

Hur stark är en aluminiumkanal?
Undrar du över styrkan hos aluminiumkanaler för ditt projekt? Jag har sett många kunder bli frustrerade när deras material inte håller under belastning, vilket leder till kostsamma omkonstruktioner och produktionsförseningar. Att välja rätt materialstyrka är avgörande för strukturella tillämpningar, särskilt när säkerhet och prestanda står på spel.
Aluminiumkanaler har normalt en draghållfasthet på 20.000-45.000 PSI beroende på legering och härdning. Legeringen 6061-T6, som ofta används i strukturella applikationer, erbjuder ett utmärkt förhållande mellan styrka och vikt med en draghållfasthet på ca 35.000 PSI.

Jag har arbetat med hundratals kunder som behövt förstå styrkan hos aluminiumkanaler för sina projekt. Låt mig dela med mig av vad jag har lärt mig om dessa mångsidiga strukturella komponenter. Rätt aluminiumprofil kan förändra din design genom att erbjuda den perfekta balansen mellan styrka, vikt och kostnad. Låt oss undersöka vad som gör dessa profiler starka och hur man väljer rätt.
Hur många olika typer av aluminiumkanaler finns det?
Har du någonsin gått vilse bland alternativen när du väljer en aluminiumkanal? Om du väljer fel profil kan det verkligen sätta tillbaka projektets tidslinje och budget och äventyra slutresultatet.
Det finns inte ett enda definitivt nummer för aluminiumkanaltyper. De varierar avsevärt baserat på form (som U, C, Hat, Z), storlek, legering (t.ex. 6061, 6063) och finish. Den specifika applikationen bestämmer vanligtvis den mest lämpliga typen.

När folk frågar om "typerna" av aluminiumkanaler menar de vanligtvis de olika former eller profiler som finns tillgängliga. Att förstå dessa former är nyckeln eftersom var och en erbjuder unika strukturella egenskaper och applikationsfördelar. Låt oss bryta ner några vanliga kategorier som du kommer att stöta på.
Vanliga former av aluminiumkanaler
Formen är ofta den främsta skillnaden. Den avgör hur kanalen fördelar lasten och hur den kan monteras eller integreras i en enhet.
U-kanal
Detta är en av de mest grundläggande och mest använda formerna. Den har en platt bas (banan) och två vinkelräta ben som är lika långa. U-kanaler är mångsidiga och används ofta för inramning, spår, skyddskanter och allmän konstruktion. Deras enkla geometri gör dem lätta att tillverka via extrudering1.
C-kanal (eller strukturell kanal)
Liknar U-kanaler, men C-kanaler har ofta invändiga flänsar eller läppar på benens ändar. Detta ökar styvheten och ger ytterligare ytor för infästning. De används ofta i strukturella applikationer som byggnadsramar, stöd och maskinbaser där ökad styvhet krävs jämfört med en standard U-kanal.
| Funktion | U-kanal | C-kanal (strukturell) |
|---|---|---|
| Form | Platt bana, två ben | Platt bana, två ben, läppar |
| Styvhet | Bra | Mycket bra (på grund av läppar) |
| Gemensam användning | Kantlister, spår, inramning | Strukturella stöd, ramar |
| Fästanordning | Webb och ben | Webb, ben, inre läppar |
Hattkanal (eller Furringkanal)
Profilen har fått sitt namn efter sin likhet med en hatt och har en plan bas, två vertikala ben och två utåtriktade horisontella flänsar. Hattkanaler används ofta i byggbranschen för att montera ytor som gipsväggar eller fasadbeklädnad och skapa en luftspalt för isolering eller dränering.

Utöver standardformer: Anpassade kanalprofiler av aluminium
Standardformerna täcker många behov, men ibland kräver ett projekt en unik profil. Det är här anpassade aluminiumprofiler kommer in i bilden. På PTSMAKE arbetar vi ofta med kunder för att designa och tillverka skräddarsydda kanaler som är exakt anpassade till deras specifika funktionella och estetiska krav, och utnyttjar mångsidigheten i aluminiumprofileringsprocessen. Det kan röra sig om allt från mindre modifieringar av standardformer till helt nya konstruktioner för specialiserade branscher som flyg- och rymdindustrin eller elektronikindustrin.
Vad används T-kanalen till?
Har du någonsin kämpat med att bygga en robust ram som också måste vara lätt att justera eller konfigurera om? Om du väljer en standardkanal kanske du måste borra många hål, vilket äventyrar integriteten och flexibiliteten i slutändan.
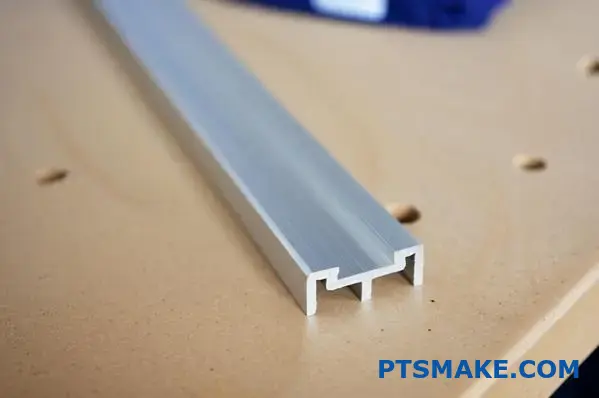
T-kanaler, ofta kallade aluminiumprofiler med T-spår, används främst för att skapa modulära konstruktionsramar. Deras viktigaste egenskap, en "T"-formad slits längs hela längden, gör att komponenter, fästelement och tillbehör enkelt kan fästas, flyttas eller tas bort utan svetsning eller omfattande borrning.

