

Har du svårt att förstå vad schweizisk maskinbearbetning egentligen är och hur den skiljer sig från konventionell CNC-bearbetning? Många ingenjörer och inköpschefer är förvirrade över denna specialiserade teknik, vilket ofta leder till att de beställer fel typ av bearbetning för precisionsdelar. Konsekvenserna kan bli kostsamma - med slöseri med material, missade deadlines och delar som helt enkelt inte uppfyller dina specifikationer.
Schweizisk maskinbearbetning är en specialiserad svarvningsprocess som använder en glidande huvuddocka för att mata materialet genom en styrbussning, vilket möjliggör exceptionell precision på små, komplexa delar. Denna teknik är utmärkt för att producera långa, smala komponenter med snäva toleranser så små som 0,0001 tum.
Efter att ha arbetat med många kunder som till en början förväxlade svarvning med konventionell bearbetning kan jag säga att det är avgörande för ett lyckat projekt att förstå skillnaden. Oavsett om du konstruerar medicintekniska produkter, flygkomponenter eller precisionselektronik kan rätt val av maskinbearbetning ha en betydande inverkan på produktkvalitet, tidslinje och budget. Låt mig förklara de viktigaste aspekterna av schweizisk maskinbearbetning så att du kan fatta välgrundade tillverkningsbeslut.
Varför kallas den för en schweizisk maskin?
Har du någonsin undrat om "Swiss Machine" verkligen kommer från Schweiz, eller om det bara är ett namn? Den här frågan dyker ofta upp och gör ingenjörer och inköpschefer nyfikna på maskinens verkliga ursprung och unika egenskaper.
Termen "Swiss Machine" är en direkt hyllning till dess ursprungsland. Den uppfanns i Schweiz i slutet av 1800-talet, specifikt för att tillverka de otroligt små och exakta skruvar och delar som behövdes för landets legendariska klocktillverkningsindustri.

Urmakarens dilemma: En nödvändighet för innovation
För att verkligen förstå namnet måste vi se tillbaka på det problem som det löste. I slutet av 1800-talet stod urmakarna inför en stor utmaning: att tillverka långa, smala komponenter med otrolig noggrannhet. Traditionella svarvar hade svårt att klara av detta, eftersom arbetsstycket vibrerade eller böjde sig under skärverktygets tryck, vilket förstörde precisionen. Svarven av schweizisk typ föddes ur denna nödvändighet. Dess revolutionerande design stödde arbetsstycket med en styrbussning1 extremt nära skärverktyget. Detta eliminerade avböjning och möjliggjorde massproduktion av små, perfekta delar som var grundläggande för den schweiziska klockindustrins globala dominans. Denna grundprincip är fortfarande central för modern schweizisk cnc-bearbetning.
| Utmaning | Traditionell svarvfråga | Schweizisk maskinlösning |
|---|---|---|
| Del Nedböjning | Långa, tunna delar böjs bort från verktyget. | Arbetsstycket stöds precis vid skärpunkten. |
| Kontroll av tolerans | Svårt att hålla en jämn längd. | Hög precision upprätthålls längs hela delen. |
| Vibrationer | Orsakar dålig ytfinhet och felaktighet. | Minimerad tack vare robust stöd för arbetsstycket. |

Från kammar till kod: Utvecklingen av "Swiss"
Namnet är historiskt, men dess innebörd har utvecklats. De ursprungliga maskinerna styrdes mekaniskt av invecklade kamsystem och var ett underverk på sin tid. Idag hänvisar termen "Swiss Machine" eller "Swiss CNC" till en maskin som använder samma princip för glidande huvuddocka men som drivs av avancerad datorstyrd numerisk kontroll (CNC). På PTSMAKE, när vi diskuterar ett projekt som kräver schweizisk cnc-bearbetning, utnyttjar vi ett arv av precision som har förbättrats med modern teknik. Namnet har blivit en klassificering - en synonym för en specifik tillverkningsprocess med hög precision snarare än bara en geografisk markör.
| Funktion | Original Cam-Operated Machine | Modern schweizisk CNC-maskin |
|---|---|---|
| Styrsystem | Mekaniska kammar | Numerisk datorstyrning (CNC) |
| Inställningstid | Mycket lång och komplex | Snabbare, programvarustyrd programmering |
| Tillämpningsområde | Främst klockdelar | Flyg- och rymdindustrin, medicinteknik, elektronik |

