

El mecanizado de titanio exige una precisión extrema, pero muchos talleres de CNC se enfrentan a su conocida reputación de endurecimiento por deformación, rápido desgaste de las herramientas y problemas térmicos. Estas dificultades suelen dar lugar a piezas rechazadas, presupuestos desorbitados y plazos incumplidos para componentes aeroespaciales y médicos críticos.
El mecanizado CNC del titanio requiere herramientas de corte especializadas, una gestión térmica precisa y parámetros de mecanizado estratégicos para superar su baja conductividad térmica y su tendencia a endurecerse por deformación, garantizando la producción satisfactoria de piezas de alto rendimiento.

Esta guía completa cubre todo, desde la selección del grado de titanio y las estrategias de mecanizado hasta la consecución de tolerancias ajustadas y la ampliación de la producción. Descubrirá técnicas probadas que abordan los desafíos comunes del mecanizado de titanio y aprenderá a evaluar proveedores para sus proyectos más exigentes.
Guía completa de calidades de titanio para mecanizado CNC
La elección del grado de titanio correcto es fundamental. Impacta directamente en el rendimiento y el costo de su pieza. No todo el titanio es igual.
Las diferencias entre calidades pueden ser enormes. Esto es especialmente cierto en el mecanizado CNC de piezas de titanio.
Analizaremos las opciones más comunes. Aprenderá cuál se adapta mejor a su proyecto. Comparemos algunos grados populares de titanio para mecanizado.
| Grado | Fuerza | Resistencia a la corrosión | Maquinabilidad |
|---|---|---|---|
| Grado 2 | Moderado | Excelente | Bien |
| 5º curso | Alta | Muy buena | Feria |
| Grado 23 | Alta | Excelente | Feria |
Esta guía le ayudará a elegir la aleación de titanio adecuada.
Grado 2: El caballo de batalla
El grado 2 es titanio comercialmente puro. Ofrece una excelente resistencia a la corrosión y conformabilidad. Esto lo convierte en una excelente opción para muchas aplicaciones.
Piense en piezas marinas o de procesamiento químico. Su principal contrapartida es su menor resistencia en comparación con las aleaciones. Sin embargo, su maquinabilidad es una ventaja significativa. Ahorra tiempo y desgaste de herramientas durante la producción.
Grado 5 (Ti-6Al-4V): La norma aeroespacial
El grado 5, o Ti-6Al-4V, es la aleación más popular. Proporciona una fantástica combinación de alta resistencia, bajo peso y buena resistencia a la corrosión. Las propiedades del Ti-6Al-4V lo hacen ideal para la industria aeroespacial.
Lo encontrará en componentes estructurales y piezas de motor. Su relación resistencia-peso simplemente no tiene igual en la mayoría de los otros metales. Es por eso que es tan valorado en campos de alto rendimiento.
Grado 23: La elección médica
El grado 23 es una versión de mayor pureza del grado 5. Tiene menor contenido de oxígeno, nitrógeno y hierro. Su contenido en oxígeno, nitrógeno y hierro es menor. Esto mejora su ductilidad y resistencia a la fractura.
Su principal característica es su excelente biocompatibilidad1. Esto lo convierte en la mejor opción para implantes médicos. Piense en tornillos óseos, clavos e implantes dentales. Es seguro para el contacto a largo plazo con el cuerpo humano.
| Característica | Grado 2 | Grado 5 (Ti-6Al-4V) | Grado 23 (ELI) |
|---|---|---|---|
| Composición | Comercialmente puro | Ti, 6% Al, 4% V | Ti, 6% Al, 4% V (Intersticiales extra bajos) |
| Fuerza | Baja | Alta | Alta |
| Ductilidad | Alta | Moderado | Alta |
| Uso principal | Industrial | Aeroespacial, Automoción | Implantes médicos |
Seleccionar el grado de titanio adecuado es crucial. El grado 2 ofrece una gran maquinabilidad. El grado 5 ofrece una resistencia superior para la industria aeroespacial. El grado 23 es el estándar para implantes médicos por su pureza y seguridad. Su aplicación dicta la elección.
Los cuatro retos principales de la maquinabilidad del titanio
Entonces, ¿por qué es tan difícil mecanizar el titanio? No es solo una cosa. Es una combinación de cuatro propiedades distintas. Cada una crea un problema único para los maquinistas.
Los ingenieros y los responsables de compras deben comprender estas cuestiones. Tienen un impacto directo en los costes de producción, los plazos y la calidad final de las piezas.
He aquí un rápido desglose de los principales culpables:
| Desafío | Impacto primario |
|---|---|
| Baja conductividad térmica | Calor extremo en la herramienta de corte |
| Endurecimiento del trabajo | El material se endurece durante el corte |
| Galling (Adherencia) | Soldaduras de titanio en la superficie de la herramienta |
| Alto desgaste de herramientas | Las herramientas se estropean muy rápidamente |
Abordar estos problemas de mecanizado del titanio no es opcional. Es esencial para el éxito.

Comprender el "por qué" detrás de estos desafíos es el primer paso para encontrar una solución. En PTSMAKE, hemos pasado años desarrollando estrategias para contrarrestar cada uno de estos problemas específicos en el mecanizado CNC de titanio. Requiere una mentalidad diferente a la del mecanizado de acero o aluminio.
Baja conductividad térmica: El problema del calor
El titanio no disipa bien el calor. Aproximadamente el 80% del calor generado durante el corte se transfiere directamente a la herramienta de corte, no a la viruta. Este calor extremo puede causar deformación y falla de la herramienta.
Reactividad química y corrosión
El titanio es altamente reactivo a altas temperaturas. Esto hace que las virutas se suelden al filo de corte de la herramienta. Este fenómeno, conocido como rozamiento2, La falta de adherencia puede provocar un mal acabado superficial y la rotura prematura de la herramienta. Es una lucha constante contra la adherencia.
El endurecimiento por deformación del titanio
El titanio tiene una tendencia a endurecerse cuando se está mecanizando. La presión y el calor de la herramienta de corte pueden hacer que la capa superficial sea significativamente más dura que el material base. Esto hace que los cortes posteriores sean mucho más difíciles, aumentando el desgaste de la herramienta.
El efecto dominó en el desgaste de las herramientas
Estos factores se combinan para crear un desgaste rápido y severo de la herramienta. El elevado calor, la reactividad química y el endurecimiento por deformación atacan simultáneamente a la herramienta de corte. Según nuestras pruebas internas, la vida útil de la herramienta puede reducirse drásticamente en comparación con otros metales comunes.
| Material | Vida útil relativa de las herramientas |
|---|---|
| Aluminio 6061 | 100% (Línea de base) |
| Acero inoxidable 304 | 25% |
| Titanio Ti-6Al-4V | <10% |
Esto hace que la gestión y sustitución de herramientas sea un factor de coste crítico.
Superar las dificultades de mecanizado del titanio —calor, endurecimiento y agarrotamiento— es crucial. Estos problemas aumentan directamente el desgaste de la herramienta, elevan los costos y pueden comprometer la calidad de la pieza si no son gestionados por un socio experimentado. El éxito requiere estrategias específicas para cada desafío.
Secretos para seleccionar las herramientas de corte adecuadas para el titanio
Elegir la herramienta adecuada es fundamental para el mecanizado de titanio. El principal enemigo es el calor. No se disipa a través de la viruta como con el acero. En cambio, se concentra en el filo de corte, lo que lleva a un rápido desgaste de la herramienta.
Por eso, las herramientas especializadas no son negociables. Las calidades de carburo de grano submicrónico son un buen punto de partida. Ofrecen la dureza necesaria. Un recubrimiento adecuado proporciona la barrera térmica.
Veamos algunas opciones de materiales comunes.
| Material de la herramienta | Resistencia al calor | Resistencia al desgaste | Aplicación |
|---|---|---|---|
| Carburo sin recubrimiento | Bien | Bien | Uso general |
| Carburo revestido de AlTiN | Excelente | Excelente | Mecanizado de alta velocidad |
| Carburo recubierto de PVD | Muy buena | Muy buena | Operaciones de acabado |
Seleccionar las mejores herramientas de corte para titanio significa adaptar el material y el revestimiento a su operación específica.

