

En dålig kylflänsdesign förstör elektronik snabbare än de flesta ingenjörer inser. Du designar en perfekt krets, skaffar komponenter av hög kvalitet och ser sedan hur termiska fel förstör produktens tillförlitlighet eftersom kylflänsen inte klarar av verkliga förhållanden.
Stansade kylflänsar erbjuder en kostnadseffektiv lösning för värmehantering som balanserar tillverkningseffektivitet med adekvat kylningsprestanda. Dessa komponenter använder progressiv stansning för att skapa flänsar direkt från basmaterialet, vilket eliminerar bindningsgränssnitt samtidigt som den strukturella integriteten bibehålls för applikationer med medelhög effekt.
Valet mellan stansade, extruderade eller limmade kylflänsar avgör ofta projektets framgång. Jag har arbetat med ingenjörsteam som kämpat med detta beslut och sett prototyper misslyckas i termiska tester på grund av att de valt fel tillverkningsmetod. Denna guide går igenom de tekniska överväganden som är viktigast när du utformar stansade kylflänsar för din specifika tillämpning.
Vad gör en kylflänsdesign ‘stämplingsbar’?
Har du någonsin undrat vad som gör en kylflänsdesign verkligen tillverkningsbar? Det handlar inte bara om termisk prestanda. För en stansad kylfläns handlar det om Design for Manufacturability (DFM).
DFM säkerställer att din design är effektiv och kostnadseffektiv att producera. Det undviker kostsamma omarbetningar och förseningar.
Grundläggande principer för stansning
Viktiga faktorer avgör om en konstruktion är "stämplingsbar". Dessa inkluderar materialval, tjocklek och geometrin hos detaljer som flänsar. Att ignorera dessa faktorer kan leda till produktionsfel.
Viktiga designöverväganden
En lyckad design balanserar termiska behov med tillverkningsbegränsningar.
| Parameter | Riktlinjer för stämpling |
|---|---|
| Minsta böjradier | Generellt sett minst 1x materialtjocklek |
| Fin-bildförhållande | Håll förhållandet mellan höjd och tjocklek lågt |
| Placering av funktioner | Lämna gott om utrymme mellan funktionerna |
| Materialets tjocklek | Måste vara konsekvent genom hela delen |
Att följa dessa enkla regler är det första steget. Det gör hela produktionsprocessen smidigare för alla inblandade.
Att designa för stansning är ett spel där man måste respektera materialets begränsningar. Det handlar om att förstå hur plåt beter sig under tryck. Man kan inte bara skapa skarpa 90-graders böjar utan konsekvenser.
Varför minsta böjradier är viktiga
När du böjer metall sträcks den yttre ytan och den inre ytan komprimeras. Om böjningen är för skarp för materialets tjocklek kan den yttre ytan spricka. Detta är ett vanligt fel som vi ser i icke-optimerade konstruktioner. Som tumregel bör den inre böjningsradien vara minst lika stor som materialets tjocklek.
Begränsningar avseende material och fenor
Materialtjockleken måste vara jämn. Stansverktyg är konstruerade för en viss tjocklek. Det är inte möjligt att variera den. Processen innebär kontrollerad materialdeformation1, och konsekvens är nyckeln.
Tänk också på fenornas bildförhållande. Mycket höga, tunna fenor är benägna att böjas eller gå sönder under stansningsprocessen. De kan också orsaka problem med materialflödet i formen.
Undvika vanliga fel
Strategisk placering av detaljer är avgörande. Om hål, slitsar eller andra detaljer placeras för nära en böj eller kant kan det orsaka rivning eller deformation. Materialet behöver utrymme för att flyta och formas korrekt.
| Placering av funktioner | Minsta avstånd från kurva | Minsta avstånd från kanten |
|---|---|---|
| Hål (runda) | > 2,5 gånger materialtjockleken | > 1,5 gånger materialtjockleken |
| Spår (rektangulära) | > 3,0x materialtjocklek | > 2,0x materialtjocklek |
På PTSMAKE granskar vi ofta designen tillsammans med våra kunder för att upptäcka dessa problem i ett tidigt skede. En liten justering i designfasen sparar betydande tid och kostnader senare.