Det magiska med T-kanalen ligger i den distinkta slitsen. Till skillnad från enkla U- eller C-kanaler som främst erbjuder plana ytor eller kanter, är T-spåret speciellt utformat för sammankoppling och anpassningsförmåga. Det gör den otroligt populär i applikationer där flexibilitet och enkel montering är av största vikt. Låt oss utforska var du vanligtvis hittar dessa mångsidiga profiler.
Den centrala fördelen: T-Slot-mekanismen
Själva T-spåret är ett underskuret spår som löper längs en eller flera sidor av profilen. Speciella T-muttrar eller T-bultar är utformade för att glida in i denna kanal och sedan rotera 90 grader för att låsas på plats. Detta skapar en säker, icke-permanent fästpunkt var som helst längs spårets längd. Detta system är grunden för dess Modularitet2 och en viktig anledning till att den används i så stor utsträckning.

Viktiga applikationsområden
Anpassningsförmågan hos T-spår Profiler för aluminiumkanaler gör dem lämpliga för en mängd olika användningsområden:
Modulära ramverk och arbetsstationer
Detta är utan tvekan den vanligaste tillämpningen. T-kanaler är som industriella byggstenar. Du kan snabbt montera skräddarsydda arbetsbänkar, maskinskydd, säkerhetsskåp, utrustningsställ och vagnar. Om kraven ändras kan ramen enkelt demonteras, modifieras eller byggas ut. På PTSMAKE har vi hjälpt kunder att utforma robusta men anpassningsbara ramar för olika tillverkningsmiljöer med hjälp av dessa profiler.
Automation och robotteknik
I automatiserade system behöver komponenter som sensorer, kameror, ställdon och transportörer ofta exakt positionering som kan behöva justeras under installation eller drift. T-spår ger den perfekta monteringsplattformen, så att ingenjörer kan finjustera komponentplaceringen utan omborrning eller komplexa fästen.
Display- och utställningssystem
För mässor eller butiksdisplayer gör T-kanaler det möjligt att skapa lätta, starka och lättmonterade strukturer. Grafikpaneler, hyllor och belysning kan fästas sömlöst med hjälp av T-spårssystemet, och hela strukturen kan snabbt brytas ned för transport.

Välja rätt T-kanal
Alla T-kanaler är inte skapade på samma sätt. Viktiga faktorer att ta hänsyn till är bland annat:
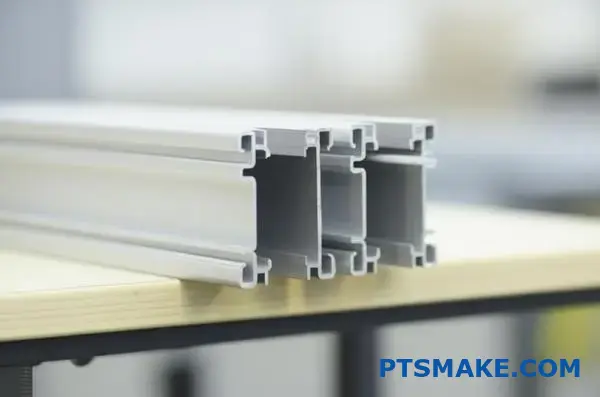
- Profilserie/storlek: T-kanaler finns i olika serier (t.ex. 20-serien, 30-serien, 40-serien, ofta baserade på metriska mått som 20 mm x 20 mm). Större profiler ger i allmänhet större styrka och styvhet för tyngre laster.
- Storlek på kortplats: Bredden på T-spåret avgör vilken hårdvara som är kompatibel (T-muttrar, bultar). Vanliga storlekar är 6 mm, 8 mm och 10 mm spår.
- Legering och temperering: Liksom andra profiler är 6061-T6 och 6063-T5 vanliga legeringar som erbjuder en bra balans mellan styrka, extruderingsbarhet och korrosionsbeständighet. Enligt vår erfarenhet är 6061-T6 ofta att föredra för applikationer med högre belastning.
Här är en snabb jämförelse av typiska serier:
| Funktion | 20-serien (t.ex. 2020) | 40-serien (t.ex. 4040) |
|---|---|---|
| Profilstorlek | Vanligtvis 20 mm bas | Vanligtvis 40 mm bas |
| Storlek på kortplats | Ofta 6mm | Ofta 8 mm eller 10 mm |
| Styrka | Lättare arbetsuppgifter | Medium till tung belastning |
| Gemensam användning | Små kapslingar, ljusramar, 3D-skrivare | Arbetsbänkar, maskinstativ, automationslinjer |
Att välja rätt T-kanals profil är avgörande för att säkerställa att din konstruktion fungerar som avsett, med balans mellan styrka, vikt och enkel montering för dina specifika projektbehov.
Kan extruderade aluminiumkanaler svetsas?
Funderar du på att sammanfoga extruderade aluminiumkanaler till din struktur? Har du oroat dig för om svetsning kommer att äventyra materialets styrka eller finish, vilket kan orsaka problem längre fram?
Ja, extruderade aluminiumkanaler kan absolut svetsas. Men för att lyckas är det viktigt att välja rätt aluminiumlegering, använda rätt svetsteknik (som TIG eller MIG) och göra rätt förberedelser på grund av aluminiumets unika egenskaper.

