

Bearbejdning af titanium kræver ekstrem præcision, men alligevel kæmper mange CNC-værksteder med titanets berygtede ry for arbejdshærdning, hurtigt værktøjsslid og termiske udfordringer. Disse vanskeligheder fører ofte til afviste dele, sprængte budgetter og overskredne deadlines for kritiske komponenter til rumfart og medicin.
CNC-bearbejdning af titanium kræver specialiserede skæreværktøjer, præcis varmestyring og strategiske bearbejdningsparametre for at overvinde dets lave varmeledningsevne og tendens til arbejdshærdning, hvilket sikrer en vellykket produktion af højtydende dele.

Denne omfattende guide dækker alt fra valg af titaniumkvalitet og værktøjsstrategier til opnåelse af snævre tolerancer og skalering af produktionen. Du vil opdage gennemprøvede teknikker, der løser almindelige udfordringer med bearbejdning af titanium, og lære at evaluere leverandører til dine mest krævende projekter.
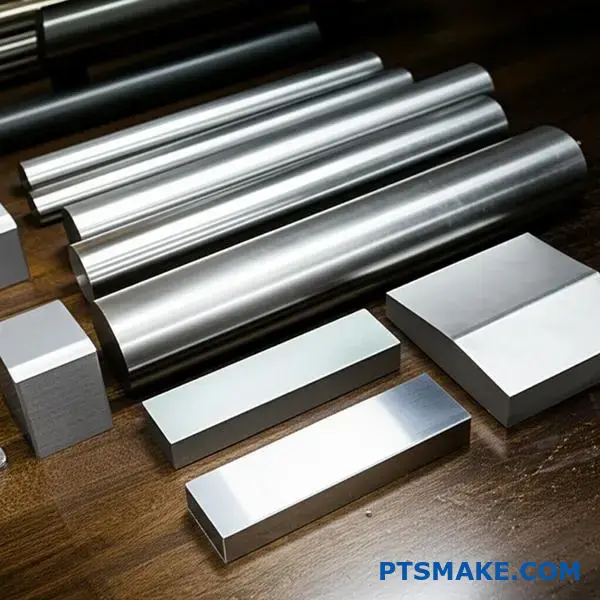
Den komplette guide til titaniumkvaliteter til CNC-bearbejdning
Det er afgørende at vælge den rigtige titaniumkvalitet. Det har direkte indflydelse på din dels ydeevne og pris. Ikke alt titanium er ens.
Forskellene mellem kvaliteterne kan være enorme. Det gælder især for CNC-bearbejdning af titaniumdele.
Vi ser på de mest almindelige muligheder. Du vil lære, hvilken der passer bedst til dit projekt. Lad os sammenligne nogle populære titaniumkvaliteter til bearbejdning.
| Karakter | Styrke | Modstandsdygtighed over for korrosion | Bearbejdelighed |
|---|---|---|---|
| Grad 2 | Moderat | Fremragende | God |
| 5. klasse | Høj | Meget god | Fair |
| Grad 23 | Høj | Fremragende | Fair |
Denne guide hjælper dig med at vælge titaniumlegering med omtanke.
2. klasse: Arbejdshesten
Grad 2 er kommercielt rent titanium. Det har fremragende korrosionsbestandighed og formbarhed. Det gør det til et godt valg til mange anvendelser.
Tænk på dele til marine eller kemisk forarbejdning. Dens lavere styrke sammenlignet med legeringer er dens største ulempe. Men dets bearbejdelighed er en betydelig fordel. Det sparer tid og værktøjsslitage under produktionen.
Grad 5 (Ti-6Al-4V): Luft- og rumfartsstandarden
Grad 5, eller Ti-6Al-4V, er den mest populære legering. Den giver en fantastisk kombination af høj styrke, lav vægt og god korrosionsbestandighed. Ti-6Al-4V's egenskaber gør den ideel til luft- og rumfart.
Du finder det i strukturelle komponenter og motordele. Dets styrke-til-vægt-forhold er simpelthen uovertruffent i forhold til de fleste andre metaller. Det er derfor, det er så værdsat inden for højtydende områder.
Grad 23: Det medicinske valg
Grade 23 er en mere ren version af Grade 5. Den har et lavere indhold af ilt, kvælstof og jern. Det forbedrer dens duktilitet og brudstyrke.
Dens vigtigste funktion er dens fremragende Biokompatibilitet1. Det gør det til det bedste valg til medicinske implantater. Tænk på knogleskruer, stifter og tandimplantater. Det er sikkert til langvarig kontakt med menneskekroppen.
| Funktion | Grad 2 | Grad 5 (Ti-6Al-4V) | Grad 23 (ELI) |
|---|---|---|---|
| Sammensætning | Kommercielt ren | Ti, 6% Al, 4% V | Ti, 6% Al, 4% V (ekstra lave interstitialer) |
| Styrke | Lavere | Høj | Høj |
| Duktilitet | Høj | Moderat | Høj |
| Primær anvendelse | Industriel | Luft- og rumfart, biler | Medicinske implantater |
Det er afgørende at vælge den rigtige titaniumkvalitet. Grad 2 giver gode bearbejdningsmuligheder. Grad 5 giver overlegen styrke til luft- og rumfart. Grade 23 er standarden for medicinske implantater på grund af sin renhed og sikkerhed. Din anvendelse dikterer valget.
De fire centrale udfordringer ved bearbejdning af titanium
Så hvorfor er titanium så svært at bearbejde? Det er ikke bare én ting. Det er en kombination af fire forskellige egenskaber. Hver af dem skaber et unikt problem for maskinarbejdere.
Ingeniører og indkøbschefer skal forstå disse problemer. De har direkte indflydelse på produktionsomkostninger, tidslinjer og den endelige delkvalitet.
Her er en hurtig oversigt over de største syndere:
| Udfordring | Primær påvirkning |
|---|---|
| Lav termisk ledningsevne | Ekstrem varme på skæreværktøjet |
| Hærdning af arbejdet | Materialet bliver hårdere under skæringen |
| Gallring (vedhæftning) | Titanium svejses på værktøjets overflade |
| Højt værktøjsslid | Værktøjet går meget hurtigt i stykker |
At løse disse problemer med titaniumbearbejdning er ikke valgfrit. Det er afgørende for succes.