Más allá del material, la geometría de la herramienta es clave. Para mecanizar titanio con éxito, siempre busco herramientas con un filo cortante y un ángulo de desprendimiento positivo. Esto reduce las fuerzas de corte y, en consecuencia, la generación de calor. Un ángulo de hélice más alto, a menudo en torno a 35-45 grados, ayuda a evacuar la viruta. Una mala evacuación de la viruta puede provocar un nuevo corte, lo que es desastroso para la vida útil de la herramienta.
Los recubrimientos como el Nitruro de Aluminio y Titanio (AlTiN) son estándar. Forman una capa protectora de óxido de aluminio a altas temperaturas, aislando el sustrato de carburo. Esto cambia las reglas del juego. Hemos visto cómo la vida útil de la herramienta se extiende significativamente en nuestras pruebas simplemente cambiando al recubrimiento correcto.
Sin embargo, la estrategia de la trayectoria de la herramienta es igual de vital. Evite las curvas cerradas y los cambios bruscos de dirección. En su lugar, utilice trayectorias de fresado trocoidales o de fresado de alto rendimiento (HEM). Éstas mantienen un ángulo de acoplamiento de la herramienta constante. De este modo se evitan las cargas de choque y se controla el calor, que es una de las principales causas de desgaste por adherencia3. Facilita todo el proceso.
Las mejores herramientas de mecanizado de titanio no suelen ser las más baratas. Hay una clara compensación.
| Factor | Herramientas de alto rendimiento | Herramientas estándar |
|---|---|---|
| Coste inicial | Más alto | Baja |
| Vida útil de las herramientas | Significativamente más largo | Más corto |
| Velocidad de mecanizado | Más rápido | Más lento |
| Coste por pieza | Baja | Más alto |
Invertir más por adelantado en herramientas de metal duro de alta calidad para titanio merece la pena. Obtendrá una mayor vida útil, tiempos de ciclo más rápidos y, en última instancia, un menor coste por pieza acabada. En PTSMAKE, guiamos a nuestros socios en esta decisión.
El éxito en el mecanizado de titanio depende de una combinación estratégica de material de herramienta, geometría específica y trayectorias de herramienta inteligentes. Este enfoque holístico gestiona el calor y el desgaste, equilibrando el coste inicial de la herramienta con el rendimiento a largo plazo para reducir el coste final por pieza.
Cómo conseguir tolerancias ajustadas en piezas CNC de titanio
Lograr una precisión de ±0.001 pulgadas o más ajustada en titanio es una verdadera prueba de la habilidad de un taller de mecanizado. No se trata solo de cortar metal. Se trata de controlar un material difícil.
Éxito en mecanizado de titanio de alta precisión exige un enfoque holístico. Hay que controlar el calor, fijar la pieza perfectamente y utilizar el equipo adecuado. Cada paso es fundamental.
| Desafío | Estrategia básica |
|---|---|
| Acumulación de calor | Gestión eficaz del refrigerante |
| Desviación de la pieza | Fijación robusta |
| Precisión dimensional | Inspección durante el proceso |
Mantener estos piezas de titanio de tolerancia ajustada requiere dominar estas áreas básicas. Hay muy poco margen para el error.

Estrategias de ingeniería para la precisión
Para tener éxito en mecanizado de precisión de titanio, tienes que ir más allá de las prácticas estándar. Requiere una comprensión profunda del comportamiento del material bajo estrés. Aquí en PTSMAKE, nos centramos en cuatro áreas clave.
La gestión térmica es crucial
El titanio no disipa bien el calor. Esto significa que el calor se concentra en la herramienta de corte, lo que provoca un desgaste rápido. El refrigerante a alta presión no es solo una sugerencia; es un requisito. Elimina las virutas y evita que el calor arruine la superficie y las dimensiones de la pieza.
Fijación para una rigidez absoluta
Al mecanizar titanio, las fuerzas de corte son elevadas. Una fijación débil permitirá que la pieza vibre o se desvíe, imposibilitando las tolerancias estrechas. A menudo diseñamos fijaciones a medida que soportan el componente de forma rígida, evitando cualquier movimiento durante el mecanizado. mecanizado cnc de titanio proceso.
La máquina adecuada para cada trabajo
Su máquina CNC debe estar a la altura de las circunstancias. Esto significa una máquina rígida y resistente con husillos de alto par y una desviación mínima. Sin una máquina capaz, tendrá una batalla perdida contra la desviación de la herramienta y las vibraciones.
| Requisitos de la máquina | Por qué es importante |
|---|---|
| Alta rigidez | Evita las vibraciones y el traqueteo |
| Husillo de alto par | Mantiene la velocidad de corte bajo carga |
| Vías/guías de precisión | Garantiza un posicionamiento preciso de la herramienta |
Un fallo en cualquiera de estas áreas compromete todo el proceso. El riesgo de rozamiento4 también aumenta con reglajes inadecuados, que pueden soldar virutas a la herramienta.
Inspección durante el proceso
No puede esperar hasta el final para medir la pieza. Utilizamos sondas en proceso para comprobar las dimensiones críticas durante todo el ciclo de mecanizado. Esto nos permite compensar el desgaste de la herramienta o la dilatación térmica en tiempo real, garantizando que la pieza final sea perfecta.
Conseguir tolerancias estrechas en titanio requiere un sistema. Combina control térmico, sujeción rígida, maquinaria capaz y medición constante. Este enfoque sistemático transforma un material difícil en una pieza acabada que cumple las especificaciones más exigentes.
Guía completa para el acabado y desbarbado de piezas de titanio
Después del mecanizado CNC de titanio, el viaje no ha terminado. El postprocesamiento es donde una buena pieza se vuelve excepcional. Esta etapa crucial define su aspecto, tacto y rendimiento finales.
Eficaz desbarbado del titanio elimina los bordes afilados dejados por el mecanizado. Esto es fundamental para la seguridad y el correcto funcionamiento.
A continuación, el acabado superficial mejora la estética y las propiedades. Las opciones van desde revestimientos duraderos hasta pulidos de alto brillo. Elegir bien acabado de piezas de titanio método es clave.
| Etapa del proceso | Objetivo principal | Impacto |
|---|---|---|
| Desbarbado | Eliminar rebabas y bordes afilados | Seguridad, funcionalidad |
| Acabado | Alterar las propiedades de la superficie | Estética, durabilidad |

