

Een verkeerde lagertolerantie kan van een precisiecomponent een dure mislukking maken. Je lager grijpt vast door overmatige interferentie of ontwikkelt destructieve kruip door onvoldoende contact, wat leidt tot kostbare stilstand en voortijdige vervanging.
De tolerantie van de lagerpasvorm bepaalt de interferentie of speling tussen de lagerring en zijn tegenringoppervlak (as of behuizing), die bepaalt hoe stevig het lager op zijn plaats wordt gehouden om relatieve beweging te voorkomen en toch een goede montage en thermische uitzetting mogelijk te maken.
Deze gids behandelt de engineeringprincipes achter passingselectie, van belastingszoneanalyse tot thermische overwegingen. Ik begeleid je door het praktische besluitvormingsproces dat je helpt om veelgemaakte fouten te vermijden en de juiste tolerantie te selecteren voor jouw specifieke toepassing.
Wat is het eerste principe van lagerpasselectie?
Wat is de belangrijkste regel bij het kiezen van een lagerpasvorm? Het is simpel: voorkom relatieve beweging tussen parallelle onderdelen. Deze ongewenste beweging, vaak kruip genoemd, kan ernstige schade veroorzaken.
Het belangrijkste doel is om de lagerring vast te zetten. Je hebt een passing nodig die strak genoeg is om te voorkomen dat het lager in de behuizing of op de as draait onder belasting.
Het kernconflict
De pasvorm mag echter niet te strak zijn. Je moet ook rekening houden met praktische factoren. Denk hierbij aan montagegemak, toekomstige demontage voor onderhoud en de effecten van temperatuurveranderingen tijdens het gebruik.
Pasvormen in evenwicht brengen
De keuze komt neer op het beheren van interferentie en speling.
| Type pasvorm | Primair doel | Belangrijke overwegingen |
|---|---|---|
| Interferentie Fit | Voorkomt kruip | Kan moeilijk in elkaar te zetten zijn |
| Pasvorm | Eenvoudige montage | Risico op kruipen als het te los zit |

Verder dan de basis: Rotatiebelastingen begrijpen
Het eerste principe hangt af van de vraag welke ring roteert. Een roterende ring ondervindt een "roterende belasting". Dit betekent dat de belastingsrichting stationair is ten opzichte van die ring. Deze voorwaarde vereist een interferentiepassing om kruip te voorkomen.
Omgekeerd ondervindt een stilstaande ring een "stilstaande belasting". De belasting roteert ten opzichte van de ring. Dit zorgt meestal voor een lossere passing of speling. Dit verkeerd inschatten is een veelgemaakte fout.
De gevaren van kruipen
Kruip is niet zomaar een kleine slip. Het genereert warmte en fijne metaaldeeltjes. Dit leidt tot een destructief slijtageproces. Na verloop van tijd wordt deze schade frettende corrosie1degradeert zowel het lager als de bijbehorende component.
Dit heeft een directe invloed op de levensduur en betrouwbaarheid van de machine. In eerdere projecten bij PTSMAKE hebben we gezien hoe nauwkeurig CNC-bewerking is essentieel om de tolerantie van de lagerpasvorm exact te bepalen. Als je het goed doet, voorkom je deze storingen.
Pasvormselectie vs. type belasting
| Ringconditie | Type lading | Aanbevolen pasvorm | Gevolg van verkeerde pasvorm |
|---|---|---|---|
| Binnenring draait | Roterend | Interferentie | Kruip op de as |
| Buitenring draait | Roterend | Interferentie | Sluipende woningbouw |
| Binnenring Stationair | Stationair | Opruiming | Overmatige spanning |
Deze balans is essentieel. Je hebt genoeg grip nodig om beweging tegen te gaan, maar niet zo veel dat het onderdelen beschadigt tijdens montage of gebruik door thermische uitzetting.
Het kernprincipe van de keuze van de lagerpasvorm is het voorkomen van relatieve beweging (kruip) onder belasting. Dit wordt afgewogen tegen praktische behoeften zoals montage, onderhoud en thermische effecten. De juiste tolerantie van de lagerpasvorm is essentieel voor een lange levensduur van de machine.
Waarin verschilt interferentie fundamenteel van opruiming?
Velen zien pasvormen gewoon als 'strak' of 'los'. Maar het onderscheid is dieper. Het gaat over opzettelijke stress versus vrije ruimte.
Een interferentiepasvorm creëert actief interne krachten. Hierdoor wordt de assemblage voorgespannen en worden de onderdelen met wrijving aan elkaar bevestigd.
Een passing met speling biedt een opening. Dit is cruciaal voor onderdelen die moeten bewegen, roteren of uitzetten door warmte.
De mechanische kerntoestanden
Het is belangrijk om de toestand van de onderdelen te begrijpen. Het ene is statisch en gespannen, het andere dynamisch en vrij.
| Functie | Interferentie Fit | Pasvorm |
|---|---|---|
| Kernprincipe | Negatieve vergoeding | Positieve vergoeding |
| Deel interactie | Constante druk | Vrije beweging |
| Primair doel | Wrijvingskracht | Rotatievrijheid |

De fysica van een interferentiepasvorm
Een interferentiepassing werkt met kracht. De as is iets groter dan het gat. Door ze samen te drukken vervormen de materialen.
Deze geforceerde vervorming creëert een immense druk tussen de oppervlakken. Deze druk resulteert in een sterke wrijvingskracht die de assemblage bij elkaar houdt, zelfs bij een aanzienlijke torsie.
Stressinductie en het doel ervan
Het buitenste deel (behuizing) wordt uitgerekt, waardoor het onder spanning komt te staan. Het binnenste deel (as) wordt samengedrukt. Hierdoor ontstaat hoepelspanning in beide onderdelen.
Deze geïnduceerde stress is geen fout. Het is het hele punt. Het is het mechanisme dat het koppel overbrengt en axiale krachten weerstaat zonder dat er spieën of bouten nodig zijn. Nauwkeurige controle van de passingtolerantie van het lager is hier essentieel.
