. Dessutom avlägsnar spänningsavlastning (glödgning) inre spänningar från tillverkningen, vilket är nyckeln till att undvika skevhet och sprickbildning, vilket säkerställer att den slutliga delen uppfyller snäva toleranser.

Utmaningen med Nylons hygroskopiska natur
Nylon är en fantastisk teknisk plast, men den har en egenskap som varje maskinist måste respektera: den är hygroskopisk. Det betyder att det lätt absorberar fukt från den omgivande atmosfären, ungefär som en svamp. Detta är inte ett ytproblem; vattenmolekyler arbetar sig in i materialets molekylära struktur och fungerar som en mjukgörare. Denna process har en direkt inverkan på materialets egenskaper och, vilket är mest kritiskt för oss, dess dimensionsstabilitet. När vi bearbetar nylon som inte har torkat ordentligt bearbetar vi i princip ett material som är svullet. När detaljen senare torkar och släpper ut fukten krymper den och kan bli skev, vilket gör att allt vårt precisionsarbete går om intet. I vårt arbete på PTSMAKE har vi sett att även en liten procentandel fuktinnehåll kan leda till betydande dimensionsförändringar som gör att en detalj inte klarar inspektionen.
Varför fukt är en tyst sabotör
Konsekvenserna av att bearbeta "våt" nylon är mer än bara dimensionsförändringar. Överflödig fukt kan omvandlas till ånga när den värms upp av skärverktygets friktion, vilket leder till en dålig ytfinish. Det kan också göra att materialet blir "gummiaktigt", vilket leder till svårigheter med spånkontroll och ökat verktygsslitage. För att uppnå de konsekventa resultat som krävs för högprecisions cnc-bearbetning av nylonär det inte förhandlingsbart att börja med ett stabilt, torrt material. Baserat på våra tester har vi upprättat strikta torkprotokoll för alla hygroskopiska material som vi bearbetar.
| Fastighet | Torr (formgjuten) Nylon 6/6 | Konditionerad (50% RH) Nylon 6/6 | Påverkan på maskinbearbetning |
|---|---|---|---|
| Draghållfasthet | ~12.000 psi | ~8.500 psi | Kräver justering av skärkrafterna |
| Dimensionell förändring | Baslinje | Kan svälla med upp till 0,5-1,0% | Kritisk för att hålla snäva toleranser |
| Slaghållfasthet | Lägre | Högre | Materialet blir mindre sprött |
| Hårdhet (Rockwell) | R120 | R108 | Påverkar ytfinhet och verktygslivslängd |
Detta absorberade vatten ökar materialets Rörlighet i polymerkedjan3, vilket ändrar dess mekaniska egenskaper. För alla projekt som kräver noggrannhet innebär det en oacceptabel risknivå att ignorera detta steg.

Glödgning: Din försäkring mot skevhet
Det andra kritiska steget i förbearbetningen är spänningsavlastning, allmänt känt som glödgning. Inre spänningar är en oundviklig biprodukt av tillverkningsprocessen för rå nylon, oavsett om det är extruderade stavar eller gjutna plattor. Under produktionen kyls materialet i olika takt - utsidan kyls och stelnar snabbare än kärnan. Denna differentiella kylning låser in inre spänningar i materialet. Dessa spänningar är balanserade och vilande i råmaterialet. Men i samma ögonblick som vi börjar cnc-bearbetning av nylon och tar bort material, stör vi den balansen. De kvarvarande inre krafterna är inte längre motsatta, vilket gör att de frigörs genom att materialet rör sig, vilket vi ser som skevhet, böjning eller vridning.
Glödgningsprocessen förklarad
Glödgning är en kontrollerad värme- och kylprocess som är utformad för att minska dessa inre spänningar innan någon skärning påbörjas. Processen omfattar tre huvudsteg:
- Uppvärmning: Materialet värms långsamt och jämnt till en temperatur under dess smältpunkt. För Nylon 6/6 är denna temperatur normalt cirka 150°C (300°F).
- Blötläggning: Materialet hålls vid denna temperatur under en viss tid, som vanligtvis beräknas utifrån materialets tjocklek (t.ex. en timme per tum tjocklek). Detta gör att polymerkedjorna kan slappna av och sätta sig i ett spänningsfritt tillstånd med lägre energi.
- Kylning: Materialet kyls sedan mycket långsamt och jämnt tillbaka till rumstemperatur. Snabb nedkylning skulle helt enkelt återinföra nya spänningar.
Denna kontrollerade cykel säkerställer att materialet är så stabilt som möjligt innan det ens kommer i kontakt med ett skärverktyg. I tidigare projekt på PTSMAKE, särskilt de som involverar tunna väggar eller komplexa geometrier, har vi visat att glödgning är det enskilt mest effektiva sättet att förhindra deformation efter bearbetning.
| Glödgningssteg | Syfte | Typiska parametrar (Nylon 6/6) |
|---|---|---|
| Upptrappning | För att värma materialet jämnt utan termisk chock. | Öka temperaturen långsamt, ~10-20°C per timme. |
| Blötläggning (håll) | Att låta inre spänningar slappna av helt. | Håll i 150°C i 1-2 timmar per tum tjocklek. |
| Nedkylning | För att kyla materialet utan att återinföra spänning. | Sänk temperaturen långsamt, ~10-20°C per timme. |
För alla högprecisions cnc-bearbetning av nylon i synnerhet när toleranserna är snäva och detaljernas geometri är komplicerad, är det en risk som inte är värd att ta att hoppa över glödgningen. Det är en investering i stabilitet och kvalitet.