Técnicas eficaces para desbarbar titanio
La tenacidad del titanio hace que las rebabas sean rebeldes. El desbarbado manual es común pero puede ser inconsistente. Para mayor precisión, a menudo recurrimos a métodos automatizados.
El vibrado es excelente para piezas pequeñas. Utiliza medios abrasivos para eliminar suavemente las rebabas. Para características internas complejas, el desbarbado electroquímico ofrece una solución sin contacto. Disuelve las rebabas sin afectar la integridad de la pieza.
Principales opciones de tratamiento superficial del titanio
El acabado adecuado depende totalmente de la aplicación. Cada tratamiento superficial del titanio ofrece ventajas únicas tanto funcionales como estéticas.
Anodizado
El anodizado crea una capa de óxido duradera sobre el titanio. Este proceso mejora la resistencia al desgaste y la corrosión. También permite una coloración vibrante y permanente sin pintura. Esto se consigue mediante un pasivación electroquímica5 que espesa la película de óxido natural.
Granallado
El granallado produce un acabado mate uniforme y no direccional. Limpia la superficie y puede mejorar la resistencia a la fatiga al crear tensión de compresión. Es una forma rentable de conseguir un aspecto limpio y profesional.
Pulido
Para aplicaciones que requieren una superficie lisa y reflectante, el pulido es ideal. Reduce la fricción de la superficie y mejora el aspecto estético. Suele ser un proceso de varios pasos, que empieza con abrasivos gruesos y termina con compuestos finos.
| Método de acabado | Beneficio clave | Aplicación común |
|---|---|---|
| Anodizado | Resistencia a la corrosión, Color | Implantes médicos, aeroespacial |
| Granallado | Acabado mate uniforme | Piezas de automoción, utillaje |
| Pulido | Baja fricción, estética | Electrónica de consumo, Joyería |
El post-mecanizado no es una ocurrencia tardía. El desbarbado adecuado del titanio garantiza la seguridad y el ajuste, mientras que el acabado superficial estratégico dicta el rendimiento final de la pieza, la resistencia a la corrosión y el valor estético, que son vitales después mecanizado cnc de titanio.
Factores de coste en el mecanizado CNC de titanio: Un desglose transparente
Comprender el precio de las piezas de titanio requiere una mirada clara a sus impulsores de costos principales. No es solo una cosa lo que lo hace caro; es una combinación de factores.
Principales factores de coste
Las principales razones por las que el mecanizado del titanio es caro son sencillas. El elevado coste de la materia prima es el punto de partida.
Luego viene el tiempo de mecanizado lento. Debemos hacer funcionar las máquinas a velocidades más bajas para controlar el calor y el desgaste de las herramientas. Esto aumenta directamente las horas necesarias por pieza.
Por último, el rápido consumo de herramientas y las operaciones secundarias necesarias se suman al coste final.
| Costes | Repercusión en el precio final | Razón |
|---|---|---|
| Materia prima | Alta | Escasez inherente y difícil proceso de extracción. |
| Tiempo de mecanizado | Alta | Baja velocidad de corte necesaria para la gestión térmica. |
| Coste de utillaje | Alta | Desgaste rápido de herramientas de corte especializadas y caras. |
| Operaciones secundarias | Medio | A menudo necesario para la integridad y el acabado de la superficie. |

Profundicemos en por qué estos elementos impactan tanto el costo del mecanizado de titanio. Es más que solo el precio de la barra de metal. El costo real emerge en el taller.
El multiplicador del tiempo de mecanizado
El mecanizado lento no es solo una inconveniencia; es un multiplicador de costos importante. La baja conductividad térmica del titanio atrapa el calor en el filo de corte. Esto nos obliga a reducir las velocidades para evitar fallas en la herramienta y daños en el material.
Este lento proceso también aumenta el riesgo de endurecimiento del trabajo6, donde el material se vuelve aún más duro durante el corte. Esto hace que los pases posteriores sean más difíciles y desgasta aún más las herramientas. Es un ciclo desafiante.
Costes de utillaje y transformación secundaria
En PTSMAKE, utilizamos herramientas de metal duro especializadas con recubrimientos específicos para el mecanizado de titanio por CNC. Éstas son más caras y se desgastan más rápido que las herramientas estándar, por lo que hay que sustituirlas con frecuencia. Este consumo es un coste directo y recurrente.
Las operaciones secundarias como el tratamiento térmico o el anodizado a menudo no son opcionales. Son críticas para lograr las propiedades mecánicas requeridas de la pieza o la resistencia a la corrosión. Cada paso agrega otra capa de costo y tiempo al proyecto.
| Operación | Propósito | Impacto relativo en los costes |
|---|---|---|
| Tratamiento térmico | Alivio del estrés, aumento de la fuerza | Medio |
| Anodizado | Resistencia a la corrosión, acabado superficial | Bajo a medio |
| Rectificado | Lograr tolerancias estrictas | Alta |
| Pasivación | Mejorar la resistencia a la corrosión | Bajo |
Los principales factores de coste -material, tiempo de mecanizado prolongado, elevado consumo de herramientas y operaciones secundarias esenciales- explican colectivamente por qué el mecanizado CNC de titanio es un servicio de primera calidad. Una planificación adecuada es crucial para elaborar presupuestos precisos y controlar los costes.
Secretos del diseño para la fabricación (DFM) de piezas de titanio
Al diseñar piezas de titanio, hay que seguir unas reglas específicas. No es un material que perdone fácilmente los fallos de diseño.
Seguir una guía clara de DFM del titanio es esencial. Le ayudará a evitar problemas de mecanizado comunes y costosos antes de que se produzcan.
Dimensiones clave para el diseño de titanio mecanizable
Centrémonos primero en la geometría central. El espesor de la pared y los radios internos son puntos de partida críticos para cualquier diseño exitoso.
Los radios generosos nos permiten utilizar herramientas más grandes y estables. Esto reduce las vibraciones y mejora el acabado superficial, lo que repercute directamente en la calidad de las piezas.
Según nuestras pruebas, atenerse a estos parámetros es una apuesta segura.
| Característica | Especificaciones recomendadas | Razón principal |
|---|---|---|
| Espesor mínimo de pared | > 1,0 mm (0,040") | Evita el alabeo y la vibración de las piezas |
| Radio interno mínimo | > 0,8 mm (0,031") | Reduce la tensión de la herramienta y las fuerzas de corte |
Estas sencillas reglas constituyen la base de un diseño de titanio eficaz y mecanizable.