Den schweiziska maskinen fick sitt namn från det schweiziska urmakeriet, där den löste det kritiska problemet med att bearbeta små, smala delar med hög precision. Detta arv fortsätter idag, med "Swiss" som beteckning för en specifik, mycket exakt tillverkningsprocess som används i många avancerade industrier.
Vad är standard CNC-bearbetning?
Har du någonsin upplevt att termen "CNC-bearbetning" används så brett att den förlorar sin betydelse? Detta kan leda till förvirring när ett projekt specificeras, vilket kan resultera i felaktiga förväntningar på kostnad och kapacitet.
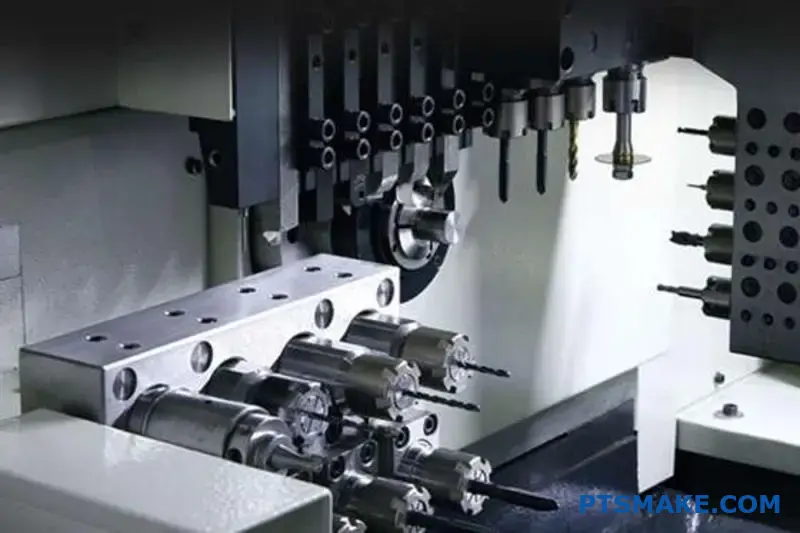
Standard CNC-bearbetning är en subtraktiv tillverkningsprocess där datorstyrda verktyg skär material från ett stationärt arbetsstycke. Skärverktyget rör sig längs flera axlar för att exakt forma delen, vilket gör den mycket mångsidig för ett stort antal komponenter.

För att verkligen förstå dess kapacitet är det bäst att bryta ner dess kärnmekanik. Till skillnad från maskiner av schweizisk typ är det utmärkande för standard CNC-bearbetning att arbetsstycket hålls stadigt på plats medan skärverktygen gör allt det rörliga. Det är detta grundläggande tillvägagångssätt som gör det till en självklar process för så många applikationer. I tidigare projekt på PTSMAKE har vi funnit att denna metod är otroligt effektiv för att skapa robusta delar från solida materialblock. Processen bygger på säkra arbetshållare2 för att förhindra rörelser eller vibrationer, vilket är avgörande för att bibehålla noggrannheten. Tänk på det som om en skulptör noggrant skulle hugga ut ett stillastående marmorblock, men med en otrolig robotprecision.
Viktiga operativa skillnader
| Aspekt | CNC-fräsning | CNC-svarvning (svarv) |
|---|---|---|
| Rörelse av arbetsstycke | Stationär | Roterande |
| Verktygsrörelse | Roterar och förflyttar sig på X,Y,Z-axlarna | Står stilla och flyttar in i stycket |
| Bäst för | Block, plana ytor, komplexa former | Cylindriska eller koniska delar |

Mångsidigheten i standard CNC-bearbetning är dess största styrka. Den är utmärkt för att producera allt från enstaka prototyper till stora produktionskörningar. Eftersom arbetsstycket är fixerat är det idealiskt för större, skrymmande delar som kräver betydande materialavverkning, t.ex. motorkomponenter, kapslingar eller strukturella fästen. Den här metoden har dock sina begränsningar. Vid bearbetning av mycket långa och smala delar kan avståndet från chucken till skärpunkten göra att materialet böjs eller vibrerar. Detta gör det svårt att hålla snäva toleranser längs hela längden på detaljen, vilket är ett problem som schweizisk CNC-bearbetning är särskilt utformad för att lösa. Denna distinktion är avgörande för alla ingenjörer och inköpsansvariga att förstå innan de påbörjar ett projekt.
Typiska användningsfall
| Tillämpning | Vanliga material | Viktig fördel |
|---|---|---|
| Prototyptillverkning | Aluminium, ABS, nylon | Snabbhet och kostnadseffektivitet |
| Höljen och kapslingar | Aluminium, rostfritt stål | Förmåga att bearbeta stora delar |
| Jiggar & fixturer | Verktygsstål, Delrin (POM) | Hög noggrannhet och lång livslängd |

