

Att designa passiva kylflänsar för högeffektselektronik känns enkelt tills din prototyp börjar överhettas under testning. Du inser att val av aluminiummaterial, lamellgeometri och termiskt gränssnitt inte bara är tekniska specifikationer - de är skillnaden mellan en produkt som fungerar och en som inte klarar den termiska valideringen.
Passiv kylflänsdesign kräver balans mellan värmeledningsförmåga, ytarea och luftflödesmönster för att uppnå optimal värmeavledning utan extern strömförsörjning. Framgång beror på materialval, tillverkningsprocess och integration på systemnivå med höljet.
Genom flera projekt på PTSMAKE har jag hjälpt ingenjörer att lösa termiska utmaningar i olika branscher. De viktigaste insikterna jag kommer att dela med mig av omfattar materialavvägningar, tillverkningsbegränsningar och felsökningsmetoder som kan spara veckor av omkonstruktionstid.
Vilken är den första principen för passiv värmeavledning?
Den första principen är förvånansvärt enkel. Den är förankrad i fysikens grundläggande lagar. Passiv värmeavledning fungerar eftersom värme rör sig naturligt.
Den behöver ingen fläkt eller pump. Den följer termodynamikens oföränderliga regler. Detta är grunden för varje passiv kylflänsdesign.
Lagarna som styr värmeflödet
Hela processen styrs av två viktiga lagar.
För det första är energi konserverad. Den kan inte förstöras. För det andra flödar värme alltid från ett varmare objekt till ett kallare. Detta är naturens strävan efter balans.
| Termodynamikens huvudsats | Grundläggande princip | Konsekvenser för värmeavledning |
|---|---|---|
| Första lagen | Energibesparing | Värme måste överföras, inte elimineras. |
| Andra lagen | Ökad entropi | Värme förflyttar sig spontant till svalare områden. |
Att förstå denna grundläggande princip handlar om mer än bara fysik. Det handlar om att utnyttja naturen själv. Vi skapar inte en kraft för att flytta värme. Vi skapar helt enkelt en effektiv väg för värmen att göra det den redan vill göra: sprida sig.
Den drivande kraften: Strävan efter jämvikt
En varm elektronisk komponent i ett kallt rum innebär en obalans. Universum arbetar naturligt för att lösa denna obalans. Denna termiska rörelse är en konstant och tillförlitlig process. Den sker utan någon extern krafttillförsel.
Detta är den princip vi förlitar oss på hos PTSMAKE. När vi konstruerar och tillverkar delar tar vi hänsyn till hur deras form och material bäst stöder denna naturliga värmeöverföring. Målet är alltid att förbättra det minsta motståndets väg för termisk energi.
Energins tendens att sprida sig är ett begrepp som mäts genom entropi1. Värme som rör sig från en koncentrerad källa ut i den svalare omgivande luften ökar systemets totala störning, vilket uppfyller denna grundläggande tendens.
Praktiska designöverväganden
Detta innebär att våra designval är avgörande. En bra design bekämpar inte fysiken, den möjliggör den.
| Designfaktor | Termodynamisk princip | Mål |
|---|---|---|
| Yta | Andra lagen | Maximera kontakten med den svalare miljön. |
| Val av material | Konduktionseffektivitet | Påskynda värmerörelsen bort från källan. |
| Luftflödesväg | Konvektion | Hjälper den omgivande luften att transportera bort värme. |
I slutändan är en passiv kylfläns ett noggrant konstruerat objekt. Den är utformad för att göra det så enkelt som möjligt för värme att ta sig ut från en kritisk komponent och avledas säkert ut i miljön.
Passiv värmeavledning styrs i grunden av termodynamikens lagar. Energi bevaras (första lagen) och värme flödar naturligt från varma till kalla miljöer för att öka entropin (andra lagen). Detta är motorn bakom alla fläktlösa kylkonstruktioner.
Vad skiljer en passiv från en aktiv kylfläns?
Det enklaste sättet att skilja dem åt är energi. Behöver kylsystemet extern kraft för att fungera? Det är kärnfrågan.
Den självförsörjande kylaren: Passiva kylflänsar
En passiv kylfläns arbetar tyst. Den använder naturliga fysiska processer för att avleda värme. Det finns inga rörliga delar inblandade. Det är ren fysik i arbete.
Den kraftassisterade kylaren: Aktiva kylflänsar
Aktiva kylflänsar använder strömförsörjda komponenter. Tänk på fläktar eller pumpar. Denna externa energi ökar kylningsprocessen avsevärt.
Här är en snabb uppdelning:
| Typ av kylfläns | Extern energitillförsel |
|---|---|
| Passiv | Nej |
| Aktiv | Ja (t.ex. fläktar, pumpar) |

Valet mellan aktiv och passiv kylning handlar inte bara om att lägga till en fläkt. Det är ett grundläggande designbeslut. Valet påverkar tillförlitlighet, kostnad och prestanda. Enligt min erfarenhet på PTSMAKE är detta ett avgörande första steg.
Enkelhetens tillförlitlighet
En passiv kylfläns är otroligt tillförlitlig. Utan rörliga delar finns det färre felkällor. Detta är avgörande för uppdragskritiska applikationer. Tänk på medicintekniska produkter eller flyg- och rymdkomponenter där fel inte är ett alternativ. De förlitar sig helt och hållet på naturlig konvektion2 och strålning för att transportera bort värmen. Detta gör dem tysta och underhållsfria.
Utövandet av makt
Aktiva system erbjuder dock överlägsen kylning. När en komponent genererar en enorm mängd värme räcker det inte med naturliga processer. Genom att lägga till en fläkt pressas luft över flänsarna, vilket drastiskt ökar värmeavledningen. Vi ser detta i högpresterande datorsystem och fordonselektronik. Avvägningen är ökad komplexitet, buller, potentiella felpunkter och högre driftskostnader.