At forstå "hvorfor" bag disse udfordringer er det første skridt mod at finde en løsning. Hos PTSMAKE har vi brugt mange år på at udvikle strategier til at imødegå hvert af disse specifikke problemer ved cnc-bearbejdning af titanium. Det kræver en anden tankegang end bearbejdning af stål eller aluminium.
Lav varmeledningsevne: Varmeproblemet
Titanium er ikke god til at sprede varme. Omkring 80% af den varme, der genereres under skæring, overføres direkte til skæreværktøjet, ikke til spånen. Denne ekstreme varme kan forårsage deformation og svigt af værktøjet.
Kemisk reaktivitet og galning
Titanium er meget reaktivt ved høje temperaturer. Det får spåner til at svejse sig fast på værktøjets skærekant. Dette fænomen er kendt som irriterende2, Det giver en dårlig overfladefinish og kan få værktøjet til at bryde sammen før tid. Det er en konstant kamp mod vedhæftning.
Forståelse af arbejdshærdning i titanium
Titanium har en tendens til at blive hårdere, når det bearbejdes. Trykket og varmen fra skæreværktøjet kan gøre overfladelaget betydeligt hårdere end grundmaterialet. Det gør efterfølgende skæringer meget sværere og øger værktøjssliddet.
Dominoeffekten på værktøjsslid
Disse faktorer skaber tilsammen et hurtigt og kraftigt slid på værktøjet. Den høje varme, den kemiske reaktivitet og arbejdshærdningen angriber alle det skærende værktøj på samme tid. Baseret på vores interne test kan værktøjets levetid være drastisk kortere sammenlignet med andre almindelige metaller.
| Materiale | Relativ forventet levetid for værktøj |
|---|---|
| Aluminium 6061 | 100% (baseline) |
| Rustfrit stål 304 | 25% |
| Titanium Ti-6Al-4V | <10% |
Det gør værktøjshåndtering og -udskiftning til en kritisk omkostningsfaktor.
Det er afgørende at overvinde titanets bearbejdningsvanskeligheder - varme, hærdning og gnidning. Disse problemer øger værktøjssliddet direkte, øger omkostningerne og kan gå ud over emnets kvalitet, hvis de ikke håndteres af en erfaren partner. Succes kræver specifikke strategier for hver udfordring.
Hemmeligheden bag at vælge det rigtige skæreværktøj til titanium
Det er vigtigt at vælge det rigtige værktøj til bearbejdning af titanium. Den største fjende er varme. Den forsvinder ikke gennem spånerne som med stål. I stedet koncentreres den på skærekanten, hvilket fører til hurtigt slid på værktøjet.
Det er derfor, specialværktøj ikke er til forhandling. Karbidkvaliteter med submikronkorn er et godt udgangspunkt. De giver den nødvendige sejhed. En ordentlig belægning giver derefter den termiske barriere.
Lad os se på nogle almindelige materialevalg.
| Værktøjsmateriale | Varmebestandighed | Modstandsdygtighed over for slid | Anvendelse |
|---|---|---|---|
| Ubelagt hårdmetal | God | God | Generelt formål |
| AlTiN-belagt hårdmetal | Fremragende | Fremragende | Højhastighedsbearbejdning |
| PVD-belagt hårdmetal | Meget god | Meget god | Efterbehandling |
At vælge de bedste skæreværktøjer til titanium betyder, at man skal tilpasse materialet og belægningen til den specifikke opgave.

Ud over materialet er værktøjsgeometrien afgørende. For at få succes med cnc-bearbejdning af titanium leder jeg altid efter værktøjer med en skarp skærekant og en positiv spånvinkel. Det reducerer skærekræfterne og dermed varmeudviklingen. En højere helixvinkel, ofte omkring 35-45 grader, hjælper med spånevakuering. Dårlig spånevakuering kan føre til genskæring, hvilket er katastrofalt for værktøjets levetid.
Belægninger som aluminium-titannitrid (AlTiN) er standard. De danner et beskyttende lag af aluminiumoxid ved høje temperaturer og isolerer carbidsubstratet. Dette er en game-changer. I vores test har vi set, at værktøjets levetid er blevet forlænget betydeligt bare ved at skifte til den rigtige belægning.
Men værktøjsbanestrategien er lige så vigtig. Undgå skarpe hjørner og pludselige retningsskift. Brug i stedet trochoidal fræsning eller HEM-baner (high-efficiency milling). Disse opretholder en ensartet indgrebsvinkel for værktøjet. Dette forhindrer stødbelastning og kontrollerer varmen, som er en primær årsag til Vedhæftningsslid3. Det gør hele processen nemmere.
De bedste værktøjer til bearbejdning af titanium er ofte ikke de billigste. Der er en klar afvejning.
| Faktor | Højtydende værktøjer | Standardværktøjer |
|---|---|---|
| Oprindelige omkostninger | Højere | Lavere |
| Værktøjets levetid | Betydeligt længere | Kortere |
| Bearbejdningshastighed | Hurtigere | Langsommere |
| Omkostninger pr. del | Lavere | Højere |
Det betaler sig at investere mere på forhånd i førsteklasses hårdmetalværktøjer til titanium. Du får længere levetid, hurtigere cyklustider og i sidste ende lavere omkostninger pr. færdigt emne. Hos PTSMAKE guider vi vores partnere gennem denne beslutning.
Succes med bearbejdning af titanium afhænger af en strategisk kombination af værktøjsmateriale, specifik geometri og intelligente værktøjsbaner. Denne holistiske tilgang håndterer varme og slid og afbalancerer de indledende værktøjsomkostninger med den langsigtede ydeevne for at reducere de endelige omkostninger pr. emne.
Sådan opnår du snævre tolerancer på CNC-dele i titanium
At opnå en præcision på ±0,001 tommer eller tættere på titanium er en sand test af et maskinværksteds evner. Det handler ikke kun om at skære i metal. Det handler om at kontrollere et vanskeligt materiale.
Succes i Bearbejdning af titanium med høj præcision kræver en holistisk tilgang. Du skal styre varmen, sikre delen perfekt og bruge det rigtige udstyr. Hvert trin er afgørende.
| Udfordring | Kernestrategi |
|---|---|
| Ophobning af varme | Effektiv styring af kølevæske |
| Afbøjning af del | Robust fastgørelse |
| Dimensionel nøjagtighed | Inspektion undervejs i processen |
At holde disse titaniumdele med snævre tolerancer kræver, at man mestrer disse kerneområder. Der er meget lidt plads til fejl.

Tekniske strategier for præcision
At få succes i præcisionsbearbejdning af titanium, skal man gå ud over standardpraksis. Det kræver en dyb forståelse af materialets opførsel under stress. Her hos PTSMAKE fokuserer vi på fire nøgleområder.
Varmestyring er afgørende
Titanium er ikke god til at sprede varme. Det betyder, at varmen koncentreres ved skæreværktøjet og forårsager hurtig slitage. Højtrykskølemiddel er ikke bare et forslag; det er et krav. Det skyller spåner ud og forhindrer varmen i at ødelægge emnets overflade og dimensioner.
Fastgørelse for absolut stivhed
Ved bearbejdning af titanium er skærekræfterne høje. Et svagt opspændingsudstyr vil gøre det muligt for emnet at vibrere eller bøje af, hvilket umuliggør stramme tolerancer. Vi designer ofte tilpassede fiksturer, der støtter komponenten stift og forhindrer enhver bevægelse under bearbejdningen. cnc-bearbejdning af titanium proces.
Den rigtige maskine til opgaven
Din CNC-maskine skal kunne klare opgaven. Det betyder en stiv, kraftig maskine med spindler med højt drejningsmoment og minimalt rundløb. Uden en god maskine vil du tabe kampen mod værktøjsafbøjning og vibrationer.
| Krav til maskinen | Hvorfor det er vigtigt |
|---|---|
| Høj stivhed | Forhindrer vibrationer og skramlen |
| Spindel med højt drejningsmoment | Opretholder skærehastigheden under belastning |
| Præcisionsmåder/guider | Sikrer nøjagtig værktøjspositionering |
Fejl på et af disse områder kompromitterer hele processen. Risikoen for irriterende4 øges også med ukorrekte opsætninger, som kan svejse spåner til værktøjet.
Inspektion undervejs i processen
Du kan ikke vente til sidst med at måle emnet. Vi bruger in-process probing til at kontrollere kritiske dimensioner under hele bearbejdningscyklussen. Det giver os mulighed for at kompensere for værktøjsslitage eller termisk udvidelse i realtid, så vi sikrer, at det endelige emne er perfekt.
At opnå snævre tolerancer i titanium kræver et system. Det kombinerer termisk kontrol, stiv arbejdsopbevaring, dygtige maskiner og konstant måling. Denne systematiske tilgang forvandler et udfordrende materiale til en færdig del, der lever op til de mest krævende specifikationer.
Den komplette guide til efterbehandling og afgratning af titaniumdele
Efter CNC-bearbejdning af titanium er rejsen ikke slut. Efterbearbejdningen er der, hvor en god del bliver enestående. Denne afgørende fase definerer dens endelige udseende, følelse og ydeevne.
Effektiv Afgratning af titanium fjerner skarpe kanter efter bearbejdning. Det er afgørende for sikkerhed og korrekt funktion.
Overfladebehandling forbedrer derefter æstetik og egenskaber. Mulighederne spænder fra slidstærke belægninger til højglanspolering. At vælge den rigtige efterbehandling af titaniumdele metode er nøglen.
| Procesfase | Primært mål | Påvirkning |
|---|---|---|
| Afgratning | Fjern grater og skarpe kanter | Sikkerhed, funktionalitet |
| Efterbehandling | Ændre overfladeegenskaber | Æstetik, holdbarhed |