Det är vanligt att svetsa aluminium, men det innebär unika utmaningar jämfört med stål. Aluminium har ett beständigt oxidskikt och hög värmeledningsförmåga, vilket kräver särskilda metoder. Om du gör rätt får du en stark och tillförlitlig fog som upprätthåller integriteten hos din Profiler för aluminiumkanaler. I tidigare projekt på PTSMAKE har vi sett hur viktigt det är att förstå dessa nyanser för att lyckas med tillverkningen.
Nyckelfaktorer för kanaler för svetsning av aluminium
För att lyckas med svetsningen av dessa profiler måste flera faktorer beaktas noga. Om någon av dessa förbises kan det leda till svaga eller misslyckade svetsar.
Val av legering och härdning
Alla aluminiumlegeringar är inte lika bra när det gäller svetsning. Legeringar i 6xxx-serien, som 6061 och 6063 (används ofta för profiler), anses i allmänhet vara svetsbara. Svetsning kan dock påverka härdningen. Till exempel kommer svetsning av aluminium med T6-temperatur att mjuka upp materialet i området runt svetsen, det så kallade Värmepåverkad zon (HAZ)3. Denna hållfasthetsminskning måste beaktas i konstruktionen.

Förberedelse av ytan
Detta är absolut kritiskt. Aluminium bildar snabbt ett segt oxidskikt (aluminiumoxid) som smälter vid en mycket högre temperatur än själva aluminiumet. Detta oxidskikt, tillsammans med eventuella oljor, smuts eller fukt, måste avlägsnas noggrant omedelbart före svetsningen med hjälp av en rostfri stålborste (används endast för aluminium) eller kemiska rengöringsmedel. Renlighet är en förutsättning för en bra svetsning.
Val av svetsprocess
Valet av svetsprocess har stor betydelse för resultatet. De två vanligaste metoderna för aluminium är TIG- och MIG-svetsning.
Vanliga svetsmetoder för aluminium
Varje metod har sina för- och nackdelar beroende på applikationsspecifikationer, materialtjocklek och önskad finish.
Svetsning med volfram inert gas (TIG)
TIG-svetsning ger utmärkt kontroll och ger rena svetsar av hög kvalitet, vilket gör den idealisk för tunnare aluminiumkanaler eller när utseendet är avgörande. Den använder en volframelektrod som inte går att förbruka och kräver en skyddsgas (vanligtvis argon). AC (växelström) är vanligtvis nödvändigt för TIG-svetsning av aluminium för att bryta igenom oxidskiktet. Den är i allmänhet långsammare än MIG-svetsning.
MIG-svetsning (Metal Inert Gas)
MIG-svetsning är snabbare än TIG och ofta att föredra för tjockare aluminiumprofiler på grund av den högre avsättningshastigheten. Den använder en förbrukningsbar trådelektrod som matas genom svetspistolen, som också levererar skyddsgasen (argon eller en argon/heliumblandning). MIG-svetsning av aluminium är visserligen snabbare, men det kan vara svårare att ställa in svetsningen korrekt för att undvika problem med trådmatning eller porositet i svetsen. Specialutrustning som spolpistoler eller push-pull-system kan behövas.

Här är en snabb jämförelse baserad på insikter som samlats in från olika tillverkningsprojekt:
| Funktion | TIG-svetsning (AC) | MIG-svetsning |
|---|---|---|
| Kontroll | Utmärkt, exakt värmetillförsel | Bra, men mindre exakt än TIG |
| Hastighet | Långsammare | Snabbare |
| Tjocklek | Idealisk för tunna till medelstora | Bättre för medium till tjock |
| Utseende | Mycket ren, estetiskt tilltalande | Kan vara bra, risk för stänk |
| Inställning/Skill | Kräver högre kompetens hos operatören | Kan vara komplicerat att ställa in rätt |
| Distorsion | Lägre potential på grund av kontroll | Högre potential tack vare hastighet |
I slutändan beror beslutet om huruvida man ska svetsa extruderad aluminiumkanal på den specifika legeringen, applikationens strukturella krav, tillgänglig utrustning och önskad finish. Ibland kan mekanisk infästning vara ett lämpligare alternativ, särskilt om det är viktigt att undvika HAZ.
Hur mäts en aluminiumkanal?
Har du någonsin specificerat aluminiumkanaler baserat på en ritning, bara för att upptäcka att de inte riktigt matchar vid ankomst? Små felaktigheter i mätningen kan leda till huvudbry vid monteringen och slöseri med material.
Mätning av aluminiumkanaler innebär att identifiera viktiga dimensioner som total höjd (ben), total bredd (bas eller bana) och materialtjocklek. Längden är också avgörande. Exakta verktyg, som skjutmått för kritiska mått och måttband för längd, är nödvändiga.