Inmersión más profunda: profundidad de los agujeros y accesibilidad de los elementos
Muchos diseños tropiezan cuando se trata de agujeros y características complejas. Las propiedades únicas del titanio hacen que estas zonas sean especialmente complicadas para el mecanizado CNC.
Los agujeros profundos, por ejemplo, son una fuente importante de fallas en las herramientas. El calor no se disipa bien y la evacuación de virutas se vuelve increíblemente difícil. El acceso deficiente a la herramienta también complica las cosas. A menudo requiere accesorios personalizados o herramientas más largas, lo que reduce la rigidez y la precisión.
Durante el proceso de mecanizado, unos avances y velocidades incorrectos pueden provocar endurecimiento del trabajo7, lo que hace que el material sea aún más difícil de cortar. Este es un problema que vemos a menudo con diseños que no están optimizados.
Optimización del acceso y la eficacia de las herramientas
Considere siempre cómo abordará una herramienta cada característica. Si el acceso está bloqueado, obliga a configuraciones multieje más complejas y costosas.
Hemos descubierto que estas pautas mejoran enormemente la maquinabilidad.
| Aspecto del diseño | Directriz DFM | Impacto en el mecanizado CNC de titanio |
|---|---|---|
| Relación profundidad/diámetro del orificio | Mantener por debajo de 6:1 | Mejora la extracción de virutas, reduce el riesgo de rotura de la herramienta |
| Accesibilidad | Garantizar trayectorias claras de las herramientas | Minimiza los ajustes y permite utilizar herramientas más cortas y rígidas. |
Al simplificar la geometría y garantizar un buen acceso, hace que la pieza sea intrínsecamente más fácil y barata de producir. Es un principio fundamental de un buen diseño para la fabricación.
El cumplimiento de estas directrices de DFM del titanio en cuanto a grosor de pared, radios y profundidad de los orificios es crucial. Un diseño adecuado reduce significativamente el tiempo de mecanizado, disminuye los costes y evita retrasos en la producción, garantizando un proceso más fluido desde el prototipo hasta la producción en PTSMAKE.
Mecanizado CNC de 5 ejes para geometrías complejas en titanio
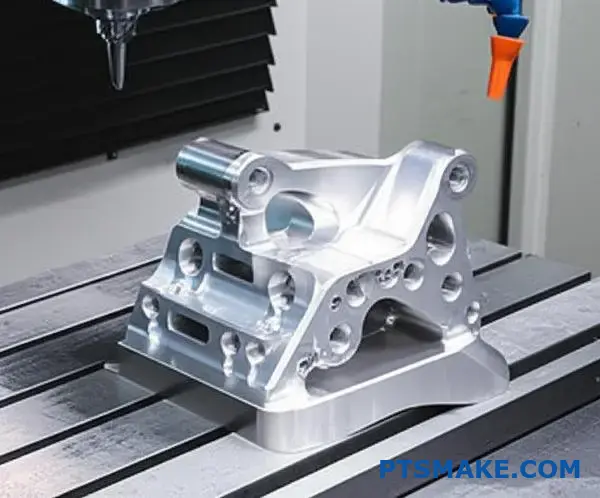
Cuando se mecaniza titanio, la complejidad suele ser un hecho. Esto es especialmente cierto en el caso de piezas como los soportes aeroespaciales o los implantes médicos. Estos componentes exigen una precisión absoluta.
Aquí es donde destaca el mecanizado de titanio en 5 ejes. Nos permite abordar características complejas desde múltiples ángulos en una sola configuración.
Este método mejora directamente la precisión y la integridad. Minimiza los riesgos que conlleva volver a sujetar una pieza. Las ventajas para las piezas complejas de titanio son evidentes.
| Ventaja | Impacto en las piezas de titanio |
|---|---|
| Menos configuraciones | Reduce el error acumulativo |
| Mejor acceso a las herramientas | Permite contornos complejos |
| Mayor precisión | Cumple las estrictas especificaciones aeroespaciales y médicas |
La ventaja de una única instalación
La principal ventaja del mecanizado de titanio con CNC multieje es la "puesta a punto única". Cada vez que se mueve y se vuelve a fijar una pieza, se introduce un pequeño riesgo de error. Esto puede suponer un gran problema.
Al mecanizar por cinco lados sin volver a fijar, eliminamos virtualmente esta variable. Esto protege la precisión geométrica de la pieza de principio a fin. Es un principio fundamental que seguimos en PTSMAKE para todos los componentes críticos.
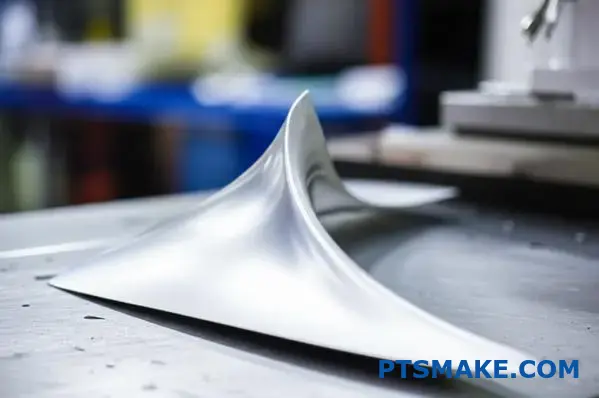
Descifrar geometrías complejas
For components with contoured surfaces, like fluid components or implants, 5-axis isn’t just better; it’s necessary. It lets the cutting tool remain tangent to the surface.
Este movimiento continuo crea acabados superficiales superiores. También nos permite mecanizar cavidades profundas y complejas que son imposibles en máquinas de 3 ejes. El error acumulativo, también conocido como apilamiento de tolerancia8, se reduce considerablemente con este método.
3 ejes frente a 5 ejes para titanio
| Característica | Mecanizado en 3 ejes | Mecanizado en 5 ejes |
|---|---|---|
| Configuraciones necesarias | Múltiples | Soltero (a menudo) |
| Precisión en los contornos | Baja | Muy alta |
| Duración del ciclo | Más largo | Más corto |
| Parte Integridad | Bueno, pero los riesgos de la refinanciación | Excelente |
Esta eficacia en el mecanizado cnc de titanio permite obtener mejores piezas, más rápidamente.
En resumen, el mecanizado en 5 ejes cambia las reglas del juego de las piezas complejas de titanio. Reduce los tiempos de preparación, aumenta la precisión en superficies curvas y garantiza una integridad superior de la pieza. Esto lo hace esencial para aplicaciones críticas en las industrias aeroespacial y médica.
Cómo garantizar la trazabilidad de los materiales de los componentes críticos de titanio
In high-stakes industries like aerospace and medical, material traceability isn’t just a best practice. It is an absolute requirement.
Todos los componentes críticos de titanio deben tener un historial verificable. Este proceso garantiza el rendimiento, la seguridad y la fiabilidad en condiciones extremas.
Todo comienza con el abastecimiento de material certificado. Le sigue un meticuloso seguimiento térmico y del número de lote. Esto es fundamental para mecanizado de titanio certificado.
Debe documentarse todo el recorrido, desde la materia prima hasta la pieza acabada.
| Característica | Titanio trazable | Titanio no rastreable |
|---|---|---|
| Verificación | Informes de fábricas certificadas | Origen desconocido |
| Riesgo | Bajo; cumple las normas | Alto; Fallo potencial |
| Cumplimiento | Preparado para auditorías | No conforme |