Effektive teknikker til afgratning af titanium
Titans sejhed gør grater genstridige. Manuel afgratning er almindelig, men kan være inkonsekvent. For at opnå præcision bruger vi ofte automatiserede metoder.
Vibrerende tromling er fremragende til små dele. Den bruger slibende medier til at fjerne grater. Til komplekse indvendige funktioner tilbyder elektrokemisk afgratning en berøringsfri løsning. Den opløser grater uden at påvirke emnets integritet.
Vigtige muligheder for overfladebehandling af titanium
Den rigtige finish afhænger helt af anvendelsen. Hver enkelt overfladebehandling af titanium giver unikke fordele for både funktion og udseende.
Anodisering
Anodisering skaber et holdbart oxidlag på titanium. Denne proces forbedrer slid- og korrosionsbestandigheden. Den giver også mulighed for levende, permanent farve uden maling. Dette opnås gennem en elektrokemisk passivering5 der gør den naturlige oxidfilm tykkere.
Perleblæsning
Perleblæsning giver en ensartet, ikke-retningsbestemt mat finish. Det renser overfladen og kan forbedre udmattelseslevetiden ved at skabe trykspænding. Det er en omkostningseffektiv måde at opnå et rent, professionelt udseende på.
Polering
Til anvendelser, der kræver en glat, reflekterende overflade, er polering ideel. Det reducerer overfladefriktionen og forbedrer det æstetiske indtryk. Det er ofte en proces i flere trin, der starter med grove slibemidler og slutter med fine forbindelser.
| Efterbehandlingsmetode | Vigtige fordele | Fælles ansøgning |
|---|---|---|
| Anodisering | Korrosionsbestandighed, farve | Medicinske implantater, rumfart |
| Perleblæsning | Ensartet mat finish | Dele til biler, værktøj |
| Polering | Lav friktion, æstetik | Forbrugerelektronik, Smykker |
Efterbearbejdning er ikke en eftertanke. Korrekt titaniumafgratning sikrer sikkerhed og pasform, mens strategisk overfladebehandling dikterer delens endelige ydeevne, korrosionsbestandighed og æstetiske værdi, som er afgørende efter... cnc-bearbejdning af titanium.
Omkostningsdrivere i CNC-bearbejdning af titanium: En gennemsigtig opdeling
At forstå priserne på titaniumdele kræver et klart blik på de centrale omkostningsfaktorer. Det er ikke kun én ting, der gør det dyrt; det er en kombination af faktorer.
Primære omkostningsfaktorer
Hovedårsagerne til, at titaniumbearbejdning er dyr, er enkle. Høje omkostninger til råmaterialer er udgangspunktet.
Så kommer den langsomme bearbejdningstid. Vi er nødt til at køre maskinerne ved lavere hastigheder for at styre varmen og værktøjsslitagen. Det øger direkte det nødvendige antal timer pr. emne.
Endelig øger det hurtige værktøjsforbrug og de nødvendige sekundære operationer de endelige omkostninger.
| Omkostningsdriver | Indvirkning på den endelige pris | Årsag |
|---|---|---|
| Råmateriale | Høj | Iboende knaphed og vanskelig udvindingsproces. |
| Bearbejdningstid | Høj | Lave skærehastigheder er nødvendige af hensyn til varmestyring. |
| Værktøjsomkostninger | Høj | Hurtig slitage af specialiserede, dyre skæreværktøjer. |
| Sekundære operationer | Medium | Ofte påkrævet for overfladeintegritet og finish. |

Lad os grave dybere i, hvorfor disse elementer påvirker omkostningerne ved bearbejdning af titanium så meget. Det er mere end bare prisen på metalstangen. De sande omkostninger dukker op på værkstedsgulvet.
Multiplikatoren for bearbejdningstid
Langsom bearbejdning er ikke bare en ulempe; det er en stor omkostningsmultiplikator. Titans lave varmeledningsevne holder på varmen ved skærekanten. Det tvinger os til at reducere hastigheden for at forhindre værktøjssvigt og materialeskader.
Denne langsomme proces øger også risikoen for arbejdshærdning6, hvor materialet bliver endnu hårdere under skæringen. Det gør de efterfølgende gennemløb sværere og slider yderligere på værktøjet. Det er en udfordrende cyklus.
Omkostninger til værktøj og sekundær forarbejdning
Hos PTSMAKE bruger vi specialiserede hårdmetalværktøjer med specifikke belægninger til cnc-bearbejdning af titanium. De er dyrere og slides hurtigere end standardværktøjer, hvilket kræver hyppig udskiftning. Dette forbrug er en direkte, tilbagevendende omkostning.
Sekundære operationer som varmebehandling eller anodisering er ofte ikke valgfri. De er afgørende for at opnå emnets ønskede mekaniske egenskaber eller korrosionsbestandighed. Hvert trin tilføjer endnu et lag af omkostninger og tid til projektet.
| Betjening | Formål | Relativ omkostningspåvirkning |
|---|---|---|
| Varmebehandling | Afhjælpning af stress, forbedring af styrke | Medium |
| Anodisering | Korrosionsbestandighed, overfladefinish | Lav til middel |
| Slibning | Opnåelse af snævre tolerancer | Høj |
| Passivering | Forbedring af korrosionsbestandighed | Lav |
De primære omkostningsdrivere - materiale, lang bearbejdningstid, højt værktøjsforbrug og vigtige sekundære operationer - forklarer tilsammen, hvorfor CNC-bearbejdning af titanium er en førsteklasses service. Korrekt planlægning er afgørende for nøjagtig budgettering og omkostningskontrol.
Design for Manufacturability (DFM)-hemmeligheder for titaniumdele
Når du designer titaniumdele, skal du følge bestemte regler. Det er ikke et materiale, der let tilgiver designfejl.
Det er vigtigt at følge en klar DFM-guide for titanium. Den hjælper dig med at undgå almindelige og dyre bearbejdningsproblemer, før de opstår.
Nøgledimensioner for bearbejdeligt titaniumdesign
Lad os først fokusere på kernegeometrien. Vægtykkelse og indre radier er kritiske udgangspunkter for ethvert vellykket design.
Store radier giver os mulighed for at bruge større og mere stabile værktøjer. Det reducerer rystelser og forbedrer overfladefinishen, hvilket har direkte indflydelse på emnets kvalitet.
Baseret på vores tests er det et sikkert valg at holde sig til disse parametre.
| Funktion | Anbefalet specifikation | Primær årsag |
|---|---|---|
| Minimum vægtykkelse | > 1,0 mm (0,040") | Forhindrer skævvridning af emner og slag |
| Mindste indvendige radius | > 0,8 mm (0,031") | Reducerer værktøjsspænding og skærekræfter |
Disse enkle regler danner grundlaget for et effektivt titaniumdesign, der kan bearbejdes.

