

## В чем разница между радиаторами, изготовленными по технологии Skived и Extruded?
Запутались в том, какой процесс производства радиаторов лучше всего подойдет для ваших задач по управлению тепловым режимом? Многие инженеры испытывают трудности при выборе между радиаторами, изготовленными по технологии skived и extruded, и часто выбирают неправильный вариант из-за непонимания их фундаментальных различий. Это может привести к проблемам с перегревом и снижению надежности продукции.
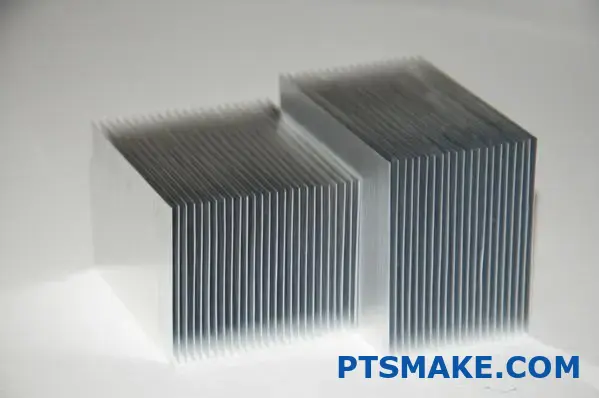
Радиаторы Skived обеспечивают более высокую плотность ребер и тепловую эффективность по сравнению с экструдированными радиаторами. Благодаря скивированию из цельных металлических блоков получаются более тонкие, плотно уложенные ребра, в то время как при экструзии алюминий продавливается через фильеру для формирования более простых и экономичных конструкций радиаторов.
Я много работал с обоими типами на нашем производстве в PTSMAKE. Правильный выбор зависит от ваших конкретных требований. Если вам нужно обеспечить максимальное охлаждение в компактном пространстве, то обычно лучше использовать радиаторы с косым профилем. Для более простых применений с ограниченным бюджетом экструдированные варианты часто имеют больше смысла. Ниже я более подробно объясню ключевые различия.
Являются ли радиаторы экструдированными?
Вы когда-нибудь задумывались, почему одни электронные устройства перегреваются, а другие остаются холодными под давлением? Возможно, секрет кроется в их радиаторах, но знаете ли вы, как на самом деле изготавливаются эти важнейшие компоненты охлаждения? Метод производства может сделать разницу между устройством, которое преждевременно выходит из строя, и тем, которое надежно работает в течение многих лет.
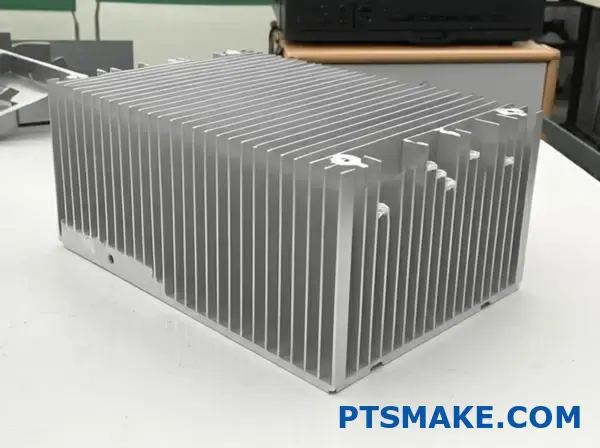
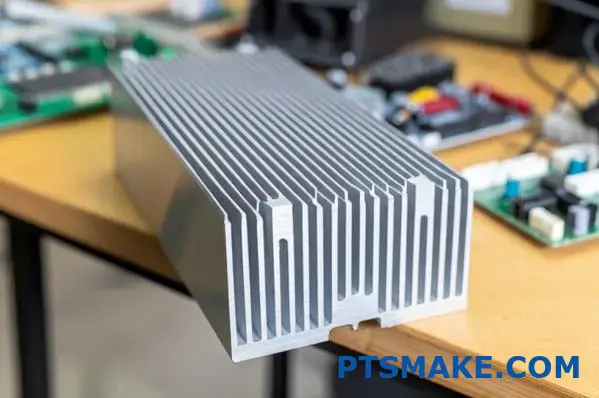
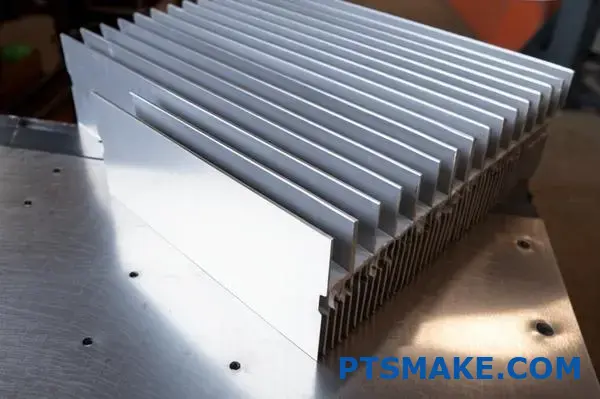
Да, многие радиаторы изготавливаются методом экструзии, особенно алюминиевые радиаторы. Процесс экструзии заставляет алюминий проходить через фильеру для создания профиля радиатора за одну операцию. Этот метод производства популярен, поскольку он обеспечивает хороший баланс между экономичностью, тепловыми характеристиками и гибкостью конструкции для многих приложений охлаждения.
Основы производства экструдированных радиаторов
Экструзия - один из самых распространенных методов производства радиаторов, особенно для приложений, не требующих чрезвычайно высокой эффективности охлаждения. За годы работы в компании PTSMAKE я видел, как процесс экструзии становится все более сложным, но основные принципы остаются неизменными.
Объяснение процесса экструзии
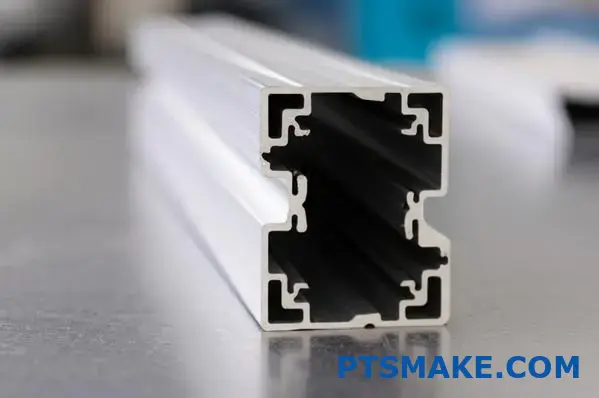
Процесс экструзии алюминия начинается с нагрева алюминиевых заготовок примерно до 800-925°F (427-496°C). При этой температуре алюминий становится податливым, но не расплавленным. Затем нагретую заготовку продавливают через специально разработанную матрицу с помощью гидравлического пресса, который может оказывать огромное давление - часто от 100 до 15 000 тонн в зависимости от сложности и размера профиля.
Для производства радиаторов этот процесс особенно ценен тем, что все поперечное сечение формируется одновременно при прохождении алюминия через фильеру. После экструзии профили охлаждаются, выпрямляются и обрезаются до нужной длины.
Преимущества радиаторов из экструдированного алюминия
Экструдированные радиаторы обладают рядом преимуществ, которые делают их предпочтительным выбором для многих задач терморегулирования:
| Преимущество | Описание |
|---|---|
| Экономическая эффективность | Более низкие затраты на оснастку и производство по сравнению с другими методами |
| Гибкость конструкции | Возможность создания сложных сечений за одну операцию |
| Хорошие тепловые характеристики | Подходит для решения многих общих задач охлаждения |
| Свойства материала | Алюминий обеспечивает превосходное соотношение теплопроводности и веса |
| Скорость производства | Высокая производительность для больших объемов |
Как человек, контролировавший производство тысяч радиаторов, я могу подтвердить, что преимущество в стоимости становится особенно значительным при больших партиях, когда первоначальная стоимость матрицы амортизируется на множество единиц продукции.
Ограничения экструзии для производства радиаторов
Несмотря на свою популярность, процесс экструзии имеет присущие ему ограничения, о которых инженеры должны знать при разработке решений для охлаждения.
Физические ограничения при экструзии
Сайт соотношение сторон1 ребра (высота к ширине) ограничено при экструзии из-за физики потока металла через фильеру. Как правило, это соотношение не может превышать 10:1, то есть очень высокие и тонкие ребра трудно изготовить только методом экструзии. Кроме того, существуют требования к минимальной толщине - обычно около 1,5 мм, чтобы алюминий правильно проходил через фильеру, не образуя дефектов.
Соображения по производительности
Несмотря на то, что экструдированные радиаторы хорошо работают во многих приложениях, их может быть недостаточно для электроники с высокой плотностью мощности. Ограничения по плотности и толщине ребер напрямую влияют на площадь поверхности, доступную для рассеивания тепла, что является критическим фактором для тепловых характеристик.
Альтернативные методы производства радиаторов
Если экструзия не удовлетворяет требованиям, на помощь приходят несколько альтернативных методов производства:
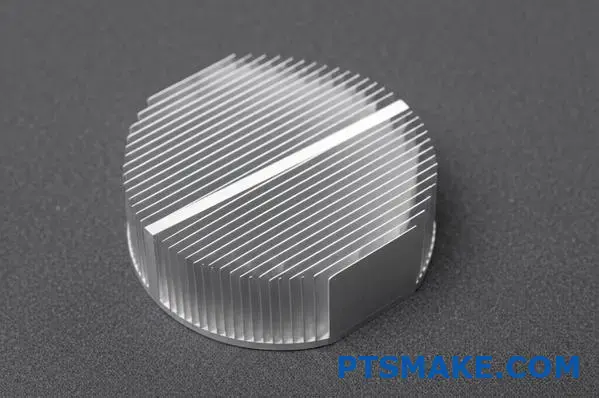
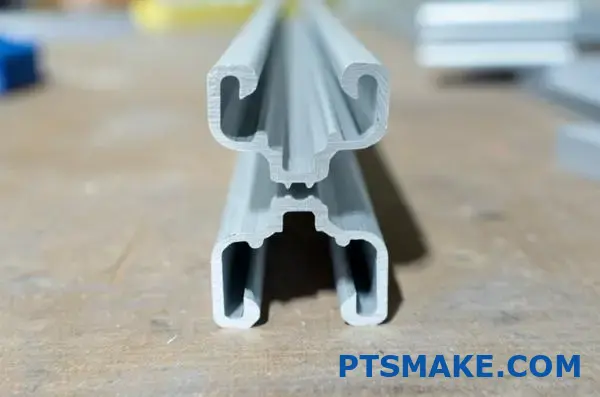
Утеплители с обтекателем
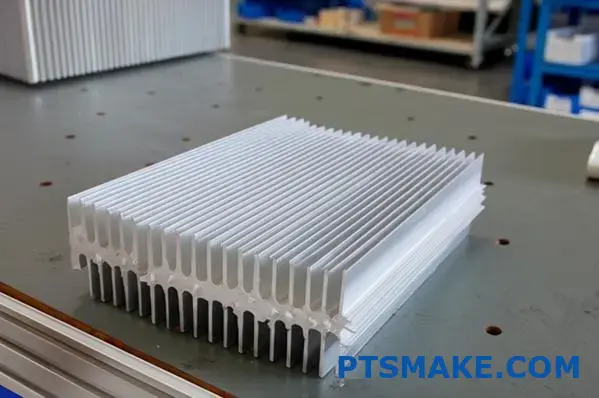
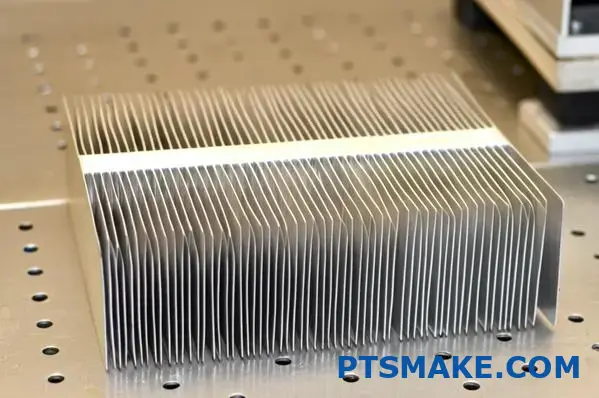
Вырезание ребер из цельного блока металла (обычно меди или алюминия). Этот процесс позволяет создать гораздо более тонкие ребра и более высокую плотность ребер, чем при экструзии, что приводит к значительному улучшению тепловых характеристик. В компании PTSMAKE мы часто рекомендуем радиаторы с ребрами для приложений, где требуется максимальное охлаждение в ограниченном пространстве.
Литые радиаторы
Литье под давлением предполагает впрыскивание расплавленного металла в полость формы. Этот метод позволяет создавать более сложные геометрии основания, чем экструзия, но обычно не позволяет достичь такой же плотности ребер или соотношения сторон. Литье под давлением особенно полезно, когда основание радиатора нуждается в сложных элементах или креплениях.

