

Výrobcovia polovodičov čelia drsnej realite: jediná chyba tolerancie na úrovni mikrónov môže zničiť celé výrobné dávky a stáť tisíce pri prerábkach. Tradičné metódy obrábania často nestačia pri vytváraní ultra-presných komponentov, ktoré moderné polovodičové zariadenia vyžadujú, čo núti inžinierov hľadať spoľahlivé riešenia.
CNC obrábanie poskytuje výrobcom polovodičov presnosť, opakovateľnosť a kvalitu povrchovej úpravy potrebnú pre kritické komponenty, ako sú kryty, prípravky a testovacie zariadenia. Táto metóda výroby dosahuje tolerancie až ±0,0001 palca pri zachovaní konzistentnej kvality počas výrobných sérií.

Rýchly vývoj polovodičového priemyslu znamená, že potrebujete výrobných partnerov, ktorí rozumejú technickým výzvam aj obchodným tlakom, ktorým čelíte. Tento sprievodca rozoberá všetko od riadenia tolerancií a výberu materiálu až po optimalizáciu nákladov a stratégie kontroly kvality, ktoré úspešné polovodičové spoločnosti používajú, aby zostali konkurencieschopné.
Prečo si výrobcovia polovodičov nemôžu dovoliť chyby tolerancií
Vo svete polovodičovej výroby nie je priestor pre "takmer správne". Presnosť je všetko. Aj odchýlka meraná v mikrónoch, menšia ako ľudský vlas, môže spôsobiť katastrofálne zlyhania.
Toto nie je len o kontrole kvality. Ide o základnú fyziku, ktorá umožňuje modernú elektroniku. Prísne tolerancie polovodičového obrábania nie sú luxusom; sú základnou požiadavkou.
Cena nepresnosti
Aj malý únik v presnosti má obrovské náklady. Vplyv presahuje jeden chybný komponent.
| Chyba tolerancie | Dôsledky | Finančný vplyv |
|---|---|---|
| 1-2 mikróny | Strata integrity signálu | Mierne |
| 3-5 mikrónov | Prehrievanie/skraty | Vysoká |
| 5+ mikrónov | Úplné zlyhanie čipu | Kritické |
Efektívne CNC presnosť pre polovodičové diely je jediný spôsob, ako týmto problémom predchádzať.

Požiadavky na menšie, rýchlejšie a výkonnejšie čipy posúvajú výrobné limity. To sa priamo premieta do prísnejších požiadaviek na každý jeden komponent. V PTSMAKE to vidíme každý deň. Naši klienti potrebujú CNC diely s vysokou toleranciou, ktoré fungujú dokonale.
Reťazová reakcia jedinej chyby
Malá chyba tolerancie v jednom komponente nezostáva malá. Vytvára reťazovú reakciu. Napríklad mierne posunutý chladič môže viesť k zlyhaniu tepelného manažmentu. Toto zlyhanie potom môže spôsobiť, že celý čip bude podávať horší výkon alebo úplne zhorí. Preto musí byť kontrolovaný každý krok, od výberu materiálu až po konečný rez. Faktory ako opotrebenie nástroja, vibrácie a dokonca aj mierne zmeny teploty môžu ovplyvniť konečný produkt.
Na základe našich testov je konzistentné prostredie kľúčové pre opakovanú presnosť. Táto kontrola prostredia pomáha riešiť problémy ako tepelná rozťažnosť1.
Od zlyhania komponentu po zlyhanie systému
Pochopenie reťazovej reakcie je kľúčové. Jedna chybná časť ovplyvňuje celý systém.
| Chyba komponentu | Vplyv podsystému | Zlyhanie konečného produktu |
|---|---|---|
| Nesprávne zaradený kontaktný kolík | Chybný elektrický kontakt | Prerušovaná prevádzka zariadenia |
| Zlá povrchová úprava | Neefektívny prenos tepla | Prehriatie a vypnutie |
| Nesprávny priemer | Zlyhanie tesnenia alebo tesniaceho krúžku | Kontaminácia doštičky |
Preto sa tak silno zameriavame na kontrolu procesov pri každom projekte CNC obrábania polovodičov, do ktorého sa pustíme.
Vo výrobe polovodičov nie je presnosť funkciou, ale základnou nevyhnutnosťou. Aj chyby tolerancie na úrovni mikrónov sa môžu zmeniť na významné zlyhania výkonu a finančné straty, čo robí prísnu kontrolu nad CNC dielmi s vysokou toleranciou absolútne nevyhnutnou.
Kompletná analýza nákladov a prínosov CNC obrábania pre polovodičové diely
Pochopenie skutočných nákladov na CNC obrábanie polovodičov si vyžaduje pohľad za konečnú cenu. Je to rovnováha niekoľkých kľúčových faktorov. Každá fáza, od počiatočného návrhu až po plnú výrobu, má svoj vlastný ekonomický dopad.
Rozdelenie základných nákladových zložiek
Rozoberme si hlavné faktory nákladov. Náklady na prototypovanie sú počiatočné, ale kľúčové pre validáciu. Výber materiálu tiež výrazne ovplyvňuje rozpočet, najmä pri drahých materiáloch vysokej čistoty, ktoré sú potrebné pre polovodičové diely.
Nástroje a nastavenie
Nástroje pre CNC sú často lacnejšie ako pre metódy ako tlakové liatie. To platí najmä pre zložité geometrie. Čas nastavenia je faktorom, ale ponúka flexibilitu pre zmeny návrhu.
Objem výroby
Ekonomika sa mení s mierkou. CNC je vysoko nákladovo efektívne pre nízke až stredné objemy. Vysokoobjemové série môžu uprednostňovať iné metódy, ale často na úkor presnosti.