Standard CNC-bearbetning använder datorstyrda verktyg på ett stationärt arbetsstycke, vilket gör den idealisk för ett brett spektrum av delar, särskilt större sådana. Den är mycket mångsidig, men dess främsta begränsning är att upprätthålla precisionen på långa, smala komponenter på grund av potentiell materialavböjning.
Hur uppnår schweizisk CNC-bearbetning högre precision?
Har du någonsin specificerat en detalj med snäva toleranser, bara för att få den underkänd vid inspektion? Den subtila mekaniska skillnaden mellan standardbearbetning och schweizisk CNC-bearbetning kan vara den kritiska faktor som du förbisett.
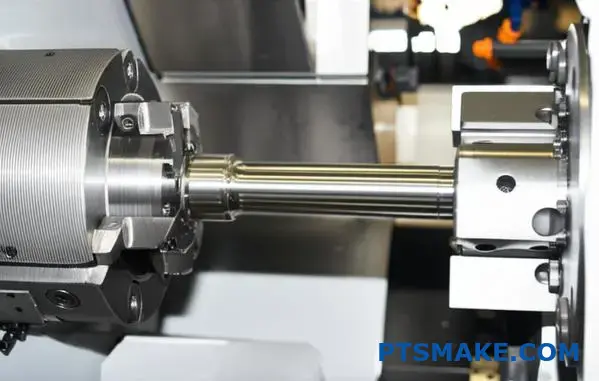
Schweizisk CNC-bearbetning uppnår överlägsen precision genom att använda en styrbussning som stöder arbetsstycket precis vid skärpunkten. Denna konstruktion eliminerar materialböjning och vibrationer, vanliga problem vid standardsvarvning, och säkerställer konsekventa, snäva toleranser, särskilt på långa, smala komponenter.
Fördelen med styrbussning och glidande huvuddocka
Hemligheten bakom den schweiziska precisionen ligger i dess unika arkitektur. Till skillnad från vanliga svarvar där arbetsstycket sträcker sig långt ut från chucken, matar en schweizisk maskin materialet genom en styrbussning. Denna bussning fungerar som en solid stödpunkt, där verktygen skär av materialet direkt när det kommer ut. Den här konstruktionen ger en otrolig styvhet3 och eliminerar praktiskt taget avböjning, den främsta orsaken till felaktigheter på långa, smala delar.
Den glidande spindeldockan arbetar tillsammans med bussningen. I stället för att verktygen rör sig längs arbetsstycket för Z-axelskärningen, skjuter själva pinnstången hela stångmaterialet framåt.
| Funktion | Schweizisk CNC-bearbetning | Standard CNC-svarvning |
|---|---|---|
| Stöd för arbetsstycke | Vid skärningspunkten | Långt från chucken/kolletten |
| Risk för avböjning | Minimal | Hög på långa/tunna delar |
| Rörelse i Z-axeln | Spindeldockan flyttar materialet | Verktygsrevolvern rör sig längs bädden |
Denna kombination är anledningen till att schweizisk CNC-bearbetning konsekvent kan hålla toleranser på mikronivå.

