

يمكن أن يؤدي الاختيار بين الصب الاستثماري وصب القوالب للأجزاء الخاصة بك إلى تحديد الجدول الزمني للمشروع والميزانية أو كسرهما. يعاني العديد من المهندسين في اتخاذ هذا القرار لأن الاختيار الخاطئ يؤدي إلى إعادة تصميمات مكلفة، ومهل زمنية طويلة، وأجزاء لا تفي بالمواصفات.
يستخدم الصب الاستثماري نمط الشمع القرباني والغطاء الخزفي لإنشاء أجزاء معقدة وعالية الدقة من سبائك عالية الحرارة، بينما يقوم الصب بالقالب بحقن المعدن المنصهر تحت الضغط في قوالب فولاذية قابلة لإعادة الاستخدام لإنتاج كميات كبيرة من الأشكال الهندسية البسيطة في مواد ذات درجة انصهار منخفضة.

لقد تعاملت مع كلتا العمليتين في شركة PTSMAKE، وساعدت العملاء على اتخاذ هذا القرار الدقيق لمكونات السيارات وقطع غيار الطيران والأجهزة الطبية. يعتمد الاختيار الصحيح على متطلباتك المحددة للمواد والحجم والتعقيد والميزانية. دعني أطلعك على الاختلافات الرئيسية وعوامل اتخاذ القرار التي ستساعدك على اتخاذ أفضل خيار لمشروعك.
ما هو المبدأ الأساسي للصب الاستثماري؟
إن الصب الاستثماري في جوهره هو عملية إنشاء وتدمير. نبدأ بصنع نسخة طبق الأصل من الجزء النهائي. وتعرف هذه النسخة المطابقة بالنموذج.
نمط القربان
ليس المقصود من هذا النمط أن يدوم. فهو بمثابة أداة مؤقتة. نصنعه عادةً من الشمع. الغرض الوحيد منه هو إنشاء قالب حوله.
ثم نذيبها أو نحرقها بعيدًا. وهذا يترك تجويفاً مثالياً خلفه.
| المرحلة | الغرض |
|---|---|
| الإنشاء | اصنع نمط شمع دقيق. |
| التدمير | قم بإزالة النمط لتشكيل قالب. |
تسمح هذه الطريقة الفريدة من نوعها للصب الاستثماري بإنتاج أشكال معقدة بتفاصيل مذهلة، وهو فرق رئيسي عند التفكير في الصب الاستثماري مقابل الصب بالقالب.

من النمط إلى القالب: "الاستثمار"
يحدث السحر الحقيقي عندما "نستثمر" النمط. وهذا يعني بناء قشرة خزفية حوله. نقوم بذلك عن طريق غمس النمط الشمعي بشكل متكرر في السيراميك الطين1 ثم تغطيتها بمادة تشبه الرمل.
نكرر هذه العملية عدة مرات. تضيف كل طبقة قوة وسماكة للقالب. وهذا يخلق قالباً قوياً من قطعة واحدة. بعد أن يصل القالب إلى السماكة المناسبة، يجب تجفيفه بالكامل. هذه الخطوة ضرورية لسلامة القالب.
مرحلة الإرهاق
بمجرد أن تجف القشرة الخزفية، نضعها في الفرن. تعمل الحرارة العالية على إذابة الشمع وحرقه بالكامل. هذا هو جزء "الشمع المفقود" من العملية. وما يتبقى هو قالب خزفي مجوف ومفصّل للغاية. وهو الآن جاهز لصب المعدن المنصهر فيه.
وتختلف هذه العملية اختلافًا جوهريًا عن العمليات الأخرى مثل الصب بالقالب، حيث يتم استخدام قالب معدني دائم. يسمح القالب الخزفي الذي يستخدم مرة واحدة في الصب الاستثماري بتصميمات أكثر تعقيدًا بكثير وتقطيعات سفلية دون الحاجة إلى زوايا سحب.
| خطوة العملية | الإجراء الرئيسي | النتيجة |
|---|---|---|
| 1. مبنى قذيفة | نمط الغمس في الطين والرمل | تتشكل قشرة خزفية. |
| 2. التجفيف | علاج القشرة | يكتسب القالب قوة. |
| 3. إزالة الشمع | تسخين القشرة في الفرن | يُترك تجويف القالب المجوف. |
في المشاريع السابقة في شركة PTSMAKE، وجدنا أن التحكم بعناية في عملية بناء الهيكل هو المفتاح. إنها الطريقة التي نضمن بها أن كل تفصيل من النمط الأصلي يتم التقاطه بشكل مثالي في الجزء المعدني النهائي، مما يلبي باستمرار التفاوتات المسموح بها بدقة.
جوهر الصب الاستثماري بسيط ومباشر. فنحن نصنع قالباً شمعياً دقيقاً، ونبني قالباً من السيراميك حوله، ثم نزيل القالب. وهذا يترك قالبًا مثاليًا يستخدم لمرة واحدة، وهو مثالي لإنتاج أجزاء معدنية معقدة ومفصلة.
ما هو المبدأ الأساسي لصب القوالب؟
المبدأ الأساسي بسيط ولكنه قوي. نقوم بدفع المعدن المنصهر في قالب فولاذي تحت ضغط هائل. تضمن هذه الطريقة السرعة والدقة.
قلب العملية
فكر في الأمر وكأنه حقنة عالية التقنية. تقوم الماكينة بحقن معدن سائل في تجويف مسبق الشكل. يُطلق على هذا التجويف اسم القالب.
المعادن والقوالب
تعتمد العملية على عنصرين رئيسيين. المعدن المنصهر، الذي يشكل الجزء، والقالب الفولاذي الذي يشكله.
| المكوّن | المواد | الوظيفة |
|---|---|---|
| المعدن المنصهر | ألومنيوم، زنك، إلخ. | يشكل الجزء الأخير |
| قالب (قالب) | فولاذ مقوى | تشكيل المعدن |
هذا الحقن بالضغط العالي هو ما يجعل عملية الصب بالقالب فعالة للغاية في إنشاء أجزاء معقدة بسرعة.

يكمن سحر الصب بالقالب في الضغط. هذا ليس صبًا لطيفًا. نحن نحقن المعدن بسرعات يمكن أن تملأ القالب بأكمله في أجزاء من الثانية. هذا هو الفرق الرئيسي عند التفكير في الصب الاستثماري مقابل الصب بالقالب.
قوة الضغط
الضغط العالي أمر بالغ الأهمية. فهو يدفع المعدن إلى كل التفاصيل الدقيقة في القالب. وهذا يضمن تشكيل الزوايا الحادة والجدران الرقيقة والأشكال الهندسية المعقدة بشكل مثالي. تساعد هذه التعبئة السريعة أيضًا على تحقيق بنية مجهرية دقيقة الحبيبات.
تقلل هذه العملية من المسامية. الهواء المحبوس لديه فرصة ضئيلة لتكوين فقاعات. وينتج عن ذلك مكون أقوى وأكثر صلابة. في PTSMAKE، نتحكم في هذه الضغوط بدقة للحصول على كثافة مثالية للجزء.
القالب القابل لإعادة الاستخدام: ميزة رئيسية
القالب عبارة عن أداة دائمة قابلة لإعادة الاستخدام مصنوعة من الفولاذ عالي الجودة. وهذا يسمح لنا بإنتاج الآلاف أو حتى الملايين من الأجزاء المتماثلة من قالب واحد. القالب السريع التصلب2 يسمح بأوقات دورات سريعة.
تعد إمكانية إعادة الاستخدام هذه ميزة كبيرة مقارنةً بالطرق التي تستخدم القوالب التي تستخدم لمرة واحدة.
| الميزة | الصب بالقالب | الصب الاستثماري |
|---|---|---|
| مادة القالب | الفولاذ | شمع/سيراميك |
| إعادة الاستخدام | عالية (أكثر من 100,000 دورة) | لا يوجد (استخدام واحد) |
| التكلفة الأولية | عالية | منخفضة |
في حين أن تكلفة القالب الأولية أعلى، تنخفض تكلفة القطعة الواحدة بشكل كبير مع زيادة الحجم. وهذا يجعل صب القوالب مثاليًا لعمليات الإنتاج.
ينطوي المبدأ الأساسي لعملية الصب بالقالب على حقن المعدن المنصهر في قالب فولاذي قابل لإعادة الاستخدام تحت ضغط عالٍ. تم تصميم هذه العملية من أجل السرعة والدقة والإنتاج الضخم للأجزاء المعدنية المعقدة والقوية، مما يوفر إمكانية تكرار ممتازة لمشاريع التصنيع بكميات كبيرة.
كيف تختلف خيارات المواد بين الصب الاستثماري والصب بالقالب؟
يعود الفرق الأكبر إلى درجة الحرارة. يمكن للصب الاستثماري التعامل مع المواد ذات درجات انصهار عالية جدًا. ويرجع ذلك إلى أن القوالب الخزفية تستخدم لمرة واحدة ومصممة لتحمل الحرارة الشديدة.
ومع ذلك، تستخدم قوالب الصب بالقالب قوالب فولاذية قابلة لإعادة الاستخدام. لا تستطيع هذه القوالب تحمل درجات الحرارة العالية اللازمة للمعادن مثل الفولاذ.
سبائك الصب الاستثماري الشائعة
تتفوق هذه العملية مع المعادن عالية الأداء ودرجة الحرارة العالية. فكّر في الفولاذ والفولاذ المقاوم للصدأ وحتى السبائك الفائقة للأجزاء الفضائية.
سبائك الصب بالقالب النموذجية
نركز هنا على المعادن غير الحديدية. هذه المعادن لها درجات انصهار أقل. وأكثرها شيوعًا هي سبائك الألومنيوم والزنك والمغنيسيوم.
تسلط مقارنة سريعة الضوء على هذه النقطة الرئيسية في النقاش حول الصب الاستثماري مقابل الصب بالقالب.
| طريقة الصب | نوع المعدن | أمثلة شائعة |
|---|---|---|
| الصب الاستثماري | حديدية (عالية الحرارة) | الصلب، والفولاذ المقاوم للصدأ، وسبائك الكوبالت |
| الصب بالقالب | غير حديدية (منخفضة الحرارة) | الألومنيوم، والزنك، والمغنيسيوم |