Dybere dyk: Huldybde og tilgængelighed af funktioner
Mange designs snubler, når det drejer sig om huller og komplekse funktioner. Titans unikke egenskaber gør disse områder særligt udfordrende for CNC-bearbejdning.
Dybe huller er for eksempel en væsentlig kilde til værktøjssvigt. Varmen forsvinder ikke godt, og det bliver utroligt svært at fjerne spåner. Dårlig værktøjsadgang komplicerer også tingene. Det kræver ofte specialindretninger eller længere værktøjer, hvilket reducerer stivhed og præcision.
Under bearbejdningsprocessen kan forkerte tilførsler og hastigheder forårsage arbejdshærdning7, hvilket gør materialet endnu sværere at skære. Det er et problem, vi ofte ser med design, der ikke er optimeret.
Optimering af værktøjsadgang og effektivitet
Overvej altid, hvordan et værktøj vil gribe hver funktion an. Hvis adgangen er blokeret, fremtvinger det mere komplekse og dyre opsætninger med flere akser.
Vi har fundet ud af, at disse retningslinjer i høj grad forbedrer bearbejdeligheden.
| Design-aspekt | DFM-retningslinjer | Indvirkning på CNC-bearbejdning af titanium |
|---|---|---|
| Forholdet mellem hullets dybde og diameter | Hold dig under 6:1 | Forbedrer fjernelse af spåner og mindsker risikoen for værktøjsbrud |
| Tilgængelighed af funktioner | Sørg for tydelige værktøjsbaner | Minimerer opsætninger, giver mulighed for kortere/stivere værktøjer |
Ved at forenkle geometrien og sikre god adgang gør du i sagens natur delen lettere og billigere at producere. Det er et grundlæggende princip i godt design til produktion.
Det er afgørende at overholde disse DFM-retningslinjer for titanium med hensyn til vægtykkelse, radier og huldybder. Korrekt design reducerer bearbejdningstiden betydeligt, sænker omkostningerne og forhindrer produktionsforsinkelser, hvilket sikrer en mere smidig proces fra prototype til produktion hos PTSMAKE.
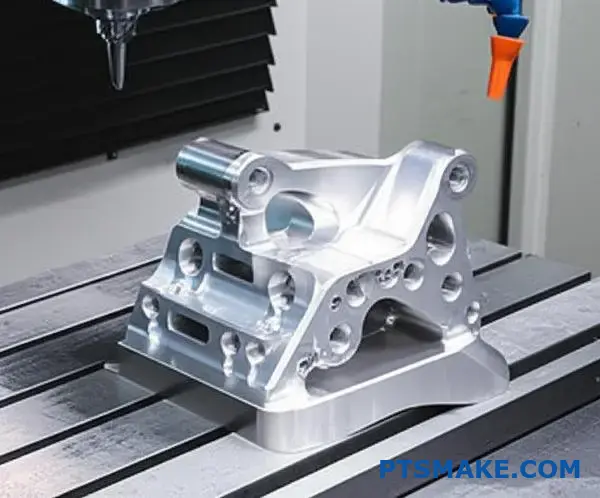
5-akset CNC-bearbejdning af komplekse geometrier i titanium
Når man bearbejder titanium, er kompleksitet ofte en selvfølge. Det gælder især for dele som beslag til luft- og rumfart eller medicinske implantater. Disse komponenter kræver absolut præcision.
Det er her, 5-akset titaniumbearbejdning udmærker sig. Det giver os mulighed for at nærme os indviklede funktioner fra flere vinkler i en enkelt opsætning.
Denne metode forbedrer direkte nøjagtigheden og integriteten. Den minimerer de risici, der er forbundet med at spænde en del op igen. Fordelene ved komplekse titaniumdele er tydelige.
| Fordel | Påvirkning af titaniumdele |
|---|---|
| Færre opsætninger | Reducerer kumulative fejl |
| Bedre adgang til værktøj | Muliggør komplekse konturer |
| Højere nøjagtighed | Opfylder strenge specifikationer for rumfart/medicin |
Fordelen ved en enkelt opsætning
Den største fordel ved flerakset CNC-titanbearbejdning er "single-setup"-tilgangen. Hver gang du flytter og fastspænder en del igen, introducerer du en lille risiko for fejl. Det kan være et stort problem.
Ved at bearbejde på fem sider uden at omspænde eliminerer vi stort set denne variabel. Det beskytter emnets geometriske nøjagtighed fra start til slut. Det er et kerneprincip, vi følger hos PTSMAKE for alle kritiske komponenter.
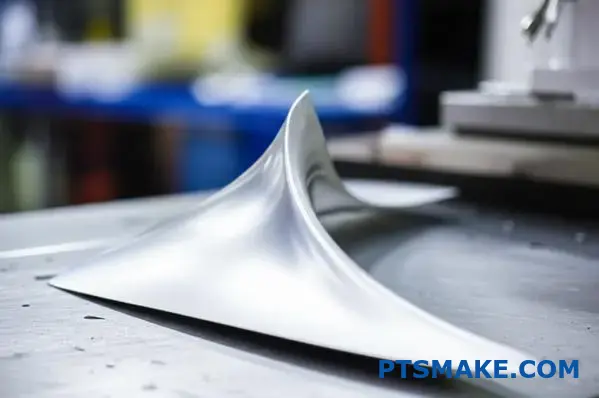
Frigørelse af komplekse geometrier
Til komponenter med konturerede overflader, som f.eks. flydende komponenter eller implantater, er 5-akset ikke bare bedre; det er nødvendigt. Det lader det skærende værktøj forblive tangent til overfladen.
Denne kontinuerlige bevægelse skaber en overlegen overfladefinish. Det giver os også mulighed for at bearbejde dybe, komplekse lommer, som er umulige på 3-aksede maskiner. Den kumulative fejl, også kendt som toleranceopbygning8, reduceres betydeligt med denne metode.
3-akse vs. 5-akse til titanium
| Funktion | 3-akset bearbejdning | 5-akset bearbejdning |
|---|---|---|
| Nødvendige opsætninger | Flere | Single (ofte) |
| Nøjagtighed på konturer | Lavere | Meget høj |
| Cyklustid | Længere | Kortere |
| Del integritet | Godt, men risici ved re-fixering | Fremragende |
Denne effektivitet i cnc-bearbejdning af titanium fører til bedre dele, hurtigere.
Kort sagt er 5-akset bearbejdning en game-changer for komplekse titaniumdele. Den skærer ned på opstillinger, øger nøjagtigheden på buede overflader og sikrer overlegen delintegritet. Det gør den afgørende for kritiske anvendelser i rumfarts- og medicinalindustrien.
Sådan sikrer du materialesporbarhed for kritiske titaniumkomponenter
I brancher, hvor der er meget på spil, som f.eks. luft- og rumfart og medicinalindustrien, er materialesporbarhed ikke bare en god praksis. Det er et absolut krav.
Alle kritiske titaniumkomponenter skal have en verificerbar historie. Denne proces sikrer ydeevne, sikkerhed og pålidelighed under ekstreme forhold.
Det hele begynder med certificeret materialeindkøb. Derefter følger omhyggelig sporing af varme og partinummer. Dette er centralt for certificeret bearbejdning af titanium.
Hele rejsen, fra råmateriale til færdig del, skal dokumenteres.
| Funktion | Sporbar titanium | Titanium, der ikke kan spores |
|---|---|---|
| Bekræftelse | Certificerede møllerapporter | Ukendt oprindelse |
| Risiko | Lav; Opfylder standarder | Høj; potentiel fiasko |
| Overholdelse | Klar til revision | Ikke-kompatibel |

