

Är du trött på att ha att göra med leverantörer av CNC-svarvar som lovar precision men levererar delar som inte uppfyller dina specifikationer? Du är inte ensam - dålig kvalitetskontroll och felaktig kommunikation plågar många upphandlingsprocesser, vilket leder till kostsamma förseningar och omarbetningar.
CNC-svarvbearbetning är en precisionstillverkningsprocess som använder datorstyrda svarvar för att skapa cylindriska och komplexa roterande delar med snäva toleranser, vilket ger jämn kvalitet och repeterbarhet för krävande industriella applikationer.
Eftersom jag har arbetat med CNC-svarvprojekt på PTSMAKE i över 15 år har jag sett hur rätt kunskap kan förändra din upphandlingsupplevelse. Den här guiden tar upp allt du behöver veta - från att utvärdera leverantörer och hantera kvalitetsfaktorer till att optimera konstruktioner för kostnadseffektivitet. Du kommer att upptäcka praktiska strategier för att undvika vanliga fallgropar, minska ledtiderna och bygga upp tillförlitliga partnerskap som ger konsekventa resultat. Oavsett om du köper in till flyg- och rymdindustrin, fordonsindustrin eller medicinska tillämpningar kommer dessa insikter att hjälpa dig att fatta smartare beslut och uppnå bättre resultat.
Förståelse av CNC-svarvens bearbetningsmöjligheter?
Har du svårt att hitta cylindriska delar som uppfyller exakta specifikationer varje gång? Orsakar små inkonsekvenser i produktionskörningar problem med montering i senare led och projektförseningar?
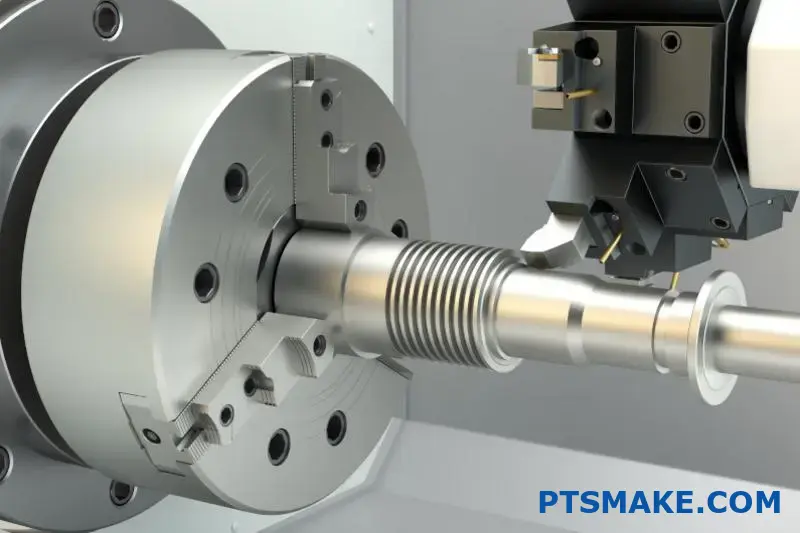
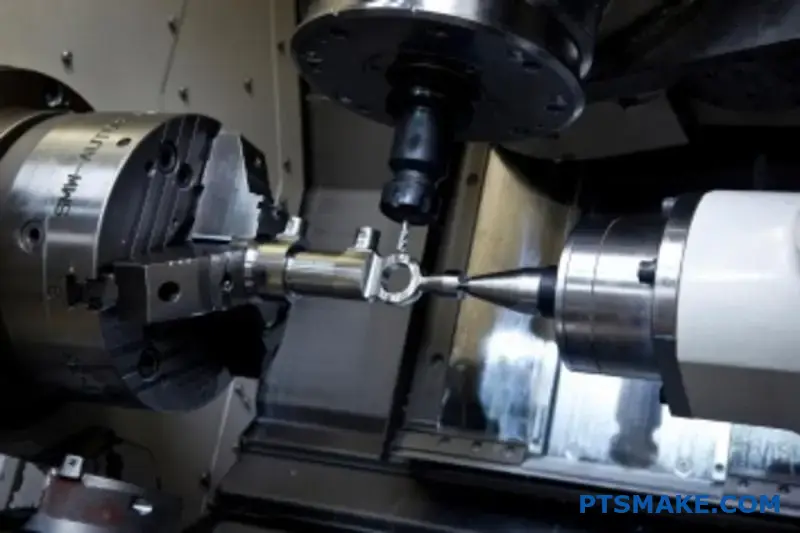
CNC-svarvbearbetning är en datorstyrd subtraktiv process där ett arbetsstycke roterar mot ett skärverktyg. Den utmärker sig genom att producera cylindriska eller komplexa roterande delar med exceptionellt hög precision och repeterbarhet, vilket gör den till den föredragna metoden för industrier som kräver jämn kvalitet och snäva toleranser.
Kärnfunktionerna för CNC-svarvbearbetning
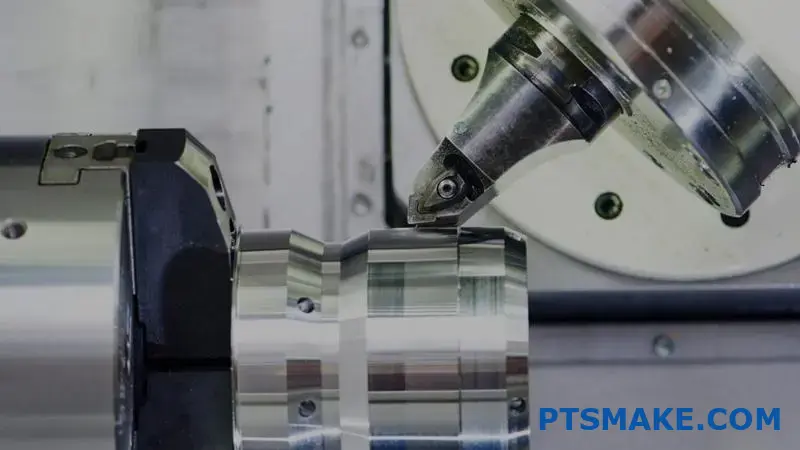
I grunden handlar CNC-svarvbearbetning om precision genom rotation. Till skillnad från en fräsmaskin där verktyget snurrar, snurrar en svarv själva materialet. En dator styr ett stationärt skärverktyg längs det roterande arbetsstycket och avlägsnar material med precision för att skapa den önskade formen. Denna grundläggande skillnad gör det otroligt effektivt att skapa alla delar med en central rotationsaxel. I tidigare projekt på PTSMAKE har vi använt oss av den här processen för allt från enkla axlar och stift till komplexa komponenter för flyg- och rymdindustrin och medicintekniska produkter. Kontrollnivån är det som skiljer den från mängden. G-kodsinstruktionerna som skickas till maskinen styr varje rörelse, hastighet och matningshastighet, vilket eliminerar den variabilitet som uppstår vid manuell drift. Detta säkerställer att den första delen som produceras är identisk med den tusende.
Grundläggande funktioner
Att förstå de grundläggande operationerna är nyckeln till att förstå CNC-svarvningens fulla kapacitet. Var och en av dem tjänar ett specifikt syfte i formandet av den slutliga komponenten.
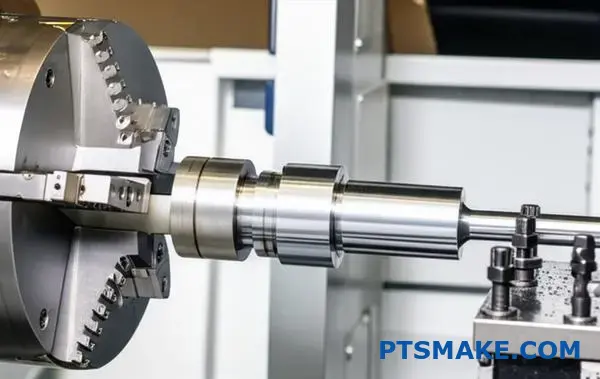
- Vänder: Det här är den primära operationen, där ett enpunktsverktyg rör sig parallellt med rotationsaxeln och minskar arbetsstyckets diameter. Detta kan användas för att skapa raka, avsmalnande eller konturerade profiler.
- Facing: Verktyget rör sig vinkelrätt över arbetsstyckets ände för att skapa en plan, slät yta. Detta är ofta det första steget för att säkerställa att detaljen har rätt längd.
- Borrning och uppborrning: En borrkrona kan användas för att skapa ett hål längs den centrala axeln. Borrningen förstorar och förfinar sedan hålet till en exakt innerdiameter.
- Gängning: Denna operation skär utvändiga eller invändiga gängor på detaljen, vilket är nödvändigt för att skapa skruvar, bultar och andra fästelement.
Precisionen i dessa operationer påverkas direkt av faktorer som maskinens styvhet, verktygets skärpa och kontroll av värmeutvidgningen. En kritisk faktor som vi alltid övervakar är utbrytning1eftersom alltför stora avvikelser kan leda till att delar underkänns i kvalitetskontrollen.