لماذا تتحكم نقطة الانصهار في العملية
السبب الأساسي لتقسيم المواد هو القالب نفسه. يستخدم الصب الاستثماري غلاف خزفي قابل للاستهلاك. يتم إنشاء هذا الغلاف حول نمط من الشمع. وبمجرد ذوبان الشمع، يمكن للسيراميك التعامل مع الفولاذ المنصهر المصبوب عند درجة حرارة تزيد عن 1600 درجة مئوية (2900 درجة فهرنهايت). ينكسر القالب لتحرير الجزء.
في الصب بالقالب، يكون القالب عبارة عن قالب فولاذي دائم. قد يؤدي إجبار الصلب المنصهر على القالب الفولاذي إلى تلف القالب أو حتى لحامه. وهذا يقصر العملية على المعادن التي تذوب في درجات حرارة أقل بكثير. وهذا يحمي القالب المكلف والقابل لإعادة الاستخدام. وهذا عامل حاسم عند الاختيار بين الصب الاستثماري مقابل الصب بالقالب لمشروع ما.
مقارنة تفصيلية للسبائك
في المشاريع في شركة PTSMAKE، يعد توجيه العملاء بشأن اختيار المواد خطوة أولى حاسمة. يؤثر توافق العملية بشكل مباشر على خصائص الجزء النهائي وتكلفته. ويساعد فهم ذلك على منع أخطاء التصميم المكلفة في المستقبل. غالبًا ما نعمل مع مختلف السبائك الحديدية3 للتطبيقات الصعبة.
الجدول أدناه يفصل الخيارات أكثر. لقد رأينا هذه المواد مستخدمة في العديد من مشاريع العملاء.
| الميزة | سبائك الصب الاستثماري | سبائك الصب بالقالب |
|---|---|---|
| النوع الأساسي | المعادن الحديدية | المعادن غير الحديدية |
| أمثلة | الفولاذ المقاوم للصدأ، والفولاذ الكربوني، وفولاذ الأدوات، وسبائك النيكل والكوبالت | ألومنيوم (A380)، زنك (زاماك 3)، مغنيسيوم (AZ91D) |
| نقطة الانصهار | عالية (على سبيل المثال، الفولاذ ~ 1510 درجة مئوية) | منخفضة (على سبيل المثال، الألومنيوم ~ 660 درجة مئوية) |
| نقاط القوة الرئيسية | قوة وصلابة ومقاومة عالية ومقاومة للتآكل | خفيف الوزن، تشطيب ممتاز، موصلية عالية |
| الاستخدامات الشائعة | شفرات التوربينات والغرسات الطبية ومكونات الأسلحة النارية | قطع غيار السيارات، وعلب الإلكترونيات، ومكونات الأجهزة |
يسمح استخدام الصب الاستثماري للقوالب الخزفية القابلة للاستهلاك بالتعامل مع السبائك الحديدية ذات درجة الحرارة العالية مثل الفولاذ. وعلى النقيض من ذلك، فإن القوالب الفولاذية القابلة لإعادة الاستخدام في الصب بالقالب تقصرها على المعادن غير الحديدية ذات درجة الانصهار المنخفضة مثل الألومنيوم والزنك للحفاظ على سلامة القالب.
كيف يمكن مقارنة التعقيد الهندسي بين الصب الاستثماري والصب بالقالب؟
عند الاختيار بين الصب الاستثماري مقابل الصب بالقالب، فإن حرية التصميم عامل حاسم. تؤثر العملية التي تختارها بشكل مباشر على التعقيد الذي يمكنك تحقيقه.
يؤثر هذا الاختيار على ميزات مثل القنوات الداخلية والزوايا الحادة. كما أنه يحدد مدى نحافة الجدران.
ممرات داخلية معقدة
يتفوق الصب الاستثماري في إنشاء ممرات داخلية معقدة. يمكن تشكيل نمط الشمع في أي شكل تقريباً.
يكافح الصب بالقالب مع هذه الميزات. لا يمكن للقوالب المعدنية تشكيل مسارات معقدة ومغلقة بسهولة. وهذا يحد من الهندسة الداخلية بشكل كبير.
التعامل مع القطع السفلية
القطع السفلية هي ميزات تمنع إخراج الجزء مباشرة من القالب. يعالجها الصب الاستثماري بسهولة.
يتم كسر الغلاف الخزفي بعيدًا، لذلك لا تمثل الشقوق السفلية مشكلة. يتطلب الصب بالقالب شرائح معقدة ومكلفة أو نوى جانبية للقطع السفلية.
تحقيق الجدران الرقيقة
يمكن لكلتا العمليتين إنتاج جدران رقيقة. ومع ذلك، غالباً ما يكون للصب الاستثماري ميزة.
ويمكنه إنشاء جدران أرق وأكثر اتساقًا. ويرجع ذلك إلى أن المعدن المنصهر يتدفق في قالب خزفي مسخن مسبقًا.
إليك مقارنة سريعة:
| الميزة | الصب الاستثماري | الصب بالقالب |
|---|---|---|
| الممرات الداخلية | ممتاز | محدودة |
| القطع السفلية | ممتاز | صعب / مكلف |
| جدران رقيقة | جيد جداً | جيد |
| حرية التصميم | عالية | معتدل |
الأجزاء2:
الأجزاء3:
ويكمن السبب الأساسي لحرية التصميم المتفوقة في الصب الاستثماري في عمليته الأساسية. فهي تستخدم نمط القربان4, مصنوع عادةً من الشمع، وهو نسخة طبق الأصل من الجزء النهائي.
يتم طلاء هذا النمط الشمعي بطبقة من السيراميك. بعد أن يتصلب السيراميك، يتم إذابة الشمع. وهذا يترك قالب خزفي غير ملحوم من قطعة واحدة من السيراميك.
يتيح هذا القالب أحادي الاستخدام إمكانيات هندسية غير محدودة تقريباً. لا توجد خطوط فاصلة أو زوايا سحب يجب مراعاتها. يمكنك تصميم هياكل معقدة مكونة من قطعة واحدة يستحيل تصميمها بالطرق الأخرى.
وعلى النقيض من ذلك، يستخدم الصب بالقالب قالب فولاذي دائم من جزأين. يجب تصميم الجزء النهائي بحيث يمكن إخراجه من هذا القالب.
وهذا يفرض عدة قيود. يجب أن يكون للميزات زوايا سحب. وتمثل الجيوب العميقة والضيقة تحدياً. وغالباً ما تكون النوى الداخلية المعقدة غير ممكنة.
في المشاريع السابقة في شركة PTSMAKE، قمنا بتوجيه العملاء نحو الصب الاستثماري للأجزاء ذات قنوات التبريد المتكاملة المتعرجة أو التضليع الداخلي المعقد. هذه الميزات ببساطة ليست عملية في الصب بالقالب.
| عامل التقييد | الصب الاستثماري | الصب بالقالب |
|---|---|---|
| نوع الأدوات | قالب سيراميك قابل للاستهلاك | قالب فولاذي قابل لإعادة الاستخدام |
| خطوط الفراق | لا يوجد | مطلوب |
| زوايا السحب | غير مطلوب | مطلوب |
| تكلفة الأدوات | أقل | أعلى |
الأجزاء4:
يوفر الصب الاستثماري حرية تصميم لا مثيل لها للأشكال الهندسية المعقدة مثل الممرات الداخلية والقطع السفلية. أما الصب بالقالب فهو أكثر تقييدًا بسبب اعتماده على القوالب المعدنية الدائمة، والتي تتطلب ميزات مثل زوايا السحب لقذف القِطع.
الأجزاء5:
ما هي التشطيبات السطحية النموذجية التي يمكن تحقيقها بين الصب الاستثماري والصب بالقالب؟
لننتقل مباشرةً إلى الأرقام. عند المقارنة بين الصب الاستثماري والصب بالقالب، فإن تشطيب السطح "كما هو مصبوب" هو الفرق الحاسم.
يوفر الصب الاستثماري عمومًا سطحًا أكثر سلاسة بشكل ملحوظ منذ البداية. نقيس ذلك باستخدام Ra (متوسط الخشونة).
انخفاض قيمة Ra يعني لمسة نهائية أكثر سلاسة. يمكن لهذه الجودة الأولية أن تقلل بشكل كبير من خطوات التشطيب الثانوية، مما يوفر لك الوقت والمال.
فيما يلي مقارنة نموذجية نراها في مشاريعنا.
| طريقة الصب | رع المصبوب النموذجي (ميكرومتر) | رع المصبوب النموذجي (μin) |
|---|---|---|
| الصب الاستثماري | 1.6 - 3.2 | 63 - 125 |
| الصب بالقالب | 3.2 - 6.3 | 125 - 250 |
وغالبًا ما يفرض هذا الاختلاف اختيار العملية للأجزاء التي تكون فيها الخصائص الجمالية أو ديناميكيات السوائل أمرًا بالغ الأهمية.