För att garantera detaljernas kvalitet är förberedelserna före bearbetning avgörande. Korrekt torkning av nylon avlägsnar absorberad fukt för att förhindra dimensionsförändringar, medan glödgning lindrar inre spänningar för att stoppa skevhet. Dessa två steg är grundläggande för alla framgångsrika nylonbearbetningsprojekt med hög precision, vilket säkerställer stabilitet från början till slut.
Optimera CNC-bearbetningsparametrar för nylon?
Har du någonsin kämpat med kladdiga spånor, dålig ytfinish eller skeva detaljer vid bearbetning av nylon? Den inkonsekvensen kan få ett projekt att spåra ur och förvandla ett till synes enkelt material till en stor huvudvärk.
För att optimera CNC-bearbetning av nylon måste du använda mycket vassa skärverktyg, höga skärhastigheter och måttliga matningshastigheter. Denna kombination säkerställer en ren klippning i stället för att trycka på materialet, vilket förhindrar smältning, bibehåller dimensionell noggrannhet och ger en överlägsen finish på den slutliga delen.
Den centrala trion: Hastighet, matning och skärdjup
Att få rätt parametrar för nylon är en balansgång. Nylon har en låg smältpunkt och är en dålig värmeledare, vilket innebär att värme snabbt byggs upp vid skäreggen. Om du gör fel får du en smält röra i stället för en precisionsdetalj. Målet är att skapa ett distinkt spån och evakuera det innan det kan överföra värme tillbaka till arbetsstycket.
Skärhastighet
För nylon gäller det att tänka snabbt. Högre spindelvarvtal (RPM) innebär högre SFM (Surface Feet per Minute), vilket främjar en ren klippning. En långsam skärhastighet tenderar att trycka och riva materialet, vilket genererar överdriven friktion och värme. Vår erfarenhet på PTSMAKE är att man ofta får bättre resultat om man börjar i den högre änden av det rekommenderade intervallet för ett visst verktyg. Detta är kontraintuitivt för vissa maskinister som är vana vid att arbeta med metaller, där högre hastigheter innebär mer värme. När det gäller plastmaterial som nylon hjälper hastigheten verktyget att komma in och ut innan någon betydande värme kan överföras.
Matningshastighet och spånbelastning
Medan spindeln går snabbt måste matningshastigheten - den hastighet med vilken verktyget rör sig genom materialet - kontrolleras noggrant. Det viktigaste måttet här är chipbelastning4, eller tjockleken på det material som avlägsnas av varje skäregg. En för låg matningshastighet resulterar i en mycket tunn spånskiva, vilket gör att verktyget gnider mot materialet i stället för att skära i det. Denna gnidning är en viktig värmekälla. Omvänt kan en för hög matningshastighet ge ett för stort tryck på verktyget och detaljen, vilket leder till att verktyget böjs och att dimensionerna blir felaktiga.
Följande tabell ger en allmän utgångspunkt för ofyllda nylonkvaliteter. Kom ihåg att justera utifrån din specifika maskin, verktyg och den exakta nylonkvaliteten.
| Drift | Verktygsmaterial | Skärhastighet (SFM) | Foder per tand (IPT) |
|---|---|---|---|
| Fräsning | HSS | 400 - 800 | 0.004" - 0.012" |
| Fräsning | Hårdmetall | 800 - 1500 | 0.005" - 0.015" |
| Vändning | HSS | 600 - 1000 | 0.005" - 0.010" |
| Vändning | Hårdmetall | 1000 - 1800 | 0.007" - 0.015" |
För glasfyllda eller kolfiberfyllda nyloner bör du börja i den lägre delen av varvtalsområdet och använda hårdmetallverktyg på grund av materialets ökade abrasivitet.