Hoe ladingen worden overgedragen
De overdrachtsmethode is het echte verschil. De ene berust op wrijving, de andere op mechanische vergrendeling.
In ons werk bij PTSMAKE zien we hoe deze keuze van invloed is op het ontwerp. Stoorpassen zijn schoon en sterk. Ze vertrouwen op de elastische vervorming2 van de materialen.
Pasvormen met speling hebben extra voorzieningen nodig zoals spieën of splines. Deze voorzieningen blokkeren rotatie om belastingen over te brengen.
| Beladingstransmissie | Interferentie Fit | Pasvorm |
|---|---|---|
| Mechanisme | Statische wrijving | Mechanische vergrendeling (bijv. sleutels) |
| Stress staat | Voorgespannen | Onbelast (in rust) |
| Sleutelfactor | Materiaaleigenschappen | Sleutelbaan/pline geometrie |
Het verschil is fundamenteel. Interferentiepassen gebruiken mechanische spanning en wrijving om belastingen over te brengen en onderdelen te vergrendelen. Pasvormen met vrijloop maken gebruik van ruimte om vrije beweging mogelijk te maken, waarbij afzonderlijke voorzieningen nodig zijn voor het overbrengen van lasten.
Welk primair probleem lost de juiste pasvormtolerantie op?
Het hoofddoel is eenvoudig. We moeten ervoor zorgen dat het lager precies werkt zoals het is ontworpen.
Dit houdt in dat de juiste ring moet worden bevestigd. Het voorkomt ook voortijdige slijtage. Het resultaat is een veel langere levensduur van het onderdeel.
De centrale uitdaging
De belangrijkste taak is om de pasvorm te controleren. We willen elke ongewenste beweging vermijden. Tegelijkertijd moeten we overmatige spanning op de onderdelen voorkomen. Het is een delicaat evenwicht.
| Pasvormprobleem | Gevolg |
|---|---|
| Te los | Ringslip, trillingen, slijtage |
| Te strak | Hoge hitte, voortijdig defect |

De juiste component vinden
Een lager heeft een binnen- en buitenring. De ene is stationair, terwijl de andere roteert. De juiste passingtolerantie zorgt ervoor dat de roterende ring stevig vastzit op zijn as of behuizing.
Als de passing te los is, kan de ring wegglijden. Dit fenomeen, kruip genoemd, genereert warmte en microscopische slijtagedeeltjes. Dit leidt tot trillingen en uiteindelijk defecten.
Voortijdige slijtage voorkomen en de levensduur maximaliseren
De juiste pasvorm verdeelt de belasting gelijkmatig over de lagerelementen. Dit is cruciaal voor de prestaties. Een onjuiste passing creëert spanningsconcentraties op kleine gebieden.
Deze plaatselijke spanning verkort de levensduur van het lager aanzienlijk. Het kan ook secundaire schade veroorzaken. Problemen zoals frettende corrosie3 kan de montageoppervlakken aantasten. Bij eerdere projecten bij PTSMAKE hebben we gezien hoe belangrijk een nauwkeurige bewerking van de parallelle oppervlakken is. Het voorkomt deze subtiele maar destructieve problemen.
| Focus op tolerantie | Primair voordeel |
|---|---|
| Losheid voorkomen | Stopt kruipen en trillen van ringen |
| Strakheid vermijden | Voorkomt oververhitting en stress |
| Nauwkeurige pasvorm | Zorgt voor een gelijkmatige verdeling van de belasting |
Wij richten ons op deze balans. Het zorgt ervoor dat elk onderdeel de verwachte levensduur haalt.
De belangrijkste uitdaging is balans. De juiste tolerantie van de lagerpasvorm zet de roterende ring vast om slippen en slijtage te voorkomen. Dit zorgt voor een gelijkmatige verdeling van de belasting, voorkomt voortijdig falen en maximaliseert de operationele levensduur van het onderdeel.
De gevaren van temperatuurverschillen in assemblages
Temperatuur is geen statische factor. Verschillende onderdelen van een machine werken vaak bij verschillende temperaturen. Dit verschil is waar de echte problemen beginnen voor pasvormen.
Stel je een as voor die veel heter loopt dan zijn behuizing. De as zet meer uit, waardoor het lager wordt samengedrukt. Dit kan de interne speling gevaarlijk verkleinen.
Omgekeerd kan een warme behuizing uitzetten bij een koeler lager. Hierdoor wordt de passing losser. Beide scenario's leiden tot voortijdig falen.
Belangrijkste risico's door temperatuurverschillen
| Scenario | Primair effect | Gevolg Gevaar |
|---|---|---|
| As Heter dan Behuizing | Pasvorm wordt strakker | Lager beslag |
| Behuizing heter dan as | Pasvorm wordt losser | Kruip in lagers |
Deze interactie is een belangrijke uitdaging bij het handhaven van een goede tolerantie van de lagerpasvorm gedurende de levensduur van de machine.

Hoe temperatuurveranderingen leiden tot defecten
Wanneer we ontwerpen voor een specifieke pasvorm, doen we dat bij een standaardtemperatuur, meestal kamertemperatuur. Maar machines werken zelden op die temperatuur. De warmte die vrijkomt tijdens het gebruik verandert alles.
De weg naar inbeslagname
In veel toepassingen wordt de as of binnenring sneller heet dan de buitenring en behuizing. Dit komt vaak voor bij elektromotoren of spindels met hoge snelheid.
Als de binnenring uitzet, verbruikt hij het lager. radiale interne speling4. Als de oorspronkelijke passing al krap was, kan deze extra uitzetting de speling helemaal wegnemen.
Het resultaat is vastlopen. De wentellichamen raken bekneld, de wrijving schiet omhoog en het lager gaat catastrofaal kapot. In eerdere projecten bij PTSMAKE hebben we dit zien gebeuren wanneer ontwerpen geen rekening houden met thermische gradiënten.
