

Att uppnå perfekt optisk klarhet och precisionstoleranser vid CNC-bearbetning av akryl verkar enkelt tills det uppstår spänningssprickor, ytor blir molniga eller dimensionsnoggrannheten brister. Dessa fel kostar tid, slösar material och försenar kritiska projekttidslinjer när du behöver tillförlitliga resultat som mest.
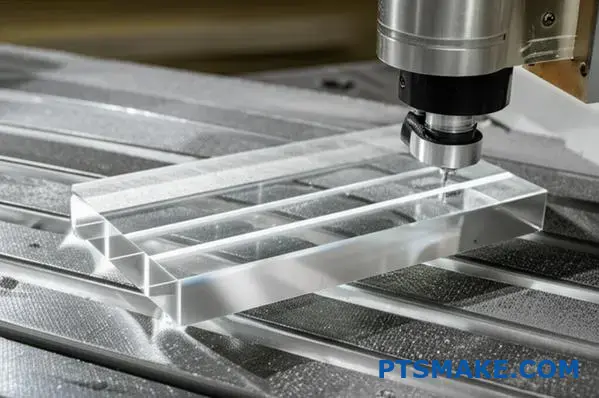
CNC-bearbetning av akryl kombinerar datorstyrda skärverktyg med transparent termoplast för att skapa exakta optiska komponenter, displaypaneler och funktionella prototyper. För att lyckas krävs rätt verktyg, kylstrategier och efterbearbetningstekniker för att bibehålla klarheten och samtidigt uppnå snäva toleranser.

Att arbeta med akryl kräver specifik kunskap som generiska bearbetningsguider missar. Materialets unika egenskaper - från sprödhet till värmekänslighet - skapar utmaningar som kräver målinriktade lösningar. Den här guiden täcker allt från branschtillämpningar till kvalitetskontroll, vilket ger dig den praktiska kunskap som krävs för att undvika vanliga fallgropar och leverera konsekvent utmärkta resultat inom fordonstillämpningar, medicinska och optiska tillämpningar.
Branschspecifika användningsområden för CNC-bearbetning av akryl.
Kämpar du med att hitta ett material som fungerar för robusta bildelar och känsliga medicintekniska produkter? Denna utmaning leder ofta till kompromisser när det gäller design, hållbarhet eller till och med projektbudget.
CNC-bearbetning av akryl är lösningen, som erbjuder oöverträffad precision och mångsidighet inom branscher som fordonsindustri, medicin och detaljhandel. Det gör det möjligt att skapa allt från hållbara, transparenta strålkastare för bilar och medicinska komponenter med hög precision till iögonfallande butiksdisplayer, som uppfyller olika och stränga branschspecifika krav.

Akryl, ofta känt under handelsnamn som Plexiglas eller Lucite, är mer än bara en klar plast. När den formas av CNC-maskiner (Computer Numerical Control) exploderar dess potential i olika krävande branscher. Processen gör det möjligt för oss att skära, borra och polera detta material till otroligt snäva toleranser, vilket gör det till ett utmärkt val för applikationer där både form och funktion är avgörande. Låt oss titta på ett par viktiga sektorer där vi ser dess inverkan dagligen.
Fordon: Klarhet och slagtålighet
I fordonsvärlden går säkerhet och estetik hand i hand. CNC-bearbetning av akryl är avgörande för prototyper och tillverkning av delar som strålkastarlinser, bakljusskydd och invändiga ljusrör. Materialets överlägsna optiska klarhet säkerställer maximal ljusöverföring, vilket är ett viktigt säkerhetskrav. Men det handlar också om hållbarhet. Fordonskomponenter måste tåla konstant exponering för UV-strålning, skräp från vägen och temperaturväxlingar. CNC-bearbetning gör det möjligt att skapa komplexa linsgeometrier som exakt styr ljusstrålarna, en bedrift som är svår att uppnå med andra metoder vid lågvolymsproduktion eller prototyptillverkning. I tidigare projekt på PTSMAKE har vi bearbetat akrylprototyper för instrumentkluster som krävde både perfekt transparens och exakta utskärningar för mätare och varningslampor. Bearbetbarheten hos Poly(metylmetakrylat)1 gör den till en idealisk kandidat för sådana skräddarsydda tillämpningar med höga insatser.
Medicinska produkter: Precision och biokompatibilitet
Den medicinska industrins krav på precision är inte förhandlingsbara. Här används CNC-bearbetning av akryl för att skapa komponenter för diagnostisk utrustning, lab-on-a-chip-enheter och höljen för känslig elektronik. Vissa akrylkvaliteter är biokompatibla och kan steriliseras, vilket gör dem lämpliga för verktyg och enheter som kommer i kontakt med patienter. Vi bearbetar mikrofluidiska kanaler i akrylblock med toleranser som mäts i mikrometer, vilket möjliggör exakt kontroll över vätskeprover för analys. Materialets kemiska beständighet är en annan viktig egenskap, som säkerställer att det inte bryts ned när det utsätts för rengöringsmedel eller reagenser.
| Funktion | Fordonsindustrin | Medicinsk industri |
|---|---|---|
| Viktiga krav | UV-beständighet och slaghållfasthet | Biokompatibilitet och steriliserbarhet |
| Vanliga tillämpningar | Linser till strålkastare, interiörpaneler | Laboratorieutrustning, höljen för enheter |
| Fokus på maskinbearbetning | Optiska ytor, komplexa kurvor | Mikrokanaler, snäva toleranser |
| Ytfinish | Polering av ångor för klarhet | Optiskt klar eller matt finish |

CNC-bearbetad akryl används inte bara på vägar och i laboratorier, utan även i miljöer där visuell attraktionskraft och kundinteraktion är av största vikt. Materialets unika kombination av låg vikt, splittertålighet och optisk briljans gör det till en favorit bland designers inom detaljhandel och elektronik. Precisionen i CNC-bearbetningen förvandlar ett enkelt akrylark till en komponent som kan definiera ett varumärkes image eller skydda känslig teknik.
Detaljhandel och skyltning: Framhävande av produkter och varumärken
Om du går in i en exklusiv butik kommer du sannolikt att se resultatet av CNC-bearbetning av akryl. Det används för att skapa fantastiska POP-displayer (Point-of-Purchase), upplysta skyltar och skyddsfodral för lyxvaror. Till skillnad från glas är akryl mycket mer slagtåligt och lättare, vilket minskar fraktkostnader och brottrisker. CNC-routrar kan skära invecklade logotyper och bokstäver med skarpa, rena kanter. Akrylens förmåga att vara kantbelyst gör det dessutom möjligt att skapa skärmar som lyser och drar kundens öga direkt till produkten. Enligt vår erfarenhet av kunder kan en väl utförd, flampolerad akrylskärm avsevärt förbättra det upplevda värdet på det föremål som den håller, vilket förvandlar en enkel hylla till en premiumutställning.
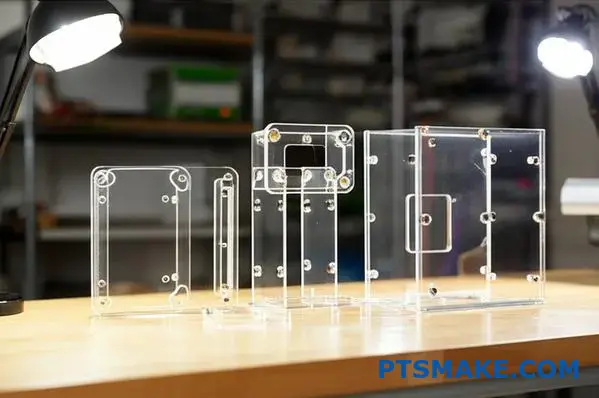
Elektronik: Funktionella höljen och paneler
Inom elektronikindustrin värdesätts akryl för både sina estetiska och funktionella egenskaper. Det fungerar som en utmärkt elektrisk isolator, vilket gör det säkert för kapslingar och frontpaneler på olika enheter. Ingenjörer använder ofta CNC-bearbetad akryl för att skapa transparenta höljen för prototyper. Detta gör att de kan observera de interna komponenterna i aktion utan att demontera enheten. Akrylens dimensionsstabilitet säkerställer att exakt bearbetade portar för kablar, knappar och ventilationsöppningar passar perfekt med den interna hårdvaran. Från anpassade datorhöljen för spelentusiaster till frontpaneler på industriella styrsystem, akryl ger en hållbar och professionell lösning.
| Aspekt | Tillämpningar för detaljhandeln | Elektroniska tillämpningar |
|---|---|---|
| Primärt mål | Visuellt tilltalande och produktpresentation | Funktionalitet & komponentskydd |
| Fokus på maskinbearbetning | Intrikata logotyper, polerade kanter | Exakta utskärningar, monteringshål |
| Vanliga ytbehandlingar | Flampolering, högglans | Matt yta, klar |
| Viktig fördel | Optisk klarhet och ljusöverföring | Elektrisk isolering och hållbarhet |
CNC-bearbetning av akryl visar sin anpassningsförmåga - från slagtåliga strålkastare för bilar till sterila, exakta komponenter i medicinska laboratorier. Vi har utforskat hur den skapar visuellt fantastiska butiksdisplayer och funktionella elektroniska höljen. Varje sektor utnyttjar CNC-bearbetningens förmåga att förvandla ett enkelt akrylark till en högpresterande del som uppfyller unika krav på klarhet, styrka och precision. Denna mångsidighet gör det till en hörnsten i modern tillverkning och ett material som vi på PTSMAKE litar på för krävande projekt.
Designöverväganden för CNC-bearbetade delar i akryl?
Har du någonsin designat en vacker akryldel, bara för att se den spricka under bearbetningen eller misslyckas oväntat? Akrylens unika egenskaper kan snabbt förvandla en fantastisk design till en misslyckad prototyp.
Framgångsrik CNC-bearbetning av akryl kräver att du balanserar din design med materialets egenskaper. Detta innebär att man noggrant måste hantera väggtjockleken, förenkla geometrierna för att undvika spänningskoncentrationer och definiera praktiska toleranser, särskilt när optisk klarhet är en prioritet.