Mer än svarvning: Kraften i direktverkande verktyg
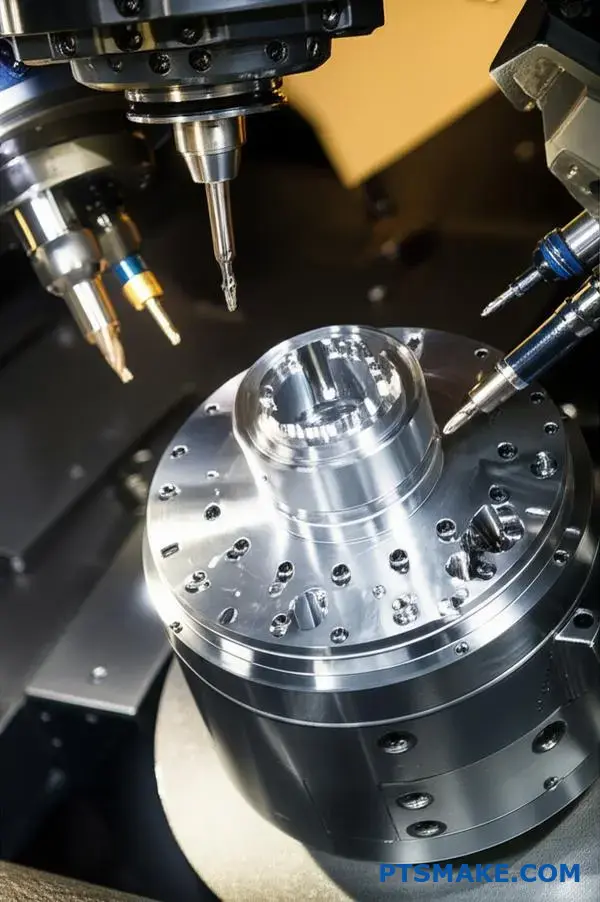
Moderna schweiziska maskiner är inte bara enkla svarvar, de är fleraxliga bearbetningscentra. De är utrustade med levande verktyg, vilket gör att fräsning, borrning och gängtappning kan utföras på detaljen utan att den behöver tas bort från maskinen. Denna "gjort-i-ett"-funktion är en annan hörnsten i deras precision.
Minska antalet installationsfel
Vid standardbearbetning kan en komplex detalj flyttas från en svarv till en fräs för sekundära operationer. Varje gång detaljen spänns fast på nytt uppstår små felaktigheter. Genom att utföra alla operationer i en enda uppspänning eliminerar schweizisk CNC-bearbetning dessa kumulativa fel.
| Aspekt | Process för flera installationer | Schweiziska "Done-in-One" |
|---|---|---|
| Delhantering | Kräver omfixering | Ingen manuell intervention |
| Tolerans Stapling | Fel ackumuleras med varje installation | Minimerad till ett enda datum |
| Produktionseffektivitet | Lägre; inkluderar installationstid | Högre; kontinuerlig bearbetning |
Detta integrerade tillvägagångssätt, som vi på PTSMAKE använder för komplexa komponenter, säkerställer att alla funktioner på en del är perfekt inriktade på varandra.
Precisionen i schweizisk CNC-bearbetning beror på styrbussningens utformning, som förhindrar att materialet böjs. I kombination med "done-in-one"-funktioner från levande verktyg färdigställs komplexa delar i en enda uppställning, vilket eliminerar de kumulativa fel som finns i flerstegsprocesser och säkerställer exceptionell noggrannhet.
Hur uppnår schweizisk CNC-bearbetning långa delar?
Har du någonsin konstruerat ett långt, smalt stift och sedan upptäckt att det är en stor utmaning att tillverka det med en jämn diameter? Detta vanliga problem leder ofta till skrotade delar och projektförseningar.
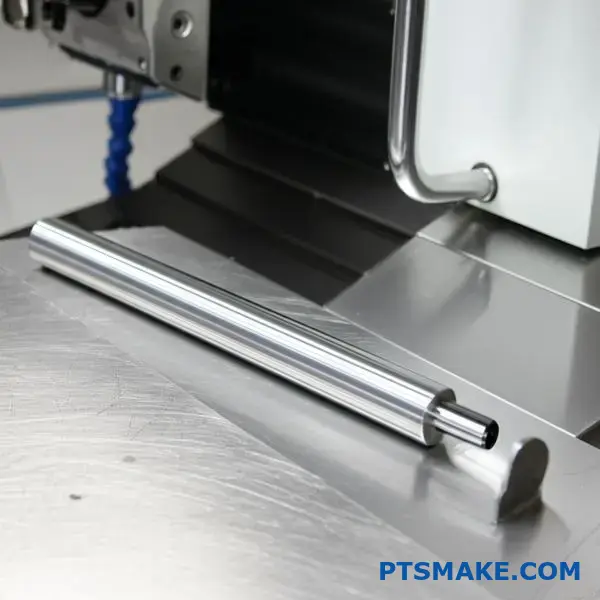
Den exceptionella precisionen kommer från ett unikt system med glidande huvuddocka och styrbussningar. Detta ger konstant stöd till materialet precis där det kapas, vilket effektivt förhindrar böjning och vibrationer som förstör precisionen på långa komponenter.
Stabilitet vid skärningspunkten
Kärnprincipen bakom schweizisk CNC-bearbetning är att eliminera instabilitet. I en standardsvarv kommer en lång detalj som bara hålls i ena änden oundvikligen att böjas eller vibrera när ett verktyg trycker på i mitten. Den schweiziska metoden löser detta genom att mata stångmaterialet genom en styrbussning. Skärverktygen griper in i materialet bara några millimeter från denna stödpunkt. Den här uppställningen skapar en otroligt stabil skärzon som förhindrar att verktyget trycker bort materialet. Denna stabilitet är den främsta anledningen till att svarvning kan producera detaljer med exceptionell rakhet och en jämn diameter längs hela längden. Denna process eliminerar nästan risken för snacka4vilket är avgörande för att uppnå en fin ytfinish.
| Faktor | Standard svarv | Schweizisk CNC-maskin |
|---|---|---|
| Stöd för arbetsstycke | Vid chucken, långt från snittet | Vid styrbussningen, bredvid snittet |
| Risk för avböjning | Hög på smala delar | Praktiskt taget eliminerad |
| Verktygets tryckeffekt | Kan orsaka avsmalning eller böjning | Minimal påverkan på detaljens geometri |