Att göra rätt mätningar från början är grundläggande. Det säkerställer att kanalen passar korrekt och utför sin strukturella eller funktionella roll som avsett. Låt oss gå igenom exakt vad som ska mätas och hur.
Viktiga dimensioner att mäta
Genom att förstå de specifika termerna för varje dimension undviker man förvirring vid beställning eller design.
Totalhöjd (benhöjd)
Detta är hela den yttre höjden från basen till benens överkant. För en U- eller C-kanal som ligger platt är detta höjden på de vertikala sektionerna.
Övergripande bredd (Web Width)
Detta avser den yttre bredden på kanalens bas (eller "bana"). Det är den dimension som förbinder benen.
Materialets tjocklek
Detta är ett kritiskt mått för både styrka och passform, särskilt om kanalen passar in i en annan komponent. Du bör mäta tjockleken på både banan (basen) och benen, eftersom de ibland kan skilja sig något, även om de vanligtvis är konsekventa i standard Profiler för aluminiumkanaler.

Verktyg för precisionsmätning
Ett måttband är bra för den totala längden, men exakta mätningar av profilen kräver bättre verktyg.
- Kalipers: Digitala skjutmått eller skjutmått är nödvändiga för att noggrant mäta höjd, bredd och framför allt materialtjocklek. De ger nödvändig precision, ofta ner till tusendelar av en tum eller hundradels millimeter.
- Måttband: Lämpar sig bäst för mätning av den totala längden på kanalstocken.
Förståelse för toleranser
Det är viktigt att komma ihåg att strängpressade aluminiumdelar inte tillverkas med perfekta mått. De har alltid tillverkning toleranser4som definierar den acceptabla avvikelsen från den angivna dimensionen. Standardtoleranser är vanliga, men för applikationer som kräver hög precision, som de vi ofta hanterar på PTSMAKE, kan snävare, anpassade toleranser vara nödvändiga. Kontrollera alltid tillverkarens specifikationer eller diskutera dina toleransbehov.

Här är en snabbguide om var man kan mäta vanliga kanaltyper:
| Dimension | Mätpunkt för U-kanal | Mätpunkt för C-kanal |
|---|---|---|
| Total höjd | Ytterkanten av banan till ovansidan av benet | Ytterkanten av banan till ovansidan av benet |
| Total bredd | Yttre kant på ena benet till yttre kant på andra benet | Yttre kant på ena benet till yttre kant på andra benet |
| Tjocklek | Webbsektion och bensektion | Stegsektion, bensektion och flänssektion |
| Benlängd | Innerkanten av banan till benets ovansida | Inre kant av banan till insidan av flänsen |
Genom att vara noggrann med hur och var du mäter säkerställer du att du får exakt den aluminiumprofil som ditt projekt kräver.
Vilka är de lastbärande kapaciteterna för aluminiumkanalextruder?
Har du någonsin oroat dig för om den där aluminiumkanalen verkligen kan bära den vikt som krävs? Underskattning av lastkapaciteten kan leda till oväntad böjning eller till och med fel, vilket äventyrar hela projektets säkerhet och framgång.
Bärförmågan hos aluminiumprofiler varierar avsevärt. Det är inte ett enda värde utan beror i hög grad på den specifika legeringen (t.ex. 6061, 6063), härdningen (som T5 eller T6), kanalens tvärsnittsform och dimensioner samt hur belastningen appliceras.

Det är inte alltid enkelt att fastställa den exakta lastkapaciteten eftersom flera faktorer samverkar. Det handlar om mer än att bara välja en kanal från hyllan; det kräver att man förstår hur dessa element fungerar tillsammans. Låt oss bryta ner de viktigaste faktorerna som påverkar hur mycket vikt Profiler för aluminiumkanaler faktiskt kan hantera.
Legering och temperering: Materialstiftelsen
Typen av aluminiumlegering och dess värmebehandling (anlöpning) bestämmer basmaterialets hållfasthet.
- Legeringar: Vanliga val som 6061 och 6063 erbjuder olika egenskaper. Baserat på vår erfarenhet på PTSMAKE är 6061 generellt sett starkare och ofta att föredra för strukturella applikationer som kräver högre lastkapacitet. 6063 ger bättre extruderingsförmåga och ytfinish och används ofta i arkitektoniska sammanhang.
- Temperament: Anlöpningsbeteckningen (t.ex. T5, T6) anger värmebehandlingsprocessen, som väsentligt påverkar sträckgränsen och brottgränsen. En T6-anlöpning ger normalt högre hållfasthet än en T5-anlöpning för samma legering.