Tu je rýchly prehľad nákladových faktorov:
| Zložka nákladov | Vplyv CNC obrábania | Poznámky |
|---|---|---|
| Vytváranie prototypov | Mierne až vysoké | Rýchle dodanie, flexibilita návrhu |
| Materiálový odpad | Mierne | Subtraktívny proces, ale optimalizovateľný |
| Nástroje | Nízka až stredne vysoká | Nie sú potrebné pevné nástroje |
| Výroba | Najlepšie pre nízke až stredné objemy | Náklady na jednotku sú stabilné |

Pri hodnotení celkových nákladov musíme porovnať CNC obrábanie polovodičov s inými životaschopnými výrobnými metódami. Každá technika má svoj vlastný ekonomický profil, vďaka čomu je voľba závislá od špecifických potrieb vášho projektu. Ide o nájdenie optimálneho riešenia pre vašu aplikáciu.
CNC obrábanie vs. alternatívne metódy
Metódy ako tlakové liatie alebo lisovanie sú v priemysle bežné. Pre polovodičové aplikácie však často zaostávajú. Tesné tolerancie a zložité prvky, ktoré sú potrebné, sú tam, kde CNC vyniká. Tlakové liatie zahŕňa vysoké počiatočné náklady na formy. To ho robí nevhodným pre prototypovanie alebo malé výrobné série. Lisovanie je skvelé pre jednoduché, vysokobjemové kovové diely. Napriek tomu mu chýba schopnosť vytvárať zložité 3D geometrie, ktoré sa často nachádzajú v polovodičových komponentoch. Tento proces je klasickým príkladom subtraktívna výroba2, kde je presnosť prvoradá.
Porovnávací pohľad
Na základe našej analýzy s klientmi sa voľba stáva jasnou, keď zmapujete možnosti procesu na požiadavky projektu. Pre diely s vysokou presnosťou, ktoré potrebujú exotické materiály, ekonomika obrábania polovodičov uprednostňuje CNC. Vyhýba sa masívnym počiatočným investíciám do nástrojov alternatív. To z neho robí nákladovo efektívne riešenie CNC obrábania.
| Metóda | Najlepšie pre | Náklady na nástroje | Presnosť | Výber materiálu |
|---|---|---|---|---|
| CNC obrábanie | Prototypy, nízky až stredný objem | Nízka | Veľmi vysoká | Široká |
| Odlievanie pod tlakom | Veľký objem | Veľmi vysoká | Mierne | Obmedzené (kovy) |
| Razenie | Veľmi vysoký objem (jednoduché) | Vysoká | Nízka | Obmedzené (plech) |
Pochopenie nákladových zložiek a porovnanie výrobných metód je kľúčové. CNC obrábanie ponúka bezkonkurenčnú presnosť a flexibilitu pre polovodičové diely, najmä pre prototypovanie a výrobu v nízkom až strednom objeme. Efektívne vyvažuje počiatočné náklady s kvalitou a výkonom finálneho dielu.
Tajomstvá dosiahnutia ultra-jemnej povrchovej úpravy v polovodičových krytoch
Dosiahnutie ultra jemného povrchu nie je o jednom tajnom triku. Ide o presné riadenie celého procesu. Správne nastavenia stroja sú základné.
Pre vynikajúci povrch CNC polovodičový komponent starostlivo vyvažujeme kľúčové parametre. Toto vyváženie je rozhodujúce pre konečný výsledok.
Kľúčové nastavenia stroja
Začíname optimalizáciou otáčok vretena a rýchlosti posuvu. Vyššie otáčky vretena s kontrolovanou, pomalšou rýchlosťou posuvu často prinášajú hladšie povrchy. Výber nástroja a jeho ostrosť sú rovnako dôležité.
| Nastavenie | Vplyv na povrchovú úpravu | Všeobecné odporúčanie |
|---|---|---|
| Otáčky vretena | Vyššie otáčky môžu znížiť stopy po nástroji. | Maximalizujte na základe materiálu a nástroja. |
| Rýchlosť podávania | Pomalšie rýchlosti vytvárajú hladšiu dráhu. | Minimalizujte bez spôsobenia trenia nástroja. |
| Hĺbka rezu | Ľahšie dokončovacie prechody zabraňujú pnutiu. | Použite veľmi plytký záverečný prechod. |
Tieto úpravy sú prvým krokom k dosiahnutiu nízkej hodnoty Ra pri CNC obrábaní výsledku.

Zatiaľ čo nastavenia stroja tvoria základ, výber materiálu a následné spracovanie posúvajú povrchovú úpravu na vyššiu úroveň pre náročné aplikácie CNC obrábania polovodičov aplikácie. Nie všetky materiály sú rovnaké, pokiaľ ide o dosiahnutie zrkadlového povrchu.
Kľúčová úloha materiálu
Určité hliníkové zliatiny, ako napríklad 6061-T6, sú vynikajúce na obrábanie. Dobre reagujú na jemné doladenie a leštenie. Iné materiály môžu byť tvrdšie alebo krehkejšie. To robí dosiahnutie nízkej Hodnota Ra3 hodnoty náročnejšie bez špecializovaných techník. Náš prístup na PTSMAKE vždy začína analýzou materiálu. To zaisťuje najlepší možný základ pre vynikajúcu povrchovú úpravu.
Zjemnenie povrchu leštením
Po obrábaní často používame dodatočné spracovanie na dosiahnutie najnižších hodnôt Ra. Techniky ako CNC lapovanie a leštenie sú nevyhnutné. Tieto procesy používajú abrazívne suspenzie na systematické odstraňovanie mikroskopických vrcholkov z povrchu materiálu. Tým sa vytvára výnimočne hladký a často reflexný povrch, ktorý je kritický pre mnohé polovodičové aplikácie.
| Metóda následného spracovania | Najlepšie pre | Typický výsledok |
|---|---|---|
| CNC lapovanie | Dosiahnutie extrémnej rovinnosti | Pod 0,1 µm Ra |
| Mechanické leštenie | Kozmetická a funkčná hladkosť | < 0,2 µm Ra |
| Elektrolytické leštenie | Zložité geometrie, uvoľnenie napätia | < 0,4 µm Ra |
Dosiahnutie ultrajemného povrchového vyhotovenia závisí od trojdielnej stratégie. Začína sa presným nastavením CNC stroja, podporuje sa správnym výberom materiálu a zdokonaľuje sa technikami dodatočného spracovania, ako je CNC lapovanie a leštenie pre konečný výsledok.