Felfria handoffs med en subspindel
Moderna schweiziska maskiner tar precisionen ett steg längre genom att använda en subspindel. När de primära bearbetningsoperationerna är klara på detaljens framsida flyttas subspindeln in för att greppa den färdiga sektionen. Huvudspindeln skär sedan bort detaljen från stångmaterialet. Subspindeln dras sedan tillbaka och håller fast detaljen säkert för att presentera dess baksida för en annan uppsättning verktyg för sekundära operationer. Den här automatiserade överlämningen är helt koncentrisk och sker inom samma maskincykel. Min erfarenhet från PTSMAKE är att detta eliminerar risken för mänskliga fel och toleransöverskridanden som uppstår när en detalj flyttas manuellt och spänns fast igen i en annan maskin eller fixtur för bakbearbetning.
Noggrannheten hos en enda fastspänning
| Steg i processen | Manuell andra operation | Drift av schweizisk subspindel |
|---|---|---|
| Delöverföring | Operatören flyttar detaljen till en annan fixtur | Underspindel griper och överför del |
| Inriktning | Förlitar sig på manuell installation och fixtur | Perfekt koncentrisk med huvudspindeln |
| Potentiellt fel | Hög risk för felinställning | Minimal; styrs av maskinen |

Schweizisk CNC-bearbetning uppnår sin överlägsna precision genom en styrbussning som ger ett robust stöd vid skärpunkten och förhindrar avböjning. Detta förstärks av en subspindel som möjliggör sömlösa bakbearbetningsoperationer inom en enda inställning, vilket eliminerar omspänningsfel och säkerställer perfekt koncentriskhet.
Vilka material kan användas i schweizisk CNC-bearbetning?
Kämpar du med att balansera materialegenskaper med de unika kraven vid bearbetning i Schweiz? Om du väljer fel kan det leda till dålig ytfinish, ökat verktygsslitage och oväntade kostnader för ditt projekt.
Schweizisk CNC-bearbetning är kompatibel med ett brett utbud av material, inklusive metaller som aluminium, rostfritt stål, titan och mässing, samt tekniska plaster som PEEK och Delrin (POM). Det bästa valet beror på din applikations specifika mekaniska och kostnadsmässiga krav.

När man väljer ett material för cnc-bearbetning i Schweiz är bearbetbarheten den mest kritiska faktorn. Metaller är det vanligaste valet, och av goda skäl. De erbjuder en bra balans mellan styrka, hållbarhet och prestanda. Enligt vår erfarenhet på PTSMAKE vägleder vi kunder mot material som skär rent och effektivt i en svarv i schweizisk stil.
Vanliga metaller för Schweizisk maskinbearbetning
Aluminiumlegeringar, särskilt 6061 och 7075, är populära för sitt utmärkta förhållande mellan styrka och vikt och för att de är lätta att bearbeta. Rostfria stålsorter som 303 och 304 är också favoriter på grund av sin korrosionsbeständighet, även om de är svårare att bearbeta. Mässing är ett annat utmärkt alternativ, som ofta väljs för sin enastående bearbetbarhet, vilket leder till snabbare cykeltider och lägre kostnader för högvolymkörningar. Materialets sträckgräns5 är en viktig faktor eftersom den påverkar skärkrafterna och detaljens slutliga integritet.
| Metall | Viktig fördel | Gemensam ansökan |
|---|---|---|
| Aluminium (6061) | Lättvikt, kostnadseffektivt | Beslag för flyg- och rymdindustrin, elektroniska höljen |
| Rostfritt stål (303) | Korrosionsbeständighet, maskinbearbetningsbar | Komponenter till medicintekniska produkter, axlar |
| Mässing (C360) | Utmärkt bearbetbarhet, ledande | Anslutningar, fästelement, ventiler |
| Titan | Hög hållfasthet, biokompatibel | Medicinska implantat, delar till flyg- och rymdindustrin |