Het begin van kruip
Overweeg nu het tegenovergestelde. Als de behuizing aanzienlijk meer opwarmt dan de buitenring van het lager, kan de passing verloren gaan.
Hierdoor kan de buitenring in de behuizing draaien, een fenomeen dat "kruipen" wordt genoemd. Deze slip veroorzaakt wrijving en slijtage aan zowel de boring van de behuizing als het lager.
Dit beschadigt onderdelen en kan leiden tot trillingen en uiteindelijk defecten. Het selecteren van materialen met vergelijkbare thermische uitzettingseigenschappen is een belangrijke strategie die we gebruiken om dit risico te beperken.
| Temperatuur van de component | Fit Verandering | Faalwijze | Voorbeeld toepassing |
|---|---|---|---|
| Binnenring > Buitenring | Wordt strakker | Aanval | Spindels met hoge snelheid |
| Buitenring > Binnenring | Wordt losser | Kruip | Ovens, hete omgevingen |
Temperatuurverschillen veranderen direct de technische passing tussen componenten. Het negeren van deze thermische effecten kan leiden tot kritieke storingen zoals het vastlopen van lagers door overmatig aandraaien of kruipen door een loszittende passing, waardoor uiteindelijk de prestaties en levensduur van de assemblage in gevaar komen.
Hoe radiale belasting de belastingszone creëert
Wanneer een radiale belasting wordt uitgeoefend, verspreidt deze zich niet gelijkmatig. De kracht concentreert zich op een kleine boog van het lagerloopvlak.
Deze boog noemen we de "belastingszone". Hier ondersteunen de rolelementen actief het gewicht.
De boog van ondersteuning
Slechts een paar wentellichamen onderaan nemen de volledige belasting op zich. De bovenste dragen helemaal geen last.
Deze gerichte druk is kritisch. Inzicht hierin helpt ons bij het bepalen van de juiste lagerpassingstolerantie.
De kracht visualiseren
Stel je de kracht voor die naar beneden drukt. Dit creëert een hogedrukzone op een beperkt deel van de binnenste en buitenste ringen.
| Lagerpositie | Laadstatus |
|---|---|
| Top | Geen belasting |
| Midden | Minimale belasting |
| Bodem | Maximale belasting |
Deze krachtconcentratie dicteert hoe de lageronderdelen moeten worden geïnstalleerd om voortijdig falen te voorkomen.

Roterende ring vs. stationaire ring
De hamvraag is: welke ring draait ten opzichte van de lastrichting? Dit bepaalt welk onderdeel een strakkere passing nodig heeft.
Als de binnenring draait, passeert elk punt op zijn loopbaan de belastingszone één keer per omwenteling. De belasting op de buitenring blijft echter gefixeerd op één punt.
Waarom strakkere pasvormen cruciaal zijn
Een roterende ring die continu in de belastingszone komt, heeft een interferentiepassing nodig. Deze nauwe passing voorkomt dat de ring wegglijdt of op de as kruipt.
Dergelijke bewegingen, ook al zijn ze microscopisch klein, kunnen na verloop van tijd aanzienlijke schade veroorzaken, waaronder frettende corrosie5. De vaste ring kan iets losser zitten.
Dit principe is fundamenteel voor het instellen van de juiste tolerantie van de lagerpasvorm. In ons werk bij PTSMAKE is de juiste instelling van dit detail onontbeerlijk om de betrouwbaarheid op lange termijn van precisieassemblages te garanderen.
| Component Conditie | Vereist Type pasvorm | Reden |
|---|---|---|
| Ring draait | Interferentie (strakke) pasvorm | Voorkomt wegglijden en kruipen |
| Ring is stationair | Overgang (losse) pasvorm | Gemakkelijker monteren/demonteren |
Als je dit op de juiste manier aanpakt, voorkom je trillingen, warmteontwikkeling en uiteindelijk defecte lagers. Het is een klein detail met enorme gevolgen voor de machineprestaties.
Radiale belasting concentreert zich op een kleine boog, de belastingszone. De ring die roteert ten opzichte van deze belastingszone vereist een strakkere interferentiepasvorm om beweging en slijtage te voorkomen, wat een belangrijke factor is bij het bepalen van de juiste tolerantie van de lagerpasvorm.
Welke invloed heeft de oppervlakteafwerking op de effectieve pasvorm?
Zelfs een oppervlak dat perfect glad aanvoelt, heeft microscopisch kleine pieken en dalen. Zie het als een klein bergachtig landschap.
Wanneer je een as in een behuizing drukt, maken deze pieken als eerste contact.
De immense druk van een perspassing verbrijzelt deze pieken. Deze vervorming betekent dat de werkelijke interferentie minder is dan wat je op papier hebt berekend.
De effectieve pasvorm wordt losser dan bedoeld.
| Fit Stadium | Storingsstatus | Sleutelfactor |
|---|---|---|
| Voor montage | Berekend | Gebaseerd op nominale onderdeelafmetingen. |
| Na montage | Effectief | Verminderd door piekcompressie. |
De wetenschap van piekcompressie
Deze vermindering in interferentie wordt vaak "verlies van passing" genoemd. Op microscopisch niveau is het werkelijke contactoppervlak veel kleiner dan het geometrische oppervlak.
Contact treedt alleen op aan de uiteinden van de hoogste oppervlaktetoppen, bekend als asperiteiten6.
Onder druk geven deze kleine pieken mee en vervormen ze plastisch. Dit maakt het oppervlak gladder, maar verkleint ook de effectieve diameter van het onderdeel.
De hoeveelheid van dit verlies is direct gerelateerd aan de oppervlakteruwheid. Een ruwer oppervlak heeft grotere pieken, wat leidt tot een groter interferentieverlies. Dit is cruciaal als je rekening houdt met de tolerantie van de lagerpasvorm.
