

Halvlederproducenter står over for en barsk virkelighed: en enkelt fejl i mikron-niveau tolerance kan ødelægge hele produktionspartier og koste tusindvis i omarbejde. Traditionelle bearbejdningsmetoder kommer ofte til kort, når det gælder om at skabe de ultrapræcise komponenter, som moderne halvlederudstyr kræver, hvilket efterlader ingeniører på jagt efter pålidelige løsninger.
CNC-bearbejdning giver halvlederproducenter den præcision, gentagelighed og overfladekvalitet, der er nødvendig for kritiske komponenter som huse, armaturer og testudstyr. Denne fremstillingsmetode opnår tolerancer så snævre som ±0,0001 tommer, samtidig med at den opretholder en ensartet kvalitet på tværs af produktionskørsler.

Halvlederindustriens hurtige udvikling betyder, at du har brug for fremstillingspartnere, der forstår både de tekniske udfordringer og de forretningsmæssige pres, du står over for. Denne guide gennemgår alt fra tolerancestyring og materialevalg til omkostningsoptimering og kvalitetskontrolstrategier, som succesfulde halvledervirksomheder bruger til at forblive konkurrencedygtige.
Hvorfor halvlederproducenter ikke har råd til tolerancefejl
I halvlederproduktion er der ikke plads til "næsten rigtigt". Præcision er alt. Selv en afvigelse målt i mikron, mindre end et menneskehår, kan forårsage katastrofale fejl.
Dette handler ikke kun om kvalitetskontrol. Det handler om den grundlæggende fysik, der gør moderne elektronik mulig. Stramme tolerancer for halvlederbearbejdning er ikke en luksus; de er et grundlæggende krav.
Omkostningerne ved unøjagtighed
Selv en mindre fejl i præcisionen har enorme omkostninger. Påvirkningen går ud over en enkelt defekt komponent.
| Tolerancefejl | Konsekvenser | Økonomisk indvirkning |
|---|---|---|
| 1-2 mikron | Tab af signalintegritet | Moderat |
| 3-5 mikron | Overophedning/kortslutninger | Høj |
| 5+ mikron | Komplet chipfejl | Kritisk |
Effektiv CNC-præcision til halvlederkomponenter er den eneste måde at forhindre disse problemer på.

Kravene til mindre, hurtigere og mere kraftfulde chips presser produktionsgrænserne. Dette oversættes direkte til strengere krav til hver enkelt komponent. Hos PTSMAKE ser vi dette hver dag. Vores kunder har brug for CNC-dele med høj tolerance, der yder perfekt.
Ringvirkningen af en enkelt fejl
En lille tolerancefejl i en komponent forbliver ikke lille. Den skaber en kædereaktion. En let forskudt køleplade kan for eksempel føre til fejl i termisk styring. Denne fejl kan derefter forårsage, at hele chippen underpræsterer eller brænder helt ud. Derfor skal hvert trin, fra materialevalg til det endelige snit, kontrolleres. Faktorer som værktøjsslid, vibrationer og endda små temperaturændringer kan påvirke det endelige produkt.
Baseret på vores tests er et konsistent miljø afgørende for gentagelig nøjagtighed. Denne miljøkontrol hjælper med at håndtere problemer som termisk udvidelse1.
Fra komponent til systemfejl
Forståelse af kædereaktionen er nøglen. En enkelt defekt del påvirker hele systemet.
| Komponentfejl | Underkomponentpåvirkning | Fejl i det endelige produkt |
|---|---|---|
| Forkert justeret kontaktstift | Defekt elektrisk forbindelse | Intermitterende enhedsdrift |
| Dårlig overfladefinish | Ineffektiv varmeoverførsel | Overophedning og nedlukning |
| Forkert diameter | Fejl i pakning eller tætningsring | Kontaminering af wafer |
Derfor fokuserer vi så meget på proceskontrol for ethvert halvleder-CNC-bearbejdningsprojekt, vi påtager os.
I halvlederproduktion er præcision ikke en funktion, men en grundlæggende nødvendighed. Selv fejl på mikronniveau i tolerancer kan eskalere til betydelige ydelsesfejl og økonomiske tab, hvilket gør streng kontrol med CNC-dele med høj tolerance absolut essentiel.
Den komplette omkostnings-fordel-analyse af CNC-bearbejdning til halvlederdele
At forstå de sande omkostninger ved CNC-bearbejdning af halvledere kræver, at man ser ud over den endelige pris. Det er en balance mellem flere nøglefaktorer. Hvert trin, fra det indledende design til fuld produktion, har sin egen økonomiske indvirkning.
Nedbrydning af kerneomkostningskomponenter
Lad os dissekere de primære omkostningsdrivere. Prototypingsomkostninger er upfront, men afgørende for validering. Materialevalg påvirker også budgettet kraftigt, især med dyre materialer af høj renhed, der kræves til halvlederdele.
Værktøj og opsætning
Værktøj til CNC er ofte billigere end til metoder som trykstøbning. Dette gælder især for komplekse geometrier. Opsætningstid er en faktor, men den giver fleksibilitet til designændringer.
Produktionsvolumen
Økonomien ændrer sig med skala. CNC er yderst omkostningseffektiv til lave til mellemstore volumener. Højvolumenkørsler kan favorisere andre metoder, men ofte på bekostning af præcision.