Vyhnite sa týmto materiálovým nástrahám v polovodičových CNC projektoch
Výber správneho materiálu pre polovodičové komponenty je kľúčový. Nesprávna voľba môže viesť k zlyhaniu projektu. Ovplyvňuje výkon, náklady a dodacie lehoty.
Mnoho projektov sa spolieha na bežné materiály. Často však prehliadajú skryté riziká. Pochopenie týchto nástrah je kľúčom k úspešnému CNC obrábaniu polovodičov.
Spoločné výzvy týkajúce sa materiálov
Tu je rýchly pohľad na niektoré populárne CNC materiály pre polovodiče. Každý má jedinečné výhody, ale aj významné obrábacie riziká.
| Materiál | Kľúčová výhoda | Bežné úskalia |
|---|---|---|
| Keramika | Extrémna tvrdosť | Křehkost a praskání |
| Titán | Pomer pevnosti a hmotnosti | Zlý odvod tepla |
| Hliník | Nákladovo efektívne | Nahrievanie & Opotrebenie Nástrojov |
Tieto problémy môžu ohroziť integritu vysoko presných dielov.

Výber materiálu zahŕňa kompromis. Ide o vyváženie potrieb konečnej aplikácie s vyrobiteľnosťou. V spoločnosti PTSMAKE sprevádzame našich partnerov týmto procesom. Pomáhame predchádzať nákladným chybám skôr, ako k nim dôjde.
Hádanka s keramikou
Pokročilé keramické materiály sú neuveriteľne tvrdé a žiaruvzdorné. Vďaka tomu sú ideálne pre určité polovodičové aplikácie. Ich krehkosť však predstavuje obrovskú výzvu pri obrábaní. Jemné vibrácie alebo nesprávny tlak nástroja môžu spôsobiť katastrofické zlomeniny. Ich obrábanie si vyžaduje špecializované nástroje a odborné znalosti.
Hliník vs. titán v hardvéri čipov
Titán ponúka vynikajúcu pevnosť a odolnosť proti korózii. Má však nízku tepelnú vodivosť. Teplo sa hromadí na reznej hrane, čo spôsobuje rýchle opotrebenie nástroja. To môže tiež spôsobiť spevňovanie práce4, čo robí materiál ešte ťažším na rezanie.
Hliník je k nástrojom oveľa šetrnejší a obrába sa rýchlejšie. Jeho mäkkosť však môže spôsobiť zváranie materiálu na nástroj. Jeho vysoká tepelná rozťažnosť si tiež vyžaduje starostlivé riadenie. To je nevyhnutné na udržanie tesných tolerancií počas obrábacieho procesu.
Obrobiteľnosť polovodičových materiálov je kritickým faktorom.
| Výzva | Titán | Hliník | Keramické |
|---|---|---|---|
| Opotrebovanie nástrojov | Vysoká | Nízka | Veľmi vysoká |
| Riadenie tepla | Ťažké | Easy | Mierne |
| Riziko krehkosti | Nízka | Nízka | Vysoká |
| Tepelná rozťažnosť | Nízka | Vysoká | Veľmi nízka |
Výber správneho materiálu si vyžaduje pochopenie týchto hlbokých procesných výziev.
Úspešné CNC obrábanie polovodičov si vyžaduje zameranie na vyrobiteľnosť, nielen na vlastnosti materiálu. Prehliadanie rizík s keramikou, titánom alebo hliníkom môže zmariť váš projekt. Strategický prístup zohľadňujúci oba aspekty zaisťuje kvalitu, nákladovú efektívnosť a spoľahlivosť kritických komponentov.
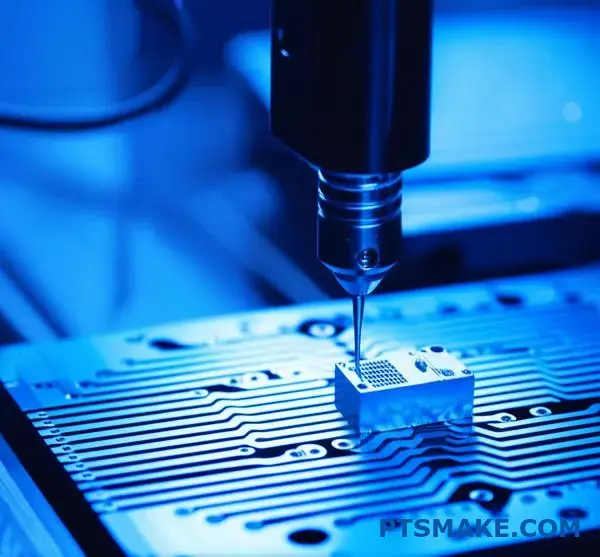
Prečo je 5-osové obrábanie meničom hry pre polovodičové komponenty
Moderné polovodičové diely sú neuveriteľne zložité. Majú zložené kanály, hlboké vrecká a šikmé povrchy. Štandardné 3-osové stroje majú s týmto problém.
Tu je nevyhnutnosťou 5-osové CNC obrábanie. Umožňuje reznému nástroju priblížiť sa k obrobku z piatich rôznych smerov v jednom upnutí. Táto schopnosť nie je len vylepšením; je to nevyhnutnosť pri vytváraní dnešného vysokopresného polovodičového hardvéru.
Odomykanie zložitých geometrií
5-osové obrábanie priamo umožňuje vytváranie prvkov, ktoré sú inak nemožné. Poskytuje vynikajúci prístup ku všetkým plochám dielu.
| Možnosť osí | Prístup k nástrojom | Vhodné pre |
|---|---|---|
| 3-osový | Obmedzený (zhora nadol) | Jednoduché, ploché komponenty |
| 5 osí | Viacsmerové | Komplexné, viacúčelové diely |
Tento zlepšený prístup znamená, že môžeme obrábať zložité chladiace kanály alebo podrezania bez premiestnenia dielu. Je to zásadný posun v efektivite výroby.