Los pilares de la trazabilidad: Aprovisionamiento, seguimiento y documentación
Certified sourcing is the foundation. We only partner with suppliers who provide complete documentation for every batch of titanium. This always includes Mill Test Reports (MTRs) that verify the material’s exact chemical and physical properties against required specifications.
Seguimiento térmico y de número de lote
Once the certified material arrives at our facility, we assign it a unique internal tracking number. This number is directly linked to the original supplier’s heat or lot number.
Este vínculo se mantiene durante todo el mecanizado cnc de titanio flujo de trabajo. Desde el corte y el fresado hasta el acabado y la inspección final, cada paso se registra con este número. De este modo se crea un cadena de custodia9 desde la barra en bruto hasta el componente final que recibe.
Preparación para las auditorías
Esta meticulosa documentación hace que las auditorías sean sencillas y transparentes. Podemos obtener al instante el historial completo de fabricación de cualquier pieza. Esta preparación es crucial para cumplir los estrictos normas del titanio aeroespacial como AS9100 y demuestra nuestro control de procesos.
| Tipo de documento | Propósito |
|---|---|
| Informe de pruebas de molienda (MTR) | Certifica las propiedades de la materia prima procedente del molino. |
| Certificado de conformidad (CdC) | Confirma que las piezas cumplen todos los requisitos especificados. |
| Orden de trabajo interna | Tracks the part’s journey through production. |
Robusto trazabilidad del material de titanio is built on certified sourcing, diligent tracking, and thorough documentation. This system is not just for compliance; it’s a fundamental part of risk management and quality assurance for every critical component we manufacture.
Guía definitiva sobre titanio y aluminio para piezas CNC
Choosing between titanium and aluminum is a critical decision. It directly impacts your part’s performance, weight, and final cost. This is not just about picking the stronger material.
It’s about matching properties to your specific application needs. For hardware leaders, understanding this material comparison for CNC is key to success.
Comparación de un vistazo
Es esencial echar un vistazo rápido a las diferencias fundamentales. He aquí un resumen de alto nivel de los grados más comunes con los que trabajamos.
| Característica | Titanio (Ti-6Al-4V) | Aluminio (6061-T6) |
|---|---|---|
| Fuerza | Muy alta | Moderado |
| Peso | Más pesado que el Al | Muy ligero |
| Coste | Alta | Bajo |
| Maquinabilidad | Difícil | Excelente |
Este cuadro muestra los compromisos fundamentales que gestionamos a diario.

Una inmersión más profunda: Rendimiento frente a coste
Cuando analizamos la relación resistencia-peso, el titanio es el claro vencedor. Por eso es un elemento básico en los implantes aeroespaciales y médicos. Su rendimiento bajo tensión y a altas temperaturas no tiene parangón con el aluminio. Sin embargo, este rendimiento superior tiene un precio.
Los retos en mecanizado cnc de titanio son significativos. Tiene una baja conductividad térmica, lo que atrapa el calor en la punta de la herramienta. Esto provoca un desgaste más rápido de la herramienta y reduce la velocidad de mecanizado. Nuestro proceso en PTSMAKE implica herramientas especializadas y estrategias de refrigeración para gestionar esto.
Resistencia a la corrosión y matices de aplicación
El titanio forma una capa de óxido estable y pasiva. Esto lo hace increíblemente resistente a la corrosión del agua salada y de muchos productos químicos industriales. El aluminio también es resistente a la corrosión, pero puede ser vulnerable. Es susceptible a Corrosión galvánica10 en contacto con metales más nobles.
Este mecanizado de titanio frente a aluminio La decisión depende a menudo del entorno operativo. Una aplicación marina puede exigir titanio, mientras que una carcasa de electrónica de consumo es perfecta para el aluminio.
Comparación de materiales basada en datos
| Propiedad | Titanio (Grado 5) | Aluminio (6061) | Aluminio (7075) |
|---|---|---|---|
| Densidad (g/cm³) | 4.43 | 2.70 | 2.81 |
| Resistencia a la tracción (MPa) | ~950 | ~310 | ~572 |
| Grado de maquinabilidad | Pobre | Bien | Feria |
Our test results show even high-strength 7075 aluminum doesn’t reach titanium’s level. This data is crucial when choosing titanium or aluminum for demanding parts.
The choice between titanium and aluminum for CNC parts is a balance. You must weigh superior strength and corrosion resistance against higher material and machining costs. The application’s specific requirements will always guide the best material selection for your project.
Cómo evitar la deformación de las piezas de titanio durante el mecanizado
La distorsión de las piezas de titanio es un quebradero de cabeza habitual. Se debe a la elevada tensión residual del material. Las fuerzas del mecanizado liberan esta tensión de forma desigual.
This leads to warping and dimensional instability. Preventing titanium warping requires a thoughtful strategy from the very start. It’s not just about cutting metal.
El problema principal: la tensión de mecanizado
Machining stress in titanium is significant. The material’s low thermal conductivity traps heat in the cutting zone. This heat, combined with cutting forces, induces stress. Poor strategy makes it worse.
Un enfoque inteligente controla cuidadosamente estos factores.
A multi-step process is crucial for preventing titanium warping. We can’t treat it like aluminum or steel. Each step must be designed to manage and relieve stress. Ignoring this guarantees dimensional problems later on.
Desbaste y acabado estratégicos
Nunca mecanizamos una pieza de titanio hasta su dimensión final de una sola vez. En primer lugar, realizamos una operación de desbaste. Dejamos una cantidad constante de material, normalmente de 0,5 mm a 1,5 mm, en todas las superficies. Esta pasada inicial elimina la mayor parte del material y absorbe la mayor parte de la Tensión residual11.
Tras el desbaste, es esencial una fase de eliminación de tensiones. Puede ser un tratamiento térmico. La pieza se calienta a una temperatura específica y luego se enfría lentamente. Este proceso relaja las tensiones internas introducidas durante el desbaste.
| Método de alivio del estrés | Beneficio clave | Aplicación típica |
|---|---|---|
| Recocido térmico | Muy eficaz para reducir el estrés | Piezas aeroespaciales críticas |
| Alivio vibratorio del estrés | Más rápido, sin distorsión térmica | Grandes estructuras no críticas |
Técnicas avanzadas de fijación
Por último, realizamos la pasada de acabado. Para ello es fundamental una fijación adecuada. Utilizamos fijaciones de baja fuerza de sujeción. Así evitamos introducir nuevas tensiones en la pieza ya estabilizada. El objetivo es sujetar la pieza firmemente sin deformarla. Esto garantiza que las dimensiones finales sean precisas y estables después del proceso de acabado. mecanizado cnc de titanio proceso.
La gestión de las tensiones internas es clave para evitar la distorsión de las piezas de titanio. Una secuencia de desbaste, eliminación de tensiones y acabado cuidadoso no es opcional. Es fundamental para conseguir precisión dimensional y estabilidad en cada componente de titanio que producimos en PTSMAKE.
La guía definitiva de las mejores prácticas para la creación de prototipos en Titanium
La creación eficiente de prototipos de titanio ahorra tiempo y dinero. La clave está en saber cuándo apostar por este material de primera calidad. Para las comprobaciones iniciales de forma y ajuste, utilizar un sustituto suele ser más inteligente.
Este método permite perfeccionar el diseño con rapidez. Una vez que el concepto es sólido, puede pasar al titanio real. Así protegerá su presupuesto de las costosas revisiones iniciales.
Cuándo utilizar materiales sustitutivos
Considerar sustitutos para los prototipos en fase inicial. Esto ayuda a validar la ergonomía y el montaje sin el elevado coste del titanio.
| Fase de prototipo | Material recomendado | Objetivo principal |
|---|---|---|
| Modelo conceptual | Plástico impreso en 3D (PLA, ABS) | Forma y ajuste |
| Funcional (poco estresante) | Aluminio (por ejemplo, 6061) | Mecánica básica |
| Preproducción | Titanio (Ti-6Al-4V) | Validación completa |
Este método escalonado le garantiza que sólo invertirá en mecanizado de prototipos de titanio when you’re confident in the design.