Varför CNC-svarvar är avgörande för kvaliteten
Det främsta skälet till att ingenjörer och inköpschefer väljer CNC-svarvbearbetning är dess oöverträffade repeterbarhet. När ett program är perfekt kan maskinen utföra det i det oändliga med minimala avvikelser. Detta är avgörande i branscher där fel på delar inte är ett alternativ.
| Drift | Primärt mål | Gemensam ansökan |
|---|---|---|
| Vändning | Minska arbetsstyckets diameter | Axlar, stift, konturerade ytor |
| Ansikte mot ansikte | Skapa en plan ändyta | Kvadrering av lager, inställning av längd |
| Borrning | Skapa ett centralt hål | Pilothål, frigångshål |
| Gängning | Skär spiralformade spår | Skruvar, muttrar, gängade beslag |
Denna automatiserade precision garanterar inte bara kvalitet utan optimerar också produktionstiden och minskar avfallet, vilket gör den till en kostnadseffektiv lösning för både prototyper och storskaliga produktionskörningar.
Uppnå konsekvens och precision i krävande branscher
Det verkliga värdet av CNC-svarvbearbetning blir tydligt när man tänker på dess tillämpning i industrier med höga insatser. För sektorer som flyg- och rymdindustrin, bilindustrin och den medicinska industrin är enhetlighet mellan olika delar inte bara en önskan, utan ett icke förhandlingsbart krav för säkerhet och prestanda. En liten avvikelse i en enda komponent kan få betydande konsekvenser. CNC-svarvning tillgodoser detta behov direkt genom att ta bort den mänskliga faktorn från produktionsprocessen. Styrenhetens digitala precision säkerställer att varje detalj, från diameter och längd till gänglutning och ytfinish, strikt följer konstruktionsspecifikationerna. Denna nivå av tillförlitlighet är helt enkelt omöjlig att uppnå med manuell svarvning, särskilt vid högvolymproduktion.
Repeterbarhet: Hörnstenen i modern tillverkning
Repeterbarhet innebär att oavsett om vi tillverkar ett parti på 100 eller 10.000 delar, så kommer den sista delen att vara funktionellt identisk med den första. Detta uppnås genom en kombination av faktorer som är inbyggda i CNC-processen.
- Programmerad kontroll: G-kodsprogrammet är en fast uppsättning instruktioner. Det blir inte trött eller distraherat.
- Styv maskinkonstruktion: CNC-svarvar är byggda för att vara otroligt styva för att absorbera skärkrafter och minimera vibrationer, vilket är en av de främsta orsakerna till felaktigheter.
- Automatiserad verktygsväxling: På mer avancerade svarvar kan en automatisk verktygsrevolver växla mellan svarv-, borr- och gängverktyg på några sekunder, vilket upprätthåller processkontinuitet och precision utan manuella ingrepp.
I vårt arbete med kunder inom robotindustrin, till exempel, är exakt passning av axlar och lager avgörande för smidig drift. Våra tester visar att de snäva toleranser som uppnås med CNC-svarvning är avgörande för att säkerställa livslängden och tillförlitligheten hos deras komplexa enheter.
Inverkan på kvalitet och kostnad
Konsistens har en direkt inverkan på både kvalitet och den totala projektkostnaden. När delar konsekvent håller specifikationerna minskar antalet kassationer och omarbetningar avsevärt. Detta sparar inte bara material och maskintid utan förhindrar också kostsamma förseningar i slutmonteringen och testfaserna.
| Industri | Kritiska krav | Exempel på CNC-svarvad detalj |
|---|---|---|
| Flyg- och rymdindustrin | Högt förhållande mellan styrka och vikt, extrema toleranser | Axlar till turbinmotorer, hydrauliska kopplingar |
| Medicinsk | Biokompatibilitet, felfri ytfinish | Kirurgiska instrument, benskruvar, tandimplantat |
| Fordon | Hållbarhet, konsistens för stora volymer | Transmissionsaxlar, ventilkomponenter, kolvstänger |
| Elektronik | Miniatyrisering, elektrisk ledningsförmåga | Anslutningsstift, anpassade fästelement, höljesdelar |
I slutändan är det ett strategiskt beslut att investera i en tillverkningsprocess som garanterar repeterbarhet. Det ger sinnesfrid, effektiviserar leveranskedjan och säkerställer att slutprodukten fungerar exakt som den är utformad. Det är därför som CNC-svarvbearbetning på PTSMAKE är en grundpelare i våra tjänster för precisionstillverkning.