Den här tabellen visar de viktigaste avvägningarna som vi ofta diskuterar med våra kunder.
| Funktion | Passiv kylfläns | Aktiv kylfläns |
|---|---|---|
| Prestanda | Lägre | Högre |
| Tillförlitlighet | Mycket hög | Måttlig |
| Bullernivå | Tyst | Hörbar |
| Kostnad | Lägre | Högre |
| Underhåll | Ingen | Krävs |
Den grundläggande skillnaden mellan aktiva och passiva kylflänsar ligger i deras användning av extern ström. Passiva kylflänsar utnyttjar den naturliga fysiken för tyst och tillförlitlig kylning. Aktiva kylflänsar använder fläktar eller pumpar för överlägsen prestanda, vilket medför komplexitet och potentiella felpunkter.
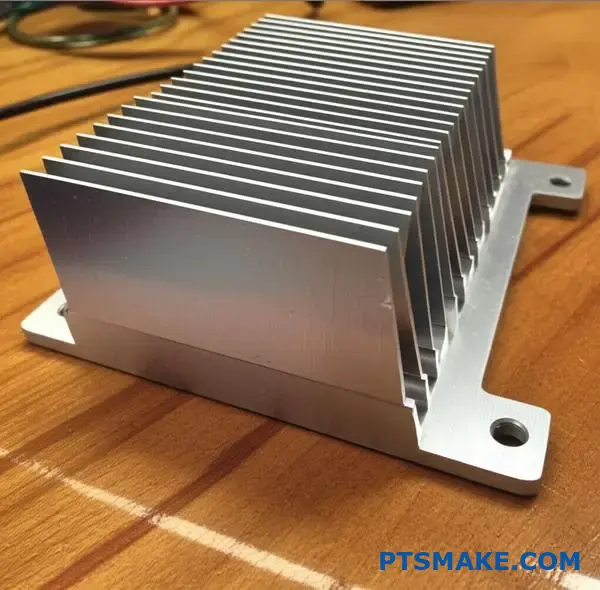
Hur kategoriseras passiva kylflänsar efter tillverkningsprocess?
Valet av rätt passiv kylfläns börjar med tillverkningsprocessen. Varje metod erbjuder en unik balans mellan kostnad, prestanda och designfrihet.
Tänk på det som en verktygslåda. Du skulle inte använda en hammare för att skruva i en skruv.
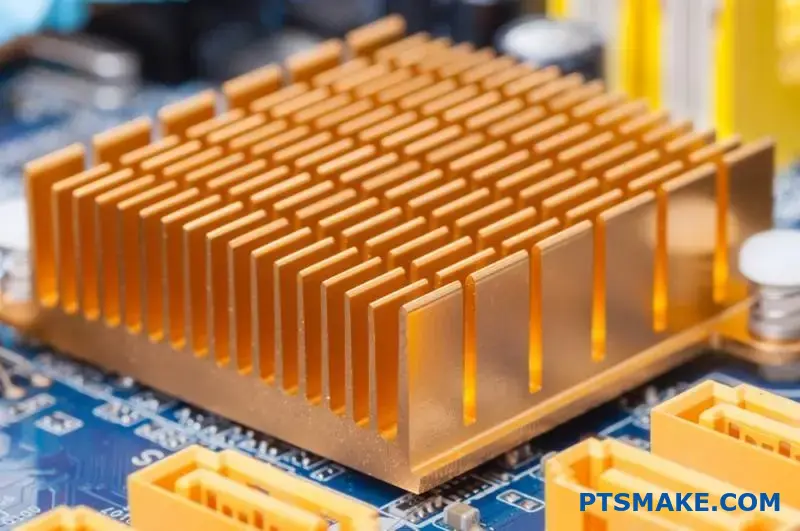
Strängsprutning: Arbetshästen
Detta är den vanligaste metoden. Aluminium pressas genom en form för att skapa en lång, fenad profil. Det är kostnadseffektivt för stora volymer.
Stämpling: Enkelt och snabbt
För lågeffektsapplikationer är stansade kylflänsar perfekta. Tunna metallplåtar stansas ut till en form.
| Process | Typisk kostnad | Gemensamt material |
|---|---|---|
| Extrudering | Låg till medelhög | Aluminium |
| Stämpling | Mycket låg | Aluminium, koppar |
Detta val har en direkt inverkan på projektets budget och termiska prestanda.
Låt oss utforska de viktigaste tillverkningsmetoderna mer i detalj. Processen bestämmer allt från fendens densitet till den slutliga formen på din passiva kylfläns. På PTSMAKE hanterar vi ofta sekundär bearbetning på dessa delar, så vi ser för- och nackdelarna från första hand.
Smide för komplexitet
Vid smidning används högt tryck för att forma ett metallblock. På så sätt skapas kylflänsar med komplexa 3D-pinnar. Det ger bättre värmeprestanda än strängpressning men kostar mer.
