

Många tillverkare har svårt att avgöra om strängpressning är rätt metod för deras projekt på grund av kostnadsskäl. Jag har sett kunder tveka inför att välja extrudering, oroliga för höga verktygsinvesteringar och osäkra på om processen kommer att vara ekonomiskt lönsam för deras produktionsbehov.
Strängsprutning är i allmänhet inte dyrt jämfört med andra tillverkningsprocesser. De initiala verktygskostnaderna ligger på mellan $2.000-$10.000, men vid högre volymer blir kostnaderna per detalj mycket låga och sjunker ofta till några cent per detalj, vilket gör processen kostnadseffektiv för produktion av medelstora till stora volymer.

Låt mig förklara exakt varför strängpressning kan vara förvånansvärt ekonomiskt för rätt projekt. Jag har hjälpt dussintals kunder på PTSMAKE att spara betydligt genom att välja extrudering för lämpliga applikationer. Nyckeln är att förstå när denna process är ekonomiskt meningsfull och hur man optimerar sina konstruktioner för att dra nytta av dess kostnadseffektivitet. Fortsätt läsa för att upptäcka om extrudering kan vara din mest kostnadseffektiva tillverkningslösning.
Hur mycket kostar anpassad aluminiumsträngsprutning?
Har du någonsin försökt att budgetera för en anpassad aluminiumprofil och funnit att prissättningen är förvånansvärt varierande? Att få en enkel kostnad verkar utmanande när din design är unik, eller hur?
Kostnaderna för kundanpassad aluminiumprofilering beror i hög grad på faktorer som komplexiteten hos extruderingsverktyget, den specifika aluminiumlegering som valts, hur komplicerad profildesignen är, den totala orderkvantiteten och eventuella nödvändiga efterbehandlingar. Även om det finns en initial investering för verktyget, sjunker kostnaden per del ofta betydligt med högre produktionsvolymer.
Låt oss gräva lite djupare i vad som driver dessa kostnader. Att fastställa det exakta priset kräver förståelse för hur olika element interagerar. Baserat på projekterfarenhet på PTSMAKE vet vi att flera viktiga faktorer konsekvent påverkar den slutliga offerten du får från en tillverkare av aluminiumsträngar.
Förstå de viktigaste kostnadsdrivande faktorerna
Genom att dela upp kostnaderna kan du klargöra vad din budget går till och var det finns potentiella besparingar.
Investering i verktyg (matriser)
Strängpressningsverktyget är det specialverktyg som formar aluminiumet. Kostnaden är en viktig faktor, särskilt när det gäller nya profiler. Mer komplexa former, snävare toleranser eller större profiler innebär i allmänhet en dyrare form. Detta är dock vanligtvis en engångskostnad, och förståelse Avskrivning av matriser1 visar hur denna investering sprider sig över det totala antalet producerade delar, vilket avsevärt sänker kostnaden per del vid större serier.
Kostnader för material
Aluminium är inte bara aluminium. Den specifika legeringen (som 6061 eller 6063) påverkar priset baserat på dess egenskaper och tillgänglighet på marknaden. Naturligtvis är vikten på själva aluminiumprofilen också en viktig komponent - tyngre eller större profiler använder mer råmaterial. Marknadsfluktuationer i aluminiumpriserna kan också spela en roll.

Profilens komplexitet och toleranser
En komplicerad konstruktion med många hålrum, tunna väggar eller exceptionellt snäva dimensionstoleranser kräver mer exakta verktyg och långsammare extruderingshastigheter. Detta ökar tillverkningssvårigheterna och kan påverka kostnaden. Enklare profiler är i allmänhet billigare att producera.
Beställning Antal
Som i de flesta tillverkningsprocesser är volymen viktig. De initiala installationskostnaderna och investeringen i verktyget fördelas över antalet producerade enheter. Högre kvantiteter resulterar vanligtvis i en lägre kostnad per extruderad fot eller del. Små serier kommer oundvikligen att ha en högre enhetskostnad.