Søjlerne i sporbarhed: Sourcing, sporing og dokumentation
Certificeret indkøb er fundamentet. Vi samarbejder kun med leverandører, der leverer komplet dokumentation for hvert parti titanium. Dette omfatter altid Mill Test Reports (MTR'er), der verificerer materialets nøjagtige kemiske og fysiske egenskaber i forhold til de krævede specifikationer.
Sporing af varme og partinummer
Når det certificerede materiale ankommer til vores anlæg, tildeler vi det et unikt internt sporingsnummer. Dette nummer er direkte forbundet med den oprindelige leverandørs varme- eller partinummer.
Dette link opretholdes gennem hele cnc-bearbejdning af titanium arbejdsgang. Fra skæring og fræsning til efterbehandling og slutkontrol registreres hvert trin i forhold til dette nummer. Dette skaber en ubrudt Bevissikringskæden9 fra det rå stangmateriale til den endelige komponent, du modtager.
Sikring af revisionsberedskab
Denne omhyggelige dokumentation gør audits enkle og gennemsigtige. Vi kan øjeblikkeligt trække den komplette produktionshistorik for enhver del. Dette beredskab er afgørende for at opfylde strenge standarder for titanium til rumfart som AS9100 og beviser vores proceskontrol.
| Dokumenttype | Formål |
|---|---|
| Rapport om mølletest (MTR) | Certificerer råmaterialets egenskaber fra møllen. |
| Overensstemmelsescertifikat (CoC) | Bekræfter, at delene opfylder alle specificerede krav. |
| Intern arbejdsordre | Sporer delens rejse gennem produktionen. |
Robust Sporbarhed af titaniummateriale bygger på certificerede indkøb, omhyggelig sporing og grundig dokumentation. Dette system er ikke kun til for at overholde reglerne; det er en grundlæggende del af risikostyringen og kvalitetssikringen for hver eneste kritiske komponent, vi fremstiller.
Den ultimative guide til titanium vs. aluminium til CNC-dele
At vælge mellem titanium og aluminium er en kritisk beslutning. Det har direkte indflydelse på din dels ydeevne, vægt og endelige pris. Det handler ikke kun om at vælge det stærkeste materiale.
Det handler om at matche egenskaber med dine specifikke anvendelsesbehov. For hardware-ledere er det nøglen til succes at forstå denne materialesammenligning for CNC.
Et overblik over sammenligningen
Et hurtigt kig på de centrale forskelle er afgørende. Her er en oversigt på højt niveau over de mest almindelige kvaliteter, vi arbejder med.
| Funktion | Titanium (Ti-6Al-4V) | Aluminium (6061-T6) |
|---|---|---|
| Styrke | Meget høj | Moderat |
| Vægt | Tungere end Al | Meget let |
| Omkostninger | Høj | Lav |
| Bearbejdelighed | Vanskeligt | Fremragende |
Denne tabel viser de grundlæggende afvejninger, vi foretager dagligt.

Et dybere dyk: Ydeevne vs. omkostninger
Når vi analyserer styrke i forhold til vægt, er titanium den klare vinder. Det gør det til en fast bestanddel i luft- og rumfart og medicinske implantater. Dets ydeevne under stress og ved høje temperaturer er uovertruffen i forhold til aluminium. Denne førsteklasses ydeevne har dog en pris.
Udfordringerne i cnc-bearbejdning af titanium er betydelige. Det har en lav varmeledningsevne, som fanger varmen ved værktøjsspidsen. Det fører til hurtigere værktøjsslitage og lavere bearbejdningshastigheder. Vores proces hos PTSMAKE involverer specialiserede værktøjs- og kølestrategier for at håndtere dette.
Korrosionsbestandighed og anvendelsesnuancer
Titanium danner et stabilt, passivt oxidlag. Det gør det utroligt modstandsdygtigt over for korrosion fra saltvand og mange industrikemikalier. Aluminium er også korrosionsbestandigt, men kan være sårbart. Det er modtageligt for Galvanisk korrosion10 når de kommer i kontakt med mere ædle metaller.
Denne Bearbejdning af titanium vs. aluminium beslutning afhænger ofte af driftsmiljøet. En marineapplikation kræver måske titanium, mens et hus til forbrugerelektronik er perfekt til aluminium.
Datadrevet sammenligning af materialer
| Ejendom | Titanium (klasse 5) | Aluminium (6061) | Aluminium (7075) |
|---|---|---|---|
| Massefylde (g/cm³) | 4.43 | 2.70 | 2.81 |
| Trækstyrke (MPa) | ~950 | ~310 | ~572 |
| Vurdering af bearbejdelighed | Dårlig | God | Fair |
Vores testresultater viser, at selv 7075-aluminium med høj styrke ikke når titanets niveau. Disse data er afgørende, når man skal vælge titanium eller aluminium til krævende dele.
Valget mellem titanium og aluminium til CNC-dele er en balance. Du skal veje overlegen styrke og korrosionsbestandighed op mod højere materiale- og bearbejdningsomkostninger. Applikationens specifikke krav vil altid være styrende for det bedste materialevalg til dit projekt.
Sådan undgår du, at titaniumdele forvrides under bearbejdning
Forvrængning af titaniumdele er en almindelig hovedpine. Det skyldes høj restspænding i materialet. Kræfterne fra bearbejdningen frigiver denne spænding ujævnt.
Det fører til skævvridning og dimensionsmæssig ustabilitet. Forebyggelse af vridning af titanium kræver en gennemtænkt strategi helt fra starten. Det handler ikke kun om at skære i metal.
Kerneproblemet: Bearbejdningsstress
Bearbejdningsspændinger i titanium er betydelige. Materialets lave varmeledningsevne holder på varmen i skærezonen. Denne varme kombineret med skærekræfterne fremkalder stress. Dårlig strategi gør det værre.
En smart tilgang kontrollerer disse faktorer omhyggeligt.
En proces i flere trin er afgørende for at forhindre, at titanium bliver skævt. Vi kan ikke behandle det som aluminium eller stål. Hvert trin skal være designet til at håndtere og aflaste stress. Hvis man ignorerer dette, er der garanti for dimensionelle problemer senere.
Strategisk grovbearbejdning og efterbehandling
Vi bearbejder aldrig en titaniumdel til den endelige dimension på én gang. Først udfører vi en grovbearbejdning. Vi efterlader en ensartet mængde materiale, normalt 0,5 mm til 1,5 mm, på alle overflader. Denne første omgang fjerner det meste af materialet og absorberer størstedelen af Restspænding11.
Efter grovbearbejdningen er det vigtigt med en aflastning. Dette kan være en termisk behandling. Delen opvarmes til en bestemt temperatur og afkøles derefter langsomt. Denne proces afslapper de indre spændinger, der blev introduceret under skrubningen.
| Metode til afhjælpning af stress | Vigtige fordele | Typisk anvendelse |
|---|---|---|
| Termisk glødning | Meget effektiv til at reducere stress | Kritiske dele til luft- og rumfart |
| Vibrerende afhjælpning af stress | Hurtigere, ingen termisk forvrængning | Store, ikke-kritiske strukturer |
Avancerede fastgørelsesteknikker
Til sidst udfører vi efterbehandlingen. Korrekt fiksering er afgørende her. Vi bruger fiksturer med lav spændekraft. Det forhindrer, at der opstår nye spændinger i den nu stabiliserede del. Målet er at holde emnet sikkert fast uden at deformere det. Det sikrer, at de endelige dimensioner er nøjagtige og stabile efter bearbejdningen. cnc-bearbejdning af titanium proces.
Håndtering af indre spændinger er nøglen til at forhindre forvrængning af titaniumdele. En sekvens af grovbearbejdning, aflastning og omhyggelig efterbehandling er ikke valgfri. Det er afgørende for at opnå dimensionsnøjagtighed og stabilitet i alle de titaniumkomponenter, vi producerer hos PTSMAKE.
Den endelige guide til bedste praksis for titanium-prototyper
Effektiv prototyping i titanium sparer tid og penge. Nøglen er at vide, hvornår man skal satse på dette førsteklasses materiale. Til indledende form- og pasformstjek er det ofte smartere at bruge en erstatning.
På den måde kan du hurtigt forfine dit design. Når konceptet er solidt, kan du gå over til faktisk titanium. Det beskytter dit budget mod dyre revisioner på et tidligt stadie.
Hvornår skal man bruge erstatningsmaterialer?
Overvej erstatninger for prototyper på et tidligt stadie. Det hjælper med at validere ergonomi og samling uden de høje omkostninger ved titanium.
| Prototype-stadiet | Anbefalet materiale | Primært mål |
|---|---|---|
| Konceptmodel | 3D-printet plastik (PLA, ABS) | Form og pasform |
| Funktionel (lav belastning) | Aluminium (f.eks. 6061) | Grundlæggende mekanik |
| Forproduktion | Titanium (Ti-6Al-4V) | Fuld validering |
Ved at bruge denne trinvise metode sikrer du, at du kun investerer i Bearbejdning af titanium-prototyper når du er sikker på designet.