Her er et hurtigt overblik over omkostningsfaktorer:
| Omkostningskomponent | CNC-bearbejdningens indvirkning | Noter |
|---|---|---|
| Udvikling af prototyper | Moderat til høj | Hurtig levering, designfleksibilitet |
| Materialeaffald | Moderat | Subtraktiv proces, men optimerbar |
| Værktøj | Lav til moderat | Intet hårdt værktøj nødvendigt |
| Produktion | Bedst til lav til mellem volumen | Enhedsomkostningen er stabil |

Når vi evaluerer de samlede omkostninger, skal vi sammenligne CNC-bearbejdning af halvledere med andre levedygtige produktionsmetoder. Hver teknik har sin egen økonomiske profil, hvilket gør valget afhængigt af dit projekts specifikke behov. Det handler om at finde det ideelle punkt for din applikation.
CNC-bearbejdning vs. alternative metoder
Metoder som trykstøbning eller stansning er almindelige i produktionen. De kommer dog ofte til kort for halvlederapplikationer. De stramme tolerancer og komplekse funktioner, der kræves, er der, hvor CNC skinner. Trykstøbning involverer høje indledende formomkostninger. Dette gør det uegnet til prototyper eller små produktionsserier. Stansning er fantastisk til enkle metaldele med højt volumen. Men den mangler evnen til at skabe de indviklede 3D-geometrier, der ofte findes i halvlederkomponenter. Denne proces er et klassisk eksempel på subtraktiv fremstilling2, hvor præcision er altafgørende.
Et sammenlignende blik
Baseret på vores analyse med kunder bliver valget klart, når du kortlægger proceskapaciteter til projektkrav. For dele med høj præcision, der kræver eksotiske materialer, favoriserer økonomien inden for halvlederbearbejdning CNC. Det undgår den massive forudgående investering i værktøj, som alternativerne kræver. Dette gør det til en omkostningseffektiv CNC-bearbejdningsløsning.
| Metode | Bedst til | Værktøjsomkostninger | Præcision | Valg af materiale |
|---|---|---|---|---|
| CNC-bearbejdning | Prototyper, Lav-Mellem Volumen | Lav | Meget høj | Bredt |
| Trykstøbning | Højt volumen | Meget høj | Moderat | Begrænset (Metaller) |
| Stempling | Meget Høj Volumen (Simpel) | Høj | Lav | Begrænset (Plademetal) |
Forståelse af omkostningskomponenterne og sammenligning af produktionsmetoder er nøglen. CNC-bearbejdning tilbyder uovertruffen præcision og fleksibilitet til halvlederkomponenter, især til prototyper og produktion i lav til mellem volumen. Den balancerer initiale omkostninger med den endelige delkvalitet og ydeevne effektivt.
Hemmeligheder til at opnå ultra-fin overfladefinish i halvlederhuse
Opnåelse af en ultrafin finish handler ikke om ét hemmeligt trick. Det handler om præcis kontrol over hele processen. De rigtige maskinindstillinger er fundamentale.
For en overlegen overfladefinish CNC halvleder komponent, balancerer vi omhyggeligt nøgleparametre. Denne balance er afgørende for det endelige resultat.
Nøglemaskinindstillinger
Vi starter med at optimere spindelhastighed og fremføringshastighed. Høje spindelhastigheder med en kontrolleret, langsommere fremføringshastighed giver ofte glattere overflader. Værktøjsvalg og skarphed er lige så vigtigt.
| Indstilling | Indvirkning på finish | Generel Anbefaling |
|---|---|---|
| Spindelhastighed | Højere hastigheder kan reducere værktøjsmærker. | Maksimer baseret på materiale og værktøj. |
| Tilførselshastighed | Langsommere hastigheder skaber en glattere bane. | Minimer uden at forårsage værktøjsgnidning. |
| Skæredybde | Lettere afsluttende passager forhindrer stress. | Brug en meget lav afsluttende passage. |
Disse justeringer er det første skridt mod at opnå en lav Ra-værdi CNC-bearbejdning resultat.

Mens maskinindstillinger lægger grundlaget, løfter materialevalg og efterbehandling finishen til næste niveau for krævende halvleder CNC-bearbejdning applikationer. Ikke alle materialer er skabt lige, når det kommer til at opnå en spejlblank overflade.
Materialets afgørende rolle
Visse aluminiumslegeringer, som 6061-T6, er fremragende til bearbejdning. De reagerer godt på finjustering og polering. Andre materialer kan være hårdere eller mere sprøde. Dette gør det mere udfordrende at opnå en lav Ra-værdi3 uden specialiserede teknikker. Vores tilgang hos PTSMAKE starter altid med en materialeanalyse. Dette sikrer det bedst mulige fundament for en overlegen finish.
Forfinelse af overfladen med polering
Efter bearbejdning bruger vi ofte efterbehandling for at opnå de laveste Ra-værdier. Teknikker som CNC-slibning og polering er essentielle. Disse processer bruger slibende opslæmninger til metodisk at fjerne mikroskopiske toppe fra materialets overflade. Dette skaber en exceptionelt glat og ofte reflekterende finish, hvilket er kritisk for mange halvlederapplikationer.
| Metode til efterbehandling | Bedst til | Typisk resultat |
|---|---|---|
| CNC-slibning | Opnåelse af ekstrem fladhed | Sub-0,1 µm Ra |
| Mekanisk polering | Kosmetisk og funktionel glathed | < 0,2 µm Ra |
| Elektropolering | Komplekse geometrier, spændingsaflastning | < 0,4 µm Ra |
Opnåelse af en ultrafin overfladefinish afhænger af en tre-delt strategi. Det starter med præcise CNC-maskinindstillinger, understøttes af korrekt materialevalg og perfektioneres med efterbehandlingsteknikker som CNC-slibning og polering for det endelige resultat.