Bästa praxis för verktyg och fixturer
De bästa parametrarna i världen kan inte rädda dig om din inställning är fel. Verktygsval och arbetsupphängning är lika viktiga för framgångsrik CNC-bearbetning av nylon. Dessa grundläggande element påverkar direkt den slutliga delens kvalitet och effektiviteten i hela processen.
Val av verktyg: Skärpan är inte förhandlingsbar
Slöa verktyg är den största fienden vid bearbetning av nylon. En sliten skäregg klipper inte av materialet utan plöjer igenom det, vilket genererar enorm friktion och värme.
- Verktygsmaterial: Även om höghastighetsstål (HSS) kan fungera för korta serier rekommenderar vi starkt att du använder obelagda hårdmetallverktyg. För fyllda nylonmaterial kan en slitstark beläggning som Diamond-Like Carbon (DLC) förlänga verktygens livslängd avsevärt.
- Verktygsgeometri: Leta efter verktyg med en hög positiv spånvinkel och en stor avlastningsvinkel. Denna geometri skapar en skarpare skäregg som skär rent genom nylonet, vilket minskar skärkrafterna och värmeutvecklingen.
- Flöjt Räkna: För fräsning är färre bättre. En 2-flöjlad eller till och med en enflöjlad pinnfräs ger maximalt utrymme för spånevakuering. Tilltäppta spånor är en snabb väg till ett smält arbetsstycke och ett trasigt verktyg.
Fixturering: Fast men skonsam
Nylon är ett flexibelt material. Om du spänner fast det för hårt i ett vanligt skruvstäd kommer det att deformeras. Du kan bearbeta en perfekt dimensionerad del medan den är fastspänd, men när du släpper trycket kommer delen att fjädra tillbaka och dina dimensioner blir felaktiga.
- Fördela tryck: Använd mjuka käftar eller specialtillverkade fixturer som anpassar sig efter detaljens form. På så sätt fördelas klämkraften över en större yta och deformation förhindras.
- Använd stopp: För att motverka skärkrafter som kan trycka på materialet, använd alltid ett stabilt arbetsstopp.
- Vridmomentkontroll: Dra inte åt dina klämmor för hårt. Använd en momentnyckel för att applicera ett jämnt, minimalt tryck som är precis tillräckligt för att hålla delen säkert.
I tabellen nedan beskrivs hur dessa val påverkar det slutliga resultatet.
| Faktor | Optimerat tillvägagångssätt | Dåligt tillvägagångssätt | Konsekvens av dåligt tillvägagångssätt |
|---|---|---|---|
| Verktygets skärpa | Nytt eller nyslipat hårdmetallverktyg | Slitet eller felaktigt geometriverktyg | Smältning, dålig finish, dimensionsfel |
| Flöjträkning | 2-flänsig för bra spånevakuering | 4-flöjt eller mer | Tilltäppta spånor, värmeutveckling, verktygsbrott |
| Hållare för arbetsstycken | Mjuka käkar, fördelat tryck | Viskbackar, för stor kraft | Deformering av delar, avvikande dimensioner |
| Kylvätska | Översvämning av kylvätska eller tryckluft | Ingen eller oljebaserad kylvätska | Värmeutveckling, spånsvetsning, svällning av material |
Genom att tillämpa dessa bästa metoder säkerställer vi att de delar vi levererar på PTSMAKE, från den första prototypen till den tiotusende produktionsdelen, uppfyller de exakta specifikationer som våra kunder är beroende av.

För att optimera nylonbearbetningen måste man balansera höga skärhastigheter med korrekta matningshastigheter och vassa verktyg. Säker, icke-deformerande fixturering och effektiv spånevakuering är också avgörande. Att behärska dessa element säkerställer dimensionell noggrannhet, utmärkt finish och övergripande kostnadseffektivitet från prototyp till fullskalig produktion.
Hantering av toleranser och dimensionsstabilitet i nylondetaljer?
Har du någonsin bearbetat en nylondel enligt perfekta specifikationer, bara för att några dagar senare upptäcka att den är utanför toleranserna? Det är en vanlig frustration när ett materials naturliga egenskaper utmanar ditt precisionsarbete.
För att uppnå stabila nylondetaljer måste man hantera nylonets två största utmaningar: värme och fukt. Det innebär att man måste kontrollera bearbetningsmiljön, använda effektiva kylvätskor och tillämpa konditioneringstekniker efter bearbetningen, t.ex. glödgning eller fuktkonditionering, för att normalisera materialet före slutkontroll och användning.
Nylons tendens att förskjutas dimensionellt kan vara ett stort problem i alla CNC-bearbetningsprojekt med precision. Denna instabilitet härrör från två grundläggande materialegenskaper: dess höga värmeutvidgningskoefficient (CTE) och dess förmåga att absorbera fukt från den omgivande luften. Att förstå dessa faktorer är det första steget mot att bemästra nylonbearbetning. På PTSMAKE har vi lärt oss att behandla nylon inte bara som en plast, utan som ett dynamiskt material som reagerar aktivt på sin omgivning.
Utmaningen med fuktabsorption
Nylon är hygroskopisk5vilket innebär att det naturligt drar till sig och håller kvar vattenmolekyler från atmosfären. När en nylondel absorberar fukt sväller den. Dimensionsförändringen kan vara betydande - ibland upp till 2% eller mer, beroende på den specifika nylonkvaliteten och den omgivande luftfuktigheten. Absorptionen ändrar inte bara storleken, utan även de mekaniska egenskaperna, vilket ofta gör materialet mindre sprött och mer slagtåligt, men även minskar draghållfastheten och styvheten. En detalj som har bearbetats med snäva toleranser i en torr miljö kan lätt falla utanför specifikationerna när den flyttas till en fuktigare plats. Detta är en kritisk faktor för detaljer som är avsedda att användas i olika klimat eller under olika förhållanden.
Kampen mot värmeutvidgning
Som de flesta material expanderar nylon när det värms upp och drar ihop sig när det kyls ned. Dess CTE är dock betydligt högre än metallernas. Den värme som genereras under själva CNC-bearbetningsprocessen - från skärverktygets friktion - kan få delen att expandera. Om du mäter delen medan den fortfarande är varm får du en falsk avläsning. När den har svalnat till rumstemperatur krymper den och du kanske upptäcker att den är underdimensionerad. Enligt vår erfarenhet kan till och med några graders temperaturförändring i verkstaden påverka slutdimensionerna för en nylonkomponent med hög precision. Därför är konsekvent temperaturkontroll under och efter bearbetningen inte en lyx, utan en nödvändighet.
| Nylon Typ | Typisk fuktabsorption (vid mättnad) | Koefficient för termisk expansion (CTE) | Viktiga överväganden vid maskinbearbetning |
|---|---|---|---|
| Nylon 6 | ~9.5% | ~8,1 x 10-⁵ /°C | Benägen för betydande svullnad; kräver konditionering. |
| Nylon 6/6 | ~8.5% | ~7,2 x 10-⁵ /°C | Något stabilare än Nylon 6, men kräver ändå skötsel. |
| Gjuten nylon | ~6.5% | ~9,0 x 10-⁵ /°C | Lägre inre spänning, men har högre CTE. |
| MDS-fylld nylon | ~7.0% | ~6,3 x 10-⁵ /°C | Förbättrad stabilitet, men mer nötande för skärverktyg. |