In onze projecten bij PTSMAKE analyseren we zowel de hardheid van het materiaal als de afwerking om deze verandering nauwkeurig te voorspellen. Zachtere materialen zullen meer vervormen dan hardere onder dezelfde druk.
| Ruwheidsgraad | Hoogte piek | Storingsverlies |
|---|---|---|
| Ruw (bijv. Ra 3.2) | Groot | Hoog |
| Fijn (bijv. Ra 0,8) | Klein | Laag |
| Gepolijst (bijv. Ra 0,1) | Minimaal | Verwaarloosbaar |
Door de oppervlakafwerkingNa de assemblage zorgen we ervoor dat de uiteindelijke, effectieve pasvorm perfect overeenkomt met de ontwerpspecificaties.
Samengevat worden microscopische oppervlaktepieken samengedrukt tijdens het persen. Deze actie vermindert de berekende interferentie, wat resulteert in een lossere effectieve passing. De mate van dit verlies hangt af van de aanvankelijke oppervlakteruwheid en de hardheid van het materiaal, wat de uiteindelijke montageprecisie beïnvloedt.
Wat is 'kruip' in de context van lagerpassingen?
Stel je een autowiel voor dat niet stevig vastzit. Als de auto beweegt, kan het wiel langzaam draaien op de naaf. Dat is het basisidee achter kruipende lagers.
Het fenomeen begrijpen
Kruip is de langzame, voortdurende rotatie van een lagerring ten opzichte van zijn montageoppervlak. Dit gebeurt wanneer de passing te los is. De ring "wandelt" onder belasting rond de as of in zijn behuizing. Dit benadrukt het belang van een correcte lagertolerantie.
Belangrijkste effecten van kruip
Deze schijnbaar kleine beweging heeft grote gevolgen. Het kan de prestaties en levensduur van je assemblage ernstig beïnvloeden.
| Gevolg | Beschrijving |
|---|---|
| Corrosie door fretten | Tussen de oppervlakken vormen zich roodbruine schuurresten. |
| Versnelde slijtage | Pasvlakken zijn beschadigd, waardoor kritieke afmetingen veranderen. |
| Voortijdig falen | Het lager en de zitting gaan veel eerder kapot dan verwacht. |

De mechanismen die kruip veroorzaken
Kruip komt het meest voor wanneer een stilstaande ring een roterende belasting ondervindt. De belasting vervormt de as of behuizing lichtjes op het contactpunt.
Als de passing los is, creëert deze vervorming een kleine materiaalgolf vóór de belastingszone. Deze golf zorgt ervoor dat de ring bij elke omwenteling steeds verder wegglijdt. Na verloop van tijd stapelen deze kleine slippartijen zich op, waardoor de hele ring langzaam ronddraait, of "kruipt".
Van kruip tot catastrofaal falen
Deze constante microbewegingen zijn destructief. Het slijt de oppervlakken af en creëert fijne metalen deeltjes. Deze deeltjes oxideren onmiddellijk in de lucht en vormen een hard, schurend poeder.
Dit proces staat bekend als frettende corrosie7. Deze schurende pasta slijpt zowel het lager als de zitting weg en vernietigt de precisie van de passing. We benadrukken dit punt altijd in onze projecten bij PTSMAKE, omdat voorkomen veel goedkoper is dan genezen.
De schade verergert zichzelf. Naarmate er materiaal wegslijt, wordt de passing nog losser, wat het kruip- en slijtageproces versnelt tot het onderdeel het begeeft.
| Type pasvorm | Resultaat van roterende belasting | Risiconiveau |
|---|---|---|
| Losse pasvorm | Ring slipt en draait (kruip) | Hoog |
| Correcte interferentiepasvorm | Ring wordt stevig op zijn plaats gehouden | Laag |
| Te strakke pasvorm | Interne stress, oververhitting | Hoog |
Lager kruip is de langzame rotatie van een los gemonteerde ring, die slijtage en fretting corrosie veroorzaakt. Deze schade tast de integriteit van de assemblage aan, wat leidt tot voortijdig falen. Om deze destructieve cyclus te voorkomen, is het van cruciaal belang dat de juiste tolerantie voor de lagerpasvorm wordt bereikt.
Hoe beïnvloeden verschillende lagertypes de keuze van de passing?
Niet alle lagers zijn gelijk. Hun interne ontwerp heeft een directe invloed op de pasvorm die je nodig hebt. Dit is een kritisch detail in precisietechniek.
Voor kogellagers worden bijvoorbeeld vaak lichtere passingen gebruikt. Ze zijn ideaal voor hoge snelheden en middelmatige belastingen.
Rollagers zijn echter gebouwd voor zwaardere taken. Ze hebben strakkere interferentiepassingen nodig om de verhoogde spanning aan te kunnen.
Laten we eens kijken naar een snelle vergelijking:
| Type lager | Typische belasting | Vereiste pasvorm |
|---|---|---|
| Kogellager | Licht tot matig | Lichtere interferentie |
| Rollager | Zwaar | Strengere interferentie |
Het is belangrijk om deze verschillen te begrijpen. Het garandeert een lange levensduur en optimale prestaties voor je assemblage.

Diep duiken in specifieke lagers
De geometrie van de wentellichamen van een lager is de belangrijkste factor. Deze bepaalt hoe de belastingen worden verdeeld. Dit beïnvloedt rechtstreeks de vereiste passing. Een goede tolerantie van de lagerpasvorm is onontbeerlijk voor de prestaties.
Belastbaarheid en keuze van de pasvorm
Cilinderrollagers zijn ontworpen voor zware radiale belastingen. Dit vereist een sterke interferentiepassing. De passing voorkomt dat de binnenring onder belasting op de as kruipt of wegglijdt.
Tweerijige tonlagers kunnen zware belastingen en uitlijnfouten aan. Hun passing moet strak genoeg zijn om slippen te voorkomen. Maar ze moeten ook hoekige bewegingen aankunnen zonder te blokkeren.