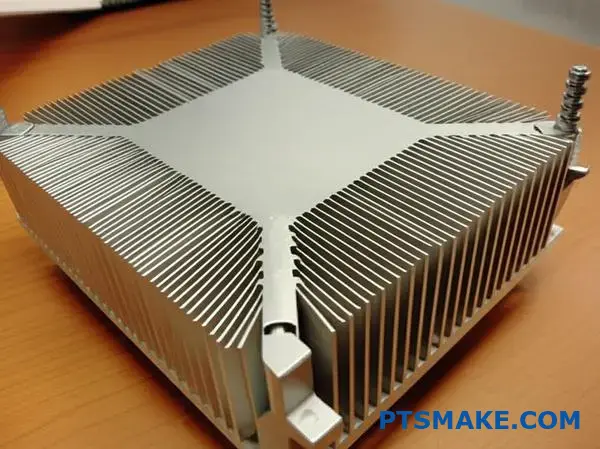
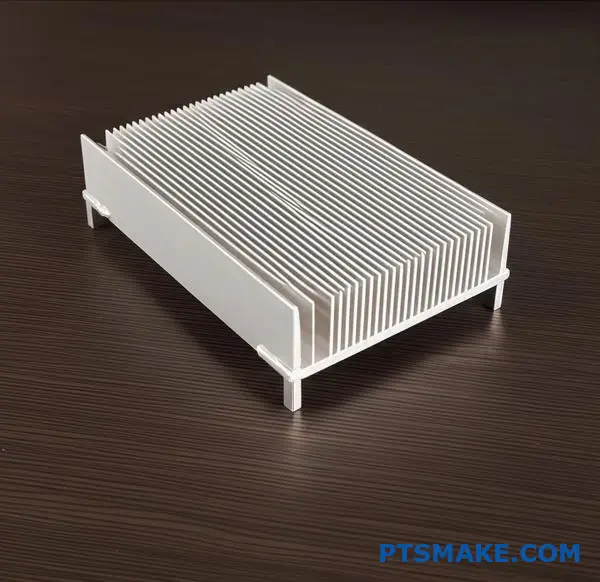
Skiving och bondade fenor för hög prestanda
Skiving rakar tunna fenor från ett massivt block av koppar eller aluminium. Detta möjliggör mycket höga lamelltätheter. Bondade kylflänsar fäster enskilda kylflänsar på en bas. Denna metod är utmärkt för stora eller anpassade konstruktioner. Den möjliggör en kopparbas med aluminiumflänsar, vilket ger en blandning av prestanda och vikt. Tillverkningsmetoden måste anpassas till dina termiska behov och bildförhållande3 din design kan tolerera.
Här följer en snabb jämförelse av dessa avancerade metoder.
| Metod | Bäst för | Designbegränsning | Relativ kostnad |
|---|---|---|---|
| Smide | 3D-luftflöde | Utkast till vinklar | Medium |
| Skiving | Hög findensitet | Materialets mjukhet | Hög |
| Bondad fin | Stora storlekar | Toleranser för montering | Hög |
Att förstå dessa avvägningar är avgörande. Det förhindrar överengineering och hjälper dig att hantera kostnaderna effektivt redan från början. Vår roll är att tillhandahålla den precisionsbearbetning som behövs för att göra dessa komponenter perfekta.
Att välja rätt tillverkningsprocess innebär en avvägning mellan termisk prestanda, designkomplexitet och budget. Varje metod, från enkel stansning till avancerad skiving, erbjuder distinkta fördelar och begränsningar som direkt påverkar slutproduktens effektivitet och kostnad.
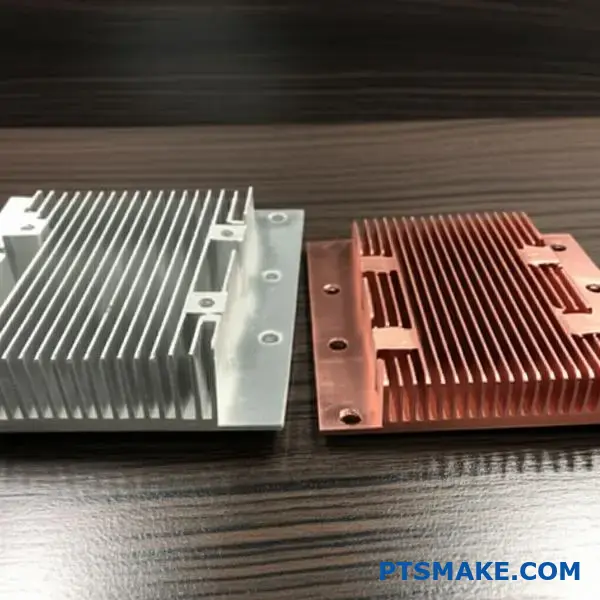
Vilka andra material än aluminium används och varför?
Även om aluminium är en mångsidig arbetshäst är det inte alltid det som passar bäst. För högpresterande behov är det andra material som gäller. Koppar är ett primärt alternativ.
Den har en mycket överlägsen värmeledningsförmåga. Detta gör den utmärkt för krävande applikationer.
Denna prestanda kommer dock med kompromisser. Koppar är betydligt tyngre och dyrare. Det innebär också olika utmaningar i tillverkningsprocessen. En koppar passiv kylfläns är en specialiserad lösning.
| Funktion | Aluminium (6061) | Koppar (C110) |
|---|---|---|
| Termisk konduktivitet | ~167 W/mK | ~385 W/mK |
| Relativ densitet | 1.0 | 3.3 |
| Relativ kostnad | 1.0 | ~2.5 - 3.5 |

Valet mellan aluminium och koppar är en klassisk teknisk avvägning. Den balanserar termisk prestanda mot budget- och viktbegränsningar. I våra projekt på PTSMAKE ser vi ofta att koppar specificeras för högeffektsprocessorer eller laserdioder där snabb värmeavledning är avgörande.
Men materiallandskapet stannar inte vid koppar. För riktigt avancerade tillämpningar tittar vi på ännu mer avancerade alternativ.
Avancerade termiska lösningar
Grafitens uppgång
Grafit förändrar förutsättningarna för värmehantering i kompakta enheter. Den är otroligt lätt och har en fantastisk värmespridningsförmåga.
Dess unika anisotropiska egenskaper4 är nyckeln. Detta innebär att den leder värme exceptionellt bra längs sina ytor men dåligt genom dem. Detta gör det möjligt för ingenjörer att leda bort värme från känsliga komponenter i sidled, vilket är perfekt för tunna profiler som smartphones eller surfplattor.
| Material | Viktig fördel | Bästa användningsfall |
|---|---|---|
| Koppar | Hög konduktivitet i bulk | Kraftelektronik, CPU-kylare |
| Grafit | Utmärkt spridning i planet | Tunn elektronik, kylning av batterier |
Dessa avancerade material är inte bara utbytbara. De löser specifika problem som vanliga metaller inte kan. För att välja rätt material krävs en tydlig förståelse för den termiska utmaningen och tillverkningsmöjligheterna.