Att känna till utmaningarna är en sak, men att implementera effektiva strategier är det som ger konsekventa detaljer som uppfyller specifikationerna. För att övervinna nylonets inneboende instabilitet krävs ett disciplinerat tillvägagångssätt som omfattar hela tillverkningsprocessen, från materialhantering till slutkontroll. Du kan inte bekämpa materialets natur, men du kan verkligen arbeta med det. Nyckeln är att skapa jämvikt i detaljen innan den någonsin lämnar verkstaden.
Förbearbetning: Förutsättningar för framgång
Resan mot dimensionsstabilitet börjar redan innan det första snittet görs.
Acklimatisering av material
Före maskinbearbetning bör det råa nylonmaterialet få acklimatisera sig till miljön i din verkstad. Vi rekommenderar att materialet förvaras i samma klimatkontrollerade utrymme där det ska bearbetas i minst 24 timmar. Detta gör att materialet kan nå ett tillstånd av termisk och fuktmässig jämvikt med sin omgivning, vilket ger en mer stabil och förutsägbar startpunkt.
Strategiskt materialval
Alla nylontyper är inte lika bra. Om snäva toleranser är ett primärt problem bör du överväga att använda en fylld nylonkvalitet. Glasfyllda nyloner har t.ex. en betydligt lägre CTE och minskad fuktabsorption jämfört med ofyllda kvaliteter. Även om de kan vara mer slipande på skärverktyg är avvägningen ofta värt det för den förbättrade dimensionella stabiliteten.
Under maskinbearbetning: Kontroller i processen
Att behålla kontrollen under kapningsprocessen är avgörande.
Effektiv användning av kylvätska
Värme är toleransens fiende. Att använda en flytande kylvätska är ett av de bästa sätten att avleda värme som genereras vid skärgränssnittet. Detta minimerar den termiska expansionen under bearbetningen och säkerställer att de mått som skärs är så nära de slutliga, kylda måtten som möjligt. Luftblåsning kan också vara effektivt för att rensa bort spånor och ge viss kylning utan att tillföra fukt.
Konditionering efter maskinbearbetning: Nyckeln till stabilitet
Vad du gör efter att detaljen har tagits ut ur maskinen är ofta det mest kritiska steget.
Spänningsavlastning (glödgning)
Maskinbearbetning inducerar spänningar i materialet. Glödgning är en process där detaljen värms upp till en temperatur under smältpunkten och sedan långsamt kyls ned. Denna process avlastar de inre spänningarna, som annars kan orsaka skevhet eller dimensionsförändringar över tid.
Fuktkonditionering
För att förhindra framtida svullnad på grund av fuktabsorption kan detaljerna konditioneras. Detta innebär att man avsiktligt utsätter den bearbetade detaljen för en kontrollerad fuktmiljö för att stabilisera den. Genom att låta detaljen absorbera en nominell mängd fukt jämnt kommer dess dimensioner att förbli konsekventa när den tas i bruk i en typisk atmosfärisk miljö. Detta steg är avgörande för att uppnå långsiktig tillförlitlighet.

Nylons dimensionsstabilitet hänger på att hantera dess absorption av fukt och dess reaktion på värme. Genom att kontrollera miljön, acklimatisera material, använda korrekta bearbetningstekniker och tillämpa efterbearbetningskonditionering som glödgning kan du uppnå de snäva toleranser som dina mönster kräver för alla CNC-bearbetningsprojekt i nylon.
Hur påverkar ytfinishen dina nylondelars prestanda och utseende?
Har du någonsin undrat varför en till synes perfekt nylondel inte fungerade som den skulle? Den skyldige kan gömma sig i öppen dager: dess ytfinish. Det handlar om mer än bara utseende.
Ytfinishen på en CNC-bearbetad nylondel är kritisk. Den har en direkt inverkan på friktion, slitstyrka och till och med kemisk exponering. En korrekt ytfinish förbättrar också det estetiska tilltalet, vilket är avgörande för konsumentinriktade produkter och påverkar användaruppfattningen och varumärkesvärdet.