En ‘stämplingsbar’ kylfläns följer DFM-principer som minimala böjningsradier och smart placering av funktioner. Det är viktigt att ta hänsyn till materialtjocklek och flänsernas formatförhållande. Detta tillvägagångssätt förhindrar defekter och säkerställer en effektiv och kostnadseffektiv produktion från början.
Hur skiljer det sig från en extruderad kylfläns?
När man väljer ett kylfläns är tillverkningsmetoden avgörande. Stansade och extruderade kylflänsar ser likadana ut. Men de skiljer sig mycket åt i kostnad och design.
På PTSMAKE guidar vi dagligen våra kunder genom detta val. Ofta handlar det om budget och produktionsvolym.
Kostnad och produktionsvolym
Din initiala investering jämfört med den långsiktiga kostnaden är en viktig faktor. En stansad kylfläns kräver högre initiala verktygskostnader. Men styckpriset är mycket lägre vid massproduktion.
| Faktor | Stansning av kylfläns | Extruderad kylfläns |
|---|---|---|
| Kostnad för verktyg | Hög | Låg |
| Styckepris | Mycket låg (hög volym) | Måttlig |
| Bäst för | Massproduktion | Prototyper, låg volym |
Denna avvägning är grundläggande. Den påverkar hela projektets finansiella planering.

Termisk prestanda och design
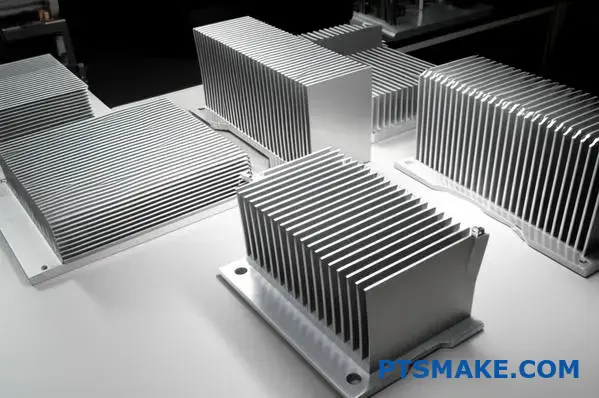
Extruderade kylflänsar tillverkas vanligtvis av aluminiumlegeringar. Dessa material har utmärkt och jämn värmeledningsförmåga. Det gör dem till ett pålitligt och enkelt val för många tillämpningar. De är mycket prestandastarka.
En stansad kylfläns erbjuder dock större designfrihet. Du är inte begränsad till ett enda tvärsnitt. Stansning möjliggör komplexa, tredimensionella former.
Fördelen med flexibilitet
Vi kan skapa fenor med varierande densitet och geometri. Detta optimerar luftflödet i trånga utrymmen. Detta är omöjligt med strängsprutning. Metallen genomgår också arbetshärdning2 under stansningen, vilket kan förändra dess egenskaper något.
Material och anpassning
Extrudering fungerar bäst med aluminium. Stansning kan dock användas för olika material. Vi använder ofta koppar på grund av dess överlägsna termiska egenskaper. Detta är en stor fördel för högpresterande behov.
| Funktion | Stansning av kylfläns | Extruderad kylfläns |
|---|---|---|
| Termisk prestanda | Bra till utmärkt (beroende på material) | Bra till utmärkt |
| Flexibilitet i designen | Hög (variabel fin densitet) | Låg (fast tvärsnitt) |
| Materialalternativ | Aluminium, koppar etc. | Främst aluminiumlegeringar |
Den bästa metoden beror på dina specifika mål. Du måste balansera prestanda, kostnad och designbehov.
Extruderade kylflänsar erbjuder stabil och pålitlig prestanda, medan stansade kylflänsar ger unik designflexibilitet. De erbjuder också betydande kostnadsfördelar vid volymproduktion, vilket gör valet beroende av ditt projekts specifika behov och omfattning.
Vilka är de inneboende termiska och mekaniska begränsningarna?
All teknik har sina begränsningar. Att förstå dessa är nyckeln till framgångsrik produktdesign. För stansade kylflänsar är de viktigaste begränsningarna termiska och mekaniska.