Kegellagers verwerken gecombineerde radiale en axiale belastingen. De passingselectie is hier complexer. Het gaat vaak om het aanpassen voor een specifieke axiale uitloop8 of voorspanningstoestand om de juiste contacthoeken en lastverdeling te garanderen. In ons werk bij PTSMAKE bewerken we behuizingen vaak met extreem krappe toleranties voor deze toepassingen.
Precisie en lagertype
In toepassingen met hoge precisie, zoals robotica of ruimtevaart, worden vaak hoekcontactkogellagers gebruikt. Deze vereisen zeer nauwkeurige en vaak lichte interferentiepassingen om hun nauwkeurigheid te behouden.
| Type lager | Type lading | Precisiebehoefte | Algemene pasvorm |
|---|---|---|---|
| Cilindrische rollen | Zwaar radiaal | Matig tot hoog | Strakke interferentie |
| Sferische rol | Zwaar radiaal + verkeerde uitlijning | Matig | Bedrijfsinterferentie |
| Conische rol | Gecombineerd radiaal & axiaal | Hoog | Varieert (Voorbelasting) |
| Hoekige Contactkogel | Gecombineerd (in paren) | Zeer hoog | Licht Interferentie |
Het juiste lager kiezen is slechts de helft van de strijd. De keuze van de passing, gedicteerd door de belastbaarheid en precisie van het lagertype, is wat er echt voor zorgt dat je ontwerp betrouwbaar en efficiënt functioneert. Strakkere pasvormen voor zware belastingen, precieze pasvormen voor hoge nauwkeurigheid.
Wat zijn de belangrijkste categorieën van geschikte selectiefactoren?
Om de juiste pasvorm te kiezen, doorloop ik altijd een mentale checklist. Dit eenvoudige proces zorgt ervoor dat geen enkele kritische factor over het hoofd wordt gezien. Het is een systematische manier om de betrouwbaarheid en prestaties van elke assemblage te garanderen.
Deze checklist bevat de belangrijkste variabelen. Elke variabele speelt een belangrijke rol in de uiteindelijke beslissing. Als je er ook maar één negeert, kan dat later tot problemen leiden.
Hier zijn de belangrijkste factoren om rekening mee te houden:
| Factor Categorie | Belangrijke overwegingen |
|---|---|
| Operationele belastingen | Type (radiaal, axiaal, gecombineerd) en magnitude |
| Rotatiesnelheid | Hoge snelheid vs. lage snelheid |
| Thermische omstandigheden | Bedrijfstemperatuurbereik |
| Componenten Materialen | As- en behuizingsmateriaal |
| Precisiebehoeften | Vereiste rondloopnauwkeurigheid en tolerantie |
| Onderhoud | Gemakkelijk monteren en demonteren |

Belangrijke factoren in de checklist voor het kiezen van een pasvorm
Als je deze checklist verder uitdiept, zie je dat deze factoren met elkaar samenhangen. Je kunt ze niet los van elkaar bekijken.
Belasting en snelheidsdynamica
Het type en de grootte van de belasting zijn kritisch. Een zware radiale belasting op een roterende ring vereist meestal een nauwe interferentiepassing. Dit voorkomt dat de ring in zijn zitting gaat kruipen of draaien.
Hoge snelheden introduceren centrifugale krachten. Deze kunnen een interferentiepassing op een as losser maken. Je moet hier rekening mee houden om de juiste montage te behouden.
Milieu- en materiaalinvloeden
Temperatuur speelt een grote rol. Componenten worden warm tijdens gebruik, waardoor materialen uitzetten. Dit is vooral belangrijk als de as en behuizing van verschillende materialen zijn, wat leidt tot differentiële thermische uitzetting9.
Een stalen lager in een aluminium behuizing zal bijvoorbeeld verschillende uitzettingssnelheden hebben. We moeten de passing berekenen voor de bedrijfstemperatuur, niet alleen voor kamertemperatuur.
| Beladingstoestand | Roterende ring | Aanbevolen pasvorm |
|---|---|---|
| Licht / Variabel | Binnenring | Overgang / Los |
| Normaal / Zwaar | Binnenring | Interferentie |
| Normaal / Zwaar | Buitenring | Interferentie |
Precisie- en assemblagevereisten
Houd ten slotte rekening met de vereiste nauwkeurigheid en het assemblageproces. Voor toepassingen met hoge precisie is een specifieke pasvormtolerantie van het lager nodig om de uitloop te minimaliseren.
Denk ook aan onderhoud. Als een onderdeel vaak gedemonteerd moet worden, is een zeer nauwe passing misschien niet praktisch. A overgangs pasvorm zou een beter compromis kunnen zijn.
Deze mentale checklist biedt een gestructureerd kader. Rekening houden met belasting, snelheid, temperatuur, materialen, precisie en assemblage is cruciaal. Het helpt voortijdige storingen te voorkomen en garandeert een lange levensduur van onderdelen.
Een interferentiepasvorm vermindert direct de interne speling van een lager. Deze relatie is cruciaal voor een goede werking.
Wanneer je een lager met perspassing aanbrengt, dwingt de nauwe passing de ringen van vorm te veranderen. De binnenring zet iets uit. De buitenring drukt een beetje samen.
Deze verandering verlaagt de initiële radiale binnenruimte (RIC). Je moet rekening houden met deze vermindering. Als je dat niet doet, riskeer je het lager te beschadigen nog voor het begint te werken.
| Type pasvorm | Actie | Effect op ontruiming |
|---|---|---|
| Interferentie | Drukring | Vermindert interne ruimte |
| Opruiming | Schuifring | Geen effect op Opruiming |

De kritische berekening voor levensduur
Het negeren van de spelingreductie die veroorzaakt wordt door een interferentiepassing is een veelgemaakte fout. Het leidt tot een toestand die voorbelasting wordt genoemd. Voorbelasting zet interne spanning op de rollende elementen van het lager.
Dit gebeurt omdat de vermindering in speling groter kan zijn dan de oorspronkelijke speling zelf. Het resultaat is een negatieve werkingsspeling.