Den ytbehandling du väljer för en nylondetalj är ett beslut som sträcker sig långt bortom det estetiska. Det har en direkt och mätbar inverkan på komponentens funktionella prestanda. Enligt min erfarenhet leder förbiseende av denna detalj ofta till förtida fel eller undermålig drift, särskilt i dynamiska applikationer.
Funktionella konsekvenser av ytfinish
De mikroskopiska topparna och dalarna på en detaljs yta avgör hur den samverkar med sin omgivning och andra komponenter. En grövre yta, direkt från maskinen, kan vara acceptabel för ett statiskt invändigt fäste, men det är en omöjlighet för en rörlig del.
Friktions- och slitstyrka
En slätare yta har i allmänhet en lägre friktionskoefficient6, vilket är avgörande för delar som kugghjul, bussningar och glidande komponenter. I en mekanism med höga cykler kommer en grov nylonyta att generera mer värme och slitas mycket snabbare, vilket gör att partiklar lossnar och kan förorena hela enheten. Vi har sett detta i robotikprojekt där en enkel ångpolering av en nylonväxel dramatiskt förlängde dess livslängd.
Tätning och fluiddynamik
För delar som kräver tätning, t.ex. ventilhus eller fluidiska grenrör, är ytfinishen helt avgörande. En skrovlig yta utgör en potentiell läckageväg för vätskor eller gaser under tryck. Att uppnå ett specifikt värde för ytjämnhet (Ra) är ofta ett viktigt krav på konstruktionsritningen för att säkerställa en perfekt passning med en O-ring eller packning.
Tabellen nedan ger en förenklad översikt över hur olika ytbehandlingar påverkar viktiga prestandamått för CNC-bearbetade delar i nylon.
| Efterbehandlingsmetod | Typisk ytjämnhet (Ra) | Påverkan på slitage | Förseglingsförmåga |
|---|---|---|---|
| Som maskinbearbetad | 1,6 - 6,3 µm | Standard | Dålig till medelmåttig |
| Pärlblästring | 2,5 - 5,0 µm (matt) | Förbättrad | Dålig |
| Polering av ånga | 0,4 - 1,6 µm | Utmärkt | Bra till utmärkt |
| Mekanisk polering | < 0,4 µm | Utmärkt | Utmärkt |
Som du kan se kan en övergång från bearbetad till polerad yta minska ytjämnheten mer än tiofalt, vilket är en avgörande faktor för prestandan.
Utöver de tekniska specifikationerna kan utseendet och känslan hos en komponent vara lika viktig, särskilt när den hamnar i händerna på en konsument. Den upplevda kvaliteten på en produkt påverkas i hög grad av dess taktila och visuella egenskaper. En premiumfinish signalerar en premiumprodukt.
Estetiska och applikationsspecifika överväganden
Den slutliga tillämpningen av din nylondel är den ultimata guiden för att välja rätt finish. Du måste balansera prestandakrav med estetiska mål och, naturligtvis, budgeten.
Konsumentprodukter vs. Industriella maskiner
I en värld av konsumentelektronik eller avancerade sportartiklar kan en felfri, blank yta vara en viktig del av varumärkets identitet. För dessa tillämpningar är efterbearbetningssteg som polering och målning inte valfria, de är nödvändiga. Den extra kostnaden motiveras av högre upplevt värde och kundnöjdhet.
För en invändig komponent i en industriell utrustning är däremot estetiken underordnad funktion och hållbarhet. En maskinbearbetad eller pärlblästrad yta är ofta fullt tillräcklig och mer kostnadseffektiv. Att lägga extra pengar på en kosmetisk finish här skulle vara slöseri med resurser.
Industrispecifika val av ytbehandling
Olika branscher har olika standarder och förväntningar. Det som fungerar för en bilprototyp kanske inte är lämpligt för en medicinteknisk produkt. Baserat på projekt som vi har hanterat på PTSMAKE, här är en titt på vanliga efterbehandlingsval per bransch.
| Industri | Vanlig del av nylon | Typiskt val av ytbehandling | Motivering |
|---|---|---|---|
| Medicinsk | Kirurgiska guider, handtag | Polering av ånga, målning | Slät, lättsteriliserad och icke-porös yta. |
| Fordon | Komponenter i motorrummet, clips | Som bearbetad, pärlblästring | Funktion framför form, kostnadseffektivitet. |
| Robotteknik | Kugghjul, gripfingrar | Polering av ånga | Låg friktion, hög slitstyrka. |
| Konsumentelektronik | Höljen, knappar | Målning, mekanisk polering | Premiumutseende och -känsla, konsekvent varumärke. |
I slutändan är det bästa tillvägagångssättet att ta hänsyn till detaljens hela livscykel. Var kommer den att användas? Vem kommer att interagera med den? Vilken miljö kommer den att användas i? Genom att besvara dessa frågor tidigt i designfasen säkerställer du att den valda ytbehandlingen för ditt cnc-bearbetningsprojekt för nylon levererar på alla fronter: prestanda, utseende och kostnad.

Ytfinishen på din CNC-del i nylon är inte en eftertanke. Den påverkar direkt kritiska prestandaegenskaper som friktion, slitage och tätning, samtidigt som den också definierar dess estetiska tilltal och upplevda värde. Att välja rätt finish är en balans mellan funktion, utseende och kostnad.
Kvalitetssäkring: Inspektion och provning för bearbetade delar i nylon?
Har du någonsin fått ett parti nylondelar som såg perfekta ut men som inte höll måttet under verklig belastning? Eller upptäckt att kritiska dimensioner bara var något felaktiga, vilket orsakade frustrerande monteringsförseningar och bakslag i projektet?
För att säkerställa kvaliteten på nylonbearbetade detaljer krävs ett flerskiktat tillvägagångssätt som kombinerar noggrann dimensionskontroll med avancerade verktyg, grundlig materialcertifiering för att bekräfta kvalitet och egenskaper samt rigorösa funktionstester som simulerar påfrestningar i verkliga applikationer för att garantera prestanda och tillförlitlighet.