Strategier for prototyper med hurtig omsætning
Hastighed er afgørende i hurtig prototyping af titanium. Succes afhænger af smart planlægning og klar kommunikation med din produktionspartner. Det fokuserer vi på hos PTSMAKE.
En veldefineret DFM-gennemgang (Design for Manufacturability) er det første skridt. For titanium betyder det at forenkle geometrier, hvor det er muligt. Det betyder også at designe for optimal værktøjsadgang for at reducere maskintiden.
Titanium har unikke egenskaber. Det er tilbøjeligt til at blive arbejdshærdet og har lav varmeledningsevne. Disse faktorer kan føre til slid på værktøjet og problemer med overfladefinishen. Et almindeligt problem er irriterende12, hvor materialer klæber sammen under tryk.
Vores DFM-analyse, der er baseret på forskningssamarbejde med kunder, hjælper med at forebygge disse problemer. Den strømliner cnc-bearbejdning af titanium proces.
Validering af dit titanium-design
Før fuld produktion er grundig testning afgørende. Det bekræfter, at din del opfylder alle krav til funktion og ydeevne.
| Valideringstrin | Formål | Metode |
|---|---|---|
| Dimensionel analyse | Bekræft geometrisk nøjagtighed | CMM-inspektion, 3D-scanning |
| Mekanisk testning | Test styrke og holdbarhed | Træk-, udmattelses- og slagtests |
| Funktionel testning | Bekræft ydeevnen i den virkelige verden | Montering og feltforsøg |
Disse test af titanium-designs trin sikrer, at dit endelige produkt er pålideligt og effektivt, så du undgår dyre fejl senere.
Effektiv prototyping af titanium kræver en strategisk tilgang. Brug erstatningsmaterialer til tidlig validering, anvend DFM-principper for at opnå hastighed, og udfør grundig testning, før du går i gang med fuldskalaproduktion. Det giver en effektiv balance mellem omkostninger, tid og kvalitet.
Sådan skalerer du fra titanium-prototype til produktion
At gå fra en enkelt titaniumprototype til fuldskalaproduktion er et stort spring. Det handler ikke bare om at lave flere dele. Det kræver et helt andet mindset og en robust plan.
En vellykket overgang bygger på en solid strategi. Denne plan skal dække alt. Den omfatter værktøj, procesvalidering, kvalitetskontrol og din forsyningskæde. Uden den stiger omkostningerne, og deadlines bliver overskredet.
De vigtigste overgangssøjler
| Scene | Fokus | Mål |
|---|---|---|
| Værktøj | Holdbarhed og hastighed | Minimér nedetid og cyklustid |
| Proces | Repeterbarhed | Sørg for, at alle dele opfylder specifikationerne |
| Kvalitet | Skalerbarhed | Oprethold standarder ved høj volumen |
| Forsyningskæden | Pålidelighed | Sikre materiale- og leveringsflow |

Opskalering af din produktion af titaniumdele kræver en dokumenteret overgangsplan. Det er ikke bare et forslag; det er afgørende for succes, når man går fra lav- til højvolumenproduktion af titanium. Hos PTSMAKE fokuserer vi på fire kritiske områder for at sikre en problemfri opstart.
Optimering af din værktøjsstrategi
Dit prototypeværktøj overlever ikke produktionskørsler. For storskala cnc-bearbejdning af titanium, har du brug for robust værktøj fremstillet af hårdmetal eller andre holdbare materialer. Vi optimerer værktøjsbaner og kølestrategier specifikt til produktion af store mængder. Det reducerer cyklustiderne og forlænger værktøjets levetid.
Validering af fremstillingsprocessen
En valideret proces er en gentagelig proces. Vi går fra kontrol af enkeltdele til statistisk proceskontrol (SPC). Det sikrer stabilitet og forudsigelighed. FAI-rapporter (First Article Inspection) bekræfter, at produktionsprocessen konsekvent skaber dele, der opfylder alle specifikationer. Konsekvent Arbejdsholding13 er et vigtigt, men ofte overset aspekt af denne fase.
Skalering af kvalitetskontrol og logistik
Manuel inspektion er ikke mulig for tusindvis af dele. Vi implementerer automatiserede systemer som CMM'er og optiske scannere. Det skalerer kvalitetskontrollen effektivt. På logistiksiden sikrer vi os langtidskontrakter på rå titanium. Det garanterer materialets tilgængelighed og stabiliserer priserne, hvilket er afgørende for at kunne fremstille titaniumdele i stor skala.
| Aspekt | Prototype-fase | Produktionsfasen |
|---|---|---|
| Værktøj | Blødere, mindre holdbar | Hærdet, langtidsholdbar hårdmetal |
| Validering | Manuel måling | Statistisk proceskontrol (SPC) |
| Inspektion | 100% manuel kontrol | Automatiseret CMM, prøveudtagningsplaner |
| Forsyning | Spot-køb | Langsigtede leverandøraftaler |
En struktureret plan er ikke til forhandling, når titaniumproduktionen skal opskaleres. Ved at tage strategisk fat på værktøj, procesvalidering, kvalitetskontrol og logistik i forsyningskæden kan du gå gnidningsløst fra en enkelt prototype til produktion af store mængder og sikre konsistens og pålidelighed.
Den komplette guide til kvalitetskontrol af bearbejdet titanium
Inspektion af titaniumdele er mere end bare at måle. Det kræver en systematisk tilgang til kvalitetskontrol. Det sikrer, at hver eneste komponent opfylder de nøjagtige specifikationer.
Hos PTSMAKE integrerer vi avancerede værktøjer med strenge procesrammer. Denne kombination er afgørende for at opnå ensartede resultater.
Vigtige inspektionsmetoder
Vi bruger flere højpræcisionsinstrumenter til grundig validering. Hvert værktøj tjener et specifikt formål i vores kvalitetskontrol-workflow til inspektion af titaniumdele.
| Værktøj | Primær anvendelse | Præcisionsniveau |
|---|---|---|
| CMM | Komplekse 3D-geometrier | Meget høj |
| Optisk komparator | 2D-profiler og funktioner | Høj |
| Ruhedstester | Måling af overfladefinish | Mikro-niveau |
| Gevindmålere | Trådnøjagtighed (Go/No-Go) | Standardiseret |
Disse værktøjer leverer de data, vi har brug for. Men procesrammen sikrer, at data bruges effektivt til ægte kvalitetskontrol af titanium.