CNC-svarvbearbetning ger oöverträffad precision genom att ett arbetsstycke roterar mot ett skärverktyg. Dess kärnoperationer - svarvning, vändning och gängning - är automatiserade för att ge exceptionell konsistens och repeterbarhet, vilket gör den nödvändig för industrier där delkvalitet och tillförlitlighet är avgörande för prestanda och säkerhet.
Kritiska kvalitetsfaktorer i CNC-svarvdetaljer?
Har du någonsin fått ett parti svarvade detaljer som uppfyller ritningsspecifikationerna men som ändå inte fungerar i praktiken? Det är en frustrerande upplevelse som kan få ett helt projekt att spåra ur.
De mest kritiska kvalitetsfaktorerna för CNC-svarvade detaljer är måttnoggrannhet, ytfinhet och materialintegritet. Dessa tre pelare avgör direkt en dels prestanda, livslängd och tillförlitlighet i slutmonteringen. Att få dem rätt är avgörande för alla framgångsrika projekt.

När vi talar om kvalitet i CNC-svarvbearbetning går vi långt utöver att bara titta på en färdig detalj och säga "det ser bra ut". Sann kvalitet är mätbar, och det börjar med måttnoggrannhet. Det handlar inte bara om längd eller diameter; det handlar om att säkerställa att varje detalj ligger inom det angivna toleransområdet, varje gång.
Stiftelsen: Dimensionell tolerans
Tolerans är det acceptabla variationsområdet för en given dimension. En del som är utanför toleranserna, även om det bara är en bråkdel av en millimeter, kan orsaka monteringsfel, för tidigt slitage eller att slutprodukten helt går sönder. I våra projekt på PTSMAKE har vi sett hur en felaktig toleranspassning kan vara skillnaden mellan ett välfungerande lager och ett som kärvar.
Bortom grundläggande dimensioner
Det är viktigt att se bortom enkla plus/minus-toleranser. Vi fokuserar också på geometrisk dimensionering och tolerans (GD&T), som kontrollerar form, orientering och placering av detaljer. Detta säkerställer att inte bara storleken utan även relationerna mellan detaljerna är korrekta. Koncentricitet är t.ex. avgörande för roterande axlar för att förhindra vibrationer och slitage, medan vinkelräthet är avgörande för monteringsytor för att säkerställa korrekt uppriktning. Ett fel i dessa geometriska kontroller kan leda till subtila prestandaproblem som är svåra att diagnostisera i efterhand.
Känslan av kvalitet: Ytfinish
En detalj kan vara perfekt till måtten men ändå inte fungera om ytfinishen är fel. Ytfinish, eller ytjämnhet, är den finskaliga strukturen på en yta. Den består av små toppar och dalar, ofta kallade mikro-asperiteter2som skärverktyget lämnar efter sig. Denna struktur mäts vanligtvis i mikrometer (µm) eller mikrotum (µin) som ett grovhetsmedelvärde (Ra). Ett lägre Ra-värde indikerar en slätare yta. Varför spelar detta någon roll?
- Friktion och slitage: Jämnare ytor har mindre friktion och är mer motståndskraftiga mot slitage, vilket är avgörande för rörliga delar.
- Tätning: För delar som kräver tätningar, t.ex. O-ringar, krävs en specifik ytfinish för att tätningen ska fungera korrekt utan att läcka eller skadas.
- Motståndskraft mot korrosion: Grova ytor har större ytarea och kan fånga upp föroreningar, vilket gör dem mer mottagliga för korrosion.
Här är en snabbguide som vi ofta delar med oss av till våra kunder för att hjälpa dem att välja rätt ytbehandling för sin applikation.
| Ra-värde (µm) | Ra-värde (µin) | Textur | Typisk applikation för CNC-svarvbearbetning |
|---|---|---|---|
| >6.3 | >250 | Grovt maskinbearbetad | Fria ytor, icke-funktionella områden |
| 3.2 | 125 | Standard maskinbearbetad | Delar för allmänna ändamål, icke-motstående ytor |
| 1.6 | 63 | Slät maskinbearbetning | Passytor, delar med måttliga belastningar |
| 0.8 | 32 | Fint bearbetad/rundad | Lager med låg friktion, exakta passningar |
| 0.4 | 16 | Mark/Lappad | Lager med höga påfrestningar, kritiska tätningsytor |

Även om mått och ytfinhet specificeras på ritningen kan de inte uppnås utan rätt material. Materialvalet är den tredje kritiska faktorn, som direkt påverkar både bearbetningsprocessen och den slutliga detaljens prestanda. Råmaterialets egenskaper styr allt från skärhastigheter och verktygslivslängd till komponentens slutliga styrka och stabilitet.
Kärnan: Materialval och integritet
Att välja rätt material är en balansgång mellan prestandakrav, kostnad och bearbetbarhet. Ett material som är perfekt för slutanvändningen kan vara otroligt svårt och därmed dyrt att bearbeta.
Viktiga materialegenskaper för maskinbearbetning
Vid planering av en bearbetning med cnc-svarv projekt analyserar vi flera materialegenskaper:
- Bearbetbarhet: Detta är en bedömning av hur lätt ett material kan skäras. Material som Brass C360 anses vara "fribearbetande" och kan svarvas mycket snabbt, vilket minskar cykeltiderna och kostnaderna. Material som Inconel eller titan är däremot sega och kräver lägre hastigheter, specialverktyg och mer robusta processer.
- Hårdhet: Hårdare material är mer slitstarka men också mer utmanande att bearbeta. De gör att skärverktygen slits ut snabbare, vilket kan påverka både kostnaden och möjligheten att upprätthålla en jämn ytfinish under en produktion.
- Termisk stabilitet: Under bearbetningen alstrar både detaljen och verktyget värme. Material som expanderar kraftigt med värme kan vara svåra att hålla inom snäva toleranser, eftersom de mäter annorlunda när de är varma jämfört med när de har svalnat till rumstemperatur. Detta kräver noggrann hantering av kylvätskor och skärparametrar.
Kommunicera dina materialbehov
För att säkerställa att du får den prestanda du förväntar dig räcker det inte att bara ange "aluminium" eller "stål". Du måste vara specifik. Tidigare har vi haft projekt som försenats på grund av att en generisk materialangivelse ledde till att man använde en kvalitet som inte uppfyllde prestandakraven. Ange alltid exakt kvalitet och härdning. Till exempel
| Material specificerat | Viktiga egenskaper och vanlig användning |
|---|---|
| Aluminium 6061-T6 | Utmärkt bearbetbarhet, god hållfasthet. Används för konstruktionsdelar, prototyper. |
| Rostfritt stål 304 | Mycket god korrosionsbeständighet, bra för livsmedels- och medicinska applikationer. Svårare att bearbeta. |
| PEEK | Hög temperatur och kemisk resistens. Används för flyg- och rymdindustrin, medicinska implantat. Dyrt att använda. |
| Mässing C360 | Standarden för maskinbearbetning. Idealisk för rördelar, ventiler och elektriska komponenter. |
Genom att tydligt definiera material, toleranser och ytfinish på dina ritningar och RFQ:er ger du din tillverkningspartner möjlighet att leverera detaljer som inte bara fungerar på papperet utan även i verkligheten.

För att få CNC-svarvdelar i toppklass måste man behärska samspelet mellan dimensionstoleranser, ytfinish och materialval. Dessa faktorer är inte oberoende av varandra, de är djupt sammankopplade och en tydlig specifikation av alla tre är avgörande för att säkerställa tillförlitlig komponentprestanda i den slutliga applikationen.
Vilka är de viktigaste kriterierna för att välja en pålitlig partner för CNC-bearbetning?
Har du någonsin drabbats av produktionsförseningar på grund av att en leverantör inte kunde hantera din volym eller fick delar som inte klarade inspektionen? Dessa problem beror ofta på en ofullständig utvärderingsprocess innan den första ordern ens har lagts.
För att korrekt utvärdera en leverantör av CNC-svarvbearbetning måste du bedöma fyra kärnområden: deras kvalitetscertifieringar, djupgående inspektionsprocesser, faktiska produktionskapacitet och deras standarder för kommunikation. Dessa pelare avgör tillförlitlighet, kvalitetskonsistens och leverans i tid.