Hantering av geometri och strukturell integritet
När man arbetar med akryl är dess sprödhet den enskilt viktigaste faktorn att ta hänsyn till under designfasen. Till skillnad från mer duktila plaster eller metaller böjer eller deformeras akryl inte mycket innan det går sönder. Detta påverkar direkt hur du bör närma dig delgeometrin.
Väggtjocklek och jämnhet
Ett vanligt misstag är att konstruera väggar som är för tunna. Tunna sektioner är inte bara ömtåliga utan också känsliga för vibrationer och skakningar under bearbetningsprocessen, vilket kan leda till mikrosprickor. Baserat på projekt som vi har hanterat på PTSMAKE rekommenderar vi en minsta väggtjocklek på 1,5 mm (0,060 tum) för de flesta applikationer. Ännu viktigare är att sträva efter enhetlig väggtjocklek i hela delen. Plötsliga förändringar från tjocka till tunna sektioner skapar inre spänningspunkter som blir de främsta platserna för fel. Om tjockleksvariationer är oundvikliga, använd gradvisa övergångar eller filéer för att underlätta förändringen.
Invändiga hörn och avlastningsanordningar
Skarpa invändiga hörn är akrylens naturliga fiende. De fungerar som spänningskoncentratorer, där mekaniska krafter byggs upp och lätt kan initiera en spricka. Detta fenomen är känt som notch-känslighet2. För att förhindra detta ska du alltid konstruera med generösa radier i innerhörnen. En bra tumregel är att göra radien minst 50% av den intilliggande väggtjockleken. Om du till exempel har en vägg på 3 mm ska du sträva efter en innerradie på minst 1,5 mm. Denna enkla förändring fördelar spänningen över ett större område, vilket drastiskt förbättrar detaljens hållbarhet.
Här är en snabbguide som vi ofta delar med oss av till våra kunder:
| Väggens tjocklek | Minsta Rekommenderad inre radie |
|---|---|
| 1,5 mm | 0,75 mm |
| 3,0 mm | 1,5 mm |
| 6,0 mm | 3,0 mm |
| 12,0 mm | 6,0 mm |
Komplexitet och maskinbearbetning
Även om CNC-bearbetning erbjuder en otrolig geometrisk frihet kan alltför komplexa konstruktioner vara problematiska för akryl. Funktioner som djupa, smala fickor eller små hål är svåra att bearbeta utan att orsaka överdriven värmeutveckling. Värme är ett stort problem eftersom det kan få akrylen att smälta, täppa till skärverktyget och ge en dålig ytfinish. För att optimera bearbetbarheten bör du försöka hålla fickornas djup till högst 3-4 gånger verktygets diameter och se till att hålen är tillräckligt stora för effektiv spånevakuering.
Toleranser och optiska egenskaper
Utöver den strukturella styrkan väljer många ingenjörer akryl för dess exceptionella optiska klarhet. För att uppnå och bibehålla denna klarhet genom CNC-bearbetning krävs dock specifika designöverväganden relaterade till toleranser och ytbehandling. Den precisionsnivå du anger har en direkt inverkan på både tillverkningsprocessen och den slutliga kostnaden.
Definiera realistiska toleranser
Akryl har en relativt hög värmeutvidgningskoefficient. Detta innebär att dess dimensioner kan förändras märkbart med temperaturfluktuationer. När du konstruerar delar som måste passa ihop eller gränssnitt med andra komponenter måste du ta hänsyn till detta. Ange toleranser som är möjliga att uppnå och nödvändiga, snarare än att välja alltför snäva toleranser som standard. För allmänna mekaniska delar är en tolerans på +/- 0,1 mm (+/- 0,004 tum) en rimlig utgångspunkt. Om snävare toleranser är nödvändiga, diskutera detaljens driftsmiljö med din tillverkningspartner så att de kan justera sin bearbetningsstrategi i enlighet med detta. På PTSMAKE ger vi ofta råd till kunder om att utforma glidpassningar eller passningar med spelrum för akrylenheter för att tillgodose denna expansion.
Utformning för optisk klarhet
En rå bearbetad akrylyta kommer att se grumlig eller matt ut, inte transparent. För att uppnå den kristallklara, glasliknande finishen krävs efterbearbetning, och din design kan göra detta steg enklare eller svårare.
- Ytfinish Callouts: Ange önskad ytfinhet (Ra) på dina ritningar. Detta talar om för maskinisten vilka verktygs- och skärparametrar som ska användas. En jämnare yta "som den är bearbetad" kräver mindre polering.
- Tillgänglighet för polering: Se till att de ytor som måste vara optiskt klara är åtkomliga för poleringstekniker som flam- eller ångpolering. Djupa, slutna hålrum eller invecklade interna funktioner är nästan omöjliga att polera effektivt.
- Minimera verktygsmärken: Verktygsbanornas riktning kommer att lämna svaga linjer på ytan. Om ljusgenomsläppets riktning är kritisk (t.ex. för ett ljusrör eller en lins) kan du ange riktningen för den slutliga bearbetningen så att den ligger i linje med detaljens icke-kritiska axel.
Denna tabell illustrerar hur efterbehandlingskraven påverkar processen:
| Önskad finish | Bearbetad Ra (typisk) | Efterbearbetning krävs | Bäst för |
|---|---|---|---|
| Matt / Genomskinlig | 1,6 - 3,2 μm | Ingen | Allmänna mekaniska delar, icke-kosmetiska höljen |
| Halvblank | 0,8 - 1,6 μm | Slipning och polering | Vitrinskåp, kosmetiska paneler |
| Optiskt klar | < 0,8 μm | Slipning, polering och ång- och flampolering | Linser, ljusrör, fönster, fluidik |

Att designa för CNC-bearbetning av akryl handlar om att respektera materialet. Genom att undvika vassa inre hörn, bibehålla en jämn väggtjocklek och ange praktiska toleranser kan du skapa robusta delar. För optiska applikationer är det viktigt att utforma med efterbearbetning i åtanke. Dessa överväganden hjälper till att förhindra vanliga fel som sprickbildning och säkerställer att den slutliga delen är både stark och estetiskt tilltalande, vilket anpassar designintentionen till tillverkningsverkligheten.
Tekniker för efterbearbetning av CNC-delar i akryl?
Kämpar du med att få den där perfekt klara, polerade looken på dina bearbetade akryldelar, vilket gör att de ser grumliga och oavslutade ut?
Lösningen ligger i efterbearbetningen. Tekniker som flampolering, polering och lasergravering är avgörande för att förbättra ytfinishen, förbättra den optiska klarheten och förfina kantkvaliteten, vilket förvandlar dina delar från råa komponenter till färdiga produkter.

Efter den inledande cnc-bearbetningsprocessen för akryl lämnas detaljens yta ofta med en matt eller frostad yta på grund av de märken som skärverktyget lämnar. För att uppnå det kristallklara utseendet som akryl är känt för måste dessa märken tas bort. Det är här efterbearbetningen blir kritisk. De två vanligaste metoderna för att uppnå en högglansig finish är flampolering och mekanisk buffring. Var och en av dem har sina egna fördelar och lämpar sig för olika användningsområden.
Flampolering: En snabb väg till klarhet
Flampolering innebär att man använder en specialiserad fackla som producerar en het, exakt flamma. När lågan förs snabbt och jämnt över ytan på den bearbetade akrylen smälter den tillfälligt det yttersta lagret. Denna smältning jämnar ut de mikroskopiska asperiteter på ytan3 som CNC-maskinen lämnar efter sig, vilket ger en slät, transparent och blank yta.
Viktiga överväganden
Denna metod är otroligt snabb och effektiv, särskilt för komplexa geometrier och svåråtkomliga innerkanter som skulle vara omöjliga att polera mekaniskt. Det är dock en teknik som kräver stor skicklighet. Om lågan hålls för länge eller är för nära kan akrylen bubbla, brinna eller få inre spänningar, vilket kan leda till krackelering senare. Enligt vår erfarenhet på PTSMAKE har vi funnit att det är bäst för estetiska delar där optisk perfektion inte är det primära målet.
Mekanisk buffring: Guldstandarden för optisk kvalitet
Mekanisk buffring eller polering är en mer arbetsintensiv men mycket kontrollerad process. Den omfattar vanligtvis flera steg och börjar med att de bearbetade ytorna slipas med allt finare sandpapper för att ta bort verktygsmärken. Efter slipningen flyttas detaljen till en polerskiva som behandlats med specialiserade polermedel. Hjulet polerar ytan och slipar den fysiskt till ett exceptionellt slätt och optiskt klart tillstånd.
När buffring inte är förhandlingsbart
Denna metod ger högsta möjliga ytkvalitet och är förstahandsvalet för applikationer som kräver överlägsen optisk klarhet, t.ex. linser, ljusrör och avancerade butiksdisplayer. Till skillnad från flampolering utsätts materialet inte för termisk stress.
| Funktion | Flampolering | Mekanisk buffring |
|---|---|---|
| Hastighet | Mycket snabb | Långsammare process i flera steg |
| Bäst för | Komplexa former, utvändiga kanter | Plana ytor, optiska delar |
| Kvalitet på finish | Bra till utmärkt glans | Överlägsen, distorsionsfri klarhet |
| Framkallad stress | Hög risk om det görs på fel sätt | Minimal till ingen |
| Färdighetsnivå | Hög kompetens och erfarenhet krävs | Måttlig skicklighet, men arbetsintensivt |