Utöver metaller får tekniska plaster allt större genomslag inom cnc-bearbetning i Schweiz, särskilt för tillämpningar där metall inte är lämpligt. Dessa avancerade polymerer erbjuder unika egenskaper som kemisk resistens, elektrisk isolering och låg vikt, vilket är viktigt för medicin-, elektronik- och fordonsindustrin. Bearbetning av plast kräver dock ett annat tillvägagångssätt. Värmehanteringen är avgörande, eftersom överdriven friktion kan leda till att materialet smälter i stället för att skäras rent.
Högpresterande plaster
Delrin (POM) är ett fantastiskt allroundmaterial som är känt för sin låga friktion, höga styvhet och dimensionsstabilitet. PEEK är en högpresterande termoplast som tål extrema temperaturer och starka kemikalier, vilket gör den till en favorit för krävande komponenter inom medicin och flyg. Den är visserligen dyrare, men dess egenskaper motiverar ofta kostnaden.
| Plast | Viktig fördel | Gemensam ansökan |
|---|---|---|
| Delrin (POM) | Låg friktion, hög styvhet | Lager, kugghjul, isolatorer |
| PEEK | Hög temperatur och kemisk beständighet | Medicinska implantat, elektroniska kontaktdon |
| Nylon | Seghet, slitstyrka | Bussningar, tätningar, slitkuddar |
För att välja rätt plast måste man förstå samspelet mellan dess egenskaper och bearbetningsprocessen.
Schweizisk CNC-bearbetning stöder en mångsidig materialpalett, från vanliga metaller som aluminium och rostfritt stål till avancerade plaster som PEEK och Delrin. För att lyckas med materialvalet måste man balansera applikationskraven - som styrka och korrosionsbeständighet - med materialets bearbetbarhet för att säkerställa precision och kostnadseffektivitet.
När är schweizisk CNC-bearbetning det mest kostnadseffektiva valet?
Har du någonsin offererat en komplex, smal detalj och blivit förbryllad över kostnaden? Att välja mellan schweizisk CNC och standardsvarvning kan kännas som ett vågspel för din budget.
Schweizisk CNC-bearbetning är mest kostnadseffektiv vid högvolymsproduktion av små, komplexa detaljer. Även om installationen kan vara mer komplicerad ger den otroliga hastigheten, "done-in-one"-bearbetningen och det minskade materialspillet en betydligt lägre kostnad per detalj vid större produktionskörningar.

Nyckeln till att förstå dess kostnadseffektivitet ligger i att balansera uppställningskostnaderna mot produktionsvolymen. En schweizisk maskin är ofta mer komplex än en vanlig svarv, med komplicerad programmering för flera axlar och synkroniserade operationer. Denna initiala investering i tid och expertis innebär att det kanske inte är det billigaste alternativet för mycket små partier eller enstaka prototyper.
Break-even-punkten för volym
Men när maskinen väl är igång är dess effektivitet oöverträffad för rätt typ av detalj. De snabba cykeltiderna och den obemannade driften ("lights-out"-tillverkning) kompenserar snabbt för den initiala installationskostnaden. Kostnaden för Avskrivningar6 över en stor serie är där schweizisk CNC-bearbetning verkligen skiner. På PTSMAKE ser vi ofta att break-even-punkten dyker upp vid serier på flera tusen delar.
| Kostnadsfaktor | Låg volym (t.ex. 100 st) | Hög volym (t.ex. 10.000 st) |
|---|---|---|
| Installationskostnad per del | Hög | Mycket låg |
| Cykeltid Kostnad per artikel | Måttlig | Mycket låg |
| Total delkostnad | Relativt hög | Låg |

Utöver cykeltiderna sänker schweizisk CNC-bearbetning kostnaderna inom två andra kritiska områden: materialspill och kvalitetskontroll. Eftersom schweiziska maskiner använder stångmaterial som vanligtvis ligger mycket nära den färdiga detaljens ytterdiameter blir det betydligt mindre material som förvandlas till spånor jämfört med om en detalj bearbetas från ett större ämne på en vanlig CNC-fräs. Över en serie på tusentals detaljer blir denna materialbesparing en betydande summa.
De dolda kostnadsbesparingarna
Dessutom minskar "done-in-one"-kapaciteten drastiskt kostnaderna i efterföljande led. Genom att färdigställa en komplex detalj i en enda uppställning eliminerar du det arbete och den risk för fel som är förknippad med att flytta en detalj mellan olika maskiner för sekundära operationer. Detta innebär färre kasserade detaljer, mindre tidsåtgång för inspektion och högre kvalitetskonsistens.
| Kostnadsbesparingar Område | Standard Multi-Op-process | Schweizisk CNC "Done-in-One" |
|---|---|---|
| Material Avfall | Högre (från större ämnen) | Minimal (från barstock) |
| Sekundär arbetskraft | Krävs för omfixering | Eliminerad |
| Avvisningsfrekvens | Högre på grund av toleransuppbyggnad | Lägre på grund av en enda installation |