Undgå disse materialefaldgruber i CNC-projekter for halvledere
Valg af det rigtige materiale til halvlederkomponenter er afgørende. Et forkert valg kan føre til projektfejl. Det påvirker ydeevne, omkostninger og leveringstider.
Mange projekter er afhængige af almindelige materialer. Men de overser ofte de skjulte risici. Forståelse af disse faldgruber er nøglen til succesfuld halvleder CNC-bearbejdning.
Almindelige materialeudfordringer
Her er et hurtigt kig på nogle populære CNC-materialer til halvledere. Hver har unikke fordele, men også betydelige bearbejdningsrisici.
| Materiale | Vigtig fordel | Almindelig faldgrube |
|---|---|---|
| Keramik | Ekstrem hårdhed | Skørhed og revner |
| Titanium | Styrke i forhold til vægt | Dårlig varmeafledning |
| Aluminium | Omkostningseffektiv | Galling & Værktøjsopbygning |
Disse problemer kan kompromittere integriteten af højpræcisionsdele.

Materialevalg indebærer en afvejning. Det handler om at balancere behovene i den endelige anvendelse med fremstillingsmulighederne. Hos PTSMAKE guider vi vores partnere gennem denne proces. Vi hjælper med at undgå dyre fejl, før de sker.
Keramik-gåden
Avancerede keramikker er utroligt hårde og varmebestandige. Dette gør dem ideelle til visse halvlederapplikationer. Deres skørhed udgør dog en enorm bearbejdningsudfordring. Mindre vibrationer eller forkert værktøjspres kan forårsage katastrofale brud. Bearbejdning af dem kræver specialiserede værktøjer og ekspertise.
Aluminium vs. titanium i chip-hardware
Titanium tilbyder fremragende styrke og korrosionsbestandighed. Men det har dårlig varmeledningsevne. Varme opbygges ved skærekanten, hvilket forårsager hurtig værktøjsslitage. Dette kan også forårsage arbejdshærdning4, hvilket gør materialet endnu sværere at skære.
Aluminium er meget lettere for værktøjer og maskiner hurtigere. Men dets blødhed kan forårsage, at materialet svejses til værktøjet. Dets høje termiske udvidelse kræver også omhyggelig styring. Dette er afgørende for at opretholde snævre tolerancer under bearbejdningsprocessen.
Bearbejdeligheden af halvledermaterialer er en kritisk faktor.
| Udfordring | Titanium | Aluminium | Keramik |
|---|---|---|---|
| Slid på værktøj | Høj | Lav | Meget høj |
| Varmehåndtering | Vanskeligt | Let | Moderat |
| Risiko for skørhed | Lav | Lav | Høj |
| Termisk udvidelse | Lav | Høj | Meget lav |
Valg af det rigtige materiale kræver forståelse af disse dybe procesudfordringer.
Succesfuld halvleder-CNC-bearbejdning kræver fokus på fremstillingsmuligheder, ikke kun materialegenskaber. At overse risici med keramik, titanium eller aluminium kan spænde ben for dit projekt. En strategisk tilgang, der tager højde for begge aspekter, sikrer kvalitet, omkostningseffektivitet og pålidelighed for kritiske komponenter.
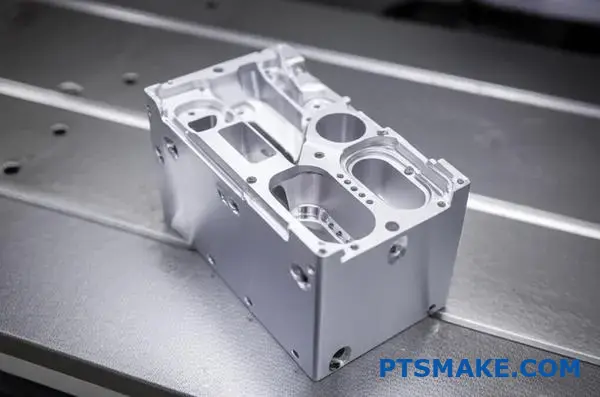
Hvorfor 5-akset er en game-changer for halvlederkomponenter
Moderne halvlederdele er utroligt komplekse. De har indviklede kanaler, dybe lommer og vinklede overflader. Standard 3-aksede maskiner kæmper med disse.
Her bliver 5-akset CNC-bearbejdning essentiel. Den tillader skæreværktøjet at nærme sig emnet fra fem forskellige retninger i en enkelt opsætning. Denne kapacitet er ikke bare en opgradering; det er en nødvendighed for at skabe nutidens højpræcisions halvlederhardware.
Frigørelse af komplekse geometrier
5-akset bearbejdning muliggør direkte skabelse af funktioner, der ellers er umulige. Den giver overlegen adgang til alle sider af en del.
| Aksekapacitet | Adgang til værktøj | Velegnet til |
|---|---|---|
| 3-akse | Begrænset (Top-ned) | Simple, flade komponenter |
| 5-akse | Multi-retningsbestemt | Komplekse, multifunktionelle dele |
Denne forbedrede adgang betyder, at vi kan bearbejde indviklede kølekanaler eller underskæringer uden at flytte delen. Det er et fundamentalt skift i produktionseffektivitet.

Den mest betydningsfulde fordel ved 5-akset bearbejdning er reduktionen i opsætninger. Med en 3-akset maskine kan en kompleks del muligvis skulle genfastgøres manuelt flere gange. Hver opsætning introducerer en lille risiko for fejl.