Efterbearbetning och sekundära operationer
Behöver din del anodiseras, pulverlackeras, specialskäras, borras eller CNC-bearbetas efter extruderingen? Varje ytterligare steg ger mervärde men bidrar också till den slutliga kostnaden. Definiera dessa behov tidigt för att få en korrekt offert.
Här är en snabb sammanfattande tabell:
| Kostnadsdrivare | Primärt inflytande | Potentiell påverkan på enhetskostnaden |
|---|---|---|
| Verktyg (matris) | Profilens komplexitet, storlek | Hög (initial), låg (amorterad) |
| Aluminiumlegering | Marknadspris, specifik legering vald | Medium |
| Profilens komplexitet | Intrikat design, toleranser | Medelhög till hög |
| Beställning Antal | Volym av delar | Hög (lägre volym), Låg (högre volym) |
| Avslutande/sekundär | Anodisering, ytbeläggning, maskinbearbetning etc. | Låg till hög (beroende på behov) |
Genom att arbeta med en erfaren partner som PTSMAKE kan du få hjälp med att navigera bland dessa faktorer och potentiellt optimera din design för bättre kostnadseffektivitet utan att kompromissa med funktionen.
Vad är efterfrågan på aluminiumsträngsprutning?
Har du någonsin undrat hur utbredd användningen av aluminiumprofiler egentligen är? Försöker du förstå om detta mångsidiga material har en solid framtid inom olika branscher?
Efterfrågan på aluminiumprofiler är robust och växer stadigt inom flera sektorer globalt. Viktiga drivkrafter är bland annat bygg-, fordons- (särskilt elfordon), industrimaskin- och konsumentelektronikindustrin, som värdesätter dess lätta vikt, styrka, korrosionsbeständighet och återvinningsbarhet.

Låt oss utforska varifrån denna efterfrågan kommer. Att förstå de specifika tillämpningarna och trenderna hjälper till att måla upp en tydligare bild av varför aluminiumprofiler är så eftertraktade. Enligt min erfarenhet av att arbeta med olika kunder på PTSMAKE är aluminiumprofilens mångsidighet dess kärnstyrka, vilket driver på användningen på oväntade platser.
Viktiga branscher som driver efterfrågan
Flera stora industrier är starkt beroende av aluminiumprofiler, som alla utnyttjar dess unika egenskaper.
Bygg- och anläggningsverksamhet
Denna sektor är utan tvekan den största konsumenten. Tänk på fönsterkarmar, dörrkarmar, fasadväggar och strukturella komponenter. Aluminium är idealiskt eftersom det är väderbeständigt, kräver lite underhåll och kan formas till komplexa former. Strävan mot energieffektiva byggnader ökar också efterfrågan på termiskt brutna aluminiumprofiler. Många projekt som vi har konsulterat på PTSMAKE kräver specifikt anpassade profiler för unika arkitektoniska mönster, vilket visar behovet av en kapabel tillverkare av aluminiumsträngsprutning.

Fordon och transport
Viktminskningen är avgörande här, särskilt med tanke på att allt fler elfordon (EV) kräver längre räckvidd. Aluminiumprofiler används i batterikapslingar, karossstrukturer, chassikomponenter och detaljer. Dess höga förhållande mellan styrka och vikt bidrar till att förbättra bränsleeffektiviteten och prestandan. Vi har noterat en betydande ökning av förfrågningar om komplexa profiler som 6061-T62 för fordonstillämpningar.
Industriella tillämpningar
Från ramar för fabriksautomationsutrustning och transportsystem till kylflänsar för maskiner och elektronik, ger aluminiumprofiler strukturell integritet och designflexibilitet. Den enkla monteringen med T-profiler är till exempel en stor fördel.

Konsumentvaror och elektronik
Du hittar profiler i vitvaror, möbler, belysningsarmaturer och elektroniska höljen (som höljen till bärbara datorer eller smartphones). Det estetiskt tilltalande och de hållbara ytbehandlingsalternativen (som anodisering eller pulverlackering) är nyckelfaktorer här.
Här är en snabb titt på de viktigaste drivkrafterna:
| Industri | Viktiga drivkrafter för efterfrågan | Trendutsikter |
|---|---|---|
| Konstruktion | Arkitektonisk design, energieffektivitet, hållbarhet | Stark tillväxt |
| Fordon | Lättvikt (elbilar), säkerhet, prestanda | Hög tillväxt |
| Industriell | Modularitet, styrka, värmeavledning | Stadig tillväxt |
| Konsumentvaror | Estetik, hållbarhet, miniatyrisering | Måttlig tillväxt |
Den övergripande trenden pekar mot en fortsatt stark efterfrågan, som drivs på av innovation och de inneboende fördelarna med aluminium som material. Att samarbeta med en kunnig tillverkare av aluminiumsträngsprutning säkerställer att du kan utnyttja dessa fördelar effektivt för dina specifika behov.
Varför kallas det 80/20 aluminium?
Har du någonsin undrat över namnet "80/20 aluminium"? Det låter ganska specifikt, nästan som en formel, men dess ursprung verkar ofta oklart, eller hur?
Termen "80/20 Aluminum" avser främst ett modulärt T-spårssystem för aluminiumprofiler, som populariserats av företaget 80/20 Inc. Namnet i sig är inspirerat av Pareto-principen, eller 80/20-regeln, och återspeglar systemets effektivitet och mångsidighet snarare än en specifik aluminiumkomposition.