För att undvika samarbeten som leder till kostsamma fel och förseningar behöver du ett systematiskt tillvägagångssätt för att granska potentiella leverantörer. Det handlar inte bara om vad de lovar på sin webbplats, utan om att verifiera deras kapacitet genom konkreta bevis. Rätt partner blir en förlängning av ditt team, medan fel partner blir en ständig källa till problem.
Verifiera certifiering av kvalitetssystem
Certifieringar är mer än bara märken på en webbplats; de är bevis på ett åtagande för standardiserade, repeterbara processer. En leverantör som saknar sådana certifikat kan fortfarande producera en bra komponent, men det finns ingen garanti för enhetlighet.
- ISO 9001: Detta är den grundläggande certifieringen för kvalitetsstyrning. Den säkerställer att leverantören har dokumenterade processer för allt från offertgivning till leverans. Det är minimikravet för alla seriösa tillverkningspartner. På PTSMAKE är vårt ISO 9001-system ryggraden i varje projekt, vilket säkerställer att varje steg är spårbart och kontrollerat.
- Branschspecifika certifieringar: Om du är verksam i en bransch som är starkt reglerad bör du leta efter specialiserade certifieringar. AS9100 är t.ex. avgörande för flygindustrin, medan IATF 16949 är standarden för fordonsindustrin. Dessa visar att leverantören förstår de strikta kraven och spårbarhetskraven i din bransch.
Granska processen för kvalitetsinspektion
En leverantörs inspektionsförmåga är en direkt indikator på den kvalitet du kommer att få. Du måste inte bara förstå om de inspekterar delar, men hur och när. Be potentiella leverantörer om en kopia av deras kvalitetsmanual.
Inspektion under process kontra slutinspektion
En pålitlig leverantör utför båda delarna. Kvalitetskontroll i processen (IPQC) fångar upp avvikelser under bearbetningsprocessen i cnc-svarven och förhindrar att en hel sats skrotas. Slutinspektion är den sista porten, men det borde inte vara den enda. Att enbart förlita sig på slutbesiktning är riskabelt och ineffektivt. Vi utför också en Första artikelinspektion (FAI)3 för att bekräfta att vår produktionsanläggning uppfyller alla specifikationer innan massproduktionen påbörjas.
Inspektionsutrustning och rapportering
Rätt verktyg är avgörande för att verifiera snäva toleranser. En leverantörs utrustningslista bör stämma överens med din detaljs komplexitet.
| Inspektionsverktyg | Bäst för | Vad den berättar för dig |
|---|---|---|
| Kaliper/mikrometer | Grundläggande mått | Mäter längd, bredd och diameter. Bra för allmänna toleranser. |
| CMM | Komplexa geometrier | Ger mycket noggranna 3D-mätningar av komplexa ytor och funktioner. |
| Optisk komparator | 2D-profiler | Projicerar en förstorad silhuett av en detalj för att kontrollera profiler och konturer. |
| Mätare (Go/No-Go) | Repetitiva funktioner | Verifierar snabbt om en funktion som ett hål eller en gänga ligger inom toleranserna. |
Be alltid om provbesiktningsrapporter. En detaljerad rapport visar deras noggranna inställning till kvalitet.
Utöver pappersarbete och maskiner är det mänskliga elementet avgörande. Hur en leverantör hanterar sina resurser, kommunicerar med kunderna och planerar för oförutsedda händelser avslöjar dess verkliga styrka som partner. Dessa faktorer förbises ofta under de första utvärderingarna, men är avgörande för en framgångsrik långsiktig relation.
Mätning av realistisk produktionskapacitet
En leverantörs kapacitet är inte bara antalet CNC-svarvar som de äger. Den verkliga kapaciteten är en kombination av maskiner, kvalificerad arbetskraft och effektiv arbetsflödeshantering.
Maskiner och teknik
Be om en detaljerad utrustningslista. Är deras maskiner nya eller gamla? Har de fleraxliga svarvar som kan färdigställa komplexa delar i en enda uppställning? Modern utrustning, som de fleraxliga CNC-maskiner som vi använder på PTSMAKE, minskar cykeltiderna och förbättrar noggrannheten. Fråga också om deras underhållsschema. En väl underhållen maskin är en pålitlig maskin.
Personalstyrka och schemaläggning
En verkstad full av avancerade maskiner är värdelös utan skickliga operatörer och programmerare som sköter dem. Fråga om teamets erfarenhetsnivå och om de kör flera skift. En leverantör som kör två eller tre skift har betydligt mer effektiv kapacitet och flexibilitet än en leverantör som kör ett enda skift. I våra tidigare projekt har vi sett att ett robust produktionsplaneringssystem är nyckeln till att kunna ge kunderna korrekta ledtider och tillgodose brådskande förfrågningar utan att störa befintliga order.
Utvärdera kommunikationsstandarder och lyhördhet
Dålig kommunikation kan få ett projekt att spåra ur snabbare än ett maskinhaveri. Din leverantör bör vara proaktiv, transparent och lätt att nå.
| Kommunikationsaspekt | Grön flagg (bra leverantör) | Röd flagga (dålig leverantör) |
|---|---|---|
| Svarstid | Svarar på e-post/samtal inom 24 timmar. | Det tar flera dagar att få svar, svaren är vaga. |
| Teknisk feedback | Proaktiva förslag på förbättringar av design för tillverkningsbarhet (DFM). | Accepterar vilken design som helst utan feedback, vilket leder till produktionsproblem senare. |
| Problemlösning | Informerar dig omedelbart om eventuella problem och presenterar lösningar. | Döljer problem tills tidsfristen har löpt ut. |
| Projektuppdateringar | Ger regelbundna, oombedda uppdateringar om projektstatus. | Du måste ständigt jaga dem för att få information. |
Etablera en enda kontaktpunkt. Att ha en dedikerad projektledare som förstår dina krav säkerställer att inget går förlorat i översättningen. Detta är en standardpraxis på PTSMAKE för att säkerställa tydlighet och ansvar för alla våra kunder.
För att utvärdera en leverantör av CNC-svarvbearbetning krävs en metodisk genomgång av deras certifieringar, inspektionsprocesser, verkliga produktionskapacitet och kommunikationsprotokoll. Dessa fyra pelare är avgörande för att säkerställa att du samarbetar med en pålitlig tillverkare som kan leverera högkvalitativa delar i tid, varje gång.
Konstruktionstips för kostnadseffektiv tillverkning av CNC-svarvar.
Har du någonsin skickat in en offert på en detalj och blivit chockad över kostnaden, trots att konstruktionen verkade enkel? Den geometri och de funktioner som du definierar är ofta de dolda drivkrafterna bakom höga tillverkningskostnader.
För att uppnå kostnadseffektiv tillverkning av CNC-svarvar måste konstruktörerna optimera detaljgeometrin enligt DFM-principerna (Design for Manufacturability). Detta innebär att man förenklar funktioner, undviker tunna väggar, standardiserar element som radier och specificerar toleranser endast så snäva som är funktionellt nödvändiga för att minska maskintid och verktygskostnader.