Disse fejl akkumuleres, et problem kendt som tolerancestakning. For halvlederkomponenter, hvor mikron betyder noget, er dette uacceptabelt. Ved at færdiggøre en del i en eller to opsætninger forbedrer 5-akset bearbejdning nøjagtigheden drastisk. Vores interne undersøgelser hos PTSMAKE viser, at dette kan forbedre dimensionskonsistensen med op til 40% på visse dele.
Overlegen overfladefinish og værktøjslevetid
Kontinuerlige 5-aksede værktøjsbaner tillader skæreværktøjet at opretholde en optimal vinkel mod materialet. Dette undgår "stop-and-go"-bevægelsen ved 3-akset bearbejdning. Resultatet er en glattere overfladefinish, der eliminerer behovet for sekundære poleringsprocesser.
Denne konstante engagement reducerer også vibrationer og slid på værktøjet. Dette forhindrer små ufuldkommenheder forårsaget af Afbøjning af værktøj5, hvilket er kritisk for fejlfri højpræcisions halvlederhardware.
| Bearbejdningsaspekt | 3-akset CNC | 5-akset CNC |
|---|---|---|
| Nødvendige opsætninger | Flere | Enkelt / Færre |
| Positionel nøjagtighed | Lavere | Højere |
| Overfladefinish | Trinvis / Grovere | Glattere / Kontinuerlig |
| Cyklustid | Længere | Kortere |
I sidste ende gør denne avancerede kontrol over værktøjets orientering og bevægelse kompleks geometri-bearbejdning ikke kun mulig, men også pålidelig og gentagelig.
5-akset CNC-bearbejdning revolutionerer produktionen af komplekse halvlederkomponenter. Den sikrer højere præcision ved at minimere opsætninger, giver overlegen værktøjsadgang til indviklede designs og opnår en bedre overfladefinish, hvilket gør den til en uundværlig teknologi i branchen.
Sådan reduceres leveringstid med CNC-bearbejdning uden at ofre kvalitet
Forkortelse af produktionscyklusser er nøglen. Det muliggør hurtigere innovation. Men hastighed kan ikke ofre kvalitet.
Vi bruger specifikke strategier til at opnå dette. Disse omfatter samtidig konstruktion, optimeret værktøj og hurtige omstillingstider.
Disse metoder forkorter direkte CNC-leveringstid for halvledere. De sikrer hurtig levering af præcisionsdele.
| Strategi | Primært mål | Indvirkning på gennemløbstiden |
|---|---|---|
| Samtidig udvikling | Reducer redesigns | Betydelig |
| Optimeret værktøj | Reducer maskinens cyklustid | Moderat |
| Hurtige omstillingstider | Minimer maskinens nedetid | Moderat |

Dybdegående kig på produktionscyklusstrategier
For virkelig at reducere leveringstiderne skal vi se på hele processen. Det starter længe før maskinen tændes. Effektiv planlægning er afgørende for hurtigbearbejdningstjenester.
Samarbejdets kraft
Mange forsinkelser skyldes designfejl fundet under produktionen. Dette tvinger dyre og tidskrævende redesign. Vi undgår dette med en specifik tilgang.
Vedtagelse Samtidig udvikling6 er en game-changer. Vores design- og produktionsteknikere arbejder sammen fra starten af et projekt. Dette sikrer, at designet er optimeret til produktion (DFM).
Dette er afgørende for industrier, der kræver halvleder CNC-bearbejdning. Komplekse dele kræver dette niveau af tidlig samarbejde. Det eliminerer overraskelser senere.
Smart værktøj og hurtige opsætninger
De rigtige værktøjer og effektive opsætninger er kritiske. Vi bruger ikke kun standardværktøjer. Vi vælger eller skaber værktøj optimeret til specifikke materialer og geometrier. Dette reducerer bearbejdningstiden.
Hurtige omstillinger er et andet fokus. Ved at forberede værktøj og inventar offline minimerer vi den tid, en maskine står inaktiv mellem opgaver. Denne praksis er essentiel for at levere hurtige leverancer af præcisionsdele.
| Fordel | Samtidig udvikling | Optimeret værktøj | Hurtige omstillingstider |
|---|---|---|---|
| Reducerer omarbejde | ✅ | ||
| Sænker cyklustiden | ✅ | ||
| Øger maskinens oppetid | ✅ | ||
| Forbedrer dele kvalitet | ✅ | ✅ |
Hos PTSMAKE er disse strategier en del af vores standardarbejdsgang. De giver os mulighed for at levere pålidelige, hurtige tjenester.
Implementering af samtidig konstruktion, optimering af værktøj og strømlining af omstillinger er beviste taktikker. De forkorter drastisk CNC-leveringstider. Disse strategier er essentielle for at levere højkvalitets, hurtige leverancer af præcisionsdele til tiden, især i krævende sektorer.
Sådan kan designingeniører inden for halvledere strømline DFM til CNC-dele
Anvendelse af principper for Design for Manufacturing (DFM) er afgørende. Det påvirker direkte omkostningerne, kvaliteten og leveringstiden for dine CNC-dele. For halvlederkomponenter er præcision ikke til forhandling.
Dette kræver specifikke designregler. Jeg vil dele nogle kernevejledninger, som vi følger hos PTSMAKE for at sikre succes. Disse tips hjælper med at bygge bro mellem CAD-modeller og fejlfri fysiske dele.