Hörnstenarna i inspektionen av nylondelar
Kvalitetssäkring är inte bara ett sista steg, det är en kontinuerlig process som vävs in i varje steg av produktionen. För ett material som nylon, som kan vara känsligt för fukt och temperatur, är en robust inspektionsplan inte förhandlingsbar. Det är det enda sättet att garantera att den del du har designat är den del du får. På PTSMAKE bygger vi vår kvalitetsprocess på två grundläggande pelare: verifiering av detaljens fysiska form och bekräftelse av dess materialintegritet.
Verifiering av varje dimension
Den första kontrollen är alltid måttnoggrannheten. Stämmer detaljen överens med CAD-modellen och de tekniska ritningarna? Detta går längre än en enkel visuell kontroll.
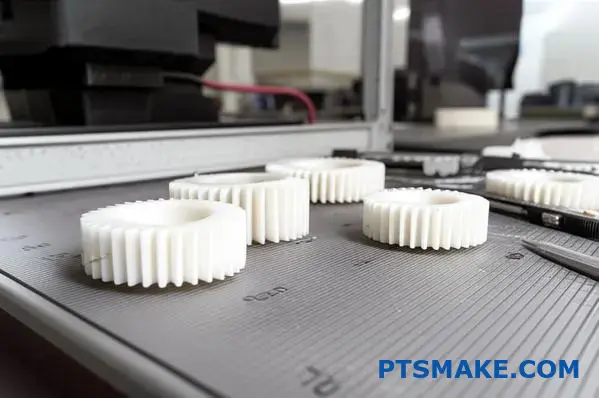
Standardverktyg för metrologi: För de flesta funktioner börjar vi med det viktigaste. Kalibrerade digitala skjutmått, mikrometrar och höjdmätare är vår första försvarslinje. De ger snabba och tillförlitliga mätningar av diametrar, längder och steghöjder, vilket gör dem perfekta för processkontroller direkt vid maskinen.
Avancerade koordinatmätmaskiner (CMM): När vi har att göra med komplexa geometrier, snäva toleranser eller kritiska detaljer som är svåra att komma åt förlitar vi oss på våra koordinatmätmaskiner. Dessa maskiner använder en högprecisionssond för att vidröra olika punkter på detaljen och skapa en 3D-karta över dess yta. Dessa data jämförs sedan direkt med den ursprungliga CAD-filen, vilket gör att vi kan verifiera komplexa profiler, hålpositioner och GD&T-angivelser (Geometric Dimensioning and Tolerancing) med otrolig noggrannhet. Denna nivå av Metrologi7 är avgörande för högpresterande
cnc-bearbetning av nylonapplikationer.Beröringsfri optisk skanning: För ömtåliga detaljer som kan deformeras av en CMM-prob eller för detaljer med mycket komplicerade ytor är beröringsfria metoder idealiska. 3D-laserskannrar och optiska komparatorer fångar upp miljontals datapunkter utan att vidröra komponenten, vilket ger en komplett ytanalys som säkerställer att varje kurva och kontur är perfekt.
En jämförelse av dessa metoder är användbar:
| Inspektionsmetod | Primär användning | Noggrannhetsnivå | Hastighet |
|---|---|---|---|
| Kaliper/mikrometer | Grundläggande mått (längd, diameter) | Bra | Mycket snabb |
| CMM | Komplexa geometrier, GD&T | Högsta | Måttlig |
| 3D-laserskanner | Intrikata ytor, omvänd ingenjörskonst | Hög | Snabb |
Bekräftelse av materialintegritet
Att använda fel nylonkvalitet kan leda till för tidiga fel. Det är därför som materialcertifiering är lika viktigt som dimensionsverifiering. Vi ser till att varje råmaterialblock eller stång levereras med ett Certificate of Conformance (CoC) från leverantören. Detta dokument intygar materialtypen (t.ex. nylon 6/6, glasfylld nylon), dess specifikationer och dess partinummer. Detta skapar en obruten spårbarhetskedja så att vi vet exakt varifrån materialet i din färdiga detalj kommer.