Najvýznamnejšou výhodou 5-osového obrábania je zníženie počtu upnutí. Pri 3-osom stroji môže komplexný diel vyžadovať manuálne opätovné upnutie viackrát. Každé upnutie predstavuje malé riziko chyby.
Tieto chyby sa hromadia, čo je problém známy ako hromadenie tolerancií. Pre polovodičové komponenty, kde záleží na mikrónoch, je to neprijateľné. Dokončením dielu v jednom alebo dvoch upnutiach 5-osové obrábanie drasticky zlepšuje presnosť. Naše interné štúdie v PTSMAKE ukazujú, že to môže zlepšiť rozmerovú konzistenciu až o 40% pri určitých dieloch.
Vynikajúca povrchová úprava a životnosť nástroja
Kontinuálne 5-osové dráhy nástroja umožňujú reznému nástroju udržiavať optimálny uhol voči materiálu. Tým sa zabráni pohybu "stop-and-go" pri 3-osovom obrábaní. Výsledkom je hladšia povrchová úprava, čím sa eliminuje potreba sekundárnych procesov leštenia.
Toto nepretržité zapojenie tiež znižuje vibrácie a opotrebenie nástroja. Tým sa predchádza drobným nedokonalostiam spôsobeným Odchýlka nástroja5, čo je kľúčové pre bezchybný vysokopresný polovodičový hardvér.
| Aspekt obrábania | 3-osové CNC | 5-osové CNC |
|---|---|---|
| Požadované nastavenia | Viaceré | Jedno / Menej |
| Pozičná presnosť | Nižšie | Vyššie |
| Povrchová úprava | Stupňovité / Hrubšie | Hladšie / Nepretržité |
| Čas cyklu | Dlhšie | Kratšie |
V konečnom dôsledku táto pokročilá kontrola nad orientáciou a pohybom nástroja robí obrábanie komplexnej geometrie nielen možným, ale aj spoľahlivým a opakovateľným.
5-osové CNC obrábanie prináša revolúciu do výroby komplexných polovodičových súčiastok. Zaisťuje vyššiu presnosť minimalizáciou prestavieb, poskytuje vynikajúci prístup nástroja k zložitým dizajnom a dosahuje lepšiu povrchovú úpravu, čím sa stáva v tomto odvetví nepostrádateľnou technológiou.
Ako znížiť dodacie lehoty pomocou CNC obrábania bez obetovania kvality
Skrátenie výrobných cyklov je kľúčové. Umožňuje rýchlejšie inovácie. Ale rýchlosť nesmie obetovať kvalitu.
Na dosiahnutie tohto cieľa používame špecifické stratégie. Tie zahŕňajú súbežné inžinierstvo, optimalizované nástroje a rýchle prestavby.
Tieto metódy priamo skracujú CNC dodacie lehoty pre polovodiče. Zaisťujú rýchle dodanie presných dielov.
| Stratégia | Primárny cieľ | Vplyv na čas realizácie |
|---|---|---|
| Súbežné inžinierstvo | Zníženie prepracovania | Významné |
| Optimalizované nástroje | Skrátenie času cyklu stroja | Mierne |
| Rýchle prestavby | Minimalizácia prestojov stroja | Mierne |

Hlbší pohľad na stratégie výrobných cyklov
Aby sme skutočne skrátili dodacie lehoty, musíme sa pozrieť na celý proces. Začína sa to dlho predtým, ako sa stroj zapne. Efektívne plánovanie je kľúčové pre služby rýchleho obrábania.
Sila spolupráce
Mnoho oneskorení pochádza z chýb v návrhu, ktoré sa nájdu počas výroby. To si vynucuje nákladné a časovo náročné prepracovania. Tomu sa vyhýbame špecifickým prístupom.
Prijatie Súbežné inžinierstvo6 mení pravidlá hry. Naši konštruktéri a výrobný inžinieri spolupracujú od samého začiatku projektu. Tým sa zabezpečí, že návrh je optimalizovaný pre výrobu (DFM).
Toto je životne dôležité pre odvetvia, ktoré vyžadujú aplikácie CNC obrábania polovodičov. Zložité diely si vyžadujú túto úroveň včasnej spolupráce. Eliminuje prekvapenia neskôr.
Inteligentné nástroje a rýchle nastavenia
Správne nástroje a efektívne nastavenia sú kľúčové. Nepoužívame len štandardné nástroje. Vyberáme alebo vytváramé nástroje optimalizované pre konkrétne materiály a geometrie. Tým sa skracuje čas obrábania.
Rýchle prestavenia sú ďalším zameraním. Prípravou nástrojov a prípravkov offline minimalizujeme čas, kedy stroj stojí medzi zákazkami. Táto prax je nevyhnutná pre dodávanie presných dielov s rýchlym dodaním.
| Benefit | Súbežné inžinierstvo | Optimalizované nástroje | Rýchle prestavby |
|---|---|---|---|
| Znižuje prepracovanie | ✅ | ||
| Znižuje čas cyklu | ✅ | ||
| Zvyšuje prevádzkyschopnosť stroja | ✅ | ||
| Zlepšuje kvalitu dielov | ✅ | ✅ |
V PTSMAKE sú tieto stratégie súčasťou nášho štandardného pracovného postupu. Umožňujú nám poskytovať spoľahlivé služby s rýchlym dodaním.
Implementácia súbežného inžinierstva, optimalizácia nástrojov a zefektívnenie prestavení sú overené taktiky. Drasticky skracujú dodacie lehoty CNC. Tieto stratégie sú nevyhnutné pre dodávanie vysoko kvalitných, presných dielov s rýchlym dodaním včas, najmä v náročných sektoroch.
Ako môžu konštruktéri polovodičov zefektívniť DFM pre CNC diely
Aplikácia princípov návrhu pre výrobu (DFM) je kľúčová. Priamo ovplyvňuje cenu, kvalitu a dodaciu lehotu vašich CNC dielov. Pre polovodičové komponenty je presnosť nevyhnutná.