Vægtykkelse og afstand
Opretholdelse af tilstrækkelig vægtykkelse er grundlæggende. Tynde vægge kan vride sig eller knække under bearbejdning. Korrekt afstand mellem funktioner er også nøglen til værktøjsadgang.
| Materiale | Minimum vægtykkelse (anbefalet) |
|---|---|
| Aluminium | 0,8 mm (0,031 tommer) |
| Rustfrit stål | 1,0 mm (0,040 in) |
| Plast (PEEK, osv.) | 1,5 mm (0,060 in) |
Optimering af funktionsdybde
Dybe lommer og huller øger værktøjsslid og bearbejdningstid. En god tommelfingerregel er at holde lommedybder mindre end seks gange værktøjets diameter.
Beherskelse af DFM for CNC går ud over grundlæggende regler. Det indebærer at tænke som en maskinarbejder under designfasen. Dette perspektiv hjælper med at forudse produktionsudfordringer, før de opstår, især i komplekse halvlederapplikationer.
CNC-venlige CAD-praksisser
Et af de bedste CNC-venlige CAD-tips er standardisering af funktioner. Brug af standard borestørrelser i stedet for brugerdefinerede reducerer opsætningstid og omkostninger betydeligt. Tilføj altid radier til indvendige hjørner. Skarpe indvendige hjørner kræver specialiserede, langsommere processer.
Efter analyse af resultater med vores kunder har vi fundet ud af, at materialevalg også spiller en stor rolle. Et materials egenskaber, såsom dets Anisotropi7, kan påvirke, hvordan det opfører sig under belastningen fra bearbejdning. Dette påvirker den endelige dels dimensionelle stabilitet og ydeevne.
Værktøjsadgang og radier
Overvej, hvordan et skæreværktøj vil få adgang til hver funktion. Undgå dybe, smalle kanaler. For indvendige hjørner er en større radius altid bedre og billigere at bearbejde.
| Hjørneradius | Bearbejdningshastighed | Indvirkning på omkostninger |
|---|---|---|
| 0,5 mm | Langsomt | Høj |
| 1,0 mm | Medium | Moderat |
| >2,0 mm | Hurtig | Lav |
At følge DFM-retningslinjer for CNC-dele sikrer en glattere produktion. Optimering af vægtykkelse, funktionsdybde og brug af CNC-venlige CAD-tips reducerer direkte produktionsomkostninger og forbedrer dele-kvaliteten for halvlederkomponenter. Denne proaktive tilgang strømliner hele processen fra design til levering.
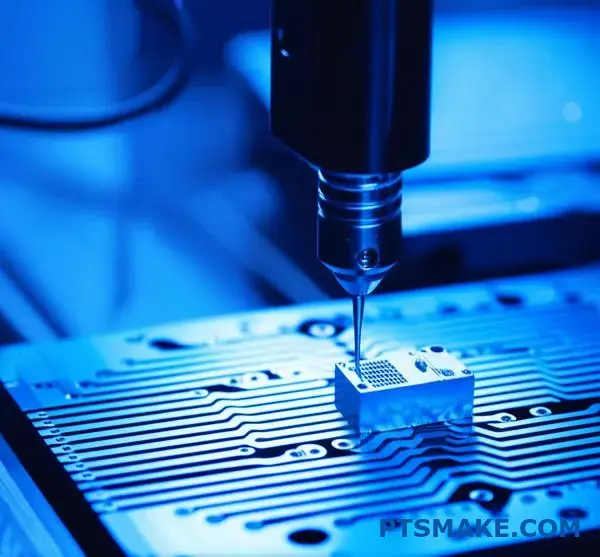
Insider-guide til strammere kvalitetskontrol i CNC-produktion af halvledere
I halvlederproduktion er det ikke nok at sige, at en del er "korrekt". Du skal bevise det med data. Det er her, metrologi og dokumentation bliver kritisk. De er rygraden i tillid.
Vigtige metrologiske teknikker
Vi bruger specifikke værktøjer til verifikation af halvlederdele. Hvert værktøj har en distinkt rolle i at sikre, at dele opfylder de højeste kvalitetsstandarder for CNC-bearbejdning. Præcision er ikke til forhandling her.
| Værktøj | Primær anvendelse |
|---|---|
| CMM | Verificering af komplekse geometriske dimensioner |
| Digitalt mikroskop | Inspektion af overfladefinish og mikrofunktioner |
| SPC | Overvågning og styring af produktionsprocesser |
Denne kombination sikrer, at enhver vinkel og overflade opfylder nøjagtige specifikationer. Det udgør vores kerne-tilgang til præcisions kvalitetskontrol CNC.

Tillid bygges på verificerbart bevis. I halvleder CNC-bearbejdning kommer dette bevis fra avanceret måling og udtømmende dokumentation. Uden dem er kvalitet bare et gæt.
Avanceret måling og verifikation
En koordinatmålemaskine (CMM) er essentiel. Den måler en dels geometri ved hjælp af en sonde og giver præcise data om komplekse funktioner. Digital mikroskopi giver os mulighed for at inspicere overfladefinishes på et mikroskopisk niveau og opdage ufuldkommenheder, der er usynlige for det blotte øje.
Men måling alene er reaktivt. Vi bruger Statistisk proceskontrol8 til at overvåge produktionen i realtid. Dette hjælper os med at forudsige og forhindre afvigelser, før de resulterer i en fejlbehæftet del. Det handler om proaktiv kontrol.