Tillämpning av DFM på svarvdelar
Design for Manufacturability (DFM) är inte bara ett modeord; det är ett praktiskt tillvägagångssätt för att konstruera delar som är enklare och därmed billigare att tillverka. Vid CNC-svarvning, där arbetsstycket roterar mot ett skärverktyg, påverkar varje designval cykeltiden och verktygskraven. Målet är att avlägsna material på ett effektivt sätt. Alltför komplexa konstruktioner motverkar denna grundläggande princip. Min erfarenhet av att samarbeta med kunder på PTSMAKE visar att de enklaste konstruktionerna ofta är de mest eleganta och kostnadseffektiva lösningarna.
Förenkla detaljens geometri
Ju mer komplex en detaljprofil är, desto mer maskintid krävs. Flera diametrar, avsmalningar och konturer kräver fler verktygsrörelser och eventuellt fler verktygsbyten. Varje verktygsbyte innebär att processen tar längre tid utan skärande bearbetning, vilket ökar den totala kostnaden. Innan du färdigställer en design bör du fråga dig själv om alla funktioner är nödvändiga för detaljens funktion. Kan två olika diametrar slås ihop till en? Är den där komplexa kurvan verkligen nödvändig, eller räcker det med en enkel avfasning eller radie? Att förenkla den övergripande profilen är det mest direkta sättet att minska den tid som detaljen tillbringar i maskinen.
Konstruktion för standardverktyg
CNC-svarvar använder en mängd olika standardskärverktyg. Att utforma funktioner som kan skapas med dessa standardverktyg är en stor kostnadsbesparing. Ett vanligt problem som vi ser är icke-standardiserade invändiga hörnradier. Om du anger en invändig radie på 0,2 mm, men standardverktyget ger en radie på 0,5 mm, behövs ett mindre specialverktyg. Detta ökar inte bara kostnaden för själva verktyget utan ökar också risken för verktygsbrott och kräver långsammare skärhastigheter.
| Funktionstyp | Kostnadseffektivt tillvägagångssätt | Högkostnadsstrategi |
|---|---|---|
| Invändiga hörnradier | Använd standardradier för verktygsspetsar (t.ex. 0,4 mm, 0,8 mm). | Ange ett icke-standardiserat eller skarpt invändigt hörn. |
| Spår | Utforma spåren så att de passar standardbredder för spårverktyg. | Kräver spår med anpassad bredd eller komplexa profiler. |
| Trådar | Ange standardgängor (t.ex. UNC, UNF, metriska). | Utforma anpassade eller icke-standardiserade gängprofiler. |
Optimera för arbetshållare
Hur en detalj hålls fast i svarvens chuck eller spännhylsa är en kritisk faktor. Konstruktionen måste ge en stabil och säker yta för fastspänning som inte deformerar detaljen. Om de enda tillgängliga spännytorna är tunnväggiga eller har en färdig, kritisk diameter kompliceras processen oerhört. Det kan leda till behov av specialanpassade fixturer eller en andra operation, vilket i båda fallen innebär betydande kostnader. Dålig uppspänning kan också ge upphov till vibrations- och koncentriskhetsproblem, vilket kan leda till problem med faktorer som utbrytning4 som kan leda till att en hel serie delar måste skrotas.
Den kritiska rollen för toleranser och egenskaper
Geometrin utgör grunden, men det är när det gäller toleranser och detaljer som kostnaderna snabbt kan skena iväg. Många ingenjörer, särskilt de som är nya inom tillverkning, tenderar att övertolka delar av försiktighet. Men varje skärpt tolerans lägger till ett lager av komplexitet och kostnad i bearbetningsprocessen för cnc-svarven, ofta utan att ge någon verklig funktionell fördel. Det är en balans mellan att säkerställa prestanda och att upprätthålla en rimlig budget.
Ange toleranser på ett strategiskt sätt
Ett generellt toleransblock på en ritning är ett av de vanligaste misstagen som höjer tillverkningskostnaderna. Alla funktioner på en detalj kräver inte samma precisionsnivå. Passytor, lagerhål och uppriktningsstift behöver snäva toleranser, men det behöver inte icke-kritiska ytor. Att tillämpa en snäv tolerans på ±0,01 mm på en yta som inte har något funktionellt gränssnitt kan fördubbla eller tredubbla kostnaden för den detaljen. Det tvingar maskinisten att använda långsammare skärhastigheter, göra fler efterbearbetningar och utföra tätare inspektioner under processen.
| Toleransnivå | Relativ kostnadspåverkan | Typisk tillämpning |
|---|---|---|
| Standard (t.ex. ±0,1 mm) | 1x (baslinje) | Icke-kritiska ytor, allmänna mått. |
| Tätt (t.ex. ±0,025 mm) | 2x - 4x | Passande delar, pressanpassade gränssnitt. |
| Mycket snävt (t.ex. <±0,01 mm) | 5x - 10x+ | Lager med hög precision, kritiska uppriktningar. |
Undvik onödigt djupa och små hål
Djupa hål, särskilt sådana med liten diameter (högt förhållande mellan djup och diameter), är en utmaning för alla bearbetningsprocesser. I en svarv kräver detta speciella borrcykler för att rensa bort spånor och förhindra verktygsbrott. Ju djupare hål, desto långsammare blir processen och desto högre blir risken. Innan du specificerar ett djupt hål med liten diameter bör du överväga om djupet verkligen är nödvändigt eller om håldiametern kan ökas.
Omvärdera komplexa funktioner som underskärningar
Underskärningar och invändiga avlastningsspår kräver specialverktyg, t.ex. spår- eller borrstänger med specifika geometrier. Dessa verktyg är ofta mer ömtåliga och kräver långsammare och försiktigare bearbetning än vanliga svarvverktyg. Även om det ibland är oundvikligt, är det alltid värt att fråga sig om underskärningen är nödvändig. Kan man istället modifiera motstycket med en avfasning för att få det nödvändiga spelrummet? I tidigare projekt på PTSMAKE har vi hjälpt kunder att omforma passande komponenter för att eliminera behovet av kostsamma underskärningar, vilket har sparat dem en betydande andel av produktionskostnaderna. Detta samarbetsinriktade tillvägagångssätt tidigt i konstruktionsfasen är nyckeln till att frigöra besparingar.

För kostnadseffektiv cnc-svarvbearbetning, fokusera på DFM-principer. Förenkla detaljgeometrin, använd standardverktyg och konstruera för säker arbetsupphängning. Var strategisk med toleranser, använd dem bara där det är funktionellt nödvändigt, och utvärdera kritiskt komplexa funktioner som djupa hål och underskärningar för att minimera maskintid och kostnad.
Hantering av ledtider och leveransrisker?
Har du någonsin varit med om att ett kritiskt projekt spårat ur på grund av en oväntad försening? En enkel materialbrist eller en kommunikationsbrist kan skapa kaos i hela produktionsschemat och kosta dig både tid och pengar.
För att effektivt hantera ledtider inom CNC-svarvbearbetning måste du anta en proaktiv strategi. Det innebär att du upprättar kristallklara tidslinjer för projektet, upprätthåller en konstant kommunikation med din leverantör och utvecklar robusta beredskapsplaner för potentiella störningar. Detta tillvägagångssätt är ditt bästa försvar mot kostsamma förseningar.