Utöver att uppnå en grundläggande klar finish kan efterbearbetning också lägga till invecklade detaljer och varumärken på dina akryldelar. I synnerhet laserbaserade tekniker erbjuder en hög grad av precision och repeterbarhet som manuella metoder inte kan matcha. Att välja rätt teknik kräver en noggrann avvägning mellan önskad estetik, funktionella krav och projektets budget.
Laserbearbetning: Precision och fina detaljer
En CNC-laser erbjuder ett mångsidigt tillvägagångssätt inte bara för skärning utan också för efterbehandling av akryldelar. Den kan användas på två primära sätt för efterbearbetning: kantpolering och gravyr.
Polering av laserkanter
När akryl skärs med en finstämd laser får kanten ofta en naturligt flampolerad yta. Detta sker eftersom laserns värme smälter materialet när den skär. Det här är ett effektivt sätt att få polerade kanter direkt från skärprocessen, perfekt för skyltar, plaketter och dekorativa paneler. Det ger en ren, skarp finish utan det manuella arbetet med flam- eller polering.
Lasergravering
För att lägga till logotyper, text, artikelnummer eller invecklade mönster är lasergravyr den överlägsna metoden. Lasern etsar ytan med otrolig precision och skapar ett frostat utseende som kontrasterar vackert mot den polerade akrylen. Detta är ovärderligt för branding, serialisering eller för att skapa funktionella markeringar på dina komponenter. Denna process är mycket automatiserad, vilket säkerställer perfekt konsistens över en produktionskörning av akryl cnc-bearbetningsdelar.
Gör rätt val för din applikation
Valet av den bästa efterbehandlingsmetoden beror helt och hållet på detaljens slutanvändning. På PTSMAKE guidar vi ofta våra kunder genom en enkel beslutsprocess som baseras på några nyckelfaktorer.
| Önskat resultat | Rekommenderad primär teknik | Sekundära alternativ |
|---|---|---|
| Maximal optisk klarhet | Mekanisk buffring | Polering av ånga |
| Glansig finish på komplexa former | Flampolering | Polering av laserkanter |
| Lägga till fina detaljer/text | Lasergravering | N/A |
| Kostnadseffektiv allmän ytbehandling | Flampolering | Som maskinbearbetad (om tydlighet inte behövs) |
I slutändan är målet att anpassa efterbehandlingstekniken till applikationen. För ett enkelt skyddslock kan det räcka med en snabb flampolering. För en optisk precisionslins är en mekanisk buffringsprocess i flera steg det enda sättet att garantera prestanda. Genom att förstå dessa avvägningar säkerställer du att du inte överkonstruerar - och betalar för mycket för - finishen på dina akryldelar.