Kritiske dokumentationsflows
Dokumentation formaliserer kvalitet. Det sikrer, at alle, fra vores ingeniører hos PTSMAKE til dit samlingsteam, er på linje. Hvert dokument tjener et formål i at opretholde høje kvalitetsstandarder for CNC-bearbejdning.
| Dokument | Formål |
|---|---|
| FAI (First Article Inspection) | Verificerer den første produktionsdel mod alle specifikationer. |
| PPAP (Produktionsgodkendelsesproces) | En omfattende pakke, der beviser, at produktionsprocessen er stabil. |
| ISO 9001-certificering | Demonstrerer en forpligtelse til et globalt anerkendt kvalitetsstyringssystem. |
Dette strenge dokumentationsflow giver den gennemsigtighed og ansvarlighed, som vores kunder i halvlederindustrien kræver. Det er ikke bare papirarbejde; det er vores forpligtelse til kvalitet.
Avancerede metrologiværktøjer leverer præcise data til verifikation af halvlederdele. Streng dokumentation som FAI og PPAP, styret af ISO-standarder, sikrer, at præcisionen er gentagelig og verificerbar, hvilket er centralt for effektiv præcisionskvalitetskontrol CNC.
Sådan afhjælpes problemer med varmeopbygning i CNC-bearbejdede halvlederarmaturer
Effektiv varmeafledning er kritisk. I testfatninger og håndteringsarmaturer kan varme ødelægge testresultater. Det kan også forkorte en komponents levetid.
Korrekt design er den første forsvarslinje. Dette involverer smarte materialevalg og præcise bearbejdningsveje. Termisk kontrol CNC-bearbejdning sikrer, at armaturer fungerer pålideligt under termisk belastning.
Vi fokuserer på at skabe varmeafledningsdele der er både effektive og producerbare. Et veldesignet armatur styrer varmen fra starten.
Vigtige overvejelser vedrørende materialer
| Materiale | Termisk ledningsevne | Bedste brugssag |
|---|---|---|
| Aluminium 6061 | Høj | Generelt formål, god balance |
| Kobber C110 | Meget høj | Maksimal varmeafledning |
| PEEK | Lav | Elektrisk isolering |

Dybdegående analyse af strategier for termisk styring
Valg af det rigtige materiale er kun begyndelsen. Hele design af halvlederkølingsarmatur processen skal tage højde for, hvordan varme bevæger sig gennem komponenten. Dette sikrer pålidelig ydeevne under intense testcyklusser.
Afvejninger ved materialevalg
Mens kobber har overlegen termisk ledningsevne, er det tungere og dyrere end aluminium. Til mange applikationer tilbyder en aluminiumslegering som 6061 en god balance mellem ydeevne og pris. Til komponenter, der kræver isolering, tyr vi ofte til plast som PEEK eller Torlon. Nogle avancerede kompositter udviser endda Anisotropisk9 egenskaber. Dette kræver omhyggelig designovervejelse.
Bearbejdningsveje og overfladefinish
Værktøjsbanerne, der bruges i halvleder CNC-bearbejdning påvirker direkte den termiske ydeevne. Vi bearbejder specifikke teksturer eller kanaler for at styre varme flow. En glattere overfladefinish sikrer også bedre kontakt med en enhed eller en ekstern køleplade, hvilket forbedrer varmeoverførslen.
Integrerede køleplader
Vi designer ofte armaturer med integrerede køleplader. CNC-bearbejdning giver os mulighed for at skabe komplekse finner og funktioner. Disse funktioner øger dramatisk overfladearealet til varmeafledning. Dette er langt mere effektivt end en simpel, flad blok af materiale. Vores tests viser, at dette kan forbedre kølingen med over 30%.
| Strategi | Primær fordel | Implementeringsdetaljer |
|---|---|---|
| Valg af materiale | Optimerer ledningsevne/pris | Match material to thermal load |
| Machining Path | Enhances heat transfer | Create smooth surfaces or channels |
| Integrated Sinks | Maximizes surface area | Machine fins directly into the fixture |
Effective thermal management in semiconductor fixtures combines material science with smart design. By carefully selecting materials, planning machining paths, and integrating cooling features, we create reliable, high-performance components that prevent heat build-up.
Sådan håndteres brugerdefinerede halvlederindkapslinger med ekstrem geometri
Extreme geometry in semiconductor parts is no longer a barrier. Modern designs often require features that seem impossible to produce. Think of deep undercuts, complex internal cavities, or incredibly thin walls.
This is where CNC machining becomes the essential solution. It offers precision and control that other methods can’t match. For custom CNC enclosures, this capability is critical. It transforms radical concepts into functional, high-performance components.
The CNC Machining Advantage
CNC provides direct solutions for challenging designs.
| Feature Challenge | CNC-bearbejdningsløsning |
|---|---|
| Underskæringer | Multi-axis toolpaths |
| Internal Cavities | Specialiseret langtrækkende værktøj |
| Tynde vægge | Høj hastighed, lav kraftskæring |
Denne proces gør komplekse dele CNC-bearbejdning til en pålidelig virkelighed. Den sikrer, at hver detalje opfylder præcise specifikationer.

Præcision er alt i bearbejdning af halvlederhuse. Komplekse designs er ikke kun for udseendets skyld; de er for funktionens skyld. De styrer varme, skærmer mod interferens og passer ind i trange rum. CNC-bearbejdning adresserer direkte disse behov.
Beherskelse af komplekse geometrier
Hos PTSMAKE håndterer vi disse udfordringer dagligt. CNC-maskiner med flere akser er nøglen. De gør det muligt for skæreværktøjet at nærme sig emnet fra mange forskellige vinkler.