Låt oss reda ut den här namnkonventionen lite mer. Det är en vanlig förväxlingspunkt, eftersom många inledningsvis antar att det handlar om materialegenskaper eller dimensioner. I själva verket handlar det dock mer om en filosofi och ett produktsystem. Att förstå denna distinktion är viktigt, särskilt när du överväger olika strukturella aluminiumalternativ för dina projekt.
Paretoprincipens koppling
Grundtanken kommer från Pareto-principen, ofta kallad 80/20-regeln. Denna princip innebär att ungefär 80% av effekterna kommer från 20% av orsakerna.
Hur 80/20 Inc. tillämpade det
Grundarna av 80/20 Inc. antog detta namn för att förkroppsliga idén att deras modulära inramningssystem gav en mycket effektiv lösning - vilket kanske antyder att 80% inramningslösningar kunde uppnås med 20% av den traditionella insatsen eller komponenterna, tack vare systemets flexibilitet. Det visar på mångsidigheten och problemlösningsförmågan hos deras aluminiumprofilsystem med T-spår.

Det handlar om systemet, inte om legeringen
Det är viktigt att förstå att "80/20" inte definierar vilken typ av aluminiumlegering som används.
Vanliga missuppfattningar
Många ingenjörer tror först att "80/20" kan syfta på:
- En 80% aluminium, 20% andra metaller blandas (Felaktig).
- En specifik profildimension (felaktigt - profiler finns i många storlekar).
- En specifik serie av aluminium (Felaktigt - vanligtvis används legeringar som 6105-T5 eller 6063-T6, vanliga i strukturella profiler).
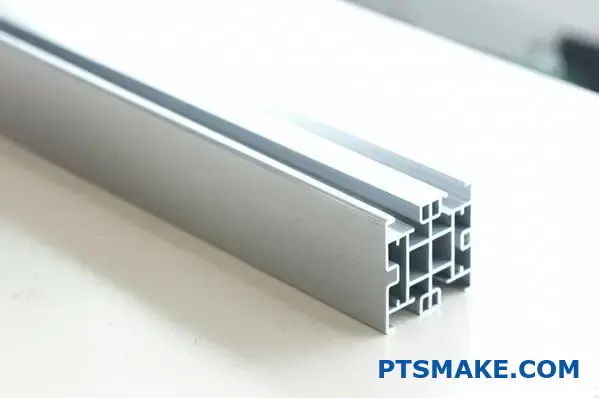
Systemet kretsar kring strängpressade aluminiumprofiler med en distinkt Profil för T-spår3vilket gör att komponenterna enkelt kan anslutas med hjälp av specialiserade fästelement. Denna modularitet är den avgörande egenskapen.
%[T-spårprofiler i silveraluminium som används av en tillverkare av strukturprofiler](

"Aluminiumprofiler för strängpressning med T-spår")
Vad definierar systemet?
| Funktion | Beskrivning | Innebörd |
|---|---|---|
| Modularitet | Komponenterna kan enkelt anslutas och kopplas bort med hjälp av T-spår och fästelement. | Hög flexibilitet, omkonfigurerbara strukturer. |
| Extrudering | Profiler skapade genom strängpressning av aluminium, vilket garanterar styrka och konsistens. | Lätt men ändå stark, komplexa former möjliga. |
| Mångsidighet | Används för maskinskydd, ramar, arbetsstationer, automationsstrukturer m.m. | Brett användningsområde inom olika branscher. |
| Effektivitet | Snabbare montering jämfört med svetsade stålkonstruktioner. | Potentiell minskning av arbetstid och kostnader. |
Medan 80/20 Inc. populariserade systemet och namnet, är konceptet med aluminiumprofiler med T-spår nu allmänt antaget. Många företag, inklusive pålitliga tillverkare av aluminiumsträngsprutningstillverkare som vi på PTSMAKE, producerar liknande kompatibla profiler. När man diskuterar aluminium av "80/20-typ" hänvisar människor vanligtvis till detta modulära T-spårssystem i allmänhet, oavsett den specifika tillverkaren. Att förstå ursprunget hjälper till att klargöra att du letar efter en typ system, inte en specifik materialblandning.
Vilka är defekterna i aluminiumsträngsprutning?
Har du någonsin tagit emot extruderade detaljer för att sedan upptäcka oväntade defekter som äventyrar deras funktion eller utseende? Att hantera defekter efter produktionen kan vara frustrerande och kostsamt, eller hur?
Vanliga defekter i aluminiumsträngsprutning inkluderar ytproblem som repor, formlinjer och blåsor; dimensionella problem som vridning, vridning och felaktiga vinklar; och interna strukturella brister som hålrum, sprickor eller dålig metallurgiska bindningar4.