To si vyžaduje špecifické pravidlá návrhu. Podelim sa o niektoré základné pokyny, ktorými sa riadime v PTSMAKE, aby sme zabezpečili úspech. Tieto tipy pomáhajú preklenúť priepasť medzi CAD modelmi a bezchybnými fyzickými dielmi.
Hrúbka steny a rozostupy
Udržiavanie primeranej hrúbky steny je základné. Tenké steny sa môžu počas obrábania skrútiť alebo zlomiť. Správne rozostupy medzi prvkami sú tiež kľúčové pre prístup nástroja.
| Materiál | Minimálna hrúbka steny (odporúčané) |
|---|---|
| Hliník | 0,8 mm (0,031 palca) |
| Nerezová oceľ | 1,0 mm (0,040 palca) |
| Plasty (PEEK, atď.) | 1,5 mm (0,060 palca) |
Optimalizácia hĺbky prvkov
Hlboké vrecká a otvory zvyšujú opotrebenie nástroja a čas obrábania. Dobrým pravidlom je udržiavať hĺbku vreciek menšiu ako šesťnásobok priemeru nástroja.
Zvládnutie DFM pre CNC presahuje základné pravidlá. Znamená to myslieť ako obrábač počas fázy návrhu. Táto perspektíva pomáha predvídať výrobné výzvy skôr, ako nastanú, najmä v komplexných polovodičových aplikáciách.
CAD postupy priateľské k CNC
Jedným z najlepších CAD tipov priateľských k CNC je štandardizácia prvkov. Používanie štandardných veľkostí vrtákov namiesto vlastných výrazne znižuje čas nastavenia a náklady. Vždy pridávajte rádiusy do vnútorných rohov. Ostré vnútorné rohy vyžadujú špecializované, pomalšie procesy.
Po analýze výsledkov s našimi klientmi sme zistili, že výber materiálu tiež hrá obrovskú úlohu. Vlastnosti materiálu, ako napríklad jeho Anizotropia7, môžu ovplyvniť, ako sa správa pod napätím obrábania. To ovplyvňuje rozmerovú stabilitu a výkon konečného dielu.
Prístup k nástrojom a polomery
Zvážte, ako bude rezací nástroj pristupovať ku každému prvku. Vyhnite sa hlbokým, úzkym kanálom. Pre vnútorné rohy je vždy lepší a lacnejší na obrábanie väčší rádius.
| Rádius rohu | Rýchlosť obrábania | Vplyv na náklady |
|---|---|---|
| 0,5 mm | Pomalé | Vysoká |
| 1,0 mm | Stredné | Mierne |
| >2,0 mm | Rýchle | Nízka |
Dodržiavanie pokynov DFM pre CNC diely zaisťuje plynulejšiu výrobu. Optimalizácia hrúbky stien, hĺbky prvkov a používanie tipov pre CAD priateľské k CNC priamo znižuje výrobné náklady a zlepšuje kvalitu dielov pre polovodičové komponenty. Tento proaktívny prístup zefektívňuje celý proces od návrhu po dodanie.
Zasvätený sprievodca pre prísnejšiu kontrolu kvality vo výrobe polovodičov pomocou CNC
Vo výrobe polovodičov nestačí povedať, že diel je "správny". Musíte to dokázať údajmi. Tu sa metrológia a dokumentácia stávajú kritickými. Sú chrbticou dôvery.
Kľúčové metrologické techniky
Na overenie polovodičových dielov používame špecifické nástroje. Každý nástroj má odlišnú úlohu pri zabezpečovaní toho, aby diely spĺňali najvyššie štandardy kvality pre CNC obrábanie. Presnosť je tu neprípustná.
| Nástroj | Primárne použitie |
|---|---|
| CMM | Overovanie zložitých geometrických rozmerov |
| Digitálny mikroskop | Kontrola povrchovej úpravy a mikroprvkov |
| SPC | Monitorovanie a riadenie výrobných procesov |
Táto kombinácia zaisťuje, že každý uhol a povrch spĺňa presné špecifikácie. Tvorí náš základný prístup k presnej kontrole kvality CNC.

Dôvera je postavená na overiteľných dôkazoch. V polovodičovom CNC obrábaní pochádzajú tieto dôkazy z pokročilého merania a vyčerpávajúcej dokumentácie. Bez nich je kvalita len odhadom.
Pokročilé meranie a overovanie
Súradnicový merací stroj (CMM) je nevyhnutný. Meria geometriu dielu pomocou sondy a poskytuje presné údaje o zložitých prvkoch. Digitálna mikroskopia nám umožňuje kontrolovať povrchové úpravy na mikroskopickej úrovni a odhaliť nedokonalosti neviditeľné voľným okom.
Ale samotné meranie je reaktívne. Používame Štatistické riadenie procesov8 na monitorovanie výroby v reálnom čase. To nám pomáha predvídať a predchádzať odchýlkam skôr, ako povedú k chybnému dielu. Ide o proaktívnu kontrolu.
Kritické toky dokumentácie
Dokumentácia formalizuje kvalitu. Zabezpečuje, že všetci, od našich inžinierov na PTSMAKE až po váš montážny tím, sú zosúladení. Každý dokument slúži na udržanie vysokých štandardov kvality pre CNC obrábanie.
| Dokument | Účel |
|---|---|
| FAI (First Article Inspection) | Overuje prvý výrobný diel podľa všetkých špecifikácií. |
| PPAP (Proces schvaľovania výrobných dielov) | Komplexný balík dokazujúci, že výrobný proces je stabilný. |
| Certifikácia ISO 9001 | Preukazuje záväzok voči celosvetovo uznávanému systému manažérstva kvality. |
Tento prísny tok dokumentácie poskytuje transparentnosť a zodpovednosť, ktoré naši klienti v polovodičovom priemysle vyžadujú. Nie je to len papierovanie; je to náš záväzok ku kvalite.