Koppar ger överlägsen värmeledningsförmåga jämfört med aluminium, men medför ökad vikt och kostnad. Avancerade material som grafit erbjuder lättviktig, högpresterande värmespridning för specialiserade, utrymmesbegränsade applikationer, vilket belyser vikten av materialval i termisk design.
Grundprincipen: Tvåfasig värmeöverföring
Ångkammare och värmerör är inte bara tomma metallbehållare. De är sofistikerade anordningar för värmeöverföring i två faser. Deras hemlighet ligger i en smart användning av fysik.
En fristående cykel
På insidan cirkulerar en liten mängd vätska hela tiden. Den går från vätska till ånga och tillbaka igen. Denna cykel flyttar värme med otrolig effektivitet. Det är en kontinuerlig, passiv process.
Som en termisk supraledare
Denna process överför stora mängder värme. Den gör det med en mycket liten temperaturskillnad. Detta gör att de fungerar som "termiska supraledare" i passiva kylflänsar.
| Fas | Roll i värmeöverföring | Plats i enheten |
|---|---|---|
| Vätska | Absorberar värme, blir till ånga | Förångare (varm sida) |
| Ånga | Transporterar värme snabbt | Kärnverksamhet/samhälle |
| Vätska | Släpper ut värme, kondenserar | Kondensor (kall sida) |
Vetenskapen om fasförändring
Kärnan i denna teknik är en enkel princip. När en vätska förvandlas till ånga absorberar den en enorm mängd energi. Detta sker utan att vätskan blir varmare. Den här energin kallas latent förångningsvärme5.
Denna lagrade energi följer med ångan. Den rör sig från den heta punkten till ett svalare område. När ångan svalnar och kondenserar tillbaka till en vätska frigörs all den lagrade värmen. Den här processen är mycket effektivare när det gäller att flytta värmeenergi än enkel ledning genom ett fast material.
Varför det är mer effektivt
Tänk på kokande vatten. Du kan tillföra mycket värme till en kastrull med kokande vatten, men temperaturen förblir 100°C. Den energin används för att skapa ånga. Värmerör och ångkammare utnyttjar exakt denna effekt i en sluten slinga. De är i princip passiva värmemotorer.
Detta gör dem idealiska för applikationer med hög effekttäthet. De drar snabbt bort värme från en koncentrerad källa.
Jämförelse av prestanda
I många av våra projekt på PTSMAKE har vi sett skillnaden. Den effektiva värmeledningsförmågan kan vara flera tiopotenser högre än solid koppar eller aluminium.
| Material | Effektiv värmeledningsförmåga (W/m-K) |
|---|---|
| Koppar | ~400 |
| Aluminium | ~235 |
| Värmerör / ångkammare | 5,000 - 200,000+ |
Ångkammare och värmerör använder en fasförändring från vätska till ånga. Detta gör att de kan överföra betydande värme över ett avstånd med minimalt temperaturfall. Denna höga effektivitet gör att de fungerar som "termiska supraledare" i avancerade passiva kyllösningar.
Vad är syftet med att anodisera eller måla en kylfläns?
Att välja ytbehandling för en kylfläns handlar inte bara om utseende. Valet står ofta mellan anodisering och målning. Båda erbjuder mycket olika fördelar.
Anodisering är en komplex process. Den ger skydd och isolering. Målning är mer okomplicerad. Dess huvuduppgift är att öka värmestrålningen.
Låt oss jämföra dem direkt.
| Funktion | Anodisering | Målning |
|---|---|---|
| Primärt mål | Skydd & Isolering | Emissivitet |
| Process | Elektrokemisk | Applicering av beläggning |
| Hållbarhet | Hög | Varierar beroende på färg |
Detta hjälper till att klargöra vilken behandling som är bäst för din specifika applikation.

Anodisering: Mer än ett ytskikt
Anodisering är inte bara ett lager ovanpå. Det är en elektrokemisk process6 som omvandlar metallytan. Det skapar ett mycket hårt, icke-ledande aluminiumoxidskikt. Detta är viktigt för en passiv kylfläns som används nära känsliga elektroniska komponenter.
Detta oxidskikt ger utmärkt korrosionsbeständighet. Det skyddar kylflänsen från miljöfaktorer. Det ökar också ytans emissivitet avsevärt. Denna ökning gör att kylflänsen kan stråla bort värme mer effektivt till den omgivande luften.
Målning: Ett målinriktat tillvägagångssätt
Målning är en enklare ytapplicering. Speciella termiska färger är utformade med hög emissivitet. Detta är deras huvudsyfte. De hjälper kylflänsen att stråla ut värme mer effektivt.
Men färg kan också fungera som ett isolerande skikt. Om det appliceras för tjockt kan det hindra värmeöverföringen. Det här är en kritisk faktor som vi på PTSMAKE tar hänsyn till. Vi ser till att appliceringen optimerar strålningen utan att hindra konvektionen.
Här är en mer detaljerad jämförelse baserad på vår projekterfarenhet.
| Aspekt | Anodisering | Målning |
|---|---|---|
| Elektrisk isolering | Utmärkt | Dålig (om inte specialfärg) |
| Motståndskraft mot korrosion | Utmärkt | Bra |
| Termisk påverkan | Ökar strålningen, minimal påverkan på konvektionen | Ökar strålningen, kan hindra konvektion om den är tjock |
| Bäst för | Tuffa miljöer, behov av elektrisk isolering | Kostnadseffektiv ökning av emissiviteten |
Kort sagt ger anodisering robusta fördelar: korrosionsbeständighet, elektrisk isolering och förbättrad emissivitet. Målning är ett målinriktat, ofta mer ekonomiskt, val för att förbättra värmestrålningen. Ditt slutliga beslut beror på applikationens miljö och elektriska krav.
Hur påverkar kapslingens utformning kylflänsens effektivitet?
En kylfläns är inte en ö. Dess prestanda är kopplad till hela systemet. Du måste tänka på höljet som en del av den termiska lösningen. Utan rätt luftflöde kommer även den bästa kylflänsen att misslyckas.