Profilens form och dimensioner: Geometri spelar roll
Kanalens tvärsnittsform och storlek är kanske de mest kritiska faktorerna efter materialvalet.
- Formen avgör styvheten: Hur materialet är fördelat i förhållande till lastriktningen avgör dess motståndskraft mot böjning och knäckning. Djupare sektioner (högre ben) klarar i allmänhet böjbelastningar bättre än grundare.
- Väggens tjocklek: Om kanalväggarnas tjocklek ökas tillförs mer material, vilket ökar tvärsnittsarean och den totala styrkan och styvheten.
- Geometriska egenskaper: Ingenjörer använder beräkningar som involverar profilens tvärsnittsarea och dess tröghetsmoment5 för att förutsäga hur den kommer att bete sig under specifika belastningar. Ett högre tröghetsmoment indikerar större motståndskraft mot böjning.

Lasttillämpnings- och supportvillkor
Hur lasten appliceras och hur kanalen stöds är lika viktigt som själva kanalen.
- Typ av last: Är kanalen utsatt för spänning (dragen), kompression (tryckt), böjning (som en hylla) eller torsion (vriden)? Kanaler beter sig olika under olika typer av belastning. Böjningskapacitet är ofta ett primärt problem.
- Spännvidd Längd: För böjande laster påverkar avståndet mellan stödpunkterna (spännvidden) kapaciteten dramatiskt. Ett längre spann utan stöd kommer att hålla betydligt mindre vikt än ett kortare.
- Typ av stöd: Hur ändarna stöds (fast, enkelt stödd, utkragande) påverkar också lastfördelningen och den maximala kapaciteten.
Här är en förenklad bild av de viktigaste påverkansfaktorerna:
| Faktor | Primärt inflytande | Viktiga överväganden |
|---|---|---|
| Legering/Temper | Materialets inneboende hållfasthet (Yield) | 6061-T6 generellt starkare än 6063-T5 |
| Profilens djup | Motståndskraft mot böjning | Högre ben ökar styvheten mot vertikala belastningar |
| Väggens tjocklek | Tvärsnittsarea, total styrka | Tjockare väggar klarar mer påfrestningar |
| Spännvidd Längd | Böjningskapacitet | Kortare spännvidder klarar betydligt mer belastning |
| Lastriktning | Typ av påkänning (böjning, tryck etc.) | Böjning dikterar ofta konstruktionsgränser |
För att beräkna exakta lastkapaciteter krävs ofta teknisk analys eller hänvisning till tillverkarens datatabeller, med hänsyn till alla dessa variabler. I tidigare projekt på PTSMAKE har vi hjälpt kunder att välja den optimala Profiler för aluminiumkanaler genom att noggrant utvärdera dessa faktorer mot deras specifika applikationskrav.
Hur kan kanalprofiler av aluminium jämföras med stål i strukturella tillämpningar?
Väljer du mellan aluminium och stål för strukturella kanaler? Är du orolig för att göra ett val som ger onödig vikt, korrosion eller äventyrar den styrka som ditt projekt kräver?
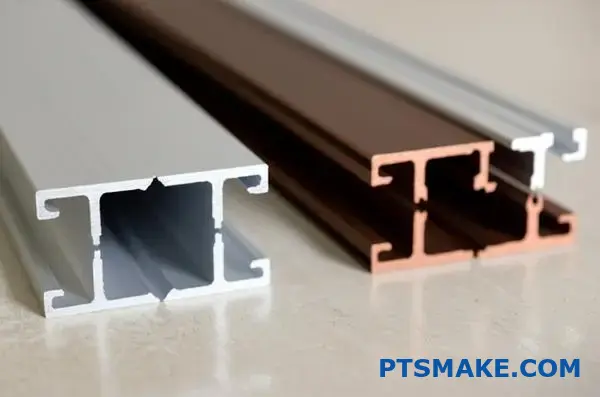
Aluminiumprofiler erbjuder ett utmärkt förhållande mellan styrka och vikt, överlägsen korrosionsbeständighet och designflexibilitet via extrudering. Stålkanaler ger högre absolut hållfasthet och styvhet till en lägre materialkostnad, men är betydligt tyngre och kräver rostskydd.