السبب الأساسي لهذا الاختلاف هو مادة القالب نفسها. يستخدم الصب الاستثماري غلافًا خزفيًا مبنيًا حول قالب من الشمع.
تُنشئ جزيئات السيراميك الدقيقة سطح قالب يحاكي حتى أكثر التفاصيل تعقيداً بدقة عالية. ينتج عن ذلك لمسة نهائية ممتازة بمجرد إزالة الشمع.
يستخدم الصب بالقالب قوالب فولاذية قوية وقابلة لإعادة الاستخدام. وفي حين أن هذه القوالب تبدأ بسطح مصقول للغاية، إلا أن العملية تكون أكثر قوة.
يتم حقن المعدن المنصهر تحت ضغط شديد. على مدى آلاف الطلقات، فإن التسخين والتبريد المتكرر، المعروف باسم التدوير الحراري5, يمكن أن يسبب تآكلًا مجهريًا على سطح القالب. وينتقل هذا التآكل في النهاية إلى الأجزاء.
هناك متغيرات أخرى مهمة أيضًا. في عملية الصب بالقالب، يجب التحكم في عوامل مثل سرعة الحقن والضغط ودرجة حرارة المعدن بشكل مثالي لتقليل العيوب السطحية مثل خطوط التدفق.
بالنسبة للصب الاستثماري، فإن جودة نمط الشمع وقوام الملاط الخزفي هما العاملان الأكثر أهمية.
| العامل | الصب الاستثماري | الصب بالقالب |
|---|---|---|
| مادة القالب | قشرة السيراميك (الجسيمات الدقيقة) | قالب فولاذي مقوى |
| ضغط العملية | منخفض (صب الجاذبية) | مرتفع (حقن قسري) |
| المتغير الرئيسي | جودة الطين والشمع | سرعة الحقن والضغط |
| عامل التآكل | العفن أحادي الاستخدام | تآكل القالب بمرور الوقت |
في شركة PTSMAKE، ندير هذه العوامل عن كثب لضمان أن تلبي الأجزاء الخاصة بك اللمسة النهائية السطحية المحددة من أول قطعة.
تُنتج القوالب الخزفية ذات الاستخدام الواحد في الصب الاستثماري سطحًا مصبوبًا فائقًا (قيمة Ra أقل). وعلى النقيض من ذلك، فإن القوالب الفولاذية المتينة في الصب بالقالب تكون فعالة في الأحجام الكبيرة ولكنها تؤدي إلى تشطيب أولي أكثر خشونة قليلاً بسبب ضغوط العملية.
كيف تختلف تفاوتات الأبعاد القابلة للتحقيق بين الصب الاستثماري والصب بالقالب؟
عند المقارنة بين الصب الاستثماري مقابل الصب بالقالب، فإن التفاوت في الأبعاد هو العامل الرئيسي في التفريق بينهما. يوفر الصب بالقالب عمومًا تفاوتات أكثر دقة بكثير من القالب مباشرةً.
تأتي هذه الدقة من العملية نفسها.
استنادًا إلى معايير الصناعة وبيانات مشروعنا، تختلف التفاوتات النموذجية التي يمكن تحقيقها بشكل كبير. فيما يلي دليل عام.
| تحمل الميزات | الصب الاستثماري | الصب بالقالب |
|---|---|---|
| التفاوت الخطي (نموذجي) | ± 0.005 بوصة/بوصة (0.005 مم/مم) | ± 0.0015 بوصة/بوصة (0.0015 مم/مم) |
| التسطيح (لكل بوصة) | 0.005 بوصة | 0.002 بوصة |
| الحد الأدنى لسُمك الجدار | ~حوالي 0.060" (1.5 مم) | ~حوالي 0.020 بوصة (0.5 مم) |
يوضح هذا الجدول الميزة الواضحة لقالب الصب في إنتاج أجزاء ذات شكل صافٍ تتطلب قدرًا أقل من المعالجة الثانوية.