Aluminiumsträngsprutning är en mycket effektiv process, men som alla tillverkningsmetoder är den inte immun mot potentiella defekter. Att förstå dessa vanliga problem är det första steget mot att förebygga dem. Baserat på projekterfarenhet hos PTSMAKE är det avgörande att identifiera grundorsaken för att genomföra korrigerande åtgärder och säkerställa konsekvent kvalitet från din tillverkare av aluminiumsträngsprutning.
Vanliga ytdefekter
Dessa defekter syns på utsidan av profilen och påverkar ofta estetiken och eventuella ytbehandlingar.
Repor och hanteringsspår
Dessa kan uppstå under extrudering, kylning, sträckning eller transport om profilerna inte hanteras varsamt. Korrekt underhåll av utrustning och hanteringsprotokoll är avgörande.
Stanslinjer
Fina, parallella linjer som löper längs extruderingslängden. De orsakas vanligen av defekter eller slitage på verktygets lageryta. Mindre linjer är ofta acceptabla, men kraftiga linjer tyder på problem med verktyget.
Blåsor eller bubblor
Upphöjda områden på ytan, ofta orsakade av instängda gaser (som väte) i aluminiumstycket eller fukt som tillförts under processen.
Dimensions- och formavvikelser
Detta beror på att profilen inte överensstämmer med de specificerade geometriska toleranserna.
Vridning och skevhet
Extruderingen förblir inte rak längs hela sin längd. Detta beror ofta på ojämn kylning efter utmatning ur matrisen eller felaktig sträckning.
Felaktiga dimensioner eller vinklar
Delar av profilen är tjockare, tunnare eller vinklade på ett felaktigt sätt jämfört med konstruktionsspecifikationerna. Detta leder vanligtvis tillbaka till problem med verktygskonstruktion eller slitage.

Interna strukturella problem
Dessa defekter finns i själva materialet och kan påverka detaljens hållfasthet och integritet.
Tomrum och porositet
Små inre håligheter som orsakas av gasexponering eller krympning under stelning. Billetkvalitet och processtyrning är viktiga förebyggande faktorer.
Sprickor
Inre sprickor eller ytsprickor kan uppstå på grund av överdriven stress under extrudering eller kylning, eller på grund av problem med själva legeringen.
Här är en snabb sammanfattande tabell:
| Kategori av defekter | Specifika exempel | Potentiella orsaker |
|---|---|---|
| Yta | Repor, stanslinjer, blåsor | Hantering, verktygsslitage, instängd gas/fukt |
| Dimension/form | Vridning, förvrängning, Off-Spec | Ojämn kylning, problem med sträckning, formgivning/slitage |
| Intern struktur | Hålrum, sprickor, dåliga bindningar | Gasextraktion, krympning, spänning, legeringskvalitet |
Att samarbeta med en noggrann tillverkare av aluminiumsträngsprutning innebär tydlig kommunikation om acceptabla kvalitetsstandarder och noggranna inspektionsprocesser för att fånga upp dessa potentiella defekter tidigt.
Vilka certifieringar bör en tillverkare av aluminiumsträngsprutning av hög kvalitet ha?
Har du någonsin känt dig överväldigad av att försöka dechiffrera vilka certifieringar som faktiskt garanterar en tillverkares kvalitet? Får en logotyp dig att undra om den verkligen återspeglar en konsekvent och tillförlitlig produktion?
En tillverkare av aluminiumsträngsprutning av hög kvalitet bör åtminstone inneha ISO 9001-certifiering, vilket visar på ett robust kvalitetsledningssystem. Beroende på bransch kan certifieringar som IATF 16949 (Automotive) eller AS9100 (Aerospace) visa på specialkompetens och efterlevnad av strängare standarder.

Certifieringar är inte bara märken; de representerar ett åtagande för standardiserade processer och kontinuerlig förbättring. De ger objektiva bevis för att en tillverkare har implementerat system för att kontrollera kvaliteten på ett konsekvent sätt. På PTSMAKE ser vi certifieringar som viktiga ramverk som stöder vårt uppdrag att leverera pålitliga delar med hög precision. Låt oss titta på de viktigaste av dem.
Kärncertifieringar som indikerar kvalitet
Att förstå vad varje certifiering innebär hjälper dig att bedöma en tillverkares operativa mognad och engagemang för kvalitetskontroll.
ISO 9001: Grunden för kvalitetsstyrning
Detta är den mest allmänt erkända internationella standarden för kvalitetsstyrning. Att inneha ISO 9001-certifiering innebär att en tillverkare av aluminiumsträngsprutning har etablerat och följer effektiva processer för:
- Kundfokus
- Ledarskapsengagemang
- Processinriktning
- Förbättring
- Evidensbaserat beslutsfattande
- Hantering av relationer
Det innebär ett strukturerat tillvägagångssätt för att hantera kvaliteten i hela organisationen, från första förfrågan till slutleverans. Tänk på det som en baslinje för en pålitlig tillverkningspartner. Det säkerställer att rutinerna dokumenteras, följs och granskas regelbundet.