Estrategias para prototipos rápidos
La velocidad es fundamental en prototipado rápido de titanio. El éxito depende de una planificación inteligente y una comunicación clara con su socio fabricante. En PTSMAKE nos centramos en ello.
Una revisión bien definida del Diseño para la Fabricación (DFM) es el primer paso. En el caso del titanio, esto significa simplificar las geometrías en la medida de lo posible. También significa diseñar un acceso óptimo a las herramientas para reducir el tiempo de mecanizado.
El titanio tiene propiedades únicas. Es propenso al endurecimiento por deformación y tiene una baja conductividad térmica. Estos factores pueden provocar el desgaste de la herramienta y problemas de acabado superficial. Un problema común es rozamiento12, donde los materiales se adhieren bajo presión.
Nuestro análisis DFM, basado en la investigación en colaboración con los clientes, ayuda a prevenir estos problemas. Agiliza el mecanizado cnc de titanio proceso.
Validación del diseño de Titanium
Antes de la producción completa, es esencial realizar pruebas rigurosas. Esto confirma que su pieza cumple todos los requisitos funcionales y de rendimiento.
| Paso de validación | Propósito | Método |
|---|---|---|
| Análisis dimensional | Verificar la precisión geométrica | Inspección MMC, escaneado 3D |
| Pruebas mecánicas | Pruebas de resistencia y durabilidad | Ensayos de tracción, fatiga e impacto |
| Pruebas funcionales | Confirmar el rendimiento en el mundo real | Montaje y pruebas de campo |
Estos pruebas de diseños de titanio garantizan que el producto final sea fiable y eficaz, evitando costosos fallos posteriores.
La creación eficiente de prototipos de titanio requiere un enfoque estratégico. Utilice materiales sustitutivos para una validación temprana, aplique los principios DFM para agilizar el proceso y realice pruebas exhaustivas antes de comprometerse con la producción a gran escala. De este modo se equilibran eficazmente el coste, el tiempo y la calidad.
Cómo pasar del prototipo de titanio a la producción
Moving from a single titanium prototype to full-scale production is a major leap. It’s not just about making more parts. It requires a completely different mindset and a robust plan.
El éxito de una transición se basa en una estrategia sólida. Este plan debe abarcarlo todo. Incluye el utillaje, la validación de procesos, el control de calidad y la cadena de suministro. Sin él, los costes se disparan y los plazos se incumplen.
Pilares clave de la transición
| Escenario | Enfoque | Objetivo |
|---|---|---|
| Herramientas | Durabilidad y velocidad | Minimizar el tiempo de inactividad y el tiempo de ciclo |
| Proceso | Repetibilidad | Garantizar que todas las piezas cumplen las especificaciones |
| Calidad | Escalabilidad | Mantener los estándares a gran volumen |
| Cadena de suministro | Fiabilidad | Asegurar el flujo de materiales y entregas |

Scaling up your titanium part production requires a documented transition plan. This isn’t just a suggestion; it’s essential for success when moving from low to high volume titanium manufacturing. At PTSMAKE, we focus on four critical areas to ensure a smooth ramp-up.
Optimización de su estrategia de utillaje
Su utillaje de prototipo no sobrevivirá a las tiradas de producción. Para a gran escala mecanizado cnc de titanio, necesita herramientas robustas fabricadas con metal duro u otros materiales duraderos. Optimizamos las trayectorias de las herramientas y las estrategias de refrigeración específicamente para grandes volúmenes de producción. Esto reduce los tiempos de ciclo y prolonga la vida útil de las herramientas.
Validación del proceso de fabricación
Un proceso validado es un proceso repetible. Pasamos de los controles de una sola pieza al Control Estadístico de Procesos (CEP). Esto garantiza la estabilidad y la previsibilidad. Los informes de inspección del primer artículo (FAI) confirman que el proceso de producción crea piezas que cumplen todas las especificaciones. Consistente Portapiezas13 es un aspecto crítico, pero a menudo pasado por alto, de esta etapa.
Ampliar el control de calidad y la logística
La inspección manual no es viable para miles de piezas. Implantamos sistemas automatizados como MMC y escáneres ópticos. Esto amplía el control de calidad de forma eficaz. En cuanto a la logística, nos aseguramos contratos a largo plazo para el titanio en bruto. Esto garantiza la disponibilidad del material y estabiliza los precios, lo que es crucial para fabricar piezas de titanio a gran escala.
| Aspecto | Fase de prototipo | Fase de producción |
|---|---|---|
| Herramientas | Más blando, menos duradero | Carburo endurecido de larga duración |
| Validación | Medición manual | Control estadístico de procesos (CEP) |
| Inspección | 100% manual check | MMC automatizada, planes de muestreo |
| Suministro | Compras al contado | Acuerdos a largo plazo con proveedores |
Un plan estructurado no es negociable para ampliar la producción de titanio. Al abordar estratégicamente el utillaje, la validación de procesos, el control de calidad y la logística de la cadena de suministro, podrá pasar sin problemas de un único prototipo a la fabricación de grandes volúmenes, garantizando la coherencia y la fiabilidad.
Guía completa para la inspección de calidad del titanio mecanizado
Inspeccionar piezas de titanio es algo más que medir. Requiere un enfoque sistemático del control de calidad. Así se garantiza que cada componente cumpla las especificaciones exactas.
En PTSMAKE integramos herramientas avanzadas con marcos de procesos estrictos. Esta combinación es crucial para lograr resultados coherentes.
Metodologías clave de inspección
Contamos con varios instrumentos de alta precisión para una validación exhaustiva. Cada herramienta cumple una función específica en nuestro flujo de trabajo de control de calidad para inspeccionar piezas de titanio.
| Herramienta | Uso principal | Nivel de precisión |
|---|---|---|
| MMC | Geometrías 3D complejas | Muy alta |
| Comparador óptico | Perfiles y características 2D | Alta |
| Comprobador de rugosidad | Medición del acabado superficial | A nivel micro |
| Calibradores de roscas | Precisión de la rosca (Go/No-Go) | Normalizado |
Estas herramientas proporcionan los datos que necesitamos. Pero el marco del proceso garantiza que los datos se utilicen eficazmente para un verdadero control de calidad del titanio.

Un plan de inspección integral es la hoja de ruta para la calidad. Detalla cada verificación, desde la verificación de la materia prima hasta la aprobación final. Este plan no es estático; es un documento vivo.
Inspección del primer artículo (FAI)
La Inspección de Primera Artículo (FAI) es un hito crítico. Es una verificación completa de la primera pieza de la tirada de producción contra los planos de diseño. Para piezas complejas de mecanizado CNC de titanio, la FAI confirma que todo nuestro proceso —utillaje, programación y configuración— es correcto antes de que comience la producción en masa. Previene errores costosos más adelante.
Control durante el proceso
No esperamos hasta el final para encontrar problemas. Utilizamos métodos como Control estadístico de procesos (CEP)14 para supervisar el proceso de fabricación en tiempo real. Esto nos permite detectar y corregir cualquier desviación en el momento en que se produce. Este enfoque proactivo garantiza la estabilidad y la repetibilidad.
En la tabla siguiente se describe un flujo de inspección típico para un componente de titanio.
| Escenario | Actividad | Consideraciones clave sobre el titanio |
|---|---|---|
| Recepción | Verificación de certificados de materiales | Grado correcto (por ejemplo, Grado 5) y procedencia |
| En proceso | Supervisión de características clave (SPC) | Desgaste de la herramienta, dilatación térmica |
| Final | 100% Comprobación de dimensiones críticas | Conformidad con GD&T, medición CMM |
Este proceso estructurado es fundamental. Es como garantizamos que cada pieza que entregamos sea idéntica y cumpla todos los requisitos.
Un control de calidad eficaz del titanio integra herramientas de precisión como las MMC con procesos estructurados como FAI y SPC. Esto garantiza que la estabilidad del proceso y la conformidad de la pieza se mantienen desde el primer artículo hasta la unidad de producción final, garantizando la fiabilidad.
Cómo evaluar a un socio de CNC para el mecanizado de titanio
Elegir un proveedor de mecanizado de titanio es fundamental. El socio adecuado garantiza que sus piezas de alto rendimiento cumplan las especificaciones. El incorrecto puede provocar costosos retrasos y fallos.
Esta lista de comprobación le ayudará a evaluar sistemáticamente los talleres de CNC. Abarca las áreas básicas más importantes para el éxito de los proyectos de titanio.
Áreas clave para la investigación
Utilice esta guía para los equipos de compras e ingeniería. Proporciona un marco claro para tomar una decisión informada.
| Categoría de evaluación | Preguntas clave |
|---|---|
| Capacidad de la máquina | ¿Disponen de máquinas de 5 ejes rígidas y de alto par? |
| Experiencia en materiales | ¿Pueden hablar de grados específicos de titanio (por ejemplo, grado 5 frente a grado 2)? |
| Sistemas de calidad | ¿Tienen la certificación AS9100 o ISO 13485? |
| Experiencia relevante | ¿Pueden mostrar ejemplos de piezas complejas similares? |
Un socio competente en la fabricación de titanio responderá con confianza a estas preguntas.