يكمن السبب الرئيسي لهذا الاختلاف في مادة القالب وعملية التصنيع.
ثبات القوالب الفولاذية
تستخدم قوالب الصب بالقالب قوالب فولاذية قوية ودقيقة التشكيل. هذه القوالب الدائمة مستقرة بشكل لا يصدق. فهي تقاوم التآكل والتشويه الحراري على مدار العديد من الدورات.
يُترجم هذا الثبات مباشرةً إلى تناسق من جزء إلى آخر. فكل مكون يتم إنتاجه هو نسخة شبه مثالية من المكون الذي يسبقه.
ومع ذلك، يستخدم الصب الاستثماري غلاف خزفي مصنوع حول نمط من الشمع. هذه القشرة تستخدم مرة واحدة ويتم تدميرها بعد كل عملية صب.
على الرغم من فعاليتها، فإن عملية إنشاء الصدفة تقدم المزيد من المتغيرات. يمكن أن يؤدي ذلك إلى تناقضات طفيفة من قذيفة إلى أخرى.
التحكم في الضغط والعمليات
تتضمن عملية الصب بالقالب حقن المعدن المنصهر في القالب تحت ضغط عالٍ للغاية. وهذا يضمن ملء تجويف القالب بسرعة وبشكل كامل.
تقلل هذه العملية الخاضعة للرقابة من المشكلات المتعلقة بالتفاوت الانكماش الحجمي6, تحديًا شائعًا في الصب. فهو يقلل من المسامية ويخلق هياكل دقيقة الحبيبات.
يعتمد الصب الاستثماري عادةً على الجاذبية أو الضغط المنخفض. تكون التعبئة أبطأ وأقل قوة، مما قد يؤدي إلى تفاصيل أقل تحديداً ونطاقات تفاوت أوسع.
في الأساس، عملية الصب بالقالب هي ببساطة أكثر قابلية للتكرار.
يوفر الصب بالقالب تفاوتًا فائقًا في الأبعاد بفضل القوالب الفولاذية المتينة وعملية الحقن بالضغط العالي. ويؤدي ذلك إلى الحصول على أجزاء متناسقة ودقيقة للغاية من الأداة مباشرة، مما يقلل في كثير من الأحيان من الحاجة إلى المعالجة الثانوية مقارنةً بالصب الاستثماري.
ما هو تأثير حجم الإنتاج على اختيار العملية بين الصب الاستثماري والصب بالقالب؟
إن تصور التكاليف هو المفتاح. تحليل التعادل هو الأداة المثالية لذلك. فهو يساعدنا على تحديد حجم الإنتاج الدقيق حيث تصبح إحدى الطريقتين أكثر اقتصاداً من الأخرى.
يحدد هذا المخطط بوضوح التكلفة الإجمالية مقابل عدد الأجزاء المنتجة. ويأخذ في الاعتبار كلاً من الاستثمار الأولي في الأدوات وسعر كل جزء لكل عملية.
وتوضح المقارنة المفاضلة المالية في جدل الصب الاستثماري مقابل الصب بالقالب.
| مكون التكلفة | الصب الاستثماري | الصب بالقالب |
|---|---|---|
| التجهيز الأولي للأدوات | منخفضة | عالية جداً |
| السعر لكل جزء | أعلى | أقل |
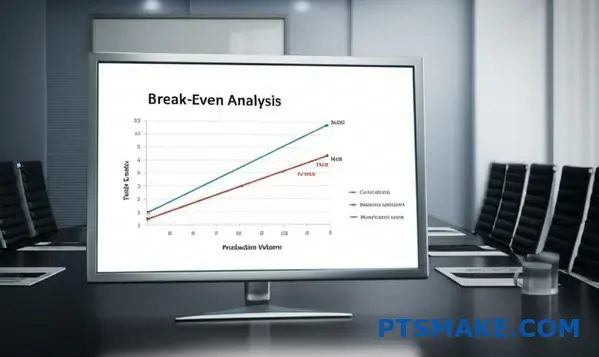
فهم منحنيات التكلفة
يرسم مخطط التعادل خطين. أحدهما لصب الاستثمار والآخر لصب القوالب. التكلفة الإجمالية على المحور الرأسي، وحجم الإنتاج على المحور الأفقي.
يبدأ خط الصب الاستثماري بسعر أقل. وهذا يعكس انخفاض تكلفة الأدوات الأولية. ومع ذلك، فإن الخط يرتفع بشكل أكثر حدة لأن كل جزء على حدة يكلف أكثر في الإنتاج.
يبدأ خط الصب بالقالب أعلى بكثير. ويرجع ذلك إلى التكلفة الأولية الكبيرة لصنع القالب الفولاذي المعقد والمقوى. ولكن انحداره أكثر انحدارًا. وهذا يوضح التكلفة المنخفضة لكل جزء.
نقطة التقاطع هي المفتاح
النقطة التي يتقاطع عندها هذان الخطان هي نقطة التعادل في الحجم. إذا كان الحجم المتوقع أقل من هذه النقطة، فإن الصب الاستثماري هو خيارك الأكثر فعالية من حيث التكلفة.
إذا كان حجمك أعلى من هذه النقطة، فإن الصب بالقالب هو الفائز الواضح. يتم امتصاص تكلفة الأدوات المرتفعة عبر العديد من الوحدات. يُعرف توزيع التكلفة هذا باسم الإطفاء7. في شركة PTSMAKE، يعتبر هذا التحليل أساسيًا في عملية التسعير لدينا.
| حجم الإنتاج | الاختيار الاقتصادي | التبرير |
|---|---|---|
| حجم منخفض | الصب الاستثماري | تجعل التكلفة المنخفضة للأدوات الأولية المنخفضة عمليات التشغيل الصغيرة في متناول الجميع. |
| حجم كبير | الصب بالقالب | توفر التكلفة المنخفضة للقطعة الواحدة وفورات كبيرة بمرور الوقت. |
يوفر تحليل نقطة التعادل خارطة طريق مالية واضحة. ويوضح كيف أن الصب الاستثماري مثالي للأحجام المنخفضة بسبب انخفاض تكلفة الدخول، في حين أن كفاءة الصب بالقالب تجعله الخيار الأفضل للإنتاج بكميات كبيرة، مما يبرر استثماره الأولي المرتفع.
كيف يمكن مقارنة هيكل التكلفة الإجمالية بين الصب الاستثماري والصب بالقالب؟
عند مقارنة الصب الاستثماري مقابل الصب بالقالب، فإن هيكل التكلفة هو المفاضلة الأساسية. إنها مفاضلة كلاسيكية. يجب أن تختار بين التكاليف الأولية المرتفعة والتكاليف المنخفضة لكل جزء، أو العكس.
يعتمد هذا الاختيار بشكل كبير على حجم الإنتاج المتوقع. كل عملية لها نموذج اقتصادي متميز.
محركات التكلفة الرئيسية
إن فهم هذه الدوافع أمر بالغ الأهمية. فهي تؤثر بشكل مباشر على النتيجة النهائية لمشروعك.
| عامل التكلفة | الصب الاستثماري | الصب بالقالب |
|---|---|---|
| الأدوات | منخفضة إلى متوسطة | عالية جداً |
| المواد | أعلى (المزيد من النفايات) | أقل (نفايات أقل) |
| العمالة | عالية | منخفض (آلي) |
| وقت الدورة | بطيء | سريع جداً |
يتطلب الصب بالقالب استثمارًا أوليًا كبيرًا. ولكنه يؤتي ثماره مع انخفاض تكاليف الوحدة في الإنتاج بكميات كبيرة.

نظرة أعمق على توزيع التكلفة
دعنا نوضح سبب اختلاف هذه التكاليف بشكل كبير. في عملنا في شركة PTSMAKE، نوجه العملاء من خلال هذا التحليل لإيجاد الحل الأكثر فعالية من حيث التكلفة لاحتياجاتهم الخاصة. لا يتعلق الأمر فقط بالاقتباس الأولي.
إطفاء الأدوات
تتطلب قوالب الصب بالقالب قوالب فولاذية صلبة ومتينة. وهي مصممة لتحمل الضغط والحرارة الهائلة لآلاف الدورات. وهذا يجعلها مكلفة للغاية.
يستخدم الصب الاستثماري أدوات أقل تكلفة. في كثير من الأحيان، يتضمن إنشاء نمط رئيسي لإنتاج نسخ متماثلة من الشمع. لا تحتاج هذه الأدوات إلى تحمل نفس الضغوط، مما يقلل من التكلفة الأولية بشكل كبير.
المواد والعمالة ووقت الدورة الزمنية
صب القوالب عملية مؤتمتة للغاية. وبمجرد إعداد الماكينة، يمكن إنتاج الأجزاء بسرعة كبيرة مع الحد الأدنى من العمالة. هذه السرعة تقلل بشكل كبير من تكلفة الجزء الواحد.
الصب الاستثماري متعدد المراحل وكثيف العمالة. فهي تتضمن بناء الغلاف، وإزالة الشمع، والصب. وكل خطوة تضيف وقتاً وتكلفة عمالة مما يجعل سعر القطعة الواحدة أعلى. تنطوي هذه الطريقة على مفهوم يسمى صب الأدوات الإطفاء8.
الحجم هو العامل الحاسم
المفتاح هو حجم الإنتاج. تتوزع تكلفة الأدوات العالية لصب القوالب على العديد من الأجزاء.
| حجم الإنتاج | اختيار أفضل | السبب |
|---|---|---|
| منخفض (على سبيل المثال، أقل من 5,000) | الصب الاستثماري | تكلفة الأدوات الأولية المنخفضة تبرر ارتفاع سعر القطعة. |
| عالية (على سبيل المثال، أكثر من 10,000) | الصب بالقالب | يتم تعويض التكلفة الأولية المرتفعة بتكلفة منخفضة للغاية للوحدة. |
وتتم موازنة التكاليف الأولية المرتفعة للأدوات في الصب بالقالب بأسعار منخفضة لكل جزء، مما يجعلها مثالية للأحجام الكبيرة. وعلى العكس من ذلك، فإن الصب الاستثماري يوفر تكاليف أولية أقل ولكن أسعار الوحدة أعلى، مما يجعله أكثر ملاءمة للأحجام المنخفضة والتصميمات المعقدة.
كيف تقارن الخواص الميكانيكية للأجزاء النهائية بين الصب الاستثماري والصب بالقالب؟
إن القوة الحقيقية للجزء أعمق من الصقل السطحي. إنها في البنية المجهرية. هذا هو المكان الذي نرى فيه الاختلافات الرئيسية بين الصب الاستثماري مقابل الصب بالقالب.
تشكل فيزياء عملية التصنيع بشكل مباشر الجودة الداخلية للجزء النهائي.
بنية الحبوب وكثافتها
يؤدي التبريد البطيء في الصب الاستثماري إلى تكوين بنية حبيبية خشنة وموحدة. وينتج عن ذلك عموماً كثافة أعلى وفراغات داخلية أقل.
يؤدي التبريد السريع للصب بالقالب إلى تكوين سطح دقيق الحبيبات. يبدو ذلك رائعاً ولكنه قد يخفي المسامية تحت السطح.
إليك مقارنة سريعة:
| الميزة | الصب الاستثماري | الصب بالقالب |
|---|---|---|
| معدل التبريد | بطيئة ومضبوطة | سريع جداً |
| هيكل الحبوب | خشن، موحد | سطح ناعم، قلب متغير |
| الكثافة | أعلى بشكل عام | يمكن أن تكون أقل بسبب المسامية |
| مخاطر المسامية | منخفضة | عالية (مسامية الغازات) |
هذا الهيكل الداخلي أمر بالغ الأهمية للأداء.