Радиаторы со скрепленными плавниками
Для приложений, требующих чрезвычайно высокой производительности, отличным решением являются радиаторы со скрепленными ребрами. Этот метод предполагает прикрепление индивидуально изготовленных ребер к пластине основания, что позволяет достичь очень высокой плотности ребер и использовать различные материалы для основания и ребер по желанию.
Выбор правильного процесса изготовления радиатора
Выбор между экструдированными и другими типами радиаторов требует тщательного учета нескольких факторов:
| Фактор | Экструдированные радиаторы | Альтернативные методы |
|---|---|---|
| Тепловые характеристики | Хорошо подходит для общего применения | Превосходно подходит для мощных приложений |
| Стоимость | Ниже, особенно на громкости | Выше, но оправдано производительностью |
| Сложность конструкции | Ограничено ограничениями экструзии | Большая гибкость |
| Объем производства | Отлично подходит для больших объемов | Некоторые альтернативы лучше подходят для небольших объемов |
| Весовые соображения | Легкий | Часто тяжелее из-за материала или конструкции |
В конечном итоге решение сводится к балансу между тепловыми требованиями и бюджетными ограничениями. По моему опыту, многие инженеры изначально завышают требования к тепловым решениям, что приводит к ненужным затратам. И наоборот, другие недооценивают свои потребности в охлаждении, что приводит к проблемам с надежностью в дальнейшем.
Отраслевые применения экструдированных радиаторов
Экструдированные алюминиевые радиаторы находят свое место в различных отраслях промышленности и сферах применения:
- Бытовая электроника (компьютеры, аудиотехника)
- Светодиодные светильники
- Источники питания и инверторы
- Автомобильные электронные компоненты
- Телекоммуникационное оборудование
- Промышленные системы управления
Для таких приложений баланс стоимости, производительности и надежности, предлагаемый экструдированными радиаторами, часто является оптимальным решением.
Поддается ли экструдированный алюминий термообработке?
Приходилось ли вам разрабатывать проект с использованием экструдированного алюминия и задаваться вопросом, можно ли повысить его прочность за счет термообработки? Многие инженеры сталкиваются с такой дилеммой, когда приходится балансировать между удобством экструзии и необходимостью улучшения механических свойств. Неправильный выбор может привести к поломке детали или лишним затратам на производство.
Да, экструдированный алюминий поддается термообработке, но только если он относится к термообрабатываемым сериям сплавов (2xxx, 6xxx, 7xxx). Сплавы 6061 и 6063, обычно используемые для экструзии, особенно хорошо реагируют на такие процессы термообработки, как термообработка в растворе и старение, которые значительно улучшают их прочностные характеристики, сохраняя при этом сложные профили, достигаемые при экструзии.

Понятие о термической обработке экструдированного алюминия
Термообработка преобразует микроструктуру алюминиевых сплавов, улучшая их механические свойства за счет контролируемых циклов нагрева и охлаждения. Работая с алюминиевыми экструзиями для различных решений в области терморегулирования, я на собственном опыте убедился, что правильная термообработка может сделать или разрушить успех проекта.
Термически обрабатываемые и нетермически обрабатываемые алюминиевые сплавы
Не все алюминиевые сплавы одинаково реагируют на термическую обработку. Различие в первую очередь зависит от их химического состава:
| Серия сплавов | Поддается термической обработке? | Общие приложения | Первичные легирующие элементы |
|---|---|---|---|
| 1xxx (Чистый) | Нет | Электрические проводники, Химическое оборудование | 99%+ Алюминий |
| 2xxx | Да | Аэрокосмическая промышленность, военная промышленность | Медь |
| 3xxx | Нет | Теплообменники, Посуда | Марганцовка |
| 4xxx | Частично | Сварочные стержни, автомобильные | Кремний |
| 5xxx | Нет | Морское дело, архитектура | Магний |
| 6xxx | Да | Экструзии, радиаторы | Магний, кремний |
| 7xxx | Да | Авиационные конструкции, детали, подвергающиеся высоким нагрузкам | Цинк |
Сплавы серии 6xxx особенно популярны для экструзии, поскольку сочетают в себе отличную экструдируемость и хорошую реакцию на термообработку. В компании PTSMAKE мы часто используем сплавы 6061 и 6063 для изготовления алюминиевых радиаторов методом экструзии, поскольку они обеспечивают оптимальный баланс теплопроводности и механической прочности после термообработки.
Процесс термической обработки экструдированного алюминия
Термообработка экструдированного алюминия обычно включает три основных этапа:
- Термическая обработка раствором: Нагрев алюминия до температуры примерно 980°F (525°C) для растворения легирующих элементов в твердом растворе.
- Закаливание: Быстрое охлаждение материала до комнатной температуры, обычно в воде, для создания пересыщенного твердого раствора
- Старение: Естественное старение при комнатной температуре или искусственное старение при повышенных температурах (обычно 320-400°F или 160-205°C) для образования упрочняющих преципитатов
Этот процесс значительно улучшает механические свойства благодаря образованию микроскопических преципитатов, которые препятствуют движению дислокаций в кристаллической структуре алюминия.
Влияние термической обработки на свойства экструдированного алюминия
Термическая обработка может значительно изменить свойства экструдированных алюминиевых профилей, часто удваивая или даже утраивая их прочность по сравнению с экструдированным состоянием.
Улучшение механического оборудования
Например, алюминий 6061 в экструдированном состоянии (отпуск T1) имеет типичную прочность на разрыв около 18-20 ksi (125-140 МПа). После соответствующей термообработки до отпуска T6 этот показатель увеличивается примерно до 42-45 ksi (290-310 МПа). Такое повышение прочности происходит при минимальных изменениях размеров, сохраняя сложную геометрию поперечного сечения, достигнутую в процессе экструзии.
Учет теплопроводности
При разработке радиаторов из экструдированного алюминия теплопроводность так же важна, как и механическая прочность. Интересно, что термическая обработка оказывает относительно небольшое влияние на теплопроводность по сравнению с ее влиянием на прочность. Для алюминия 6063 теплопроводность обычно снижается всего на 5-10% после термообработки до состояния T6, сохраняя отличные возможности для рассеивания тепла.
Проблемы термообработки экструдированного алюминия
Хотя термообработка дает значительные преимущества, она не лишена трудностей:
Искажение и деформация
Длинные, тонкие экструзии со сложным поперечным сечением могут деформироваться на этапе быстрой закалки при термообработке. В моем опыте работы с заказными конструкциями радиаторов это иногда приводило к необходимости дополнительных операций по выпрямлению или даже к изменению конструкции с более равномерной толщиной стенок для минимизации деформации.
Неравномерные свойства
Более толстые участки охлаждаются во время закалки медленнее, чем более тонкие, что может привести к изменению механических свойств по всей сложной экструзии. Для критически важных применений мы иногда рекомендуем разрабатывать экструзии с более равномерной толщиной стенок или рассматривать возможность последующей обработки из листового проката для деталей, требующих исключительно стабильных свойств.