Den inledande CNC-bearbetningen av akryl är bara det första steget. Att uppnå önskad klarhet och estetik är starkt beroende av efterbearbetning. Tekniker som flampolering ger en snabb, glansig finish för komplexa former, medan mekanisk polering ger överlägsen, distorsionsfri optisk kvalitet för precisionsapplikationer. Dessutom möjliggör lasergravering intrikata detaljer och varumärkesprofilering. Att välja rätt metod är ett kritiskt beslut som balanserar utseende, funktion och kostnad för att omvandla en rå komponent till en högkvalitativ slutprodukt.
Felsökning av vanliga problem med CNC-bearbetning av akryl.
Har du någonsin förstört en vacker akryldel med fula sprickor eller smältning precis vid den sista passningen? Det är ett frustrerande och kostsamt bakslag som kan spåra ur ditt projekts tidslinje.
Framgångsrik felsökning vid CNC-bearbetning av akryl innebär att man kontrollerar värmen, använder rätt verktygsbanor och tillämpar korrekt arbetshållning. Viktiga problem som sprickbildning, smältning och flisning kan lösas genom att justera hastigheter, matningar och kylstrategier för att hantera materialets känslighet.
Akryl är ett fantastiskt material, men det är inte lika förlåtande som aluminium eller stål. Dess unika egenskaper kräver ett specifikt tillvägagångssätt. När saker och ting går fel beror det oftast på en missuppfattning av hur materialet beter sig under skärningens påfrestningar. De vanligaste felen jag ser är alla relaterade till två huvudorsaker: värme och stress. Till skillnad från metaller som avleder värme väl, isolerar akryl den, vilket gör att värme byggs upp precis vid skäreggen. Detta kan snabbt leda till problem som förstör delens estetiska och strukturella integritet. Att identifiera det exakta problemet är det första steget mot en lösning.
Att känna igen de fyra vanligaste defekterna
Innan du kan åtgärda ett problem måste du veta vad du tittar på. Enligt min erfarenhet faller de flesta defekter inom cnc-bearbetning av akryl i en av fyra kategorier. Var och en har ett distinkt utseende och en specifik orsak.
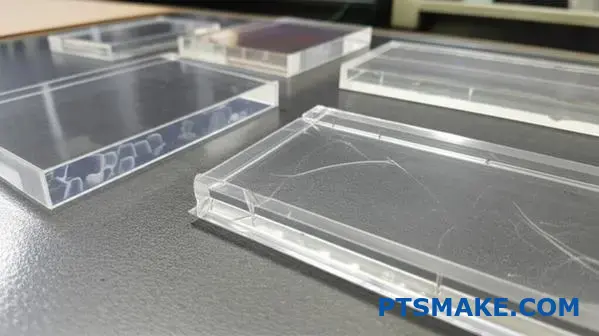
Spänningssprickor och krackelering
Dessa två förväxlas ofta, men de är olika. Spänningssprickor resulterar i djupa, synliga sprickor, ofta med utgångspunkt från ett skarpt hörn eller ett borrat hål. Det orsakas av överdriven mekanisk stress, som att dra åt en klämma för hårt, eller av kemiska angrepp från inkompatibla vätskor. Krackelering, å andra sidan, är ett nätverk av mycket fina, hårliknande sprickor på ytan. Det ser ut som ett frostat nät och orsakas nästan alltid av en kemisk reaktion med felaktiga kylvätskor, rengöringsmedel eller till och med luftburna ångor.
Smältning och spånsvetsning
Detta är kanske det vanligaste problemet för nybörjare. Du kommer att se hur kladdig, smält plast byggs upp på verktyget och arbetsstycket och lämnar en grov, förvrängd yta. Detta händer när skärverktyget genererar mer värme än vad materialet klarar av. De främsta orsakerna är att man använder ett slött verktyg, kör spindelvarvtalet (RPM) för högt eller förflyttar verktyget för långsamt (låg matningshastighet). Den höga termisk expansionskoefficient4 av akryl innebär att den sväller avsevärt vid uppvärmning, vilket förvärrar problemet.
Flisning och dålig kantfinish
Flisning resulterar i ojämna, trasiga kanter, särskilt där verktyget går in i eller ut ur materialet. Det är ett tecken på att materialet spräcks snarare än att det klipps rent. Detta orsakas ofta av att man använder fel verktygsgeometri, t.ex. ett verktyg med för många räfflor, eller av en alltför aggressiv matning som ger för mycket kraft på materialet samtidigt.
För att göra det enklare finns här en snabb referenstabell baserad på vad vi har sett i tidigare projekt på PTSMAKE.
| Defekt | Visuellt utseende | Primär orsak |
|---|---|---|
| Spänningssprickor | Djupa, synliga sprickor som ofta härrör från ett hål eller en kant. | Överdriven mekanisk eller kemisk påfrestning. |
| Krackelering | Ett nätverk av små, hårliknande sprickor på ytan. | Kemisk reaktion med oförenliga kylmedel eller rengöringsmedel. |
| Smältande | Gummiliknande, smält plast ansamlas på verktyget eller arbetsstycket. | Överdriven värme från friktion (högt varvtal/låg matningshastighet). |
| Chipping | Skrovliga eller trasiga kanter, särskilt vid in- och utgångar. | Felaktig verktygsgeometri eller för hög skärkraft. |
Att känna till problemet är halva jobbet; att implementera rätt lösningar är den andra halvan. Nyckeln är att ändra tankesätt från att bara skära en detalj till att hantera materialets miljö under hela processen. En proaktiv strategi som tar itu med värme, stress och spånevakuering innan de blir problem kommer att spara tid, material och mycket huvudvärk. Det är här som erfarenhet och ett metodiskt tillvägagångssätt verkligen lönar sig. På PTSMAKE har vi utvecklat en uppsättning bästa praxis som utgör grunden för våra akrylbearbetningstjänster, vilket säkerställer konsekventa och högkvalitativa resultat för våra kunder.
Praktiska lösningar för felfria delar i akryl
När du har identifierat problemet kan du tillämpa en målinriktad lösning. Målet är alltid att skära akrylen rent utan att tillföra överdriven värme eller stress.
Behärska din kylning och evakuering av chip
Värme är fienden. Ditt primära mål är att få bort den från skärzonen så snabbt som möjligt. Det bästa sättet att göra detta är med en stadig ström av tryckluft som riktas rakt mot verktygsspetsen. Luften har två syften: den kyler verktyget och arbetsstycket och blåser bort spånor från skäret. Igensatta spånor är en stor källa till friktion och värme. Även om flytande kylvätskor är vanliga vid metallbearbetning kan de vara riskabla vid akrylbearbetning på grund av problem med kemisk kompatibilitet som kan orsaka krackelering. Om du måste använda en vätska ska du alltid använda en som är särskilt framtagen för plast.
Vikten av korrekt fixturering och hantering
Mekanisk påfrestning från fastspänning är en viktig orsak till sprickbildning. Dra aldrig åt skruvstädet eller klämmorna för hårt. Använd i stället fixturer som fördelar trycket jämnt över en större yta. Vi använder ofta mjuka käftar eller specialfrästa fixturer för att hålla akryldelar säkert utan att orsaka stress. Kom också ihåg att hantera materialet försiktigt. Om du tappar en plåt eller en färdig detalj kan det lätt bli flisor eller sprickor. Efter maskinbearbetning, särskilt för detaljer med kritiska toleranser, rekommenderar vi ibland en glödgningsprocess. Detta innebär att detaljen försiktigt värms upp i en ugn till en viss temperatur och sedan långsamt kyls ned för att avlägsna eventuella inre spänningar som uppstått under bearbetningsprocessen.
Optimera dina verktyg och parametrar
Rätt verktyg och skärparametrar gör hela skillnaden. För akryl vill du ha ett verktyg som klipper av materialet, inte ett som plöjer igenom det.
Här följer en sammanställning av effektiva strategier:
| Lösningsområde | Nyckelåtgärd | Förmån |
|---|---|---|
| Val av verktyg | Använd en- eller tvårandiga "O-flute"-fräsar avsedda för plast. | Dessa ger utmärkt spånavstånd, vilket minskar värmeutvecklingen. |
| Hastigheter & matningar | Använd ett måttligt varvtal och en relativt hög matningshastighet. | Målet är att skapa ett tjockt spån som leder bort värmen. En långsam matning gör att verktyget gnider, vilket skapar friktion och smältning. |
| Hållare för arbetsstycken | Använd mjuka backar eller särskilda fixturer som fördelar spännkraften. | Detta förhindrar att mekanisk stress uppstår som leder till sprickbildning. |
| Efterbearbetning | Glödgning av delar vid behov för att minska inre spänningar. | Förbättrar detaljens långsiktiga stabilitet och motståndskraft mot krackelering. |
Genom att fokusera på dessa nyckelområden kan du systematiskt eliminera de vanligaste problemen i samband med CNC-bearbetning av akryl och producera rena, visuellt fantastiska detaljer varje gång.
Felsökning av vanliga problem med CNC-bearbetning av akryl handlar om att hantera värme och stress. Problem som sprickbildning, krackelering, smältning och flisning är inte slumpmässiga; de är direkta resultat av felaktig teknik. Genom att identifiera den specifika defekten kan du tillämpa riktade lösningar. Att behärska kylningsstrategier, använda rätt upphängning för att undvika mekanisk belastning och välja rätt verktyg och skärparametrar är avgörande för att uppnå en felfri finish. Detta proaktiva tillvägagångssätt förvandlar ett utmanande material till ett förutsägbart.
Kvalitetssäkring och inspektion för CNC-komponenter i akryl?
Har du någonsin fått ett parti akryldelar som såg perfekta ut, bara för att senare upptäcka kritiska inkonsekvenser? Denna dolda variation kan lätt få hela projekt att spåra ur och äventyra din slutprodukts integritet.
För att säkerställa högsta kvalitet på CNC-komponenter i akryl krävs ett mångfacetterat tillvägagångssätt. Detta inkluderar exakt dimensionell inspektion, rigorösa kontroller av ytans klarhet och funktionella stresstester för att garantera att varje del uppfyller strikta specifikationer och fungerar tillförlitligt.
Skräddarsydda inspektionsprocesser för akryl
När det gäller akryl räcker det inte med vanliga kvalitetskontroller. Materialets unika egenskaper kräver en specialiserad inspektionsprocess. På PTSMAKE har vi utvecklat ett detaljerat kvalitetssäkringsprotokoll specifikt för CNC-bearbetning av akryl för att säkerställa att varje komponent vi levererar är felfri.
Dimensionell inspektion: Bortom grunderna
Att kontrollera mått på akryl är mer komplicerat än med metaller. Akryl har en relativt hög termisk expansionskoefficient, vilket innebär att dess storlek kan förändras med temperaturen. För delar med hög precision utför vi alla mätningar i en temperaturkontrollerad miljö med hjälp av verktyg som koordinatmätmaskiner (CMM). För känsliga, polerade ytor använder vi ofta beröringsfria metoder, t.ex. optiska komparatorer eller visionsystem. Detta förhindrar risken för repor på komponenten samtidigt som exakta mätningar görs ner till mikronivå.
Ytans renhet och optiska kontroller
För många tillämpningar, t.ex. linser, ljusrör eller skyltfönster, är akrylens optiska kvalitet dess viktigaste egenskap. En enkel visuell kontroll är bara utgångspunkten. Vi inspekterar komponenter under specifik, högintensiv belysning från flera vinklar för att identifiera eventuella subtila dis, polermärken eller interna brister som hålrum. I våra tidigare projekt med kunder inom konsumentelektronik har vi använt spektrofotometrar för att verifiera procentandelen ljusgenomsläpp, vilket säkerställer att komponenten uppfyller de exakta optiska prestanda som krävs för designen.
Stresstestning och materialintegritet
CNC-bearbetning, oavsett hur noggrant den utförs, kan införa inre spänningar i akryldelar. Denna spänning kan leda till krackelering eller sprickbildning med tiden, särskilt när de utsätts för kemikalier eller temperaturförändringar. Vi använder en teknik som involverar polariserat ljus för att visualisera dessa stressmönster. Denna metod, som kallas fotoelasticitet5Med den här tekniken kan vi se områden med hög belastning som är osynliga för blotta ögat. Om betydande påfrestningar upptäcks utför vi en glödgningsprocess efter bearbetningen för att avlasta dem, vilket avsevärt förbättrar detaljens långsiktiga hållbarhet och tillförlitlighet.
Här följer en snabb översikt över våra primära inspektionsmetoder för akrylkomponenter:
| Inspektionsmetod | Viktigt fokus för Akryl | Vanliga verktyg som används |
|---|---|---|
| Dimensionell inspektion | Noggrannhet, tolerans, skevhet | CMM, skjutmått, optisk komparator |
| Kontroll av ytfinish | Klarhet, repor, poleringskvalitet | Visuell inspektion, profilometer |
| Optiska egenskaper | Ljusöverföring, dimma | Spektrofotometer, hazemeter |
| Analys av påfrestningar | Inre spänning från maskinbearbetning | Inspektion med polariserat ljus |