Branschspecifika certifieringar
För branscher med särskilt stränga krav bör du leta efter ytterligare certifieringar.
Automotive: IATF 16949
Om du är verksam inom fordonsindustrin är denna standard avgörande. Den bygger på ISO 9001 men lägger till specifika krav för fordonstillverkning, med stort fokus på att förebygga defekter, minska variationer och minska avfallet i leveranskedjan.
Flyg- och rymdindustrin: AS9100
Leverantörer till flygindustrin kräver ofta AS9100. Denna standard omfattar hela ISO 9001 men innehåller ytterligare krav relaterade till säkerhet, luftvärdighet, produktöverensstämmelse och tillförlitlighet som är kritiska för flyg- och rymdtillämpningar.
Material- och processcertifieringar
Utöver certifieringar på systemnivå bör du fråga om hur tillverkaren säkerställer kvaliteten på själva aluminiumråvaran. Detta innebär ofta att man begär materialcertifieringar (testrapporter från fabriken) som verifierar legeringens sammansättning och egenskaper, vilket säkerställer spårbarhet tillbaka till källan. En bra tillverkare har processer för att verifiera inkommande material mot specifikationerna. En robust System för kvalitetsledning (QMS)5 integrerar alla dessa aspekter.
Här är en sammanfattande tabell:
| Certifiering | Primärt fokus | Relevans |
|---|---|---|
| ISO 9001 | Allmänt kvalitetsledningssystem | Grundläggande för alla pålitliga tillverkare |
| IATF 16949 | Kvalitetsstyrning inom fordonsindustrin + förebyggande av defekter | Viktigt för leverantörer till fordonsindustrin |
| AS9100 | Kvalitetsledning inom flyg- och rymdindustrin + Säkerhet och tillförlitlighet | Avgörande för leverantörer inom flyg- och rymdindustrin |
| Certifieringar för material | Verifiering av råmaterialets sammansättning och egenskaper | Säkerställer att ingående material uppfyller specifikationerna |
Att verifiera certifieringar är ett viktigt steg i bedömningen av om en tillverkare av aluminiumsträngar har de dokumenterade system och det engagemang som krävs för att konsekvent uppfylla dina kvalitetsförväntningar.
Vilka certifieringar bör en pålitlig tillverkare av aluminiumextrudering ha?
Känner du dig vilsen när du navigerar i alfabetssoppan av tillverkningscertifieringar? Hur vet du vilka som verkligen signalerar en partner som du kan räkna med för konsekvent, långsiktig prestanda?
En pålitlig tillverkare av aluminiumsträngsprutning visar vanligtvis upp ISO 9001 för kärnprocesser. För ökad tillförlitlighet, se efter IATF 16949 (Automotive), AS9100 (Aerospace), och eventuellt ISO 14001 (Environmental) eller ISO 45001 (Safety), vilket indikerar robusta, ansvarsfulla och stabila operativsystem.

Det är lätt att bli imponerad av logotyper, men vad betyder de egentligen för tillförlitligheten i din leveranskedja? Baserat på mina 15+ år på PTSMAKE hjälper fokus på specifika certifieringar till att filtrera bort leverantörer som bara uppfyller minimispecifikationer från dem som verkligen är engagerade i pålitliga, långsiktiga partnerskap. Tillförlitlighet handlar inte bara om en enda bra batch; det handlar om konsekventa resultat, förutsägbara ledtider och proaktiv problemlösning, som alla stöds av robusta ledningssystem.
Nyckelcertifieringar Signaleringssäkerhet
Se dessa certifieringar som ett bevis på tillverkarens engagemang för strukturerad drift och riskhantering - avgörande faktorer för tillförlitlighet.
ISO 9001: Grunden för konsekventa processer
Detta är grunden. ISO 9001-certifiering bekräftar att en tillverkare av aluminiumsträngar har dokumenterade processer för allt från offert till leverans. Den föreskriver regelbundna internrevisioner, korrigerande åtgärder för avvikelser och fokus på ständiga förbättringar. För tillförlitligheten innebär detta att de har system för att fånga upp potentiella problem före de påverkar din order och ett strukturerat sätt att hantera förändringar. Den betonar en Processinriktat tillvägagångssätt6Detta innebär att aktiviteterna hanteras som sammanhängande processer, vilket leder till mer förutsägbara resultat.