Att göra rätt materialval mellan aluminium och stål är avgörande för att lyckas med konstruktionen. Båda har sin plats, men deras egenskaper skiljer sig avsevärt, vilket påverkar prestanda, livslängd och den totala projektkostnaden. I tidigare projekt på PTSMAKE har vi hjälpt kunder att navigera i detta beslut genom att noggrant väga för- och nackdelar baserat på den specifika tillämpningen. Låt oss fördjupa oss i de viktigaste skillnaderna.
Förhållandet mellan styrka och vikt: Den avgörande skillnaden
Detta är ofta den viktigaste avgörande faktorn. Aluminiumlegeringar som används i profiler (t.ex. 6061-T6) har en imponerande styrka i förhållande till sin låga densitet (ungefär en tredjedel av stålets). Detta gör Profiler för aluminiumkanaler perfekt för tillämpningar där viktminimering är avgörande - tänk flyg- och rymdindustrin, bilramar eller bärbara konstruktioner. Stål är onekligen starkare i absoluta termer, men man får betala en betydande straffavgift i vikt.
Styvhet (elasticitetsmodul)
Stål är ungefär tre gånger styvare än aluminium. Det innebär att under samma belastning och med identisk geometri kommer en aluminiumkanal att böjas ungefär tre gånger mer än en stålkanal. Denna inneboende styvhet gör stål till ett utmärkt val för applikationer som kräver minimal böjning under tunga laster, t.ex. stora byggnadsstommar eller baser för tunga maskiner. Aluminium är mindre styvt, men profilutformningen (med djupare sektioner eller tjockare väggar) kan kompensera för detta, och med smart ingenjörskonst kan man ofta uppnå de strukturella prestanda som krävs. Vi ger ofta råd till kunder om profiloptimering för att uppfylla styvhetskraven med aluminium.

Motståndskraft mot korrosion
Aluminium bildar naturligt ett passivt, skyddande oxidskikt när det utsätts för luft, vilket ger det utmärkt korrosionsbeständighet i många miljöer. Stål, å andra sidan, rostar lätt och kräver skyddande beläggningar som färg, galvanisering eller pulverlackering, särskilt för applikationer utomhus eller i fuktiga miljöer. Detta medför ökade kostnader och underhållsbehov för stålkonstruktioner.
Överväganden om kostnader
Vanligtvis har stål en lägre kostnad per kilo för råmaterialet. Jämförelsen är dock inte så enkel.
- Vikt: Eftersom aluminium är mycket lättare kan du behöva mindre materialvikt för samma storlek på profilen, vilket potentiellt kan kompensera för vissa skillnader i råvarukostnad, särskilt med tanke på frakt och hantering.
- Tillverkning: Aluminium är i allmänhet enklare och snabbare att bearbeta, skära och extrudera till komplexa profiler. Själva extruderingsprocessen möjliggör intrikata former som kan kräva flera steg eller svetsning med stål, vilket potentiellt kan minska monteringskostnaderna. På PTSMAKE ger vår expertis inom komplexa extruderingar ofta kostnadseffektiva lösningar.
- Efterbehandling: Stål kräver ofta korrosionsskyddande ytbehandling (målning, galvanisering), vilket ökar kostnaden. Aluminium kan behöva endast estetiska ytbehandlingar (anodisering) eller inga alls.
| Funktion | Strängpressning av aluminiumkanaler (t.ex. 6061-T6) | Kanal av stål (t.ex. A36) |
|---|---|---|
| Täthet | Låg (~2,7 g/cm³) | Hög (~7,85 g/cm³) |
| Styrka | Bra till hög (i förhållande till vikt) | Mycket hög (absolut) |
| Styvhet (Elasticitetsmodul6) | Måttlig (~69 GPa) | Hög (~200 GPa) |
| Motståndskraft mot korrosion | Utmärkt | Dålig (kräver beläggning) |
| Kostnad (råmaterial) | Högre per pund | Lägre per kilo |
| Extruderbarhet | Utmärkt (komplexa former) | Begränsad |
| Svetsbarhet | Bra (kräver specifika tekniker) | Utmärkt (vanliga metoder) |
Termiska egenskaper
Aluminium leder värme mycket bättre än stål och expanderar också mer vid temperaturförändringar. Dessa faktorer kan vara viktiga i applikationer med betydande temperaturfluktuationer eller där värmeavledning är en faktor som måste beaktas.
Tillverkning och maskinbearbetning
Aluminium är betydligt lättare att bearbeta än stål, vilket leder till snabbare bearbetningstider och potentiellt lägre bearbetningskostnader. Som nämnts möjliggör dess extruderbarhet komplexa, integrerade konstruktioner. Stål är hårdare, vilket kräver mer robusta verktyg och långsammare bearbetningshastigheter, men svetsning av stål anses ofta vara enklare med vanliga tekniker.
Valet mellan kanalprofiler av aluminium och stål beror på hur dessa faktorer prioriteras för din specifika strukturella tillämpning. Viktbesparingar och korrosionsbeständighet gynnar ofta aluminium, medan maximal styrka, styvhet och lägre initial materialkostnad lutar mot stål.
Vilka ytbehandlingar förbättrar hållbarheten hos strängpressade aluminiumkanaler?
Är du orolig för att dina aluminiumkanaler inte ska klara av de krav som jobbet ställer? Är du orolig för att bar aluminium ska korrodera, slitas ut eller helt enkelt inte se professionell ut tillräckligt länge i tuffa miljöer?
Flera ytbehandlingar ökar avsevärt hållbarheten hos aluminiumprofiler. De viktigaste alternativen är anodisering för utmärkt korrosions- och slitstyrka, pulverlackering för robust skydd och färgvariation samt målning för kostnadseffektiv estetik och måttligt skydd.
Aluminium är naturligt korrosionsbeständigt i viss utsträckning, men många tillämpningar kräver mer. Exponering för fukt, kemikalier, nötning eller till och med bara önskan om ett specifikt utseende kräver ofta en ytbehandling. Genom att välja rätt ytbehandling skyddar du din investering och säkerställer Profiler för aluminiumkanaler fungera på ett tillförlitligt sätt under sin avsedda livslängd. Låt oss titta på de mest effektiva alternativen som vi ofta arbetar med på PTSMAKE.
Anodisering: Den elektrokemiska fästningen
Anodisering är inte en beläggning som färg; det är en elektrokemisk process som omvandlar aluminiumytan till en hållbar, korrosionsbeständig, anodisk oxidfinish. Tänk på det som att skapa en kontrollerad, förtjockad version av aluminiumets naturliga skyddande oxidskikt genom Elektrolytisk passivering7.
Det förbättrar avsevärt motståndskraften mot korrosion och slitage. Det porösa skiktet kan också färgas i olika färger innan det förseglas, vilket ger estetiska möjligheter. Typ II-anodisering är vanlig för allmänt skydd och färg, medan typ III (hårdbeläggning) ger överlägsen slitstyrka för krävande applikationer. Baserat på våra tester ökar hårdanodiseringen ytans hårdhet drastiskt.