لنتعمق أكثر في في فيزياء العملية. الأمر كله يتعلق بالحرارة والضغط.
دور معدلات التبريد
في عملية الصب بالقالب، يتم دفع المعدن المنصهر في قالب فولاذي بارد تحت ضغط هائل. وهذا "يصدم" المعدن، مما يؤدي إلى تصلبه على الفور تقريباً.
يخلق هذا التبريد السريع بنية حبيبات دقيقة للغاية على سطح الجزء. يمكن أن يساهم ذلك في صلابة السطح الممتازة. ومع ذلك، يمكن أيضًا أن يحبس الهواء والغاز. وهذا يخلق فقاعات صغيرة، أو مسامية، داخل الجزء.
الصب الاستثماري هو العكس. يتم تسخين الغلاف الخزفي مسبقاً قبل صب المعدن. يحدث التبريد ببطء وبشكل منتظم.
تمنح هذه العملية الغازات وقتًا للهروب. كما أنها تسمح بتكوين بلورات أكثر تحكمًا. يشجّع التصلب الأبطأ على تكوين بلورات أكثر ملاءمة النمو الشجيري9, مما يؤدي إلى بنية داخلية أكثر كثافة وصلابة. ومن خلال خبرتنا في PTSMAKE، ينتج عن ذلك سلامة فائقة للتطبيقات الحرجة.
تأثير الضغط على العيوب
| طريقة الصب | مستوى الضغط | مخاطر العيب الأساسي |
|---|---|---|
| الصب بالقالب | عالية جداً | مسامية الغاز |
| الصب الاستثماري | منخفض (الجاذبية/التفريغ) | مسامية الانكماش (يمكن إدارتها) |
الضغط العالي في صب القوالب رائع للتفاصيل. ولكنه يمكن أن يدفع الغاز إلى داخل المحلول المعدني، والذي ينحبس بعد ذلك عندما يبرد المعدن. تتجنب بيئة الضغط المنخفض في الصب الاستثماري هذه المشكلة المحددة تمامًا.
تخلق عملية الصب بالقالب السريعة سطحًا دقيق الحبيبات ولكنها تخاطر بحدوث مسامية داخلية. وينتج عن التبريد البطيء والمضبوط في الصب الاستثماري تبريد بطيء ومضبوط ينتج عنه بنية حبيبية أكثر كثافة وأكثر اتساقًا مع الحد الأدنى من الفراغات، مما يؤثر على السلامة والأداء العام للجزء.
ما هي العمليات الثانوية المطلوبة عادةً بين الصب الاستثماري والصب بالقالب؟
الصب هو مجرد البداية. نادراً ما يكون الجزء الخام الذي يخرج من القالب جاهزاً للاستخدام. يتطلب كل من الاستثمار والصب بالقالب عدة عمليات ثانوية.
هذه الخطوات حاسمة. فهي تضمن توافق الجزء النهائي مع المواصفات الدقيقة للوظيفة والمظهر.
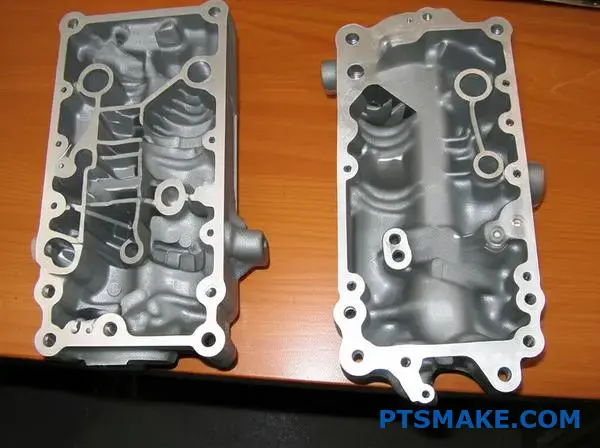
المعالجة اللاحقة الأولية
إزالة البوابة هي الخطوة الأولى لكليهما. ومع ذلك، غالبًا ما تختلف الطرق. تتطلب مصبوبات الاستثمار معالجة أكثر دقة.
| العملية | الصب الاستثماري | الصب بالقالب |
|---|---|---|
| إزالة البوابة | القطع والطحن اليدوي | مكبس التشذيب، النشر |
| التنظيف الأولي | السفع الكاشطة | الهبوط، تفجير الطلقات |
تعمل هذه الخطوات الأولية على إعداد الجزء لعمليات تشطيب أكثر دقة.

التعمق أكثر في العمليات الثانوية
يؤثر الاختيار بين الصب الاستثماري مقابل الصب بالقالب أيضًا على الخطوات اللاحقة. فلكل عملية متطلبات فريدة لتحقيق الخصائص النهائية المطلوبة. الصب الأولي هو مجرد شكل شبه صافي.
المعالجة الحرارية
المعالجة الحرارية شائعة في المسبوكات الاستثمارية. فهي تحسن من القوة والمتانة. وهذا ينطبق بشكل خاص على سبائك الصلب والألومنيوم. تعمل العملية على تعديل البنية المجهرية للمعدن.
ومع ذلك، نادرًا ما تخضع مصبوبات القوالب للمعالجة الحرارية. يمكن لعملية الضغط العالي أن تخلق مسامية داخلية. ويمكن أن تتسبب الحرارة في ظهور بثور على السطح. نحن ننصح العملاء دائمًا بهذا القيد.
التصنيع الآلي والتشطيب
وغالبًا ما تحتاج كلتا الطريقتين إلى تصنيع آلي. ويحقق ذلك تفاوتات ضيقة لا يمكن للصب وحده تلبيتها. في شركة PTSMAKE، نستخدم التصنيع الآلي باستخدام الحاسب الآلي لإنشاء الخصائص الحرجة.
كما أن تشطيب السطح أمر أساسي. فهو يحسن من المظهر الجمالي ومقاومة التآكل. يعتمد التشطيب المطلوب كلياً على التطبيق.
| نوع التشطيب | شائع للصب الاستثماري | شائع لصب القوالب |
|---|---|---|
| الطلاء | نعم | نعم |
| التصفيح | نعم | نعم |
| الطلاء بأكسيد الألومنيوم | نعم (للألومنيوم) | نعم (للألومنيوم) |
| التلميع | نعم، لإطلالة راقية | أقل شيوعًا، يمكن أن تكشف عن المسام |
عملية ديفيستينج10 فريد من نوعه في الصب الاستثماري. وهي تتضمن إزالة الغلاف الخزفي بعد تصلب المعدن. يجب القيام بهذه الخطوة بعناية لتجنب إتلاف التفاصيل الدقيقة للجزء.
تتطلب كلتا طريقتين الصب معالجة لاحقة، ولكن الخطوات تختلف بشكل كبير. فغالباً ما ينطوي الصب الاستثماري على خطوات أكثر كثافة مثل المعالجة الحرارية والتنظيف الدقيق، بينما يركز الصب بالقالب على التشذيب عالي السرعة والتشطيب السطحي المناسب لسطحه المصبوب.
ما هي القيود الرئيسية لكل عملية بين الصب الاستثماري والصب بالقالب؟
يتطلب الاختيار بين الصب الاستثماري والصب بالقالب فهم حدودهما. فكل طريقة لها قيود محددة يمكن أن تؤثر على نجاح مشروعك.
يوضح هذا الدليل السريع هذه الاختلافات الرئيسية. فهو يساعدك على اتخاذ قرار مستنير بشكل أفضل لمكوناتك.
قيود الصب الاستثماري
هذه العملية متعددة الاستخدامات ولكن لها حدود. فدورات الإنتاج الأبطأ والتكاليف الأعلى لكل جزء ملحوظة.
| القيد | تفاصيل التقييد |
|---|---|
| الحجم والوزن | عادةً للأجزاء الأصغر، من جرام إلى حوالي 75 كجم. |
| سرعة الإنتاج | أبطأ بسبب عملية الشمع والقشرة متعددة الخطوات. |
| التكلفة | ارتفاع تكاليف العمالة والمواد الأولية للقطعة الواحدة. |
| هندسية | بعض الأشكال الداخلية يمكن أن يكون من الصعب تغليفها بشكل صحيح. |
قيود الصب بالقالب
الصب بالقالب سريع وفعال من حيث التكلفة للأحجام الكبيرة. ومع ذلك، فهي أقل مرونة في مجالات أخرى.
| القيد | تفاصيل التقييد |
|---|---|
| المواد | تقتصر في الغالب على السبائك غير الحديدية مثل الألومنيوم والزنك والمغنيسيوم. |
| تكلفة الأدوات | تكاليف القالب (القالب) الأولية (القالب) مرتفعة للغاية. |
| المسامية | يمكن أن تحتوي الأجزاء على مسامية داخلية، مما يؤثر على القوة. |
| هندسية | تزيد القطع السفلية والسمات الداخلية المعقدة من التعقيد والتكلفة. |