Branschspecifika standarder: Bevis på specialiserad förmåga
Om dina delar är avsedda för krävande branscher bör du se längre än ISO 9001:
- IATF 16949 (fordonsindustrin): Denna standard kräver rigorös planering för att förebygga defekter (t.ex. FMEA), striktare processkontroller och robust hantering av leveranskedjan. Att uppnå detta signalerar en tillverkare som kan uppfylla förväntningarna på höga volymer och noll defekter, vilket är avgörande för fordonstillförlitligheten.
- AS9100 (flyg- och rymdindustrin): Detta lägger till kritiska lager för riskhantering, produktsäkerhet, konfigurationshantering och förebyggande av förfalskade delar. En AS9100-certifierad tillverkare av aluminiumsträngsprutning visar den disciplin som krävs för komponenter där fel inte är ett alternativ.
Certifieringar för bredare ansvar: Indikatorer på stabilitet
Certifieringar som ISO 14001 (miljöledning) och ISO 45001 (arbetsmiljö) kan verka sekundära, men de visar på ett välskött och ansvarsfullt företag som är mindre benäget att drabbas av störningar på grund av miljöincidenter eller säkerhetsproblem. Denna operativa stabilitet bidrar avsevärt till den övergripande leverantörspålitligheten. Genom att integrera dessa principer förstärker PTSMAKE den pålitliga grund som våra kunder förlitar sig på.

Här är en tabell som sammanfattar tillförlitlighetsaspekten:
| Certifiering | Viktigt fokus för tillförlitlighet | Varför det är viktigt |
|---|---|---|
| ISO 9001 | Konsekventa processer, kontinuerlig förbättring, revisionsspår | Förutsägbar kvalitet, systematisk problemlösning |
| IATF 16949 | Förebyggande av defekter, stabilitet i leveranskedjan, riskreducering | Minskad variabilitet, tillförlitlig leverans av stora volymer |
| AS9100 | Rigorös riskhantering, säkerhetsfokus, spårbarhet | Hög säkerhet för kritiska applikationer |
| ISO 14001 | Miljöriskhantering, efterlevnad | Driftsstabilitet, minskad risk för avbrott |
| ISO 45001 | Arbetstagarnas säkerhet, förebyggande av faror | Stabil personalstyrka, färre driftstörningar |
I slutändan är certifieringar verktyg. En verkligt pålitlig tillverkare av aluminiumsträngsprutning samlar inte bara in certifikat; de lever principerna bakom dem och integrerar kvalitet och pålitlighet i sin kultur.
Hur kan man minska ledtiden med tillverkare av aluminiumsträngsprutning?
Kämpar du med projektförseningar för att beställningar av aluminiumprofiler tar för lång tid? Är snäva tidsfrister ständigt hotade av leverantörernas leveranstider, vilket påverkar hela ditt produktionsschema?
För att minska ledtiderna måste man optimera konstruktionerna för extrudering, välja standardprofiler eller legeringar när det är möjligt, ha en tydlig kommunikation med tillverkaren, godkänna formkonstruktionen på ett effektivt sätt och samarbeta med leverantörer som är lyhörda och har en god kapacitetshantering.

Att få dina aluminiumprofiler snabbare handlar ofta om proaktiv planering och smart samarbete med din valda tillverkare av aluminiumprofiler. Enligt min erfarenhet på PTSMAKE kan flaskhalsar uppstå i olika skeden, från designfinalisering till den faktiska strängsprutningsprocessen. Låt oss titta på praktiska sätt att förkorta den avgörande tidslinjen.
Strategier för snabbare omställning av strängsprutning
Genom att implementera några få nyckelstrategier kan väntetiden för dina kundanpassade profiler kortas avsevärt.
Designoptimering för hastighet
Hur komplex din detalj är har en direkt inverkan på hur snabbt den kan extruderas. Alltför komplicerade profiler med mycket tunna väggar eller extremt snäva toleranser kräver mer komplexa verktyg och långsammare extruderingshastigheter. Att förenkla designen, där det är möjligt utan att kompromissa med funktionen, kan ge snabbare resultat. Genom att tidigt inleda DFM-diskussioner (Design for Manufacturability) med din leverantör kan du identifiera potentiella tidsbesparande modifieringar.
Material- och profilval
Om du väljer standardaluminiumlegeringar som 6063 eller 6061, som är lättillgängliga, kan du spara tid jämfört med att beställa anpassade eller mindre vanliga legeringar. På samma sätt, om en standardprofilform som finns i hyllan uppfyller dina behov, eliminerar det helt och hållet ledtiden för formskapande. Vi guidar ofta kunder på PTSMAKE mot lämpliga standardalternativ när projektkraven tillåter det.