Pokročilé metrologické nástroje poskytujú presné údaje na overenie polovodičových dielov. Prísna dokumentácia, ako je FAI a PPAP, riadená normami ISO, zabezpečuje, že presnosť je opakovateľná a overiteľná, čo je kľúčové pre efektívne riadenie kvality presného CNC obrábania.
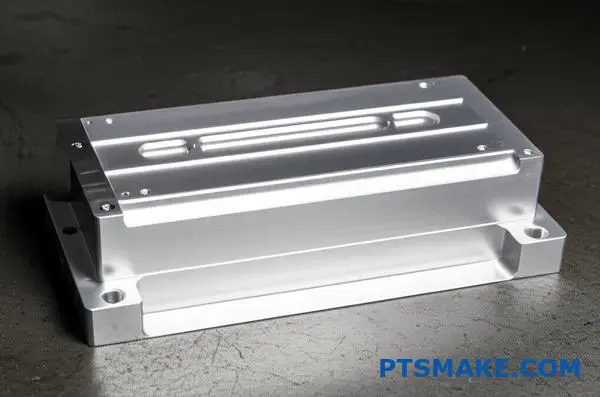
Ako zmierniť problémy s nahromadením tepla v polovodičových prípravkoch obrábaných pomocou CNC
Efektívny odvod tepla je kritický. V testovacích objímkach a upínacích prípravkoch môže teplo pokaziť výsledky testov. Môže tiež skrátiť životnosť komponentu.
Správny návrh je prvá obranná línia. To zahŕňa inteligentný výber materiálov a presné obrábacie dráhy. CNC obrábanie s tepelnou reguláciou zabezpečuje, že upínacie prípravky fungujú spoľahlivo pri tepelnom zaťažení.
Zameriavame sa na vytváranie dielov na odvod tepla ktoré sú účinné a vyrobiteľné. Dobre navrhnutý upínací prípravok zvláda teplo od začiatku.
Kľúčové hľadiská týkajúce sa materiálov
| Materiál | Tepelná vodivosť | Najlepší prípad použitia |
|---|---|---|
| Hliník 6061 | Vysoká | Všeobecné použitie, dobrá rovnováha |
| Meď C110 | Veľmi vysoká | Maximálny odvod tepla |
| PEEK | Nízka | Elektrická izolácia |

Hlbší pohľad na stratégie tepelného manažmentu
Výber správneho materiálu je len začiatok. Celý dizajn polovodičovej chladiacej objímky proces musí zohľadňovať, ako sa teplo pohybuje cez diel. To zaisťuje spoľahlivý výkon počas intenzívnych testovacích cyklov.
Kompromisy pri výbere materiálu
Zatiaľ čo meď má vynikajúcu tepelnú vodivosť, je ťažšia a drahšia ako hliník. Pre mnohé aplikácie ponúka hliníková zliatina ako 6061 skvelú rovnováhu výkonu a ceny. Pre diely vyžadujúce izoláciu sa často obraciam na plasty ako PEEK alebo Torlon. Niektoré pokročilé kompozity dokonca vykazujú Anizotropné9 vlastnosti. To si vyžaduje starostlivé zváženie dizajnu.
Dráhy obrábania a povrchová úprava
Dráhy nástrojov použité v aplikácie CNC obrábania polovodičov priamo ovplyvňujú tepelný výkon. Obrábame špecifické textúry alebo kanály na usmernenie toku tepla. Hladšia povrchová úprava tiež zaisťuje lepší kontakt so zariadením alebo externým chladičom, čím sa zlepšuje prenos tepla.
Integrované chladiče
Často navrhujeme objímky s integrovanými chladičmi. CNC obrábanie nám umožňuje vytvárať zložité rebrá a prvky. Tieto prvky dramaticky zvyšujú povrchovú plochu pre odvod tepla. To je oveľa efektívnejšie ako jednoduchý, plochý blok materiálu. Naše testy ukazujú, že to môže zlepšiť chladenie o viac ako 30%.
| Stratégia | Primárna výhoda | Detail implementácie |
|---|---|---|
| Výber materiálu | Optimalizuje vodivosť/náklady | Prispôsobte materiál tepelnému zaťaženiu |
| Dráha obrábania | Zlepšuje prestup tepla | Vytvorte hladké povrchy alebo kanály |
| Integrované chladiče | Maximalizuje povrchovú plochu | Obrábajte rebrá priamo do prípravku |
Efektívna tepelná správa v prípravkoch na polovodiče kombinuje materiálovú vedu s inteligentným dizajnom. Starostlivým výberom materiálov, plánovaním dráh obrábania a integráciou chladiacich prvkov vytváramé spoľahlivé, vysoko výkonné komponenty, ktoré zabraňujú hromadeniu tepla.
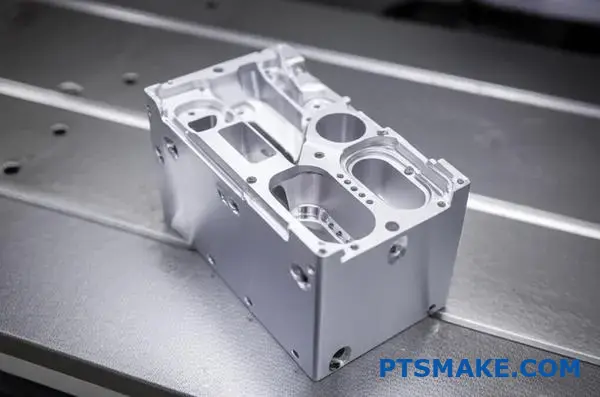
Ako zvládnuť zákazkové polovodičové kryty s extrémne zložitou geometriou
Extrémna geometria v polovodičových dieloch už nie je prekážkou. Moderné návrhy často vyžadujú prvky, ktoré sa zdajú byť nemožné vyrobiť. Myslite na hlboké podrezy, zložité vnútorné dutiny alebo neuveriteľne tenké steny.
Tu sa CNC obrábanie stáva nevyhnutným riešením. Ponúka presnosť a kontrolu, ktorú iné metódy nedokážu dosiahnuť. Pre vlastné CNC kryty, táto schopnosť je kľúčová. Premieňa radikálne koncepty na funkčné, vysoko výkonné komponenty.