Säkerställa repeterbarhet i batchproduktion
En enda perfekt prototyp är en sak; att producera tusen identiska delar är en helt annan utmaning. För CNC-bearbetning av akryl är konsekvens över en produktionskörning av största vikt, särskilt när dessa komponenter är en del av en större montering. Inkonsekvenser kan stoppa en hel produktionslinje och leda till kostsamma förseningar.
Utmaningen att vara konsekvent
För att uppnå repeterbarhet med akryl krävs strikt processkontroll. Faktorer som omgivningstemperatur, verktygsslitage och till och med mindre variationer mellan olika partier av rå akrylplåt kan påverka den slutliga detaljen. Den första detaljen kanske uppfyller alla specifikationer, men efter den 500:e detaljen kan verktygsslitaget göra att en kritisk dimension hamnar utanför toleranserna. Det är därför som det aldrig fungerar att "bara sätta igång och glömma bort". Vi måste övervaka processen kontinuerligt.
Processtyrning är nyckeln
För att bekämpa dessa variabler förlitar vi oss på statistisk processtyrning (SPC). Det innebär att viktiga bearbetningsparametrar övervakas i realtid och att varje aspekt av uppställningen dokumenteras, från det specifika verktyg som används till exakta matningshastigheter och spindelhastigheter. Genom att analysera dessa data kan vi förutse och korrigera trender innan de resulterar i en icke-konform detalj. På PTSMAKE innebär den här noggranna dokumentationen också att när en kund lägger en upprepad order månader eller till och med år senare kan vi replikera den exakta inställningen för att producera identiska komponenter.
Följer branschspecifika standarder
För komponenter som används i reglerade branscher räcker det inte med att uppfylla allmänna kvalitetsstandarder. Komponenterna måste uppfylla specifika, stränga bestämmelser för att anses vara säkra och effektiva.
Tillämpningar för medicintekniska produkter
Inom det medicinska området är kvalitet inte förhandlingsbart. Akrylkomponenter som används i medicintekniska produkter måste ofta uppfylla ISO 13485-standarder. Detta kräver omfattande dokumentation och spårbarhet för varje steg i tillverkningsprocessen. Beroende på tillämpningen kan själva materialet dessutom behöva certifieras som biokompatibelt, ofta enligt USP Class VI-standarder, vilket säkerställer att det inte orsakar biverkningar vid kontakt med människokroppen.
Tillämpningar inom fordonsindustrin
Inom fordonsindustrin måste komponenter som ljuskåpor, innerlinser och displayer på instrumentbrädan uppfylla standarder som IATF 16949. Kvalitetssäkringsprocessen för dessa delar omfattar tester av UV-beständighet, slaghållfasthet och förmåga att motstå extrema temperaturcykler utan att spricka eller krackelera. Fokus ligger på långsiktig hållbarhet och säkerhet, vilket säkerställer att delen fungerar tillförlitligt under fordonets hela livslängd.

Kvalitetssäkring för CNC-bearbetning av akryl går långt utöver enkla mätningar. Det kräver specialiserade inspektionsprocesser som tar hänsyn till materialets unika optiska och fysiska egenskaper, inklusive ytans klarhet och inre spänning. För batchproduktion är rigorös processkontroll det enda sättet att uppnå verklig konsistens. För kritiska applikationer inom sektorer som medicin och fordon är det dessutom viktigt att strikt följa branschspecifika standarder som ISO 13485 för att garantera inte bara precision utan även säkerhet och långsiktig tillförlitlighet.
Miljö- och hållbarhetsfördelar med CNC-bearbetad akryl?
Kämpar du med att hitta ett material som inte gulnar, spricker eller går sönder i tuffa utomhusförhållanden? Är du orolig för att dina högtrafikerade komponenter snabbt kommer att visa tecken på slitage, vilket leder till kostsamma utbyten?
CNC-bearbetad akryl är en utmärkt lösning. Den erbjuder exceptionell hållbarhet tack vare sin inneboende motståndskraft mot UV-ljus, väder och stötar. Detta gör det till ett pålitligt, långvarigt val för både krävande utomhus- och högtrafikerade inomhusapplikationer, vilket överträffar många traditionella material.

Oöverträffad motståndskraft mot UV-ljus och väderpåverkan
En av de utmärkande egenskaperna hos akryl är dess otroliga förmåga att stå emot väder och vind. När du designar delar för utomhusskyltar, arkitektoniska glasrutor eller marina applikationer behöver du ett material som inte försämras efter några säsonger. Det är här akryl verkligen skiner. Till skillnad från många andra plaster som blir spröda och missfärgade när de utsätts för solljus, behåller akryl sin strukturella integritet och klarhet i flera år.
Motståndskraft mot solstrålning
Den främsta orsaken till denna motståndskraft är akrylens molekylära struktur, som i sig är resistent mot ultraviolett (UV) strålning. I tidigare projekt på PTSMAKE har vi sett komponenter tillverkade av andra plaster misslyckas eftersom UV-strålar bröt ner deras polymerkedjor. Denna process, känd som fotodegradering6UV-strålning leder till den gulning och försvagning som man ofta ser i material av sämre kvalitet. Akryl kan dock filtrera bort skadlig UV-strålning utan att själv påverkas. Baserat på våra tester kan högkvalitativ gjuten akryl bibehålla över 90% av sina ljusöverföringsegenskaper även efter ett decennium av utomhusexponering, vilket säkerställer långsiktig estetisk överklagande och prestanda.
Prestanda i varierande klimat
Utöver solljus klarar akryl extremt bra andra väderförhållanden. Den har mycket låg vattenabsorption, så den sväller inte, vrider sig inte och förlorar inte sin styrka i fuktiga eller regniga miljöer. Det är också stabilt över ett brett temperaturintervall, vilket gör det lämpligt för applikationer från heta, torra öknar till kalla, fuktiga klimat. När vi arbetar med ett CNC-bearbetningsprojekt i akryl vet vi att den slutliga delen kommer att vara lika pålitlig i Floridas fuktighet som i Arizonas torra värme.
Tabellen nedan visar en förenklad jämförelse av hur akryl står sig mot vanliga miljöbelastningar jämfört med andra plaster.
| Funktion | Akryl (PMMA) | Polykarbonat (PC) | PVC |
|---|---|---|---|
| UV-beständighet | Utmärkt | Bra (ofta belagd) | Dålig (kräver stabiliseringsmedel) |
| Tydlighet Bevarande | Utmärkt | Ljus (kan gulna) | Dålig |
| Absorption av vatten | Mycket låg | Låg | Låg |
| Väderbeständighet | Utmärkt | Bra | Rättvist |
Denna inneboende hållbarhet innebär färre utbyten, lägre underhållskostnader och en mer tillförlitlig slutprodukt för våra kunder.

Överlägsen slaghållfasthet och återvinningsbarhet
Även om väderbeständighet är avgörande är ett materials förmåga att motstå fysisk stress lika viktig, särskilt i områden som vetter mot allmänheten eller där många människor rör sig. Det här är ett annat område där CNC-bearbetad akryl visar sitt värde och erbjuder ett övertygande alternativ till material som glas och till och med andra robusta plaster som polykarbonat.
Akryl kontra glas: En tydlig vinnare i säkerhet
Den mest uppenbara jämförelsen är mellan akryl och glas. Akryl har betydligt högre slagtålighet - upp till 17 gånger högre än standardglas. När det misslyckas under extrem kraft spricker det i stora, tråkiga kanter snarare än att splittras i farliga skärvor. Detta gör det till det perfekta valet för säkerhetsglas, skyddsbarriärer och vitriner där allmän säkerhet är ett problem. På PTSMAKE rekommenderar vi ofta akryl för projekt som maskinskydd och detaljhandelsdisplayer av just denna anledning. Det ger glasets klarhet utan den därmed sammanhängande risken.
Akryl vs. Polykarbonat: En avvägning
Polykarbonat är känt för sin otroliga slaghållfasthet, som till och med är högre än akrylens. Valet är dock inte alltid enkelt. Polykarbonat är mjukare och repas lättare, och det saknar akrylens inneboende UV-motstånd, vilket ofta kräver en speciell skyddsbeläggning som kan slitas bort med tiden. Akryl, å andra sidan, erbjuder bättre optisk klarhet, en hårdare yta som motstår repor bättre och överlägsen väderbeständighet. Beslutet beror ofta på de specifika applikationsbehoven.
Här är en snabb jämförelse som hjälper till att styra materialvalet:
| Fastighet | Akryl (PMMA) | Polykarbonat (PC) | Glas |
|---|---|---|---|
| Slaghållfasthet | Hög (17x glas) | Mycket hög (250x glas) | Låg |
| Motståndskraft mot repor | Bra | Rättvist | Utmärkt |
| Optisk klarhet | 92% | ~88% | ~90% |
| Vikt | Låg | Låg | Hög |
Långsiktiga resultat och hållbarhet
Ur miljösynpunkt är akrylens långa livslängd en stor fördel. Eftersom delarna håller längre minskar behovet av att tillverka ersättningsdelar, vilket sparar energi och resurser. Akryl är dessutom en termoplast, vilket innebär att den kan smältas ner och omformas utan betydande försämring. Även om återvinningsinfrastrukturen för akryl inte är lika utbredd som för material som PET, är den helt återvinningsbar. Skrot från CNC-bearbetningsprocessen för akryl kan samlas in och upparbetas, vilket minskar industriavfallet och bidrar till en mer cirkulär ekonomi. Denna kombination av hållbarhet och återvinningsbarhet gör akryl till ett ansvarsfullt val för framåtblickande projekt.

CNC-bearbetad akryl utmärker sig som ett mycket hållbart material. Dess medfödda motståndskraft mot UV-strålning och vittring säkerställer långsiktig klarhet och strukturell integritet i utomhusapplikationer. Jämfört med glas erbjuder det mycket överlägsen slaghållfasthet och säkerhet. Polykarbonat är hårdare, men akryl ger bättre optisk klarhet och reptålighet. Denna blandning av egenskaper, i kombination med dess återvinningsbarhet, gör akryl till ett pålitligt och hållbart val för ett brett spektrum av krävande projekt.
Anpassning och prototyptillverkning med CNC-bearbetning av akryl?
Har du någonsin väntat i veckor på en prototyp, bara för att den ska misslyckas med det första passformstestet? Denna cykel av förseningar och omkonstruktioner kan allvarligt spåra ur ett projekts tidslinje och budget.
CNC-bearbetning av akryl ger en snabb, kostnadseffektiv och mycket exakt lösning för att skapa anpassade delar och funktionella prototyper. Det gör det möjligt för designers att snabbt iterera från en digital modell till en fysisk del för passformstestning, visuell validering och till och med lågvolymsproduktion.