Компромиссы в отношении коррозионной стойкости
Хотя термическая обработка повышает прочность, она иногда может снижать коррозионную стойкость, особенно в морской среде. В тех случаях, когда критически важны и прочность, и коррозионная стойкость, выбор сплава становится особенно важным. Иногда для обеспечения долгосрочной надежности лучше выбрать сплав с немного меньшей прочностью и лучшими антикоррозионными свойствами.
Обычные виды термообработки для экструдированных алюминиевых радиаторов
Для терморегулирующих устройств, таких как радиаторы, обычно используется несколько обозначений температуры:
- T4: Термическая обработка и естественное состаривание
- T5: Охлажденные после экструзии и искусственно состаренные
- T6: Термическая обработка раствором и искусственное состаривание (обеспечивает высочайшую прочность)
Отпуск T6 часто предпочтителен для теплоотводов, которые должны выдерживать механические нагрузки, сохраняя стабильность размеров при повышенных рабочих температурах. Отпуск T5 является хорошим компромиссом между повышенной прочностью и стоимостью производства, когда предельная прочность не требуется.
Оптимизация экструдированных алюминиевых радиаторов с помощью термообработки
Из моего опыта разработки решений по охлаждению для различных отраслей промышленности следует, что решение о термообработке радиаторов из экструдированного алюминия зависит от нескольких специфических факторов:
- Диапазон рабочих температур
- Механические нагрузки (монтажные усилия, вибрация)
- Вес и пространственные ограничения
- Чувствительность к затратам
- Объем производства
Для высокопроизводительных вычислительных систем, где радиаторы могут подвергаться значительным механическим нагрузкам от давления при монтаже или ударов и вибрации, термообработанные экструзии из 6061-T6 часто обеспечивают наилучший баланс тепловых характеристик и механической надежности.
Из чего сделаны экструдированные радиаторы?
Вы когда-нибудь смотрели на горячее устройство и задавались вопросом, что удерживает его от расплавления? А может быть, вы держали в руках радиатор и задавались вопросом, что именно обеспечивает этому легкому металлическому компоненту впечатляющую способность к охлаждению? Правильный выбор материала может означать разницу между оптимальной производительностью и катастрофическим тепловым сбоем.
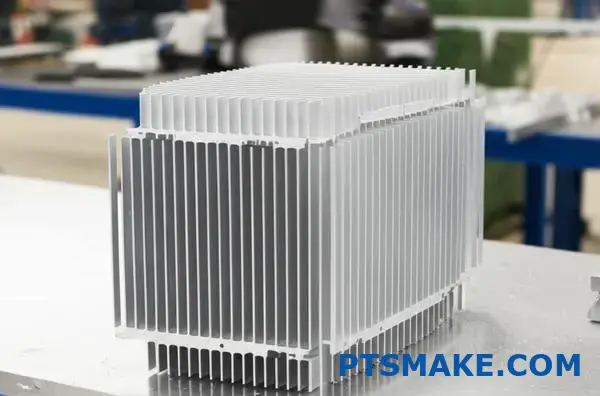
Экструдированные радиаторы в основном изготавливаются из алюминиевых сплавов, наиболее распространенными из которых являются 6063 и 6061. Эти сплавы обеспечивают отличный баланс теплопроводности, механической прочности и возможности экструзии. Алюминий продавливается через фильеру под давлением, чтобы создать характерную структуру ребер радиатора, которая максимально увеличивает площадь поверхности для рассеивания тепла.
Основные материалы для экструдированных радиаторов
Работая с решениями для терморегулирования в различных отраслях промышленности, я не понаслышке знаю, как выбор материала влияет на производительность радиатора. Правильный выбор материала имеет решающее значение для обеспечения баланса между потребностями в рассеивании тепла и производственными ограничениями.
Алюминий: Носитель стандарта
Алюминий доминирует на рынке экструдированных радиаторов по нескольким веским причинам. Обладая теплопроводностью около 205-237 Вт/м-К (в зависимости от конкретного сплава), алюминий эффективно отводит тепло от критически важных компонентов. Что делает алюминий особенно подходящим для экструзии, так это его отличная формуемость при повышенных температурах.
Наиболее распространенные алюминиевые сплавы, используемые для изготовления экструдированных радиаторов, включают в себя:
| Сплав | Теплопроводность (Вт/м-К) | Основные характеристики | Типовые применения |
|---|---|---|---|
| 6063 | 201-218 | Отличная экструдируемость, хорошая обработка поверхности | Бытовая электроника, светодиодное освещение |
| 6061 | 167-173 | Повышенная прочность, хорошая обрабатываемость | Телекоммуникации, источники питания |
| 6005 | 170-180 | Повышенная прочность, умеренная экструдируемость | Промышленная электроника, военное применение |
Почему алюминий 6063 лидирует среди экструзий радиаторов
За годы работы с тепловыми решениями в компании PTSMAKE я убедился, что алюминий 6063 особенно популярен для изготовления экструдированных радиаторов. Содержание магния и кремния в нем создает идеальный баланс свойств:
- Превосходная экструдируемость: Исключительно хорошо проходит через сложные штампы
- Отличные тепловые характеристики: Одна из самых высоких теплопроводностей в серии 6xxx
- Привлекательный внешний вид: Хорошо переносит обработку анодированием
- Достаточная прочность: Достаточно для большинства тепловых применений
- Экономическая эффективность: Экономичнее, чем сплавы с более высокими эксплуатационными характеристиками
Такое сочетание делает 6063 оптимальным выбором для примерно 70% экструдированных радиаторов, которые мы производим.
Альтернативные материалы для специализированных применений
Несмотря на преобладание алюминия, для специализированных экструдированных радиаторов иногда используются и другие материалы:
Медные сплавы
Медь обладает превосходной теплопроводностью (385-400 Вт/м-К) по сравнению с алюминием. Однако медные экструзии менее распространены из-за:
- Более высокая стоимость материала (в 3-4 раза дороже алюминия)
- Больший вес (медь в 3 раза плотнее алюминия)
- Более сложный процесс экструзии, требующий более высоких температур и давления
Компания PTSMAKE обычно рекомендует решения на основе меди только для самых требовательных тепловых приложений, где преимущество в производительности оправдывает стоимость.

Композиты на основе карбида алюминия и кремния (AlSiC)
Для специализированных применений, требующих коэффициент теплового расширения2 В электронных компонентах (особенно в силовой электронике) могут использоваться металломатричные композиты типа AlSiC. В этих материалах алюминий сочетается с частицами карбида кремния, что позволяет создавать композиты с заданными свойствами. Однако они редко изготавливаются методом экструзии, вместо этого их обычно производят методом литья или порошковой металлургии.
Влияние производственного процесса на свойства материала
Сам процесс экструзии влияет на конечные свойства материалов радиаторов. Понимание этих эффектов помогает инженерам разрабатывать более эффективные тепловые решения.
Структура и направленность зерен
Во время экструзии зерна алюминия удлиняются в направлении потока материала, создавая анизотропную теплопроводность. По моему опыту, это может привести к значениям теплопроводности, которые на 5-10% выше в направлении экструзии по сравнению с поперечным направлением.
Для критически важных приложений мы учитываем эту направленность при ориентации радиаторов относительно источников тепла и воздушных потоков.
Возможности термической обработки
Большинство алюминиевых радиаторов после экструзии подвергаются определенной термической обработке для повышения прочности и стабильности:
- Темперамент T5: Искусственное старение после экструзии для умеренного повышения прочности
- Температура T6: Термообработанный раствор и искусственное состаривание для максимальной прочности
Разница в теплопроводности между этими видами обработки минимальна (обычно она не превышает 5% при обработке T6), в то время как механические свойства могут значительно улучшиться.

Обработка поверхности для улучшения эксплуатационных характеристик
Радиаторы из необработанного алюминия часто подвергаются поверхностной обработке, которая влияет как на производительность, так и на внешний вид:
Анодирование
Анодирование создает на поверхности алюминия контролируемый оксидный слой:
- Повышает коррозионную стойкость
- Обеспечивает электрическую изоляцию
- Позволяет окрашивать в разные цвета
- Немного снижает теплопроводность (обычно 1-3%)
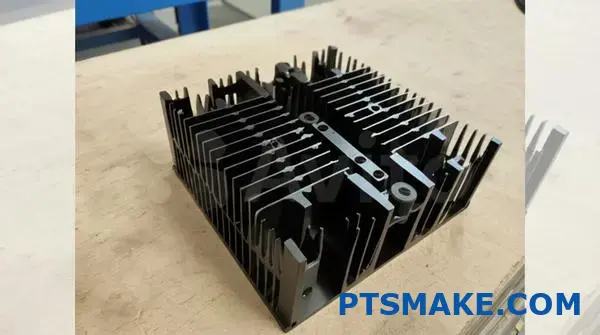
Для большинства применений защитные преимущества анодирования перевешивают незначительное снижение тепловых характеристик. В компании PTSMAKE мы обычно рекомендуем черное анодирование для радиаторов в видимых приложениях, поскольку оно также улучшает радиационную теплопередачу за счет увеличения излучательной способности.
Никелирование
В условиях, когда коррозионная стойкость имеет первостепенное значение, может применяться никелирование. Это создает барьер, защищающий алюминиевую подложку, но сопровождается небольшим снижением тепловых характеристик из-за более низкой теплопроводности покрытия.
Соображения по выбору материала для конкретных областей применения
Выбор оптимального материала радиатора в значительной степени зависит от требований приложения. В своей консультационной работе с клиентами я обычно рассматриваю:
Бытовая электроника
Для потребительских устройств, где стоимость и вес имеют решающее значение, стандартный алюминий 6063 обычно является лучшим выбором. Процесс экструзии позволяет экономически эффективно производить сложные структуры ребер, которые обеспечивают максимальное охлаждение в компактных пространствах.
Светодиодное освещение
Для светодиодов часто используется алюминий 6063 с черным анодированием. Улучшенная излучательная способность способствует радиационному охлаждению, а пластичность материала позволяет изготавливать круглые или нестандартные экструзии, которые непосредственно интегрируются в дизайн светильников.
Силовая электроника
Для высокомощных приложений могут потребоваться более дорогие материалы, такие как 6061-T6 или даже решения на основе меди. Дополнительные затраты компенсируются повышенной надежностью и способностью выдерживать более высокую плотность мощности в преобразователях и инверторах.
Автомобильная электроника
Автомобильная среда требует отличной виброустойчивости и способности к термоциклированию. Для таких применений мы часто рекомендуем алюминий 6061 с соответствующим монтажом, чтобы выдержать суровые условия под капотом.
Анализ затрат и выгод при выборе материала
Консультируя клиентов по вопросам выбора материала радиатора, я всегда подчеркиваю, что важно учитывать общую стоимость системы, а не только цену материала. Немного более дорогой алюминиевый сплав, обеспечивающий лучшие тепловые характеристики 10%, может позволить:
- Меньший общий размер радиатора
- Снижение требований к вентиляторам или даже пассивное охлаждение
- Увеличение срока службы компонентов благодаря более низким рабочим температурам
- Повышенная надежность продукции
Такой комплексный подход обеспечивает наиболее экономически эффективное решение для конкретной области применения, а не просто выбор самого дешевого материала.
Как термически обрабатывать алюминиевые экструзии?
Приходилось ли вам когда-нибудь бороться с алюминиевыми экструзиями, которые не были достаточно прочными для вашего применения? Или задавались вопросом, почему одни алюминиевые компоненты могут выдерживать высокие нагрузки, а другие гнутся или ломаются? Разница часто кроется в критическом этапе производства, который превращает обычный алюминий в нечто необычное.
Термообработка алюминиевых экструзий включает в себя трехступенчатый процесс: термообработку раствором (нагрев примерно до 980°F), закалку (быстрое охлаждение в воде) и старение (естественное при комнатной температуре или искусственное при 320-400°F). Этот процесс значительно повышает прочность и твердость поддающихся термообработке алюминиевых сплавов, таких как 6061 и 6063, сохраняя при этом их экструдированные формы.

Наука, лежащая в основе термообработки алюминиевых экструзий
Термообработка коренным образом изменяет алюминий на микроструктурном уровне, превращая относительно мягкие экструдированные профили в компоненты со значительно улучшенными механическими свойствами. Я наблюдал за бесчисленными операциями термообработки, и эти преобразования не перестают меня впечатлять.
Понимание закалки осадков
Наиболее распространенной термической обработкой для алюминиевых экструзий является закалка осадками (также называемая возрастной закалкой). Этот процесс происходит потому, что некоторые алюминиевые сплавы содержат такие элементы, как медь, магний и кремний, которые имеют различную растворимость в алюминии при разных температурах.
Во время термической обработки раствора эти легирующие элементы растворяются в алюминиевой матрице. Закалка "запирает" эти элементы на месте, создавая нестабильный пересыщенный раствор. При старении эти элементы образуют микроскопические осадки, которые блокируют движение дислокаций в кристаллической структуре, значительно упрочняя материал.