Underskæringer og interne hulrum
Oprettelse af underskæringer og interne former er ligetil med 5-akset bearbejdning. Maskinværktøjet kan vippe og rotere. Dette eliminerer behovet for flere opsætninger, hvilket sparer tid og reducerer risikoen for fejl. En præcis værktøjsbane10 er programmeret til perfekt at navigere disse komplekse interne funktioner.
Opnåelse af tynde, stive vægge
Tynde vægge kræver en delikat balance. Du har brug for styrke uden fylde. Vores tilgang kombinerer avanceret materialekendskab med optimerede skæringsstrategier. Vi bruger høj-hastighedsfræsning med meget skarpe værktøjer. Dette minimerer skærkræfterne og forhindrer, at de tynde vægge deformeres under processen.
Her er, hvordan vi tackler disse problemer:
| Geometrisk udfordring | Nøgle CNC-strategi | Resulterende fordel |
|---|---|---|
| Komplekse interne kanaler | Simultan bearbejdning med 5 akser | Uafbrudt intern væske- eller luftstrøm. |
| Vægge <0,5 mm tykke | Høj-hastigheds afsluttende gennemløb | Opretholdt strukturel integritet, ingen deformation. |
| Dybe lommer med skarpe hjørner | Lang-rækkevidde & brugerdefineret værktøj | Perfekt pasform til interne komponenter. |
Denne detaljerede kontrol sikrer, at hver funktion, uanset hvor lille eller kompleks, produceres præcis som designet.
Avanceret CNC-bearbejdning er den definitive løsning til halvlederindkapslinger med ekstreme geometrier. Den muliggør skabelse af underskæringer, interne hulrum og tynde vægge med høj præcision, hvilket forvandler komplekse designs til virkelighed uden at gå på kompromis med kvalitet eller funktionelle krav.
Sådan valideres dimensionel nøjagtighed i CNC-halvlederdele før samling
I halvlederproduktion er samling en dyr og risikabel proces. En enkelt del, der ikke er i overensstemmelse med specifikationerne, kan forårsage katastrofal fejl.
Derfor validering af dimensionel nøjagtighed før samling er ikke bare et kvalitetstrin; det er en kritisk risikostyringsstrategi.
Hvorfor forsamlingskontroller er vigtige
Verificering af tolerancer i kritiske dimensioner sikrer, at hver komponent passer perfekt. Dette forhindrer dyrt omarbejde eller skrot senere. Det er grundlaget for pålidelig ydeevne af halvlederkomponenter.
Vigtige valideringsværktøjer
Vi stoler på avancerede værktøjer til dette. Koordinatmålemaskiner (CMM) og strenge GD&T-praksisser er essentielle. De leverer de data, der er nødvendige for en succesfuld CNC-dimensionskontrol af halvlederkomponenter.
Et nærmere kig på verifikationsmetoder
Manglende opdagelse af en dimensionsfejl før samling kan kompromittere et helt produktionsforløb. Omkostningerne multipliceres hurtigt, ikke kun i materialer, men også i tabt tid. Hos PTSMAKE har vi bygget vores proces op omkring at forhindre disse problemer.
Brug af CMM til ultimativ præcision
En koordinatmålemaskine (CMM) er guldstandarden for tolerancemåling. Den bruger en yderst følsom sonde til at tage præcise 3D-målinger af en del. Disse data sammenlignes derefter direkte med den originale CAD-model.
Denne proces fjerner menneskelige fejl. Den kan opdage afvigelser, der er langt mindre, end hvad traditionelle værktøjer kan måle. Det er essentielt for komplekse geometrier, der findes i CNC-bearbejdning af halvledere.
Sproget i GD&T
Tegninger til halvlederkomponenter bruger et specifikt sprog til at definere tolerancer. Dette system, kendt som Geometrisk dimensionering og tolerance (GD&T)11, specificerer ikke kun størrelse, men også form, orientering og placering af funktioner. Dette sikrer, at komponenter interagerer præcis som designet, hvilket er afgørende for præcisionsbearbejdning ved samling.
| Verifikationsaspekt | Traditionelle skydelærer | CMM med GD&T |
|---|---|---|
| Måleomfang | Grundlæggende længde, bredde, diameter | Komplekse profiler, positioner, planhed |
| Repeterbarhed | Lavere, operatørafhængig | Høj, fuldautomatisk |
| Analyse af data | Manuelle bestået/ikke bestået-kontroller | Detaljerede rapporter, statistisk analyse |
| Anvendelse | Simple geometriske kontroller | Kritiske halvlederkomponenter |
Forudgående validering af samling ved hjælp af CMM'er og GD&T er fundamental. Denne stringente CNC-dimensionelle kontrol for halvlederdele sikrer, at hver komponent opfylder nøjagtige specifikationer, forhindrer dyre samlingsfejl og garanterer den endelige produktintegritet. Det handler om præcision, ikke tilfældighed.
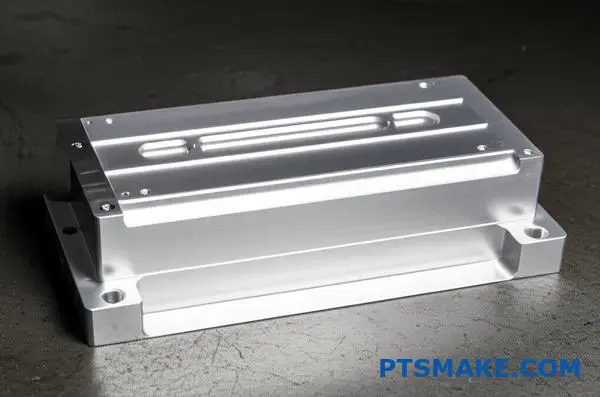
Hvornår CNC-bearbejdning slår trykstøbning til halvleder-kvalitetshuse
Valget af den rigtige fremstillingsproces er kritisk. Især for halvleder-kvalitetskabinetter. Trykstøbning tilbyder hastighed til store volumener. Men den kommer ofte til kort med hensyn til præcision.