Vi måste ta hänsyn till förhållandet mellan fenans höjd och tjocklek. Högre, tunnare fenor verkar idealiska. Men de kan böjas under tillverkningen. Detta påverkar prestanda och tillförlitlighet.
Finansieringsgrad Verklighet
Det finns en avvägning mellan ytarea och tillverkningsbarhet. Att pressa gränserna för långt leder till problem.
| Aspekt | Idealt mål | Praktisk gräns |
|---|---|---|
| Fin höjd | Maximera för yta | Begränsad av materialets stabilitet |
| Fin tjocklek | Minimera vikten | Måste motstå böjning |
| Förhållande | Hög | ~15:1 till 20:1 (varierar) |

Fördjupad analys av begränsningar
Anslutningen mellan fenan och basen är avgörande. Det är aldrig en perfekt termisk bindning. Det finns alltid en viss nivå av gränsytans termiska motstånd3. Denna lilla lucka, även om den är mikroskopisk, kan hindra värmeflödet. Det minskar kylflänsens totala effektivitet. På PTSMAKE fokuserar vi på att minimera detta genom precisionsstyrning av processen.
En annan viktig fråga är strukturell integritet. Hur beter sig delen under belastning? Vibrationer är ett vanligt problem, särskilt inom fordons- och industriella tillämpningar. En dåligt konstruerad stansad kylfläns kan drabbas av utmattning och gå sönder i förtid. Vi analyserar dessa dynamiska belastningar noggrant under konstruktionsfasen.
Vanliga mekaniska felpunkter
Vi måste förutse potentiella svagheter. Tidigare erfarenheter från projekt hjälper oss att identifiera dessa i ett tidigt skede.
| Stressfaktor | Potentiellt feltillstånd | Hänsyn till design |
|---|---|---|
| Vibrationer | Sprickor i botten | Förstärkning av basgeometrin |
| Mekanisk stöt | Permanent deformation | Materialval, förstyvningar |
| Konstant tryck | Materialkrypning över tid | Välja legeringar med hög stabilitet |
Detta fokus på tillverkningsbarhet säkerställer att slutprodukten på ett tillförlitligt sätt uppfyller både termiska och mekaniska specifikationer. Det handlar om att balansera idealisk prestanda med verklig fysik.
De främsta begränsningarna för stansade kylflänsar är fingeometrins proportioner, den ofullkomliga termiska bindningen mellan komponenterna och säkerställandet av strukturell integritet under vibrationer och mekanisk påfrestning. Dessa faktorer måste balanseras för optimal och tillförlitlig prestanda.
Vilka är de vanligaste typerna av stansade flänsgeometrier?
Stansade kylflänsar finns i olika geometrier. Varje design erbjuder unika termiska och strukturella fördelar. Att förstå dessa hjälper dig att välja rätt lösning för dina behov.
Låt oss undersöka två av de vanligaste typerna.
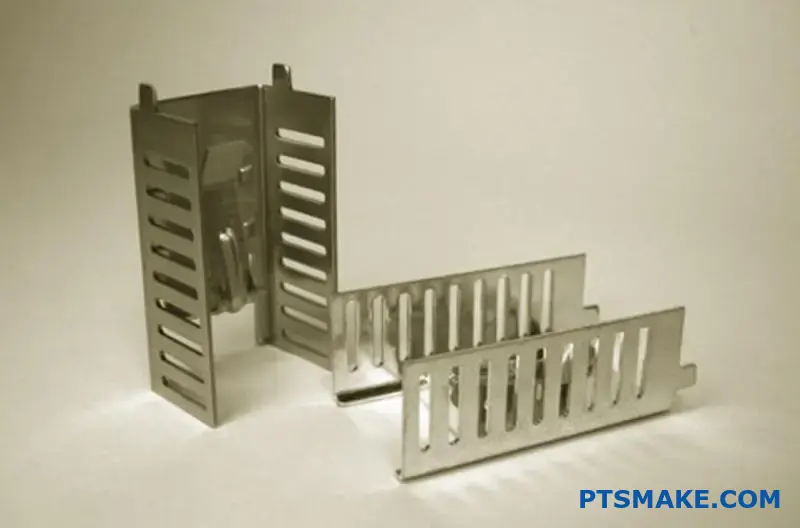
Zipper-fenor
Zipper-fenor stansas individuellt. De staplas sedan och låses ihop. Denna process bildar en tät och robust fenuppsättning. Det är ett populärt val för många tillämpningar.