Gevolgen van ongeplande voorbelasting
Voorbelasting verhoogt de wrijving en warmteontwikkeling aanzienlijk. Hierdoor wordt het smeermiddel sneller afgebroken. Uiteindelijk leidt dit tot voortijdig falen van het lager. De levensduur van het lager kan aanzienlijk worden verkort.
Deze verandering komt door de elastische vervorming10 onder druk.
De juiste opruiming kiezen
Om dit te voorkomen, moet je een initiële lagerspeling kiezen die geschikt is voor de passing. Lagers zijn verkrijgbaar in verschillende klassen (zoals C3 of C4) met een grotere initiële speling. Een goede Lagerpassingstolerantie is de sleutel.
Bij PTSMAKE houden we altijd rekening met de pasvorm wanneer we klanten helpen bij het selecteren van componenten. We analyseren het ontwerp om er zeker van te zijn dat de uiteindelijke werkingsspeling correct is.
| Eerste vrijgave | Interferentie Fit | Bedrijfstoestand |
|---|---|---|
| Standaard (CN) | Strak | Potentiële voorspanning |
| Verhoogd (C3) | Strak | Juiste vrije ruimte |
| Te groot (C4) | Los | Overmatige speling / trillingen |
Een interferentiepasvorm vermindert altijd de aanvankelijke interne ontruiming van een lager. Deze vermindering moet worden berekend en in rekening gebracht door een lager met voldoende aanvankelijke ontruiming te selecteren. Het over het hoofd zien van deze stap leidt tot voorbelasting, verhoogde wrijving, en voorbarige mislukking van de assemblage.
Wat is de relatie tussen tolerantieklasse en productiekosten?
Het verband tussen tolerantiewaarde en productiekosten is direct en aanzienlijk. Strengere toleranties betekenen altijd hogere kosten.
Dit is geen eenvoudige, rechte lijn. De kosten stijgen exponentieel naarmate je meer precisie eist.
De kosten-tolerantiekromme
Overgaan van een standaard tolerantieklasse zoals IT7 naar een uiterst nauwkeurige zoals IT5 kan de prijs van het onderdeel drastisch verhogen. Het is een kritieke beslissing.
Je moet deze keuze rechtvaardigen met duidelijke functionele vereisten. Heeft de applicatie het echt nodig?
| Tolerantiegraad | Relatief Kostenfactor (ongeveer) | Typische toepassing |
|---|---|---|
| IT10 | 1x | Algemene vergadering |
| IT7 | 2x - 4x | Standaard pasvormen |
| IT5 | 5x - 10x | Precisielagers |
Strengere toleranties, zoals de overgang van IT7 naar IT5, vereisen een complete verschuiving in de productiebenadering. Hier beginnen de kosten zich snel te vermenigvuldigen. Elke stap wordt complexer en kost meer tijd.
Bij PTSMAKE begeleiden we klanten bij deze beslissing om een balans te vinden tussen prestaties en budget.
Waarom nauwere toleranties meer kosten
Verschillende factoren dragen bij aan de exponentiële kostenstijging. Het gaat er niet alleen om dat een machine langer draait.
Geavanceerde productieprocessen
Om een graad als IT5 te bereiken is vaak meer nodig dan standaard CNC-bewerking. Het kan gaan om secundaire processen zoals slijpen of leppen. Deze stappen nemen veel tijd in beslag en vereisen gespecialiseerde apparatuur.
Langzamer verspanen en meer passages
Om krappe toleranties aan te houden, moeten machines langzamer draaien en lichtere sneden maken. Dit verhoogt de cyclustijd per onderdeel. Een kritisch coördinaten meetmachines11 is essentieel voor verificatie.
Hogere schroot- en inspectiepercentages
De aanvaardbare foutmarge is veel kleiner. Dit leidt tot een hoger uitvalpercentage, omdat meer onderdelen buiten de specificatie kunnen vallen. Elk afgewerkt onderdeel vereist ook een intensievere inspectie, vaak met geavanceerde meetapparatuur, waardoor de arbeidskosten toenemen. Een krappe lagerpassingstolerantie is één gebied waar dit onvermijdelijk is.
| Factor | IT7 Vereiste | IT5 Vereiste |
|---|---|---|
| Proces | Standaard CNC Frezen/Draaien | Precisieslijpen/lappen |
| Inspectie | Remklauwen, Micrometers | CMM, optische vergelijkers |
| Schrootpercentage | Laag | Mogelijk hoog |
| Cyclustijd | Standaard | Aanzienlijk toegenomen |
Kiezen voor een tolerantieklasse met hogere toleranties zoals IT5 in plaats van IT7 verhoogt de kosten drastisch door gespecialiseerde machines, langere cyclustijden en strengere inspecties. Rechtvaardig een dergelijke precisie altijd met een duidelijke toepassingsbehoefte om onnodige kosten te vermijden en de levensvatbaarheid van een project te garanderen.
Welke invloed hebben dunwandige behuizingen op de pasvorm?
Standaard perspassingen zijn vaak te agressief voor dunwandige behuizingen. Deze kwetsbare structuren hebben niet de stijfheid om de hoge druk van een standaard perspassing te weerstaan.
Dit kan leiden tot vervorming. In plaats van een stevige, uniforme grip krijg je een vervormde behuizing. Dit gaat ten koste van de prestaties en betrouwbaarheid van de hele assemblage.
De uitdaging van standaard pasvormen
Als je een lager in een dunne behuizing perst met een standaard interferentiepassing, wordt de wand van de behuizing naar buiten gedrukt. Het kan de radiale druk niet weerstaan. Dit is een veelvoorkomend probleem dat we aanpakken in onze projecten bij PTSMAKE.
| Type behuizing | Standaard Interferentie Fit Effect | Aanbevolen actie |
|---|---|---|
| Standaard muur | Veilige, uniforme grip | Ga verder met standaard pasvorm |
| Dunwandig | Vervorming, niet-uniform contact | Gebruik lichtere pasvormen |

De risico's van vervorming en niet-uniform contact
Wanneer een dunne behuizing vervormt, wordt ze vaak ovaal. Dit betekent dat het lager alleen contact maakt op een paar punten met hoge druk, in plaats van over de hele omtrek.