Bortom ritningen: Funktions- och prestandatestning
En detalj som uppfyller alla mått- och materialspecifikationer är bra, men den avgörande frågan är: kommer den att utföra sitt jobb på ett korrekt och tillförlitligt sätt? Det är här funktionstestningen kommer in i bilden, där man går från statiska mätningar till att simulera de dynamiska förhållanden som detaljen kommer att utsättas för i sin slutliga applikation. Detta steg är avgörande för att minska riskerna med nya konstruktioner och säkerställa långsiktig hållbarhet.
Simulering av förhållanden i verkliga världen
Vi skräddarsyr våra funktionstester efter de specifika kraven för komponenten och dess avsedda miljö. Detta är en samarbetsprocess som vi ofta genomför tillsammans med våra kunder för att definiera de mest kritiska prestandakriterierna.
Passforms- och monteringstest: Ett av de vanligaste och mest praktiska testerna är provmonteringen. Om en maskinbearbetad nylonväxel ska samverka med ett metallkugghjul monterar vi ihop dem för att kontrollera att de griper in korrekt, att det finns glapp och att de fungerar smidigt. För kapslingar eller höljen testar vi passformen för passande komponenter, tätningar och fästelement för att säkerställa att allt är perfekt inriktat utan störningar eller alltför stora luckor.
Belastnings- och stresstestning: För strukturella komponenter som konsoler, fästen eller länkar måste vi veta hur de beter sig under belastning. I vårt interna testlabb kan vi designa och bygga anpassade fixturer för att applicera specifika drag-, tryck- eller vridkrafter. Vi övervakar sedan detaljen med avseende på nedböjning, krypning eller tecken på brott, för att säkerställa att den har den styrka och styvhet som krävs för att hantera de påfrestningar den utsätts för. Dessa data är ovärderliga för att validera tekniska simuleringar.
Miljöanpassning: Nylons mekaniska egenskaper kan påverkas av miljön, särskilt temperatur och luftfuktighet. För delar som används i motorrum i bilar eller i utrustning för utomhusbruk kan vi utföra miljötester. Detta kan innebära att delen utsätts för cykler med hög värme eller kontrollerad luftfuktighet och sedan testar sina mekaniska egenskaper igen för att säkerställa att den förblir stabil och funktionell.
Denna tabell visar syftet med varje typ av test:
| Typ av test | Syfte | Gemensam ansökan |
|---|---|---|
| Passform och montering | Verifiera spel, inriktning och smidig interaktion | Passande kugghjul, elektroniska kapslingar, snäppfästen |
| Belastning och stress | Bekräfta styrka, styvhet och hållbarhet | Strukturella fästen, bärande bussningar, hävarmar |
| Miljö | Utvärdera prestanda under icke-ideala förhållanden | Fordonskomponenter, medicintekniska produkter, utomhusprodukter |
Genom att kombinera kontroller av måttnoggrannhet med robusta funktionstester ger vi en komplett bild av kvalitetssäkringen. Detta säkerställer att de delar vi levererar inte bara matchar ritningen utan också fungerar felfritt i verkligheten.

Effektiv kvalitetssäkring av nylondetaljer kräver en holistisk strategi. Det börjar med exakt dimensionell verifiering och strikt materialcertifiering, och fortsätter sedan med funktions- och prestandatester som simulerar verkliga påfrestningar. Detta omfattande tillvägagångssätt garanterar att varje komponent uppfyller designspecifikationerna och fungerar tillförlitligt i sin applikation.
Val av leverantör: Vad köpare bör fråga innan de beställer?
Har du någonsin drabbats av projektförseningar på grund av att dina nylondelar anlände utanför specifikationerna? Frustrationen över att välja en leverantör som inte kunde hålla vad den lovade är en kostsam och tidskrävande upplevelse.
Innan du beställer måste du fråga om deras specifika erfarenhet av CNC-bearbetning av nylon, deras dokumenterade kvalitetskontrollprocesser, deras kommunikationsmetoder och hur de garanterar ledtider. Dessa frågor är väsentliga för att granska en pålitlig långsiktig partner.

Mätning av teknisk expertis och materialspecifik kunskap
Att välja en leverantör för CNC-bearbetning av nylon handlar inte bara om att hitta någon med en CNC-maskin. Det handlar om att hitta en partner som förstår de unika utmaningarna med detta material. En vanlig maskinoperatör kanske behandlar nylon som vilken plast som helst, vilket leder till dålig ytfinish, inre spänningar och delar som går sönder i fält. För att undvika detta måste du gräva djupare i deras tekniska kapacitet.
Specifik erfarenhet av nylonkvaliteter
Acceptera inte ett enkelt "ja" när du frågar om de bearbetar nylon. En verkligt erfaren leverantör kommer att kunna diskutera nyanserna mellan olika kvaliteter. Fråga dem direkt: "Vad har du för erfarenhet av att bearbeta Nylon 6 jämfört med glasfylld Nylon 66?" En skicklig verkstad, som vi på PTSMAKE, vet att glasfyllda varianter är mycket slipande och kräver specialverktyg (som hårdmetall- eller diamantbelagda fräsar) för att bibehålla toleranser och förhindra snabbt verktygsslitage. De bör också kunna förklara hur de kontrollerar för nylons tendens att absorbera fukt, vilket kan äventyra dimensionell stabilitet8 av den slutliga delen. Detta innebär ofta klimatkontrollerad förvaring och snabba bearbetningscykler efter att materialet har öppnats.
Förmåga att hantera komplexa geometrier
Din konstruktions komplexitet kommer snabbt att avslöja en leverantörs begränsningar. Ge dem din mest komplexa detaljkonstruktion och fråga dem hur de skulle hantera den.
- Vilka maskiner kommer de att använda (3-axliga, 4-axliga, 5-axliga)?
- Hur ska de säkra arbetsstycket för att förhindra vibrationer och böjning?
- Vilken är deras strategi för att uppnå de specificerade snävaste toleranserna och ytfinishen?
Deras svar ger dig en tydlig bild av deras problemlösningsförmåga och utrustningskapacitet.
Ett bra sätt att granska leverantörer är att jämföra deras svar på materialspecifika utmaningar. Här är en snabbguide:
| Fråga Kategori | För en allmän maskinoperatör | För en CNC-bearbetningsspecialist för nylon |
|---|---|---|
| Materialhantering | "Bearbetar du plast?" | "Hur hanterar man fuktabsorption i nylonmaterial före och under bearbetning?" |
| Verktygsstrategi | "Vilka verktyg använder du för plast?" | "Vilka specifika skärgeometrier och beläggningar använder du för glasfylld nylon för att förhindra nötning och värmeuppbyggnad?" |
| Verifiering av kvalitet | "Kan du mäta delarna?" | "Hur verifierar man toleranser på detaljer som kan böjas under bearbetningen?" |
Genom att ställa dessa riktade frågor kan du filtrera bort generalisterna och identifiera en riktig specialist.