Vikta fenor
Vikta fenor tillverkas av ett enda ark. Metallen böjs fram och tillbaka kontinuerligt. Detta skapar en struktur som liknar en dragspel.
| Typ av fena | Tillverkningsmetod | Viktig fördel |
|---|---|---|
| Zipper Fin | Individuell stansning och stapling | Hög densitet och styvhet |
| Fälld fena | Kontinuerlig böjning | Enklare montering |
Dessa konstruktioner är grundläggande för att skapa en effektiv stansad kylfläns.
Valet mellan dragkedja och vikta fenor handlar om mer än bara utseendet. Det påverkar prestanda, kostnad och montering. Din specifika tillämpning avgör vilket val som är bäst.
Mer information: Användningsområden för dragkedjefenor
Zipper-kylflänsar är utmärkta för hög effekt. Deras sammanlänkade design skapar en mycket stabil struktur. Detta möjliggör täta kylflänsar, vilket maximerar ytan.
De integreras också väl med värmerör. Fenorna kan stansas med precisa utskärningar. Detta säkerställer en tät passform och optimal värmekontakt.
Tillverkningen av dessa fenor innebär ofta progressiv stansning4. Även om initiala verktyg kan vara en investering, sänker de enhetskostnaderna vid högvolymproduktion.
Överväganden kring vikta fenor
Vikta lameller är ett utmärkt val för kostnadsmedvetna projekt. Tillverkningsprocessen är enklare eftersom den endast kräver ett enda materialstycke. Detta minskar komplexiteten och tiden för montering.
En viktig utmaning är att säkerställa en stabil termisk bindning. Flänsen måste ha jämn kontakt med värmespridaren eller basen.
I tidigare projekt på PTSMAKE använder vi vanligtvis hårdlödning eller termisk epoxi. Detta garanterar en säker fogning och effektiv värmeöverföring. Det slutgiltiga designvalet beror alltid på en avvägning mellan prestanda och budget.
Zipper- och vikta flänsar är två huvudsakliga typer av stansade flänsar. Zipper-flänsar erbjuder hög flänstäthet och strukturell stabilitet, vilket är idealiskt för komplexa konstruktioner. Vikta flänsar är en enklare och mer kostnadseffektiv lösning som är lätt att montera.
Hur kategoriseras dessa kylflänsar efter användningsområde?
Alla kylflänsar är inte lika. Användningsområdet är den viktigaste faktorn vid utformningen. En kylfläns för en LED-lampa skiljer sig mycket från en kylfläns för en server-CPU.
Deras uppgift är densamma: att avleda värme. Men deras miljöer och värmebelastningar skiljer sig åt som dag och natt. Detta påverkar direkt deras slutliga form och funktion. Låt oss jämföra dem.
| Funktion | LED med låg effekt | Högpresterande CPU |
|---|---|---|
| Metod för kylning | Passiv (konvektion) | Aktiv (forcerad luft) |
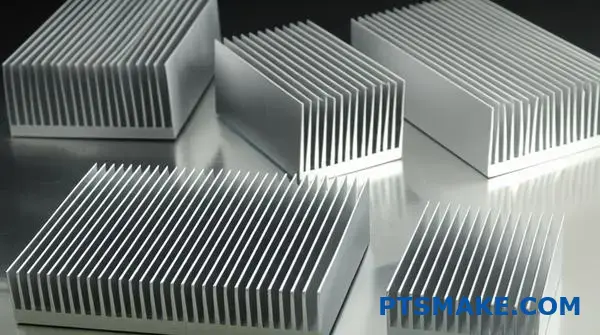
| Fin Densitet | Låg (bred stigning) | Hög (täta fenor) |
| Kostnadsprioritet | Hög | Måttlig |

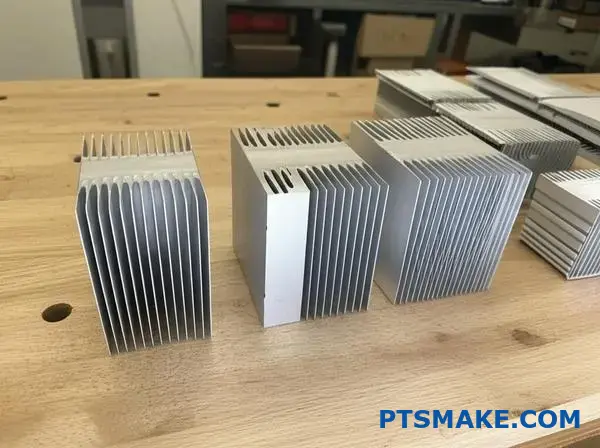
Låt oss först titta på LED-belysning med låg effekt. Här är målet enkel och kostnadseffektiv kylning. Dessa applikationer använder nästan alltid passiva kylflänsar.