När ett projekt kräver snabbhet utan att ge avkall på precisionen blir CNC-bearbetning av akryl ett viktigt verktyg för prototypframtagning. Möjligheten att gå direkt från en CAD-fil till en fysisk del är en "game-changer" som dramatiskt förkortar utvecklingscykeln. Till skillnad från metoder som kräver formar eller komplexa inställningar är bearbetning av akryl en direkt process, vilket innebär att en design som utformas på morgonen ofta kan vara en fysisk del i dina händer på eftermiddagen.
Det verkliga värdet av en High-Fidelity-prototyp
En prototyp är inte bara en grov modell; det är den första fysiska representationen av din designintention. Den måste vara exakt. CNC-bearbetning uppfyller detta genom att hålla snäva toleranser, vilket säkerställer att den del du testar är en sann återspegling av den slutliga produktens dimensioner. Detta är avgörande för validering av passform och form, särskilt i komplexa sammansättningar där varje mikron är viktig. Akrylens optiska klarhet ger en unik fördel här, eftersom ingenjörer kan se hur interna komponenter interagerar utan att demontera enheten. Denna visuella åtkomst är ovärderlig för att diagnostisera spelproblem eller validera vätskedynamiken i mikrofluidiska enheter. Materialets Isotropisk7 natur säkerställer också att de mekaniska egenskaperna är enhetliga, vilket ger förutsägbara prestanda under funktionstest.
Från visuella modeller till funktionella tester
Användningsområdena för prototyper i akryl sträcker sig över hela produktutvecklingens livscykel. Modeller i tidigt skede är perfekta för marknadsföringspresentationer eller för att säkra investerarnas köp tack vare deras professionella, polerade utseende. När designen mognar kan samma delar användas för rigorösa funktionstester.
Här är en snabb jämförelse av prototypmetoder som vi ofta diskuterar med kunder på PTSMAKE:
| Funktion | CNC-bearbetad akryl | 3D-utskrift (FDM/SLA) | Formsprutning (prototypverktyg) |
|---|---|---|---|
| Hastighet | Mycket snabb (timmar) | Snabb (timmar till dagar) | Långsam (veckor) |
| Noggrannhet | Hög | Måttlig till hög | Mycket hög |
| Materialstyrka | Bra | Varierar (ofta lägre) | Utmärkt |
| Ytfinish | Utmärkt | Varierar (lagerlinjer) | Utmärkt |
| Kostnad (per del) | Måttlig | Låg | Hög (verktygskostnad) |
Detta visar att för en balans mellan hastighet, noggrannhet och materialegenskaper som nära efterliknar produktionsplast, träffar CNC-bearbetning av akryl ofta den bästa punkten.
Utöver prototyper för enstaka enheter utmärker sig CNC-bearbetning av akryl i kundanpassning och fungerar som en bro till lågvolymtillverkning. Denna flexibilitet är avgörande för projekt som kräver unika delar eller för företag som testar en ny produkt på marknaden innan de åtar sig den enorma kapitalkostnaden för produktionsverktyg. Det möjliggör en flexibel tillverkningsmetod där konstruktioner kan förfinas baserat på feedback från verkligheten utan att det medför betydande kostnader eller förseningar.
Ekonomin i kundanpassning på begäran
En av de viktigaste fördelarna med CNC-bearbetning är avsaknaden av verktygskostnader. För formsprutning är stålformen den största investeringen i förväg, vilket gör den opraktisk för att producera bara en handfull delar. Med CNC är "verktyget" det digitala programmet. Behöver du justera en håldiameter med 0,5 mm? Det är en enkel kodändring som tar några minuter. Vid gjutning kan samma förändring innebära dagar eller veckor av omarbetning av formen och betydande kostnader. Detta gör CNC-bearbetning av akryl till det perfekta valet för att skapa anpassade jiggar, fixturer, vetenskapliga apparater för engångsbruk och skräddarsydda elektroniska höljen. På PTSMAKE producerar vi ofta anpassade monteringsfästen och uppriktningsguider för kunder inom robot- och automationssektorerna, där varje maskin kan kräva en något annorlunda inställning.
Skalning från ett till tusen
CNC-bearbetning är perfekt för enstyckstillverkning, men är också ekonomiskt lönsam för lågvolymsproduktion, vanligtvis från några dussin till flera tusen enheter. Processen är mycket repeterbar, vilket säkerställer att den tusende delen är identisk med den första. Denna "bryggfunktion" gör det möjligt för företag att lansera en produkt och generera intäkter medan deras formar för högvolymsproduktion tillverkas.
Tänk på avvägningen mellan kostnad per del:
| Kvantitet | CNC-bearbetning Kostnad per detalj | Formsprutningskostnad per detalj | Anteckningar |
|---|---|---|---|
| 10 | Låg | Mycket hög | CNC är den klara vinnaren. |
| 100 | Låg-Måttlig | Hög | CNC är fortfarande mer kostnadseffektivt. |
| 1,000 | Måttlig | Måttlig | Övergångspunkten närmar sig. |
| 10,000+ | Hög | Låg | Formsprutning är mer ekonomiskt. |
Detta illustrerar hur CNC-bearbetning fyller en kritisk lucka och möjliggör innovation och marknadsinträde utan de finansiella risker som är förknippade med verktyg för massproduktion. Det ger ingenjörer möjlighet att skapa exakt vad de behöver, exakt när de behöver det.
Sammanfattningsvis är CNC-bearbetning av akryl en kraftfull tillgång för modern produktutveckling. Den erbjuder oöverträffad hastighet och precision för snabb prototypframtagning, vilket möjliggör grundlig passform, form och funktionell testning med modeller med hög trohet. Dessutom gör dess flexibilitet och kostnadseffektivitet det till den perfekta lösningen för att skapa anpassade delar och stödja produktionskörningar med låg volym. Genom att eliminera behovet av dyra verktyg får ingenjörerna möjlighet att innovera fritt, iterera snabbt och få ut produkter på marknaden snabbare.
Optiska tillämpningar: Linser, ljusrör och diffusorer?
Har du någonsin designat en produkt där perfekt ljusgenomsläpplighet var avgörande, men där du har blivit besviken på oskarpa eller bristfälliga komponenter? Tycker du att det är svårt att balansera optisk klarhet med materialets hållbarhet och kostnad?
Akryl är ett förstklassigt material för optiska applikationer som linser, ljusrör och diffusorer på grund av dess enastående klarhet, låga vikt och slagtålighet. CNC-bearbetning av akryl med precision är nyckeln till att tillverka dessa komponenter med de exakta geometrier och felfria ytfinishar som krävs för optimal prestanda.