Bland annat kan en liten dimensionsförändring uppstå (oxidskiktet byggs upp) och det kan vara svårt att uppnå perfekt färgkonsistens mellan olika partier.
Pulverlackering: Tålig och färgstark
Denna metod innebär att ett torrt pulver (en blandning av polymerhartser, pigment och fyllmedel) appliceras elektrostatiskt på aluminiumkanalen. Delen värms sedan upp, vilket gör att pulvret smälter, flyter och härdar till en hård, enhetlig beläggning.
Pulverlackering ger utmärkt motståndskraft mot flisning, repor, blekning och kemikalier. Den erbjuder ett brett utbud av färger och texturer, vilket gör den mycket mångsidig för estetiska krav. Den är i allmänhet tjockare och hårdare än flytande färg, vilket ger ett betydande skydd för Profiler för aluminiumkanaler i krävande fysiska miljöer.
De viktigaste sakerna att tänka på är beläggningstjockleken, som påverkar slutdimensionerna mer än anodisering, och behovet av specialiserade härdningsugnar.

Målning: Mångsidig och lättillgänglig
Flytande målning (med sprutpistoler, doppning etc.) är ett annat vanligt sätt att skydda och färga aluminium. Det finns olika färgsystem, t.ex. epoxi, polyuretan och polyester, som alla erbjuder olika nivåer av hållbarhet, UV-beständighet och kemiskt skydd.
Målning ger god estetisk flexibilitet och kan vara relativt kostnadseffektivt, särskilt för mindre krävande applikationer. Det är också i allmänhet lättare att göra retuscheringar jämfört med anodisering eller pulverlackering. Korrekt ytbehandling (rengöring och ofta grundning) är dock helt avgörande för att färgen ska fästa på aluminium. Målade ytor är vanligtvis mer känsliga för repor och flisor jämfört med anodisering eller pulverlackering.
Andra behandlingar
Beläggningar för kemisk konvertering
Dessa behandlingar (som kromat eller icke-kromat alternativ) skapar en tunn skyddsfilm som förbättrar korrosionsbeständigheten och ger en utmärkt bas för vidhäftning av färg. De ger ett sämre fristående skydd än metoderna ovan.
Mekaniska ytbehandlingar
Processer som borstning, polering eller blästring är främst estetiska men kan föregå andra behandlingar som anodisering för att uppnå specifika visuella effekter.
Att välja rätt behandling
Det bästa valet beror helt och hållet på applikationen. Viktiga faktorer är bland annat:
- Miljö: Kommer den att utsättas för saltvatten, kemikalier, hög luftfuktighet eller UV-exponering?
- Bär: Är nötning eller repor ett stort problem?
- Estetik: Är färg, glansnivå eller textur viktigt?
- Kostnad: Vad är budgeten för efterbehandling?
- Toleranser: Hur kritiska är de slutliga dimensionerna?
Här är en enkel jämförelse:
| Funktion | Anodisering (typ II) | Pulverlackering | Målning (flytande) |
|---|---|---|---|
| Korrosionsbeständighet | Utmärkt | Mycket bra | Bra till mycket bra |
| Wear Res. | Bra (hårdbeläggning=Exc) | Utmärkt | Medelgod till god |
| Färgalternativ | Måttlig | Mycket bred | Mycket bred |
| Tjocklek | Mycket tunn | Tjock | Måttlig till tjock |
| Relativ kostnad | Måttlig | Måttlig | Låg till måttlig |
I tidigare projekt har vi på PTSMAKE hjälpt kunder att välja den optimala finishen genom att utvärdera dessa avvägningar mot deras specifika behov, vilket säkerställer både hållbarhet och prestanda.
Kan kanalprofiler av aluminium anpassas för komplexa sammansättningar?
Upplever du att standardkanaler i aluminium inte går att integrera på ett snyggt sätt i din komplicerade produktdesign? Står du inför monteringsutmaningar eftersom standardprofiler skapar fler problem än de löser?
Ja, absolut. Kanalprofiler av aluminium är exceptionellt väl lämpade för kundanpassning, vilket gör det möjligt att skapa unika profiler som är skräddarsydda exakt efter de geometriska, funktionella och integrationsmässiga kraven i komplexa sammansättningar.