Det er her, CNC-bearbejdning udmærker sig. Den leverer de snævre tolerancer og overlegne overfladefinisher, der kræves.
Vigtige sammenligningspunkter
Når du sammenligner trykstøbte vs CNC halvleder dele, skiller to faktorer sig ud: tolerance og overfladekvalitet.
Tolerance-kapacitet
Trykstøbning kæmper med konsistens. Efterfølgende bearbejdning er næsten altid nødvendig. CNC starter derimod med en solid blok. Den bearbejder funktioner til nøjagtige specifikationer fra starten.
| Funktion | Trykstøbning | CNC-bearbejdning |
|---|---|---|
| Typisk tolerance | ±0,05 mm | ±0,005 mm |
| Konsistens | Lavere | Højere |
| Efterbehandling | Ofte påkrævet | Minimal |
Dette gør CNC ideel til halvleder-kvalitetsdele CNC.
For dele, hvor fejl ikke er en mulighed, er præcision alt. Halvlederindustrien kræver næsten perfekte komponenter. Det er her, debatten om produktionsmetoder bliver mest intens.
Hvorfor CNC vinder for kritiske overflader
Trykstøbning introducerer risici. Problemer som porøsitet, overfladefejl og behovet for slipvinkler kan kompromittere et hus' integritet. Disse er uacceptable for følsom elektronik. Indespærrede gasser i trykstøbning kan skabe interne hulrum.
CNC-bearbejdning undgår disse problemer helt. Vi bearbejder fra en solid blok af materiale. Dette sikrer strukturel integritet og ensartede materialegenskaber. Processen er fri for de defekter, der er almindelige ved støbning.
I præcisionshusfremstilling, materialekonsistens er nøglen. I samarbejde med kunder fandt vi ud af, at bearbejdede dele udviser mere forudsigelig termisk og mekanisk adfærd. Dette er afgørende for ydeevnen. Materialets interne struktur ændres ikke ved smeltning og hurtig afkøling. Dette undgår problemer som anisotropi12 der kan påvirke ydeevnen under belastning.
Anvendelsestilfælde, der favoriserer CNC
CNC er det eneste logiske valg til specifikke applikationer, der kræver den højeste kvalitet.
| Anvendelse | Vigtige krav | Hvorfor CNC er bedre |
|---|---|---|
| Vakuumkammerhuse | Perfekt tætning | Ingen porøsitet, overlegen overfladefinish. |
| Monteringer til optiske komponenter | Høj stabilitet | Maskineret fra et enkelt blok, ingen intern spænding. |
| Kølelegemer | Fejlfri overfladekontakt | Maksimerer termisk overførselseffektivitet. |
Disse eksempler viser, hvor CNC giver uovertruffen værdi.
Til halvlederapplikationer er valget klart. Når snævre tolerancer og fejlfri overflader er påkrævet, overgår CNC-bearbejdning konsekvent trykstøbning, eliminerer defekter og sikrer det højeste niveau af delkvalitet og pålidelighed for kritiske komponenter.
Lås op for præcisionsresultater med PTSMAKE halvleder CNC-bearbejdning!
Klar til at eliminere dyre tolerancefejl og accelerere din halvlederinnovation? Kontakt PTSMAKE nu for et hurtigt, præcist tilbud på højpræcisions CNC-bearbejdningsløsninger. Lad vores ekspertteam hjælpe dig med at strømline produktionen og garantere, at dine dele overstiger enhver specifikation. Send din RFQ i dag!

Lær, hvordan temperaturudsving kritisk kan påvirke materialedimensioner og bearbejdningsnøjagtighed. ↩
Udforsk, hvordan denne fremstillingsmetode leverer overlegen præcision til indviklede komponenter. ↩
Forstå, hvordan Ra måles, og hvorfor specifikke værdier er kritiske for halvlederkomponenters ydeevne. ↩
Opdag, hvordan denne effekt hærder materialet under bearbejdning, hvilket øger vanskeligheden og værktøjsslid. ↩
Forstå, hvordan værktøjsbøjning påvirker præcisionen i bearbejdning af komplekse geometrier, og hvordan vi afbøder det for overlegne resultater. ↩
Lær, hvordan denne samarbejdsmetode integrerer design og fremstilling for at accelerere din produktudviklingstid. ↩
Forstå, hvordan materialets kornretning kan påvirke præcisionen og ydeevnen af dine bearbejdede dele. ↩
Forstå, hvordan SPC bruger data til at sikre ensartet kvalitet og processtabilitet. ↩
Forstå dette koncept for at vælge avancerede materialer til komplekse termiske udfordringer. ↩
Forstå, hvordan præcis værktøjsbaneprogrammering direkte påvirker din dels endelige kvalitet og pris. ↩
Klik for at lære GD&T's kernebegreber og hvorfor det er essentielt for moderne produktion. ↩
Lær, hvordan retningsbestemte materialegenskaber kan påvirke præcisionen og stabiliteten af dine bearbejdede komponenter. ↩