Термически обрабатываемые и нетермически обрабатываемые алюминиевые сплавы
Не все алюминиевые сплавы поддаются термообработке. Способность полностью зависит от их химического состава:
| Серия сплавов | Поддается термической обработке? | Общие области применения экструзии |
|---|---|---|
| 1xxx (Чистый) | Нет | Электрические провода, декоративная отделка |
| 2xxx | Да | Аэрокосмические компоненты, высокопрочные материалы |
| 3xxx | Нет | Теплообменники, архитектурное применение |
| 4xxx | Частично | Сварочные стержни (редко экструдированные) |
| 5xxx | Нет | Морское применение, архитектурные изделия |
| 6xxx | Да | Конструктивные элементы, радиаторы, архитектурные профили |
| 7xxx | Да | Аэрокосмические конструкции, высокопроизводительные приложения |
Сплавы серии 6xxx, в частности 6061 и 6063, являются "рабочими лошадками" алюминиевой экструзионной промышленности. Эти сплавы содержат магний и кремний, которые при термической обработке образуют упрочняющие Mg₂Si осадки.
Процесс термообработки шаг за шагом
В компании PTSMAKE мы придерживаемся тщательно контролируемого процесса термообработки алюминиевых экструзий, состоящего из трех важнейших этапов:
1. Термическая обработка раствора
На первом этапе алюминиевые экструзии нагреваются примерно до 980°F (525°C) и выдерживаются при этой температуре в течение достаточного времени (обычно 1-2 часа, в зависимости от толщины профиля). В результате легирующие элементы растворяются в твердом растворе в алюминиевой матрице.
Контроль температуры должен быть точным - слишком низкая температура может привести к растворению не всех осадков, слишком высокая - к частичному расплавлению алюминия, что приведет к необратимым повреждениям. Именно поэтому в профессиональных установках для термообработки используются печи с компьютерным управлением и множеством точек контроля температуры.
2. Закаливание
После термической обработки раствором экструзионные изделия должны быть быстро охлаждены до комнатной температуры, обычно в воде. Это "замораживает" легирующие элементы на месте, создавая перенасыщенный твердый раствор.
Закалка - это, пожалуй, самый ответственный этап, так как она должна происходить достаточно быстро, чтобы легирующие элементы не образовали крупный осадок, который снизит потенциал упрочнения. Для сложных экструзий процесс закалки требует тщательного управления, чтобы свести к минимуму деформацию.
По моему опыту, наиболее распространенной проблемой при закалке является коробление, особенно в случае длинных тонкостенных экструзий. Для борьбы с этим мы иногда используем приспособления для поддержания прямолинейности во время закалки или выполняем операции правки после закалки.
3. Старение
Последний этап - выдержка, которая бывает двух видов:
- Естественное старение: Возникает при комнатной температуре в течение нескольких дней или недель
- Искусственное старение: Происходит при повышенных температурах (обычно 320-400°F или 160-205°C) в течение нескольких часов
Искусственное старение ускоряет образование упрочняющих преципитатов и, как правило, обеспечивает более высокую прочность, чем естественное старение. Время и температура искусственного старения определяют конечные свойства - более высокие температуры обычно приводят к более быстрому старению, но потенциально снижают пиковую прочность.
Для экструзии 6061 типичный цикл искусственного старения может составлять 8 часов при температуре 350°F (177°C) для достижения закалки T6. Однако точные параметры зависят от толщины профиля и желаемых свойств.
Общие обозначения температуры для алюминиевых экструзий
В результате термической обработки образуются различные обозначения температуры, которые указывают на состояние материала:
| Темпер | Описание | Типичные свойства по сравнению с экструдированными |
|---|---|---|
| F | Как изготовлено | Базовый уровень (отсутствие контролируемых свойств) |
| T1 | Охлажденные после экструзии и естественно состаренные | Умеренное повышение прочности |
| T4 | Термическая обработка и естественное состаривание | Значительное увеличение прочности, хорошая формуемость |
| T5 | Охлажденные после экструзии и искусственно состаренные | Хорошая прочность, экономичный процесс |
| T6 | Термическая обработка и искусственное старение | Максимальная прочность и твердость |
| T651 | T6 + снятие напряжения с помощью растяжки | Улучшенная прямолинейность, снижение внутренних напряжений |
T6 - наиболее распространенная закалка для конструкционных и высокопроизводительных применений, поскольку она обеспечивает самую высокую прочность. Для алюминия 6061 термообработка может увеличить предел текучести с примерно 8 кси (55 МПа) в экструдированном состоянии до примерно 35 кси (240 МПа) в состоянии T6 - значительное улучшение.

Проблемы и соображения при термообработке алюминиевых экструзий
Несмотря на то, что термическая обработка дает существенные преимущества, она также сопряжена с рядом проблем, требующих тщательного управления:
Контроль искажений
Быстрые изменения температуры при термообработке могут вызвать коробление, особенно в сложных или асимметричных профилях. В компании PTSMAKE мы разработали несколько стратегий для минимизации деформации:
- Использование опорных приспособлений при термообработке
- Проектирование экструзии с равномерной толщиной стенок, где это возможно
- Включение операций правки после термической обработки
- Применение отпуска T651 (растяжение после термообработки) для критических требований к прямолинейности
Изменения размеров
Термообработка может вызвать незначительные изменения размеров алюминиевых экструзий. Обычно при термообработке экструзии 6061 и 6063 увеличиваются примерно на 0,1-0,3%. Для прецизионных изделий мы либо учитываем этот рост в конструкции, либо выполняем окончательную механическую обработку после термообработки.
Особенности отделки поверхности
Термообработка и закалка в растворе могут повлиять на внешний вид поверхности алюминиевых экструзий. Правильная очистка перед термообработкой необходима для предотвращения появления пятен. Кроме того, температура и качество воды при закалке могут существенно повлиять на конечный вид поверхности.
Для архитектурных применений, где внешний вид имеет решающее значение, мы часто рекомендуем анодирование после термообработки, чтобы получить устойчивое, привлекательное покрытие, которое также обеспечивает защиту от коррозии.
Оптимизация термообработки для конкретных применений
Различные области применения требуют разных подходов к термообработке:
Структурные компоненты
Для конструкционных применений, как правило, приоритетом является максимальная прочность. Полная термическая обработка T6 обеспечивает наивысшую прочность и, как правило, стоит дополнительных затрат на обработку для критически важных компонентов.
Приложения для терморегулирования
Для Экструдированный алюминиевый радиатор При выборе способа термообработки приходится балансировать между механическими требованиями и теплопроводностью. Хотя термообработка несколько снижает теплопроводность (примерно на 5-10%), улучшенные механические свойства часто перевешивают этот недостаток для применений, требующих прочности крепления или работы в условиях повышенной вибрации.
Приложения, чувствительные к стоимости
Если стоимость имеет большое значение, отпуск T5 (охлаждение после экструзии с последующим искусственным старением) является хорошим компромиссом. Он позволяет отказаться от термообработки и закалки, но при этом обеспечивает значительное повышение прочности по сравнению с экструдированным состоянием.
Контроль качества термообработки при экструзии алюминия
Постоянное качество термообработки требует тщательного контроля и испытаний:
- Испытание на твердость обеспечивает быструю проверку эффективности термообработки
- Испытание на растяжение подтверждает соответствие механических свойств техническим условиям
- Измерения электропроводности может косвенно подтвердить правильность термической обработки
- Металлографическое исследование выявляет микроструктурные характеристики
В компании PTSMAKE мы регулярно проводим аудит процессов термообработки для обеспечения последовательности и соответствия таким стандартам, как AMS-H-6088 и ASTM B597.
Будущее термообработки при экструзии алюминия
Технология термообработки продолжает развиваться, и в ней появилось несколько перспективных разработок:
- Компьютерное моделирование для прогнозирования искажений и оптимизации конструкции приспособлений
- Печи с контролируемой атмосферой для улучшения качества поверхности
- Гасители за пределами воды с регулируемой скоростью охлаждения для уменьшения искажений
- Прецизионные методы старения для создания индивидуальных профилей недвижимости
Благодаря этим достижениям становится возможной термообработка все более сложных экструзий с лучшим контролем размеров и более стабильными свойствами.
Какой материал лучше всего подходит для радиатора?
Приходилось ли вам наблюдать, как ваше устройство замедляется или выключается из-за перегрева? Тепловое дросселирование может испортить как производительность, так и игровой процесс. Выбрать неправильный материал радиатора для своего приложения - все равно что принести нож на перестрелку: он просто не справится с тепловой нагрузкой, когда она вам больше всего нужна.
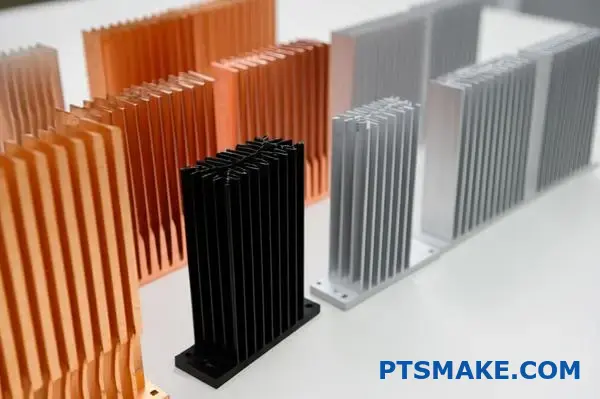
Алюминий, как правило, является лучшим материалом для большинства радиаторов, особенно для экструдированных алюминиевых радиаторов из сплавов 6063 и 6061. Хотя медь обладает превосходной теплопроводностью (примерно в 1,7 раза лучше, чем алюминий), алюминий обеспечивает оптимальный баланс тепловых характеристик, веса, экономичности и производственной универсальности для большинства приложений охлаждения.
Сравнение материалов радиаторов: Делаем правильный выбор
При оценке материалов радиаторов несколько свойств определяют их эффективность в системах терморегулирования. Я работал с бесчисленными тепловыми решениями на протяжении многих лет, и понимание этих фундаментальных свойств очень важно для принятия обоснованных решений.
Теплопроводность: Основа теплопередачи
Теплопроводность измеряет способность материала проводить тепло, выраженную в ваттах на метр-кельвин (Вт/м-К). Это свойство является, пожалуй, самым важным для производительности радиатора:
| Материал | Теплопроводность (Вт/м-К) | Относительная производительность |
|---|---|---|
| Медь | 385-400 | Отлично (контрольный показатель) |
| Алюминий | 167-237 (зависит от сплава) | Хорошо (40-60% из меди) |
| Алюминиевый сплав 6063 | 201-218 | Очень хорошо подходит для алюминия |
| Алюминиевый сплав 6061 | 167-173 | Хорошо подходит для алюминия |
| Композиты из углеродного волокна | 20-500 (в зависимости от направления) | Переменная |
| Нержавеющая сталь | 12-45 | Бедный |
Хотя медь явно лидирует по теплопроводности, это лишь один из факторов в сложном уравнении выбора материала радиатора.
Плотность и вес
Плотность материала теплоотвода напрямую влияет на вес конечного продукта, что может быть критично для таких приложений, как ноутбуки, мобильные устройства или аэрокосмические компоненты:
- Медь: ~8,96 г/см³
- Алюминий: ~2,70 г/см³
- Углеродные композиты: ~1,5-2,0 г/см³
На PTSMAKE я видел проекты, в которых переход с меди на алюминий позволил снизить вес радиатора более чем на 65%, при этом после оптимизации конструкции он по-прежнему отвечал тепловым требованиям. Такое снижение веса может иметь решающее значение для портативной электроники и приложений, где общий вес системы имеет значение.
Экономическая эффективность и производственные соображения
Стоимость материалов существенно влияет на цену конечного продукта. Медь обычно стоит в 3-4 раза дороже алюминия, что делает ее непомерно дорогой для многих массовых применений. Помимо стоимости сырья, производственные процессы также отличаются по сложности и стоимости в зависимости от материала:
- Алюминий: Отличная экструдируемость, легкая обработка и хорошие свойства литья под давлением
- Медь: Сложнее экструдировать, требует больше энергии для обработки и часто нуждается в дополнительной обработке
- Композиты: Как правило, требуют специализированных технологий производства