Effektivisering av pressverktygsprocessen
Skapandet av extruderingsverktyget är ofta den längsta delen av den initiala ledtiden för kundanpassade profiler. Komplexiteten i verktygsdesignen spelar här en stor roll. Lika viktigt är hur snabbt du granskar och godkänner de verktygsritningar som tillhandahålls av tillverkaren. Snabb återkoppling förebygger förseningar. Den efterföljande Döda prövningar7 fasen, där de första profilerna testas mot specifikationerna, kräver också en effektiv hantering.
Kommunikation och samarbete
Ett tydligt, koncist och fullständigt informationsutbyte är avgörande. Se till att din offertförfrågan (RFQ) innehåller alla nödvändiga ritningar, specifikationer, kvantiteter och önskade leveransdatum. Snabba svar på leverantörsfrågor och snabba godkännanden gör att processen flyter på smidigt. En proaktiv tillverkare av aluminiumsträngsprutning kommer också att hålla dig informerad om framsteg och potentiella problem.

Leverantörskapacitet och planering
Förstå din leverantörs typiska ledtider och aktuella arbetsbelastning. Tillverkare med god kapacitetsplanering kan ofta ge mer tillförlitliga tidslinjer. Det kan vara möjligt att tidigt diskutera potentiella alternativ för snabbare leveranser, men ofta till en högre kostnad. Att bygga upp en stark relation med en pålitlig partner gör det lättare att hantera brådskande behov.
Här är en sammanfattning av faktorer som påverkar ledtiden:
| Faktor | Påverkan på ledtiden | Strategi för begränsning |
|---|---|---|
| Designens komplexitet | Hög komplexitet = längre tid | Förenkla konstruktion, DFM-granskning |
| Skapande av formar | Betydelsefullt för anpassade profiler | Snabbt godkännande av ritningar, tydliga specifikationer |
| Val av material | Anpassade legeringar = längre tid | Använd standardlegeringar (6063/6061) om möjligt |
| Beställning Antal | Mycket små/stora order kan påverka tidsplanen | Diskutera volympåverkan med leverantören |
| Kommunikation | Långsam återkoppling = fördröjningar | Ge tydliga anbudsförfrågningar, svara snabbt |
| Leverantörens kapacitet | Överbelastad leverantör = längre tid | Välj en lyhörd partner, diskutera schemaläggning |
| Efterbehandling | Ytterligare steg = mer tid | Ta hänsyn till sluttiden i det övergripande schemat |
Genom att ta itu med dessa områden proaktivt kan du arbeta effektivt med din tillverkare av aluminiumsträngar för att avsevärt minska ledtiderna och hålla dina projekt på rätt spår.
Hur kan man minska ledtiden med tillverkare av aluminiumsträngsprutning?
Känner du pressen när projektets deadlines närmar sig och ständigt hindras av oförutsägbara ledtider för extrudering? Får denna flaskhals ofta hela ditt produktionsschema att spåra ur?
För att korta ledtiderna krävs ett proaktivt samarbete: optimera designen tidigt, välj standardmaterial där så är möjligt, säkerställ snabb kommunikation och snabba godkännanden och samarbeta med en tillverkare som är skicklig på effektiv produktionsplanering.