Dekonstruktion av vanliga produktionsförseningar
Förståelse Varför Förseningar är det första steget mot att förebygga dem. Inom CNC-svarvbearbetning kommer störningar sällan från ingenstans. De är ofta resultatet av underliggande problem som kan förutses och hanteras. Om man förbiser dessa faktorer kan ett okomplicerat projekt förvandlas till en logistisk mardröm. Det handlar om att se bortom det slutliga leveransdatumet och undersöka hela produktionskedjan för att hitta potentiella svaga punkter.
Materialupphandlingens pussel
En av de vanligaste orsakerna till förseningar är materialtillgänglighet. Det handlar inte bara om huruvida ett material finns i lager, utan också om dess kvalitet, certifiering
Säkerställa konsekvent kommunikation och transparens i projektet.
Har du någonsin varit med om att ett projekt spårat ur på grund av en enkel miss i kommunikationen? En otydlig specifikation eller ett missat e-postmeddelande kan snabbt leda till kostsamma förseningar och frustrerande omarbetningar som äventyrar hela tidslinjen.
Konsekvent kommunikation uppnås genom att upprätta tydliga protokoll, använda centraliserade plattformar för uppdateringar, hålla regelbundna avstämningar och ge tillgång till projektet i realtid. Detta proaktiva tillvägagångssätt minimerar missförstånd och håller alla intressenter i linje från upphandling till produktion, särskilt för komplexa CNC-svarvbearbetningsprojekt.

Effektiv kommunikation är mer än att bara skicka e-postmeddelanden; det handlar om att skapa ett system som förhindrar problem innan de uppstår. Enligt min erfarenhet bygger de mest framgångsrika projekten på en grund av tydlig, dokumenterad och konsekvent dialog. Utan en sådan dialog navigerar du genom tillverkningsprocessen med en ögonbindel på.
Proaktiva strategier för att förebygga kommunikationsavbrott
Det bästa sättet att lösa ett problem är att förhindra att det någonsin uppstår. I stället för att vänta på att ett missförstånd ska orsaka en försening implementerar vi system som är utformade för att säkerställa tydlighet från dag ett. Detta är särskilt viktigt när det handlar om de exakta kraven på CNC-svarvbearbetning. Ett proaktivt tillvägagångssätt förvandlar potentiella kriser till enkla klargöranden.
Upprättande av en kommunikationsmatris för eskalering
Ett av de mest effektiva verktygen vi använder på PTSMAKE är en matris för kommunikationseskalering. Det här är ett enkelt men kraftfullt dokument som man kommer överens om vid projektets kickoff. Det beskriver tydligt vem som ska kontaktas för specifika frågor och vad den förväntade svarstiden är. Det undanröjer tvetydigheter och förhindrar att meddelanden går förlorade. Till exempel kan en mindre fråga om materialets finish gå till projektledaren, medan en varning om ett kritiskt konstruktionsfel omedelbart eskaleras till chefsingenjören. Den här strukturen förhindrar att små problem växer sig stora.
Den gemensamma kontaktpunktens (SPOC) roll
För att effektivisera kommunikationen ytterligare är det viktigt att utse en Single Point of Contact (SPOC) på både kund- och leverantörssidan. Den här personen fungerar som ett centralt nav för all projektrelaterad information. För våra kunder innebär det att de alltid vet vem de ska ringa när de har en dedikerad projektledare på PTSMAKE att prata med. De behöver inte jaga olika personer på teknik-, kvalitets- eller logistikavdelningarna. Den här modellen minskar dramatiskt risken för Asymmetri i information5, vilket säkerställer att båda sidor arbetar med samma data och förväntningar.
En väldefinierad kommunikationsplan bör se ut ungefär så här:
| Problemets svårighetsgrad | Första kontaktpunkten | Tidsram för svar | Kontakt för eskalering |
|---|---|---|---|
| Låg | Projektledare (SPOC) | Inom 24 timmar | N/A |
| Medium | Projektledare (SPOC) | Inom 8 timmar | Ledande ingenjör |
| Hög | Projektledare (SPOC) | Inom 1 timme | Avdelningschef |
| Kritisk | Direktsamtal till SPOC | Omedelbar | Vice VD för Operations |
Detta strukturerade tillvägagångssätt säkerställer att inget faller mellan stolarna, från en enkel fråga till ett nödläge som stoppar produktionen.

Utöver proaktiva planer spelar de verktyg som du använder för daglig kommunikation och spårning en viktig roll för att upprätthålla transparensen i projektet. Att förlita sig på föråldrade metoder i en snabbfotad tillverkningsmiljö är ett recept på misslyckande. Moderna projekt kräver moderna lösningar som ger omedelbar klarhet och en enda källa till sanning.
Utnyttja teknik för projekttransparens i realtid
Tekniken har förändrat hur vi hanterar projekt. Borta är dagarna med oändliga e-postkedjor och osäkerhet om projektstatus. I dag kan vi ge kunderna en tydlig inblick i projektets livscykel i realtid, från inköp av råmaterial till slutbesiktning av de CNC-bearbetade delarna.
Från e-postkedjor till centraliserade projektinstrumentpaneler
E-post är ett fruktansvärt verktyg för projektledning. Viktiga filer begravs, feedback blir fragmenterad och det är nästan omöjligt att spåra den senaste versionen av ett dokument. I våra tidigare projekt med kunder har vi upptäckt att det är en stor förändring att flytta all kommunikation och dokumentation till en centraliserad projektinstrumentpanel. Dessa plattformar gör det möjligt för alla att se de senaste CAD-filerna, se produktionsschemat, kontrollera kvalitetsrapporter och ställa frågor på en och samma organiserade plats. Denna transparens bygger upp ett enormt förtroende.
Dokumentkontroll och revisionshantering
För alla bearbetning med cnc-svarv projekt är exakta specifikationer allt. Ett projekt kan helt spåra ur om verkstadsgolvet arbetar utifrån en föråldrad ritning. Korrekt dokumentkontroll är inte förhandlingsbart. En bra leverantör har ett robust system för revisionshantering. På PTSMAKE säkerställer vårt system att endast den senaste, godkända versionen av varje dokument är tillgänglig för produktion. När en kund skickar in en revidering arkiveras den gamla versionen automatiskt och den nya flaggas för granskning, vilket säkerställer att våra maskinister alltid arbetar med rätt specifikationer. Denna enkla kontroll förhindrar kostsamma misstag och materialslöseri.
Här är en snabb jämförelse mellan gamla och nya metoder:
| Funktion | Traditionell metod (e-post/telefon) | Modern metod (projektinstrumentpanel) |
|---|---|---|
| Statusuppdateringar | Reaktiv; kräver ett samtal/epostmeddelande | Proaktiv; realtid, tillgång 24/7 |
| Delning av dokument | Förvirring kring version av bifogad fil | Centraliserad; en enda källa till sanning |
| Spårning av problem | Förlorad i e-posttrådar | Organiserade biljetter med tydligt ägarskap |
| Godkännandeprocess | Långsam, svår att spåra | Effektivisering med digitala signaturer |
Att använda moderna verktyg handlar inte om att göra det mer komplext, utan om att skapa enkelhet och tydlighet för alla inblandade.
Framgångsrika CNC-svarvbearbetningsprojekt är beroende av tydlig och konsekvent kommunikation. Genom att använda proaktiva strategier som eskaleringsmatriser och utnyttja moderna projektinstrumentpaneler för transparens i realtid kan du eliminera missförstånd, säkerställa teknisk noggrannhet och bygga upp ett starkt, förtroendefullt partnerskap med din tillverkare.
Integrering av CNC-svarvbearbetning i globala leveranskedjor?
Känner du dig överväldigad av utmaningarna med logistik, tullar och kvalitetskontroll när du köper CNC-delar globalt? Är du orolig för hur dessa komplexa frågor kommer att påverka din produktionstidslinje och budget?
För att framgångsrikt integrera CNC-svarvbearbetning i globala leveranskedjor krävs ett strategiskt partnerskap. Detta innebär att man måste välja en leverantör med beprövad logistikexpertis, transparenta tullförfaranden och ett rigoröst kvalitetssäkringssystem för att säkerställa sömlös leverans och enhetliga detaljer.