Алюминий: Стандарт для экструдированных радиаторов
Алюминий стал доминирующим материалом для экструдированных радиаторов по нескольким веским причинам.
Преимущество алюминия
Алюминиевые сплавы 6000-й серии (в частности, 6063 и 6061) обладают превосходным балансом свойств, что делает их идеальными для применения в теплоотводах:
- Отличная экструдируемость: Создает сложную геометрию плавников, увеличивающую площадь поверхности
- Хорошая теплопроводность: Достаточно для большинства применений
- Низкая плотность: Около одной трети веса меди
- Устойчивость к коррозии: Естественным образом образует защитный оксидный слой
- Экономическая эффективность: Как в стоимости сырья, так и в стоимости обработки
- Варианты обработки поверхности: Легко анодируется для улучшения внешнего вида и долговечности
Процесс экструзии позволяет создавать сложные поперечные сечения, которые было бы непомерно дорого производить только с помощью механической обработки. Это дает алюминиевым радиаторам значительное преимущество в важнейшем соотношении площади поверхности к объему, которое определяет эффективность охлаждения.
Выбор алюминиевого сплава для радиаторов
Не все алюминиевые сплавы созданы одинаковыми, когда речь идет о производительности теплоотвода:
| Сплав | Основные характеристики | Лучшие приложения |
|---|---|---|
| 6063 | Высокая теплопроводность, отличная экструдируемость, лучшая обработка поверхности | Бытовая электроника, светодиодное освещение, охлаждение общего назначения |
| 6061 | Высокая прочность, хорошая обрабатываемость, немного меньшая теплопроводность | Конструкционные радиаторы, высоковибрационные среды, автомобильная промышленность |
| 1050 | Очень высокая чистота (99,5% Al), отличная теплопроводность, низкая прочность | Чисто термические применения, где прочность не имеет решающего значения |
Оптимальный выбор зависит от ваших конкретных требований и ограничений.
Медь: Превосходные эксплуатационные характеристики по премиальной цене
Несмотря на доминирование алюминия, медь остается материалом, который выбирают для высокопроизводительных систем терморегулирования, где стоимость и вес имеют второстепенное значение.
Когда медь имеет смысл
Медные радиаторы обеспечивают превосходные тепловые характеристики в нескольких сценариях:
- Применение при высоких тепловых потоках: При работе с концентрированными источниками тепла, генерирующими значительную тепловую энергию на небольшой площади
- Конструкции с ограниченным пространством: Когда доступный объем для теплоотвода сильно ограничен
- Системы, критичные к производительности: Там, где тепловые характеристики имеют абсолютный приоритет над стоимостью и весом
- Паровые камеры и тепловые трубы: Превосходная теплопроводность меди обеспечивает эффективное распределение тепла

Ограничения меди
Несмотря на свои тепловые преимущества, медь имеет существенные недостатки, которые ограничивают ее широкое применение:
- Штраф за вес: Медные радиаторы примерно в три раза тяжелее аналогичных алюминиевых.
- Производственные задачи: Более сложный для экструзии и обработки, чем алюминий
- Проблемы с окислением: Со временем образуется патина, которая может повлиять на тепловые характеристики
- Премия за стоимость: Значительно дороже как в сырье, так и в обработке
По моему опыту работы в компании PTSMAKE, мы обычно оставляем медные радиаторы для специализированных приложений, где требования к производительности оправдывают дополнительную стоимость и вес.
Гибридные и передовые материалы: Лучшее из двух миров
В современных системах терморегулирования часто используются гибридные подходы, сочетающие различные материалы для оптимизации производительности, стоимости и веса.
Алюминиево-медные гибриды
Один из эффективных подходов предусматривает использование алюминиевой основы для основной конструкции с медными вставками в критических точках теплообмена. Это обеспечивает:
- Улучшенные тепловые характеристики там, где это наиболее важно
- Меньший общий вес по сравнению с полностью медными решениями
- Более высокая экономическая эффективность по сравнению с чистой медью
- Целенаправленная оптимизация производительности
Передовые материальные решения
Помимо традиционных металлов, несколько передовых материалов перспективны для применения в специализированных теплоотводах:
- Карбид алюминия и кремния (AlSiC): Металломатричные композиты с настраиваемыми коэффициентами теплового расширения для лучшего сочетания с полупроводниками
- Композиты из углеродного волокна: Легкий вес с потенциально высокой направленной теплопроводностью
- Материалы на основе графита: Отличная теплопроводность плоскости для распространения тепла по поверхности
- Алмазно-медные композиты: Чрезвычайно высокая теплопроводность для сверхвысокопроизводительных применений
Эти материалы, как правило, имеют более высокую цену и предназначены для специализированных применений с уникальными требованиями.
Выбор материала с учетом специфики применения
Оптимальный материал радиатора может существенно отличаться в зависимости от области применения:
Бытовая электроника
В ноутбуках, настольных компьютерах и потребительских устройствах преобладает экструдированный алюминий (обычно 6063) благодаря превосходному балансу характеристик:
- Адекватные тепловые характеристики
- Легкие характеристики
- Экономическая эффективность
- Масштабируемость производства
Высокопроизводительные вычисления
В игровых системах, рабочих станциях и серверах часто используются:
- Алюминий для больших радиаторов и массивов ребер
- Медные основания или паровые камеры для прямого контакта CPU/GPU
- Гибридные конструкции, оптимизирующие использование материалов с учетом тепловых требований
Промышленная электроника
В силовой электронике, инверторах и приводах двигателей обычно используются:
- Экструдированный алюминий (6061 или 6063) для большинства применений
- Медь для приложений с высокой плотностью мощности
- AlSiC для применений, требующих согласования теплового расширения
Светодиодное освещение
Развивающаяся светодиодная промышленность в значительной степени полагается на алюминиевые радиаторы, поскольку:
- Тепловые требования умеренные по сравнению с вычислительными машинами
- Вес влияет на конструкцию и установку крепежа
- Чувствительность к затратам высока на конкурентных рынках освещения
- Экструзия позволяет интегрировать конструкцию с оптическими и монтажными элементами
Правильный выбор материала
Консультируя клиентов по вопросам выбора материала радиатора, я рекомендую использовать системный подход:
- Определите тепловые требования: Максимальная температура компонентов, условия окружающей среды и тепловая нагрузка
- Определите ограничения: Ограничения по площади, весу и бюджетным параметрам
- Рассмотрим методы производства: Экструзия, механическая обработка, литье под давлением или аддитивное производство
- Оцените общую производительность системы: Не просто теплопроводность, а общая эффективность теплового решения
- Учет особенностей жизненного цикла: Требования к надежности, условия эксплуатации и ожидаемый срок службы
Такой структурированный подход гарантирует, что выбранный материал не только отвечает тепловым требованиям, но и соответствует практическим ограничениям по производству, стоимости и применению.
В конечном итоге, несмотря на то, что медь обеспечивает лучшую теплопроводность на бумаге, сбалансированные свойства алюминия делают его лучшим материалом для теплоотвода в подавляющем большинстве приложений. Главное - понять конкретные требования и ограничения, чтобы принять взвешенное решение, оптимизирующее производительность в рамках практических ограничений.
Как экструдированный алюминиевый радиатор отличается по своим характеристикам от модификаций со шкуркой?
Приходилось ли вам когда-нибудь выбирать между экструдированными и косыми теплоотводами для решения задач терморегулирования? Неправильный выбор может привести к перегреву компонентов, сокращению срока службы изделий или ненужным затратам при проектировании. Многие инженеры сталкиваются с этой дилеммой, не понимая разницы в производительности между этими двумя методами производства.
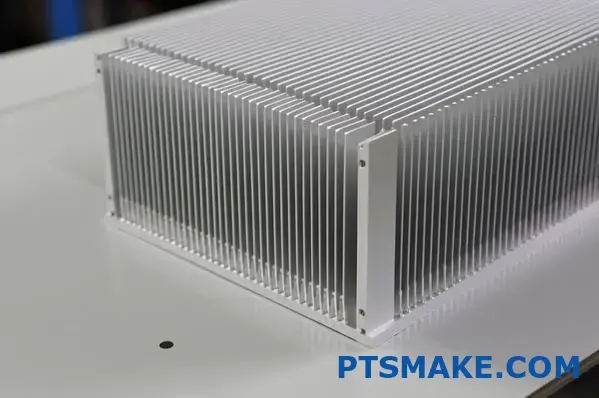
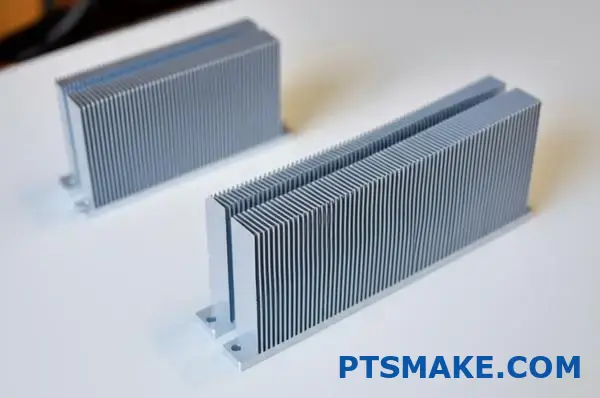
Экструдированные алюминиевые радиаторы, как правило, обеспечивают хорошие тепловые характеристики при более низкой стоимости, в то время как варианты со скелетом обеспечивают более высокую эффективность охлаждения в приложениях с высокой плотностью. Экструдированные радиаторы ограничены плотностью и толщиной ребер (минимальная толщина ~1,5 мм, соотношение высоты к ширине 10:1), в то время как радиаторы с зачисткой позволяют получить гораздо более тонкие ребра (до 0,2 мм) и более высокую плотность ребер для лучшего рассеивания тепла.
Разница в производстве: Экструзия и скивинг
Понимание производственных процессов, лежащих в основе этих типов радиаторов, дает решающее представление о различиях в их производительности. Работая с обеими технологиями в различных областях охлаждения, я могу подтвердить, что метод производства существенно влияет на конечные тепловые характеристики.
Основы процесса экструзии
Экструзия алюминия подразумевает проталкивание нагретых алюминиевых заготовок (обычно из сплава 6063 или 6061) через фасонную фильеру для создания непрерывного профиля. Этот процесс, выполняемый при температурах около 800-925°F (427-496°C), заставляет алюминий принимать форму отверстия фильеры.
Основные ограничения экструзии напрямую влияют на тепловые характеристики:
- Ограничения по толщине плавника: Практические ограничения обычно не позволяют использовать ребра тоньше 1,5 мм.
- Ограничения по соотношению сторон: Отношение высоты к ширине ребер обычно не должно превышать 10:1
- Ограничения по расстоянию между плавниками: Минимальное расстояние между ребрами ограничено прочностью штампа и текучестью металла
Эти ограничения напрямую влияют на площадь поверхности, доступную для рассеивания тепла, что является основным фактором эффективности охлаждения.