Utvärdering av driftsäkerhet och kommunikation
En leverantörs tekniska skicklighet är värdelös om deras operativa processer är kaotiska. Missade deadlines, ojämn kvalitet och dålig kommunikation kan få hela ditt produktionsschema att spåra ur. Att granska en leverantörs driftsäkerhet är lika viktigt som att bedöma deras maskinbearbetningskapacitet. Det handlar om att hitta en partner som kan integreras sömlöst i din leveranskedja och ge dig sinnesfrid.
Ledtidsgarantier och kapacitet
En vag ledtid är en stor varningsflagga. Istället för att fråga "Vad är er ledtid?", fråga "Hur garanterar ni er ledtid?" En pålitlig leverantör bör kunna leda dig genom sin produktionsplaneringsprocess. På PTSMAKE tillhandahåller vi en detaljerad tidslinje och har system på plats för att flagga för potentiella förseningar innan de blir kritiska problem. Fråga också om deras nuvarande kapacitet. En verkstad som har överkapacitet är mer benägen att skynda på jobb, vilket leder till kvalitetsproblem, eller lägga ut ditt arbete på underleverantörer utan att du vet om det. Du vill ha en partner som har den bandbredd som krävs för att ge ditt projekt den uppmärksamhet det förtjänar.
Kvalitetskontroll och inspektionsprocesser
Utgå aldrig från kvalitet. Be om bevis.
- Har de en ISO 9001-certifiering eller ett liknande kvalitetsledningssystem?
- Kan de tillhandahålla ett exempel på en inspektionsrapport?
- Vilken specifik utrustning använder de för inspektion (t.ex. CMM, profilometer, skjutmått)?
Ett kvalitetsengagemang ska vara tydligt i deras dokumentation och processer. Insistera på att få en FAI-rapport (First Article Inspection) med din första order. Detta säkerställer att delarna uppfyller alla specifikationer innan du går in i full produktion, vilket förhindrar kostsamma misstag längre fram. Vi anser att dessa kvalitetskontroller i ett tidigt skede skapar förtroende och säkerställer att projektet blir framgångsrikt.
Kommunikation och öppenhet
Hur en leverantör kommunicerar under offertprocessen är ofta en indikation på hur de kommer att kommunicera under produktionen. Är de lyhörda? Ger de tydliga och koncisa svar? Vem kommer att vara din dedikerade kontaktpunkt? Tydlig och proaktiv kommunikation är grunden för ett bra partnerskap. Du behöver en leverantör som uppmärksammar dig på potentiella problem och arbetar tillsammans med dig för att hitta lösningar, inte en som blir tyst när problem uppstår.
| Förfrågan | Svar på röd flagg | Svar på grön flagg |
|---|---|---|
| "Vad är er ledtid?" | "Cirka 3-4 veckor." | "Vår normala ledtid är 18 arbetsdagar. Vi kommer att tillhandahålla ett detaljerat GANTT-diagram och veckovisa uppdateringar. Har du en bestämd deadline som vi måste hålla?" |
| "Kan du hålla den här toleransen?" | "Ja, det borde gå bra." | "Ja, den toleransen är möjlig att uppnå med vår 5-axliga CNC. Vi verifierar den med vår CMM och skickar med inspektionsrapporten med din leverans." |
| "Tänk om det blir problem?" | "Vi hör av oss." | "Du kommer att ha en dedikerad projektledare. Alla problem flaggas inom några timmar, och vi kontaktar dig omedelbart med en analys av grundorsaken och ett förslag till lösning." |

Att välja rätt leverantör innebär att ställa detaljerade frågor. Gå bortom ytliga förfrågningar för att bedöma deras specifika erfarenhet av CNC-bearbetning av nylon, deras kvalitetskontrollsystem och deras kommunikationsprotokoll. Denna due diligence förhindrar kostsamma förseningar och säkerställer att du får högkvalitativa delar i tid.
Förstå hur fuktabsorption kan påverka ditt materialval och dina komponenters prestanda. ↩
Lär dig hur fuktabsorption påverkar nylons dimensionsstabilitet och mekaniska prestanda. ↩
Förstå hur molekylrörelser påverkar materialegenskaper och bearbetningsresultat för bättre detaljkonstruktion. ↩
Förstå hur viktigt det är att beräkna spånbelastningen för att förhindra verktygsbrott och uppnå optimal materialavverkning. ↩
Upptäck hur denna materialegenskap påverkar dina designval och bearbetningsstrategier. ↩
Lär dig hur denna grundläggande egenskap påverkar livslängden och effektiviteten hos dina rörliga delar. ↩
Upptäck vetenskapen bakom mätning och hur den säkerställer precision och noggrannhet i tillverkningen av din detalj. ↩
Lär dig hur materialegenskaper som dessa påverkar precisionen och prestandan hos dina slutbearbetade detaljer. ↩