عندما نقارن الصب الاستثماري مقابل الصب بالقالب، فإن اختيار المواد هو الفاصل الرئيسي. لا يمكن لقوالب الصب بالقالب أن تتعامل مع نقاط الانصهار العالية للمعادن الحديدية مثل الفولاذ. سوف تتحلل الأدوات بسرعة كبيرة.
وهذا هو سبب تفوقه مع سبائك الألومنيوم والزنك.
ومن ناحية أخرى، يستخدم الصب الاستثماري، من ناحية أخرى، أغلفة خزفية. وهي تستخدم مرة واحدة ويمكنها تحمل درجات حرارة عالية للغاية. وهذا يسمح بصب مجموعة واسعة من المعادن، بما في ذلك الفولاذ المقاوم للصدأ والسبائك الفائقة.
العوامل الهندسية وعوامل الأدوات
كما أن حجم وتعقيد الجزء الخاص بك هو ما يوجه الاختيار. يوفر الصب الاستثماري حرية تصميم مذهلة للأجزاء المعقدة. إن القشرة المنخفضة النفاذية11 يساعد في التقاط التفاصيل الدقيقة.
الصب بالقالب أفضل للأجزاء ذات التصميمات البسيطة المنتجة بكميات كبيرة. الجدران الرقيقة ممكنة، ولكن يجب على المصممين أن يضعوا في اعتبارهم تدفق المعادن والعيوب المحتملة.
تعد الأدوات نقطة حرجة أخرى. في PTSMAKE، نوجه العملاء في شركة PTSMAKE، ونرشدهم إلى هذا القرار، لما له من آثار كبيرة على الميزانية.
| العامل | الصب الاستثماري | الصب بالقالب |
|---|---|---|
| الاستثمار في الأدوات | منخفض إلى متوسط (لقالب نمط الشمع) | عالية جدًا (للقالب الصلب المقوى) |
| المهلة الزمنية | أقصر للأدوات، وأطول لإنتاج الأجزاء | أطول بالنسبة للأدوات، وسريع جدًا لإنتاج الأجزاء |
| أفضل حجم | حجم منخفض إلى متوسط | حجم كبير إلى كبير جداً |
يعد فهم هذه القيود أمرًا حيويًا. تؤثر القيود في المواد والحجم والهندسة بشكل مباشر على التكلفة وسرعة الإنتاج وجودة الجزء النهائي. يمكن أن يؤدي اتخاذ القرار الخاطئ في وقت مبكر إلى إعادة تصميمات باهظة الثمن وتأخيرات في المستقبل.
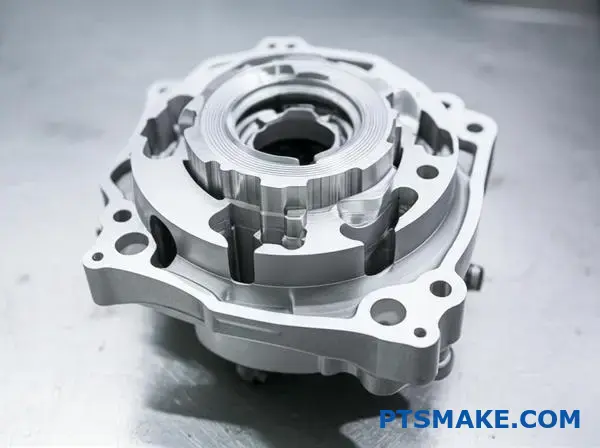
تحليل شفرة التوربينات الفضائية: لماذا الصب الاستثماري؟
تُعد شفرات التوربينات الفضائية من أفضل ما توصلت إليه الهندسة. فهي تواجه درجات حرارة وضغوطات شديدة. وتفرض هذه البيئة الصعبة خيارات المواد والتصنيع.
لماذا تُعد طريقة الصب الاستثماري هي الطريقة المفضلة؟
المزيج الذي لا يُضاهى
تكمن الإجابة في مجالين رئيسيين. أولاً، الحاجة إلى السبائك الفائقة عالية الأداء. ثانيًا، تصميم الشفرة المجوفة والمعقدة بشكل لا يصدق للتبريد. لا توجد عملية أخرى تتعامل مع كلا المتطلبين بفعالية كبيرة.
| التحدي | المتطلبات |
|---|---|
| الحرارة الشديدة | السبائك الفائقة عالية الحرارة |
| التبريد الفعال | الممرات الداخلية المعقدة |
يجعل هذا الاقتران الفريد من نوعه من الصب الاستثماري الخيار الوحيد القابل للتطبيق.