Att integrera en utländsk leverantör i din befintliga leveranskedja kan verka skrämmande, men det behöver inte vara en källa till ständig stress. Nyckeln är att bryta ner processen i hanterbara komponenter: logistik, tull och kvalitet. När du samarbetar med en tillverkare som har en djup förståelse för dessa områden blir integrationen en strategisk fördel snarare än en logistisk mardröm.
Navigering i logistikens labyrint
Den fysiska förflyttningen av delar från fabriksgolvet till monteringslinjen är det första stora hindret. Valet mellan flyg- och sjöfrakt är ett grundläggande beslut som påverkar både kostnad och hastighet. Enligt vår erfarenhet på PTSMAKE guidar vi kunderna genom detta val baserat på deras specifika projektbehov - brådska kontra budget.
| Leveransmetod | Typisk transittid | Kostnadsfaktor | Bäst för |
|---|---|---|---|
| Flygfrakt | 3-7 dagar | Hög | Brådskande prototyper, tidskänsliga produktionsserier |
| Sjöfrakt | 25-40 dagar | Låg | Produktion av stora volymer, icke-brådskande lagerpåfyllning |
Utöver leveransmetoden är det viktigt att förstå handelsvillkoren. Dessa villkor definierar vem som är ansvarig för försändelsen under varje steg av dess resa. Tydliga avtal om Incoterms6 som FOB (Free On Board) eller DDP (Delivered Duty Paid) förhindrar missförstånd och oväntade kostnader i slutändan. En pålitlig partner kommer att vara öppen med dessa villkor och hjälpa dig att välja det som bäst passar din inköpsstrategi, vilket gör att du slipper gissa dig till internationell frakt.
Avmystifiering av tullar och tariffer
Tullklarering kan vara en betydande flaskhals om den inte hanteras på rätt sätt. Förseningar här kan störa även de mest noggrant planerade produktionsscheman. Grunden för en smidig tullprocess är korrekt och fullständig dokumentation. Detta inkluderar den kommersiella fakturan, en detaljerad packlista och ibland ett ursprungscertifikat.
En vanlig felkälla är felaktig klassificering av varor med hjälp av HS-koder (Harmonized System). En felaktig kod kan leda till tullinnehav, inspektioner och till och med ekonomiska påföljder. En erfaren utländsk leverantör som specialiserar sig på bearbetning med cnc-svarv har ett dedikerat team som förstår de specifika HS-koderna för maskinbearbetade delar och ser till att allt pappersarbete arkiveras korrekt första gången. Detta proaktiva tillvägagångssätt minimerar komplexiteten för dig som inköpsansvarig, så att du kan fokusera på dina kärnuppgifter istället för att jaga tullombud.

När logistik och tullar har kartlagts flyttas fokus till det mest kritiska elementet: att säkerställa att de delar du får är exakt vad du beställde. Kvalitetssäkring och kommunikation är de grundpelare som stöder en framgångsrik tillverkningsrelation på långdistans.
Upprätthålla kvalitet över kontinenter
Förtroende för kvalitet kan inte lämnas åt slumpen. När du köper in från en utländsk partner behöver du ett verifierbart system som garanterar konsekvens. Leta efter leverantörer med ett robust kvalitetsledningssystem (QMS), som ofta valideras genom certifieringar som ISO 9001. Det är inte bara ett papper, utan ett bevis på ett åtagande om standardiserade processer som ger upprepbara resultat.
På PTSMAKE tillhandahåller vi omfattande inspektionsrapporter på varje nyckelstadium.
- Första artikelinspektion (FAI): Bekräftar att den första delen från linjen uppfyller alla specifikationer innan massproduktionen påbörjas.
- Kvalitetskontroll under processens gång (IPQC): Regelbundna kontroller under bearbetning med cnc-svarv process för att tidigt fånga upp eventuella avvikelser.
- Slutlig kvalitetskontroll (FQC): En sista, noggrann kontroll av hela partiet innan det packas för leverans.
Denna flerskiktade inspektionsprocess, i kombination med fullständig materialspårbarhet, ger den transparens som behövs för att bygga upp förtroende. Du får dokumenterade bevis på att dina delar uppfyller specifikationerna, vilket ger dig förtroendet att integrera dem direkt i din monteringslinje utan kostsamma inkommande inspektioner från din sida.
Integrationens grundpelare: Proaktiv kommunikation
Dålig kommunikation är ett av de största problemen inom global sourcing. Att vänta flera dagar på ett svar på en enkel fråga är inte acceptabelt när produktionstiderna står på spel. Effektiv integration hänger på tydlig, konsekvent och proaktiv kommunikation.
En idealisk tillverkningspartner utser en dedikerad projektledare eller ingenjör som din enda kontaktpunkt. Den här personen bör tala ert språk flytande och vara tillgänglig under era öppettider. I tidigare projekt med våra kunder har vi funnit att ett enkelt system med veckovisa lägesrapporter, komplett med foton och produktionsuppdateringar, kan eliminera nästan all kommunikationsfriktion. Moderna verktyg som säkra kundportaler och videokonferenser gör det enkelt att hålla kontakten, granska framstegen och fatta beslut i realtid. Den här nivån av transparens gör att det känns lika smidigt att arbeta med en leverantör tusentals mil bort som att arbeta med en leverantör i grannhuset.

Att integrera globala CNC-svarvbearbetningstjänster är möjligt med rätt strategi. Genom att fokusera på en partner som utmärker sig inom logistik, tullklarering, robust kvalitetssäkring och proaktiv kommunikation kan du förenkla komplexiteten och göra global sourcing till en kraftfull konkurrensfördel för din leveranskedja.
Framtida trender inom CNC-svarvbearbetning för industriella köpare.
Har du svårt att förutse hur de senaste tillverkningsteknikerna kommer att påverka din leveranskedja och produktkvalitet? Är du orolig för att hamna på efterkälken?
Framtiden för CNC-svarvbearbetning formas av automatisering, kvalitetsövervakning i realtid och integration av digitala tvillingar. För industriella inköpare innebär dessa trender högre effektivitet, bättre spårbarhet och större potential för innovation inom detaljproduktion.