En omfattende inspektionsplan er køreplanen for kvalitet. Den beskriver hver eneste kontrol, fra råmaterialeverifikation til endelig godkendelse. Denne plan er ikke statisk; det er et levende dokument.
Første artikelinspektion (FAI)
First Article Inspection (FAI) er en kritisk milepæl. Det er en fuldstændig verifikation af den første produktionsdel i forhold til designtegningerne. Ved kompleks cnc-bearbejdning af titaniumdele bekræfter FAI, at hele vores proces - værktøj, programmering og opsætning - er korrekt, før masseproduktionen begynder. Det forhindrer dyre fejl på længere sigt.
Overvågning undervejs i processen
Vi venter ikke til sidst med at finde problemer. Vi bruger metoder som Statistisk proceskontrol (SPC)14 til at overvåge produktionsprocessen i realtid. Det giver os mulighed for at opdage og korrigere eventuelle afvigelser, mens de sker. Denne proaktive tilgang sikrer stabilitet og repeterbarhed.
Tabellen nedenfor skitserer et typisk inspektionsflow for en titaniumkomponent.
| Scene | Aktivitet | Vigtig overvejelse for titanium |
|---|---|---|
| Modtagelse | Verifikation af materialecertifikater | Korrekt kvalitet (f.eks. klasse 5) og indkøb |
| I proces | Overvågning af nøglefunktioner (SPC) | Værktøjsslitage, termisk udvidelse |
| Finale | 100% Kontrol af kritiske dimensioner | Overensstemmelse med GD&T, CMM-måling |
Denne strukturerede proces er fundamental. Det er sådan, vi garanterer, at hver eneste del, vi leverer, er identisk og opfylder alle krav.
Effektiv kvalitetskontrol af titanium integrerer præcisionsværktøjer som CMM'er med strukturerede processer som FAI og SPC. Dette sikrer, at processtabilitet og deloverensstemmelse opretholdes fra den første artikel til den endelige produktionsenhed, hvilket garanterer pålidelighed.
Sådan vurderer du en CNC-partner til bearbejdning af titanium
Det er afgørende at vælge en leverandør af titaniumbearbejdning. Den rigtige partner sikrer, at dine højtydende dele lever op til specifikationerne. Den forkerte kan forårsage dyre forsinkelser og fejl.
Denne tjekliste hjælper dig med at evaluere CNC-værksteder systematisk. Den dækker de kerneområder, der betyder mest for vellykkede titaniumprojekter.
Nøgleområder for screening
Brug denne vejledning til indkøbs- og ingeniørteams. Den giver en klar ramme for at træffe en informeret beslutning.
| Evalueringskategori | Vigtige spørgsmål at stille |
|---|---|
| Maskinens kapacitet | Har de stive 5-aksede maskiner med højt drejningsmoment? |
| Materialeekspertise | Kan de diskutere specifikke titaniumkvaliteter (f.eks. grad 5 vs. grad 2)? |
| Kvalitetssystemer | Er de certificeret i henhold til AS9100 eller ISO 13485? |
| Relevant erfaring | Kan de vise eksempler på lignende komplekse dele? |
En dygtig titaniumproduktionspartner vil med sikkerhed besvare disse spørgsmål.

At finde den rigtige partner til cnc-bearbejdning af titanium går ud over en simpel sammenligning af tilbud. Du skal grave dybere ned i deres tekniske evner og kvalitetsprocesser. En robust evaluering beskytter dit projekt mod risici.
Kapacitet til værktøjsmaskiner
Standardmaskiner har det svært med titanium. Kig efter værksteder med moderne, stive 5-aksede CNC-centre. Disse maskiner minimerer vibrationer, hvilket er afgørende for at opretholde snævre tolerancer og opnå en god overfladefinish på titaniumdele.
Højtrykskølemiddelsystemer er heller ikke til forhandling. De er afgørende for at fjerne spåner og styre varmen i skærezonen. Det forhindrer værktøjsslitage og materialeskader.
Materiale- og procesekspertise
Ægte ekspertise er afgørende, når man vælger en leverandør af titaniumbearbejdning. Leverandøren skal forstå nuancerne mellem de forskellige titanlegeringer. Bearbejdning af grad 5 (Ti-6Al-4V) er meget forskellig fra bearbejdning af kommercielt ren grad 2.
Spørg om deres strategier for at afbøde arbejdshærdning15. En kyndig partner vil diskutere specifikke værktøjer, tilspændingshastigheder og skærestrategier, der er designet til at håndtere denne udfordring. Hos PTSMAKE har vi udviklet proprietære procesparametre til forskellige legeringer.
| Certificering | Fokus på industrien | Hvad den garanterer |
|---|---|---|
| AS9100 | Luft- og rumfart og forsvar | Streng proceskontrol, sporbarhed og risikostyring. |
| ISO 13485 | Medicinsk udstyr | Kvalitetsstyring af komponenter til medicinsk udstyr. |
| ISO 9001 | Generel fremstilling | Et grundlæggende kvalitetsstyringssystem. |
Dokumenteret erfaring
Endelig skal du gennemgå deres portefølje. Bed om casestudier eller eksempler på dele, der ligner dine i kompleksitet og materiale. Det er det bedste bevis på deres evne til at levere. En historie med produktion af højtydende komponenter viser, at de er en pålidelig partner inden for titaniumproduktion.
Denne tjekliste giver en struktureret tilgang til evaluering af CNC-værksteder. Den hjælper dig med at se ud over prisen og vurdere den reelle kapacitet, så du kan finde en partner, der kan håndtere de unikke krav til cnc-bearbejdning af titanium og konsekvent levere kvalitetsdele.
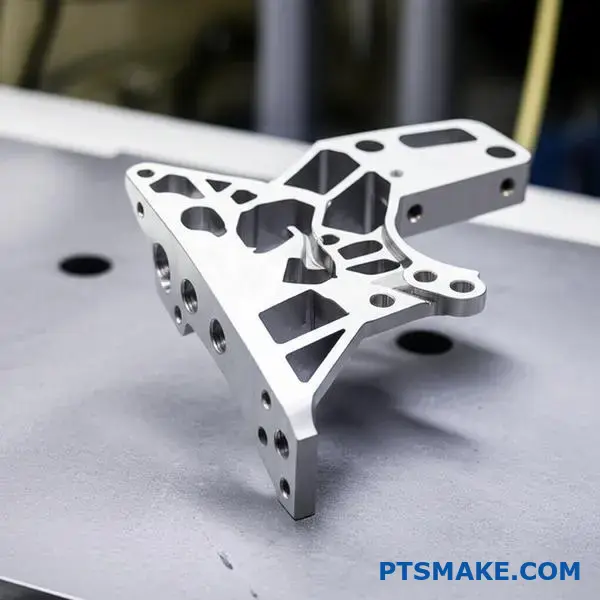
Casestudie: Løsning af en kompleks udfordring med bearbejdning af titaniumbeslag
Teori er én ting, men det er resultaterne, der tæller. Lad os gennemgå en case fra den virkelige verden med bearbejdning af titanium.
En kunde inden for rumfart henvendte sig til os med et komplekst titaniumbeslag. Denne del havde tynde vægge og indviklede geometrier. Deres tidligere leverandør kæmpede med høje omkostninger og svingende kvalitet. Dette er en almindelig historie i cnc-bearbejdning af titanium.
Den første udfordring
De primære problemer var deformation af emnerne og hurtigt værktøjsslid. Det førte til en høj skrotprocent, som fik enhedsprisen til at stige markant.
| Udfordringsområde | Indvirkning på produktionen |
|---|---|
| Vridning af dele | Overholdt ikke dimensionelle tolerancer |
| Slid på værktøj | Øgede værktøjsomkostninger og nedetid |
| Cyklustid | Lange bearbejdningstider, høje lønomkostninger |
| Skrotprocent | Over 20% dele blev afvist |
Vores mål var at løse disse problemer. Vi havde brug for at levere et vellykket eksempel på en titaniumdel, der opfyldte præstations- og budgetmål.
En samarbejdsorienteret DFM-tilgang
Det første skridt var ikke at begynde at bearbejde. I stedet indledte vi en DFM-gennemgang (Design for Manufacturability) med kundens ingeniørteam. Denne samarbejdsproces er nøglen hos PTSMAKE.
Vi identificerede nogle få indvendige hjørner med ekstremt snævre radier. Selv om det var muligt at bearbejde dem, var de en væsentlig årsag til værktøjsstress og -slitage. Vi foreslog en mindre forøgelse af radierne. Denne ændring havde ingen indflydelse på beslagets pasform eller funktion. Kunden godkendte den hurtigt.
Bearbejdningsstrategien
Med det optimerede design udviklede vi en flerfacetteret bearbejdningsstrategi. Succes med et komplekst titaniumbeslag kræver mere end bare den rigtige maskine.
For det første valgte vi et 5-akset CNC-bearbejdningscenter med høj stivhed. Det minimerede vibrationer, hvilket er afgørende for tyndvæggede dele. Materialevalget til værktøjet var også afgørende. Vi valgte specifikke hårdmetalfræsere med belægninger, der er designet til titaniumlegeringer. Disse belægninger reducerer friktionen og bekæmper arbejdshærdning16.
Vores strategi fokuserede på at opretholde et konstant værktøjsengagement. Der blev anvendt højhastighedsfræsning med en trochoideformet værktøjsbane. Denne tilgang forhindrer pludselige påvirkninger af værktøjet, hvilket forlænger dets levetid og forbedrer overfladefinishen.
| Strategi-komponent | Begrundelse |
|---|---|
| 5-akset CNC | Få adgang til komplekse funktioner, reducer opsætninger |
| Værktøj af belagt hårdmetal | Modstandsdygtig over for varme og slid |
| Kølevæske med højt tryk | Effektiv spånevakuering og -køling |
| Trochoidal fræsning | Oprethold konstant værktøjsbelastning, reducer slid |
Det vellykkede resultat
Resultaterne var øjeblikkelige og markante. Efter implementeringen af vores strategi oplevede vi en dramatisk forbedring på tværs af alle nøgletal.
I samarbejde med vores kunde fandt vi ud af, at skrotningsgraden faldt til under 2%. Cyklustiden pr. emne blev reduceret med ca. 35%. Dette vellykkede eksempel på en titaniumdel viser, hvordan en smart, samarbejdende tilgang kan overvinde selv de hårdeste bearbejdningsudfordringer.
Dette casestudie om bearbejdning af titanium fremhæver et centralt princip. Proaktivt samarbejde og en velplanlagt bearbejdningsstrategi er afgørende. De forvandler et vanskeligt projekt til en gentagelig, omkostningseffektiv succes og leverer en del, der fungerer fejlfrit under krævende luftfartsforhold.
Fremtiden for bearbejdning af titanium: Avancerede teknologier at holde øje med
Verden af CNC-bearbejdning af titanium står foran et stort skift. Vi bevæger os ud over bare hurtigere spindler og skarpere værktøjer.
Den næste bølge af innovation
Tre nøgleområder driver denne forandring. Det er hybridproduktion, avancerede værktøjsbelægninger og AI-drevne styringer.
Hvorfor det er vigtigt
Det er ikke bare teorier. De lover fordele i den virkelige verden. Tænk på hurtigere produktion, bedre dele og smartere processer. Fremtiden for titaniumbearbejdning er spændende.
| Teknologi | Traditionel tilgang | Fremtidig indflydelse |
|---|---|---|
| Del skabelse | Rent subtraktivt | Additiv + subtraktiv |
| Værktøj | Standard hårdmetal | Belagt, smart værktøj |
| Proces | Manuel justering | AI-drevet, adaptiv |