Att få aluminiumprofiler levererade snabbare handlar inte bara om att be leverantören att skynda sig. Det kräver ett strategiskt tillvägagångssätt som involverar både ditt team och tillverkaren. För att minska förseningarna måste man titta på hela processen, från den första designen till den slutliga leveransen. I tidigare projekt på PTSMAKE har vi funnit att det mest effektiva sättet att hålla snäva tidsplaner är att ta itu med potentiella flaskhalsar tidigt. Låt oss utforska några viktiga områden där tid ofta kan sparas.
Proaktiv design- och planeringsfas
De val som görs innan produktionen ens har påbörjats påverkar i hög grad den totala tidslinjen.
Tidigt engagemang för Design for Manufacturability (DFM)
Genom att tidigt involvera din tillverkare av aluminiumsträngsprutning i processen får du värdefull feedback. Genom att diskutera profilutformningen med erfarna ingenjörer kan man identifiera egenskaper som kan sakta ner extruderingen eller komplicera verktygsbyggandet. Att förenkla komplexa geometrier eller justera toleranskraven, där så är möjligt, kan drastiskt minska produktionstiden. Detta samarbete Design för tillverkningsbarhet (DFM)8 granskning hjälper till att optimera detaljen för både funktion och effektiv produktion.
Smarta material- och profilval
Även om speciallegeringar erbjuder specifika egenskaper har de ofta längre ledtider på grund av inköpskrav. Standardlegeringar som 6061 eller 6063 finns vanligtvis i lager hos tillverkarna och går snabbare att få tag på. På samma sätt kan man genom att utnyttja befintliga standardprofiler, om de uppfyller de funktionella behoven, kringgå hela processen för att skapa verktyg, vilket sparar veckor.
Effektivisering av verktygs- och godkännandeprocessen
När det gäller specialprofiler är skapandet och godkännandet av verktyget ofta det mest tidskrävande steget.
Granskning av effektiv matrisdesign
När tillverkaren tillhandahåller verktygsritningar är det viktigt med en snabb och noggrann granskning. Förseningar i godkännandet av ritningarna leder direkt till att starten av verktygstillverkningen skjuts upp. Se till att ditt ingenjörsteam prioriterar den här granskningen och ger tydlig och samlad feedback om det behövs ändringar.
Påskyndande av prövningar av matriser
Efter att verktyget har tillverkats körs de första proverna (verktygsförsök) för att verifiera mått och kvalitet. Genom att effektivisera utvärderingen av dessa första artiklar och ge snabbt godkännande eller tydlig feedback för justeringar kan man hålla tempot uppe.
Optimera produktions- och kommunikationsflödet
Under produktionen är det viktigt med effektiv kommunikation och förståelse för leverantörens verksamhet.
Tydligt informationsutbyte
Se till att alla inköpsorder, ritningar och specifikationer är fullständiga och entydiga från början. Svara snabbt på eventuella förfrågningar från tillverkaren. Regelbunden, proaktiv kommunikation, där man ber om statusuppdateringar i stället för att vänta på att förseningar ska meddelas, kan bidra till att hantera förväntningar och ta itu med potentiella problem tidigt.
Förstå leverantörernas kapacitet och schemaläggning
Diskutera ledtider på förhand och förstå de faktorer som påverkar dem, till exempel aktuell arbetsbelastning eller planerat underhåll. En pålitlig tillverkare av aluminiumsträngar, som PTSMAKE, upprätthåller transparent kommunikation om sin kapacitet och schemaläggning, vilket hjälper dig att planera mer exakt. Ibland kan diskussioner om potentiell batchning av beställningar eller något flexibla leveransfönster hjälpa till att passa in din beställning i deras schema mer effektivt.
Här är en sammanfattning av områden där tidsbesparingar kan uppnås:
| Område för påverkan | Åtgärder krävs | Indikator för potentiell tidsbesparing |
|---|---|---|
| Designfas | Tidigt DFM-samarbete, förenkla komplexa funktioner | Medelhög till hög |
| Val av material | Välj standardlegeringar/profiler när så är möjligt | Medium |
| Godkännande av formritning | Snabb intern granskning och återkoppling | Hög |
| Godkännande av prövningsstudie | Snabb utvärdering av de första artiklarna | Medium |
| Tydlighet i informationen | Ge fullständiga och tydliga specifikationer på förhand | Låg till medelhög |
| Kommunikation | Svara snabbt på frågor, proaktiva avstämningar | Medium |
| Partnerskap med leverantörer | Välj en partner med god kapacitet för administration och kommunikation | Medium |
Ett nära samarbete med din tillverkare av aluminiumsträngar och en proaktiv hantering av dessa punkter kan avsevärt förkorta ledtiderna, hjälpa dig att hålla dina projekt enligt tidsplanen och minska den totala stressen.
Lär dig hur verktygskostnader fördelas över produktionskörningar för att minska kostnaderna per detalj. ↩
Klicka för att förstå egenskaperna och de vanliga användningsområdena för denna specifika aluminiumlegeringshärdning. ↩
Utforska de tekniska detaljerna och designfördelarna med T-spårprofiler för modulär konstruktion. ↩
Förstå hur den inre materialstrukturen påverkar extruderingens kvalitet och hållfasthet. ↩
Läs mer om det ramverk som används för att säkerställa jämn kvalitet och kundnöjdhet. ↩
Upptäck hur fokus på processer säkerställer konsekventa och tillförlitliga tillverkningsresultat. ↩
Lär dig mer om testfasen för pressverktyg och hur den påverkar tidsplanen för hela extruderingsprojektet. ↩
Lär dig hur optimering av konstruktioner för tillverkningseffektivitet kan minska produktionstiden avsevärt. ↩