Rollen för ventilation av skåp
Ventilation är ditt mest kraftfulla verktyg. Den skapar en väg för sval luft att komma in och varm luft att komma ut. Detta ständiga utbyte är avgörande för en effektiv kylning. Utan den har värmen ingenstans att ta vägen.
En väg för luftflöde
Tänk på luftflödet som på en motorväg. Ventilationsöppningarna är på- och avfarter. Om du blockerar dem skapar du en trafikstockning av varm luft. Detta stoppar upp kylningsprocessen helt och hållet.
I ett väldesignat system är ventilplaceringen noga övervägd.
| Funktion | Ventilerat hölje | Förseglad kapsling |
|---|---|---|
| Primär kylning | Konvektion | Strålning |
| Luftflöde | Hög | Minimal/Någon |
| Kylflänsens effektivitet | Optimal | Kraftigt reducerad |
| Intern temperatur | Lägre | Högre |

Att tänka på systemnivå är nyckeln. I tidigare projekt på PTSMAKE har vi sett konstruktioner misslyckas, inte på grund av kylflänsen, utan för att höljet fångade upp varm luft. Kylflänsen blev mättad och kunde inte avleda mer värme.
Konvektion: Den dominerande kylningskraften
För de flesta tillämpningar är konvektion det huvudsakliga sättet som en kylfläns fungerar på. Den förlitar sig på att luft rör sig över lamellerna och transporterar bort värmen. Ett ventilerat hölje möjliggör denna process genom att tillhandahålla en stadig tillförsel av svalare omgivningsluft.
Vad händer i en förseglad låda?
När du förseglar höljet stänger du av lufttillförseln. Luften inuti värms upp och stagnerar. Detta stoppar effektivt konvektiv värmeöverföring7 i sina spår. Kylflänsen kan inte längre effektivt avge sin värmebelastning till den omgivande luften eftersom luften redan är varm.
Detta är särskilt viktigt för en passiv kylfläns, som helt och hållet förlitar sig på naturlig konvektion.
Övergången till strålning
I en sluten låda är den primära metoden för värmeöverföring strålning. Kylflänsen utstrålar värmeenergi till de inre väggarna i kapslingen. Detta är en mycket mindre effektiv process jämfört med konvektion.
| Kylningsläge | Ventilerat hölje | Förseglad kapsling |
|---|---|---|
| Konvektion | Dominant (70-95%) | Minimal (<10%) |
| Strålning | Sekundär (5-30%) | Dominant (>90%) |
| Ledning | Varierar beroende på kontakt | Varierar beroende på kontakt |
Våra interna tester bekräftar att en förseglad design kan minska kylflänsens prestanda med över 50%. Detta tvingar ingenjörerna att använda mycket större och dyrare lösningar för att kompensera.
Tänkande på systemnivå förhindrar kostsamma konstruktionsmisstag. Ett välventilerat hölje är avgörande för konvektionen och säkerställer att kylflänsen fungerar som avsett. Slutna lådor förstör denna process, vilket leder till mindre effektiv strålning och försämrad värmehantering.
Hur väljer man mellan aluminium 6063 och koppar 1100?
Att välja mellan aluminium 6063 och koppar 1100 är en klassisk teknisk balansgång. Det handlar inte om vilken metall som helt enkelt är "bättre". Den verkliga frågan är vilken som är rätt för ditt projekts specifika behov.
Du måste väga in fyra kritiska faktorer. Dessa är termisk prestanda, vikt, totalkostnad och hur lätt vi kan forma den. Denna analys vägleder ditt slutliga beslut.
Viktiga avvägningar
Låt oss titta på en snabb jämförelse.
| Funktion | Aluminium 6063 | Koppar 1100 |
|---|---|---|
| Termisk konduktivitet | Bra (~200 W/mK) | Utmärkt (~385 W/mK) |
| Täthet | Låg (~2,7 g/cm³) | Hög (~8,9 g/cm³) |
| Kostnad | Låg | Hög |
| Bearbetbarhet | Utmärkt | Bra |
Den här tabellen visar de grundläggande avvägningar du måste göra.
Låt oss bryta ner dessa avvägningar med ett praktiskt exempel. Tänk dig att designa en anpassad passiv kylfläns för ett elektronikprojekt. Det här är en vanlig utmaning som vi på PTSMAKE tar oss an.
Prestanda kontra praktiska egenskaper
Koppar 1100:s överlägsna värmeledningsförmåga är dess främsta fördel. Den drar bort värme från känsliga komponenter nästan dubbelt så snabbt som aluminium. Detta är avgörande för högeffektsapplikationer där varje grad spelar roll.
Denna prestanda kommer dock till ett pris. Koppar är ungefär tre gånger tyngre och betydligt dyrare. För en bärbar enhet eller en storskalig produktion kan dessa faktorer snabbt göra koppar opraktiskt.
Bearbetbarhet och konstruktion
Aluminium 6063 är fantastiskt att bearbeta. Dess egenskaper gör det möjligt att skapa komplexa fenkonstruktioner på ett effektivt sätt, vilket maximerar ytarean. Koppar 1100, som är mjukare, kan ibland bli "gummiaktig" vid maskinbearbetning. Detta kräver specifika verktyg och kan sakta ned produktionen något.
Det verkliga målet är att sänka den totala Termisk resistans8 från chipet till den omgivande luften. En väldesignad aluminiumdiskbänk kan ofta överträffa en enkel koppardiskbänk.
| Tillämpningsscenario | Bättre val | Motivering |
|---|---|---|
| CPU-kylare med hög effekt | Koppar 1100 | Maximal värmeavledning är högsta prioritet. |
| Kapsling för LED-belysning | Aluminium 6063 | Bra värmehantering, låg vikt och kostnadseffektivt. |
| Bärbar elektronik | Aluminium 6063 | Vikt och kostnad är de största begränsningarna. |
| Komponenter för serverrack | Antingen | Beror på specifik termisk belastning kontra budget. |
Beslutet är inte alltid självklart. Det kräver en noggrann genomgång av ditt projekts unika prioriteringar.