Dit niet-uniforme contact is een ernstig probleem. Er ontstaan spanningsconcentraties die kunnen leiden tot voortijdige lagerschade of scheuren in de behuizing. Het geheel verliest zijn beoogde precisie.
Bij PTSMAKE begeleiden we onze klanten bij het kiezen van de juiste lagertolerantie om dit te voorkomen. Het doel is om voldoende grip te bieden om slippen te voorkomen zonder dat er te veel hoepelspanning12 die het onderdeel vervormt.
Lichtere passingen zijn essentieel. Deze verminderen de radiale krachten die op de behuizing worden uitgeoefend. Soms is het gebruik van bevestigingsmaterialen of alternatieve montagemethoden een betere oplossing. Dit zorgt ervoor dat de assemblage stabiel blijft en presteert zoals ontworpen.
Belangrijkste risico's van onjuiste passing in dunne behuizingen
| Risico | Beschrijving | Gevolg |
|---|---|---|
| Vervorming | Behuizingswand vervormt onder druk. | Verlies van rondheid en precisie. |
| Stresspunten | Ongelijkmatig contact creëert hogedrukplekken. | Voortijdig falen van onderdelen. |
| Lagerschade | Niet-uniforme belasting van het lager. | Verkorte levensduur. |
| Losse pasvorm | Lagers kunnen wegglijden of ronddraaien in de behuizing. | Slijtage en functieverlies. |
Het gebruik van standaard pasvormen op dunwandige behuizingen veroorzaakt vervorming en niet-uniform contact. Dit brengt de integriteit van de assemblage in gevaar. Lichtere pasvormen of alternatieve montagemethoden zijn nodig om spanningsconcentraties te voorkomen en betrouwbaarheid te garanderen.
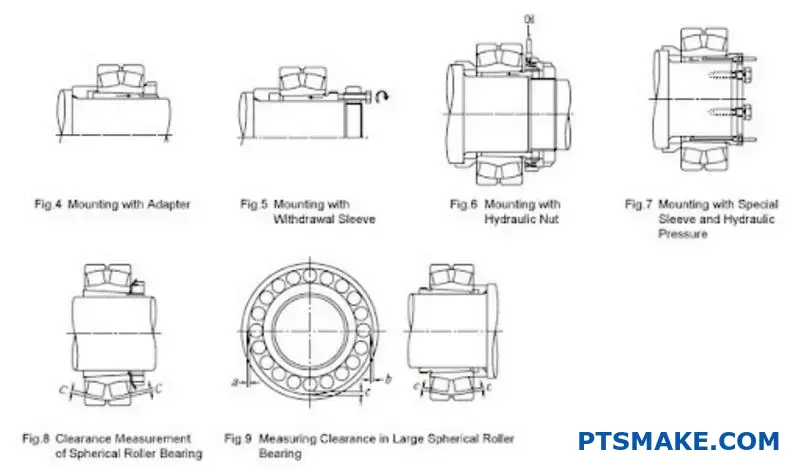
Wat is de juiste procedure voor het monteren van interferentielagers?
Het is van cruciaal belang dat interferentiepaslagers op de juiste manier worden gemonteerd. Dit proces zorgt voor een lange levensduur en optimale machineprestaties. De twee belangrijkste veilige methodes zijn thermische uitzetting en mechanisch persen.
Door het lager te verwarmen zet het uit, zodat het er gemakkelijk op kan schuiven. Bij persen wordt gecontroleerde kracht gebruikt voor de installatie. Beide methoden zijn effectief als ze goed worden uitgevoerd. De juiste keuze is essentieel om schade te voorkomen.
Hier volgt een kort overzicht:
| Methode | Beste voor | Belangrijke overwegingen |
|---|---|---|
| Lager Verwarming | Middelgrote tot grote lagers | Nauwkeurige temperatuurregeling |
| Gereedschapshouder/Hydraulische pers | Kleine tot middelgrote lagers | Juiste tooling en uitlijning |
Elke benadering vereist specifieke hulpmiddelen en technieken voor succes.
De thermische methode: Inductieverwarmers
Inductieverhitters zijn een moderne, veilige en efficiënte methode. Ze verwarmen de binnenring van het lager gelijkmatig en snel. Door deze gecontroleerde expansie glijdt het zonder kracht op de as, waardoor de interne spanning tot een minimum wordt beperkt.
Dit is veel veiliger dan oude methoden zoals oliebaden of open vuur. Je moet de temperatuur goed in de gaten houden. Oververhitting kan de eigenschappen van het staal permanent veranderen en het lager ruïneren. Een goede regel is om nooit warmer te worden dan 120°C (250°F).
De mechanische methode: Persen
Voor kleinere lagers werkt een hydraulische pers of een kolfpers goed. Deze methode vereist absolute precisie. Je moet een montagehuls gebruiken die volledig contact maakt met de voorkant van de ring die wordt gemonteerd.
Druk voor een asbevestiging alleen op de binnenring. Druk bij een behuizingsbevestiging alleen op de buitenring. Als je kracht uitoefent op de verkeerde ring, wordt deze doorgegeven via de wentellichamen. Dit kan leiden tot Pekelen13 en leiden tot voortijdig falen.
De juiste uitlijning is ook cruciaal. Hierdoor gaat het lager er recht op. De juiste passingtolerantie van het lager bepaalt de kracht die nodig is.
| Functie | Inductieverwarming | Hydraulische pers |
|---|---|---|
| Principe | Thermische uitzetting | Mechanische kracht |
| Controle | Hoog (temperatuur) | Matig (druk) |
| Risico | Oververhitting, vervuiling | Verkeerde uitlijning, brinelling |
| Snelheid | Snel voor grotere lagers | Snel voor kleinere lagers |
| Gereedschap | Verwarmingseenheid | Pers, montagehulzen |
Samengevat zijn zowel inductieverwarming als mechanisch persen betrouwbaar. Succes hangt af van het kiezen van de juiste methode, het gebruik van de juiste gereedschappen en het letten op details zoals temperatuur of druk om kostbare lagerschade te voorkomen.