Fjädrarna är placerade långt ifrån varandra. Denna design bidrar till att den naturliga luftkonvektionen fungerar effektivt. Den förhindrar också att damm lätt täpper till fjädrarna efter många års användning. För dessa är ofta en enkel stansad kylfläns eller en aluminiumprofil den perfekta lösningen. Den fyller sin funktion till en låg kostnad.
Server-CPU:er är en helt annan utmaning. De alstrar en enorm mängd värme på en mycket liten yta. Här blir aktiv kylning avgörande.
En fläkt blåser luft genom ett tätt nätverk av tunna lameller. Denna konstruktion maximerar ytan för värmeväxling i en trång miljö. Den höga värmeflöde5 från processorn kräver denna aggressiva strategi.
Enligt vår erfarenhet på PTSMAKE kräver tillverkningen av dessa högdensitetsflänsar precision. Vi använder ofta CNC-bearbetning för att skapa de komplexa geometrier och snäva toleranser som krävs för dessa kritiska serverkomponenter. Detta säkerställer optimal värmeöverföring och tillförlitlighet.
| Hänsyn till design | LED-belysning | Server-CPU |
|---|---|---|
| Termisk belastning | Låg | Mycket hög |
| Luftflöde | Naturlig konvektion | Tvingad konvektion (fläkt) |
| Miljö | Utomhus / Hushåll | Sluten serverrack |
| Tillförlitlighet Behov | Standard | Uppdragskritisk |
En kylfläns design är anpassad efter dess uppgift. En enkel, passiv design fungerar för LED-lampor med låg effekt. Men högpresterande processorer behöver komplexa, aktiva kylningslösningar för att hantera intensiva värmebelastningar och säkerställa tillförlitlighet. Användningsområdet avgör alltid form och funktion.
Vilka designfunktioner underlättar montering och integration?
Korrekt montering är avgörande för alla komponenter. För en stansad kylfläns handlar det både om stabilitet och termisk prestanda. Rätt egenskaper gör installationen enkel och säker.
Detta säkerställer en tät passform på kretskortet. En bra anslutning maximerar värmeöverföringen från dina kritiska komponenter.
Nyckelfästningslösningar
Vi fokuserar på integrerade monteringsfunktioner. Dessa byggs in direkt i kylflänsen under tillverkningen. Detta tillvägagångssätt minskar monteringstiden och antalet potentiella felpunkter.
Enkel installation
Valet av rätt funktion beror på din monteringsprocess och budget. Varje funktion erbjuder unika fördelar för olika tillämpningar.
| Funktionstyp | Bäst för | Installationshastighet |
|---|---|---|
| Stämplade hål | Kostnadskänsliga projekt | Måttlig |
| Gängade insatser | Miljöer med höga vibrationer | Långsammare |
| Push-Pins | Snabb montering utan verktyg | Mycket snabb |

Bra design är mer än bara kylflänsar. Det handlar om hur delen passar in i det större systemet. Sömlös integration sparar tid och förhindrar huvudvärk under slutmonteringen. Detta är något vi prioriterar på PTSMAKE redan från den första designgranskningen.
En närmare titt på integrationsfunktionerna
Låt oss gå igenom de vanligaste monteringsalternativen. Var och en löser en specifik teknisk utmaning. Valet påverkar monteringseffektiviteten och produktens totala tillförlitlighet.