När det gäller optiska komponenter har glas länge varit det traditionella valet. Akryl, särskilt PMMA, har dock seglat upp som ett kraftfullt alternativ, särskilt när det krävs komplicerade former och hållbarhet. Dess unika kombination av egenskaper gör det till en idealisk kandidat för ett brett spektrum av applikationer där ljushantering är avgörande. På PTSMAKE har vi hjälpt många kunder inom fordons-, medicin- och belysningsindustrin att utnyttja akryl för dess optiska överlägsenhet.
Akrylens mångsidighet inom optisk design
Den främsta anledningen till att ingenjörer vänder sig till akryl är dess exceptionella optiska klarhet. Med en ljustransmittans på upp till 92% överträffar den många typer av glas och andra transparenta plaster. Denna klarhet är avgörande för komponenter som är utformade för att styra, fokusera eller diffundera ljus effektivt.
Tillverkar linser med precision
Akryllinser används i allt från enkla förstoringsglas till komplexa belysningssystem. En lins framgång beror helt och hållet på precisionen i dess krökning. Med 5-axlig CNC-bearbetning kan vi skapa asfäriska och andra komplexa linsprofiler som skulle vara svåra eller kostsamma att tillverka genom gjutning eller slipning av glas. Den här processen möjliggör snabb prototypframtagning och iteration av design, vilket är ovärderligt under produktutvecklingen.
Belysning med ljuspipor
Ljusrör är i grunden optiska vågledare som är utformade för att överföra ljus från en källa, t.ex. en LED, till en specifik plats med minimal förlust. Du ser dem varje dag i instrumentbrädor i bilar, statuslampor i konsumentelektronik och displayer i medicinsk utrustning. Nyckeln till en effektiv ljusledare är en otroligt slät ytfinish. Varje ojämnhet kan leda till att ljuset sprids och försvinner, vilket minskar ljusstyrkan vid utgången. Det är här som kvaliteten på akryl cnc-bearbetning processen blir avgörande. Vi fokuserar på specialverktyg och skärparametrar för att uppnå en nästan polerad yta direkt från maskinen, vilket minimerar behovet av omfattande efterbearbetning. Den brytningsindex8 av materialet är också en kritisk faktor för hur effektivt ljuset styrs genom total intern reflektion.
| Funktion | Akryl (PMMA) | Polykarbonat (PC) | Glas |
|---|---|---|---|
| Klarhet (transmittans) | ~92% | ~88% | 90-99% |
| Motståndskraft mot stötar | Bra | Utmärkt | Dålig |
| Vikt | Låg | Låg | Hög |
| Bearbetbarhet | Utmärkt | Bra | Dålig |
| UV-beständighet | Bra (kan förbättras) | Dålig (gul) | Utmärkt |
Utöver materialets inneboende egenskaper är det tillverkningsprocessen i sig som avgör den slutliga prestandan hos en optisk komponent. Resan från ett block av rå akryl till en felfri lins eller ett ljusrör är en resa som präglas av noggrann kontroll och precision. Det handlar inte bara om att skära ut en form; det handlar om att bevara materialets optiska integritet genom varje steg.
Bearbetningstekniker för felfria optiska ytor
För att uppnå en glasliknande finish på akryl krävs mer än bara ett vanligt CNC-program. Det är en specialkompetens som kombinerar rätt verktyg, tekniker och en förståelse för hur materialet beter sig under stress.
Verktygsval och skärparametrar
Hemligheten med att minimera verktygsmärken börjar med själva skärverktyget. För delar i optisk akryl använder vi diamantspetsade eller specialbelagda hårdmetallverktyg med extremt vassa skäreggar. Verktygets geometri är också avgörande. Fräsar med hög helix som är utformade för plast hjälper till att evakuera spån effektivt, vilket förhindrar att de smälter och fäster på ytan igen. Vi kombinerar dessa verktyg med höga spindelhastigheter och noggrant beräknade matningshastigheter. För långsam matning kan generera överskottsvärme och smälta akrylen, medan för snabb matning kan orsaka skakningar och ge en dålig finish. Det är en känslig balans som våra maskinister har fulländat genom många års erfarenhet av projekt på PTSMAKE.
Vikten av efterbearbetning
Även om vår bearbetningsprocess gör att vi kommer anmärkningsvärt nära, krävs det ofta en sista touch för att uppnå verklig optisk perfektion. Två vanliga metoder för akryl är ångpolering och flampolering.
- Polering med ånga: Denna teknik innebär att den bearbetade detaljen utsätts för en kemisk ånga som smälter ytan något, vilket gör att den flyter och jämnar ut mikroskopiska verktygsmärken. Den är utmärkt för att uppnå en enhetlig, kristallklar finish på komplexa geometrier.
- Flampolering: Här förs en specialbrännare med en exakt flamma snabbt över ytan. Den intensiva värmen smälter akrylen för ett ögonblick och ytspänningen drar den till en perfekt slät yta. Den här metoden kräver stor skicklighet för att undvika överhettning eller brännskador på detaljen.
Båda metoderna kan, när de utförs på rätt sätt, förvandla en exakt bearbetad detalj till en komponent av verkligt optisk kvalitet som är redo att integreras i högpresterande enheter inom medicin- eller fordonssektorn.
Sammanfattningsvis är akryl ett kraftfullt material för optiska tillämpningar, som erbjuder en övertygande blandning av klarhet, hållbarhet och designfrihet. För att lyckas krävs en djup förståelse för både materialet och tillverkningsprocessen. Genom att utnyttja precision akryl cnc-bearbetning med specialverktyg och kombinerar det med experttekniker för efterbearbetning som ång- eller flampolering, kan vi skapa högpresterande linser, ljusrör och diffusorer som uppfyller de stränga kraven från branscher som fordonsindustrin, medicinsk industri och avancerad belysning.
Materialegenskaper och urvalskriterier för CNC-projekt i akryl.
Har du någonsin valt en akryl för dess utseende, bara för att se den spricka under bearbetning eller gulna efter några månader? Att välja fel kvalitet kan snabbt förvandla en fantastisk design till ett kostsamt misstag.
För att välja rätt akryl måste du matcha dess kärnegenskaper - draghållfasthet, UV-stabilitet och hårdhet - med ditt projekts krav. Det viktigaste beslutet är mellan gjuten akryl för dess överlägsna bearbetbarhet och optiska kvalitet, eller extruderad akryl för dess snävare tjocklekstolerans och lägre kostnad.

Förstå de grundläggande egenskaperna hos akryl, eller Poly(metylmetakrylat)9är det första steget mot ett framgångsrikt CNC-projekt. Dessa egenskaper avgör hur materialet beter sig, inte bara under bearbetningen utan även i den slutliga applikationen. Låt oss gå igenom de mest kritiska.
Viktiga mekaniska egenskaper: Styrka och hårdhet
När vi talar om styrka hänvisar vi ofta till draghållfasthet - materialets förmåga att motstå att dras isär. För akryldelar som ska bära belastningar eller monteras med fästelement är detta ett viktigt mått. En högre draghållfasthet innebär att delen är mindre benägna att spricka under stress. Hårdhet å andra sidan mäter dess motståndskraft mot repor och intryck på ytan. Detta är avgörande för applikationer som butiksdisplayer, skyddsskärmar eller andra delar som hanteras ofta. Ett material med låg hårdhet slits snabbt, vilket gör det mindre estetiskt tilltalande.
Miljömässig resistens: UV-stabilitet
En av akrylens mest populära användningsområden är skyltning och utomhusapplikationer, vilket gör UV-stabilitet till en icke förhandlingsbar egenskap. Oskyddad akryl gulnar och blir spröd när den utsätts för långvarigt solljus. Men många kvaliteter tillverkas nu med UV-inhibitorer som avsevärt bromsar denna nedbrytningsprocess. När du köper in material till ett utomhusprojekt ska du alltid kontrollera UV-beständigheten i det tekniska databladet för att säkerställa långsiktig klarhet och hållbarhet.
Bearbetbarhet: Den avgörande faktorn
För alla CNC-projekt är maskinbearbetbarhet av största vikt. Denna egenskap beskriver hur lätt ett material kan skäras, borras och fräsas utan att smälta, flisas eller spricka. Det är inte ett enda mått utan en kombination av faktorer, inklusive materialets smältpunkt, inre spänning och spånbildningsegenskaper. Dålig bearbetbarhet leder till grov ytfinish, igenslammade verktyg och inre spänningsfrakturer som kan leda till att detaljen senare går sönder. Detta är ofta den största skillnaden mellan olika akrylkvaliteter.
Här är en förenklad jämförelse av vad du ska leta efter:
| Fastighet | Varför det är viktigt för CNC-bearbetning | Idealisk karaktäristik |
|---|---|---|
| Draghållfasthet | Motståndskraft mot sprickor från klämning eller mekanisk påfrestning. | Hög |
| Hårdhet (Rockwell) | Förhindrar repor på ytan under hantering och användning. | Hög (t.ex. M90-M100) |
| UV-stabilitet | Säkerställer långsiktig klarhet för delar utomhus eller i starkt ljus. | UV-inhiberad kvalitet |
| Bearbetbarhet | Bestämmer skärbarhet, ytfinhet och verktygets livslängd. | Låg inre spänning, ren spånbildning |