Hoe selecteer je een passing voor een toepassing met een zeer nauwkeurige spindel?
De juiste passing kiezen is een delicate evenwichtsoefening. Voor zeer nauwkeurige spindels heb je een strakke passing nodig. Dit zorgt voor de vereiste stijfheid en nauwkeurigheid.
Te strak spannen levert echter problemen op. Het kan overmatige voorspanning veroorzaken en te veel warmte genereren. Dit brengt het hele systeem in gevaar.
De kern van de uitdaging
Het vinden van de goede plek is essentieel. Het zorgt ervoor dat de spindel betrouwbaar en nauwkeurig presteert gedurende zijn hele levensduur. Dit is een veelvoorkomende uitdaging die we samen met onze klanten bij PTSMAKE oplossen.
| Type pasvorm | Voordeel | Nadeel |
|---|---|---|
| Strakke pasvorm | Hoge stijfheid, betere nauwkeurigheid | Overmatige voorspanning, warmteontwikkeling |
| Lossere pasvorm | Lagere voorspanning, minder warmte | Potentiële trillingen, verminderde nauwkeurigheid |

De gevolgen begrijpen
Een verkeerde balans heeft ernstige gevolgen. De keuze heeft directe gevolgen voor de prestaties, de levensduur van onderdelen en de kwaliteit van de bewerkte onderdelen. Het is een beslissing die een zorgvuldige afweging van de bedrijfsomstandigheden vereist.
Het risico van overmatige voorbelasting
Een te nauwe passing verhoogt de interne belasting op de lagerelementen. Dit verhoogt de wrijving, die op zijn beurt aanzienlijke warmte genereert.
Als de spindel opwarmt, kan thermische expansie de passing nog strakker maken. Deze vicieuze cirkel vermindert de levensduur van de lagers drastisch. Het verhoogt ook de Hertziaanse contactspanning14 tussen de wentellichamen en de loopbanen, wat leidt tot voortijdig falen.
Het gevaar van onvoldoende pasvorm
Omgekeerd is een te losse passing ook nadelig. Er kunnen microbewegingen ontstaan tussen het lager en de behuizing of as.
Dit leidt tot corrosie, trillingen en klapperen tijdens het gebruik. Het resultaat is een slechte oppervlakteafwerking en een verlies aan maatnauwkeurigheid op het werkstuk.
De optimale zone vinden
De ideale lagerpassingstolerantie is niet één enkele waarde. Deze is afhankelijk van verschillende factoren. Onze ervaring leert dat snelheid, belasting en temperatuur moeten worden geanalyseerd om de optimale passing te vinden.
| Werkingsfactor | Invloed op de keuze van de pasvorm |
|---|---|
| Hoge snelheid | Leunt naar een lossere pasvorm om warmte te beheren |
| Zware ladingen | Neigt naar een strakkere pasvorm voor stijfheid |
| Hoge temperatuur | Neigt naar een lossere pasvorm om rekening te houden met uitzetting |
Het kiezen van de juiste pasvorm vereist een grondig begrip van de unieke vereisten van de toepassing.
De juiste passing van de spindel kiezen is een kritische afweging. Een strakke passing is nodig voor stijfheid en precisie, maar het risico bestaat dat de voorspanning te hoog wordt en dat de lagers te warm worden, wat de levensduur verkort. Het doel is een optimale balans voor topprestaties en duurzaamheid.
Precisie ontgrendelen: Vraag nu uw PTSMAKE lager tolerantie offerte aan!
Neem uw productie naar het volgende niveau met PTSMAKE! Als Lager fit tolerantie uitdagingen vertragen u naar beneden, vraag dan vandaag nog een offerte aan en ervaar ongeëvenaarde kwaliteit, snelle doorlooptijden, en deskundige CNC / spuitgieten ondersteuning. Laten we ingenieur oplossingen die uw zwaarste precisie-normen overschrijden-contact PTSMAKE nu!

Ontdek hoe deze elektrochemische slijtage optreedt en strategieën om deze te beperken. ↩
Begrijpen hoe materialen tijdelijk van vorm veranderen onder spanning, een belangrijk principe achter effectieve interferentie pasvormen. ↩
Begrijp hoe deze oppervlakteslijtage ontstaat en welke precisie nodig is om het te voorkomen. ↩
Leer hoe deze kritieke lagerafmeting wordt beïnvloed door temperatuur en passingselectie. ↩
Leer meer over deze veelvoorkomende foutmodus en hoe de juiste interferentiepatronen deze kunnen voorkomen. ↩
Begrijpen hoe deze microscopische pieken of asperiteiten wrijving, slijtage en smering in mechanische assemblages bepalen. ↩
Duik dieper in dit slijtagemechanisme en ontdek hoe u het effectief kunt tegengaan in uw mechanische assemblages. ↩
Begrijp hoe deze cruciale meting de nauwkeurigheid en prestaties van roterende systemen beïnvloedt. ↩
Leer hoe temperatuur de materiaalafmetingen beïnvloedt en uw kritische passingselectie beïnvloedt. ↩
Onderzoeken hoe de principes van materiaalspanning en -rek van toepassing zijn op de passing van onderdelen in precisieassemblages. ↩
Ontdek hoe CMM's de nauwkeurigheid op microniveau bieden die nodig is om krappe toleranties te controleren. ↩
Begrijp de belangrijkste kracht die vervorming veroorzaakt in dunwandige behuizingen. ↩
Begrijp wat Brinelling is en hoe onjuiste montagetechnieken deze permanente lagerschade kunnen veroorzaken. ↩
Begrijpen hoe voorbelasting invloed heeft op lageroppervlakken en levensduur. ↩