حتمية المواد: السبائك الفائقة
تعمل شفرات التوربينات في بيئات تتجاوز 1,000 درجة مئوية. وهذا يتطلب مواد مثل النيكل سبيكة فائقة12. تحافظ هذه المعادن على قوتها في درجات حرارة قد تذيب العديد من المعادن الأخرى.
تشكل نقطة الانصهار العالية هذه تحديًا تصنيعيًا على الفور. على سبيل المثال، عند التفكير في الصب الاستثماري مقابل الصب بالقالب، يكون الخيار واضحًا. الصب بالقالب غير مناسب لمثل هذه المواد ذات درجة الحرارة العالية.
اللغز الهندسي: الجنيحات الهوائية المجوفة
شفرات التوربينات الحديثة ليست صلبة. فهي تحتوي على قنوات تبريد داخلية معقدة تشبه الثعابين. تسمح هذه الممرات بتدفق الهواء البارد عبر الشفرة، مما يمنعها من الذوبان.
من المستحيل تصنيع هذه الميزات الداخلية من كتلة صلبة. يحل الصب الاستثماري هذه المشكلة بشكل جميل. فهي تستخدم نوى خزفية مسبقة التشكيل توضع داخل نمط الشمع.
بعد الصب، يتم إذابة هذه النوى الخزفية كيميائياً. وهذا يترك وراءه الشبكة الداخلية الدقيقة والمعقدة اللازمة للتبريد. إنها طريقة توفر مكونًا واحدًا سلسًا ومتجانسًا مع ميزات لا يمكن تحقيقها بخلاف ذلك.
| الطريقة | ملاءمة شفرات التوربينات | السبب |
|---|---|---|
| الصب الاستثماري | مثالية | يتعامل مع السبائك الفائقة والأشكال المجوفة المعقدة. |
| التصنيع الآلي باستخدام الحاسب الآلي | غير مناسب | لا يمكن إنشاء قنوات تبريد داخلية. |
| الصب بالقالب | غير مناسب | لا يمكن التعامل مع السبائك الفائقة عالية نقطة الانصهار. |
تضمن هذه العملية قوة الشفرات ومقاومتها للحرارة وتبريدها بفعالية.
إن الجمع بين السبائك الفائقة ذات درجة الحرارة العالية وقنوات التبريد الداخلية المعقدة يجعل من الصب الاستثماري الحل العملي الوحيد لشفرات التوربينات الحديثة. توفر هذه الطريقة الأداء والموثوقية الضروريين للتطبيقات الفضائية.
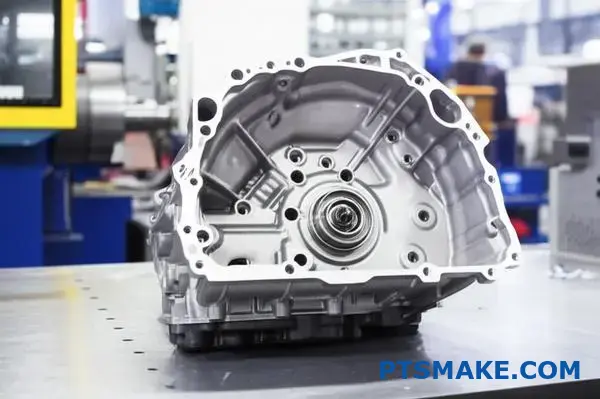
تحليل مبيت علبة تروس السيارات: لماذا الصب بالقالب؟
تتطلب صناعة السيارات كميات هائلة من الأجزاء المتماثلة. ويُعد مبيت علبة التروس مثالاً رئيسيًا على ذلك. لماذا اختيار الصب بالقالب لهذا الغرض؟
تكلفة الأدوات الأولية مرتفعة للغاية. وغالبًا ما تفاجئ هذه الحقيقة الناس. ولكنها مفتاح تكلفة القطعة المنخفضة للغاية.
منطق الحجم الكبير
بالنسبة للتطبيقات التي تحتاج إلى ملايين الوحدات، يكون الاستثمار الأولي منطقيًا. حيث يتم توزيع التكلفة، مما يجعل كل جزء أرخص على مدار فترة الإنتاج بأكملها.
توزيع التكلفة على نطاق واسع
تتألق هذه الطريقة عندما تكون أرقام الإنتاج عالية. تنخفض تكلفة القطعة الواحدة بشكل كبير مع زيادة الحجم.
| حجم الإنتاج | تكلفة الأدوات مقدماً | التكلفة لكل جزء |
|---|---|---|
| منخفضة (على سبيل المثال، 1,000) | عالية | مرتفع نسبيًا |
| عالية (على سبيل المثال، 1,000,000+) | عالية | منخفضة للغاية |
هذه المفاضلة أساسية في قرارات التصنيع في قطاع السيارات.
تبرير الاستثمار الضخم في الأدوات
قالب الصب بالقالب هو أعجوبة هندسية. فهو مصنوع من الفولاذ المقوى ويجب أن يتحمل الضغط والحرارة الهائلة لملايين الدورات. وهذا هو سبب ارتفاع تكلفتها.
ومع ذلك، فإن هذا الاستثمار يؤتي ثماره من خلال استهلاك الأدوات13. يتم تقسيم التكلفة الإجمالية للقالب على كل جزء يتم إنتاجه. بالنسبة لمبيت علبة التروس، قد تكون هذه التكلفة ملايين الوحدات.
تصبح مساهمة تكلفة الأداة في تكلفة كل جزء صغيرة للغاية.
ثبات الأبعاد واتساقها
يحتوي مبيت علبة التروس على ميزات داخلية معقدة. فهي تتطلب تفاوتات ضيقة للمحامل والأعمدة لتتناسب بشكل مثالي. يوفر الصب بالقالب ثباتًا استثنائيًا في الأبعاد، جزءًا بعد جزء.
عند مناقشة الأجزاء المعدنية كبيرة الحجم، فإن الصب الاستثماري مقابل الصب بالقالب غالبًا ما يُطرح النقاش. على الرغم من أن الصب الاستثماري ممتاز للأشكال المعقدة، إلا أنه لا يمكن أن يضاهي السرعة والتكلفة المنخفضة لكل جزء في صب القوالب لهذا المقياس.
بناءً على نتائج اختباراتنا، يوفر الصب بالقالب الاتساق المطلوب لخطوط التجميع الآلي. أي انحراف يمكن أن يوقف الإنتاج.
| الميزة | صب القوالب (لعلب علبة التروس) | الطرق البديلة |
|---|---|---|
| وقت الدورة | الثواني لكل جزء | الدقائق أو الساعات لكل جزء |
| الاتساق | مرتفع للغاية | متغير |
| التكلفة بالحجم | منخفضة جداً | عالية |
في PTSMAKE، قمنا بتوجيه العملاء من خلال هذا التحليل. تشير الحسابات دائمًا إلى صب القوالب للإنتاج الضخم الحقيقي.
بالنسبة لمبيتات علب التروس، يعد الاستثمار العالي في الصب بالقالب مقدماً خياراً استراتيجياً. فهو يضمن إنتاج الملايين من الأجزاء المتماثلة والمستقرة الأبعاد بأقل تكلفة ممكنة للقطعة، وهو أمر ضروري بالنسبة لصناعة السيارات على نطاق واسع.
يحتاج الجزء الخاص بك إلى كل من التعقيد والحجم الكبير. الصب الاستثماري أو الصب بالقالب.
أنت تواجه خيارًا صعبًا. تصميمك معقد، ولكنك تحتاج إلى آلاف الوحدات. وهذا يضع الصب الاستثماري والصب بالقالب وجهاً لوجه.
يتفوق الصب الاستثماري في التعقيد. يوفر الصب بالقالب حجمًا كبيرًا بتكلفة أقل لكل جزء.
المفاضلة الأساسية
إذاً، ما الأمر؟ هل تضحي بتعقيد التصميم من أجل السرعة والتكلفة؟ أم تقبل بسعر أعلى مقابل التعقيد المثالي؟
دعنا نضع إطار عمل لمساعدتك على اتخاذ القرار.
| مسار القرار | الأفضل لـ... | الاعتبارات الرئيسية |
|---|---|---|
| إعادة التصميم لصب القوالب | المشاريع الحساسة من حيث التكلفة | هل يمكن الحفاظ على الوظائف؟ |
| مقسمة إلى أجزاء متعددة | التجميعات المعيارية أو المعقدة | تكاليف التجميع وتكديس التحمل |
| قبول الصب الاستثماري | تعقيدات المهام الحرجة | هل التكلفة الأعلى للجزء الواحد قابلة للتطبيق؟ |
يبسط هذا الجدول الخيارات الأولية. كل مسار له آثار كبيرة على الجدول الزمني للمشروع وميزانيته.
يتطلب اختيار المسار الصحيح نظرة أعمق. فالأمر لا يتعلق فقط بالعرض الأولي. بل يتعلق الأمر بالتكلفة الإجمالية للملكية ودورة حياة المنتج.
المسار 1: إعادة التصميم من أجل قابلية التصنيع (DFM)
في PTSMAKE، غالباً ما نبدأ هنا. نتعاون مع العملاء لمعرفة ما إذا كان يمكن تبسيط التصميم المعقد لصب القوالب. تُعرف هذه العملية باسم سوق دبي المالي، وهي عملية بالغة الأهمية.
نقوم بتحليل ميزات مثل القطع السفلية والجدران الرقيقة وزوايا السحب. في بعض الأحيان، يمكن لتعديل صغير أن يجعل الجزء قابل للصب بالقالب. وغالباً ما يؤدي ذلك إلى توفير كبير في التكاليف في الإنتاج بكميات كبيرة دون المساس بالوظيفة الأساسية.
المسار 2: التجمع المعياري 2: التجمع المعياري
ماذا لو لم تكن إعادة التصميم خياراً متاحاً؟ فكر في تقسيم الجزء إلى مكونات أبسط. يمكن صبها في قوالب أو تشكيلها آليًا بشكل منفصل ثم تجميعها.
يمكن أن يكون هذا النهج المعياري فعالاً للغاية. فهو يبسط الأدوات ويسمح بإصلاحات أسهل. ومع ذلك، يجب أن تأخذ في الحسبان عمالة التجميع ومشكلات التحمل المحتملة.
المسار 3: تبني تكاليف الصب الاستثماري
في بعض الأحيان، يكون التعقيد غير قابل للتفاوض. بالنسبة للأجزاء الفضائية أو الطبية الحرجة، تكون الهندسة المعقدة ضرورية. في هذه الحالات، فإن قبول الأجزاء الأعلى اقتصاديات الوحدة14 من الصب الاستثماري هو القرار الصحيح. فالأداء والموثوقية يبرران النفقات. الفهم الواضح للقيمة على المدى الطويل هو المفتاح.
| العامل | إعادة التصميم (صب القوالب) | الجزء المنفصل (الصب بالقالب) | قبول التكلفة (الصب الاستثماري) |
|---|---|---|---|
| تكلفة الأدوات | عالية | متوسط (لكل جزء) | منخفضة |
| تكلفة الجزء | منخفضة | منخفض (لكل قطعة) | عالية |
| التجميع | لا يوجد | مطلوب | لا يوجد |
| تكامل التصميم | تغيير محتمل | تمت الصيانة | صيانة كاملة |
يساعد ذلك على تصور المفاضلات المالية والهندسية على مدار عمر المنتج بالكامل.
إن الاختيار بين الاستثمار والصب بالقالب للأجزاء المعقدة ذات الحجم الكبير هو توازن استراتيجي. يعتمد قرارك على مرونة التصميم واستراتيجية التجميع واعتبارات الميزانية طويلة الأجل. يرشدك إطار عمل واضح إلى الحل الأكثر فعالية.
يتطلب تصميمك الفولاذ المقاوم للصدأ. الصب الاستثماري أم الصب بالقالب؟
لماذا لا يمكنك فقط صب الفولاذ المقاوم للصدأ بالقالب؟ إنه سؤال شائع له إجابة مباشرة: الحرارة.
يتميز الفولاذ المقاوم للصدأ بدرجة انصهار عالية جدًا. هذه الحرارة عالية جدًا بالنسبة للأدوات المستخدمة في الصب التقليدي.
ستؤدي العملية ببساطة إلى تدمير القالب. وهذا يجعل هذه الطريقة غير عملية ومكلفة لهذه المادة.
ومع ذلك، فإن الصب الاستثماري مصمم للتعامل مع درجات الحرارة المرتفعة هذه، مما يجعله معيار الصناعة.
مقارنة درجة الانصهار
| المواد | درجة الانصهار التقريبية (درجة مئوية) |
|---|---|
| فولاذ مقاوم للصدأ (304) | 1400 - 1450 |
| سبائك الألومنيوم (مصبوبة بالقالب) | ~ 600 |
| فولاذ الأدوات (قالب H13) | ~ 1425 |
وكما يوضح الجدول، فإن درجات الانصهار متقاربة للغاية.