Schweizisk CNC-bearbetning visar sig vara mest kostnadseffektiv för komplexa detaljer i stora volymer. Den högre initiala installationskostnaden kompenseras av snabba cykeltider, minimalt materialspill och minskad arbetskraft för sekundära operationer, vilket leder till en lägre kostnad per detalj och överlägsen kvalitet vid långa produktionsserier.
Vilka är begränsningarna för schweizisk CNC-bearbetning?
Tror du att schweizisk CNC är den ultimata lösningen för varje liten, exakt del? Detta tankesätt kan leda till sprängda budgetar och huvudvärk i produktionen när en enklare och mer direkt metod hade fungerat bättre.
De främsta begränsningarna med schweizisk CNC-bearbetning är de högre initiala installationskostnaderna, vilket gör den mindre ekonomisk för lågvolymkörningar, och dess fysiska begränsning av materialdiametern, vanligtvis under 1,5 tum. Det är också ineffektivt för att producera enkla delar som inte kräver dess komplexitet med flera axlar.

Schweizisk CNC-bearbetning är en mästare på precision för komplexa, smala delar, men det är inte en universallösning. Dess största styrkor kan bli dess svagheter när den används på fel sätt. Den mest betydande begränsningen är den initiala installationskostnaden och komplexiteten. Att programmera en fleraxlig schweizisk maskin med synkroniserade rörelser för huvudspindel, subspindel och levande verktyg är mycket mer intensivt än att ställa in en vanlig svarv. Denna investering i tid och expertis lönar sig bara vid högvolymproduktion. För prototyper eller små serier kan kostnaden per detalj bli orimligt hög jämfört med andra metoder. Processen förlitar sig på invecklade koreografi av verktygsbana7 som visserligen är kraftfull, men inte snabbt kan konfigureras för en serie på bara tio stycken.
Kostnadseffektivitet kontra produktionsvolym
| Produktionsvolym | Schweizisk CNC-bearbetning | Standard CNC-svarvning |
|---|---|---|
| 1-100 stycken | Hög kostnad per del | Mer ekonomisk |
| 1.000+ stycken | Anläggningskostnad Amorterad | Mindre konkurrenskraftig |
| 10.000+ stycken | Mycket kostnadseffektivt | Betydligt högre kostnad |

En annan hård gräns är den fysiska storleken. Hela arkitekturen i en schweizisk maskin, från den rörliga spindeldockan till styrbussningen, är konstruerad kring stångmaterial. Detta innebär en naturlig begränsning av den maximala diametern på det råmaterial som kan användas. De flesta schweiziska maskiner hanterar material upp till ca 1,25 eller 1,5 tum (ca 38 mm). Om din detaljs största diameter överstiger detta är schweizisk maskinbearbetning helt enkelt inte ett alternativ. Dessutom är processen i sig ineffektiv för delar som inte är långa och smala. För tillverkning av korta, kraftiga detaljer eller komponenter med ett lågt förhållande mellan längd och diameter ger den unika fördelen med styrbussningen ingen verklig fördel. I dessa fall är en vanlig CNC-svarv eller -fräs ofta snabbare och mer kostnadseffektiv.
Geometriska och dimensionella begränsningar
| Del Karaktäristik | Lämplighet för schweizisk CNC | Alternativ process |
|---|---|---|
| Diameter > 1,5 tum | Inte genomförbart | Standard CNC-svarv |
| Lågt förhållande mellan längd och diameter | Ineffektivt | Standard CNC-svarv |
| Enkel geometri (inget korsarbete) | Overkill / Kostsamt | Grundläggande 2-axlig svarv |

Schweizisk CNC-bearbetning har viktiga begränsningar: det är inte kostnadseffektivt för lågvolymkörningar på grund av höga installationskostnader, det är begränsat till råmaterialdiametrar som vanligtvis är mindre än 1,5 tum och är ineffektivt för enkla delar som inte utnyttjar dess komplexa, fleraxliga kapacitet.
Hur väljer man en pålitlig schweizisk CNC-bearbetningspartner?
Har du någonsin valt en leverantör som verkade perfekt på papperet, men som sedan drabbades av kommunikationsavbrott och kritiska leveransförseningar? Att välja fel partner kan snabbt få ditt projekt att spåra ur och äventyra kvaliteten.
För att välja en pålitlig partner för schweizisk CNC-bearbetning måste du utvärdera deras tekniska kapacitet, kvalitetskontrollsystem, kommunikationsförmåga och beprövade branscherfarenhet. En riktig partner ger tekniskt stöd och visar en tydlig förståelse för ditt projekts specifika krav.