Valet är en avvägning mellan prestanda och budget och fysiska begränsningar. Koppar är utmärkt för termisk hantering, medan aluminium erbjuder en utmärkt, kostnadseffektiv och lätt lösning som är idealisk för ett brett spektrum av applikationer.
Hur bestämmer man lämplig tjocklek på kylflänsens bas?
Att hitta rätt grundtjocklek är en balansgång. Det handlar om termisk prestanda kontra resurskostnad.
En tjockare bas hjälper till att sprida värme mycket bra. Detta är avgörande för små komponenter med hög effekt. Det förhindrar heta fläckar.
Mer tjocklek innebär dock mer material. Detta ger högre vikt och ökar kostnaden för din passiva kylfläns.
Den grundläggande avvägningen
| Funktion | Tunnare bas | Tjockare bas |
|---|---|---|
| Värmespridning | Mindre effektiv | Mer effektiv |
| Vikt | Lättare | Tyngre |
| Materialkostnad | Lägre | Högre |
| Idealisk användning | Stor och strömsnål | Liten och kraftfull |
Målet är att undvika överengineering. Ökad tjocklek ger bättre värmespridning, men bara upp till en viss punkt.
Så småningom når du en punkt där du minskande avkastning9. Varje extra millimeter tjocklek ger mindre och mindre termisk fördel. Kostnaden och vikten fortsätter dock att öka.
Så hur hittar du den rätta platsen?
Använda simulering för att optimera
Simulering är vårt bästa verktyg här. Med hjälp av programvara som Finite Element Analysis (FEA) kan vi modellera termisk prestanda på ett exakt sätt. På så sätt kan vi testa olika tjocklekar digitalt innan någon metall skärs ut.
Vi kan fastställa den exakta tjockleken där prestandavinsterna börjar plana ut. Med den här metoden, som vi ofta använder i projekt på PTSMAKE, undviker vi onödig materialanvändning och kostnader för våra kunder. Det hjälper oss att fatta datadrivna beslut.
Analys av kostnad kontra prestanda
Tabellen nedan, som baseras på våra interna tester, visar hur prestandavinsterna minskar medan kostnaderna ökar.
| Basens tjocklek | Termisk resistans (°C/W) | Relativ kostnad |
|---|---|---|
| 3 mm | 0.85 | 100% |
| 5 mm | 0.70 | 167% |
| 7 mm | 0.65 | 233% |
| 9 mm | 0.63 | 300% |
Lägg märke till den lilla förbättringen från 7 mm till 9 mm. Det är här som den extra kostnaden ofta inte är värd den marginella vinsten.
Att välja rätt tjocklek på kylflänsens bas är en kritisk avvägning. Du behöver tillräckligt med material för effektiv värmespridning utan att lägga till för mycket vikt eller kostnad. Simulering hjälper till att hitta den optimala punkten där prestandan motiverar de resurser som används.
Hur skulle du utforma en kylfläns för ett förseglat, fläktlöst hölje?
Låt oss ta oss an ett komplext problem från verkligheten. Föreställ dig att du konstruerar en passiv kylfläns för känslig elektronik. Dessa komponenter är inrymda i ett helt förseglat, fläktlöst hölje.
Den här enheten ska användas utomhus. Den måste stå emot väder och vind. Värme blir den främsta tekniska utmaningen.
Det begränsningsstyrda problemet
Kärnfrågan är den slutna miljön. Det finns inget internt luftflöde som kan hjälpa till. Värmen har ingenstans att ta vägen. Vi måste förlita oss på passiva metoder.
Designen måste fungera inom flera viktiga gränser.
| Begränsning | Designimplikationer |
|---|---|
| Förseglad kapsling | Ingen konventionell konvektionskylning inuti. |
| Känslig elektronik | Ett mycket snävt fönster för driftstemperatur. |
| Användning utomhus | Måste ta hänsyn till solstrålning och temperaturväxlingar i omgivningen. |
| Fläktlösa krav | Tillförlitlighet är nyckeln; inga rörliga delar är tillåtna. |
Det här scenariot tvingar oss att tänka om när det gäller standardkylning. Vi måste integrera flera olika värmeöverföringskoncept. Lösningen kräver ett smart tillvägagångssätt i flera steg.

I ett slutet system måste vi bortse från den interna konvektionen. Den är helt enkelt inte en faktor. Hela strategin övergår till en tvåstegsprocess. Först flyttas värmen från källan till kapslingens innerväggar. För det andra, flytta värmen från inneslutningen till omvärlden.
Steg 1: Maximering av intern strålning
Den primära mekanismen inuti lådan är strålning. Den heta komponenten avger värmeenergi. Denna energi transporteras till de svalare innerväggarna i skåpet.
För att detta ska fungera effektivt är ytfinishen avgörande. En hög emissivitet10 beläggning på både komponenten och innerväggarna är avgörande. I tidigare projekt på PTSMAKE har vi sett att anodisering eller specifika färger ökar värmeöverföringen avsevärt.
Steg 2: Höljet som den sista kylaren
När värmen når skåpets väggar via ledning och strålning blir skåpet självt en kylfläns. Dess uppgift är att avleda denna energi till den omgivande miljön.