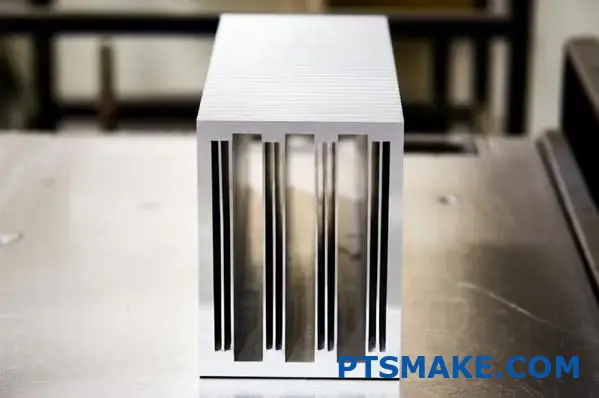
Технология скивинга: объяснение
Скивинг использует принципиально иной подход. В этом процессе используются прецизионные режущие инструменты для вырезания тонких ребер из цельного металлического блока. Представьте себе, что вы очищаете яблоко от кожуры по спирали - это происходит аналогичным образом, но с гораздо большей точностью.
Процесс обезжиривания имеет ряд преимуществ:
- Ультратонкие ласты: Толщина ребра может достигать 0,2 мм.
- Повышенная плотность плавников: Можно разместить гораздо больше плавников на том же пространстве
- Лучшие варианты материалов: Хорошо работает с медью и алюминием
- Большая площадь поверхности: Создает значительно большую площадь поверхности на единицу объема
В результате радиатор имеет значительно большую площадь охлаждающей поверхности, что напрямую влияет на улучшение тепловых характеристик.
Сравнение тепловых характеристик
При оценке эффективности теплоотвода несколько показателей помогают количественно определить разницу между экструдированными и обрезными версиями:
| Коэффициент производительности | Экструдированный алюминий | Алюминиевый профиль | Преимущество |
|---|---|---|---|
| Термическое сопротивление | 0,5-2,0°C/Вт (типично) | 0,2-0,8°C/Вт (типично) | Снятый (нижний 40-60%) |
| Соотношение площади поверхности | Базовый уровень | 2-3× выше | Skived |
| Плотность плавника | 5-10 ребер на дюйм | До 30+ ребер на дюйм | Skived |
| Использование материалов | Хорошо | Превосходно | Skived |
Разница в тепловом сопротивлении особенно существенна - более низкое тепловое сопротивление означает более эффективную передачу тепла от компонента к окружающему воздуху. Это может привести к более низкой температуре компонентов или возможности рассеивать больше тепла в том же пространстве.
Тестирование производительности в реальных условиях
В контролируемых тестах, которые мы проводили при температуре PTSMAKE, алюминиевый радиатор со шкуркой обычно превосходит аналогичный по размеру экструдированный вариант на 30-50% в сценариях с естественной конвекцией. При принудительной конвекции (с использованием вентиляторов) разрыв в производительности несколько сокращается, но радиаторы с зачищенным покрытием сохраняют значительное преимущество.
Например, в одном из тестов с источником тепла мощностью 50 Вт:
- Экструдированный теплоотвод: Температура компонента достигла 85°C
- Радиатор с обтекателем (та же площадь): Компонент поддерживается на уровне 65°C
Эта разница в 20°C может иметь решающее значение для надежности и производительности электронных компонентов.
Анализ затрат и выгод
Несмотря на очевидные преимущества тепловых характеристик радиаторов с черепом, при принятии реальных решений часто руководствуются соображениями стоимости. Вот как соотносятся эти два варианта с экономической точки зрения:
Факторы стоимости производства
Экструдированные алюминиевые радиаторы имеют преимущества:
- Более низкие затраты на оснастку (стоимость штампа составляет от $1,000-10,000 в зависимости от сложности)
- Более высокая скорость производства
- Меньше отходов материалов
- Более развитая и широко доступная технология производства
Радиаторы с обтекателем:
- Более специализированное оборудование
- Замедление темпов производства
- Повышенные требования к точности
- Более сложный производственный процесс
В целом, при серийном производстве экструдированные радиаторы могут стоить на 40-60% меньше, чем аналогичные варианты с облоем. Разница в стоимости должна быть сопоставлена с преимуществами производительности.

Когда каждая технология имеет смысл
Основываясь на своем опыте помощи клиентам в выборе подходящего решения для охлаждения, я рекомендую:
Выбирайте радиаторы из экструдированного алюминия, когда:
- Бюджетные ограничения являются существенными
- Тепловые требования умеренные
- Высокие объемы производства
- Применение позволяет увеличить размеры радиатора
- Достаточно естественной конвекции
Выбирайте радиаторы Skived, когда:
- Тепловые характеристики имеют решающее значение
- Ограниченность пространства
- Температура компонентов должна быть минимальной
- Приложения с высокой плотностью мощности требуют максимального охлаждения
- Вес должен быть оптимизирован с учетом тепловых характеристик
Соображения, касающиеся конкретного приложения
Различные отрасли и сферы применения имеют свои уникальные требования, которые могут быть предпочтительнее одной технологии перед другой:
Бытовая электроника
В ноутбуках, планшетах и мобильных устройствах ограниченное пространство часто делает радиаторы skived лучшим выбором, несмотря на более высокую стоимость. Тонкий профиль и высокая эффективность охлаждения позволяют дизайнерам создавать более тонкие устройства без ущерба для производительности.
Силовая электроника
Для источников питания, моторных приводов и промышленной электроники экструдированные радиаторы часто обеспечивают достаточное охлаждение при меньших затратах. Возможность создания индивидуальных экструзионных профилей с крепежными элементами и точками интеграции повышает ценность помимо чисто тепловых характеристик.
Светодиодное освещение
В светодиодных системах обычно используются теплоотводы из экструдированного алюминия. Умеренные тепловые нагрузки в сочетании с необходимостью экономичного охлаждения на относительно больших площадях играют на руку экструзии. Кроме того, в экструзионных радиаторах могут быть предусмотрены элементы для монтажа оптических компонентов и механического крепления.
Телекоммуникации
В телекоммуникационном оборудовании, где надежность имеет первостепенное значение, а пространство часто ограничено, радиаторы со скошенными краями обеспечивают необходимую плотность охлаждения. Более высокая первоначальная стоимость компенсируется повышением надежности и плотности оборудования.
Гибридные подходы и оптимизация
В некоторых случаях оптимальное решение сочетает в себе элементы обеих технологий:
Оптимизация основания и плавников
Обычно используется экструдированное основание с ребрами в критических зонах. Это гибридный подход:
- Снижение общей стоимости по сравнению с решениями с полной обшивкой
- Обеспечивает усиленное охлаждение там, где это больше всего необходимо
- Поддерживает эффективность производства для менее важных элементов
Обработка и улучшение поверхности
Как экструдированные, так и скелетированные радиаторы могут получить преимущества:
- Анодирование (улучшает излучательную способность и коррозионную стойкость)
- Обработка поверхности (улучшает плоскостность для лучшего теплового контакта)
- Передовые покрытия (специализированные решения для экстремальных условий)
Такая обработка может сократить разрыв в производительности между технологиями в конкретных областях применения.
Принятие правильного решения для вашего приложения
Помогая клиентам выбрать между экструдированными и скелетированными радиаторами, я рекомендую учитывать эти факторы:
- Тепловые требования: Рассчитайте тепловую нагрузку и максимально допустимое повышение температуры
- Ограничения пространства: Определите доступный объем теплового раствора
- Параметры бюджета: Понимание первоначальных и пожизненных затрат
- Объем производства: Рассмотрим, как количество влияет на экономику производства
- Потребности в надежности: Оцените последствия отказа системы терморегулирования
Методично оценив эти факторы, вы сможете определить, оправдывает ли превосходная тепловая производительность радиаторов с черепами их более высокую стоимость для вашего конкретного применения.
Во многих случаях радиаторы из экструдированного алюминия являются оптимальным решением для умеренных потребностей в охлаждении, в то время как варианты с обтюратором обеспечивают превосходную производительность при решении сложных задач терморегулирования, когда пространство и вес являются главными факторами.
Каковы преимущества выбора радиаторов из экструдированного алюминия с точки зрения затрат?
Вы пытаетесь найти баланс между бюджетом и эффективными решениями по терморегулированию? При охлаждении критически важных компонентов выбор между различными технологиями теплоотвода может означать разницу между неоправданными расходами на чрезмерно продуманные решения или риском теплового отказа при неадекватном охлаждении. Правильное решение может существенно повлиять как на стоимость проекта, так и на его долгосрочную надежность.
Экструдированные алюминиевые радиаторы обеспечивают значительные экономические преимущества за счет снижения первоначальных инвестиций в оснастку, уменьшения сложности производства и превосходного соотношения цены и качества. Процесс экструзии позволяет экономически эффективно изготавливать сложные охлаждающие профили за одну операцию, исключая дорогостоящую вторичную обработку, сохраняя при этом хорошие тепловые характеристики благодаря превосходному соотношению теплопроводности алюминия к его весу.