Stämplade monteringshål
Detta är den enklaste och mest kostnadseffektiva lösningen. Hålen skapas under själva stansningsprocessen. Det innebär att inga sekundära operationer behövs. Det är idealiskt för högvolymproduktion där varje sekund och cent räknas.
Gängade insatser (PEM)
För applikationer som kräver starka, återanvändbara anslutningar är gängade insatser perfekta. Dessa är små fästelement som installeras i kylflänsen med hjälp av en klämningsprocess6. De tillhandahåller robusta gängor för skruvar, vilket är avgörande i enheter som utsätts för vibrationer eller kräver frekvent service.
Push-Pin-platser
Tryckstift erbjuder en snabb installationsmetod utan verktyg. Kylflänsen är utformad med specifika hål som passar ihop med tryckstift av plast eller metall. Denna metod möjliggör snabb montering och demontering, vilket gör den idealisk för prototyper och lättillgängliga kapslingar.
| Monteringsmetod | Primär förmån | Vanliga användningsfall |
|---|---|---|
| Stämplade hål | Låg kostnad | Konsumentelektronik |
| Gängade insatser | Hög säkerhet | Bilindustri och industri |
| Push-Pins | Snabb montering | PC-komponenter och servrar |
Smarta designfunktioner som stansade hål, gängade insatser och tryckstift är avgörande. De säkerställer att en stansad kylfläns kan installeras enkelt, tillförlitligt och kostnadseffektivt, vilket direkt påverkar monteringshastigheten och produktens hållbarhet.
Hur utformar man en stansad kylfläns utifrån kraven?
Ett strukturerat arbetsflöde är avgörande. Det omvandlar krav till en funktionell stansad kylfläns. Denna process förhindrar kostsamma fel och förseningar. Vi följer en tydlig femstegsprocess.
Det säkerställer att varje designbeslut är logiskt och datadrivet. Denna strategi bygger framgång från start.
Designarbetsflödet
Här är en översikt över processen:
| Steg | Åtgärd |
|---|---|
| 1 | Definiera termisk budget |
| 2 | Välj material och konstruktion |
| 3 | Utför simulering |
| 4 | Skapa CAD-modell (med DFM) |
| 5 | Iterera och förfina |
Denna systematiska strategi är avgörande.

Att konstruera en stansad kylfläns är mer än bara att böja metall. Det är en noggrant beräknad teknisk process. Låt oss titta närmare på dessa steg.
1. Definiera värmebudgeten
Först måste du fastställa termisk budget7. Detta inkluderar den maximalt tillåtna komponenttemperaturen och den totala effekten som den avger. Denna icke-förhandlingsbara grund dikterar alla efterföljande designval för kylflänsen.
2. Material och konstruktion
Välj sedan material. Aluminiumlegeringar som 1050 eller 6061 är vanliga. Koppar har bättre ledningsförmåga men kostar mer. Valet beror på budget och prestandakrav. Här bestäms också den grundläggande konstruktionen, såsom flänsarnas densitet och form.
3. Simulering är avgörande
Därefter går vi vidare till simulering. Enkla analytiska modeller ger snabba uppskattningar. För komplexa luftflöden är dock CFD-simulering (Computational Fluid Dynamics) ovärderlig. Den förutsäger prestanda med hög noggrannhet innan någon metall skärs.
| Simuleringstyp | Bästa användningsfall |
|---|---|
| Analytisk | Snabba, tidiga uppskattningar |
| CFD | Komplex luftström, hög noggrannhet |
4. CAD med DFM i åtanke
Med en simulerad design skapar vi CAD-modellen. På PTSMAKE integrerar vi regler för tillverkningsbarhet (DFM) redan från början. Detta säkerställer att delen kan stansas effektivt, vilket sparar tid och pengar senare.
5. Iteration för perfektion
Slutligen, upprepa. Den första designen är sällan den sista. Vi använder simuleringsresultat och DFM-feedback för att förfina CAD-modellen. Denna cykel fortsätter tills designen uppfyller alla termiska, mekaniska och kostnadsmässiga krav.