Detta sker genom två externa vägar.
| Värmeöverföringsväg | Inuti kapslingen | Utanför höljet |
|---|---|---|
| Ledning | Komponent -> Monteringspunkter -> Kapsling | - |
| Konvektion | Försumbar (instängd luft) | Skåpets yta -> omgivande luft |
| Strålning | Komponent -> Inre kapslingsväggar | Kapslingsyta -> Omgivning |
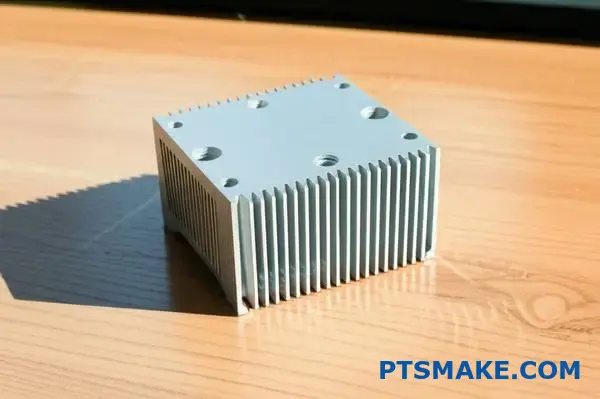
Att maximera den yttre ytan är av största vikt. Vi bearbetar ofta externa fenor direkt in i höljet. Detta ökar dramatiskt ytan för både naturlig konvektion och strålning till omgivningen. Aluminium är ett utmärkt materialval här.
Det här problemet kräver ett nytt sätt att tänka. Lösningen nedprioriterar intern konvektion och fokuserar istället på en tvåstegsprocess: maximering av intern strålning till väggarna och sedan maximering av extern avledning från själva höljet. Detta gör hela höljet till en passiv kylfläns.
Vilka strategier används för passiv kylning av komponenter med hög effekttäthet?
Enkla aluminiumprofiler är arbetshästar för värmehantering. De har dock tydliga begränsningar. De misslyckas ofta när det handlar om komponenter med hög effekttäthet.
Den intensiva värmen från en liten källa skapar en flaskhals. En standardprofil kan inte sprida den här värmebelastningen tillräckligt snabbt. Det är här vi måste överväga mer avancerade passiva kylflänsstekniker.
| Metod för kylning | Värmespridning | Yta |
|---|---|---|
| Extrudering | Begränsad | Bra |
| Värmerör/ångkammare | Utmärkt | Varierande |
| Skived Fin | Bra | Utmärkt |
Dessa avancerade alternativ hanterar de viktigaste utmaningarna med högdensitetskylning.

Att veta när man ska överge enkla profiler är avgörande. I tidigare projekt på PTSMAKE har denna beslutspunkt ofta varit när en värmekälla blir för koncentrerad. Basen på en vanlig kylfläns kan helt enkelt inte hålla jämna steg.
Avancerade lösningar för värmespridning
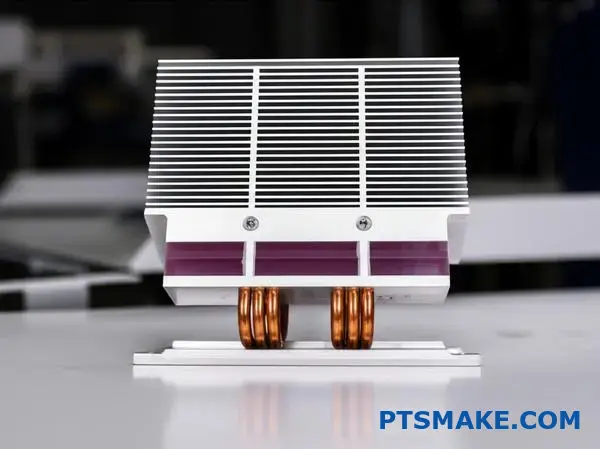
Värmerör och ångkammare förändrar förutsättningarna för värmespridning. De består inte bara av solid metall. De använder en process av förångning11 och kondensering av en arbetsvätska. Denna process flyttar värme med otrolig effektivitet, ofta hundratals gånger bättre än solid koppar.
Ångkammare för heta platser
Ångkammare är i princip platta värmeledningsrör. De är perfekta för att sprida värme från en liten, intensiv källa, t.ex. en CPU, över ett mycket större område. Detta skapar en mer enhetlig temperatur vid basen av fenstacken.
Värmerör för transport
Värmerör är idealiska för att flytta värme från en komponent till en avlägsen flänsstack. Detta ger stor designflexibilitet i trånga kapslingar.
Maximering av ytan
Ibland är utmaningen att avleda värme till luften. Här är tekniken med skurna fenor en lysande lösning. Ett enda block av koppar eller aluminium rakas exakt för att skapa mycket tunna, täta fenor. Denna teknik ökar dramatiskt den yta som är tillgänglig för konvektion.
| Teknik | Primär funktion | Vanliga användningsfall |
|---|---|---|
| Ångkammare | Värmespridning | Högeffektiva processorer (CPU, GPU) |
| Värmerör | Värmetransport | Rörlig värme i bärbara datorer, servrar |
| Skived Fin | Värmeavledning | Kompakta, högpresterande system |
När standardprofiler når sin gräns krävs avancerade lösningar. Värmeledningsrör och ångkammare är utmärkta på att sprida värme, medan avfasade fenor maximerar avledningen. Dessa tekniker är avgörande för att effektivt kyla högeffektskomponenter.
Din passivt kylda produkt är överhettad. Vad är din felsökningsprocess?
Gissa inte när en produkt blir överhettad. Ett systematiskt arbetsflöde sparar tid och pengar. Börja med grunderna innan du demonterar något.
Denna process säkerställer att du metodiskt täcker alla potentiella grundorsaker. Den går från externa faktorer till interna komponenter.
Checklista för inledande diagnos
| Steg | Åtgärd | Syfte |
|---|---|---|
| 1 | Verifiera strömförsörjning | Kontrollera att strömförbrukningen ligger inom specifikationerna. |
| 2 | Kontrollera miljön | Kontrollera att omgivningstemperaturen är normal. |
| 3 | Inspektera ventilationskanaler | Se till att luftflödet inte blockeras. |
Detta strukturerade tillvägagångssätt hjälper till att isolera problemet snabbt och effektivt. En bra passiv kylflänsdesign kan misslyckas om dessa grunder förbises.
En solid diagnostisk plan börjar med lätt verifierbara data. Att förbise dessa grundläggande faktorer kan leda dig in på fel väg. I tidigare projekt på PTSMAKE har vi upptäckt att man ofta löser problemet genom att börja med enkla kontroller utan att behöva göra komplicerade demonteringar.