När du väl har förstått de viktigaste egenskaperna är nästa steg att välja rätt typ av akryl. Beslutet kommer nästan alltid ner till två huvudalternativ: gjuten och extruderad. Även om de ser likadana ut skapar deras tillverkningsprocesser mycket olika interna strukturer, vilket direkt påverkar deras prestanda vid CNC-bearbetning av akryl.
Gjuten vs. extruderad akryl: Det centrala beslutet
Skillnaden börjar vid skapandet. Gjuten akryl tillverkas genom att hälla flytande monomer i en form, där den polymeriseras. Detta skapar ett material med mycket liten inre stress och en högre molekylvikt. Extruderad akryl tillverkas genom att trycka akrylpellets genom en form, vilket är en mer ekonomisk process men introducerar inre stress. Denna grundläggande skillnad är anledningen till att de beter sig så olika på en CNC-maskin.
| Funktion | Gjuten akryl | Extruderad akryl |
|---|---|---|
| Tillverkning | Monomer hälls i en gjutform | Pellets pressas genom en matris |
| Intern stress | Mycket låg | Högre |
| Tolerans för tjocklek | Mindre konsekvent (+/- 10%) | Mycket konsekvent (+/- 3%) |
| Bearbetbarhet | Utmärkt; flisar rent | Lagom; benägen att smälta/gummifieras |
| Kemisk beständighet | Överlägsen | Bra |
| Laserskärning/gravyr | Utmärkt; ger en frostad kant | Bra; ger en flammad kant |
| Kostnad | Högre | Lägre |
Hur man använder ett tekniskt datablad (TDS)
Lita aldrig på antaganden. Det tekniska databladet är din källa till sanningen. När du utvärderar ett material ska du leta efter standardiserade testresultat, ofta listade under ASTM- eller ISO-koder. ASTM D638 mäter t.ex. dragegenskaper, medan ASTM D785 anger Rockwell-hårdhet. Dessa dokument ger de objektiva data som behövs för att jämföra material. På PTSMAKE korsrefererar vi alltid kundens designkrav med materialets TDS för att förhindra kostsamma felmatchningar. Om en del kräver gängade hål med snäva toleranser och en kristallklar yta kommer TDS att peka oss mot en specifik kvalitet av gjuten akryl. För en stor serie enkla, platta lock där kostnaden är den viktigaste drivkraften, kan data stödja användning av extruderad akryl. Detta datadrivna tillvägagångssätt tar bort gissningar och säkerställer att den slutliga delen fungerar exakt som avsett.
Att välja rätt akryl är ett kritiskt steg i alla CNC-bearbetningsprojekt. Framgång hänger på att matcha materialegenskaper som draghållfasthet, hårdhet och UV-stabilitet med din applikations behov. Det primära valet mellan gjuten och extruderad akryl handlar om en avvägning: gjuten akryl erbjuder överlägsen bearbetbarhet och optisk klarhet, vilket gör den idealisk för komplexa delar, medan extruderad akryl ger bättre tjocklekskonsistens och en lägre kostnad, vilket passar enklare applikationer med hög volym. Läs alltid det tekniska databladet för att fatta ett välgrundat beslut.
Kostnadseffektivitet och produktionsskalbarhet med CNC-bearbetning av akryl?
Kämpar du med att kontrollera kostnaderna när dina beställningar av akryldelar ökar? Är du orolig för att en uppskalning av produktionen ska leda till ojämn kvalitet och högre felfrekvens?
CNC-bearbetning av akryl är lösningen. Det ökar kostnadseffektiviteten genom att automatisera processer, minimera materialavfall och minska arbetskraftsbehovet. Denna teknik möjliggör sömlös skalbarhet från enstaka prototyper till högvolymproduktion, vilket säkerställer att varje enskild del uppfyller samma exakta kvalitetsstandarder.
CNC-bearbetning handlar inte bara om att skära akryl; det är ett strategiskt tillvägagångssätt för tillverkning som direkt påverkar ditt slutresultat. Effektivitetsvinsterna är rotade i hur tekniken i grunden fungerar. Genom att översätta en digital design direkt till maskininstruktioner tar vi bort många av de variabla och kostsamma steg som är förknippade med traditionella tillverkningsmetoder.
Hur CNC-bearbetning sänker kostnaderna
De primära kostnadsdrivande faktorerna i alla tillverkningsprojekt är material, arbetskraft och tid. CNC-bearbetning hanterar alla tre med anmärkningsvärd effektivitet.
Automatisering och minskad arbetsinsats
En enda skicklig tekniker kan övervaka flera CNC-maskiner som körs samtidigt. När ett program har laddats och materialet har ställts in arbetar maskinen självständigt. Detta står i skarp kontrast till manuella metoder som kräver konstant, skicklig mänsklig inblandning för varje del. På PTSMAKE gör denna automatisering att vi kan köra produktionen under längre perioder, till och med med släckning, vilket drastiskt minskar den arbetskostnad som fördelas på varje komponent.
Materialoptimering genom precision
Materialskrot är en dold kostnad som snabbt kan bli hög. CNC-system använder sofistikerad programvara för att planera skärningar på ett sätt som maximerar antalet delar från en enda akrylplåt. Denna process, som ofta involverar avancerade Optimering av verktygsbanor10säkerställer att skärhuvudet tar den mest effektiva vägen, vilket minimerar spillet. Baserat på våra interna tester kan detta minska materialspillet med upp till 20% jämfört med mindre exakta metoder.
En kostnadsjämförelse belyser dessa fördelar:
| Faktor | Manuell tillverkning | CNC-bearbetning av akryl |
|---|---|---|
| Arbetskostnad | Hög (kräver konstant kvalificerad arbetskraft) | Låg (en operatör för flera maskiner) |
| Material Avfall | Måttlig till hög | Låg (optimerade skärbanor) |
| Inställningstid | Varierar beroende på artikel | Hög för första delen, noll för efterföljande |
| Samstämmighet | Operatörsberoende | Extremt hög (maskinstyrd) |
| Kostnad per del | Minskar långsamt med volymen | Minskar avsevärt med volymen |
Tabellen visar tydligt att även om den första installationen för ett CNC-jobb kan ta tid, sjunker kostnaden per del dramatiskt när produktionen ökar, vilket gör det mycket kostnadseffektivt för både små och stora serier.
Utöver direkta kostnadsbesparingar ger den skalbarhet som CNC-bearbetning erbjuder en avgörande konkurrensfördel. Möjligheten att gå från ett litet antal prototyper till en fullskalig produktion utan att behöva göra om hela processen är ovärderlig. Denna flexibilitet gör det möjligt för företag att reagera snabbt på marknadens krav utan att straffas av oöverkomliga tillverkningskostnader eller kvalitetskontrollproblem.
Sömlös uppskalning från enstaka detaljer till massproduktion
Den verkliga kraften i CNC-bearbetning av akryl ligger i dess perfekta replikerbarhet. Den digitala CAD-filen är huvudritningen och CNC-maskinen är den perfekta utföraren, gång på gång.
Ramverket för skalbarhet
Oavsett om du behöver tio delar för ett prototyptest eller tiotusen för en produktlansering är processen i grunden densamma. Samma G-kod som producerade den första perfekta detaljen kommer att producera den tiotusende perfekta detaljen. Detta skapar en förutsägbar och tillförlitlig produktionsväg. Vår erfarenhet av att arbeta med kunder visar att detta tar bort den osäkerhet som ofta förknippas med att skala upp tillverkningsverksamheten. De kan tryggt lägga större order i vetskap om att kvaliteten inte kommer att avvika.
Bibehållen kvalitet vid höga volymer
Den mänskliga faktorn är en naturlig variabel i manuella processer. Trötthet, distraktion och mindre inkonsekvenser kan leda till delar som faller utanför toleranserna. CNC-bearbetning eliminerar denna variabel. Maskinen blir inte trött eller gör misstag. Den utför de programmerade instruktionerna med precision på mikronivå varje gång. Detta säkerställer att varje komponent i en högvolymkörning är funktionellt och dimensionellt identisk med den sista.
Så här stöder CNC olika produktionsvolymer:
| Produktionsfas | Viktig utmaning | Hur CNC-bearbetning löser det |
|---|---|---|
| Prototyptillverkning (1-50 enheter) | Hastighet & Design Iteration | Snabb leverans från digital fil; lätt att ändra design. |
| Lågvolym (50-1.000 enheter) | Balans mellan kostnad och kvalitet | Automation håller nere kostnaderna per detalj utan verktygsinvesteringar. |
| Hög volym (1.000+ enheter) | Konsistens och genomströmning | Maskinerna kan köras 24/7 och producera identiska delar utan fel. |
Denna anpassningsförmåga gör CNC-bearbetning till en mångsidig lösning för företag i alla tillväxtfaser, från nystartade företag som testar ett nytt koncept till etablerade företag som lanserar produkter globalt.

CNC-bearbetning av akryl är en kraftfull strategi för att uppnå både kostnadseffektivitet och produktionsskalbarhet. Genom att utnyttja automatisering och precision minimeras arbets- och materialkostnaderna, vilket gör det ekonomiskt genomförbart för alla projektstorlekar. Ännu viktigare är att den digitala grunden säkerställer att kvaliteten förblir exceptionellt hög och konsekvent, oavsett om det handlar om att producera en enda prototyp eller tiotusentals enheter. Denna tillförlitlighet gör att ingenjörer och inköpschefer kan lita på att deras produktion kan skalas upp utan att designintegriteten äventyras.
Samarbeta med PTSMAKE för överlägsna CNC-bearbetningsresultat i akryl
Är du redo att frigöra precision, kvalitet och kostnadseffektivitet för dina CNC-bearbetningsprojekt i akryl? Kontakta PTSMAKE idag för en snabb och konkurrenskraftig offert - vårt expertteam levererar konsekventa resultat av hög kvalitet, från prototyper till produktion, skräddarsydda för dina affärsbehov. Låt oss driva dina innovationer framåt - skicka oss din förfrågan nu!

Klicka här för att förstå de grundläggande kemiska egenskaper som gör detta material så mångsidigt för CNC-bearbetning. ↩
Förstå hur spänningskoncentration i materialet leder till fel och hur man effektivt konstruerar runt detta. ↩
Förstå hur dessa mikroskopiska toppar och dalar på ytan påverkar ljusreflektionen och den övergripande klarheten hos dina akryldelar. ↩
Förstå hur denna egenskap påverkar materialets beteende under bearbetningen för att förhindra värmerelaterade defekter. ↩
Läs mer om hur den här optiska metoden avslöjar dolda spänningar i transparenta material innan de orsakar komponentfel. ↩
Förstå vetenskapen bakom hur material bryts ned i ljus och varför akryl är byggt för att hålla länge. ↩
Läs mer om varför denna materialegenskap är avgörande för att säkerställa att din prototyp fungerar som förväntat under belastning. ↩
Läs mer om hur denna kritiska egenskap påverkar ljusbeteendet och materialvalet för dina optiska konstruktioner. ↩
Läs mer om PMMA:s kemiska struktur och hur den påverkar dess unika materialegenskaper för maskinbearbetning. ↩
Läs mer om hur optimering av maskinrörelser kan minska bearbetningstiden och förbättra ytfinishen på dina detaljer. ↩