Lad os se nærmere på disse innovationer inden for titaniumfremstilling. Hver af dem løser en forskellig kerneudfordring i CNC-bearbejdning af titanium og flytter branchen mod en ny standard.
Hybrid bearbejdning: Det bedste fra begge verdener
Forestil dig, at du bygger en kompleks titaniumdel tæt på den endelige form ved hjælp af 3D-print. Derefter bruger du CNC-bearbejdning til den sidste kritiske finish. Det er hybridfremstilling.
Denne tilgang reducerer materialespild drastisk. Den reducerer også den samlede bearbejdningstid, som er en vigtig omkostningsfaktor for titaniumprojekter. Det er en vigtig del af den avancerede CNC-strategi for titanium.
Avancerede værktøjsbelægninger
Varme er fjenden, når man skærer i titanium. Nye værktøjsbelægninger er vores bedste forsvar. De skaber en utrolig hård og glat barriere mellem værktøjet og materialet.
Disse nye belægninger forbedrer dramatisk tribologisk17 egenskaber ved skæregrænsefladen. Baseret på vores interne tests kan nogle belægninger forlænge værktøjets levetid med mere end 30% og samtidig give mulighed for højere skærehastigheder.
| Belægningstype | Vigtige fordele | Ideel anvendelse |
|---|---|---|
| TiAlN | Hårdhed ved høje temperaturer | Skrubning ved høj hastighed |
| AlCrN | Overlegen slidstyrke | Efterbehandling |
| Nanokomposit | Ekstrem hårdhed og lav friktion | Krævende dele til luft- og rumfart |
AI-drevet adaptiv kontrol
Det er her, produktionen bliver rigtig smart. Sensorer på maskinen lytter til skæreprocessen. AI analyserer disse data i realtid.
Hvis den opdager problemer som værktøjsslitage eller snak, justerer den automatisk skæreparametrene. Det forebygger fejl og sikrer ensartet kvalitet uden konstant operatørtilsyn.
Fremtidens titaniumbearbejdning kombinerer additive og subtraktive metoder, forbedret værktøj og kunstig intelligens. Disse innovationer vil revolutionere effektiviteten, reducere spild og forbedre kvaliteten af emnerne og definere den næste generation af avanceret CNC-titanproduktion.
Få et tilbud på brugerdefineret CNC-bearbejdning af titanium fra PTSMAKE i dag!
Er du klar til at tage dit CNC-bearbejdningsprojekt i titanium fra idé til produktion med uovertruffen præcision og pålidelighed? Kontakt PTSMAKE's ekspertteam for at få et hurtigt og uforpligtende tilbud - oplev kvalitet i verdensklasse, lydhør support og levering til tiden af dine højtydende dele!

Læs mere om, hvorfor denne egenskab er afgørende for materialer, der bruges inde i menneskekroppen. ↩
Lær, hvordan klæbemiddelslitage opstår og påvirker overfladeintegriteten på dine bearbejdede dele. ↩
Lær, hvordan denne specifikke type materialeoverførsel mellem værktøj og emne forårsager for tidlig værktøjssvigt. ↩
Forstå, hvordan denne materialeadhæsion kan ødelægge dit emne og værktøj, og lær effektive forebyggelsesmetoder. ↩
Udforsk, hvordan denne proces øger titans iboende modstandsdygtighed over for korrosion i barske miljøer. ↩
Udforsk, hvordan denne metallurgiske effekt påvirker værktøjets levetid og dit projekts bundlinje. ↩
Lær, hvordan denne metallurgiske effekt komplicerer bearbejdningen, og hvilke skridt vi tager for at forhindre den. ↩
Lær, hvordan denne kumulative fejl påvirker kvaliteten af dit færdige emne, og hvordan du kan kontrollere den. ↩
Lær, hvordan en dokumenteret chain of custody beskytter dit projekt og sikrer fuld compliance. ↩
Lær, hvordan du forhindrer materialesvigt, når der bruges forskellige metaller i en samling. ↩
Forstå de interne kræfter, der kan kompromittere din emnes dimensionsnøjagtighed. ↩
Lær mere om denne kritiske bearbejdningsudfordring, og hvordan du forebygger den. ↩
Lær, hvordan korrekt opspænding øger produktionseffektiviteten og ensartetheden af emnerne ved CNC-bearbejdning i store mængder. ↩
Opdag, hvordan SPC hjælper med at reducere fejl og forbedre produktionskonsistensen i dine projekter. ↩
Se, hvordan denne materialeegenskab påvirker værktøjets levetid og emnets kvalitet under bearbejdningen. ↩
Lær, hvordan denne materialeegenskab påvirker bearbejdeligheden og værktøjets levetid i vores detaljerede vejledning. ↩
Forstå videnskaben om friktion og slid og se, hvordan nye belægninger revolutionerer værktøjets ydeevne. ↩