Encontrar el socio adecuado para el mecanizado cnc de titanio va más allá de una simple comparación de presupuestos. Es necesario profundizar en sus capacidades técnicas y procesos de calidad. Una evaluación sólida protege su proyecto de los riesgos.
Capacidad de las máquinas herramienta
Las máquinas estándar tienen dificultades con el titanio. Busque talleres con centros CNC de 5 ejes modernos y rígidos. Estas máquinas minimizan las vibraciones, que son cruciales para mantener tolerancias estrechas y lograr un buen acabado superficial en las piezas de titanio.
Los sistemas de refrigeración de alta presión tampoco son negociables. Son esenciales para eliminar las virutas y controlar el calor en la zona de corte. Esto evita el desgaste de la herramienta y los daños en el material.
Experiencia en materiales y procesos
La verdadera experiencia es vital a la hora de elegir un proveedor de mecanizado de titanio. El proveedor debe conocer los matices entre las distintas aleaciones de titanio. El mecanizado del Grado 5 (Ti-6Al-4V) es muy diferente del mecanizado del Grado 2 comercialmente puro.
Pregunte por sus estrategias para mitigar endurecimiento del trabajo15. Un colaborador experto analizará las herramientas específicas, las velocidades de avance y las estrategias de corte diseñadas para afrontar este reto. En PTSMAKE hemos desarrollado parámetros de proceso propios para diversas aleaciones.
| Certificación | Enfoque industrial | Qué garantiza |
|---|---|---|
| AS9100 | Aeroespacial y defensa | Control estricto de los procesos, trazabilidad y gestión de riesgos. |
| ISO 13485 | Productos sanitarios | Gestión de la calidad de los componentes de productos sanitarios. |
| ISO 9001 | Fabricación general | Un sistema de gestión de la calidad fundacional. |
Experiencia demostrada
Por último, revise su portafolio. Pida estudios de casos o ejemplos de piezas similares a la suya en complejidad y material. Es la mejor prueba de su capacidad de entrega. Un historial de producción de componentes de alto rendimiento demuestra que son un socio fiable en la fabricación de titanio.
Esta lista de comprobación proporciona un enfoque estructurado para evaluar los talleres de CNC. Le ayuda a ver más allá del precio para evaluar la capacidad real, asegurándose de que encuentra un socio que pueda manejar las demandas únicas del mecanizado CNC de titanio y entregar piezas de calidad de forma consistente.
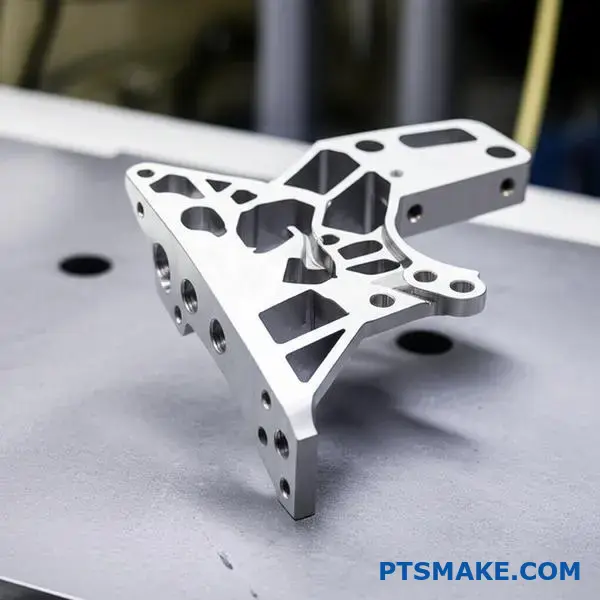
Caso práctico: Solución de un complejo reto de mecanizado de soportes de titanio
La teoría es una cosa, pero los resultados son lo que importa. Analicemos un estudio de caso de mecanizado de titanio en el mundo real.
Un cliente del sector aeroespacial acudió a nosotros con un complejo soporte de titanio. Esta pieza tenía paredes finas y geometrías complejas. Su anterior proveedor tuvo problemas, con costes elevados y una calidad irregular. Esta es una historia común en mecanizado cnc de titanio.
El reto inicial
Los principales problemas eran la deformación de las piezas y el rápido desgaste de las herramientas. Esto provocaba una elevada tasa de piezas desechadas, lo que elevaba considerablemente el precio unitario.
| Área de desafíos | Impacto en la producción |
|---|---|
| Alabeo de piezas | Incumplimiento de las tolerancias dimensionales |
| Desgaste de herramientas | Aumento de los costes de utillaje y de los tiempos de inactividad |
| Duración del ciclo | Largos tiempos de mecanizado, alto coste de mano de obra |
| Tasa de chatarra | Más de 20% de piezas fueron rechazadas |
Nuestro objetivo era resolver estos problemas. Necesitábamos ofrecer un ejemplo de pieza de titanio que cumpliera los objetivos de rendimiento y presupuesto.
Un enfoque colaborativo de DFM
El primer paso no fue empezar a mecanizar. En cambio, iniciamos una revisión de Diseño para la Fabricabilidad (DFM) con el equipo de ingeniería del cliente. Este proceso colaborativo es clave en PTSMAKE.
Identificamos algunas esquinas internas con radios extremadamente ajustados. Si bien era posible mecanizarlas, estas características eran los principales impulsores del estrés y el desgaste de la herramienta. Propusimos un ligero aumento en los radios. Este cambio no tuvo ningún impacto en el ajuste o la función del soporte. El cliente lo aprobó rápidamente.
La estrategia de mecanizado
Con el diseño optimizado, desarrollamos una estrategia de mecanizado polifacética. El éxito con un soporte de titanio complejo requiere algo más que la máquina adecuada.
En primer lugar, elegimos un centro de mecanizado CNC de 5 ejes de alta rigidez. De este modo se minimizaban las vibraciones, algo fundamental para las piezas de paredes finas. La selección del material de las herramientas también fue crucial. Optamos por fresas de metal duro específicas con recubrimientos diseñados para aleaciones de titanio. Estos recubrimientos reducen la fricción y combaten endurecimiento del trabajo16.
Nuestra estrategia se centró en mantener un acoplamiento constante de la herramienta. Se empleó el fresado de alta velocidad con una trayectoria de herramienta trocoidal. Este enfoque evita los impactos bruscos en la herramienta, alargando su vida útil y mejorando el acabado superficial.
| Componente estratégico | Justificación |
|---|---|
| CNC de 5 ejes | Acceda a funciones complejas, reduzca las configuraciones |
| Herramientas de metal duro recubierto | Resisten el calor y el desgaste abrasivo |
| Refrigerante de alta presión | Evacuación y refrigeración eficaces de las virutas |
| Fresado trocoidal | Mantiene constante la carga de la herramienta, reduce el desgaste |
El éxito
Los resultados fueron inmediatos y significativos. Tras aplicar nuestra estrategia, observamos una mejora espectacular en todas las métricas clave.
En colaboración con nuestro cliente, comprobamos que la tasa de desechos descendía por debajo de 2%. El tiempo de ciclo por pieza se redujo en aproximadamente 35%. Este exitoso ejemplo de pieza de titanio demuestra cómo un enfoque inteligente y colaborativo puede superar incluso los retos de mecanizado más difíciles.
Este caso práctico de mecanizado de titanio pone de relieve un principio básico. La colaboración proactiva y una estrategia de mecanizado bien planificada son esenciales. Convierten un proyecto difícil en un éxito repetible y rentable, con una pieza que funciona a la perfección en las exigentes condiciones aeroespaciales.
El futuro del mecanizado del titanio: Tecnologías avanzadas a tener en cuenta
El mundo del mecanizado CNC de titanio está al borde de un gran cambio. Estamos yendo más allá de solo husillos más rápidos y herramientas más afiladas.
La próxima ola de innovación
Tres áreas clave están impulsando este cambio. Se trata de la fabricación híbrida, los recubrimientos avanzados para herramientas y los controles basados en IA.
Por qué es importante
Estas no son solo teorías. Prometen beneficios del mundo real. Piense en una producción más rápida, mejores piezas y procesos más inteligentes. El futuro del mecanizado de titanio es emocionante.
| Tecnología | Enfoque tradicional | Impacto futuro |
|---|---|---|
| Creación de piezas | Pura sustracción | Aditivo + Sustractivo |
| Herramientas | Carburo estándar | Recubierto, Herramientas inteligentes |
| Proceso | Ajuste manual | Inteligencia artificial, adaptable |