Výhoda CNC obrábania
CNC poskytuje priame riešenia pre náročné návrhy.
| Výzva prvku | Riešenie CNC obrábania |
|---|---|
| Podrezanie | Viacosové dráhy nástroja |
| Vnútorné dutiny | Špecializované dlhé nástroje |
| Tenké steny | Vysokorýchlostné rezanie s nízkou silou |
Tento proces robí komplexné diely CNC obrábanie spoľahlivou realitou. Zaisťuje, že každý detail spĺňa presné špecifikácie.

Presnosť je všetko v obrábaní polovodičových krytov. Komplexné návrhy nie sú len na vzhľad; sú pre funkciu. Riadi teplo, chráni pred rušením a zapadá do tesných priestorov. CNC obrábanie priamo rieši tieto potreby.
Zvládnutie komplexných geometrií
V PTSMAKE riešime tieto výzvy denne. Kľúčom sú viacosové CNC stroje. Umožňujú reznému nástroju priblížiť sa k obrobku z mnohých rôznych uhlov.
Podrezania a vnútorné dutiny
Vytváranie podrezaní a vnútorných tvarov je s 5-osým obrábaním jednoduché. Nástroj stroja sa môže nakláňať a otáčať. Tým sa eliminuje potreba viacerých nastavení, čo šetrí čas a znižuje riziko chýb. Presné dráha nástroja10 je naprogramované tak, aby dokonale navigovalo tieto komplexné vnútorné prvky.
Dosiahnutie tenkých, pevných stien
Tenké steny vyžadujú jemnú rovnováhu. Potrebujete pevnosť bez objemu. Náš prístup kombinuje pokročilé znalosti materiálov s optimalizovanými reznými stratégiami. Používame vysokorýchlostné frézovanie s veľmi ostrými nástrojmi. Tým sa minimalizujú rezné sily a zabráni sa deformácii tenkých stien počas procesu.
Tu je, ako sa vysporiadame s týmito problémami:
| Geometrická výzva | Kľúčová CNC stratégia | Výsledný prínos |
|---|---|---|
| Komplexné vnútorné kanály | 5-osové simultánne obrábanie | Neprerušovaný vnútorný prietok tekutiny alebo vzduchu. |
| Steny hrubé <0,5 mm | Vysoko rýchle dokončovacie priechody | Zachovaná štrukturálna integrita, žiadne deformácie. |
| Hlboké vrecká s ostrými rohmi | Dlhé a vlastné nástroje | Dokonalé prispôsobenie pre vnútorné komponenty. |
Táto detailná kontrola zaisťuje, že každá funkcia, bez ohľadu na to, aká malá alebo komplexná, je vyrobená presne podľa návrhu.
Pokročilé CNC obrábanie je definitívnym riešením pre polovodičové kryty s extrémne zložitými geometrickými tvarmi. Umožňuje vytváranie podmytí, vnútorných dutín a tenkých stien s vysokou presnosťou, čím premieňa zložité návrhy na realitu bez kompromisov v kvalite alebo funkčných požiadavkách.
Ako overiť rozmerovú presnosť CNC polovodičových dielov pred montážou
Vo výrobe polovodičov je montáž proces s vysokými nákladmi a vysokými stávkami. Jediná diel z tolerancie môže spôsobiť katastrofálne zlyhanie.
Preto overenie rozmerovej presnosti pred montáž nie je len krokom kvality; je to kritická stratégia riadenia rizík.
Prečo sú predmontážne kontroly dôležité
Overenie tolerancií kritických rozmerov zaisťuje, že každá súčiastka dokonale zapadne. Tým sa predchádza nákladným prerábkam alebo zošrotovaniu neskôr. Je to základ spoľahlivého výkonu polovodičových zariadení.
Kľúčové validačné nástroje
Na to sa spoliehame na pokročilé nástroje. Súradnicové meracie stroje (CMM) a prísne postupy GD&T sú nevyhnutné. Poskytujú údaje potrebné pre úspešnú kontrolu rozmerov CNC pri polovodičových dieloch.
Podrobnejší pohľad na metódy overovania
Nezachytenie rozmerovej chyby pred montážou môže ohroziť celú výrobnú sériu. Náklady sa rýchlo množia, nielen v materiáli, ale aj v stratenom čase. V spoločnosti PTSMAKE sme náš proces postavili na prevencii týchto problémov.
Použitie CMM pre maximálnu presnosť
Súradnicový merací stroj (CMM) je zlatým štandardom pre obrábanie s overením tolerancií. Používa vysoko citlivú sondu na presné 3D meranie dielu. Tieto údaje sa potom priamo porovnávajú s pôvodným CAD modelom.
Tento proces odstraňuje ľudské chyby. Dokáže detekovať odchýlky oveľa menšie, ako dokážu merať tradičné nástroje. Je nevyhnutný pre zložité geometrie nachádzajúce sa pri CNC obrábaní polovodičov.
Jazyk GD&T
Výkresy pre polovodičové diely používajú špecifický jazyk na definovanie tolerancií. Tento systém, známy ako Geometrické dimenzovanie a tolerovanie (GD&T)11, špecifikuje nielen veľkosť, ale aj tvar, orientáciu a polohu prvkov. Tým sa zabezpečí, že súčiastky interagujú presne podľa návrhu, čo je životne dôležité pre presné obrábanie pri montáži.
| Aspekt overenia | Tradičné posuvné meradlá | CMM s GD&T |
|---|---|---|
| Rozsah merania | Základná dĺžka, šírka, priemer | Zložité profily, polohy, rovinnosť |
| Opakovateľnosť | Nižšia, závislá od operátora | Vysoká, plne automatizovaná |
| Analýza údajov | Manuálne kontroly priechod/nepriechod | Podrobné správy, štatistická analýza |
| Aplikácia | Jednoduché geometrické kontroly | Kritické polovodičové komponenty |
Predmontážna validácia pomocou CMM a GD&T je základná. Táto prísna CNC kontrola rozmerov pre polovodičové diely zaisťuje, že každá súčiastka spĺňa presné špecifikácie, čím predchádza nákladným zlyhaniam montáže a zaručuje integritu konečného produktu. Ide o presnosť, nie o náhodu.