När du granskar en potentiell partner bör du gå längre än till den grundläggande maskinlistan. Även om det är viktigt att ha moderna schweiziska CNC-maskiner är det expertisen bakom dem som verkligen betyder något. Jag rekommenderar alltid att du letar efter en partner som erbjuder robust teknisk support. Ger de DFM-feedback (Design for Manufacturability) för att optimera dina delar för produktion, vilket potentiellt kan sänka kostnaderna och förbättra kvaliteten? En bra partner kommer proaktivt att föreslå materialalternativ eller mindre designjusteringar som kan göra stor skillnad. Deras kompetens inom Metrologi8 är inte heller förhandlingsbart; de måste ha verktygen och färdigheterna för att verifiera de snäva toleranser som dina delar kräver. I tidigare projekt på PTSMAKE har denna samarbetsinriktade teknik varit nyckeln till att förvandla en utmanande design till en framgångsrik, repeterbar komponent.
Leverantör kontra verklig partner
| Aspekt | Grundläggande leverantör | Sann partner |
|---|---|---|
| Återkoppling | Gör den del som dras | Erbjuder DFM-förslag |
| Problemlösning | Rapporterar problem när de uppstår | Föreslår lösningar på ett proaktivt sätt |
| Expertis om material | Använder specificerat material | Rekommenderar optimala material |

Utöver teknisk skicklighet är partnerns operativa processer lika avgörande för en smidig upplevelse. Tydlig och konsekvent kommunikation är grunden för ett pålitligt partnerskap. Hur hanterar de projektledning? Du bör förvänta dig en enda kontaktpunkt som är både tekniskt kunnig och lyhörd. Ingenting är mer frustrerande än att behöva skicka sina frågor mellan olika avdelningar. Utvärdera deras kvalitetsledningssystem (QMS). Är de certifierade enligt standarder som ISO 9001? Be att få se exempel på deras kvalitetsdokumentation, t.ex. inspektionsrapporter och materialcertifieringar. En transparent partner delar gärna med sig av den här informationen och visar på sitt engagemang för kvalitet och spårbarhet. Denna operativa spetskompetens säkerställer att ditt projekt är i goda händer från offert till leverans, vilket minimerar överraskningar och håller dig informerad om varje steg på vägen.
Utvärdering av kommunikation och kvalitet
| Faktor | Röd flagga | Grön Flagg |
|---|---|---|
| Svarstid | > 48 timmar, vaga svar | < 24 timmar, tydliga svar |
| Projektuppdateringar | Endast när du blir ombedd | Proaktiva, regelbundna uppdateringar |
| Kvalitetsbevis | Tveksamt att dela dokument | Tillhandahåller ISO-certifikat, rapporter |

Att välja en pålitlig partner för schweizisk CNC-bearbetning innebär att man måste se bortom maskinerna. Det kräver en grundlig utvärdering av deras tekniska support, kommunikationsprotokoll och dokumenterade kvalitetssystem. En sann partner fungerar som en förlängning av ditt team och säkerställer ett framgångsrikt resultat för ditt projekt.
Upptäck hur denna viktiga komponent fungerar med en teknisk ↩
Utforska hur olika arbetshållartekniker kan påverka den slutliga noggrannheten och finishen hos dina bearbetade detaljer. ↩
Förstå hur material- och strukturstyvhet direkt påverkar bearbetningsprecisionen och detaljkvaliteten i denna tekniska djupdykning. ↩
Lär dig hur bearbetningsbatteri skapar dålig ytfinish och hur schweizisk teknik effektivt förhindrar det. ↩
Genom att förstå denna egenskap kan man förutse hur ett material kommer att bete sig under skärkrafter, vilket förhindrar att detaljen går sönder. ↩
Lär dig hur du beräknar kostnadsavskrivningar för att motivera ditt val mellan olika tillverkningsprocesser för ditt nästa projekt. ↩
Se hur invecklade verktygsrörelser planeras och utförs för att förstå vad som driver komplexiteten och kostnaderna i uppsättningen. ↩
Upptäck de avancerade mätverktyg och tekniker som verifierar att dina detaljer uppfyller de strängaste toleranskraven. ↩