Analicemos estas innovaciones en la fabricación de titanio. Cada una resuelve un desafío central diferente en el mecanizado CNC de titanio, impulsando la industria hacia un nuevo estándar.
Mecanizado híbrido: Lo mejor de dos mundos
Imagine que construye una pieza compleja de titanio con una forma cercana a la definitiva mediante impresión 3D. A continuación, utiliza el mecanizado CNC para los toques finales críticos. Esto es fabricación híbrida.
Este enfoque reduce drásticamente el desperdicio de material. También reduce el tiempo total de mecanizado, que es un importante factor de costo para los proyectos de titanio. Es una parte clave de la estrategia avanzada de CNC de titanio.
Recubrimientos avanzados para herramientas
El calor es el enemigo del titanio. Los nuevos recubrimientos para herramientas son nuestra mejor defensa. Crean una barrera increíblemente dura y resbaladiza entre la herramienta y el material.
Estos nuevos revestimientos mejoran drásticamente la tribológico17 en la interfaz de corte. Según nuestras pruebas internas, algunos revestimientos pueden prolongar la vida útil de la herramienta en más de 30%, al tiempo que permiten mayores velocidades de corte.
| Tipo de revestimiento | Beneficio clave | Aplicación ideal |
|---|---|---|
| TiAlN | Dureza a altas temperaturas | Desbaste a alta velocidad |
| AlCrN | Resistencia superior al desgaste | Operaciones de acabado |
| Nanocompuesto | Dureza extrema y baja fricción | Piezas aeroespaciales exigentes |
Control adaptativo basado en IA
Aquí es donde la fabricación se vuelve realmente inteligente. Los sensores de la máquina escuchan el proceso de corte. La IA analiza estos datos en tiempo real.
Si detecta problemas como desgaste de la herramienta o vibraciones, ajusta automáticamente los parámetros de corte. Así se evitan fallos y se garantiza una calidad constante sin la supervisión constante del operario.
El futuro del mecanizado de titanio combina métodos aditivos y sustractivos, herramientas mejoradas e IA. Estas innovaciones revolucionarán la eficiencia, reducirán los residuos y mejorarán la calidad de las piezas, definiendo la próxima generación de fabricación avanzada de titanio CNC.
Solicite hoy mismo un presupuesto de mecanizado CNC de titanio a PTSMAKE.
¿Está listo para llevar su proyecto de mecanizado CNC de titanio del concepto a la producción con una precisión y fiabilidad inigualables? Póngase en contacto con el equipo de expertos de PTSMAKE para obtener un presupuesto rápido y sin compromiso. Experimente una calidad de primera clase, una asistencia rápida y una entrega puntual de sus piezas de alto rendimiento.

Obtenga más información sobre por qué esta propiedad es esencial para los materiales utilizados dentro del cuerpo humano. ↩
Aprenda cómo ocurre el desgaste adhesivo y cómo impacta la integridad superficial de sus piezas mecanizadas. ↩
Aprenda cómo este tipo específico de transferencia de material entre la herramienta y la pieza de trabajo causa fallas prematuras de la herramienta. ↩
Comprenda cómo esta adhesión de material puede destruir su pieza de trabajo y su herramienta, y aprenda métodos de prevención efectivos. ↩
Explore cómo este proceso aumenta la resistencia inherente del titanio a la corrosión en entornos hostiles. ↩
Explore cómo este efecto metalúrgico impacta la vida útil de la herramienta y los resultados de su proyecto. ↩
Aprenda cómo este efecto metalúrgico complica el mecanizado y qué pasos tomamos para prevenirlo. ↩
Aprenda cómo este error acumulativo afecta la calidad final de su pieza y cómo controlarlo. ↩
Aprenda cómo una cadena de custodia documentada protege su proyecto y garantiza el cumplimiento total. ↩
Aprenda a prevenir fallos de material cuando se utilizan metales disímiles en un ensamblaje. ↩
Comprenda las fuerzas internas que pueden comprometer la precisión dimensional de su pieza. ↩
Obtenga más información sobre este desafío crítico de mecanizado y cómo prevenirlo. ↩
Aprenda cómo la sujeción adecuada de la pieza aumenta la eficiencia de producción y la consistencia de las piezas en el mecanizado CNC de alto volumen. ↩
Descubra cómo el SPC ayuda a reducir los defectos y mejorar la consistencia de la fabricación para sus proyectos. ↩
Descubra cómo esta propiedad del material impacta la vida útil de la herramienta y la calidad de la pieza durante el mecanizado. ↩
Aprenda cómo esta propiedad del material afecta la maquinabilidad y la vida útil de la herramienta en nuestra guía detallada. ↩
Comprenda la ciencia de la fricción y el desgaste para ver cómo los nuevos recubrimientos revolucionan el rendimiento de las herramientas. ↩