Ett strukturerat designflöde, från definition av termiska gränser till iterativ förfining, är avgörande. Denna systematiska process säkerställer att den slutliga stansade kylflänsen inte bara är effektiv utan också tillverkningsbar och kostnadseffektiv, vilket förhindrar oförutsedda problem under produktionen.
När bör man övergå från stansning till en annan teknik?
Stansade kylflänsar är otroligt effektiva. Men de har tydliga begränsningar. Att veta när man ska byta är nyckeln till projektets framgång. Detta beslut är övergångspunkten.
Det är där termiska krav eller geometrisk komplexitet överstiger vad stansning kan erbjuda. Högre värmebelastningar eller komplicerade konstruktioner kräver ofta en annan approach. Låt oss undersöka när det är dags att ta det steget.
Viktiga crossover-utlösare
| Utlösare | Stämplingsegenskaper | Alternativ behövs |
|---|---|---|
| Värmeflöde | Låg till medelhög | Hög till mycket hög |
| Komplexitet | Enkla geometrier | Komplexa former |
| Fin Densitet | Låg | Hög |
Mer än bara stansning: avancerade lösningar
När en standardstansad kylfläns inte räcker till är det dags att överväga mer avancerade alternativ. Varje teknik löser en specifik termisk utmaning.
Kylflänsar av Bonded Fin
Limade kylflänsar erbjuder designflexibilitet. Du kan kombinera olika material, till exempel en kopparbas för ledningsförmåga och aluminiumflänsar för viktbesparing. Detta är idealiskt för mycket stora kylflänsar eller hög effektapplikationer.
Skived Fin-teknik
För kompakta enheter som kräver maximal kylning är skivade kylflänsar ett utmärkt val. En enda metallblock skivas för att skapa mycket tunna, täta kylflänsar. Detta skapar en enorm yta på en liten yta.
Tvåfasig kylning
När det gäller intensiv, lokaliserad värme från en liten källa är tvåfas-kylning lösningen. Lösningar som ångkammare använder en fasövergång från vätska till ånga för att snabbt transportera bort värmeenergin från källan. Denna process, som kallas isotermisering8, är extremt effektivt för att hantera hot spots.
Guide för val av teknik
| Teknik | Bäst för | Viktig fördel |
|---|---|---|
| Bondad fin | Hög effekt / Stor storlek | Materialkombinationer, skalbarhet |
| Skived Fin | Hög findensitet | Maximal yta på liten plats |
| Ångkammare | Koncentrerad värmekälla | Överlägsen värmespridning |
Det är avgörande att känna igen övergångspunkterna. När termiska belastningar eller komplexitet överstiger stansningens kapacitet krävs alternativ som limmade kylflänsar, skivade kylflänsar eller ångkammare. Var och en av dessa erbjuder en unik lösning för avancerade utmaningar inom värmehantering.
Lås upp avancerade stansade kylflänslösningar med PTSMAKE
Är du redo att ta ditt stansade kylflänsprojekt till nästa nivå? Kontakta PTSMAKE idag för en snabb och detaljerad offert och upptäck hur vår expertis inom precisionstillverkning kan leverera överlägsen prestanda och kvalitet för din applikation. Din skräddarsydda lösning börjar med en enda förfrågan – kontakta oss nu!

Upptäck de grundläggande mekanismerna för hur metall omformas under stansningsprocessen. ↩
Lär dig hur mekanisk påfrestning förändrar materialegenskaper och påverkar komponenternas prestanda. ↩
Lär dig hur denna egenskap påverkar värmeöverföringen och den totala prestandan i dina konstruktioner. ↩
Förstå hur denna flerstegsstansningsprocess kan förbättra effektiviteten och sänka kostnaderna för volymproduktion. ↩
Lär dig hur denna viktiga mätparameter påverkar värmehanteringen och materialvalet för ditt projekt. ↩
Förstå denna kallformningsmetod för att foga samman plåt utan att använda värme eller fästelement. ↩
Klicka för att förstå hur definitionen av en termisk budget är det avgörande första steget för en framgångsrik kylflänsdesign. ↩
Förstå fysiken bakom tvåfas-kylning och hur den uppnår en snabb och jämn temperaturfördelning. ↩