Standardprofiler av aluminium är mångsidiga för många tillämpningar, men komplexa sammansättningar innebär ofta unika utmaningar. Det kan handla om att passa in komponenter i trånga utrymmen, kräva integrerade funktioner som monteringspunkter eller kabelkanaler, eller kräva specifika strukturella prestanda inom ett icke-standardiserat fotavtryck. Det är här som aluminiumprofilens verkliga styrka kommer till sin rätt - dess förmåga att skapa skräddarsydda profiler.
Varför standardkanaler kan vara otillräckliga
I komplexa produktkonstruktioner kräver standard U-kanaler eller C-kanaler ofta betydande modifieringar eller ytterligare konsoler och fästelement för att fungera. Detta kan leda till:
- Ökat antal detaljer
- Längre monteringstider
- Potentiella felkällor
- Kompromisserad estetik eller utrymmeseffektivitet
Att enbart förlita sig på standardprofiler kan begränsa designinnovationen när man har att göra med högintegrerade eller icke-linjära system.
Kraften i kundanpassning via extrudering
Aluminiumsträngsprutningsprocessen tvingar det uppvärmda aluminiumämnet genom en formad öppning i en matris. Denna process är otroligt flexibel, vilket gör det möjligt att skapa invecklade tvärsnitt som är skräddarsydda för specifika behov.

Skräddarsydda geometrier
I stället för att försöka anpassa en standardform kan en kundanpassad profil utformas med exakt de vinklar, kurvor och mått som krävs för monteringen. Detta säkerställer en perfekt passform och optimal användning av utrymmet.
Integrerade funktioner
Anpassad Profiler för aluminiumkanaler kan integrera funktioner direkt i profilen, vilket eliminerar behovet av separata delar. Exempel på detta är:
- Skruvbultar eller kanaler för infästning
- T-spår för modulära tillbehör
- Integrerade kylflänsar
- Kanaler för kablar eller slangar
- Snap-fit-funktioner för passande delar
I tidigare projekt på PTSMAKE har vi hjälpt kunder att konsolidera flera funktioner i en enda anpassad profil, vilket har förenklat deras montering dramatiskt. Den precision som kan uppnås genom noggrann Design av matriser8 är nyckeln till att göra dessa integrerade funktioner effektiva.

Material- och prestandaoptimering
Anpassning handlar inte bara om form. Du kan ange exakt legering (t.ex. 6061 eller 6063) och härdning (t.ex. T5 eller T6) för att uppnå önskad styrka, korrosionsbeständighet eller ytbehandling. Väggtjockleken kan varieras inom profilen för att öka styrkan endast där det behövs och optimera vikten.
Standard eller specialanpassat för komplexa monteringar
Här är en snabb jämförelse som belyser fördelarna med anpassade profiler i komplicerade konstruktioner:
| Funktion | Standardkanaler | Anpassade kanalsträngar av aluminium |
|---|---|---|
| Passform | Kräver ofta anpassning | Utformad för exakt passform |
| Integration | Kräver extra delar/bearbetning | Funktioner kan integreras |
| Antal delar | Högre | Lägre potential |
| Tid för montering | Potentiellt längre | Potentiellt snabbare |
| Designfrihet | Begränsad av tillgängliga former | Hög |
| Optimering | Allmänt ändamål | Optimerad för specifik funktion |
Även om det krävs en initial investering i verktyg för kundanpassade matriser, gör de långsiktiga fördelarna med monteringseffektivitet, minskat antal detaljer och överlägsen prestanda att kundanpassade matriser ofta Profiler för aluminiumkanaler en mycket effektiv lösning för komplexa produkter. På PTSMAKE är en viktig del av vårt arbete att överbrygga klyftan mellan komplexa designbehov och tillverkningsbara kundanpassade profiler.
Läs mer om strängsprutningsprocessen och hur den möjliggör komplexa aluminiumprofiler. ↩
Utforska hur modulära designprinciper kan påskynda dina prototyp- och produktionstider. ↩
Klicka här för att förstå hur den värmepåverkade zonen påverkar styrkan hos svetsad aluminium. ↩
Läs mer om dimensionstoleranser och varför de är viktiga vid precisionstillverkning. ↩
Klicka för att förstå hur geometriska egenskaper som tröghetsmoment bestämmer strukturens styvhet. ↩
Förstå hur elasticitetsmodulen påverkar strukturens nedböjning och materialval. ↩
Förstå vetenskapen bakom hur detta skyddande skikt bildas på aluminium. ↩
Upptäck hur exakt verktygskonstruktion öppnar upp för komplexa aluminiumprofileringsmöjligheter för dina enheter. ↩