Kedy CNC obrábanie porazí tlakové liatie pre kryty polovodičovej kvality
Výber správneho výrobného procesu je kľúčový. Zvlášť pre kryty polovodičovej kvality. Tlakové liatie ponúka rýchlosť pre vysoké objemy. Ale často zaostáva v presnosti.
Tu vyniká CNC obrábanie. Poskytuje tesné tolerancie a vynikajúce povrchové úpravy, ktoré sú potrebné.
Kľúčové porovnávacie body
Keď porovnáte tlakovo liate vs CNC polovodičové diely, vyniknú dva faktory: tolerancia a kvalita povrchu.
Schopnosti tolerancie
Tlakové liatie má problémy s konzistenciou. Dodatočné obrábanie je takmer vždy potrebné. CNC však začína s pevným blokom. Od začiatku obrába prvky podľa presných špecifikácií.
| Funkcia | Odlievanie pod tlakom | CNC obrábanie |
|---|---|---|
| Typická tolerancia | ±0,05 mm | ±0,005 mm |
| Konzistentnosť | Nižšie | Vyššie |
| Následné spracovanie | Často sa vyžaduje | Minimálne |
To robí CNC ideálnym pre CNC di súčiastky polovodičovej kvality.
Pre súčiastky, kde zlyhanie nie je možnosťou, je precíznosť všetko. Polovodičový priemysel vyžaduje takmer dokonalé komponenty. Tu sa debata o výrobných metódach stáva najintenzívnejšou.
Prečo CNC vyhráva pre kritické povrchy
Tlakové liatie predstavuje riziká. Problémy ako pórovitosť, povrchové nedokonalosti a potreba uhlov zlievania môžu ohroziť integritu puzdra. Tieto sú neprijateľné pre citlivú elektroniku. Zachytené plyny pri tlakovom liatí môžu vytvárať vnútorné dutiny.
CNC obrábanie tieto problémy úplne obchádza. Obrábame z plného kusu materiálu. To zaisťuje štrukturálnu integritu a jednotné vlastnosti materiálu. Proces je bez defektov bežných pri odlievaní.
Na stránke precízna výroba puzdier, konzistencia materiálu je kľúčová. Pri práci s klientmi sme zistili, že obrábané súčiastky vykazujú predvídateľnejšie tepelné a mechanické správanie. To je kľúčové pre výkon. Vnútorná štruktúra materiálu nie je zmenená topením a rýchlym ochladzovaním. Tým sa vyhýbame problémom ako anizotropia12 ktoré môžu ovplyvniť výkon pod zaťažením.
Prípady použitia uprednostňujúce CNC
CNC je jedinou logickou voľbou pre špecifické aplikácie vyžadujúce najvyššiu kvalitu.
| Aplikácia | Kľúčová požiadavka | Prečo je CNC lepšie |
|---|---|---|
| Puzdrá vákuových komôr | Dokonalé tesnenie | Žiadna pórovitosť, vynikajúca povrchová úprava. |
| Držiaky optických komponentov | Vysoká stabilita | Obrábané z jedného bloku, bez vnútorného pnutia. |
| Chladiče tepla | Bezchybný povrchový kontakt | Maximalizuje účinnosť prenosu tepla. |
Tieto príklady ukazujú, kde CNC poskytuje neprekonateľnú hodnotu.
Pre polovodičové aplikácie je voľba jasná. Keď sú potrebné úzke tolerancie a bezchybné povrchy, CNC obrábanie konzistentne prekonáva tlakové liatie, eliminuje chyby a zabezpečuje najvyššiu úroveň kvality a spoľahlivosti dielov pre kritické komponenty.
Odomknite presné výsledky s PTSMAKE polovodičovým CNC obrábaním!
Ste pripravení eliminovať nákladné chyby v toleranciách a urýchliť vaše polovodičové inovácie? Kontaktujte PTSMAKE teraz pre rýchlu a presnú cenovú ponuku na vysoko presné CNC obrábacie riešenia. Nechajte náš odborný tím pomôcť vám zefektívniť výrobu a zaručiť, že vaše diely prekročia každú špecifikáciu. Pošlite svoju žiadosť o cenovú ponuku ešte dnes!

Zistite, ako môžu teplotné výkyvy kriticky ovplyvniť rozmery materiálu a presnosť obrábania. ↩
Preskúmajte, ako tento výrobný prístup poskytuje vynikajúcu presnosť pre zložité komponenty. ↩
Pochopte, ako sa meria Ra a prečo sú špecifické hodnoty kritické pre výkon polovodičových komponentov. ↩
Zistite, ako tento efekt počas obrábania kalí materiál, čím sa zvyšuje obtiažnosť a opotrebenie nástroja. ↩
Pochopte, ako ohýbanie nástroja ovplyvňuje presnosť pri obrábaní zložitých geometrií a ako ho zmierňujeme pre vynikajúce výsledky. ↩
Zistite, ako tento kolaboratívny prístup integruje dizajn a výrobu s cieľom urýchliť váš časový harmonogram vývoja produktu. ↩
Pochopte, ako smer zrna materiálu môže ovplyvniť presnosť a výkon vašich obrábaných dielov. ↩
Pochopte, ako SPC používa dáta na zabezpečenie konzistentnej kvality a stability procesu. ↩
Pochopte tento koncept na výber pokročilých materiálov pre zložité tepelné výzvy. ↩
Pochopte, ako presné programovanie dráhy nástroja priamo ovplyvňuje konečnú kvalitu a cenu vašej súčiastky. ↩
Kliknite a dozviete sa základné princípy GD&T a prečo je nevyhnutné pre modernú výrobu. ↩
Zistite, ako smerové vlastnosti materiálu môžu ovplyvniť presnosť a stabilitu vašich obrábaných komponentov. ↩