Экономика производства радиаторов из экструдированного алюминия
Процесс экструзии представляет собой один из самых экономичных методов производства эффективных решений для терморегулирования. Работая с различными технологиями охлаждения на протяжении всей своей карьеры, я постоянно убеждаюсь в том, что радиаторы из экструдированного алюминия обеспечивают исключительную ценность в различных областях применения.
Экономически эффективный производственный процесс
Экструзия алюминия предполагает проталкивание нагретых алюминиевых заготовок через фасонную матрицу для создания профиля радиатора. Этот простой производственный подход предлагает несколько экономических преимуществ:
| Фактор стоимости | Преимущество экструдированного алюминия | Сравнение с другими методами |
|---|---|---|
| Инвестиции в оснастку | Снижение первоначальной стоимости штампа | 30-50% ниже, чем формы для литья под давлением |
| Скорость производства | Высокая пропускная способность | В 2-3 раза быстрее, чем механически обработанные радиаторы |
| Использование материалов | Минимум отходов | Эффективность использования материала 80-90% по сравнению с 30-50% для обработки |
| Вторичные операции | Часто устраняется | Значительное снижение затрат на оплату труда/обработку |
| Потребление энергии | Низкая энергия обработки | Требует меньше энергии, чем литье или механическая обработка |
На практике это означает значительную экономию средств. Например, при разработке решений по охлаждению для силовой электроники одного из клиентов переход от механической обработки к экструдированным радиаторам позволил снизить стоимость единицы продукции примерно на 40% при сохранении тепловых характеристик в пределах проектных параметров.
Оптимизация затрат на материалы
Свойства, присущие алюминию, значительно повышают экономическую эффективность экструдированных радиаторов:
- Стоимость сырья: Алюминий значительно доступнее меди (следующего по распространенности материала для теплоотвода).
- Весовая эффективность: Низкая плотность алюминия (примерно одна треть от плотности меди) снижает затраты на транспортировку и обработку.
- Возможность вторичной переработки: Высокая стоимость вторичной переработки помогает компенсировать первоначальные инвестиции в материалы
- Гибкость сплава: Различные алюминиевые сплавы (в частности, 6063 и 6061) отличаются соотношением цены и качества.
Один только выбор материала может обеспечить снижение стоимости на 50-70% по сравнению с медными альтернативами, даже без учета производственных преимуществ.
Сравнительный анализ затрат: Экструзия по сравнению с альтернативными методами производства
Чтобы в полной мере оценить преимущества экструдированных алюминиевых радиаторов по стоимости, полезно сравнить их с другими распространенными производственными подходами.
Экструзия по сравнению с механической обработкой
| Компонент затрат | Экструдированные радиаторы | Обработанные радиаторы |
|---|---|---|
| Сырье | Нижняя (используется формовка сетки) | Выше (значительные отходы материалов) |
| Расходы на оплату труда | Нижний (автоматизированный процесс) | Более высокая (несколько операций обработки) |
| Скорость производства | Выше (непрерывный процесс) | Нижний (дискретные операции) |
| Затраты на оснастку | Умеренная единовременная стоимость штампа | Низкие первоначальные и более высокие текущие затраты на инструменты |
| Минимальное количество заказа | Высшее (обычно 100+ единиц) | Низкая (может быть экономичной для небольших партий) |
При средних и больших объемах производства экструзия обычно обеспечивает экономию затрат на 30-60% по сравнению с механической обработкой, в зависимости от сложности конструкции и количества продукции.
Экструзия по сравнению с литьем под давлением
| Фактор | Экструдированный алюминий | Литой алюминий |
|---|---|---|
| Первоначальные инвестиции | Более низкая стоимость штампа | Более высокие затраты на пресс-формы и оборудование |
| Скорость производства | Очень высокая для простых профилей | Умеренная (ограничена циклами охлаждения) |
| Сложность конструкции | Ограничено постоянными сечениями | Превосходно подходит для сложных 3D-геометрий |
| Отделка поверхности | Превосходно | Требуется постобработка |
| Свойства материала | Лучшая теплопроводность | Часто ниже из-за пористости |
Хотя литье под давлением дает преимущества при создании сложных геометрических форм, процесс экструзии, как правило, обеспечивает экономию средств при создании подходящих конструкций, особенно с постоянным поперечным сечением, 20-40%.
Экструзионные радиаторы в сравнении с радиаторами со шкуркой
Радиаторы Skived, которые создаются путем точной вырезки ребер из цельных металлических блоков, обеспечивают превосходные тепловые характеристики за счет более высокой плотности ребер, но при этом значительно дороже:
| Аспект | Экструдированные радиаторы | Утеплители с обтекателем |
|---|---|---|
| Стоимость изготовления | Нижний (простой процесс) | Высшее (специализированное оборудование) |
| Эффективность использования материалов | Хорошо | Превосходно |
| Тепловые характеристики | Хорошо | Улучшенный (повышенная плотность ребер) |
| Скорость производства | Выше | Ниже (более сложный процесс) |
| Минимальная толщина плавника | Ограниченный (обычно ≥1,5 мм) | Может быть гораздо тоньше (≥0,2 мм) |
По моему опыту, экструдированные радиаторы PTSMAKE обычно стоят на 40-60% меньше, чем аналогичные варианты с облоем, что делает их предпочтительным выбором для приложений, где не требуются экстремальные тепловые характеристики.
Экономика масштаба и преимущества объемного производства
Одно из самых убедительных преимуществ экструдированных алюминиевых радиаторов по стоимости проявляется в масштабах производства. Экономические показатели значительно улучшаются при увеличении объемов производства.
Амортизация стоимости оснастки
Первоначальные инвестиции в фильеру для экструзии (обычно составляющие $1,000-20,000 в зависимости от сложности) могут быть амортизированы при больших объемах производства. Например:
- При 1 000 единиц продукции: Стоимость штампа может составлять $10-20 за единицу
- При 10 000 единиц: Стоимость штампа снижается до $1-2 за единицу
- При 100 000+ единиц: Стоимость штампа становится практически незначительной в расчете на единицу продукции
Это резко отличается от радиаторов с механической обработкой, где стоимость обработки единицы продукции остается относительно постоянной независимо от объема.
Возможности стандартизации
Еще одно преимущество по стоимости связано со стандартизацией. Во многих приложениях можно использовать стандартные экструзионные профили, что полностью исключает затраты на индивидуальную оснастку. В компании PTSMAKE мы поддерживаем библиотеку стандартных профилей радиаторов, которые клиенты могут использовать для того, чтобы избежать затрат на индивидуальную оснастку и при этом добиться отличных тепловых характеристик.
Гибкость конструкции в рамках ограничений по стоимости
Экструдированные алюминиевые радиаторы обеспечивают замечательный баланс между гибкостью конструкции и контролем затрат:
Встроенные функции
Процесс экструзии позволяет добавлять функциональные элементы, которые при других способах производства потребовали бы дорогостоящих дополнительных операций:
- Монтажные положения (Т-образные пазы, ласточкины хвосты, защелки)
- Интерфейсные поверхности (прецизионная плоскостность там, где это необходимо)
- Структурные элементы (ребра жесткости, блокирующие элементы)
- Несколько тепловых зон (различная плотность плавников в разных районах)
Эти интегрированные элементы исключают дополнительные операции механической обработки, что еще больше снижает общие затраты. Для одного телекоммуникационного клиента мы разработали экструзию, в которой крепежные элементы были встроены непосредственно в профиль, что позволило отказаться от четырех операций сверления и снизить стоимость сборки примерно на 15%.
Персонализация против стоимости
Хотя изготовление экструзионных фильер на заказ требует первоначальных затрат, они позволяют оптимизировать конструкцию, обеспечивая лучшее соотношение производительности и затрат по сравнению с типовыми решениями. Главное - найти правильный баланс:
- При производстве крупносерийной продукции экструзия на заказ почти всегда обеспечивает наилучшую долгосрочную экономическую эффективность.
- Для средних объемов оптимальным вариантом часто являются модифицированные стандартные профили (стандартные экструзии с минимальной механической обработкой).
- Для небольших объемов или прототипов наиболее экономичными могут быть стандартные профили с механическими способами крепления
Учет стоимости жизненного цикла
Помимо первоначальных затрат на производство, радиаторы из экструдированного алюминия обладают рядом экономических преимуществ на протяжении всего срока службы:
- Долговечность: Устойчивость алюминия к коррозии продлевает срок службы изделий во многих средах
- Эксплуатация без технического обслуживания: Отсутствие движущихся частей и разрушение со временем
- Возможность вторичной переработки: Высокая стоимость после окончания срока службы и экологические преимущества
- Снижение веса: В транспортной сфере легкие свойства алюминия способствуют постоянной экономии топлива и энергии
При оценке совокупной стоимости владения эти факторы могут сделать радиаторы из экструдированного алюминия еще более экономически привлекательными, особенно для изделий с длительным сроком службы.
Экономические выгоды для конкретного применения
Различные отрасли и сферы применения получают уникальные экономические преимущества от использования радиаторов из экструдированного алюминия:
Светодиодное освещение
На конкурентном рынке светодиодного освещения экструдированные радиаторы предлагают:
- Недорогое терморегулирование для чувствительных к цене потребительских товаров
- Встроенные элементы крепления для оптических компонентов
- Способность служить как тепловым, так и структурным элементом
- Эстетические возможности благодаря анодированию и обработке поверхности
Экономичность экструдированных радиаторов стала ключевым фактором, способствующим созданию доступной технологии светодиодного освещения.
Силовая электроника
Для источников питания, инверторов и промышленной электроники:
- Экономичное охлаждение при умеренной плотности мощности
- Масштабируемые конструкции, которые можно нарезать на отрезки разной длины из одной и той же экструзии
- Интеграция с системами шкафов
- Хорошая производительность в системах с естественной конвекцией, что позволяет отказаться от затрат на вентиляторы
Бытовая электроника
В вычислительных и потребительских устройствах:
- Доступные тепловые решения для конкурентных рынков
- Уменьшение веса портативных изделий
- Гибкость дизайна для эстетической интеграции
- Хорошее соотношение цены и производительности для умеренных тепловых нагрузок
Выбор экономически эффективного материала
Выбор конкретного алюминиевого сплава влияет как на стоимость, так и на производительность:
- алюминий 6063: Обеспечивает отличную экструдируемость, хорошие тепловые характеристики и низкую стоимость
- алюминий 6061: Обеспечивает более высокую прочность при несколько меньшей теплопроводности и умеренно более высокой стоимости
- алюминий 6005A: Баланс механических свойств и качества экструзии при конкурентоспособной цене
Для большинства применений радиаторов 6063 представляет собой оптимальный баланс стоимости, тепловых характеристик и производственных свойств, поэтому этот сплав мы чаще всего рекомендуем в PTSMAKE для решений в области терморегулирования.
Заключение: Баланс между стоимостью и производительностью
Решение об использовании экструдированных алюминиевых радиаторов в конечном итоге сводится к поиску оптимального баланса между тепловыми характеристиками и стоимостью. Помогая клиентам в разработке решений по управлению тепловым режимом, я пришел к выводу, что радиаторы из экструдированного алюминия представляют собой наилучшую ценность примерно для 70-80% приложений.
Для экстремальных тепловых требований или конструкций с ограниченным пространством могут быть оправданы более дорогостоящие технологии, такие как решения на основе скинов или паровых камер. Однако для подавляющего большинства потребностей в охлаждении экономические преимущества радиаторов из экструдированного алюминия делают их экономически обоснованным выбором.
Понимая возможности и ограничения радиаторов из экструдированного алюминия, инженеры могут принимать взвешенные решения, оптимизирующие как тепловые характеристики, так и экономическую эффективность проекта - решения, обеспечивающие охлаждение компонентов без перерасхода бюджетных средств.
Можно ли изготовить радиаторы из экструдированного алюминия по индивидуальному заказу для сложных конструкций?
Вы когда-нибудь испытывали трудности с поиском радиатора, идеально подходящего для вашей уникальной электронной конструкции? Или, возможно, вы задавались вопросом, не ограничивают ли стандартные, готовые решения по охлаждению потенциал вашего продукта? Многие инженеры сталкиваются с этой дилеммой, когда стандартные компоненты просто не соответствуют их представлениям об инновационных, компактных конструкциях.
Да, экструдированные алюминиевые радиаторы могут быть полностью адаптированы для сложных конструкций. Процесс экструзии позволяет создавать сложные профили поперечного сечения, которые могут включать в себя различные геометрии ребер, элементы крепления и структурные элементы - все в одном изделии. Несмотря на некоторые производственные ограничения, касающиеся толщины ребер, соотношения сторон и подрезов, современная технология экструзии обеспечивает удивительную гибкость конструкции.
Понимание потенциала персонализации радиаторов из экструдированного алюминия
Возможность изготовления теплоотводов из экструдированного алюминия дает огромные преимущества инженерам и разработчикам изделий. Работая над многочисленными проектами по управлению тепловым режимом, я на собственном опыте убедился, что правильно подобранный радиатор может превратить сложную проблему охлаждения в элегантное решение.
Процесс экструзии и его гибкость при проектировании
Экструзия алюминия - это производственный процесс, при котором нагретые алюминиевые заготовки продавливаются через фасонную матрицу, образуя непрерывный профиль с постоянным поперечным сечением. Этот процесс позволяет добиться удивительной гибкости конструкции в пределах определенных параметров:
| Аспекты дизайна | Потенциал персонализации | Ограничения |
|---|---|---|
| Конфигурация плавника | Изменяемая высота, толщина, расстояние между ними | Минимальная толщина ~1,5 мм, ограничения по соотношению сторон |
| Базовый дизайн | Толщина, ширина, особенности монтажа | Требование к равномерному поперечному сечению |
| Встроенные функции | Монтажные отверстия, пазы, ласточкины хвосты | Отсутствие подрезов, перпендикулярных направлению экструзии |
| Площадь поверхности | Оптимизированы для конкретных тепловых нагрузок | Ограничено ограничениями экструзии |
| Длина | Полностью настраиваемый | Ограничено экструзионным оборудованием (обычно 20+ футов) |