Tillverkningslandskapet är i ständig rörelse, och CNC-svarvbearbetning ligger i framkant av denna utveckling. Som industriell inköpare är det avgörande att förstå dessa förändringar för att behålla en konkurrensfördel. Det handlar inte bara om att få delar tillverkade; det handlar om att få dem tillverkade smartare, snabbare och med mer transparens än någonsin tidigare. Två av de mest betydelsefulla trenderna just nu är automatisering och kvalitetsövervakning i realtid.
Utvecklingen mot full automatisering
Automatiseringen av CNC-svarvning går längre än enkla stångmatare. Vi ser en kraftig ökning av användningen av sofistikerade robotsystem.
Skötsel och materialhantering med robotar
Robotarmar som lastar råämnen och lossar färdiga detaljer börjar bli en vanlig syn. I de projekt som vi hanterar på PTSMAKE kan integrering av robotteknik öka maskinens drifttid med över 30%, eftersom maskinen kan köras kontinuerligt, även under pauser eller över natten. Detta leder till mer förutsägbara ledtider och stabila kostnader för våra kunder. Det eliminerar också den variabilitet som kan uppstå vid manuell laddning, vilket säkerställer att varje detalj sätts i chucken med perfekt konsekvens.
Värdering och justering av pågående arbeten
Moderna CNC-svarvar kan utrustas med probningssystem som mäter en detalj medan den är fortfarande i maskinen. Om en dimension avviker från specifikationen kan maskinens styrenhet automatiskt justera verktygsoffseten för att korrigera den på nästa detalj. Denna proaktiva metod för kvalitetskontroll förändrar spelplanen. Det minskar kassationsgraden och behovet av omfattande inspektioner efter tillverkningen, vilket i sin tur leder till kostnadsbesparingar och snabbare leveranser för dig. Denna integration av maskiner och datanätverk utgör ryggraden i moderna smarta fabriker, som ofta kallas cyberfysiska system7.
| Funktion | Traditionell maskinbearbetning | Automatiserad maskinbearbetning |
|---|---|---|
| Maskinens drifttid | Beroende på operatörens tillgänglighet | Upp till 24/7 drift möjlig |
| Lastning av delar | Manuell, risk för inkonsekvens | Robotiskt, mycket konsekvent |
| Kvalitetskontroll | Inspektion efter avslutad process | Justeringar i realtid under pågående process |
| Idealisk batchstorlek | Medelhög till hög volym | Effektiv för både låga och höga volymer |
Denna nivå av automatisering säkerställer att bearbetning med cnc-svarv processen är inte bara effektiv utan också otroligt tillförlitlig, vilket ger en stabil grund för din leveranskedja.

Utöver automatisering och omedelbara kvalitetskontroller handlar nästa steg om att skapa en komplett digital berättelse för varje komponent som tillverkas. Det är här tekniker som digitala tvillingar och avancerad dataanalys kommer in i bilden och erbjuder oöverträffade nivåer av spårbarhet och processoptimering.
Digital Twin-integration för full spårbarhet
Konceptet med en digital tvilling är en av de mest spännande utvecklingarna inom industriell tillverkning. Det är mer än bara en 3D-modell; det är en dynamisk, virtuell kopia av hela bearbetningsprocessen.
Vad är en digital tvilling?
Föreställ dig en virtuell instrumentpanel som speglar en specifik CNC-svarv på verkstadsgolvet i realtid. Denna digitala tvilling visar inte bara maskinens aktuella status utan simulerar också hela verktygsbanan, spårar verktygsslitage och övervakar temperaturer och vibrationer. För en köpare innebär det att vi kan köra en virtuell simulering av produktionen av din detalj innan en enda metallbit har skurits. På så sätt kan vi identifiera potentiella utmaningar, optimera cykeltiderna och garantera att processen är stabil från den allra första detaljen.
Fördelar för industriella köpare
Fördelarna är uppenbara. För det första erbjuder den fullständig spårbarhet. Varje parameter från tillverkningen av din del registreras och kopplas till den specifika komponenten eller batchen. Om ett kvalitetsproblem uppstår flera år senare kan vi ta fram hela den digitala historiken. För det andra möjliggör den förebyggande underhåll. Den digitala tvillingen kan förutse när ett verktyg kommer att gå sönder eller en maskin behöver service, vilket förhindrar oväntade driftstopp som kan försena din order.
| Aspekt | Konventionell process | Process som möjliggör digital tvilling |
|---|---|---|
| Processplanering | Baserat på erfarenhet och provkörningar | Optimerad via virtuell simulering |
| Underhåll | Reaktiv eller schemalagd | Förutsägbar och tillståndsbaserad |
| Spårbarhet | Pappersbaserad eller fragmenterad data | Komplett, integrerad digital journal |
| Problemlösning | Analys efter slakt | Diagnostik i realtid och historiska data |
I ett av våra tidigare projekt med en kund inom flyg- och rymdindustrin använde vi en processsimulering för att förfina verktygsbanorna för en komplex komponent tillverkad av en tuff legering. Den här digitala workshopen sparade uppskattningsvis 40 timmar av försök och misstag på maskinen, vilket gjorde att de kritiska delarna kom ut i produktion snabbare. Integreringen av dessa digitala verktyg i bearbetning med cnc-svarv förändrar i grunden förhållandet mellan leverantör och kund och leder till ett mer transparent och samarbetsinriktat partnerskap.

Framtiden för CNC-svarvbearbetning definieras av smartare, mer uppkopplade processer. Automation och realtidsövervakning ger omedelbara effektivitets- och kvalitetsvinster, medan digitala tvillingar erbjuder en ny nivå av spårbarhet och prediktiv kraft, vilket säkerställer ett mer tillförlitligt och innovativt tillverkningspartnerskap för industriella köpare.
Uppnå felfri CNC-svarvbearbetning med PTSMAKE
Är du redo för felfria CNC-svarvdelar och sömlös upphandling? Samarbeta med PTSMAKE för att lösa dina tuffaste utmaningar inom precisionstillverkning. Skicka oss din förfrågan nu - upplev lyhörd service, leverans i tid och konsekvent kvalitet från prototyp till produktion, starta ditt projekt idag!

Lär dig hur minimering av rundgång är avgörande för prestandan och livslängden hos dina precisionskomponenter. ↩
Förstå hur dessa mikroskopiska toppar och dalar på en yta påverkar detaljens funktion, friktion och slitage i vår guide. ↩
Lär dig vad en First Article Inspection-rapport innehåller för att garantera att din första produktionsserie uppfyller alla specifikationer. ↩
Förstå hur denna kritiska geometriska tolerans påverkar rotationsnoggrannheten och lär dig konstruktionsstrategier för att kontrollera den effektivt. ↩
Lär dig hur du kan överbrygga denna kunskapsklyfta med din leverantör, vilket leder till bättre resultat och färre produktionsfel. ↩
Förstå dessa handelsvillkor för att klargöra ansvar och undvika oväntade kostnader i dina internationella sändningar. ↩
Lär dig hur dessa integrerade beräknings- och fysiska komponenter omdefinierar effektivitet och kontroll i moderna smarta fabriker. ↩