تحدي درجات الحرارة العالية في عملية الصب
يعتمد الصب بالقالب على قوالب فولاذية قابلة لإعادة الاستخدام، وغالبًا ما تكون مصنوعة من فولاذ الأدوات H13. هذه القوالب رائعة لصب المعادن منخفضة الحرارة مثل الألومنيوم أو الزنك.
ومع ذلك، يذوب الفولاذ المقاوم للصدأ عند درجة حرارة قريبة جدًا من درجة انصهار مادة القالب نفسها أو حتى تتجاوزها.
قد يؤدي صب الفولاذ المصهور غير القابل للصدأ في قالب فولاذي إلى فشل كارثي. قد تؤدي الحرارة الشديدة إلى حدوث صدمة حرارية، مما يتسبب في تشقق القالب واعوجاجه على الفور تقريبًا.
هناك مشكلة رئيسية أخرى هي لحام القالب15, حيث يرتبط المعدن المنصهر كيميائيًا بسطح القالب. يؤدي ذلك إلى إفساد تشطيب الجزء وإتلاف القالب باهظ الثمن، وغالبًا ما يكون غير قابل للإصلاح. يصبح خيار الصب الاستثماري مقابل الصب بالقالب واضحًا هنا.
لماذا يُعد الصب الاستثماري هو الحل
يحل الصب الاستثماري هذه المشكلة من خلال عدم استخدام قالب معدني. وبدلاً من ذلك، يستخدم قالب خزفي مصنوع من السيراميك حول قالب من الشمع.
هذه العملية مثالية للسبائك عالية الحرارة.
| الميزة | قالب الصب بالقالب | قالب الصب الاستثماري |
|---|---|---|
| المواد | فولاذ الأدوات | سيراميك |
| إعادة الاستخدام | عالية | استخدام واحد |
| درجة الحرارة. المقاومة | معتدل | عالية جداً |
يمكن للسيراميك أن يتحمل بسهولة الحرارة الشديدة للفولاذ المقاوم للصدأ المنصهر دون أن يتحلل.
بعد تصلب المعدن، يتم كسر القشرة الخزفية ببساطة. وهذا يكشف عن الجزء النهائي المصنوع من الفولاذ المقاوم للصدأ. هذا الاختلاف الجوهري يجعل هذه الطريقة هي الطريقة المفضلة.
إن نقطة الانصهار العالية للفولاذ المقاوم للصدأ تجعله غير مناسب لصب القوالب، حيث أنه قد يدمر القوالب الفولاذية. يتغلب الصب الاستثماري على ذلك باستخدام قوالب خزفية مقاومة للحرارة يمكن التخلص منها، مما يجعلها العملية القياسية لقطع الفولاذ المقاوم للصدأ.
كيف تبرر تبديل جزء بين الصب الاستثماري والصب بالقالب؟
إن إجراء التبديل هو قرار مالي كبير. فهو يتجاوز بكثير مقارنة سعر القطعة الواحدة. فالتبرير الحقيقي يتطلب تحليل التكلفة الإجمالية للملكية (TCO).
وهذا يعني النظر في كل التكاليف المترتبة على ذلك. يجب عليك حساب الأدوات الجديدة والتحقق من الصحة والإنتاج على المدى الطويل. لنقم بمحاكاة هذا التحليل الحاسم.
إطار التكلفة والعائد
يوازن التحليل الشامل بين الاستثمار المقدم مقابل الوفورات طويلة الأجل. يعد الإنتاج بكميات كبيرة أمرًا أساسيًا لكي يكون الصب بالقالب قابلاً للتطبيق.
| عنصر التكلفة | الصب الاستثماري | الصب بالقالب |
|---|---|---|
| الأدوات | منخفضة | عالية جداً |
| سعر القطعة الواحدة | عالية | منخفضة |
| التحقق من الصحة | أبسط | أكثر تعقيداً |
| وقت الدورة | أبطأ | سريع جداً |

محاكاة التكلفة الإجمالية للملكية
لتبرير التبديل، يجب أن نحسب نقطة التعادل. وهذا هو المكان الذي تتفوق فيه الوفورات الناتجة عن انخفاض تكلفة كل جزء من القوالب على الاستثمار الأولي المرتفع في الأدوات.
الاستثمار المقدم
يتطلب صب القوالب نفقات رأسمالية كبيرة للأدوات الصلبة. استنادًا إلى المشاريع السابقة في PTSMAKE، يمكن أن تكلف هذه الأداة من 5 إلى 10 أضعاف تكلفة نمط الصب الاستثماري.
لديك أيضًا تكاليف التحقق من الصحة. ويشمل ذلك فحص المادة الأولى (FAI) وربما عملية اعتماد جزء الإنتاج الكامل (PPAP). وهذه تضمن استيفاء العملية الجديدة لجميع المواصفات.
حساب الاسترداد
جوهر التحليل هو مقارنة التكاليف الإجمالية بأحجام مختلفة. وتتطلب تكلفة الأدوات الأولية المرتفعة الإطفاء16 استراتيجية على مدار فترة الإنتاج بالكامل.
دعونا نحدد نقطة التقاطع المالي. تساعد هذه المقارنة في توضيح قرار الصب الاستثماري مقابل الصب بالقالب على نطاق واسع.
| حجم الإنتاج | التكلفة الإجمالية (الصب الاستثماري) | التكلفة الإجمالية (صب القوالب) | التبرير |
|---|---|---|---|
| 5,000 وحدة | أقل | أعلى | غير مبرر |
| 25,000 وحدة | الاقتراب من التكافؤ | الاقتراب من التكافؤ | الحد الفاصل |
| أكثر من 100,000 وحدة | أعلى بكثير | أقل | مبرر واضح |
كما ترى، يتوقف التبرير بالكامل على تحقيق أحجام إنتاج عالية حيث تتراكم الوفورات لكل جزء وتعوض الاستثمار الأولي.
يكشف التحليل الكامل للتكلفة الإجمالية للملكية عن نقطة التعادل. يتم تبرير التكاليف الأولية المرتفعة لصب القوالب من خلال الوفورات الكبيرة في كل جزء بأحجام كبيرة، مما يجعلها استثمارًا استراتيجيًا طويل الأجل لزيادة الإنتاج.
اكتشف أفضل حل للصب مع PTSMAKE اليوم!
هل أنت مستعد للاختيار بين الصب الاستثماري والصب بالقالب لمشروعك القادم؟ اتصل بفريق PTSMAKE الآن للحصول على توصيات الخبراء والحصول على عرض أسعار سريع وبدون التزامات - تصنيع دقيق من النموذج الأولي إلى الإنتاج، مصمم خصيصًا لتلبية احتياجات صناعتك. نجاحك يبدأ مع الشريك المناسب!

اكتشف علم المواد وراء الأصداف الخزفية وكيفية تأثيرها على جودة الصب. ↩
تعلّم كيف أن التحكم في هذه المرحلة أمر بالغ الأهمية لقوة الجزء النهائي ونهايته. ↩
استكشف خواص وتصنيفات المعادن القائمة على الحديد المستخدمة في التصنيع. ↩
تعلّم كيف يفتح هذا النمط ذو الاستخدام الواحد المجال لتصميم مكونات معدنية معقدة وعالية التفاصيل. ↩
اكتشف كيف تؤثر تقلبات درجة حرارة القالب على تناسق القِطع وعمر الأداة. ↩
تعرف على كيفية تأثير انكماش المواد على دقة الجزء النهائي وكيفية إدارته في تصميمك. ↩
اكتشف كيف يبرر هذا المبدأ المحاسبي هذا المبدأ المحاسبي ارتفاع تكلفة الأدوات للإنتاج بكميات كبيرة. ↩
فهم كيفية حساب استهلاك الأدوات للتنبؤ بدقة بالتكلفة الإجمالية لمشروعك. ↩
تعلم كيف تتشكل البنى البلورية أثناء التصلب وتؤثر على خواص المواد. ↩
تعرف على المزيد حول عملية إزالة القشرة الحاسمة هذه في الصب الاستثماري. ↩
تعرف على كيفية تأثير خصائص الصدفة على جودة الصب وخيارات التصميم. ↩
تعرف على المزيد عن خصائص وتطبيقات هذه المعادن المتقدمة عالية الأداء. ↩
انظر كيف يؤدي توزيع تكاليف الأدوات على كميات كبيرة إلى خفض نفقات التصنيع لكل وحدة بشكل كبير. ↩
تعرّف على كيفية تأثير تكاليف كل قطعة وقيمة العمر الافتراضي على ربحية مشروعك واستراتيجية التصنيع الشاملة. ↩
تعرف على كيفية تأثير هذا الترابط المعدني على عمر الأداة وجودة القِطع. ↩
فهم كيفية توزيع تكاليف الأدوات على الإنتاج لحساب التكلفة الحقيقية لكل جزء بدقة. ↩