Экструзионная головка сама по себе является сердцем потенциала кастомизации. Эти прецизионные инструменты могут быть разработаны для создания удивительно сложных профилей, которые было бы непомерно дорого изготавливать из твердого материала. В компании PTSMAKE мы разработали сотни индивидуальных профилей теплоотводов для самых разных областей применения - от силовой электроники до светодиодных систем освещения.
Настройки, выходящие за рамки базовых тепловых требований
Современные экструдированные радиаторы выходят далеко за рамки простой тепловой функциональности. Нестандартные профили позволяют интегрировать:
- Монтажные системы: Т-образные пазы, ласточкины хвосты, защелки и подготовка резьбовых отверстий
- Структурные элементы: Усиливающие ребра, точки крепления и элементы интеграции корпуса
- Положения об интерфейсе: Прецизионные поверхности для монтажа компонентов, каналы из термоинтерфейсного материала
- Многофункциональный дизайн: Сочетание терморегулирования с конструктивными или корпусными функциями
Такая интеграция часто устраняет необходимость в дополнительных компонентах, снижая общую стоимость и сложность системы. Например, недавно я работал с клиентом над разработкой решения для светодиодного освещения, в котором экструдированный радиатор также служил основным конструктивным элементом для всего светильника, что позволило отказаться от многочисленных кронштейнов и крепежных элементов.
Производственные трудности и креативные решения
Несмотря на то, что экструзия предоставляет широкие возможности для персонализации, понимание присущих ей ограничений имеет решающее значение для успешного проектирования.
Ограничения при проектировании экструзии
Физические реалии, связанные с продавливанием алюминия через матрицу, создают ряд ограничений при проектировании:
- Минимальный размер элемента: Как правило, ребра не могут быть тоньше примерно 1,5 мм из-за ограничений по расходу металла.
- Ограничения по соотношению сторон: Как правило, соотношение высоты и ширины ребер ограничено 10:1
- Равномерное поперечное сечение: Профиль должен сохранять одинаковое поперечное сечение по всей своей длине
- Без подрезов: Элементы не могут создавать "тени" или подрезы перпендикулярно направлению экструзии
Преодоление ограничений с помощью гибридных подходов
Креативные инженеры находят способы обойти эти ограничения с помощью гибридных производственных подходов:
- Послеэкструзионная обработка: Добавление таких элементов, как отверстия с резьбой, неравномерные вырезы или переменная высота
- Многокомпонентные сборки: Комбинирование нескольких выдавливаний для создания более сложных геометрических форм
- Вторичные операции: Добавление компонентов, вставляемых под давлением, вставок или сварных элементов
- Альтернативное создание фин: Использование таких технологий, как скивинг или складные плавники в критических зонах
Например, недавно мы разработали решение по охлаждению для телекоммуникационного клиента, в котором экструдированное основание сочеталось с ребрами в зонах повышенного нагрева, обеспечивая максимальное охлаждение именно там, где это необходимо, при сохранении экономической эффективности всей остальной конструкции.
Настройка под конкретные требования приложений
Различные области применения требуют уникальных подходов к настройке, чтобы сбалансировать тепловые характеристики, механические требования и экономические ограничения.
Оптимизация тепловых характеристик
Экструзии на заказ позволяют инженерам-теплотехникам оптимизировать охлаждение специально для условий тепловой нагрузки и воздушного потока в конкретном приложении:
- Переменное расстояние между плавниками: Создание плотных ребер в зонах повышенного нагрева, более широкое расстояние в других местах
- Конструкции плавников: Для применения всенаправленного воздушного потока
- Угловые плавники: Оптимизация для определенных направлений воздушного потока
- Высота в шахматном порядке: Максимизация турбулентности для лучшей теплопередачи
Сайт вычислительная гидродинамика3 Моделирование, которое мы проводим перед окончательной доработкой конструкции, часто показывает, что хорошо спроектированные пользовательские профили могут превосходить типовые решения на 15-30% по тепловой эффективности, даже при том же количестве алюминия.
Настройка механической интеграции
Помимо тепловых соображений, экструдированные на заказ радиаторы отличаются превосходной механической интеграцией:
- Прямой монтаж компонентов: Создание прецизионных поверхностей и монтажных элементов для прямого крепления
- Интеграция корпусов: Проектирование профилей, которые служат одновременно тепловым решением и конструктивным элементом
- Оптимизация сборки: Включение функций, сокращающих время и сложность сборки
- Управление тепловым расширением: Проектирование монтажных систем с учетом дифференциального расширения
Примеры настройки под конкретную отрасль
В разных отраслях промышленности экструзия используется по-разному:
Светодиодное освещение
- Круглые или сложные многоугольные профили, соответствующие дизайну светильников
- Встроенный монтаж оптических компонентов
- Декоративные внешние элементы для видимого применения
- Максимальная площадь поверхности в компактных конструкциях
Силовая электроника
- Массивы ребер высокой плотности в областях с высокой температурой
- Крепление для нескольких устройств питания
- Особенности интеграции шин и разъемов
- Изоляционный монтаж для высоковольтных применений
Бытовая электроника
- Низкопрофильные конструкции для изделий с ограниченным пространством
- Эстетические соображения для видимых компонентов
- Интеграция с узлами, изготовленными методом литья под давлением
- Оптимизация веса портативных устройств
Экономика индивидуальных экструдированных радиаторов
Понимание последствий заказных работ для стоимости помогает инженерам принимать взвешенные решения о том, когда заказные разработки имеют экономический смысл.
Инвестиции в оснастку и объем производства
Изготовление экструзионных фильер на заказ, как правило, требует первоначальных инвестиций:
- Простые профили: $1,000-5,000 для оснастки
- Сложные профили: $5,000-15,000 для оснастки
- Прецизионные многопортовые конструкции: $15,000-25,000 для оснастки
Такие первоначальные инвестиции делают заказные экструзии наиболее экономичными:
- Средние и большие объемы производства
- Продукты с длительным жизненным циклом
- Области применения, в которых преимущества производительности оправдывают затраты на оснастку
При небольших объемах модифицированные стандартные профили часто являются экономически выгодной альтернативой полностью индивидуальным проектам. В компании PTSMAKE мы располагаем библиотекой из сотен стандартных профилей, которые часто можно адаптировать с минимальными дополнительными операциями.
Анализ стоимости нестандартных решений
Оценивая экономичность заказных экструдированных радиаторов, учитывайте следующие факторы:
- Консолидация компонентов: Отказ от отдельных монтажных кронштейнов, рам или крепежных элементов
- Сокращение времени сборки: Встроенные функции позволяют значительно сократить трудозатраты на сборку
- Улучшение производительности: Более высокая тепловая эффективность может позволить уменьшить габариты или отказаться от вентиляторов
- Оптимизация материалов: Нестандартные конструкции часто используют алюминий более эффективно
В одном из недавних проектов для автомобильной электроники первоначальные инвестиции в оснастку в размере $12 000 для изготовления специального профиля окупились всего за четыре месяца производства благодаря отказу от нескольких операций обработки и отдельных монтажных компонентов.
Процесс совместной разработки дизайна для нестандартных экструзий
Разработка эффективных экструдированных радиаторов требует тесного сотрудничества между инженерами-теплотехниками, конструкторами-механиками и специалистами по производству.
Первоначальные проектные соображения
При разработке индивидуального теплоотвода первоначальная концепция определяется несколькими факторами:
- Тепловые требования: Тепловая нагрузка, максимальная температура компонентов, условия окружающей среды
- Механические ограничения: Доступное пространство, монтажные интерфейсы, ограничения по весу
- Производственные соображения: Ограничения на экструзию, вторичные операции, методы сборки
- Экономические факторы: Объем производства, жизненный цикл, бюджетные ограничения
Наиболее удачные конструкции балансируют между этими факторами, а не оптимизируются по какому-то одному аспекту.
Моделирование и прототипирование
Прежде чем приступить к изготовлению экструзионной оснастки, необходимо провести тщательную проверку:
- Тепловое моделирование: CFD-анализ для прогнозирования производительности и определения возможностей оптимизации
- Механический анализ: Структурное моделирование для определения монтажных напряжений, эффектов теплового расширения
- Разработка прототипа: Изготовленные на станках с ЧПУ прототипы для тестирования концепции
- Уточнение дизайна: Итеративные улучшения на основе обратной связи при моделировании и тестировании
Этот процесс проверки гарантирует, что окончательная конструкция экструзии обеспечивает ожидаемые характеристики, оставаясь при этом пригодной для производства.
Будущие тенденции в разработке индивидуальных экструдированных радиаторов
Сфера производства экструдированных радиаторов продолжает развиваться благодаря нескольким новым тенденциям:
- Экструзии из нескольких сплавов: Сочетание различных алюминиевых сплавов в одном профиле для оптимизации свойств
- Передовые методы обработки поверхности: Микрорельефные поверхности для улучшения теплопередачи
- Гибридное производство: Сочетание экструзии с аддитивным производством для получения сложных элементов
- Интегрированное терморегулирование: Встраивание тепловых труб или паровых камер в экструдированные основания
- Устойчивый дизайн: Оптимизация использования материалов и выбор сплавов с более высоким содержанием вторичного сырья
Эти инновации расширяют возможности кастомизации экструдированных радиаторов, еще больше размывая границы между различными технологиями охлаждения.
В конечном счете, удивительная гибкость конструкции экструдированных алюминиевых радиаторов позволяет инженерам-теплотехникам создавать высокооптимизированные решения по охлаждению, ориентированные на конкретное применение, которые обеспечивают баланс между производительностью, технологичностью и экономичностью. При правильном понимании возможностей и ограничений заказные экструдированные радиаторы могут решить даже самые сложные задачи терморегулирования.
Узнайте, почему соотношение сторон имеет значение для эффективности вашего решения по охлаждению. ↩
Узнайте, как согласование коэффициентов теплового расширения может предотвратить отказы, связанные с напряжением, в ваших электронных конструкциях. ↩
Узнайте, как с помощью вычислительного моделирования можно оптимизировать конструкцию радиатора для достижения максимальной эффективности охлаждения. ↩