Verifiering av strömförsörjning och miljö
Först ska du bekräfta strömförbrukningen. Drar enheten mer ström än vad den termiska lösningen är konstruerad för? Kontrollera sedan omgivningstemperaturen. En produkt som testats i ett labb med en temperatur på 20 °C kommer att bete sig annorlunda i en miljö med en temperatur på 35 °C. Det här är enkla men viktiga första steg.
Fysiska och virtuella dubbelkontroller
Gå sedan vidare till den fysiska inspektionen. Vi ser ofta problem med Termiskt gränssnittsmaterial12 (TIM). Har den applicerats korrekt? Är monteringstrycket jämnt och tillräckligt? En felaktig applicering skapar luftspalter som försämrar värmeprestandan. Se också till att alla ventilationsöppningar är helt fria. Ett litet hinder kan ha stor inverkan.
Jämför slutligen dina resultat med de ursprungliga designsimuleringarna.
| Parameter | Simuleringsvärde | Uppskattat värde |
|---|---|---|
| CPU-temperatur | 75°C | 90°C |
| Omgivningstemperatur | 22°C | 30°C |
| Kraftuttag | 15W | 18W |
Denna jämförelse belyser avvikelser. Den pekar dig direkt till källan till den extra värmen eller den underpresterande kylkomponenten.
Detta systematiska arbetsflöde omvandlar felsökning från gissningar till en tydlig, repeterbar process. Det går logiskt från enkla miljökontroller till detaljerade fysiska och datadrivna analyser, vilket säkerställer effektiv och korrekt problemlösning för din passivt kylda enhet.
Kan en passiv kylfläns generera buller, och hur?
Det verkar omöjligt. En solid metallbit utan rörliga delar borde vara tyst. Men det är inte alltid sant.
Under vissa förhållanden kan en passiv kylfläns avge ett högt brummande eller "sjungande" ljud. Detta är ett verkligt akustiskt fenomen. Det orsakas av luft som strömmar över kylflänsarna med precis rätt hastighet. Denna effekt kallas ofta för "fin singing" eller "aeolian tones". Det är ett intressant problem som vi ibland löser åt våra kunder.

Det här ljudet är inte slumpmässigt. Det uppstår när luftflödet skapar ett förutsägbart mönster av virvlande luft, eller virvlar, på vardera sidan av en fena.
Detta upprepade mönster är känt som Kármán virvelgata13. Den skapar ett omväxlande tryck, som trycker och drar i fenan. Detta tvingar fenan att vibrera.
Om denna vibration matchar fenans naturliga resonansfrekvens ger den upphov till ett hörbart ljud. Processen liknar hur en ton skapas när man blåser över en flasköppning. Det här problemet är vanligare i miljöer med ett konstant luftflöde med hög volym.
Lyckligtvis kan vi konstruera lösningar för detta. På PTSMAKE kan vi med hjälp av CNC-bearbetning med hög precision skapa komplexa geometrier för fenor som eliminerar detta ljud. Vi har upptäckt att små förändringar kan göra en enorm skillnad.
| Metod för förebyggande | Hur det fungerar | Viktig fördel |
|---|---|---|
| Varierande geometri för fenan | Ändrar tjockleken eller avståndet mellan fenorna. | Stör resonansfrekvensen och stoppar vibrationen. |
| Lägga till spjäll | Små polymerinsatser är placerade mellan fenorna. | Absorberar vibrationsenergi och dämpar alla potentiella ljud. |
| Ändring av fenans kanter | Modifiering av framkanten så att den blir mindre skarp. | Utjämnar luftflödet och minskar bildandet av kraftiga virvlar. |
Genom noggrann design och exakt tillverkning kan vi säkerställa att en passiv kylfläns förblir helt tyst, även under utmanande luftflödesförhållanden.
En passiv kylfläns kan generera ett högt ljud som kallas ‘fin singing’. Det orsakas av att luftflödet skapar vibrationer som matchar kylflänsens resonansfrekvens. Detta kan förhindras genom smarta designval, som att ändra fenornas geometri eller lägga till vibrationsdämpare.
Lås upp överlägsna passiva kylflänslösningar med PTSMAKE
Är du redo att lyfta ditt projekt med expertdesignade passiva kylflänsar? Kontakta PTSMAKE idag för en snabb, anpassad offert och upplev den tillförlitlighet, precision och service som globala innovatörer litar på. Låt oss förvandla dina utmaningar inom termisk hantering till din nästa konkurrensfördel - skicka din förfrågan nu!

Utforska en djupare förklaring av entropi och dess kritiska roll i termisk hantering för tekniska tillämpningar. ↩
Förstå denna viktiga värmeöverföringsmekanism för att förbättra dina konstruktioner för termisk hantering. ↩
Förstå hur detta viktiga designförhållande påverkar den termiska effektiviteten. ↩
Lär dig hur ett materials riktningsegenskaper kan utnyttjas för avancerad värmehantering. ↩
Upptäck fysiken som gör att dessa enheter kan överföra värme så effektivt. ↩
Förstå hur denna process omvandlar metallytor till överlägsen hållbarhet och elektrisk isolering. ↩
Lär dig hur värme rör sig genom luft och vätskor för att förbättra din termiska designstrategi. ↩
Lär dig hur detta viktiga mått påverkar kylflänsens prestanda i verkligheten. ↩
Lär dig hur denna princip hjälper till att förhindra överengineering och sparar pengar på tillverkningsprojekt. ↩
Upptäck hur denna ytegenskap är avgörande för att maximera värmeöverföringen i fläktlösa konstruktioner. ↩
Upptäck kärnprincipen bakom hur dessa avancerade termiska lösningar snabbt överför värme bort från kritiska komponenter. ↩
Lär dig hur TIM-val och -applikation kan vara avgörande för din produkts termiska hantering. ↩
Läs mer om fysiken bakom detta luftflödesmönster och dess effekter på konstruktionen. ↩






